Embed Size (px)
Citation preview

Effects of Reducing Solvent on Copper, Nickel, and Aluminum JoiningUsing Silver Nanoparticles Derived from a Silver Oxide Paste
Tomo Ogura1,+, Shinya Takata1, Makoto Takahashi2 and Akio Hirose1
1Division of Materials and Manufacturing Science, Graduate School of Engineering, Osaka University, Suita 565-0871, Japan2Joining and Welding Research Institute, Osaka University, Ibaraki 567-0047, Japan
The effects of reducing solvent on copper, nickel, and aluminum joining using silver nanoparticles derived from a silver oxide paste wasinvestigated by thermal analysis, transmission electron microscopy (TEM) observation, and tensile shear testing. A complete weight loss ofdiethylene glycol (DEG) in a paste occurred during the redox reaction, whereas a polyethylene glycol 400 (PEG) paste retained the PEG solventuntil about 300°C due to its longer carbon chains. Residual PEG in the paste reduced the natural oxide film on copper and nickel substratesduring bonding, facilitating a direct sinter of silver nanoparticles to these substrates. On the other hand, silver nanoparticles were sintered to thenatural oxide film on an aluminum substrate by the DEG paste. The suitability of the reducing solvent for oxide film reduction of the metalsubstrate during bonding was explained by an Ellingham diagram. [doi:10.2320/matertrans.MI201411]
(Received December 15, 2014; Accepted April 6, 2015; Published May 22, 2015)
Keywords: sintering, nanoparticle, silver oxide, joining, interface, transmission electron microscopy
1. Introduction
It is desirable to have electronic devices that workefficiently at elevated temperatures and consume less powerafter packaging the components. A bonding technology thatcan meet these requirements must be developed. In particular,there is a pressing requirement for suitable alternatives to thelead-rich, high melting point solders that contain chemicalshazardous to the environment. It has been difficult to developlead-free solders for use at high temperatures because there isa requirement that the metallic bonds between mounted partson semiconductor chips and varied wiring connectionsexhibit a long-term reliability. The mounted components ofsemiconductor chips (i.e., the die-bonded parts) generateconsiderable heat and thus require an improved thermalresistance.
Regarding the joining methods used for materials,sintering has been a primary research focus because itoperates at a temperature below the melting point of thesintered materials.1,2) During the sintering process, solid-statepowdered materials become a coherent mass upon heating,without melting. Silver nanoparticles are well known asa sintering material for power electronics packaging,3,4)
because silver has higher thermal and electric conductivitiesthan frequently used Sn-Pb or Pb-free joints.5) The sinteringtemperature is lower for nanoparticles than for bulk materialsbecause of their large surface energy contribution, as thereare fewer atoms per particle and the surface area to volumeratio is higher.6) Therefore, novel bonding processesusing metallic silver-organic nanoparticles have been devel-oped.711) As a low-cost alternative, authors have proposedthe use of silver oxide particles in the bonding process.1218)
Some metals have a thin oxide film that develops on theirsurface, which can prevent metal-to-metal bonding. How-ever, if a reducing solvent reduces not only the silver oxide,but also the thin oxide films on the metal during bonding, itcan enable the silver nanoparticles to directly sinter to themetal substrate, achieving a metal-to-metal bonding. Authors
have confirmed that copper oxide was not present at theinterface after bonding using a polyethylene glycol series;18)
however, a detailed observation using high magnificationequipment was not performed and the reducing solventeffects on other metals with natural oxide films was stillunclear. Silver nanoparticles can be formed from silver oxideparticles through an in situ redox reaction during the bondingprocess.12) These silver oxide-derived nanoparticles have anidentical high sinterability to conventional nanoparticles,allowing them to achieve a metal-to-metal bonding.
In this study, the effects of the reducing solvent on metaljoining using silver oxide paste with metals having naturaloxide films was investigated. Copper, nickel, and aluminumwere chosen as metals with natural oxide films. Thermog-ravimetric (TG) and differential thermal analysis (DTA) wereperformed to evaluate the decomposition behavior of thesilver oxide paste, while the bondability of these metal jointsusing the silver oxide paste was investigated using scanningelectron microscopy (SEM), transmission electron microsco-py (TEM), and tensile shear testing.
2. Experimental Procedures
Silver oxide (Ag2O) particles from 2µm to 3 µm indiameter were used. The particles were milled using analumina mortar and mixed with a reducing solvent to a 180µL/g concentration, and processed to a paste for bonding.Two types of reducing solvent were tested, includingdiethylene glycol (DEG) and polyethylene glycol 400(PEG), which vary primarily in their carbon chain lengthand molar weight.
