Embed Size (px)
Citation preview

Accepted Manuscript
Effect of Waste Plastic Bottles on the Stiffness and Fatigue Properties of Modi-
fied Asphalt Mixes
Amir Modarres, Hamidreza Hamedi
PII: S0261-3069(14)00314-8
DOI: http://dx.doi.org/10.1016/j.matdes.2014.04.046
Reference: JMAD 6437
To appear in: Materials and Design
Received Date: 22 October 2013
Accepted Date: 15 April 2014
Please cite this article as: Modarres, A., Hamedi, H., Effect of Waste Plastic Bottles on the Stiffness and Fatigue
Properties of Modified Asphalt Mixes, Materials and Design (2014), doi: http://dx.doi.org/10.1016/j.matdes.
2014.04.046
This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers
we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and
review of the resulting proof before it is published in its final form. Please note that during the production process
errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.

1
Effect of Waste Plastic Bottles on the Stiffness and Fatigue Properties of
Modified Asphalt Mixes
Amir Modarres1∗, Hamidreza Hamedi2
1Assistant Professor, Department of Civil Engineering, Babol Noshirvani University of Technology, Babol, Iran
2MSc. Student, Department of Civil Engineering, Babol Noshirvani University of Technology, Babol, Iran
Abstract
Nowadays, the use of recycled waste materials as modifier additives in asphalt mixes could
have several economic and environmental benefits. The main purpose of this research was to
investigate the effect of waste plastic bottles (Polyethylene Terephthalate (PET)) on the
stiffness and specially fatigue properties of asphalt mixes at two different temperatures of 5
and 20oC. Likewise, the effect of PET was compared to styrene butadiene styrene (SBS)
which is a conventional polymer additive which has been vastly used to modify asphalt
mixes. Different PET contents (2 to10% by weight of bitumen) were added directly to
mixture as the method of dry process. Then the resilient modulus and fatigue tests were
performed on cylindrical specimens with indirect tensile loading procedure. Overall, the mix
stiffness reduced by increasing the PET content. Although stiffness of asphalt mix initially
increased by adding lower amount of PET. Based on the results of resilient modulus test, the
stiffness of PET modified mix was acceptable and warranted the proper deformation
characteristics of these mixes at heavy loading conditions. At both temperatures, PET
improved the fatigue behavior of studied mixes. PET modified mixes revealed comparable
stiffness and fatigue behavior to SBS at 20oC. However, at 5oC the fatigue life of SBS
modified mixes was to some extent higher than that of PET modified ones especially at
higher strain levels of 200 microstrain.
∗ Corresponding author. Tel.: +98 9111163215 Email address: [email protected], [email protected],

2
Keywords: Waste Plastic Bottles, Stiffness, Fatigue, Asphalt mixes
1. Introduction
During the recent years, engineers have been looking for new environmental friendly
techniques in construction of roads pavement and much studies have been devoted to this
research field (e.g. utilizing recycled asphalt pavement (RAP) materials, crumb rubber,
construction debris, etc) [1-3]. During the service life, many external factors might
deteriorate the integrity of pavement. Among these factors, traffic loading is considered as
the main factor which finally leads to fatigue cracking and permanent deformations especially
in upper pavement layers. There are vast majority of cases which addressed the fatigue
properties of conventional or modified asphalt mixes. Effects of many parameters and
additives have been studied in this regard [4,5]. Different additive materials including fibers
and polymers have been used to improve the fatigue resistance of asphalt mixes. Most of
these materials were found to be effective with beneficial effects on the fatigue behavior of
asphalt mixes [6-10].
The main reason of incorporating polymer modifiers in bitumens is to extend the range of
service temperature or reduce the temperature sensitivity of them. These binders are visco-
elastic materials. The degree to which their behavior is viscous or elastic is a function of
temperature, loading period and loading duration. At high temperatures or long loading times,
they behave like viscous liquids whereas at low temperatures or short loading times they
behave as elastic (brittle) solids. Under intermediate conditions of the service period, they
exhibit viscoelastic behavior in which the material's response will be dependent upon
temperature or loading velocity. For a polymer to be effective in road applications, it should

