Embed Size (px)
Citation preview

Materials and Design 36 (2012) 379–390
Contents lists available at SciVerse ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Effect of welding parameters on microstructure and mechanical propertiesof friction stir welded joints of AA7039 aluminum alloy
Chaitanya Sharma, Dheerendra Kumar Dwivedi ⇑, Pradeep KumarMechanical and Industrial Engineering Department, I.I.T. Roorkee, Roorkee 247 667, Uttarkhand, India
a r t i c l e i n f o
Article history:Received 27 July 2011Accepted 28 October 2011Available online 26 November 2011
Keywords:D. WeldingE. MechanicalG. Fractography
0261-3069/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.matdes.2011.10.054
⇑ Corresponding author. Tel.: +91 1332 285826; faxE-mail address: [email protected] (D.K. Dwiv
a b s t r a c t
A high strength Al–Zn–Mg alloy AA7039 was friction stir welded by varying welding and rotary speed ofthe tool in order to investigate the effect of varying welding parameters on microstructure and mechan-ical properties. The friction stir welding (FSW) process parameters have great influence on heat input perunit length of weld, hence on temperature profile which in turn governs the microstructure and mechan-ical properties of welded joints. There exits an optimum combination of welding and rotary speed to pro-duce a sound and defect free joint with microstructure that yields maximum mechanical properties. Themechanical properties increase with decreasing welding speed/ increasing rotary speed i.e. with increas-ing heat input per unit length of welded joint. The high heat input joints fractured from heat affectedzone (HAZ) adjacent to thermo-mechanically affected zone (TMAZ) on advancing side while low heatinput joints fractured from weld nugget along zigzag line on advancing side.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Traditionally fusion arc welding of aluminum and its alloys im-pose difficulty in various form such as solidification and liquationcracking, loss of strength and porosity [1,2]. Alternatively alumi-num and its alloy can be successfully joined by solid state joiningprocesses e.g. friction welding, hot pressure welding, roll weldingand ultrasonic welding. Friction stir welding which is an offshootof friction welding is highly suitable for joining aluminum and itsalloy [3,4]. Therefore, it finds applications mostly in aerospace,shipbuilding, automotive, marine and railway industries [5,6].
The principle of FSW process is quiet simple. It makes the use ofnon-consumable tool which consists of a shoulder and a pin [7].The threaded pin of the rotary tool is plunged into the plates beingwelded till shoulder makes firm contact and then moved forwardalong the weld line. The frictional heat generated by the rotary toolheats and softens the material. The softened material underneaththe shoulder is subjected to extrusion by the rotary and traversemovement of the tool; is transported from the advancing side tothe retreating side where it is consolidated into a monolithic joint[8].
Characteristics of friction stir welded joints are influenced bymaterial flow and temperature distribution across the weld whichare dictated by pin/shoulder geometry and welding parameterssuch as welding speed and rotary speed [6,9]. The pin/shouldergeometry of the tool is responsible for homogeneous
ll rights reserved.
: +91 1332 285665.edi).
microstructure, uniform joint properties and governs processforces. Whorl™ and MX Triflute™ tool geometries reduce weldingforces because of increased heat generation and lower displace-ment volumes of the softened materials [10]. Rotary speed of tooldetermines the amount of heat produced per unit time, stirring andmixing of the workpiece material around the pin [11]. Weldingspeed or tool traverse speed governs the maximum temperaturegenerated during welding and the length of time the material issubjected to the welding [12]. The translation of the tool transportsthe stirred material from the front to the back of the pin to com-plete the welding [9]. High welding speed will make friction stirwelded joints cheaper due to high productivity. However, too highwelding speed at constant rotary speed results in the formation ofvoid beneath the top surface of weld or on the advancing side atthe edge of weld nugget. Further, the size of the wormhole defectsincreases with the increase of welding speed [13] because reducedheat input leads to inadequate material flow towards the bottom ofthe weld.
A large number of research papers are available in the literatureon various aspects of friction stir welded aluminum alloys such asmaterial flow [7,8,14], development of microstructure andmechanical properties [15–19]. It has been observed that fewpapers exist on friction stir welding of precipitation hardenableAA7039 aluminum alloy. Balasubramanian [20] studied the rela-tionship between AA7039 alloy properties and friction stir weldingprocess parameters; it was found that yield strength, ductility andhardness of the aluminum alloys play a major role in deciding weldquality of friction stir welded joints of AA7039. Singh et al. [21]investigated the effect of welding speed and post weld heat

380 C. Sharma et al. / Materials and Design 36 (2012) 379–390
treatment (T6) on microstructure and mechanical properties andfound that weld strength increases with increase in welding speedwhile PWHT deteriorates same. Therefore, this present study aimsto experimentally examine the effect of varying welding and rota-tional speed on microstructure and mechanical properties of fric-tion stir welded joints of AA7039 aluminum alloy.
40
15
20Φ
2. Material and experimental work
The extruded plates of AA7039 of 5 mm thick in T6 conditionwere used as the base material for the present experimental study.AA7039 is an Al–Zn–Mg alloy which gains strength from precipita-tion hardening. Microstructure of as received AA7039 aluminumalloy had equiaxed aluminum grains of average size 44.3 lm,MgZn2 precipitates are embedded in the matrix of aluminumgrains, i.e. a aluminum as shown in Fig. 1. The chemical composi-tion obtained by Electron Dispersive X-ray (EDAX) analysis androom temperature mechanical properties of AA7039 base materialare presented in Table 1.
