Embed Size (px)
Citation preview

Effect of Stain Rate on Microstructure Evolution and CompressiveDeformation Behavior of High-Strength Aluminum Coating MaterialsFabricated by the Kinetic Spray Process
Kyu-Sik Kim1, Changhee Lee2, Hoon Huh3 and Kee-Ahn Lee1,+
1School of Advanced Materials Science and Engineering, Andong National University,Andong 760-749, Republic of Korea2Hanyang University, Seoul 133-791, Republic of Korea3Korea Advanced Institute of Science and Technology, Deajeon 305-701, Republic of Korea
The effects of strain rates on compressive deformation behavior and microstructure evolution of kinetic sprayed pure aluminum wereinvestigated. The initial microstructure showed a highly deformed structure with high-dislocation density. This material exhibited higher yieldstrengths from 200 to 224MPa with different strain rates and low strain rate sensitivity (0.012) compared to those of conventional purealuminum. Strain softening occurred at lower strain rates, even at room temperature, and strain hardening at high strain rates.[doi:10.2320/matertrans.M2014371]
(Received October 20, 2014; Accepted January 29, 2015; Published March 6, 2015)
Keywords: kinetic spray process, strain rate, compressive deformation, microstructure
1. Introduction
Kinetic spraying (or cold spraying) is a process throughwhich powder is deformed and deposited using high-impactvelocities (300 to 1200m s¹1) of metal powder particlesat relatively low temperatures to form coating layers. Thisprocess is known to be capable of manufacturing coatingmaterials that show more-excellent characteristics such asrelatively high densities, low oxides, high adhesive strength,and high hardness compared to general thermal sprayprocesses.1,2)
Coating materials are generally manufactured into thinfilms that are primarily used as functional materials, buthave limitations in their use as structural materials. Recently,however, A. C. Hall, et al.3) and F. Gartner, et al.4)
manufactured coating materials approximately 10mm thick,using a kinetic spray process. They sampled tensile testspecimens in a direction perpendicular to the sprayingdirection (the same as the thickness direction) to examinethe mechanical properties of these coating materials andreported the tensile properties. On the other hand, consideringthat the thickness-direction mechanical properties of coatingmaterials are important, the researchers of this study recentlymanufactured approximately 15mm thick pure aluminummaterials by using a kinetic spray process and reported theircompressive deformation behavior.5) In the results, thesematerials showed more-excellent yield strength than materi-als manufactured using severe plastic deformation processessuch as Equal Channel Angular Pressing (ECAP). Based onthese results, the researchers presented the possibility ofproducing new bulk materials (structural materials) thatshow excellent mechanical properties by using kinetic sprayprocesses.5)
Although coating materials manufactured through kineticspray processes have been reported to have excellentmechanical properties, the deformation behavior of these
materials has hardly been known to date; in particular, strainrate effects, which must be considered in structural materials,have never been studied in relation to these materials. In thisstudy, the thickness-direction compressive properties of bulkpure aluminum materials manufactured through a kineticspray process were examined in relation to strain rates atroom temperature. Attempts were also made to analyze/clarify the compressive deformation behavior and evolutionsin microstructures of these materials.