3
be blend with bitumen and improve its efficiency at service temperatures without making it
too viscous at mixing temperatures or too brittle at low temperatures. In other words, it must
extent the range of service temperature while it improves the overall performance of
pavement.
Polymers that have been used for asphalt mix modification can be divided into three groups
including thermoplastic elastomers (e.g. styrene butadiene styrene (SBS) and crumb rubber
(CR)), plastomers (e.g. ethylene vinyl acetate (EVA) and polyethylene (PE)) and polymers
with chemical reaction [11-13].
Thermoplastic elastomers such as SBS are usually used to extend both minimum and
maximum service temperatures of bitumen, whereas plastomers are well known as effective
additives at high service temperatures [11,12].
Although, the use of polymer modifiers has been recognized as an appropriate solution for
promoting the engineering properties of bitumen and asphalt mixes, but it is relatively a
costly procedure for paving roads [14, 15]. From an environmental and economic point of
view, the use of recycled instead of virgin materials could have several advantages such as
help easing landfill pressures and reducing demands of extraction from natural quarries.
Furthermore, this would be an alternative solution for environmental pollution by utilizing
waste materials as secondary materials in road construction projects. As published in the
literature, the waste of glass, rubbers, plastics and mineral productions were some popular
materials used to modify the properties of bitumens and asphalt mixes [16]. Most researches
have focused on using waste additives to improve the deformation and fatigue characteristics
of asphalt mixes. According to research results, waste glass and waste rubber had a
considerable contribution to fatigue resistance of these mixes [17,18].

4
Nowadays, many countries are seriously encountered with problems related to waste plastic
materials. Plastic materials such as plastic bottles are mainly composed of polyethylene
terephthalate (PET) polymer. PET is a thermoplastic polymer resin of the polyester family
and is used in synthetic fibers, beverage, food and other liquid containers, thermoforming
applications and engineering resins often in combination with glass fiber [19]. PET is
produced by the polymerization of ethylene glycol and terephthalic acid. Ethylene glycol is a
colorless liquid obtained from ethylene, and terephthalic acid is a crystalline solid obtained
from xylene. When heated together under the influence of chemical catalysts, ethylene glycol
and terephthalic acid produce PET in the form of a molten, viscous mass that can be spun
directly to fibers or solidified for later processing as a plastic.
Based on previous studies PET has a great potential to be reused as modifier in asphalt
mixture. Results indicated that adding PET to asphalt raised the mix resistance against
permanent deformation and rutting [20,21]. During a laboratory study Mahrez & Karim
examined the effect of different PET contents on the rheological properties of modified
bitumen. They found that addition of PET to bitumen will increase the viscosity and reduce
the temperature susceptibility of modified bitumen. Furthermore, the PET modified bitumen
showed preferable elastic properties than the original one (i.e. higher complex modulus and
lower phase angle) [22]. During a laboratory study about stone matrix asphalt (SMA) mixes
the effect of PET was investigated using the cylindrical specimens. It was inferred that
incorporating PET will reduce the bitumen loss which is one of the main SMA deficiencies.

5
Furthermore, the effect of PET on the moisture susceptibility of these mixes was found to be
negligible [23]. In a 2012 study moghaddam et al. compared the stiffness and fatigue
properties of PET modified mixes with conventional asphalt. Based on their report the fatigue
life of modified mix containing 1% PET (by weight of aggregate) was twice than that of
unmodified mix. However, the stiffness of modified mix was to some extent lower than
conventional mix. The outcomes of this research indicated that the application of PET in
SMA mixes could meet the various requirements of different environmental and loading
conditions. Especially the results of stiffness test warranted the proper deformation
characteristics of modified mixes at heavy loading conditions [24].
The addition of thermoplastic polymers (e.g. PET) to bitumen or asphalt mix enhances the
material rigidity and restricts the permanent deformations under heavy loading conditions
especially in upper pavement layers at higher temperatures [25]. The beneficial effects of
PET on such high temperature characteristics of asphalt mixtures have been proved elsewhere
[22,24]. However their performance in increasing the bitumen elasticity during drastic and
sudden temperature drops is not always satisfactory. In fact they might deteriorate the
intermediate and low temperature characteristics of bitumen and asphalt mix (i.e. increasing
the cracking potential of mix) [25].
Apart from abovementioned investigations, there is not enough information regarding to
fatigue properties of PET modified mixes. For example the fatigue response of these mixes at
various temperatures has not been well established. Since extending the range of service