Pure copper, nickel, or aluminum substrates were used asthe bonded material. The silver oxide paste, prepared withDEG or PEG, was applied to the bottom substrate (10mm indiameter and 25mm in length) using a 50 µm thick mask andpreheated under optimized conditions to remove the excessreducing solvent (0.33°C/s to 100°C, held for 300 s for DEGand 0.5°C/s to 120°C, held for 600 s for PEG). Subsequently,an upper substrate 5mm in diameter and 15mm in length wasplaced onto the lower substrate, and the samples were heated+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 56, No. 7 (2015) pp. 1030 to 1036Special Issue on Nanojoining and Microjoining II©2015 The Japan Institute of Metals and Materials
to 300°C (for copper and nickel) and 300°C and 400°C (foraluminum) at a 1°C/s rate using an infrared heating furnaceand held for 300 s at a 5MPa pressure. The shear strength ofthe joints was measured using a strain rate of 0.5mm/s.
The thermal characteristics of each silver oxide paste weremeasured with a combination of thermogravimetric (TG) anddifferential thermal analysis (DTA) at a heating rate of 1°C/sunder an ambient atmosphere.
The cross section and fracture surface of each joint wasobserved with scanning electron microscopy (SEM) andtransmission electron microscopy (TEM), and analyzed usingenergy-dispersive X-ray spectroscopy (EDS).
3. Results and Discussion
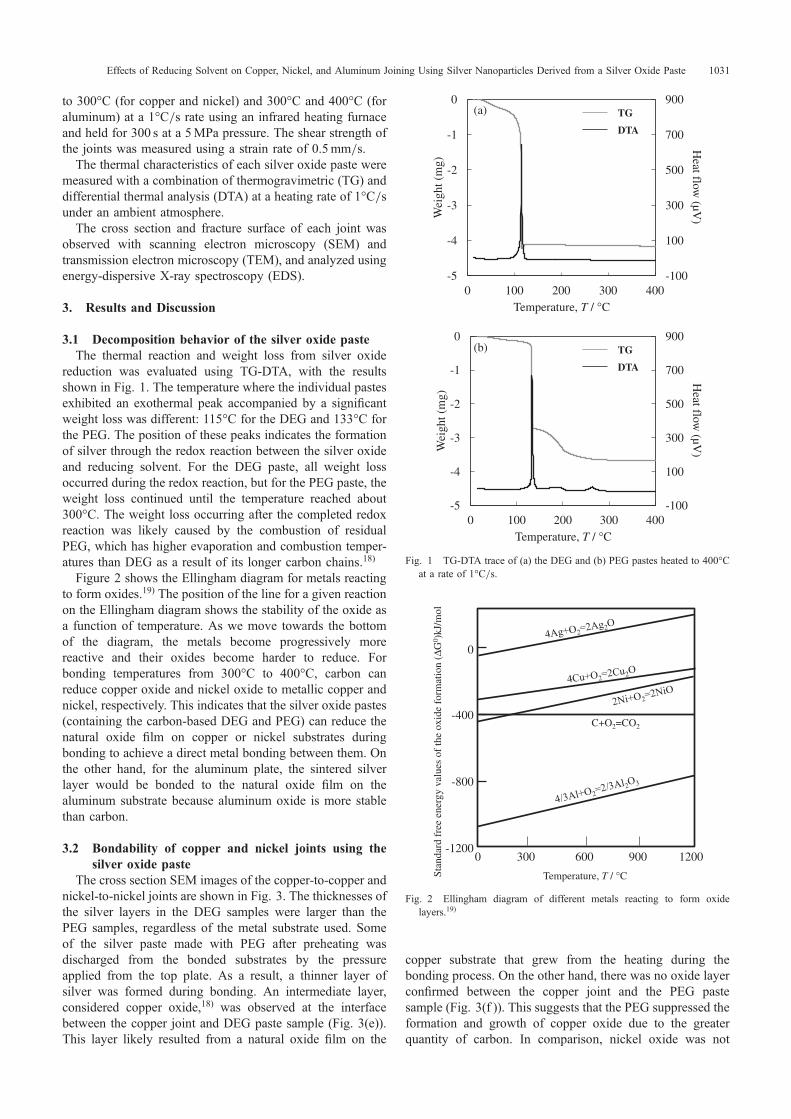
3.1 Decomposition behavior of the silver oxide pasteThe thermal reaction and weight loss from silver oxide
reduction was evaluated using TG-DTA, with the resultsshown in Fig. 1. The temperature where the individual pastesexhibited an exothermal peak accompanied by a significantweight loss was different: 115°C for the DEG and 133°C forthe PEG. The position of these peaks indicates the formationof silver through the redox reaction between the silver oxideand reducing solvent. For the DEG paste, all weight lossoccurred during the redox reaction, but for the PEG paste, theweight loss continued until the temperature reached about300°C. The weight loss occurring after the completed redoxreaction was likely caused by the combustion of residualPEG, which has higher evaporation and combustion temper-atures than DEG as a result of its longer carbon chains.18)
Figure 2 shows the Ellingham diagram for metals reactingto form oxides.19) The position of the line for a given reactionon the Ellingham diagram shows the stability of the oxide asa function of temperature. As we move towards the bottomof the diagram, the metals become progressively morereactive and their oxides become harder to reduce. Forbonding temperatures from 300°C to 400°C, carbon canreduce copper oxide and nickel oxide to metallic copper andnickel, respectively. This indicates that the silver oxide pastes(containing the carbon-based DEG and PEG) can reduce thenatural oxide film on copper or nickel substrates duringbonding to achieve a direct metal bonding between them. Onthe other hand, for the aluminum plate, the sintered silverlayer would be bonded to the natural oxide film on thealuminum substrate because aluminum oxide is more stablethan carbon.