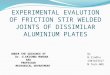
AA7039 aluminum alloy plates of size 300 mm � 50 mm werefriction stir welded (parallel to the plate extrusion direction) on aVertical Milling Machine (HMT India, 7 H.P. and 635 rpm) usingwelding speed (WS) of 75, 120 and 190 mm/min and tool rotaryspeed (RS) of 410, 540 and 635 rpm. The developed friction stirwelded joints were designated as A, B, and C, produced using con-stant rotary speed of 635 rpm and varying welding speeds of 75,120 and 190 mm/min respectively. The joints produced using con-stant welding speed of 75 mm/min and varying rotary speeds of410, 540 and 635 rpm were designated as D, E, and F respectively.Tool geometry and other welding parameters were kept constant.Conventional flat shoulder and threaded pin tool made of die steelwas used for friction stir welding. The FSW tool had shoulder diam-eter of 16 mm and cylindrical tapered pin diameter of 6 mm at topand 4 mm at bottom, 4.7 mm in length and anticlockwise threadsof 1 mm pitch. Schematic diagram of FSW tool is shown in Fig. 2.A constant tool tilt of 2.5� from the vertical axis was used.
The friction stir welded joints were then inspected visually andby optical microscopy for any defect if present e.g. voids, rootflaws. Only sound and defect free friction stir welded joints werefurther investigated. Mechanical properties of as welded (AW)joints were determined by conducting tensile test at room
α Al
α Al
MgZn2 Precipitates
Fig. 1. Microstructure of as received AA7039 base material.
Table 1Chemical composition and mechanical properties of AA7039 base material.
Chemical composition (wt.%) Mechanical propertie
Al Zn Mg Mn Fe Si Cu Ultimate tensile stren
Bal. 4.69 2.37 0.68 0.69 0.31 0.05 414
temperature. Dumbbell shaped tensile specimens (4 mm diameterand 20 mm gauge length) were prepared as per the ASTM E8M-04specification [22]. Electro-mechanically controlled universal test-ing machine (H25K-S, Hounsfield) was used for conducting tensiletests at a cross head speed of 1 mm/min. Tensile tests were per-formed in triplicate and average values are presented for discus-sion. A Vickers microhardness tester (VHM-002V Walter UHL,Germany) was employed for measuring the hardness across thejoint with a load of 100 g and 30 s dwell time.
Samples for macro and microstructural observation of frictionstir welded joints were polished following conventional metallo-graphic practices and etched in Keller’s reagent (2 ml nitric acid,4 ml hydrofluoric acid, and 94 ml water) for 90 s. Microstructuralanalysis was carried out using a light optical microscope (Leica,Germany). The fracture surfaces of the tensile tested specimenswere investigated using a scanning electron microscope (SEM).
3. Results and discussion
3.1. Macrostructure
Low magnification optical macrographs of cross section (per-pendicular to welding direction) of friction stir welded joints at dif-ferent welding parameters are shown in Fig. 3. It can be observedthat all the welded joints are sound and defect free in investigatedrange of welding parameters. All the friction stir welded jointsshowed trapezoidal weld nugget which is different from ellipticalweld nugget as reported by Mahoney et al. [23] in case of friction
s
gth (MPa) Yield strength (MPa) Elongation (%) Microhardness (Hv)
328 15.1 135
15
4.7
16
46
Φ
ΦΦ
Fig. 2. Friction stir welding tool.

Fig. 3. Cross-sectional macrostructure of friction stir welded joints of AA7039.
a
Onion rings
Zigzag line
500 µm
c
500 µm
b
Zigzag line
500 µm
Fig. 4. Effect of welding parameters on the formation of onion ring and zigzag line: (a) RS 410 rpm, WS 75 mm/min (b) RS 540 rpm, WS 75 mm/min and (c) RS 635 rpm,(b) WS 190 mm/min.
C. Sharma et al. / Materials and Design 36 (2012) 379–390 381
stir welded joints of 7075 T651. Dimensions of trapezoid shape ofweld nugget closely matched with tool dimensions i.e. shoulderdiameter at top (16.57 mm) and pin diameter at bottom(4.24 mm) of the joints. Weld nugget is wider at upper surface thanat the bottom surface. Since upper surface is in contact with thetool shoulder therefore experiences more frictional heating andplastic flow which results in wider weld nugget, while bottom sur-face is in contact with backing plate which extracts heat from thebottom area of the joint which in turn contracts the lower portionof weld nugget. It has been reported that flow of the material neartop surface layers of weld nuggets (up to a depth of about one thirdof weld thickness) is caused by FSW tool shoulder while that insub-surface region occurs due to thread of tool pin. Therefore, flowpattern of the material near the top of the weld surface becomesdifferent from the lower part of the weld nugget [24]. The differen-tial flow pattern of material near top surface layers from that of thebottom and middle regions of the weld result in a weld nugget ofinverse trapezoid shape [25]. The overall shape and size of frictionstir welded joints varies with welding parameters. Measured widthof weld nugget decreased (from 16.57 to 14.84 mm at top and from
4.24 to 4.09 mm) with increase in welding speed due to lower heatinput per unit length so reduced material flow. However, differentrotary speed did not result in discernible change of size and shapeof the weld nugget.
