Embed Size (px)
Citation preview

1
tomoltulbpbptnrsjcFb
mifiopc�msXo
i2E
J
Downlo
Tomasz Tkaczyk1
Offshore Engineering Division,Technip,Westhill,
Aberdeenshire AB32 6TQ, UKe-mail: [email protected]
Noel P. O’DowdDepartment of Mechanical and Aeronautical
Engineering,Materials and Surface Science Institute,
University of Limerick,Limerick, Ireland
Kamran NikbinDepartment of Mechanical Engineering,
Imperial College London,London SW7 2AZ, UK
The Effect of Prestrain on DuctileFracture Toughness of ReeledPipeline SteelsThe reel-lay method is a cost efficient alternative to the S-lay and J-lay methods for smallto medium size steel offshore pipelines. The quality of the pipeline construction is en-hanced by on-shore welding and inspection under controlled conditions. However, reeledpipelines are subjected to at least two symmetrical plastic strain cycles during installa-tion. The plastic straining associated with reeled installation modifies the axial tensileresponse of the pipe material. Also, it has been suggested that plastic straining mayreduce fracture toughness. In this work, small scale tests representative of conditionsexperienced under reeling of steel pipelines have been carried out. The fracture resis-tance curves obtained for the material in the as-received and strained conditions havebeen compared. No significant effect of the reeling strain cycle on the fracture toughnessduring subsequent straining was observed. �DOI: 10.1115/1.4002280�
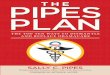
IntroductionThe reel-lay method illustrated in Fig. 1 is a cost efficient al-
ernative to the S-lay and J-lay methods �1� for installation offfshore infield flowlines and smaller export lines �up to approxi-ately 0.5 m in diameter�. In the reel-lay method, a long section
f the pipe �up to several kilometers in length� is spooled onto aarge diameter reel. The pipeline is bent to a curvature dictated byhe reel radius and the pipe diameter. The pipe is installed bynspooling the pipeline following delivery at the required fieldocation. During spooling, the pipeline undergoes an initial plasticending. During unspooling, the pipeline first undergoes reverselastic bending such that it is almost fully straightened in the spanetween the reel and the aligner. Then, on the aligner, the pipe islastically bent to a curvature controlled by the aligner radius andhe pipe diameter. Finally, the pipe is plastically deformed to aegative curvature when it passes through the straightener. Thisesults in the pipe elastically relaxing, so that it is physicallytraight when the pipe is released. Thus, reeled pipelines are sub-ected during installation to at least two symmetrical plastic strainycles �in excess of 2% for the largest diameter reeled pipelines�.or a pipe of diameter D and a bending radius R, the maximumending strain � �assuming pure bending� is
� =D/2
R + D/2�1�
Although the industry standard DNV-RP-F108 �2� recom-ended ignoring the effect of straining on the fracture resistance,
t was suggested in literature �3–7� that a prestrain may reduce theracture toughness of the parent material during subsequent strain-ng. It should be noted that in DNV-RP-F108, crack growth thatccurs during prior straining is accounted for in the assessmentrocedure by updating the initial crack depth in the next tensileycle. Experimental studies conducted at TWI by Pisarski et al.8� and other unpublished reports involve testing fracture speci-ens extracted from welded pipes that had undergone straining to
imulate reeling. These studies, which examined X52, X60, and65 steel grades, indicate that there is no noticeable degradationf the fracture toughness of the weld material, provided that the
1Corresponding author.Contributed by the Pressure Vessel and Piping Division of ASME for publication
n the JOURNAL OF PRESSURE VESSEL TECHNOLOGY. Manuscript received September 17,009; final manuscript received July 14, 2010; published online April 4, 2011. Assoc.