3.2 Bondability of copper and nickel joints using thesilver oxide paste
The cross section SEM images of the copper-to-copper andnickel-to-nickel joints are shown in Fig. 3. The thicknesses ofthe silver layers in the DEG samples were larger than thePEG samples, regardless of the metal substrate used. Someof the silver paste made with PEG after preheating wasdischarged from the bonded substrates by the pressureapplied from the top plate. As a result, a thinner layer ofsilver was formed during bonding. An intermediate layer,considered copper oxide,18) was observed at the interfacebetween the copper joint and DEG paste sample (Fig. 3(e)).This layer likely resulted from a natural oxide film on the
copper substrate that grew from the heating during thebonding process. On the other hand, there was no oxide layerconfirmed between the copper joint and the PEG pastesample (Fig. 3(f )). This suggests that the PEG suppressed theformation and growth of copper oxide due to the greaterquantity of carbon. In comparison, nickel oxide was not
-100
100
300
500
700
900
-5
-4
-3
-2
-1
0
0 100 200 300 400
Heat flow
(µV)W
eigh
t (m
g)
Temperature, T / °C
(a) TG
DTA
-100
100
300
500
700
900
-5
-4
-3
-2
-1
0
0 100 200 300 400
Heat flow
(µV)W
eigh
t (m
g)
Temperature, T / °C
(b) TG
DTA
Fig. 1 TG-DTA trace of (a) the DEG and (b) PEG pastes heated to 400°Cat a rate of 1°C/s.
0
-1200
Stan
dard
fre
e en
ergy
val
ues
of th
e ox
ide
form
atio
n (Δ
G0 )
kJ/m
ol
0 300 600 900 1200
Temperature, T / °C
-400
-800
C+O2=CO2
Fig. 2 Ellingham diagram of different metals reacting to form oxidelayers.19)
Effects of Reducing Solvent on Copper, Nickel, and Aluminum Joining Using Silver Nanoparticles Derived from a Silver Oxide Paste 1031