6
temperature is the main purpose of bitumen and asphalt modification it will be interesting to
investigate the fatigue properties of PET modified mixes at various temperatures.
Hence, in this study, the fatigue and stiffness properties of PET modified mixes have been
investigated at intermediate and low temperatures. In this regard the effect of PET was
compared with SBS which is a conventional polymer modifier in asphalt mixes and most of
earlier researches have proved the beneficial effects of this additive on the technical
characteristics of asphalt mixes [12,21,25].
The main objectives of this research were as follows:
-To investigate the effects of PET on stiffness properties of modified mixes at two testing
temperatures.
-To evaluate the fatigue behavior of PET modified mixes in comparison with unmodified
asphalt mixes.
- To compare the stiffness and fatigue properties of PET modified mixes with that of
modified with SBS.
2. Materials and mix design
2.1. Bitumen and aggregate
The original binder used in this study was 60/70 penetration grade bitumen that produced in
Tehran oil refinery. Table 1, presents the basic properties of this bitumen. Also, as shown in
Figure 1, a 0-12.5mm aggregate gradation was selected which was approximately in the
middle limit of specifications. Table 2, summarizes the specifications of coarse and fine
aggregate fractions and filler materials which were blended to achieve the final gradation.

7
2.2. Additives
2.2.1. PET
In this study, waste plastic bottle (PET) was used as modifier additive in hot mix asphalt. To
this end, PET bottles were cut into small pieces and crushed by a special crusher. Finally
crushed particles were sieved to obtain the needed gradation. As indicated by previous
researches, desired results were obtained by single size PET particles between the range of
0.425 to 1.18mm [23,25]. Hence, in this research, PET chips were crushed and sieved to
obtain the above-mentioned dimensions. Figure 2 shows the image of the PET crumbs after
the crushing and sieving process. PET consists of polymerized units of the monomer ethylene
terephthalate, with repeating C10H8O4 units. The related components of studied PET were
terephthalic and ethyleneglycol monomers. The physical properties of this additive were
analyzed using related standard methods. Based on performed analysis the density of PET
was equal to 1.08gr/cm3. Also the glass transition and melting point temperatures were equal
to 250 and 70oC, respectively.
2.2.2. SBS
The optimum SBS content was determined based on the results of resilient modulus test.
Then asphalt mixes were prepared with the optimum SBS content and the fatigue tests were
performed. Finally the fatigue response of SBS modified mixes were compared to PET
modified ones.

8
2.3. Mix Design
Modifier additives are usually added to mixture under wet or dry conditions. During the wet
process, additive first mixed with bitumen with a proper mixer until achieving a homogenous
blend. Then blended materials are added to aggregates. In dry method, according to additive's
type and nature this material is mixed with aggregates before adding bitumen or added after
mixing the bitumen and aggregates as a part of solid materials. Due to high melting point, it
was not possible to mix the PET particles with bitumen in wet process. In fact it was
impossible to achieve a homogeneous mixture in this process. The impossibility of achieving
a desired blend through adding PET in wet process has been also mentioned in literature [26].
Therefore, in this study, dry method was followed and PET was added to mix with various
quantities of 2,4,6,8 and 10% by the weight of bitumen. The optimum bitumen content for
unmodified mix was equal to 5.7% which was determined with Marshall method. Based on
previous studies the optimum bitumen content for PET modified mixes was almost equal to
unmodified mix [24]. Therefore, in this research the same bitumen content was selected for
modified and unmodified mixes.
The mixing and compaction temperatures were determined by viscosity- temperature
diagram. This diagram has been shown in Figure 3. The viscosity of bitumen during the
mixing and compaction process has been recommended between 150-190 & 250-310 cst,
respectively. On the basis of this criterion the mixing and compaction temperatures were kept
constant between 157-162 and 145-150oC, respectively. For each composition first aggregate

9
and bitumen were mixed at abovementioned temperature range and then PET particles were
added directly to mixture. Previous studies revealed that the viscosity of PET modified
bitumen is to some extent higher than that of unmodified mixes. However, even for PET
contents as high as 8% (by the weight of bitumen) the difference between the viscosity of the
original and modified bitumen was negligible especially at mixing and compaction
temperatures (i.e. higher than 130oC) [22]. Therefore, PET modified mixes were mixed and
compacted at similar temperature ranges of unmodified ones.
SBS modified mixes were prepared by wet process. First, by the means of a high shear mixer,
SBS was added to bitumen with the values of 4, 5 and 6% by the weight of bitumen. Then,
the prepared SBS-bitumen blend was added to aggregate. After the mixing and compaction
process, prepared mixes were tested to measure the resilient modulus. Based on the criterion
of maximum resilient modulus the optimum SBS content was selected equal to 5%. Finally,
indirect tensile fatigue test was performed for mixes containing 5% SBS.
3. Experimental design
The main laboratory program of this research consisted of the resilient modulus and fatigue
tests. These tests were performed on cylindrical specimens using indirect tensile method,
according to ASTM: D4123 & EN 12697-24, respectively [27]. In order to determine the
stress level in above-mentioned tests indirect tensile strength (ITS) was measured according
to ASTM: C496. All tests were accomplished at two testing temperatures of 5 and 20ºC. A