ditor: Shawn Kenny.ournal of Pressure Vessel Technology Copyright © 20
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
weld tensile properties overmatch those of the parent material. Incontrast, undermatching may result in a severe strain localizationat the weld and thus, reductions of the fracture toughness arepossible. For moderately undermatched welds �10% in terms ofthe yield strength�, Pisarski and his co-workers observed a signifi-cant effect of prestrain on the fracture resistance when the nomi-nal bending strain was in excess of 4%. For lower prestrains,reductions of the fracture toughness were minimal. Almost allpublished work �including that in Ref. �8�� considers prestrainingof the uncracked material, which is subsequently notched andtested under monotonic loading, to obtain the fracture toughness.In practice, however, it is likely that weld defects exist beforereeling commences. Eikrem et al. �9� investigated the effects ofprestrain on the fracture toughness of homogeneous single edgenotched tension �SEN�T�� specimens using continuum damagemechanics. Their results suggest that there is a significant reduc-tion in the toughness of SEN�T� specimens due to prestraining.On the other hand, experimental work carried out by Ernst et al.�10� on parent and cross weld SEN�T� specimens suggests that thefracture toughness increases due to prestraining. Thus, there issome uncertainty as to how best to incorporate the effect of pre-strain on pipes subjected to a plastic prestrain. In this work, anexperimental study has been carried out to clarify this issue and toexamine whether existing models to incorporate the effect of pre-strain are appropriate for an overmatched X70 steel weld.
2 Trends in Fracture Toughness of Ductile MaterialsThe ductile fracture of metallic alloys generally follows a mul-
tistep separation process �11,12�: �1� nucleation of microscopicvoids at second phase particles such as carbides, sulfide, or silicateparticles, �2� growth of these voids, �3� localization of plastic flowbetween the enlarged voids, and finally �4� tearing of the liga-ments between the enlarged voids. The parameters governing theductile fracture resistance can be classified into three categories:�1� microstructural parameters such as the spacing and volumefraction of voids in the plane of the crack, �2� the tensile responseof the material: Young’s modulus, yield stress, and strain harden-ing, and �3� the crack tip constraint, which may depend amongother parameters on component geometry and loading mode �e.g.,tensions versus bending�. It is known that major contributors tothe total work of fracture for a ductile material are the work of the
fracture process �0 and the plastic dissipation in the backgroundJUNE 2011, Vol. 133 / 031701-111 by ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

mg�
scosbttsd
btdmiouosrisu
wtlFcmcFht
0
Downlo
aterial �p. The former is important at the initiation of crackrowth but as the crack advances, the latter becomes dominant13�.
The void volume fraction in the vicinity of the crack tip, whichtrongly influences the work of fracture, is expected to be in-reased by prestraining. The extent of void enlargement dependsn the initial void volume fraction and the magnitude of tensiletrain. The material flow behavior, which strongly influences �p,ecomes increasingly important under global yielding as the plas-ic dissipation in the background material constitutes a major por-ion of the fracture resistance. A prestrain may also alter the ten-ile response due to strain hardening and thus, the toughness mayepend on the magnitude �and direction� of the applied prestrain.
The fracture toughness of reeled pipelines, which are fabricatedy welding individual pipe joints, is governed by the toughness ofhe weld as this is the usual location of defects promoting theevelopment of cracks. Welding introduce inhomogeneity of theaterial, residual stresses due to differential cooling during weld-
ng, and may also influence crack tip constraint �14–17�. Weldvermatching reduces the constraint ahead of the crack tip andndermatching has the opposite effect. A prestrain may introducer, in the case of welded components, may modify the residualtresses. Residual stress effects on the crack tip constraint wereecently studied by Liu et al. �18�. In general, such stresses aremportant when the crack driving force is low. The effect of re-idual stresses on the crack tip stress field becomes negligiblender large scale yielding conditions.