3.2. Formation of onion ring and zigzag line
The micrographs of friction stir welded joints produced usinglow heat input conditions showed onion ring and zigzag line inweld nugget (Fig. 4). The formation of onion rings in the micro-structure is due to flow of material in batches by rotating tool,extruding plasticized material in the form of semi cylindrical layerin one rotation [14]. Onion rings have alternate bright and darkrings. The gap between two consecutive rings was more at centerthan those at the outer edge. Friction stir welded joints producedusing low heat input welding conditions (low rotary speed of410 and 540 rpm or high welding speed of 190 mm/mm) showedonion ring formation tendency (Fig. 4). With increase in heat inputthe onion rings formation tendency is reduced and eventuallythese get disappeared in other welds (A, B and F) produced using

382 C. Sharma et al. / Materials and Design 36 (2012) 379–390
high rotary speed (635 rpm) and lower welding speed (75 and120 mm/min).
At higher welding speed or lower rotary speed reduced stirringleads to partial breaking of natural Al2O3 oxide layer and low heatinput retards flowability of plastsized material. This weak flowcauses localized presence of broken oxide particle in the form ofdark wavy zigzag line or kissing bond defect [26] as observed inlow heat input welds (refer Fig. 4 for joints C–E). While in case ofhigh heat input welds sufficient stirring cause’s wide and diffuseddistribution of oxide particles than in low heat input welds. There-fore, no zigzag line could be observed in friction stir welded joints(A, B and F) produced using high heat input welding conditions(welding speed of 75 and 120 mm/min and rotary speed of635 rpm). The fracture initiate at the root along the zigzag line tocause failure from weld nugget during tensile testing of thesejoints. Di et al. [27] also reported that zigzag line defect reduces
50 µm
a
50 µm
c
50 µm
e
Fig. 5. Effect of welding parameters on grain structure of weld nugget zone: Welding spe(e) 540 rpm and (f) 635 rpm.
fatigue performance of friction stir welded joints of 7075 T6 alloy.It is imperative that proper selection of FSW parameters can effec-tively eliminate the formation of zigzag line; and which even canchange failure location from weld nugget to thermo-mechanicallyaffected zone, heat affected zone or base material thus improvedmechanical performance of friction stir welded joints.
3.3. Microstructure
Thermal and mechanical stresses caused by tool stirring and ax-ial force results in the formation of weld nugget zone, thermo-mechanically affected zone and heat affected zone in friction stirwelded joints as shown in Figs. 5 and 6. The micrographs of thecenter of the weld nugget zones for all conditions of welding androtary speed are shown in Fig. 5. All the weld nuggets invariablyshowed fine recrystallized equiaxed grains because of severe plas-
50 µm
b
50 µm
d
50 µm
f
ed (a) 75 mm/min, (b) 120 mm/min, (c) 190 mm/min and Rotary speed, (d) 410 rpm,

50 µm
eα Al
MgZn2 Precipitates
20 µm
fα Al
MgZn2 Precipitates
50 µm
b
α Al
MgZn2 Precipitates
a
WNZ
BM
HAZ
TMAZ
200 µm
c
20 µm
α Al
MgZn2 Precipitates
WNZ
BM
HAZ
TMAZ
d
200 µm
Fig. 6. Representative microstructure of FSW joint produced using welding speed of 120 mm/min and rotary speed of 635 rpm (a) Different FSW zones on RS showingtransition from WNZ to TMAZ, (b) RS TMAZ, (c) RS HAZ, (d) different FSW zones on AS showing transition from WNZ to TMAZ, (e) AS TMAZ (f) AS HAZ.
Table 2Variation of a aluminum grain size in weld nugget of friction stir welded joints ofAA7039 aluminum alloy.
Welding speed (mm/min) 75 120 190Weld nugget grain size (lm) 13.12 9.51 7.92Rotary speed (rpm) 410 540 635Weld nugget grain size (lm) 7.93 10.47 13.12
C. Sharma et al. / Materials and Design 36 (2012) 379–390 383
tic deformation and high temperature sufficient to cause dynamicrecrystallization caused by rotation and traversing of FSW tool dur-ing welding. Therefore, coarser grain structure of base material istransformed into fine and equiaxed grain structure in weld nugget.As compared to the base material fewer second phase strengthen-ing precipitates of MgZn2 were observed in weld nugget as theseare broken down and uniformly distributed by stirring tool. Atlow welding speed, weld nugget is more homogeneous than thoseproduced using high welding speed because high heat input perunit weld length results in more homogeneous temperature distri-bution and effective recrystallization. Image analysis of weldmicrographs was done using Image J, image analyzing softwareto determine average grain size of a aluminum present in weldnugget. The determined size of grains in weld nugget of friction stirwelded joints is given in Table 2.
It was observed that size of a aluminum present in weld nuggetdecreases with increasing welding speed and same trend was ob-served with decreasing rotary speed (Fig. 7). Because with decreas-ing rotary speed heat inputs per unit weld length decreases whileincreasing welding speed shortens the available time (i.e. moremm per tool rotation) therefore lower is the maximum annealing

Fig. 7. Effect of (a) welding speed, and (b) rotary speed on weld nugget and heataffected zone grain size of a aluminum.