10
universal testing machine (UTM-14) apparatus was used which had been equipped with a
temperature control chamber. Chamber contained a reference specimen with two linear
variable differential transducers (LVDTs) that measured and recorded the skin and core
temperatures during the test. In order to achieve the intended temperature, specimens were
put inside the chamber at least 5 hours before testing. Before starting the test, the chamber,
skin and core temperatures were controlled by related software. Test was started when the
coefficient of variation of these three temperatures which automatically calculated by the
controlling system software was less than 5%.
3.1. Resilient modulus (Mr)
During the Mr test a haversine load was applied with the loading frequency of 1 Hz including
0.1 second loading and 0.9 second recovery times. Horizontal deformations were measured
by two LDVTs that were installed along the sample's diameter. At 5ºC resilient modulus test
was done at two stress levels of 15 and 20% of ITS. Moreover, at 20ºC stress levels were
fixed to 20 and 40% of ITS. For a dynamic load of P, resilient modulus was calculated by
Equation (1):
Mr=
Where P: Maximum dynamic load (N), γ: Poisson's ratio, t: Sample height (mm), :
Horizontal deformation (mm)
Possion's ratio was calculated according to Equation (2) [28]:

11
= 0.15 + (2)
Where t: temperature (ºF)
3.2. Fatigue
At each temperature fatigue test was performed at two stress levels utilizing indirect tensile
loading method with a haversine loading [27]. Each load pulse consisted of 0.25 second
loading and 1.25 second recovery times. Loading continued until complete splitting of
samples. For indirect tensile fatigue test the maximum tensile stress and strain at the center of
sample were calculated by Equations (3) and (4), respectively.
St =
=
Where p: Maximum dynamic load (N), t: Sample height (mm), D: Sample diameter (mm), ε:
Tensile strain at the center of samples, : Horizontal deformation which measured by two
LDVTs.
During the fatigue testing horizontal deformations were automatically recorded and
deformation-loading curve was plotted for each specimen by related software. Figure 4,
shows an example of horizontal deformation curve that obtained in this research. In this
figure two fatigue life definitions were compared together (N1& N2). For the first definition,
according to EN12697-24, fatigue life is equal to the total number of cycles which leads to

12
complete break of sample. As seen in this figure for this definition fracture life corresponds to
the point of vertical asymptote [27].
Likewise, Figure 4 depicts the second definition of fracture life (N2) in indirect tensile
method [29]. As it can be seen, the diagram of horizontal deformation is generally defined by
the three zones. The accumulated permanent deformations rapidly increase in the primary
zone. In the second zone, the rate of deformation increment gets stabilized and the fatigue
curve has a linear trend. In the third zone, microcracks which formed in the second stage will
progress. Finally the progress and combination of these cracks leads to complete splitting of
specimen. According to Figure 4, in the second definition (N2) the start point of crack
progression is defined as the fracture life. As shown this point corresponds to the intersection
point of the second and third zones slope.
4. Results and discussion
4.1. Indirect tensile strength (ITS) and resilient modulus (Mr)
Figure 5 shows the results of ITS test. As seen temperature had considerable effects on the
ITS of specimens. Addition of 2% PET led to increase of ITS at both testing temperatures.
After that, ITS continuously decreased by adding the PET content. At higher PET contents,
bitumen accumulates on the surface of the PET particles. This issue results in the reduction of
the bitumen film thickness around the aggregate particles and reduces the aggregate-bitumen
adhesion and finally the tensile strength of the modified mix. However, at all PET contents

13
the ITS values were in acceptable limit. Based on previous studies due to reduction of the
bitumen film thickness, excessive amounts of PET will also reduce the moisture resistance of
the modified mix [23]. Results of resilient modulus test at 5 and 20ºC, have been shown in
Figure 6. As seen, the stiffness of studied mixes reduced by increasing the stress level.
However, similar to ITS test, at a constant stress level the highest stiffness quantity achieved
at 2% PET content. At higher PET contents aggregates will be replaced by these particles
which have less stiffness. Moreover, the reduction of the bitumen film around the aggregate
particles might be another reason of stiffness reduction especially at higher PET contents.
According to Figure 6, the resilient modulus of studied mixes increased to twice by reducing
the temperature from 20oC to 5oC. Similar to obtained results at 20oC, at higher PET contents
(i.e. more than 2%) there was a drop in the resilient modulus of studied mixes at 5oC.
However, due to noticeable stiffening of bitumen the dispersion of results were higher at this
temperature.
The interaction between bitumen and additive materials in modified mixes could have
considerable effect on the behavior of mixture. Studies indicated that this interaction changes
with increasing the amount of additive. At high polymer contents the polymer phase becomes
dominant, whereas, at optimum content of additive there will be an effective interaction
which improves the mechanical properties of asphalt mix [30].
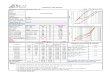
In order to evaluate the temperature sensitivity of studied mixes, the rate of resilient modulus
(Mr) changes with an increase in temperature was investigated. Figure 7, shows the effect of