2.1 Modeling of Prestrain Effects. A number of models,hich have been proposed in literature �2,9,10,19� to account for
he effect of prestrain on the fracture toughness of reeled pipe-ines, are outlined in this section and illustrated schematically inig. 2. Crack growth �a in Fig. 2 is the crack advance during theurrent strain cycle. In the loss of memory model �10,19� recom-ended for the assessment of reeled pipelines by DNV �2�, the R
urve was not altered by straining. The same R curve shown inig. 2�a� is considered for all loading cycles independent of loadistory. This type of behavior is expected to be exhibited by ma-erials where the fracture process is dominated by plastic dissipa-
ReelPipeAligner
Straightener
Fig. 1 Schematic of pipe installation by reeling
RR(a) (b)
1
2ndR2(∆a) =
∆a∆a1
1st & 2nd cycleR2(∆a) = R(∆a)
1
Fig. 2 Models to represent the effe„a… loss of memory model †2‡, „b… mpendent model †9‡. Note: �a is the crR is the crack growth resistance, an
tensile load.31701-2 / Vol. 133, JUNE 2011
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
tion, and thus, damage induced in the crack tip region due toprestraining has a limited effect on the toughness in subsequentloading cycles.
McClung et al. �19� described the memory model applied in thesituation where fatigue crack growth cycles were separated byductile crack growth cycles due to tensile straining �i.e., the crackregion does not experience a compressive loading�. In this model,see Fig. 2�b�, the crack advances when the applied crack drivingforce exceeds the maximum value achieved in a previous tensilecycle and the toughness follows the same curve from the previousloading cycle.
Ernst et al. �10� proposed to apply the memory model for theassessment of reeled pipelines. They conducted an experimentalprogram on parent and cross weld SEN�T� specimens. To investi-gate the prestrain effects, the specimens were loaded to achieve acertain level of crack opening. After relaxing, the crack was par-tially closed by applying the same strain magnitude as during aprior crack opening and another tensile load was applied. Thecrack tip opening displacement �CTOD� in Ref. �10� was mea-sured at the initial crack tip during the duration of test and goodagreement with the memory model was demonstrated. It can beshown, however �20�, by reanalyzing data in Ref. �10�, that theresults of Ernst et al. were consistent with the loss of memorymodel if the CTOD determined at the initial crack tip location forthe current loading cycle was consistent with the recommendationof DNV �2�. Furthermore, it should be noted that the use of thememory model, which may imply an increase in toughness insubsequent cycles, as shown in Fig. 2, may lead to nonconserva-tive predictions for the assessment of reeled pipelines in combi-nation with the crack driving force estimation scheme of Ref. �2�.
Recently, Eikrem et al. �9� carried out a numerical study onSEN�T� specimens using continuum damage mechanics to inves-tigate the prestrain effects on fracture toughness. Neither the lossof memory nor the memory model agreed with their numericalresults. The history dependent model illustrated in Fig. 2�c� wastherefore proposed. In this model, the initial toughness followinga tensile loading cycle is zero, and the toughness then increases inline with the measured toughness of the material for a single load-ing cycle. However, the model results were not validated by ex-perimental data. It also appears that Eikrem et al. did not accountfor the Bauschinger effect, which may significantly influence thefracture toughness.
3 Experimental ProceduresIn this work, an approach similar to that taken by Ernst et al.
�10� was adopted. The effect of load history on the fracture tough-ness is examined by testing specimens subjected to a strain cycle,representative of conditions experienced under reeling of steelpipelines at the 12 o’clock position of the pipe. As in the Ernst etal. study, plane sided SEN�T� specimens were used. In previous
R(c)
cle
e+∆a1)
2nd cycle
1st cycleR(∆a)
∆a ∆a∆a1
cle)
yR2(∆a) = R(∆a+∆a1) – R(∆a1)
of prestrain on fracture toughness:ory model †10‡, and „c… history de-growth in the current loading cycle,a1 is the crack growth after the first
st
cyR
st
Rcy
ycl(∆a
cyR(∆a
ctem
ackd �
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

wet
tcsaarhfFisctc
wwgwfpaudttidit
mda
maatmw
J
Downlo
ork, e.g., Ref. �21�, it was demonstrated that the SEN�T� geom-try was a good representation of pipe sections in terms of crackip constraint.