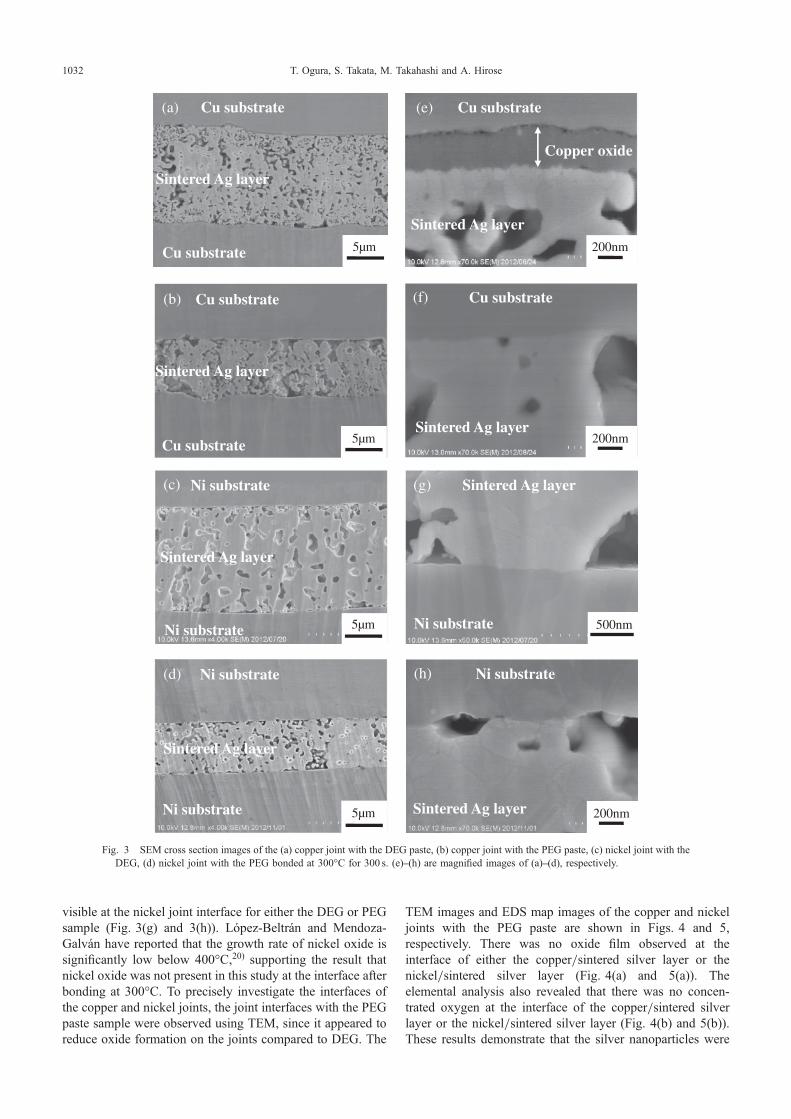
visible at the nickel joint interface for either the DEG or PEGsample (Fig. 3(g) and 3(h)). López-Beltrán and Mendoza-Galván have reported that the growth rate of nickel oxide issignificantly low below 400°C,20) supporting the result thatnickel oxide was not present in this study at the interface afterbonding at 300°C. To precisely investigate the interfaces ofthe copper and nickel joints, the joint interfaces with the PEGpaste sample were observed using TEM, since it appeared toreduce oxide formation on the joints compared to DEG. The
TEM images and EDS map images of the copper and nickeljoints with the PEG paste are shown in Figs. 4 and 5,respectively. There was no oxide film observed at theinterface of either the copper/sintered silver layer or thenickel/sintered silver layer (Fig. 4(a) and 5(a)). Theelemental analysis also revealed that there was no concen-trated oxygen at the interface of the copper/sintered silverlayer or the nickel/sintered silver layer (Fig. 4(b) and 5(b)).These results demonstrate that the silver nanoparticles were
Sintered Ag layer200nm
Cu substrate
Sintered Ag layer
500nm5µm
5µm
Ni substrate
200nm
5µm
5µm
(c)
(d)
Sintered Ag layer
(b)
(a) Cu substrate
Copper oxide
Cu substrate
Cu substrate
Sintered Ag layer
Cu substrate
Ni substrate
Sintered Ag layer
Ni substrate
Ni substrate
Sintered Ag layer
Ni substrate
Sintered Ag layer
Cu substrate
Sintered Ag layer
Ni substrate
(e)
(f)
(g)
(h)
200nm
Fig. 3 SEM cross section images of the (a) copper joint with the DEG paste, (b) copper joint with the PEG paste, (c) nickel joint with theDEG, (d) nickel joint with the PEG bonded at 300°C for 300 s. (e)(h) are magnified images of (a)(d), respectively.