2. Experimental Procedure
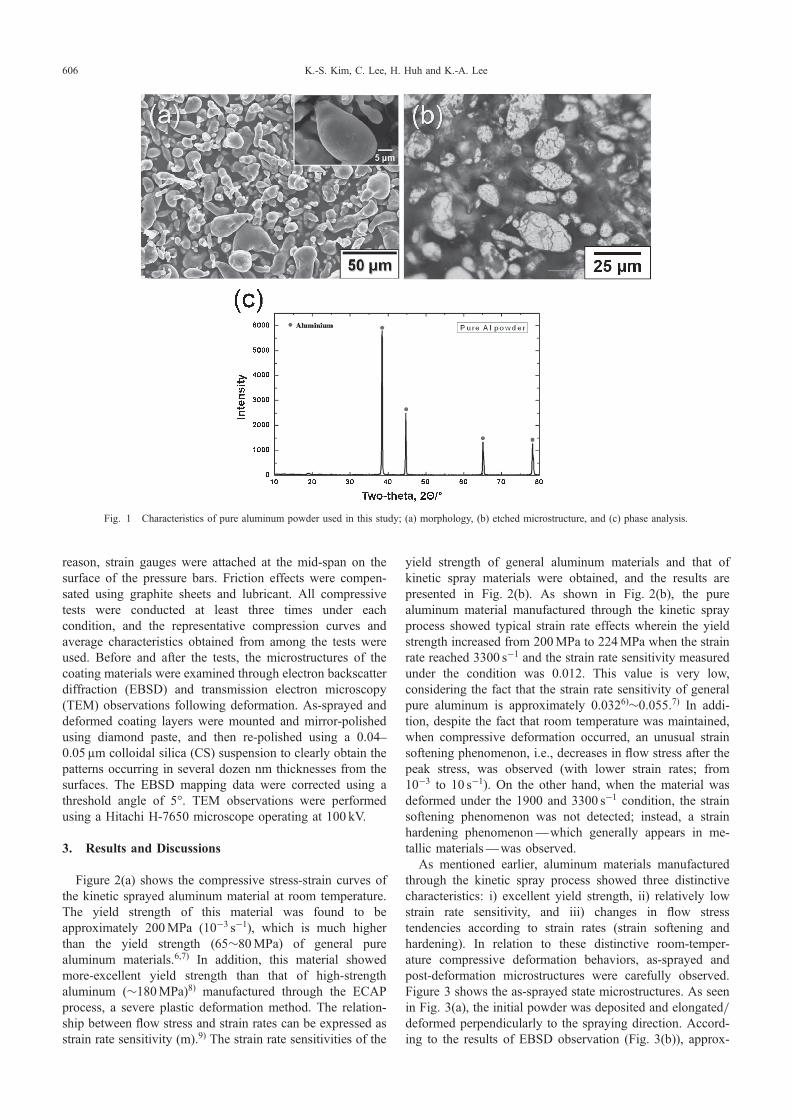
Figure 1 shows the characteristics of the initial purealuminum powder (Kojundo Co.) used in this study. Thepowder stock consisted of around 3 to 5 µm-sized grains withan average size of 18.74 µm and irregular oval shapes madeof 99.9mass% aluminum. Using pure aluminum powder,approximately 15mm thick pure aluminum coating materialswere manufactured through a kinetic spray process. A kineticspraying system (Kinetics 3000, Cold Gas TechnologyGmbH, Ampfing, Germany) was utilized for manufacturingthe coating layer. The details were set forth in a previouspaper by the researchers.5) The coating layer was secondarilymachined differently for tests at low, intermediate, and highstrain rates for compressive tests. The resulting specimensused were cylindrical, measuring ¯5mm and 7mm in heightfor low and intermediate strain rates, and ¯8mm and 3mmin height for high strain rates. Compressive tests wereconducted using an Instron 4485 (Instron Corporation,Norwood, MA) for low strain rates (10¹3, 10¹2, 10¹1 s¹1),Gleeble equipment (1, 10 s¹1) for intermediate strain rates,and split Hopkins pressure bar (SHPB) equipment for highstrain rates (1900, 3300 s¹1). The recorded load-time curveswere converted to true stress-strain curves in the low andintermediate strain rates (Instron and Gleeble equipments).In the case of high strain rates, stressstrain curves wereacquired by measuring the stress waves propagating throughthe incident and transmitted bars in SHPB apparatus. For this+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 56, No. 4 (2015) pp. 605 to 609©2015 The Japan Institute of Metals and Materials EXPRESS REGULAR ARTICLE
reason, strain gauges were attached at the mid-span on thesurface of the pressure bars. Friction effects were compen-sated using graphite sheets and lubricant. All compressivetests were conducted at least three times under eachcondition, and the representative compression curves andaverage characteristics obtained from among the tests wereused. Before and after the tests, the microstructures of thecoating materials were examined through electron backscatterdiffraction (EBSD) and transmission electron microscopy(TEM) observations following deformation. As-sprayed anddeformed coating layers were mounted and mirror-polishedusing diamond paste, and then re-polished using a 0.040.05 µm colloidal silica (CS) suspension to clearly obtain thepatterns occurring in several dozen nm thicknesses from thesurfaces. The EBSD mapping data were corrected using athreshold angle of 5°. TEM observations were performedusing a Hitachi H-7650 microscope operating at 100 kV.