In the Ernst et al. study, the SEN�T� specimens were subjectedo symmetrical strain cycles. The data in Ref. �10� show thatracks in SEN�T� specimens remain open when subjected to aymmetrical strain cycle. In contrast, our finite-element analysesnd observations �20� indicate that circumferential cracks in pipesre fully closed when subjected to a symmetrical bending cycleepresentative of reeling. Therefore, in our work, a sufficientlyigh compression strain following tensile straining was applied toully close the crack before the second tensile load was applied.urthermore, Ernst et al. �10� determined the crack driving force
n terms of CTOD at the initial crack tip during the two tensiletrain cycles. In our work, the CTOD has been determined at theurrent crack tip �i.e., the “initial” crack length for the secondensile cycle takes into account the crack growth during the firstycle� following the DNV recommended procedure �2�.
3.1 Pipe Material and Welding Procedure. An X70 pipeith nominal outer diameter D=8.625� �219.1 mm� and nominalall thickness t=20.6 mm was cut into five rings. Four manualirth welds were then manufactured using the gas tungsten arcelding �GTAW� process, typically employed in the fabrication of
atigue sensitive pipelines such as steel catenary risers. Five testieces were manufactured in total �four with a weld in the middlend one with no weld�. Weld root and hot passes were depositedsing Filarc PZ6512 electrodes while fill and cap passes wereeposited using low hydrogen Oerlikon SD3 1Ni 1/2Mo elec-rodes. The minimum preheat and maximum interpass tempera-ures were 100°C and 300°C, respectively. The maximum heatnput for the weld fill was 2.0 kJ/mm. There were 24 weld passeseposited per weld. A profile of the weld is shown in Fig. 3,ncluding the sequence of the weld beads. No post weld heatreatment was carried out on the weldment.
3.2 Compositional Analysis. Samples of the parent and weldaterials were analyzed using the optical emission spectroscopy
irect spark technique. The chemical composition of both materi-ls is summarized in Table 1.
3.3 Flow Behavior. Tensile tests on the X70 parent and weldaterials have been carried out at Imperial College London in
ccordance with BS EN 10002-1:2001 �22�. Eight parent metalnd seven all weld metal tensile specimens were extracted fromhe test pieces at different circumferential locations. The parent
etal specimens were oriented parallel to the pipe axis while theeld metal specimens were oriented transverse to the pipe axis.
Fig. 3 Profile of weld bevel and weld passes
Table 1 Chemical composition „
Element C Si Mn P
Parent metal 0.10 0.28 1.36 �0.01Weld metal 0.10 0.24 1.67 0.01
ournal of Pressure Vessel Technology
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
Four specimens of each material were tested under monotonicloading. Figure 4 shows average stress-strain curves for the parentmaterial �indicated by a solid line with closed symbols� and weldmaterial �indicated by a solid line�. The pipe material shows ayield plateau up to 1% strain and has average yield and ultimatestrength of 533 MPa and 626 MPa, respectively. In contrast, theweld material shows a yield plateau up to 2% strain and has av-erage yield and ultimate strength of 630 MPa and 726 MPa, re-spectively. Thus, the weld metal yield strength overmatches thatof the parent metal by about 97 MPa or 18.3% on average. Asummary of the material properties in the as-received condition isgiven in Table 2.
Four parent metal and three all weld metal specimens weresubjected to two �2% strain cycles, followed by monotonic ten-sile straining. It can be seen from Fig. 5 that after the first tensilestrain cycle, the yield plateau is removed and that cyclic harden-ing follows a kinematic hardening response with the associatedBauschinger effect �reduction in the compressive yield strengthfollowing a previous tensile yield cycle�.