T. Ogura, S. Takata, M. Takahashi and A. Hirose1032
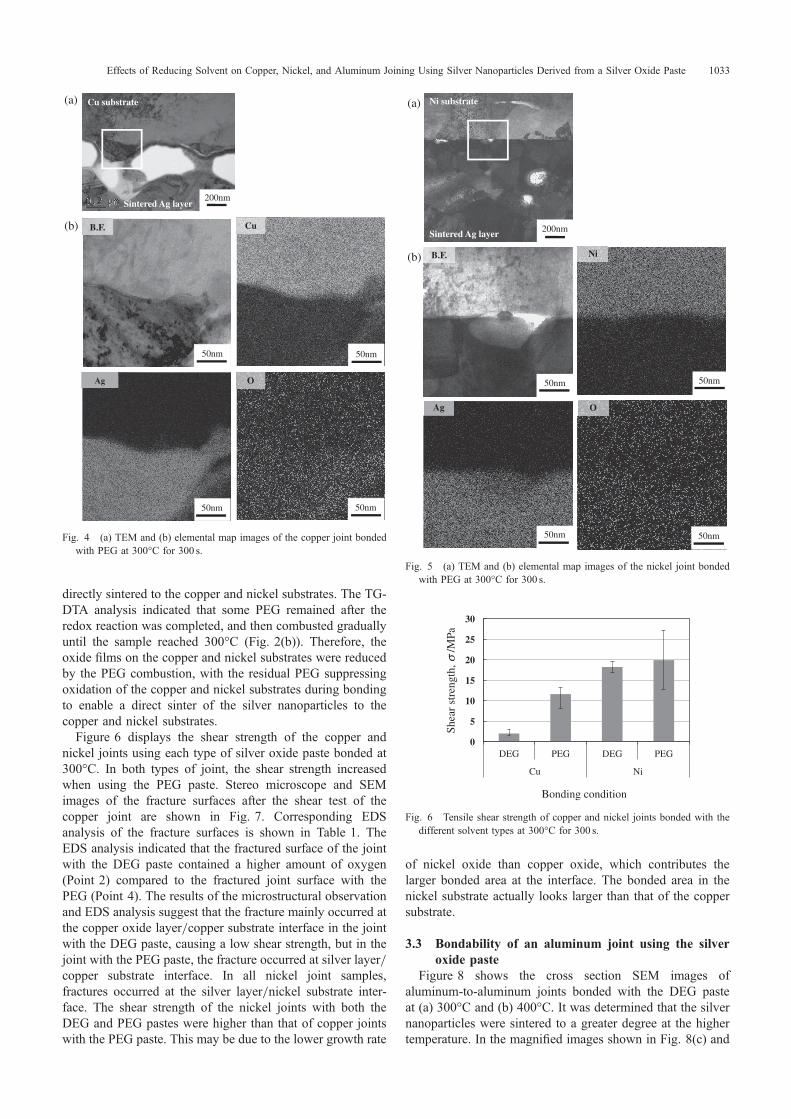
directly sintered to the copper and nickel substrates. The TG-DTA analysis indicated that some PEG remained after theredox reaction was completed, and then combusted graduallyuntil the sample reached 300°C (Fig. 2(b)). Therefore, theoxide films on the copper and nickel substrates were reducedby the PEG combustion, with the residual PEG suppressingoxidation of the copper and nickel substrates during bondingto enable a direct sinter of the silver nanoparticles to thecopper and nickel substrates.
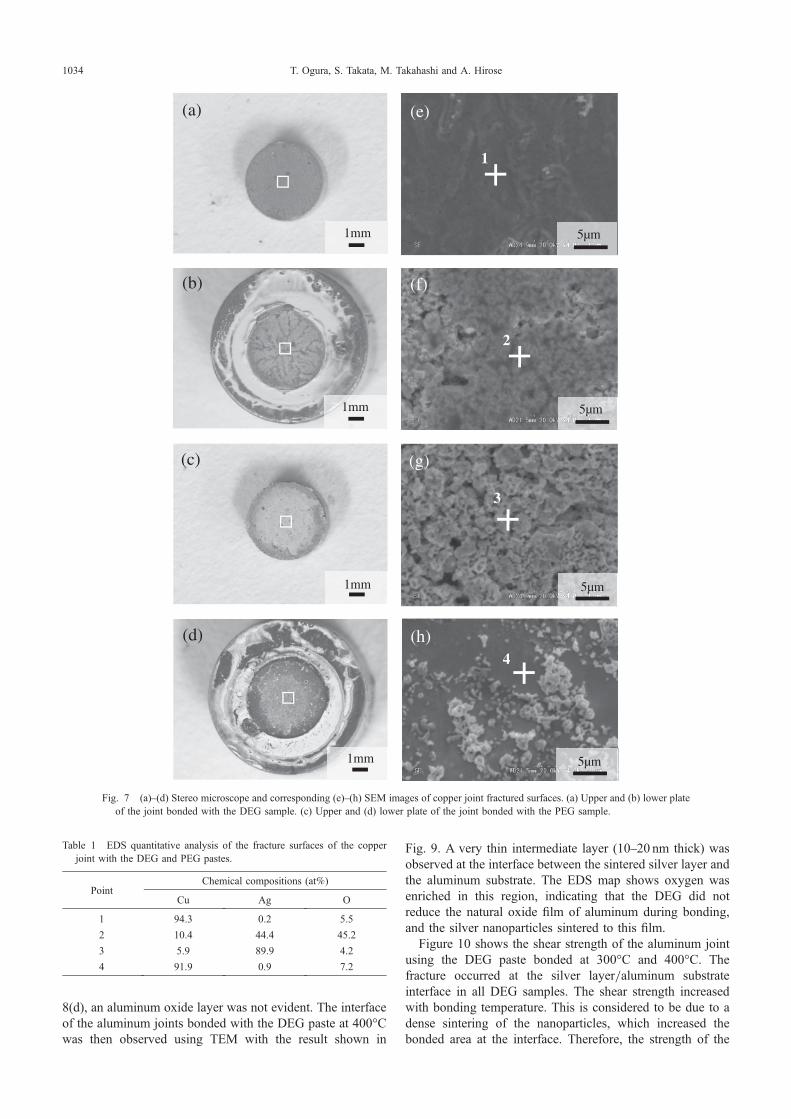
Figure 6 displays the shear strength of the copper andnickel joints using each type of silver oxide paste bonded at300°C. In both types of joint, the shear strength increasedwhen using the PEG paste. Stereo microscope and SEMimages of the fracture surfaces after the shear test of thecopper joint are shown in Fig. 7. Corresponding EDSanalysis of the fracture surfaces is shown in Table 1. TheEDS analysis indicated that the fractured surface of the jointwith the DEG paste contained a higher amount of oxygen(Point 2) compared to the fractured joint surface with thePEG (Point 4). The results of the microstructural observationand EDS analysis suggest that the fracture mainly occurred atthe copper oxide layer/copper substrate interface in the jointwith the DEG paste, causing a low shear strength, but in thejoint with the PEG paste, the fracture occurred at silver layer/copper substrate interface. In all nickel joint samples,fractures occurred at the silver layer/nickel substrate inter-face. The shear strength of the nickel joints with both theDEG and PEG pastes were higher than that of copper jointswith the PEG paste. This may be due to the lower growth rate
of nickel oxide than copper oxide, which contributes thelarger bonded area at the interface. The bonded area in thenickel substrate actually looks larger than that of the coppersubstrate.
3.3 Bondability of an aluminum joint using the silveroxide paste