14
temperature on Mr of studied mixes. It should be noted that this test was performed at two
temperatures and two stress levels at each temperature. Also at each condition (i.e. each
temperature and stress level) the test was repeated twice. Therefore each line in Figure 7 was
drawn based on the results of 8 tests (i.e. 4 tests at each temperature). In this figure the slope
values represent the temperature sensitivity of compared mixes. As seen higher slope values
obtained for unmodified mixes and the mixes containing lower PET contents (e.g. 440
MPa/oC for unmodified and 445 MPa/oC for specimen containing 4% PET). By increasing
the PET content up to 6% the slope reduced to 404 MPa/oC. After that increasing the amount
of PET resulted in higher slope. At 10% the slope value was equal to 445 MPa/oC which was
even higher than the unmodified one. Results indicated that for controlling the temperature
susceptibility of asphalt mix if PET added in dry method there will be an optimum content
which in this research was equal to 6%. It is recommended to consider the temperature
susceptibility as a design criterion during the production process of PET modified mixes
especially in projects in which the modifier is added to mix via dry method.
4.2. Fatigue
Figure 8, shows the horizontal deformation curve of modified specimen containing 10% PET
which tested at 20ºC. The initial strain level in this test was equal to 535 microstrain. Based
on the fracture life definitions that presented in section 3.2., the fracture life for the first and
second definitions will be N1=65664 and N2=58500 cycles, respectively.

15
Results of fatigue tests that performed at 5 and 20ºC have been shown in Figure 9. It must be
noted that in this figure the initial stress level at 5 and 20oC were equal to 20% and 15% of
ITS, respectively. Furthermore, this figure shows the results of fatigue test based on both
fracture life definitions. Results indicated the beneficial effects of PET on the fatigue
behavior of studied mixes. Therewith, at aforementioned stress levels, fatigue life increased
upon reducing the test temperature. Unlike the results of ITS and Mr tests, adding the PET
content even as high as 10% had profitable effects on the fatigue response of modified mixes.
Figure 10 compares the fatigue curves of three specimens containing 0,8 and 10% PET which
tested at 20ºC. With regard to this figure, for modified specimens the slope of deformation
curve in the second zone (i.e the zone with the constant rate of deformation increment) was
less than unmodified one. Therefore, it could be concluded that PET modified mixes
exhibited higher cracking resistance and flexibility than unmodified mixes.
Finding a meaningful relationship between the mix stiffness and fatigue life has been a
challenge for pavement scientists. Much research proved that this relationship is completely
dependent on the method of fatigue testing. In controlled stress method, usually stiffer mixes
revealed higher fatigue life whereas, in strain constant method the reverse was true [4,31-33].
Based on the findings of this research increasing the PET content resulted in lower stiffness
and higher fatigue life. It might be due to higher energy absorbency of the PET particles than
the bitumen phase which resulted in superior behavior against repeated loadings [7]. This
phenomenon will postpone the crack propagation throughout the specimen diameter.

16
Figure 11, shows the fatigue curves of both modified and unmodified specimens which
attained at 5 and 20ºC. It should be noted that in all presented conditions there was a proper
correlation between the initial strain and fatigue life (R2 values were more than 0.8).
Figure 11-A compares the fatigue curves of modified and unmodified specimens based on the
first fatigue life definition (N1). Similarly, Figure 11-B, shows the fatigue laws of studied
mixes based on the second definition (N2). According to this figure, at a constant strain level
on average the fatigue life of PET modified mix was about 20% higher than unmodified one.
Figure 11, signifies the considerable effect of temperature on the fatigue response of studied
mixes. As seen in this figure, the slope of fatigue curves noticeably reduced by decreasing the
test temperature. As a result, the fatigue curves intersected each other at initial strain levels of
160 to 210 microstrain. It means that at higher strain levels of 210 microstrain the fatigue life
of studied mixes reduced upon reducing the temperature. In contrast at lower strain levels of
160 microstrain specimens that tested at 5ºC revealed superior fatigue response than those
tested at 20oC. Between the initial strain levels of 160 to 210 microstrain there was an
interference zone in which no meaningful relationship could be found between the testing
temperature and fatigue life. Therefore it could be concluded that at higher strain levels the
softer mix which tested at 20ºC exhibited superior fatigue response than the stiffer mix which
tested at 5ºC. Hence, under heavy loading conditions fatigue failure becomes critical at lower
temperatures. In contrast at lower strain levels of 160 microstrain fatigue failure is expected
to occur sooner under moderate climatic conditions.

