-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
1/44
Chapter 24Chapter 24
MillingMilling
EIN 3390 Manufacturing ProcessesEIN 3390 Manufacturing
ProcessesSpring, 2012Spring, 2012
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
2/44
24.1 Introuction24.1 Introuction
Milling is the basic process of progressi!e chipre"o!alto
produce a surface.
Mill cutters have single or "ultipleteeth thatrotate about an
axis, removing material.
Often the desired surface in obtained in a singlepass of cutter
or workpiece with !er# goosurface finish.
Milling is particularly well suited and widely usedfor mass
production.
More flat surfaces are produced by milling thanby any other
machining processes.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
3/44
24.2 $una"entals of Milling24.2 $una"entals of Milling
ProcessesProcessesMilling is classified in t%o categories:
Peripheral "illing &also called Sla' "illing( -the surface
is generated by teeth located on theperiphery of the cutter body.
he surfaceis
parallelwith the a)is of rotation of thecutter.
En "illing: also called facing "illing, thesurfacegenerated is
at a right angle to thecutter axis. Material is removed by
theperipheral teeth and the face portion providingfinishing
action.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
4/44
Peripheral MillsPeripheral Mills
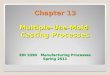
FIGURE 24-1 Peripheral
milling can be performed
on a horizontal-spindle
milling machine. The
cutter rotates at rpm Ns ,removing metal at cutting
speed V. The allowance
for starting and finishing
the cut depends on the
cutter diameter and depth
of cut, d. The feed per
tooth, ft and cutting speed
are selected by the
operator or processplanner.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
5/44
Peripheral MillingPeripheral Millinghe milling variables, such
as cutting spee * and
fee per tooth depend upon the %or+ "aterial,the tool "aterial,
and the specific process.he rpm of the spindle is determined from
the surface
cutting speed !, the cutter diameter " #in inch$ asbelow:
Ns &12*(-& (
he feed of table fm, in inch per minute, is calculated:
f" ftNsn%here ft, feed per tooth, and n is the number of
teeth
in the cutter.he cutting time is:m& #' ( ')$*fm
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
6/44
Peripheral MillingPeripheral Millinghe length of approach
is:
/0 S2-4 5 &-267C(2 8 S&&6((
he M++ is:
M *olu"e-" &/(-" f" in3-"in
where % is width of the cut in inch, d is the depth ofcut in
inch.
f ignoring '), the values for ftare given in able -/,along with
recommended cutting speeds in feet per
minute.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
7/44
Suggeste Starting $ees an Spees using :SS anSuggeste Starting
$ees an Spees using :SS an
Car'ie CuttersCar'ie Cutters
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
8/44
$ace Mills$ace Mills
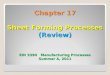
FIGURE 24-2 Face
milling is often
performed on a
spindle milling
machine using a
multiple-tooth cutter(n = 6 teeth
rotating Ns at rpm
to produce cutting
speed V. The
wor!piece feeds at
rate fm in inches
per minute pastthe tool. The
allowance depends
on the tool diameter
and the width of
cut.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
9/44
$ace Milling$ace Millinghe rpm of the spindle is determined from
the surface
cutting speed !, the cutter diameter " #in inch$ asbelow:Ns
&12*(-& (
he feed of table fm, in inch per minute, is calculated:f"
ftNsn
%here ft, feed per tooth, and n is the number of teeth in
the cutter.he cutting time is:
m & #' ( ')( '0$*fmhe M++ is:
M *olu"e-" &/(-" f" in3-"in1or a setup where the tool
doesn2t completely pass over
the workpiece,/0 / S&& 5 (( for ; -2/0 / -2 for
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
10/44
$ace Milling E)a"ple$ace Milling E)a"ple1or a 3 diameter,
six-tooth end mill, using
carbide inserts #1ig -4$, the workmaterial is low-alloy steel,
annealed #567& 00$. 8lease determine rpm at thespindle and the
feed rate of the table.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
11/44
$ace Milling E)a"ple$ace Milling E)a"ple
9sing cutting data recommendations, select ! & 00 sfpmwith a
ft & 0.003*tooth.
7s& #/!$*#"$ & #/ x 00$* #4./ x $ & 392 rp"
he feed rate of table is:
fm& ft7sn & 0.00 x ; x 4
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
12/44
*ertical an :ori>ontal Cutters*ertical an :ori>ontal
Cutters
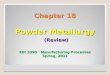
FIGURE 24-3 Face millingviewed from above with vertical
spindle-machine.
FIGURE 24-4 "lab or sidemilling being done as a up
milling process with horizontal
spindle-machine.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
13/44
En MillingEn Milling
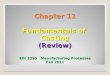
FIGURE 24-5 #nd milling a step feature in a bloc! using a
flat-bottomed, end mill cutter in a vertical
spindle-milling machine. $n left, photo. %n middle, end view,
table moving the bloc! into the cutter. $n
right, side view, wor!piece feeding right to left into tool.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
14/44
En Milling E)a"pleEn Milling E)a"ple
n 1ig -=, an end mill with ?teeth on a 2= ia"eter#carbide
cutter$ is used to cut a step in 401stainless. 0.3@A= and the epth
of i""ersionis 1.2A=. he vertical milling machine tool has a A6hp
"otorwith an B0 efficienc#. he specific
horsepo%er for 401 stainless#567 & 400$ is1.3hp-in3-"in.