384 C. Sharma et al. / Materials and Design 36 (2012) 379–390
temperature and small time available for grain growth resulting insmaller size of grains of a aluminum in weld nugget of friction stirwelded joints. The results are in agreement with ductility as wellas ultimate tensile strength of friction stir welded joints as theseincreases with the increase in grain size of weld nugget. Cavaliereet al. [28] also reported that grain size in weld nugget of AA6056joints increases with increase in rotary speed from 500 to800 rpm at constant rotary speed of 80 mm/min.
The weld nugget is surrounded by thermo-mechanically af-fected zone, having highly deformed and bent inhomogeneouscoarser aluminum grains due to stirring by tool. However in thisregion plastic deformation and recrystallization is somewhat lesserthan weld nugget zone. The average width of elongated bent grainsis 66.07 lm on advancing side (AS) and 48.35 lm on retreatingside (RS) of thermo-mechanically affected zone. The transitionfrom weld nugget zone to thermo-mechanically affected zone is
Table 3Tensile properties of friction stir welded joints of AA7039 aluminum alloy.
Welding parameters Yield strength (MPa) Ultimate te
Welding speed (mm/min) Rotary speed (RPM)
BM 328 414A: WS 75 RS 635 217.3 354.37B: WS 120 RS 635 218.8 352.7C: WS 190 RS 635 226.43 317.3D: RS 410 WS 75 245.13 275.23E: RS 540 WS 75 247.9 346.4F: RS 635 WS 75 217.3 354.37
Where: BM: Base material, WS: Welding speed (mm/min), and RS: Rotary speed.
clearly distinguishable on advancing side while that on retreatingside it is gradual. This is due to the fact that direction of rotatingvelocity is opposite to the translating velocity of tool on advancingside while that on retreating side both are same. The extent ofdeformation and temperature rise of the material during stirringon the advancing side are more severe than the retreating side[29]. The asymmetrical distribution of equivalent plastic strainscan be attributed to the differential deformation and temperatureon advancing and retreating side of friction stir welded joints. Thisasymmetry in plastic strain and temperature distribution causesheterogeneous distribution of microstructure [30] and mechanicalproperties (i.e. hardness) across friction stir welded joints. The sec-ond phase strengthening precipitates MgZn2 in thermo-mechani-cally affected zone were found coarser on advancing side thanretreating side as more heat is generated on advancing side dueto higher relative velocity of tool than that on retreating side.
In heat affected zone the grain size is larger than base material.It is affected by frictional heat only and not by mechanical defor-mation. The grains in heat affected zone were found to be coarseron advancing side (90.79 lm) than retreating side (58.33 lm). Theaverage grain size of aluminum increased from 75.67 lm to122.1 lm on advancing side with increase in welding speed from75 to 190 mm/min while increase in rotary speed from 410 to635 rpm decreased average grain size from 89.28 lm to75.67 lm. These results suggest that welding speed has more dom-inating role on grain size in heat affected zone than rotary speed.This is primarily due to the fact that welding speed (at given rotaryspeed) directly affects amount of heat input to heat affected regionwhile rotary speed determines rate of heat generation and maxi-mum temperature. Moreover, increase in rate of heat generation(at given welding speed) will also increase heat input to heat af-fected zone but probably not to the extent up to which heat inputis affected by welding speed. It is felt that the extent of reversion ofhardening precipitates directly affects the coarsening of aluminumgrains due to their pinning effect on grain boundary movement.Therefore, increase in dissolution results in greater coarsening ofaluminum grains in heat affected zone. High welding speed orlow rotary speed reduces the heat input as well as maximum tem-perature experienced in heat affected zone. However, temperatureattained in heat affected zone is enough to cause dissolution of finesecondary precipitate. The dissolution of fine strengthening precip-itate in turn promotes coarsening of a aluminum grains owing toloss of pinning effect on grain boundary movement by hardeningprecipitates as only few precipitates were observed at grainboundaries.
3.4. Mechanical properties
Tensile properties of friction stir welded joints were measured byperforming tensile tests on transverse tensile samples containingweld nugget zone at the center. Table 3 represents the averagetensile properties of friction stir welded joints of AA 7039 aluminum
nsile strength (MPa) Elongation (%) Energy absorbed (J) Joint efficiency (%)
15.1 15.05 –21.36 18.68 85.5920.6 19.73 85.199.69 8.63 76.647.63 3.89 66.4815.93 12.59 83.5721.36 18.68 85.59

Fig. 8. Engineering strain stress diagrams for friction stir welded joints of AA7039.
Fig. 9. Effect of welding speed on (a) ultimate and yield strength, and (b) %elongation and energy absorbed.
Fig. 10. Effect of rotary speed on (a) ultimate and yield strength, and (b) %elongation and energy absorbed.
C. Sharma et al. / Materials and Design 36 (2012) 379–390 385
alloy, produced using different welding and rotary speed. Engineer-ing stress and strain diagrams for base material and friction stirwelded joints are also shown in Fig. 8.