3. Results and Discussions
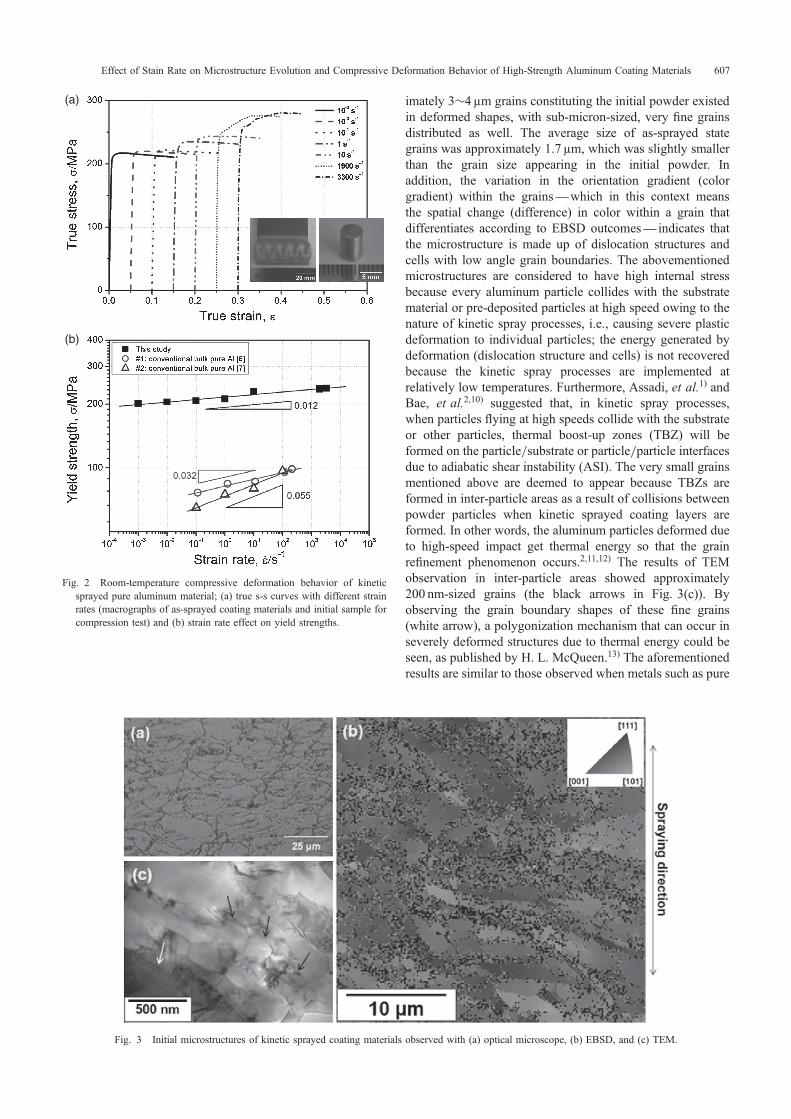
Figure 2(a) shows the compressive stress-strain curves ofthe kinetic sprayed aluminum material at room temperature.The yield strength of this material was found to beapproximately 200MPa (10¹3 s¹1), which is much higherthan the yield strength (65³80MPa) of general purealuminum materials.6,7) In addition, this material showedmore-excellent yield strength than that of high-strengthaluminum (³180MPa)8) manufactured through the ECAPprocess, a severe plastic deformation method. The relation-ship between flow stress and strain rates can be expressed asstrain rate sensitivity (m).9) The strain rate sensitivities of the
yield strength of general aluminum materials and that ofkinetic spray materials were obtained, and the results arepresented in Fig. 2(b). As shown in Fig. 2(b), the purealuminum material manufactured through the kinetic sprayprocess showed typical strain rate effects wherein the yieldstrength increased from 200MPa to 224MPa when the strainrate reached 3300 s¹1 and the strain rate sensitivity measuredunder the condition was 0.012. This value is very low,considering the fact that the strain rate sensitivity of generalpure aluminum is approximately 0.0326)³0.055.7) In addi-tion, despite the fact that room temperature was maintained,when compressive deformation occurred, an unusual strainsoftening phenomenon, i.e., decreases in flow stress after thepeak stress, was observed (with lower strain rates; from10¹3 to 10 s¹1). On the other hand, when the material wasdeformed under the 1900 and 3300 s¹1 condition, the strainsoftening phenomenon was not detected; instead, a strainhardening phenomenon®which generally appears in me-tallic materials®was observed.