Figure 8 shows the cross section SEM images ofaluminum-to-aluminum joints bonded with the DEG pasteat (a) 300°C and (b) 400°C. It was determined that the silvernanoparticles were sintered to a greater degree at the highertemperature. In the magnified images shown in Fig. 8(c) and
50nm
50nm
50nm
50nm
B.F.
Ag
Cu
O
200nm
Cu substrate
Sintered Ag layer
(a)
(b)
Fig. 4 (a) TEM and (b) elemental map images of the copper joint bondedwith PEG at 300°C for 300 s.
50nm
50nm
50nm
50nm
200nm
B.F.
Ag
Ni
O
Ni substrate
Sintered Ag layer
(a)
(b)
Fig. 5 (a) TEM and (b) elemental map images of the nickel joint bondedwith PEG at 300°C for 300 s.
0
5
10
15
20
25
30
DEG PEG DEG PEG
Cu Ni
Shea
r st
reng
th, σ
/MPa
Bonding condition
Fig. 6 Tensile shear strength of copper and nickel joints bonded with thedifferent solvent types at 300°C for 300 s.
Effects of Reducing Solvent on Copper, Nickel, and Aluminum Joining Using Silver Nanoparticles Derived from a Silver Oxide Paste 1033
8(d), an aluminum oxide layer was not evident. The interfaceof the aluminum joints bonded with the DEG paste at 400°Cwas then observed using TEM with the result shown in
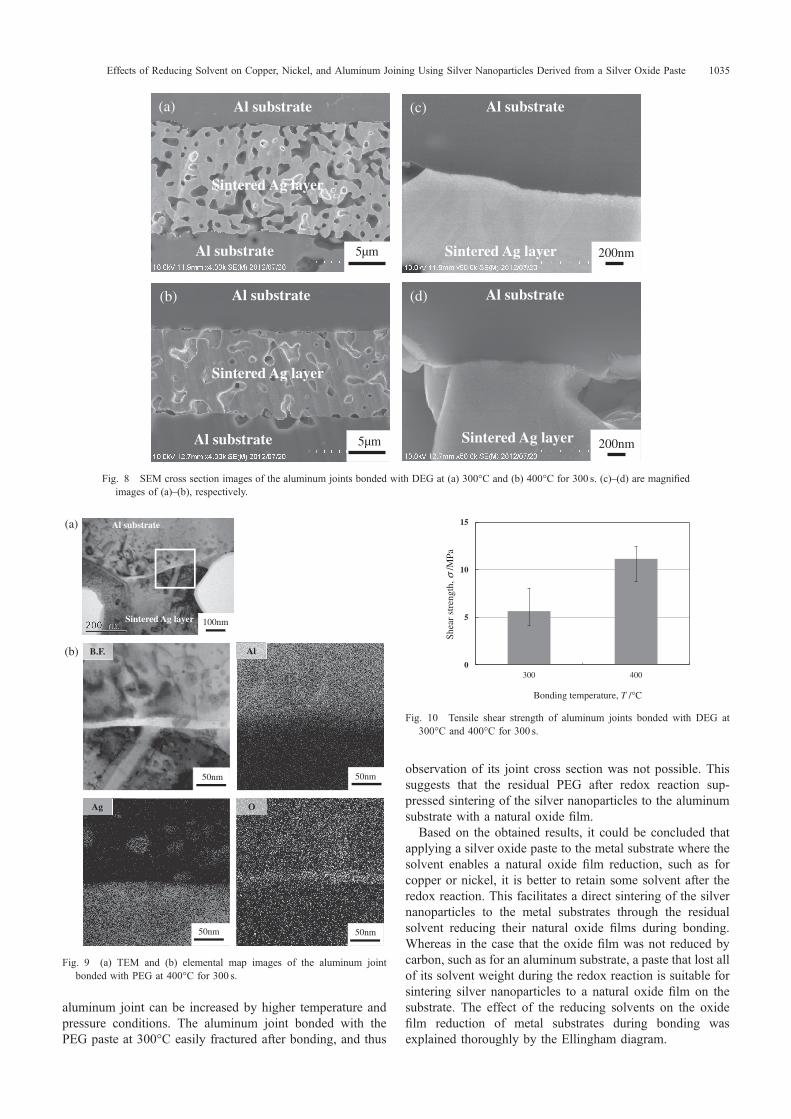
Fig. 9. A very thin intermediate layer (1020 nm thick) wasobserved at the interface between the sintered silver layer andthe aluminum substrate. The EDS map shows oxygen wasenriched in this region, indicating that the DEG did notreduce the natural oxide film of aluminum during bonding,and the silver nanoparticles sintered to this film.
Figure 10 shows the shear strength of the aluminum jointusing the DEG paste bonded at 300°C and 400°C. Thefracture occurred at the silver layer/aluminum substrateinterface in all DEG samples. The shear strength increasedwith bonding temperature. This is considered to be due to adense sintering of the nanoparticles, which increased thebonded area at the interface. Therefore, the strength of the
Table 1 EDS quantitative analysis of the fracture surfaces of the copperjoint with the DEG and PEG pastes.