3.4 Fracture Toughness Tests. Fracture toughness testingwas carried out using the multiple specimen technique in accor-dance with DNV-RP-F108 �2�. Twenty six plane sided cross weldSEN�T� specimens, shown in Fig. 6, were extracted from thewelded pipe. As seen in Fig. 6, the specimens are rectangular �B�W=34�17 mm2� with a clamping length of 170 mm. Thevalue of W=17 mm is marginally below that recommended byDNV-RP-F108, i.e., 0.85t. However, it is not expected that thishas an effect on the final conclusions. The specimens were testedat SINTEF, Norway using a DARTEC RE500 servo hydraulicuniversal testing machine. The specimens were notched from thepipe outer surface in the center of the weld using electric dis-charge machining and were fatigue precracked. One set ofSEN�T� specimens �designated as set A� had a nominal depth a=4.25 mm �a /W=0.25� while another group �designated as set B�had a nominal depth of 8.5 mm �a /W=0.5�. Fourteen specimensdesignated as ST were tested under monotonic loading �sevenST-A with a /W=0.25 and seven ST-B with a /W=0.5�. The effectof load history on the fracture toughness was examined by testing12 specimens designated as SS �six SS-A with a /W=0.25 and six
%… of parent and weld materials
S Cr Mo Ni Cu
�0.015 0.08 0.03 0.020.004 0.025 0.49 0.89 0.046
0
100
200
300
400
500
600
700
800
0% 2% 4%
Stre
ss(M
Pa)
St6% 8% 10%
train
Weld MaterialParent Material
Fig. 4 Tensile response of X70 parent and weld materials
wt
50
JUNE 2011, Vol. 133 / 031701-3
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

S
si
YP0U
Fm
0
Downlo
S-B with a /W=0.5�.The crack opening was recorded using double clip gauges
hown in Fig. 7. The crack mouth opening displacement �CMOD�s calculated from the following formula:
Table 2 Tensile properties in the as-received condition
Parent metal Weld metal
oung’s modulus, E �GPa� 213 215oisson’s ratio, � 0.3 0.3.2% offset yield stress, 0 �MPa� 533 630ltimate strength, u �MPa� 626 726
-800
-600
-400
-200
0
200
400
600
800
-3% -2% -1%
Stress(MPa)
(a)
0% 1% 2% 3%Strain
Parent Metal
-800
-600
-400
-200
0
200
400
600
800
-3% -2% -1%
Stress(MPa)
(b)
0% 1% 2% 3%Strain
Weld Metal
ig. 5 Cyclic response of: „a… parent material and „b… weldaterial
W=
Grippingarea
=17mm
Clam
Fig. 6 Geometry of S
31701-4 / Vol. 133, JUNE 2011
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
CMOD = V1 −z1
z2 − z1�V2 − V1� �2�
where V1 and V2 are the displacements �openings� of the lowerand upper clip gauges, which were attached, respectively, at z1=2.7 mm and z2=12.7 mm above the specimen surface, see Fig.8. The CTOD is obtained from
CTOD = V1 −z1 + a
z2 − z1�V2 − V1� �3�
where a is the initial notch depth. Equation �3� is derived assum-ing that the crack flanks remain straight during crack opening.Following DNV-RP-F108 �2�, the J integral applied during frac-ture testing was obtained from
J = Je + Jp �4�
where Je and Jp are, respectively, the elastic and plastic part of theJ integral. Je is calculated assuming plane strain conditions from
Je =K
E/�1 − �2��5�
where E and � are the Young’s modulus and the Poisson’s ratio,respectively. DNV-RP-F108 recommends calculating the stress in-tensity factor K in Eq. �5� using the formulas in Ref. �23� forclamped SEN�T� specimens. The plastic part of the J integral isproportional to the plastic work applied to a SEN�T� specimen,
Jp =�pUp
B�W − a��6�
where �p is the nondimensional function of geometry, Up is theplastic part of the area under a load-CMOD curve, and a is theinitial notch depth. Formulas to determine �p for clamped SEN�T�specimens were given in DNV-RP-F108 �2�.
The crack openings V1 and V2 are recorded during the test as afunction of the applied load F. V1 and V2 are then converted toCMOD using Eq. �2� to obtain the load-CMOD curve. Note that
Grippingarea
a=4.25 mm if ‘A’a=8.50 mm if ‘B’ld
length = 10W = 170 mm270 mm
Clip gaugesGripsSEN(T)
specimen
Fig. 7 Servo hydraulic testing machine with hydraulic grips
W
pin
e
ng
EN„T… specimens
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

fEd
�tmsAotrcpCft
FC
J
Downlo
or specimens subjected to a prestrain cycle, the value of a used inqs. �3� and �6� and in the equation for K in Eq. �5� is the crackepth after the prestrain is applied.