17
However, apart from the initial strain level the addition of PET to studied mixes led to an
increase in fatigue life at both testing temperatures.
4.3. Comparison of PET and SBS
Figure 12 compares the results of resilient modulus (Mr) test for PET and SBS modified
mixtures. The stress levels at 5 & 20oC were equal to 20 & 40% of ITS, respectively. As it
can be seen at 20oC both additives had similar effects on the stiffness of studied mixes. At
this temperature, on average the Mr of unmodified mixes was about 4700 MPa. Incorporating
5% SBS increased the Mr value for about 9%. However, as previously mentioned at higher
contents of 2%, PET reduced the stiffness of studied mixes. For specimens which tested at
5oC, SBS had higher efficiency than PET on reducing the stiffness of unmodified mixes. At
this temperature the Mr of unmodified mix was about 12700 MPa which reduced to about
8850 MPa with adding 4% SBS. At low temperatures the asphalt mix tends to behave like
brittle material. Therefore at these temperature ranges the lower stiffness is desired due to
higher deformability and higher resistance against the detrimental effects of repeated
loadings. Therefore, PET modified mixes showed intermediate behavior in comparison to
other mixes. SBS is a thermoplastic elastomer which usually could improve both low and
high temperature characteristics of modified mixes [34]. Although some authors claim that a
decrease in strength and resistance to penetration is observed at higher temperatures, but most
of previous documents confirmed the proper effects of this additive at various testing
conditions [34].
The SBS content selected for preparing the fatigue test specimens was 5% which
corresponded to the SBS content which resulted in maximum resilient modulus. Figure 13,
compares between the obtained fatigue curves of PET and SBS modified mixes at 20oC. As it

18
can be seen both additives improved the fatigue response of studied mixes. However, SBS
modified mixes showed to some extent better fatigue behavior than PET modified ones.
As shown in Figure 14, overall at 5oC modified mixes revealed predominant fatigue behavior
than unmodified asphalt. However, at higher strain levels (i.e. more than 300 microstrain),
higher differences were found between the fatigue life of SBS and PET modified mixes. At
lower strain levels the differences between the fatigue curves of modified mixes containing
6% PET and the SBS modified ones reduced. It could be inferred that at lower strain levels of
200 microstrain modified mixes with 6% PET exhibited longer fatigue lives than SBS
modified mix.
Finally, it could be concluded that PET had comparable effects to SBS on the stiffness and
fatigue behavior of studied asphalt mixes. Since PET is a recycled material and is cheaper
than original polymer modifiers like SBS, the use of it in asphalt mix is desired in both
economical and environmental points of view.
5. Conclusions
This paper presents the results of a laboratory study about the effects of waste plastic bottles
(PET) on the stiffness and fatigue properties of asphalt mixes. Likewise, similar tests were
performed on SBS modified mixes and the acquired results were compared. Based on the
obtained results the following conclusions can be drawn.
1) Addition of more than 2% PET reduced the resilient modulus at both testing
temperatures of 5 and 20ºC. However, at all PET contents the resilient modulus
quantities were in acceptable limit.
2) PET improved the fatigue behavior at both testing temperatures. Unlike the results of
ITS and Mr tests the addition of the PET content up to 10% had beneficial effects on
the fatigue response of modified mixes.