PointChemical compositions (at%)
Cu Ag O
1 94.3 0.2 5.5
2 10.4 44.4 45.2
3 5.9 89.9 4.2
4 91.9 0.9 7.2
1mm
1mm
1mm
1mm
5µm
1
5µm
2
5µm
3
5µm
4
(a)
(b)
(c)
(d)
(e)
(f)
(g)
(h)
Fig. 7 (a)(d) Stereo microscope and corresponding (e)(h) SEM images of copper joint fractured surfaces. (a) Upper and (b) lower plateof the joint bonded with the DEG sample. (c) Upper and (d) lower plate of the joint bonded with the PEG sample.
T. Ogura, S. Takata, M. Takahashi and A. Hirose1034
aluminum joint can be increased by higher temperature andpressure conditions. The aluminum joint bonded with thePEG paste at 300°C easily fractured after bonding, and thus
observation of its joint cross section was not possible. Thissuggests that the residual PEG after redox reaction sup-pressed sintering of the silver nanoparticles to the aluminumsubstrate with a natural oxide film.
Based on the obtained results, it could be concluded thatapplying a silver oxide paste to the metal substrate where thesolvent enables a natural oxide film reduction, such as forcopper or nickel, it is better to retain some solvent after theredox reaction. This facilitates a direct sintering of the silvernanoparticles to the metal substrates through the residualsolvent reducing their natural oxide films during bonding.Whereas in the case that the oxide film was not reduced bycarbon, such as for an aluminum substrate, a paste that lost allof its solvent weight during the redox reaction is suitable forsintering silver nanoparticles to a natural oxide film on thesubstrate. The effect of the reducing solvents on the oxidefilm reduction of metal substrates during bonding wasexplained thoroughly by the Ellingham diagram.
200nm5µm
(b) (d)
5µm
(a) Al substrate
Sintered Ag layer
Al substrate 200nm
(c) Al substrate
Sintered Ag layer
Al substrate
Sintered Ag layer
Al substrate
Al substrate
Sintered Ag layer
Fig. 8 SEM cross section images of the aluminum joints bonded with DEG at (a) 300°C and (b) 400°C for 300 s. (c)(d) are magnifiedimages of (a)(b), respectively.
100nm
50nm
50nm
50nm
50nm
B.F.