3.4.1 Results for As-Received Material. The crack extensiona was determined by breaking open each specimen following the
est. The fracture toughness in terms of CTOD and J for the weldaterial in the as-received condition is shown in Fig. 9 for both
pecimen types. Each data point corresponds to a fracture test.lthough, in general, the crack depth is expected to have an effectn the crack tip constraint and consequently, on the fractureoughness, it appears that the effect of initial a /W ratio �in theange between 0.25 and 0.5� on the fracture toughness is insignifi-ant for clamped SEN�T� specimens. This supported earlier ex-erimental results of Nyhus et al. �24� and numerical results ofravero and Ruggieri �25�. The toughness in terms of J obtained
rom deeply notched specimens �a /W=0.5� is somewhat lowerhan that from shallow notched specimens �a /W=0.25� for �a
V
V
V2
V1z2
z1
CTOD
CMOD
Fig. 8 Position of knife edges
0.0
0.5
1.0
1.5
2.0
2.5
3.0
��� ��� ���
CTO
D(m
m)
∆
ST-A (monotonic)ST-B (monotonic)
(a),,
��� ��� ���
∆a (mm)
a/W = 0.25a/W = 0.5
0
300
600
900
1200
1500
1800
��� ��� ���
J-in
tegr
al(N
/mm
)
∆
ST-A (monotonic)ST-B (monotonic)
(b), a, a
��� ��� ���
∆a (mm)
a/W = 0.25a/W = 0.5
ig. 9 Fracture resistance of as-received weld material: „a…
TOD-R and „b… J-Rournal of Pressure Vessel Technology
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
1.5 mm. This, however, may be a consequence of not account-ing for the crack growth during a given load cycle in DNV-RP-F108 �2�, e.g., a in Eq. �6� is the initial crack depth.
3.4.2 Results for Strained Material. The specimens were firststrained to reach a desired level of crack growth �a and thenunloaded. The required load level needed was estimated from thefracture toughness obtained earlier for the ST specimens. The ac-tual crack extension after prestraining was subsequently deter-mined using the silicon impression technique where two-partpolymers are dispensed as semiviscous liquids using a dispensinggun and a mixing nozzle and then cured. Each SS specimen hadsilicon compound injected into the crack using a MicroSet dis-pensing gun and mixing nozzle �26�. The silicon compound curedto produce flexible high resolution replicas, which were removedfrom the crack without damage �see Fig. 10�. Subsequently, eachspecimen was loaded in compression until the crack was fullyclosed, which was determined by visual inspection. Finally, ten-sion was applied to achieve similar amount of crack opening asduring the first tensile load up to a maximum value of �a�1.3 mm. The total crack extension after the tension-compression-tension cycle was then determined by breaking openeach specimen. The crack advance during the second tensile loadwas taken as the difference between the total crack extension andthe crack growth after the first tensile load.
The fracture resistance data obtained for the material in theas-received and strained conditions have been compared in Fig.11. The close agreement between “ST” �open circles� and “SS firstcycle” �open triangles� results confirm that the silicon impressiontechnique is valid for measuring crack growth and indicate a lowvariability in the toughness data. Furthermore, no significant dif-ference in the fracture toughness was observed between the ma-terial in the as-received condition �open symbols in Fig. 11� and inthe strained condition �closed symbols in Fig. 11�. This was con-sistent with the loss of memory model recommended by DNV �2�.Although the nature of fracture testing undertaken in this workdoes not allow the fracture initiation toughness to be obtained,some reduction might have occurred due to prestraining as seen inRef. �4�. In girth welded pipes, typically 1 mm of stable crackgrowth is permitted with structural integrity procedures �2�.Therefore, for the integrity assessment of reeled pipes during in-stallation, the fracture toughness at �a�0.5 mm, which appearsto be unaffected by prestrain, is more relevant.