It is evident from Table 3 that yield and ultimate strength offriction stir welds of AA7039 are inferior to base material while %elongation and energy absorbed or toughness are superior to basematerial. At constant rotary speed of 635 rpm increase in weldingspeed from 75 to 190 mm/min the ultimate tensile strength line-arly decreases from 354.37 to 317.3 MPa, % elongation from21.36% to 9.69%, energy absorbed or toughness from 18.68 to
8.63 J while yield strength marginally increases from 217.3 MPato 226.43 MPa (Fig. 9). The maximum ultimate tensile strengthand % elongation of weld joint were 354.37 MPa and 21.36%. Thewelding speed influences the heat input per unit length of weldwhich controls the degree of softening and flowability of plasti-cized material. At lower welding speed the amount of heat sup-plied to the deforming material in weld area is greater andtherefore wider is the softened area around the stirring tool lead-ing to more improved metal flow and more effective bonding inthe weld. This improved material flow and effective bonding leadsto more homogeneity of weld nugget which results in superiorultimate tensile strength of welded joints having higher heat inputper unit length. At high welding speed tool results in lower heat in-put per unit length of weld which in turn reduces stirring of mate-rial due to poor flowability in weld area resulting in poor ultimatetensile strength. Peel et al. [11] made similar observation for ulti-mate tensile strength of friction stir welded joints of AA5083,which decreases significantly when welding speed is increasedand attributed the same to the formation of voids due to poor con-solidation of weld interface at higher welding speed hence lowheat input per unit weld length. Zhang and Zhang [25] developeda thermo-mechanical model and showed that maximum tempera-ture in weld nugget at top surface decreased from 450 �C to 443 �Cwith increase in welding speed from 120 to 202 mm/min at con-stant rotary speed of 400 rpm during friction stir welding ofAA6061-T6.
At low welding speed high heat generation causes grain coars-ening owing to increased annealing temperature and time whichrestores the % elongation preceded by improved recrystallizationof friction stir welded joints [31]. This is the reason for increase

Fig. 11. Effect of (a) welding speed, and (b) rotary speed on joint efficiency offriction stir welded joints.
Fig. 12. Effect of welding parameters on microhardness variations across frictionstir welded joints (a) welding speed, and (b) rotary speed.
386 C. Sharma et al. / Materials and Design 36 (2012) 379–390
of % elongation from 9.69% to 21.36% with decrease of weldingspeed from 190 to 75 mm/min (Fig. 9b). Sakhthvel et al. [15] alsoreported decrease in ultimate tensile strength and % elongation,of friction stir welded commercial grade Al alloy with increasingwelding speed. Further the reduction in ultimate tensile strength,% elongation and toughness with increase in welding speed canbe attributed to reversion (dissolution of second phase particles)resulting in the coarsening of a aluminum grains.
An increase in rotary speed from 410 to 635 rpm (at constantwelding speed of 75 mm/min) almost linearly increases the ulti-mate tensile strength from 245.13 to 354.37 MPa, % elongationfrom 7.63% to 21.36% and toughness from 3.89 to 18.68 J while ef-fect of rotary speed on yield strength was found marginal whichdecreases from 245.13 to 217.3 MPa (Fig. 10).
An increase in rotary speed increases the heat input per unitweld length monotonically which results in improved bonding.Tang et al. [32] reported that peak temperature increased by�40 �C within weld zone with increase in rotary speed from 300to 650 rpm at constant welding speed of 120 mm/min during fric-tion stir welding of AA6061-T6. Further high heat input leads touniform distribution of second phase strengthening precipitatesMgZn2 and reduced pores in weld nugget hence increased tensileproperties of friction stir welded joints. Hassan et al. [16] also re-ported similar results for AA7010 alloy friction stir welded usingrotary speed from 195 to 660 rpm, it was reported that low rotaryspeed tends to give poor ultimate tensile strength and % elonga-tion; as the rotary speed increases both tensile strength and % elon-gation of joints improves. This behavior was attributed to increasein solute concentration and number of new grains in the weld nug-get due to higher heat input which led to improved tensile proper-
ties owing to a reduction in the density of coarse second phaseparticle (MgZn2).
The joint efficiency of friction stir welded joints (ratio of ulti-mate tensile strength of welded joint to that of base material)was found to decrease from 85.59% to 76.64% with increase inwelding speed from 75 to 190 mm/min (Fig. 11a). The joint effi-ciency also increased from 66.48% to 85.59% with increase in rotaryspeed from 410 to 635 rpm (Fig. 11b).
3.5. Microhardness profile
The microhardness was measured across the weld on transverseplane in order to examine the variations of hardness with varyingFSW process parameters. Fig. 12 shows the variation of microhard-ness with the FSW process parameters. It is observed that irrespec-tive of process parameters, all friction stir welded joints had asoftened region comprising weld nugget and HAZs which is indi-rectly confirming the findings of the tensile properties of weldedjoints as compared to base material. The average microhardnessof the weld nugget was found to be lower (in range of 101.9–115.3 Hv) than the base material (135 Hv). The average microhard-ness in the weld nugget decreased from 115.3 to 106.2 Hv with in-crease in welding speed from 75 to190 mm/min (Fig. 13a), whilethe average microhardness of the weld nugget increased from101.9 to 115.3 Hv with increase in rotary speed from 410 to635 rpm (Fig. 13b). These results of microhardness are in agree-ment to the tensile properties and weld nugget grain size (Figs. 9and 10 and Fig. 7). The decrease in welding speed or increase in ro-tary speed would increase the heat input per unit weld length.