As mentioned earlier, aluminum materials manufacturedthrough the kinetic spray process showed three distinctivecharacteristics: i) excellent yield strength, ii) relatively lowstrain rate sensitivity, and iii) changes in flow stresstendencies according to strain rates (strain softening andhardening). In relation to these distinctive room-temper-ature compressive deformation behaviors, as-sprayed andpost-deformation microstructures were carefully observed.Figure 3 shows the as-sprayed state microstructures. As seenin Fig. 3(a), the initial powder was deposited and elongated/deformed perpendicularly to the spraying direction. Accord-ing to the results of EBSD observation (Fig. 3(b)), approx-
Fig. 1 Characteristics of pure aluminum powder used in this study; (a) morphology, (b) etched microstructure, and (c) phase analysis.
K.-S. Kim, C. Lee, H. Huh and K.-A. Lee606
imately 3³4µm grains constituting the initial powder existedin deformed shapes, with sub-micron-sized, very fine grainsdistributed as well. The average size of as-sprayed stategrains was approximately 1.7 µm, which was slightly smallerthan the grain size appearing in the initial powder. Inaddition, the variation in the orientation gradient (colorgradient) within the grains®which in this context meansthe spatial change (difference) in color within a grain thatdifferentiates according to EBSD outcomes® indicates thatthe microstructure is made up of dislocation structures andcells with low angle grain boundaries. The abovementionedmicrostructures are considered to have high internal stressbecause every aluminum particle collides with the substratematerial or pre-deposited particles at high speed owing to thenature of kinetic spray processes, i.e., causing severe plasticdeformation to individual particles; the energy generated bydeformation (dislocation structure and cells) is not recoveredbecause the kinetic spray processes are implemented atrelatively low temperatures. Furthermore, Assadi, et al.1) andBae, et al.2,10) suggested that, in kinetic spray processes,when particles flying at high speeds collide with the substrateor other particles, thermal boost-up zones (TBZ) will beformed on the particle/substrate or particle/particle interfacesdue to adiabatic shear instability (ASI). The very small grainsmentioned above are deemed to appear because TBZs areformed in inter-particle areas as a result of collisions betweenpowder particles when kinetic sprayed coating layers areformed. In other words, the aluminum particles deformed dueto high-speed impact get thermal energy so that the grainrefinement phenomenon occurs.2,11,12) The results of TEMobservation in inter-particle areas showed approximately200 nm-sized grains (the black arrows in Fig. 3(c)). Byobserving the grain boundary shapes of these fine grains(white arrow), a polygonization mechanism that can occur inseverely deformed structures due to thermal energy could beseen, as published by H. L. McQueen.13) The aforementionedresults are similar to those observed when metals such as pure
(a)
(b)
Fig. 2 Room-temperature compressive deformation behavior of kineticsprayed pure aluminum material; (a) true s-s curves with different strainrates (macrographs of as-sprayed coating materials and initial sample forcompression test) and (b) strain rate effect on yield strengths.
Fig. 3 Initial microstructures of kinetic sprayed coating materials observed with (a) optical microscope, (b) EBSD, and (c) TEM.