>an the step be cut in one pass orin multiple passes?
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
15/44
En Milling E)a"pleEn Milling E)a"ple
he maximum amount of material that can be removed perpass is
usually limited by the a!aila'le po%er.
6p& 68sx M++ & 68@x fm"O>max& 68sfmx 7Ix
"O>max
1rom able -/, select ft
& 0.00= ipt, ! & =0 fpm.
7s& #/ x =0$*#4./ x $ & AA rpm
fm& ftx n x 7s& 0.00= x ; x AA & /.4/3*min
he actual table feed rates for selected machine are //3*min.
or/;3*min. @elect fm& //3*min.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
16/44
En Milling E)a"pleEn Milling E)a"ple "O>max&
#0.hp$*#68sfm"O$
& #0.x =$*#/.4 x // x /.= $ & 0.22A=
@o t%o cutting passes are needed because 0.4A=*0.= &/.;.
he first pass: "O>/& 0.=3 rough cuthe second pass:
"O>
& 0./=3
1or "O>& 0./=3 the ftwould be only slightly increased
to0.00=Aipt
1t& #0.hp$*#68sn 7s"O> "O$& #0. x =$*#/.4 x ; x AA x
0./= x /.=$& 0.00=Aipt
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
17/44
Dp *ersus o%n MillingDp *ersus o%n Milling
Dp "illing orCon!entional "illing he cutter rotates against the
irection of fee
of the workpeice. he >hip is !er# thin at the 'eginning
and
increase along its length.
he cutter tends to push the %or+ along an liftit up%ars fro" the
ta'le. he action tends toloosen the %or+piece fro" the fi)ture.
n the up milling, chips can be carried into thenewly machined
surface, causing the surface
finish to 'e poorer than in o%n "illing.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
18/44
Dp *ersus o%n MillingDp *ersus o%n Millingo%n "illing orCli"'
"illing
the cutterrotates in the sa"e irection asthe irection of fee
!antage he %or+ piece is pulle into the cutter, eli"inating
an# effects fro" looseness of the %or+ ta'le feescre%.
here is less tenenc# for the "achine surface tosho% tooth"ar+s,
an the cutting process iss"oother, %ith less chatter.
he cutting force tens to hol the %or+pieceagainst the "achine
ta'le, per"itting lo%ercla"ping force.
isa!antage he "a)i"u" chip thic+ness is at the point of
toothcontact %ith the %or+ piece. ullingthe teeth "oreFuic+l#,
especially for workpiece with a hard surface.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
19/44
Cli"'ing !ersus Con!entional MillsCli"'ing !ersus Con!entional
Mills
FIGURE 24-6 &limb
cut or
down milling versus
conventional cut or up
millingfor slab or face or end
milling.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
20/44
Milling Surface $inishMilling Surface $inishMilling is an
interrupted cutting process .
I"pact loaing C#clic heating C#cle cutting forces
)s show in 1ig. -A, the cutting force, 1c, buildsrapidly as the
tool enters the work at ) and
progresses to 5, peaks as the blade crosses thedirection of feed
at >, decreases to ", and then dropsto Bero abruptly upon
exit.
he interrupted-cut phenomenon explain in large partwhy milling
cutter teeth are designed to have s"all
positi!e or negati!e ra+e angles, particularlywhen the tool
material is car'ie or cera"ic.>utters made from :SSare with
positi!e ra+es, inthe main, but must be run at lo%er spees.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
21/44
$acing Mill$acing Mill
FIGURE 24-7 &onventional face milling (left with cutting
force diagram for Fc (right showing the
interrupted nature of the process. (From 'etal &utting
Principles, 2nd ed., Ingersoll Cutting Tool
Company.)
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
22/44
24.3 Milling ools an Cutters24.3 Milling ools an Cutters
here are a variety of mills used, the mostcommon being face
mills and end mills Cnd mills are either :SSor have
ine)a'leinserts#1igure -$
Cnd Mills come in a variety of geometries 8lain Cnd Mills
@hell Cnd Mills
6ollow Cnd Mills
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
23/44
7ther Mill Cutter #pes7ther Mill Cutter #pes
1ace mills have indexable inserts alongthe periphery1ace Mills
come in a variety of geometry
#1igure -enter hole for arbor mounting @ide mill #1igure -/0$
@taggered-tooth @traddle milling nterlocking slot cutters
@litting cutters
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
24/44
#pical Cutter Pro'le"s#pical Cutter Pro'le"s
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
25/44
En Mill Geo"etr#En Mill Geo"etr#
FIGURE 24-8 "olid end mills are often coated. %nsert
tooling end mills come in a variety of sizes and are
mounted on taper shan!s.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
26/44
$acing Mill Geo"etr#$acing Mill Geo"etr#
FIGURE 24-9
Face mills come
in many
different designs
using
many different
insertgeometries
and different
mounting
arbors.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
27/44
Sie MillingSie Milling
FIGURE 24-10 The
side-milling cutter
can cut on sides
and ends of the
teeth, so it ma!es
slots or grooves.
owever, only a few
teeth are engagedat any one point in
time, causing heavy
torsional vibrations.