19
3) There were some intersection points between obtained fatigue curves at 5 and 20ºC.
These points were between the strain levels of 160 to 210 microstrain. At higher strain
levels of 210 microstrain, adding temperature resulted in higher fatigue life. However
at lower strain levels of 160 microstrain, stiffer mixes which tested at 5ºC showed
better fatigue response than those tested at 20 ºC.
4) At 20oC PET and SBS had similar effects on the stiffness of studied mixes. However,
at 5oC, SBS reduced the mix stiffness. The later outcome is ideal because it improves
the material flexibility at low temperatures.
5) Both additives improved the fatigue response of studied mixes. Anyway, SBS
modified mixes showed to some extent better fatigue behavior than PET modified
mixes especially at higher strain levels of 200 microstrain.
References
[1] Aravind K, Das A. Pavement design with central plant hot mix recycled asphalt mixes.
Constr Build Mater 2007; 21:928–36.
[2] Chen M, Lin J, Wu S, Liu C. Utilization of recycled brick powder as alternative filler in
asphaltic mixture. Constr Build Mater 2011; 25:1532-36.
[3] Rubio MC, Moreno F, Belmonte A, Menéndez A. Reuse of waste material from
decorative quartz solid surfacing in the manufacture of hot bituminous mixes. Constr Build
Mater 2009; 24:610–18.
[4] Moghadas Nejad F, Aflaki E, Mohammadi M.A. Fatigue behavior of SMA and HMA
mixtures. Constr Build Mater 2010; 24:1158–1165.
[5] Abo-Qudais S, Shatnawi I. Prediction of bituminous mixture fatigue life based on
accumulated strain. Constr Build Mater 2007; 21:1370-1376.

20
[6] NCHRP APPENDIX II-1. Calibration of fatigue cracking models for flexible pavements.
2004, USA.
[7] Ye Q, Wu S, Li N. Investigation of the dynamic and fatigue properties of fiber-modified
asphalt mixtures. Int. J. Fatigue 2009; 31:1598-1602.
[8] Tapkın S. The effect of polypropylene fibers on asphalt performance. Building and
Environment 2008; 43:1065-71.
[9] Jahromi S, Khodaii A. Carbon fiber reinforced asphalt concrete. Arab J SciEng 2008;
33:355–64.
[10] Attaelmanan M, Pei Feng Ch, Al-Hadidy AI. Laboratory evaluation of HMA with high
density polyethylene as a modifier. Constr Build Mater 2011; 25(5):2764–70.
[11] Ameri M, Mansourian A, Sheikhmotevali A.H. Laboratory evaluation of ethylene vinyl
acetate modified bitumens and mixtures based upon performance related parameters. Constr
Build Mater 2012; 40:438–47.
[12] VuralKök B, Çolak H. Laboratory comparison of the crumb-rubber and SBS modified
bitumen and hot mix asphalt. Constr Build Mater 2011; 25:3204–12.
[13] Al-Hadidy AI, Yi-qiu T. Effect of polyethylene on life of flexible pavements. Constr
Build Mater 2009; 23(1):1456–64.
[14] Chiu Chui-Te, Li-Cheng Lu. A laboratory study on stone matrix asphalt using ground
tire rubber. Constr Build Mater 2007; 21:1027–33.
[15] Ahmed LA. Improvement of Marshall properties of the asphalt concrete mixtures using
the polyethylene as additive. Eng Technol 2007;25(3):383–94.
[16] Huang Y, Bird RN, Heidrich O. A review of the use of recycled solid waste materials in
asphalt pavements. ResourConserv Recy 2007: 52:58–73.
[17] Arabani M, Mirabdolazimi SM, Sasani AR. The effect of waste tire thread mesh on the
dynamic behaviour of asphalt mixtures. Constr Build Mater 2010; 24: 1060-1068.

21
[18] Arabani M, Mirabdolazimi SM, Ferdowsi B. Modeling the fatigue behaviors of
glasphalt", scientia Iranica A 2012;19(3):341-45.
[19] Li JM, Liu C, Qiao HC, Zhu LY, Chen G, Dai XD. Hot embossing/bonding of a
poly(ethylene terephthalate) (PET) microfluidic chip. J Micromech Microeng 2008; 18-
015008:10pp.
[20] Wan Mohd Nazmi, Wan Abdul Rahman, AchmadFauzi Abdul Wahab. Green Pavement
Using Recycled Polyethylene Terephthalate (PET) as Partial Fine Aggregate Replacement in
Modified Asphalt. Procedia Engineering 2013; 53:124 – 128.
[21] Baghaee Moghaddam T, Soltani M, RehanKarim M. Evaluation of permanent
deformation characteristics of unmodified and Poly‐ethylene Terephthalate modified asphalt
mixtures using dynamic creep test. Materials and Design 2013; 53:317-324.
[22] Mahrez A, Karim MR. Rheological evaluation of bituminous binder modified with
waste plastic material. 5th International Symposium on Hydrocarbons & Chemistry (ISHC5),
Sidi Fredj, Algiers, May 23-25, 2010.
[23] Ahmadinia E, Zargar M, RehanKarim M, Abdelaziz M. Performance evaluation of
utilization of waste Polyethylene Terephthalate (PET) in stone mastic asphalt. Constr Build
Mater 2012; 36:984–89.
[24] Baghaee Moghaddam T, RehanKarim M, Syammaun T. Dynamic properties of stone
mastic asphalt mixtures containing waste plastic bottles. Constr Build Mater 2012; 34:236–
42.
[25] Ahmadinia E, Zargar M, Karim MR, Mahrez A, Shafigh P. Using waste plastic bottles as
additive for stone mastic asphalt. Materials and Design 2011; 32:4844–9.
[26] Casey D, McNally C, Gibney A, Gilchrist MD. Development of a recycled polymer
modified binder for use in stone mastic asphalt. Resour, Conserv Recycl; 2008 52:1167–74.