Effect of Stain Rate on Microstructure Evolution and Compressive Deformation Behavior of High-Strength Aluminum Coating Materials 607
bulk Al are deformed due to high speeds at room temper-ature. As mentioned earlier, the microstructures are consid-ered to show high compressive yield strength at roomtemperature because of as-sprayed structures with highinternal energy (high dislocation density) and sub-micron-sized grains. In addition, metal materials that generally showmetallic materials with high dislocation densities are knownto exhibit low strain rate sensitivity,14,15) and materialsmanufactured through kinetic spray processes can beconsidered to show low strain rate sensitivity because theyalready have quite even and large hardened structures.
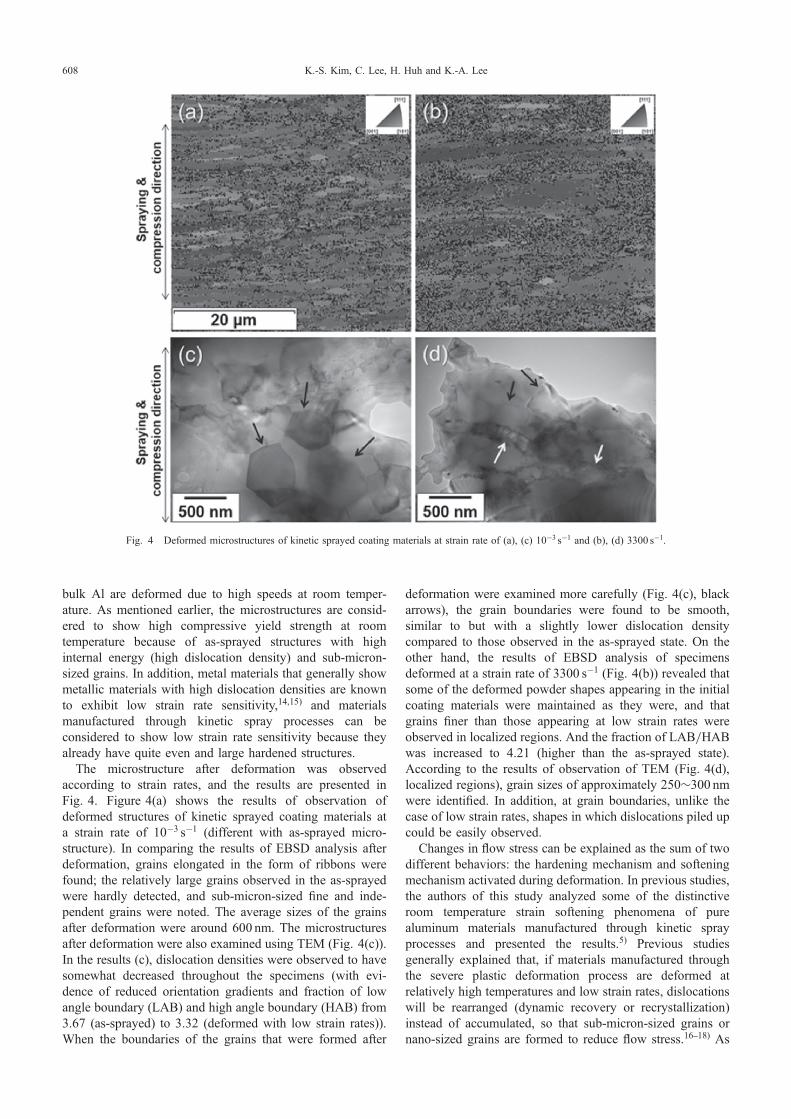
The microstructure after deformation was observedaccording to strain rates, and the results are presented inFig. 4. Figure 4(a) shows the results of observation ofdeformed structures of kinetic sprayed coating materials ata strain rate of 10¹3 s¹1 (different with as-sprayed micro-structure). In comparing the results of EBSD analysis afterdeformation, grains elongated in the form of ribbons werefound; the relatively large grains observed in the as-sprayedwere hardly detected, and sub-micron-sized fine and inde-pendent grains were noted. The average sizes of the grainsafter deformation were around 600 nm. The microstructuresafter deformation were also examined using TEM (Fig. 4(c)).In the results (c), dislocation densities were observed to havesomewhat decreased throughout the specimens (with evi-dence of reduced orientation gradients and fraction of lowangle boundary (LAB) and high angle boundary (HAB) from3.67 (as-sprayed) to 3.32 (deformed with low strain rates)).When the boundaries of the grains that were formed after
deformation were examined more carefully (Fig. 4(c), blackarrows), the grain boundaries were found to be smooth,similar to but with a slightly lower dislocation densitycompared to those observed in the as-sprayed state. On theother hand, the results of EBSD analysis of specimensdeformed at a strain rate of 3300 s¹1 (Fig. 4(b)) revealed thatsome of the deformed powder shapes appearing in the initialcoating materials were maintained as they were, and thatgrains finer than those appearing at low strain rates wereobserved in localized regions. And the fraction of LAB/HABwas increased to 4.21 (higher than the as-sprayed state).According to the results of observation of TEM (Fig. 4(d),localized regions), grain sizes of approximately 250³300 nmwere identified. In addition, at grain boundaries, unlike thecase of low strain rates, shapes in which dislocations piled upcould be easily observed.