The average chip
thic!ness, hi, will be
less than the feed
per tooth, ft . The
actual
feed per tooth fa will
be less than feed
per tooth selected,
Ft .
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
28/44
r'or Millingr'or Milling
FIGURE 24-11)rbor (two views used on a horizontal-spindle
milling machine on left. $n right, a gangmilling
setup showing three side-milling cutters mounted on an
arbor () with an outboard flywheel (*.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
29/44
:elical Mills:elical Mills
FIGURE 24-12 The chips are
formed progressively by the
teeth of a plain helical-tooth
milling cutter during up milling.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
30/44
Shape CuttersShape Cutters$or" elie!e Cuttersare used when
intricate shapes are needed.6slot cutters are used to produce
slots
in material. )n end mill is use first toproduce the initial
groove
) woodruff keyseat cutter is used toproduce a slot in a shaft
and come instandard siBes
1ly cutters are single toothed face millcutters, with adDustable
radii.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
31/44
elie!e Cutterelie!e Cutter
FIGURE 24-13 "olid
form
relieved milling cutter,
would be
mounted on an arbor
in ahorizontal milling
machine..
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
32/44
24.4 Machines for Milling24.4 Machines for Milling
he four most common types of manuallycontrolled milling machines
are listedbelow in order of increasing power #andtherefore metal
removal capability$: 1. a"6t#pe "illing "achines
2. Colu"n6an6+nee6t#pe "illing"achines a. 6oriBontal spindle b.
!ertical spindle
3. $i)e6'e6t#pe "illing "achines 4. Planer6t#pe "illing
"achines
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
33/44
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
34/44
Hasic Mill ConstructionHasic Mill ConstructionMost mills consist
of colu"n6an6+nee esigns
he colu"n is "ounte on a 'ase and the spinle"ounte on a +nee
e)tening from the column.
he +nee has !ertical "o!e"ent
he material in mounted on a table with longituinal"o!e"ent, and
the ta'le is "ounte on a sale
%ith trans!erse "o!e"entMost common of this type mill is the a"
"ill
which has a motor and pulley system mounted onthe top of the
column.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
35/44
Maor Co"ponents of a Plain Colu"n6an6Maor Co"ponents of a Plain
Colu"n6an6
Jnee6#pe Milling MachineJnee6#pe Milling Machine
FIGURE 24-14 'a+or components of a plain column-and-!nee-type
milling machine, which can
have horizontal spindle shown on the left, or a turret type
machine with a vertical spindle, shown
on the right. The wor!piece and wor!holder on the table can be
translated in, !, and "
directions with respect to the tool.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
36/44
a"6t#pe Jnee6an Colu"na"6t#pe Jnee6an Colu"n
MachineMachine
FIGURE 24-15
The ram-type
!nee-and-
column milling
machine is one
of the mostversatile and
popular milling
machine tools
ever designed.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
37/44
He #pe Milling MachineHe #pe Milling Machine
Made for eep cuts an hea!# "aterialre"o!al, the bed only had
hori>ontal"o!e"ent
Once the bed is set up, the spindle height
is not changed during operation.hese machines are very common
due to
their ease of use.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
38/44
He #pe MillHe #pe Mill
FIGURE 24-16
*ed-type
vertical-spindle
heavy-duty
production
machine tools formilling usually
have three aes
of motion.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
39/44
Planer #pe MillPlaner #pe Mill8laner type mills can have se!eral
heas
to re"o!e large a"ounts of "aterialwhile the material is fed
slowly into themachine.
@ystems are setup typically for singlepass operations.
hese are a!antageous for large%or+ piecesreEuiring hea!#
"aterial
re"o!al.
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
40/44
/arge Planer6t#pe Milling Machine/arge Planer6t#pe Milling
Machine
FIGURE 24-17 arge
planertype millingmachine. %nset shows /0
head being used.
(Courtesy of Cosa
Corporation.)
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
41/44
Milling Machine SelectionMilling Machine Selection%hen
purchasing or using a milling
machine, consider the following issues: 1. Spinle orientation an
rp"
2. Machine capa'ilit# #accuracy andprecision$
3. Machine capacit# #siBe of workpieces$ 4. :orsepo%er a!aila'le
at spinle #usuallyA0F of machine horsepower$
A. uto"atic tool changing
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
42/44
: for Chapter 24: for Chapter 24
+eview Guestions:, and < #pages ;A$
8roblems:/, , ;. #page ;A=$1ote2
For 3 42 1umber of teeth n = 5.
For 3 62
'aterial of wor!piece2 &ast iron, medium hardness, d = DO
=0!214"
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
43/44
: for Chapter 24: for Chapter 24
8roblems:/ #page ;A=$
(&alculate the table speed fm
-
7/25/2019 EIN 3390 Chap 24 Milling Spring_2012.ppt
44/44
: for Chapter 24: for Chapter 24
8roblems: #page ;A=$