Fig. 13. Variation of weld nugget microhardness with (a) welding speed, and (b)rotary speed.
C. Sharma et al. / Materials and Design 36 (2012) 379–390 387
High heat input increases the solute concentration in the weldnugget owing to reversion (dissolution of second phase particles).The improved weld nugget hardness (i.e. tensile strength) is dueto a reduction in the density of coarse second phase strengtheningparticles and a greater post weld natural aging response [16].
The maximum hardness was obtained in the thermo-mechani-cally affected zone on retreating side of all the joints producedusing different welding conditions primarily due to lesser coarsen-
Table 4Effect of FSW process parameters on fracture properties friction stir welded joints of AA7
Welding parameters Minimum hardness (HV) Fracture lo
WS 75 mm/min, RS 635 rpm 89 AS HAZ. 1
WS 120 mm/min, RS 635 rpm 104 RS HAZ, 9
WS 190 mm/min, RS 635 rpm 93 AS WNZ, 2
RS 410 rpm, WS 75 mm/min 98 AS WNZ, 5
RS 540 rpm, WS 75 mm/min 96 AS HAZ, 7
ing and dissolution of second phase strengthening precipitates. Themicrohardness of advancing side was found to be lower thanretreating side. Therefore, microhardness curve became asymmet-rical with respect to the weld center. This microhardness distribu-tion is due to non-uniform field of plastic flow in two sides of thewelded joint, as advancing side experiences more plastic strainsthan retreating side which in turn results in more deformation heatcausing higher temperature close to weld center on advancing sidethan that of retreating side. Higher peak temperatures on advanc-ing side causes more coarsening and dissolution of strengtheningprecipitates leading to lower microhardness on advancing sidethan retreating side. Aval et al. [17] also observed non-uniform dis-tribution of microstructure and hardness during friction stir weld-ing of AA 5086 and same was attributed to asymmetricaltemperature profile across friction stir welded joints.
The average microhardness of thermo-mechanically affectedzone is higher than both weld nugget and heat affected zone. Dur-ing friction stir welding thermo-mechanically affected zone expe-riences higher temperature than heat affected zone which leadsto dissolution of second phase precipitates to greater extent andmay increase the solute atom concentration available for solidsolution strengthening and precipitation hardening by naturalaging. Additionally some work hardening effect left in thermo-mechanically affected zone may also be contributing to highermicrohardness than other areas i.e. weld nugget and heat affectedzone.
3.6. Fracture locations
In general fracture of defect free sound welded joints duringtensile test took place from minimum hardness region. All thejoints were fractured on advancing side except joint B confirmingthat advancing side is weaker than other side. Table 4 enlists effectof FSW process parameters on fracture properties of friction stirwelded joints of AA7039. The friction stir welded joints A and Ffractured from heat affected zone adjacent to thermo-mechanicallyaffected zone on advancing side while joints C–E fractured fromweld nugget on advancing side. It is believed that the locationsof minimum microhardness across the welded joints are depen-dent on heat input depending up on welding process parameter(Fig. 12). The high heat input welded joints (A, B and F) showedminimum microhardness in heat affected zone while that in caseof low heat input welded joints (C–E) was found in weld nuggetzone. Variation in welding speed at constant rotary speed resultedin the change of fracture location from advancing side heat affected
039.
cation & distance from weld centre Photograph of fractured specimen
1 mm
mm
mm
mm
mm

a b
dcCracked MgZn2 Precipitates
fe
hg
Fig. 14. Effect of welding parameters on fracture morphology: Fracture surfaces of (a) base material and at welding speed of (b) 75 mm/min, and (c) enlarged view of fracturesurface showing cracked secondary precipitates at 75 mm/min, (d) 120 mm/min, and (e) 190 mm/min. Fracture surfaces at rotary speed of (f) 410 rpm, (g) 540 rpm, and (h)635 rpm.
388 C. Sharma et al. / Materials and Design 36 (2012) 379–390

C. Sharma et al. / Materials and Design 36 (2012) 379–390 389
zone to retreating side heat affected zone and advancing side weldnugget for joints produced at 75, 120 and 190 mm/min weldingspeed. While variation in rotary speed at constant welding speeddid not changed fracture location except for low rotary speed(410 rpm) joint which failed in advancing side weld nugget. Thus,increase in welding speed or decrease in rotary speed shifts mini-mum hardness region from heat affected zone to weld nugget. Liuet al. [18] observed that fracture location of the joint gradually ap-proaches the weld center with increase in revolutionary pitch(increasing welding or rotary speed) for friction stir welded jointsof AA2017.
3.7. Fracture surfaces
Fracture surfaces of the broken tensile specimens were investi-gated by scanning electron microscope to carry out failure analysisand to understand the influence of microstructure on the failurepatterns of the friction stir welded joints. It was observed thatwelding parameters exerted significant effect on fracture patternof friction stir welded joints. Failure occurred as 45� shear fractureaccompanied by limited necking in friction stir welded jointswelded at 75 and 120 mm/min. Fracture surface had ‘‘ ’’ likeappearance without any reduction in area i.e. necking, initiatedat the root then propagated vertically to loading axis followed byalmost horizontal propagation before finally fracture in verticalplane for the joints produced at welding speed of 190 mm/min.At lower rotary speed of 410 and 540 rpm fracture surface hadbehavior similar to joints produced at welding speed of 190 mm/min while at higher rotary speed of 635 rpm had 45� shear frac-tures similar to joints produced at 75 and 120 mm/min weldingspeed. SEM micrographs of fractured surfaces of friction stirwelded joints are shown in Fig. 14.