Changes in flow stress can be explained as the sum of twodifferent behaviors: the hardening mechanism and softeningmechanism activated during deformation. In previous studies,the authors of this study analyzed some of the distinctiveroom temperature strain softening phenomena of purealuminum materials manufactured through kinetic sprayprocesses and presented the results.5) Previous studiesgenerally explained that, if materials manufactured throughthe severe plastic deformation process are deformed atrelatively high temperatures and low strain rates, dislocationswill be rearranged (dynamic recovery or recrystallization)instead of accumulated, so that sub-micron-sized grains ornano-sized grains are formed to reduce flow stress.1618) As
Fig. 4 Deformed microstructures of kinetic sprayed coating materials at strain rate of (a), (c) 10¹3 s¹1 and (b), (d) 3300 s¹1.
K.-S. Kim, C. Lee, H. Huh and K.-A. Lee608

mentioned in the results of microstructure observation, in thecase of materials manufactured through the kinetic sprayprocess, high-density incidental dislocations (IDs) are formedinside grains because each powder collides at high speed(relatively low temperature). These are slightly differentmicrostructures from those of materials manufacturedthrough severe plastic deformation and which show high-density geometrically necessary dislocations (GNDs). Ac-cordingly, it is considered that dynamic recovery behaviorcan be activated during deformation (low strain rate) even atroom temperature, and the high internal energy accumulatedin the materials is reduced, so that strain softening occurs. Onthe other hand, it was found that, as strain rates increased,general deformation hardening phenomena occurred, andsub-micron-sized grains appeared only in some localizedregions, unlike those microstructures (ribbon type) deformedat low strain rates (Fig. 4(c)). In addition, those sub-micron-sized grains formed through deformation at high strain rateswere found to be finer than those grains formed throughdeformation at low strain rates (250³300 nm, Fig. 4(d)). Thisphenomenon is considered similar to the strain localization(shear bands, micro-band, etc.) phenomenon that appearswhen materials manufactured through severe plastic defor-mation processes are deformed at high strain rates.16) In otherwords, the dynamic recovery phenomenon occurs only inregions where deformation is concentrated, and relativelyfiner grains than those formed at low strain rates are formedonly in these regions. This result is similar to the result ofcompressive deformation of general bulk aluminum materialsreported by Gourdet and Montheillet,17) i.e., althoughdynamic recovery behavior occurs when kinetic sprayedmaterials have been deformed at high strain rates, it does soonly in certain regions. Accordingly, strain softening behav-iors decrease greatly,18) and deformation hardening phenom-ena, where flow stress is similar to that of general materials’behavior, occur. Given the abovementioned results, kineticsprayed aluminum materials can be considered to be a newhigh-strength material wherein severe plastic deformationeffects are evenly controlled throughout the material becauseevery powder particle has been independently processedstrongly and hardened (during the deposition process).Therefore, kinetic sprayed materials show distinctivelydifferent deformed structures from those of materialsmanufactured through general severe plastic deformationprocesses; they have also been found to show strain softeningphenomena even at room temperature at low strain rates, butexhibit hardening behaviors similar to those of generalmaterials at high strain rates.