22
[27] EN 12697-24. Bituminous mixtures-test methods for hot mix asphalt - part 24: resistance
to fatigue. European committee for standardization; July 2004.
[28] Witczak, M. W., Kaloush, K. T. pellinen, K. and El-basyouny, M. Simple performance
test for superpave mix design. NCHRP 465; 2002.
[29] Thiago F, Kim YR, Lee J. Research on fatigue of asphalt mixtures and pavements in
Nebraska. Report No. P579, University of Nebraska Lincoln; February 25; 2008.
[30] Sengoz B, Isikyakar G. Evaluation of the properties and microstructure of SBS and EVA
polymer modified bitumen. Constr Build Mater 2008; 22:1897–1905.
[31] Modarres A. Investigating the toughness and fatigue behavior of conventional and SBS
modified asphalt mixes. Construction and Building Materials 2013; 47:218–222.
[32] Mahrez A, Karim MR. Fatigue characteristics of stone mastic asphalt mix reinforced
with fiber glass. Int J Phys Sci 2010; 5(12):1840–7.
[33] Tayebali A, Rowe AGM, Sousa JB. Fatigue response of asphalt aggregatemixtures. J
Assoc Asphalt Paving Technol 2010; 61:333–60.
[34] Yildirim Y. Polymer Modified Asphalt Binders. Const & Build matr. 2007; 21: 66-72

23
Figure captions:
Fig. 1. The aggregate gradation of studied hot mix asphalt
Fig. 2. Image of crushed PET particles
Fig.3. The viscosity- temperature diagram of bitumen used to select the mixing and
compaction temperature ranges
Fig. 4. The load cycle- displacement curve and fatigue life definitions in ITFT method.
Fig. 5. Results of ITS test at 5 and 20°C
Fig. 6. Results of Resilient modulus test for various PET contents at 5 & 20oC
Fig. 7. Relationship between Mr and temperature
Fig. 8. Example of displacement curve obtained during the indirect tensile fatigue test
Fig. 9. Results of fatigue tests at 20°C (at 20% of ITS) and 5°C (at 15% of ITS)
Fig. 10. Comparison between the fatigue curves at 20°C
Fig. 11. Fatigue laws of studied mixes at various temperatures
Fig 12. Comparison between the results of Mr test for PET and SBS modified specimens
Fig 13. Comparison between the fatigue curves of PET and SBS modified mixes at 20oC
Fig 14. Comparison between the fatigue curves of PET and SBS modified mixes at 5oC

24
Table 1: Technical properties of original bitumen.
Property (unit) Standard Value
Specific gravity ASTM: D70 1.013
Penetration (0.1 mm) ASTM: D5 65
Softening point (°C) ASTM: D36 50
Viscosity at 120 °C (cSt) ASTM: D2170 966
Viscosity at 135 °C (cSt) ASTM: D2170 467
Viscosity at 160 °C (cSt) ASTM: D2170 168

25
Table 2: Properties of coarse and fine aggregate fractions and filler materials
Property (unit) Standard Unit Value Coarse aggregate Water absorption ASTM: C127 (%) 2.2 Bulk specific gravity ASTM: C127 (gr/cm3) 2.498 Apparent specific gravity ASTM: C127 (gr/cm3) 2.663 Fine aggregate Water absorption ASTM: C128 (%) 2.4 Bulk specific gravity ASTM: C128 (gr/cm3) 2.467 Apparent specific gravity ASTM: C128 (gr/cm3) 2.623 Filler Specific gravity ASTM: D854 (gr/cm3) 2.665

26

27

28

29

30

31

32

33

34

35

36

37

38

39

40
Highlights
- PET reduced the mix stiffness at both temperatures of 5 and 25°C. - PET improved the fatigue behavior at both testing temperatures. - At more than 210 microstrain, adding temperature resulted in higher fatigue life. - SBS modified mixes showed better fatigue behavior than PET modified ones. - Overall PET had comparable effects to SBS on the stiffness and fatigue
behavior.