Unwelded base material has undergone transgranular ductilefracture and fracture surface covered with fine dimples of varyingsize and shapes (Fig. 14a). Some deep voids and enlarged dimpleswere also observed on the fracture surface. Careful examination offractured surfaces of welded joints revealed that process parame-ters have noticeable effect on fracture morphology and mecha-nism. All fractured surfaces of welded joints invariably showeddimples of varying size and shape separated by tear ridges(Fig. 14b, d, g and h), which is an indication that most of the failureis ductile in nature [19] except low heat input joints (C and D) pro-duced at higher welding speed of 190 mm/min and lower rotaryspeed of 410 rpm (Fig. 14e and f). The fracture originates fromthe breakages of secondary precipitates rich in Mg and Zn(Fig. 14c) which initiate the formation of microvoids at grainboundary particles and coalesce at failure. Some flat regions withvisible pores as shown in box (Fig. 14b) were also seen on fracturesurface of joint A. The population of dimples diminishes with theincreasing welding speed while size of dimples increase. Failurepattern was brittle in low heat input joints (C and D) and fracturesurfaces were covered with layered ledges (Fig. 14e and f). Theductile tensile fracture is characterized by the presence of numer-ous tear ridges, reflecting the material’s ability to sustain the ten-sile load after microvoid coalescence has begun. Absence of theridges indicates that the specimen failed soon after commence-ment of microvoid coalescence. Mahoney et al. [23] reported sim-ilar results for the friction stir welded AA 7075 T651 alloy andconcluded that ductile behavior of tensile friction stir welded jointsis due to the presence of precipitate free zones (PFZs) at grainboundary. The high heat input friction stir welded joints (A, Band F) has higher value of percentage elongation more than basematerial and failed in ductile manner while that of low heat inputjoints (C–E) has low value of percentage elongation less than basematerial and failed in brittle manner. In joints C–E, fractured initi-ated from the root of the weld and there was no necking at the
fractured surface while joints A, B and F were undergone apprecia-ble necking prior to failure. This may be because of confined flow-ability of plasticized material at the root of the welded jointsunderneath the tool shoulder.
4. Conclusion
Al–Zn–Mg alloy AA7039 was successfully friction stir weldedemploying different process parameters in order to investigatetheir influence on microstructure and mechanical properties ofdeveloped joints. Following conclusion can be drawn from thepresent work.
� An increase in tool rotary speed and decrease in welding speedreduces zigzag line formation tendency. Average grain size of a-aluminum present in weld nugget decreases on increasingwelding speed and decreasing rotary speed.� The ultimate tensile strength, % elongation, energy absorbed
and joint efficiency decrease with increase in welding speedand all above joint performance parameters increase withincrease in rotary speed.� The location of minimum microhardness zone in FSW weld
joint of AA 7039 alloy is significantly influenced by FSW processparameters. The minimum hardness region shifts from heataffected zone to weld nugget zone on increasing welding speedand decreasing the tool rotary speed.� The fracture of friction stir welded joints (A and F) produced
using high heat input (high rotary speed and low weldingspeed) occurred from heat affected zone adjacent to thermo-mechanically affected zone on advancing side while that of jointdeveloped using low heat input (C–E) fractured from the weldnugget along zigzag line on advancing side.
Thus careful selection of FSW process parameters is required to(a) avoid the formation of voids or zigzag line defect (b) maximizemechanical properties and (c) regulate fracture location in frictionstir weld joints of AA7039 aluminum alloy.
Acknowledgements
The authors are thankful to Dr. N.K. Jain of Indian Institute ofTechnology, Indore for providing support in carrying out microh-ardness characterization of welded joints. Authors are also gratefulto DST, Govt. of India for providing financial support through GrantNo. SR/S3/MERC/005/2009 for carrying out this work under projectentitled ‘structural instability in friction stir welded joints of alu-minum alloys and their effect on mechanical properties’’. Mr. Cha-itanya Sharma, Research scholar kindly acknowledges the MHRD,Govt. of India for awarding fellowship.
References
[1] Thomas WM, Staines DG, Oakley PJ, Watts ER. Friction stir welding foraluminum applications – Process development. In: Proceedings of the 5thinternational forum on aluminum ships, Tokyo, Japan; 11–13 October, 2005. p.137–44.
[2] Colligan KJ. Frictions stir welding for ship construction. ConcurrentTechnologies Corporation, Harrisburg, PA; 2004.
[3] Rhodes CG, Mahoney MW, Bingel WH. Effects of friction stir welding onmicrostructure of 7075 aluminium. Scripta Mater 1997;36:69–75.
[4] Jata KV, Sankaran KK, Ruschau J. Friction stir welding effects on microstructureand fatigue of aluminum alloy7050-T7451. Metall Mater Trans2000;31A:2181–92.
[5] Threadgill PL, Leonard AJ, Shercliff HR, Withers PJ. Friction stir welding ofaluminium alloys. Int Mater Rev 2009;54(2):49–93.