4. Conclusion
In this study, the effects of strain rates on the compressivedeformation behavior of pure aluminum materials manufac-tured using kinetic spray processes were presented. Inaddition, the deformed microstructures that change according
to strain rates were analyzed to derive several conclusions.Unlike materials manufactured through general severe plasticdeformation processes, pure aluminum materials manufac-tured through kinetic spray processes showed distinctivestructures wherein high-density dislocation structures hadaccumulated because individual powder particles collided athigh speed. These materials showed very high compressiveyield strength and low strain rate sensitivity (0.012). In lowstrain rate conditions, even dynamic recovery (sub-micron-size grains) occurred in internal dislocation structures,thereby showing strain softening phenomena even at roomtemperature. On the other hand, in high strain rate conditions,strain localization occurred similarly to general severe plasticdeformed materials, exhibiting deformation hardening phe-nomena. Through the abovementioned processes, it could beseen that kinetic spray processes make for a new processthrough which materials with excellent mechanical propertiescan be manufactured.
Acknowledgments
This research was supported by the Agency for DefenseDevelopment (ADD), Republic of Korea.
REFERENCES
1) H. Assadi, F. Gartner, T. Stoltenhoff and H. Kreye: Acta Mater. 51(2003) 43794394.
2) G. Bae, Y. Xiong, S. Kumar, K. Kang and C. Lee: Acta Mater. 56(2008) 48584868.
3) A. C. Hall, D. J. Cook, R. A. Neiser, T. J. Roemer and D. A. Hirschfeld:J. Thermal Spray Technol. 15 (2006) 233238.
4) F. Gartner, T. Stoltenhoff, J. Voyer, H. Kreye, S. Riekehr and M.Kocak: Surf. Coat. Technol. 200 (2006) 67706782.
5) K.-S. Kim, J.-S. Yu, J. Won, C. Lee, S.-J. Kim, S. Lee and K.-A. Lee:Metall. Mater. Trans. A 44 (2013) 48764879.
6) E. S. Puchi, M. H. Staia and C. Villalobos: Int. J. Plasticity 13 (1997)723742.
7) A. Airod, H. Vandekinderen, J. Barros, R. Colas and Y. Houbaert:J. Mater. Process. Tech. 134 (2003) 398404.
8) C. Y. Yu, P. L. Sun, P. W. Kao and C. P. Chang: Scr. Mater. 52 (2005)359363.
9) G. E. Dieter: Mechanical Metallurgy, (SI Metric ed., McGraw-HillBook Co., London, 1988) pp. 295301.
10) G. Bae, S. Kumar, S. Yoon, K. Kang, H. Na, H.-J. Kim and C. Lee:Acta Mater. 57 (2009) 56545666.
11) K. Balani, T. Luha, A. Agarwal, J. Karthikeyan and N. Munroe: Surf.Coat. Technol. 195 (2005) 272279.
12) P. C. King, S. H. Zahiri and M. Jahedi: Metall. Mater. Trans. A 40(2009) 21152123.
13) H. J. McQueen: Metall. Trans. A 8 (1977) 807824.14) M. Dao, L. Lu, Y. F. Shen and S. Suresh: Acta Mater. 54 (2006) 5421
5432.15) S. Malekjani, P. D. Hodgson, P. Cizek and T. B. Hilditch: Mater. Sci.
Eng. A 548 (2012) 6974.16) T. Sakai, A. Belyakov, R. Kaibyshev, H. Miura and J. J. Jonas: Prog.
Mater. Sci. 60 (2014) 130207.17) S. Gourdet and F. Montheillet: Acta Mater. 51 (2003) 26852699.18) H. J. McQueen and W. Blum: Mater. Sci. Eng. A 290 (2000) 95
107.
Effect of Stain Rate on Microstructure Evolution and Compressive Deformation Behavior of High-Strength Aluminum Coating Materials 609





