Ag
Al
O
Al substrate
Sintered Ag layer
(a)
(b)
Fig. 9 (a) TEM and (b) elemental map images of the aluminum jointbonded with PEG at 400°C for 300 s.
0
5
10
15
300 400
Shea
r st
reng
th, σ
/MPa
Bonding temperature, T /°C
Fig. 10 Tensile shear strength of aluminum joints bonded with DEG at300°C and 400°C for 300 s.
Effects of Reducing Solvent on Copper, Nickel, and Aluminum Joining Using Silver Nanoparticles Derived from a Silver Oxide Paste 1035

4. Conclusions
(1) All weight loss of the DEG paste occurred during theredox reaction, but for the PEG paste, the weight losscontinued until the temperature reached about 300°Cdue to its longer carbon chains.
(2) The residual PEG reduced the natural oxide film oncopper and nickel substrates during bonding, allowingthe silver nanoparticles to directly sinter to the copperand nickel substrates.
(3) Silver nanoparticles were sintered to the natural oxidefilm on the aluminum substrate. At 400°C, tensile sharestrength of the aluminum joint increased through thewider bonded area at the interface by dense sintering ofsilver nanoparticles.
(4) The effect of the reducing solvents on the oxide filmreduction of metal substrates during bonding wasexplained by the Ellingham diagram.
Acknowledgements
The authors would like to thank Prof. K. Ito of OsakaUniversity for his valuable help with the TEM observations,and Mr. K. Ohmitsu for his help with the EPMA operations.Part of this study was performed under the CooperativeResearch Program of the Joining and Welding ResearchInstitute at Osaka University. This work was supported by aGrant-in-Aid for Scientific Research (B) No. 26289248,Japan.
REFERENCES
1) T. Maeda, Y. Kobayashi, Y. Yasuda and T. Morita: Sci. Technol. Weld.Join. 17 (2012) 556563.
2) H. Alarifi, A. Hu, M. Yavuz and Y. N. Zhou: J. Electron. Mater. 40(2011) 13941402.
3) J. G. Bai, Z. Z. Zhang, J. N. Calata and G.-Q. Lu: IEEE Trans.Compon. Packag. Technol. 29 (2006) 589593.
4) T. Wang, X. Chen, G.-Q. Lu and G.-Y. Lei: J. Electron. Mater. 36(2007) 13331340.
5) K. S. Siow: J. Alloy. Compd. 514 (2012) 619.6) M. Takagi: J. Phys. Soc. Japan 9 (1954) 359363.7) E. Ide, S. Angata, A. Hirose and K. F. Kobayashi: Acta Mater. 53
(2005) 23852393.8) E. Ide, A. Hirose and K. F. Kobayashi: Mater. Trans. 47 (2006) 211
217.9) Y. Akada, H. Tatsumi, T. Yamaguchi, A. Hirose, T. Morita and E. Ide:
Mater. Trans. 49 (2008) 15371545.10) T. Morita, E. Ide, Y. Yasuda, A. Hirose and K. Kobayashi: Jpn. J. Appl.
Phys. 47 (2008) 66156622.11) T. Morita, Y. Yasuda, E. Ide, Y. Akada and A. Hirose: Mater. Trans. 49
(2008) 28752880.12) A. Hirose, H. Tatsumi, N. Takeda, Y. Akada, T. Ogura, E. Ide and T.
Morita: J. Phys. Conf. Ser. 165 (2009) 012074.13) T. Morita, Y. Yasuda, E. Ide and A. Hirose: Mater. Trans. 50 (2009)
226228.14) T. Morita, Y. Yasuda, E. Ide and A. Hirose: J. Japan Inst. Electron.
Packag. 12 (2009) 110113.15) T. Ito, T. Ogura and A. Hirose: J. Electron. Mater. 41 (2012) 2573
2579.16) T. Yagishita, T. Ogura and A. Hirose: Mater. Trans. 54 (2013) 866871.17) T. Ogura, T. Yagishita, S. Takata, T. Fujimoto and A. Hirose: Mater.
Trans. 54 (2013) 860865.18) S. Takata, T. Ogura, E. Ide, T. Morita and A. Hirose: J. Electron. Mater.
42 (2013) 507515.19) L. S. Darken and R. W. Gurry: Physical Chemistry of Metal, (McGraw-
Hill, New York, 1953) pp. 342371.20) A. M. López-Beltrán and A. Mendoza-Galván: Thin Solid Films 503
(2006) 4044.
T. Ogura, S. Takata, M. Takahashi and A. Hirose1036





