[6] Mishra RS, Ma ZY. Friction stir welding and processing. Mater Sci Eng, R2005;50:1–78.
[7] Reynolds AP. Visualization of material flow in autogenous friction stir welds.Sci Technol Weld Joining 2000;5:120–4.

390 C. Sharma et al. / Materials and Design 36 (2012) 379–390
[8] Colligan K. Material flow behaviour during friction welding of aluminum. WeldJ 1999:229s–37s.
[9] Nandan R, Deb Roy T, Bhadeshia HKDH. Recent advances in friction stirwelding – Process, weldment structure and properties. Progress Mater Sci2008;53:980–1023.
[10] Thomas WM, Nicolash ED, Smith SD. Friction stir welding – Tooldevelopments. In: Das SK, Kaufman JG, Lienert TJ, editors. Aluminium 2001proceedings of the TMS 2001 aluminum automotive and joining session, TMS;2001. p. 213–24.
[11] Peel M, Steuwer A, Preuss M, Withers PJ. Microstructure, mechanicalproperties and residual stresses as a function of welding speed in AA5083friction stir welds. Acta Materilia 2003;51(16):4791–801.
[12] Liu HJ, Fujii H, Maeda M, Nogi K. Mechanical properties of friction weldedjoints of 1050-H24 aluminum alloy. Sci Technol Weld Joining2003;8(6):450–4.
[13] Crawford R, Cook GE, Strauss AM, Hartman DA, Stremler MA. Experimentaldefect analysis and force prediction simulation of high weld pitch friction stirwelding. Sci Technol Weld Joining 2006;11(6):657–65.
[14] Krishnan KN. On the formation of onion rings in friction stir welds. Mater SciEng, A 2002;327:246–51.
[15] Sakhthvel T, Senger GS, Mukhopadhyay J. Effect of welding speed onmicrostructure and mechanical properties of friction stir welded aluminum.Int J Adv Manuf Technol 2009;43:468–73.
[16] Hassan Kh AA, Prangnell PB, Norman AF, Price DA, Williams SW. Effect ofwelding parameters on nugget zone microstructure and properties in highstrength aluminium alloy friction stir welds. Sci Technol Weld Joining2003;8(4):257–68.
[17] Aval JC, Serjzadeh S, Kokabi AH. Theoretical and experimental investigationinto friction stir welding of AA5086. Int J Adv Manuf Technol 2011;52:531–44.
[18] Liu HJ, Fujii H, Maeda M, Nogi K. Tensile properties and fracture locations offriction stir welded joints of 2017-T351 Al alloy. J Mater Process Technol2003;142:692–6.
[19] Xu W, Liu J, Luan G, Dong C. Temperature evolution, microstructure andmechanical properties of friction stir welded thick 2219-O aluminum alloyjoints. Mater Design 2009;30:1886–93.
[20] Balasubramanian V. Relationship between base metal properties and frictionstir welding process parameters. Mater Sci Eng, A 2008;480:397–403.
[21] Singh RKR, Chaitanya Sharma, Dwivedi DK, Mehta NK, Kumar P. Themicrostructure and mechanical properties of friction stir welded Al–Zn–Mgalloy in as welded and heat treated conditions. Mater Design 2011;32:682–7.
[22] ASTM E8/E8M-09. Standard test methods for tension testing of metallicmaterials1. Pennsylvania (United States): ASTM International; December2009.
[23] Mahoney MW, Rhodes CG, Flintoff JG, Spurling RA, Bingel WH. Properties offrictio stir welded 7075 T651 aluminum. Metall Mater Trans A 1998;29A:1955–64.
[24] Guerra M, Schmidt C, McClure JC, Murr LE, Nunes AC. Flow patterns duringfriction stir welding. Mater Charact 2003;49:95–101.
[25] Zhang Z, Zhang HW. Numerical studies on controlling of process parameters infriction stir welding. J Mater Process Technol 2009;209:241–70.
[26] Yutaka SS, Hideaki T, Park SHC, Kokawa H. Characteristics of kissing bond infriction stir welded Al alloy 1050. Mater Sci Eng, A 2005;405:333–8.
[27] Di S, Yang X, Fang D, Luan G. The influence of zigzag curve defect on the fatigueproperties of friction stir welds in 7075-T6 al alloy. Mater Chem Phys2007;104:244–8.
[28] Cavaliere P, Campanile G, Panella F, Squillace A. Effect of welding parameterson mechanical and microstructural properties of AA6056 joints produced byfriction stir welding. J Mater Process Technol 2006;180:263–70.
[29] Zhang Z, Liu YL, Chen JT. Effect of shoulder size on the temperature rise andmaterial deformation in friction stir welding. Int J Adv Manuf Technol2009;45(9):889–95.
[30] McQueen HJ, Cabibbo M, Evangelista E. Piercing/extrusion and FSW nuggetmicrostructure formation in Al alloys. Mater Sci Technol 2007;23(7):803–9.
[31] Kou S. Welding metallurgy. 2nd ed. New Jersy, USA: John Willy & Sons Inc;2003. p. 349.
[32] Tang W, Guo X, McClure JC, Murr LE, Nunes A. Heat input and temperaturedistribution in friction stir welding. J Mater Process Manuf Sci 1998;7:163–72.