3.5 Microstructural Examination. A microstructural exami-nation was carried out to count particles and voids in the as-received and strained materials. No data was available in literaturefor density of particles/voids in X70 welds. The welds fabricated
(a)
(b)
Crack growth
Fatigue pre-crack
EDM
Fig. 10 Silicon impression technique: „a… silicon replica and„b… sectioned silicon replica
to a high quality are very clean, i.e., there are no visible large
JUNE 2011, Vol. 133 / 031701-5
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

plwTal�oc
k g
Ft
0
Downlo
articles or other defects such as pores. Therefore, a high reso-ution Hitachi S-4300SE scanning electron microscope �SEM�as used to define the void volume fraction in the weld material.he specimens were sectioned and mounted in Epofix for grindingnd polishing. The as-received material was examined at severalocations, which are indicated in Fig. 12�a�: �1� the root passcenter of the weld designated as RP-C�, �2� the hot pass �centerf the weld designated as HP-C�, �3� the weld mid thickness �bothenter of the weld WD-C and fusion boundary WD-F�, and �4� the
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
���� ���� ����
CTOD(mm)
∆
ST-A (monotonic)SS-A 1st cycle (cyclSS-A 2nd cycle (cyc
(a)
���� ���� ���� ����
∆a (mm)
ic)clic)
a/W = 0.25
0
200
400
600
800
1000
1200
���� ���� ����
J-integral(N/mm)
∆
ST-A (monotonic)SS-A 1st cycle (cycSS-A 2nd cycle (cy
(b)
���� ���� ���� ����
∆a (mm)
clic)yclic)
a/W = 0.25
Fig. 11 Fracture resistance of as-received ancurve a /W=0.25, „b… J resistance curve a /W=0.resistance curve a /W=0.5. Note: �a is the crac
As-receivedmaterial
Strained material(SEN(T) specimen)
CP
WD
RP-C
(a)
(b)
weld
weldP-C
CP-F
D-C WD-F
HP-C
Regionexaminedbelow thecrack tip
ig. 12 Regions investigated using SEM: „a… as-received ma-
erial and „b… strained material31701-6 / Vol. 133, JUNE 2011
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
weld cap �both center of the weld CP-C and fusion boundaryCP-F�. The effect of prestrain on the void volume fraction wasexamined by comparing the results obtained for the as-receivedmaterial with the results for strained ST-B and SS-B specimens.For these specimens, the region directly below the final crack tip�area of 250�125 �m2� was inspected �see Fig. 12�b��.
For the chosen magnification of 5000 times, the field of view2048�2048 pixels had an area of 25 �m�25 �m=625 �m2.A particle was defined as a feature equal to or larger than 4 pixels.As the examined fields cover a relatively small area, the investi-gation involved a number of fields in each region �between 36 and148�.
The average void volume fraction fave and the average voidspacing X0 was determined for each region. The results are shownin Fig. 13 and are summarized in Table 3. The measured voidspacing varies between 5 �m and 10 �m while the estimatedvoid volume fraction is in the range between 0.9�10−5 and 3.5�10−5. There is some scatter and no obvious trend of effect ofprestraining is observed. The measured particle/void spacing isrelatively small but most of the measured features are less than0.4 �m in diameter. Consequently, the void volume fraction isalso small.
4 Discussion and ConclusionsIn this work, small scale mechanical tests and microstructural
examinations have been carried out on an X70 steel pipe withGTAW girth welds to investigate the effect of prestrain on thefracture toughness during subsequent tensile straining. The effectof load history has been examined by testing cross weld SEN�T�
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
���� ���� ����
CTOD(mm)
∆
ST-B (monotonic)SS-B 1st cycle (cycSS-B 2nd cycle (cy
(c)
���� ���� ���� ����
∆a (mm)
clic)yclic)
a/W = 0.5
0
200
400
600
800
1000
1200
���� ���� ����
J-integral(N/mm)
∆
ST-B (monotonic)SS-B 1st cycle (cycSS-B 2nd cycle (cy
(d)
���� ���� ���� ����
∆a (mm)
clic)yclic)
a/W = 0.5
strained weld materials: „a… CTOD resistance„c… CTOD resistance curve a /W=0.5, and „d… Jrowth in the current loading cycle.
d25,
specimens subjected to a tension-compression-tension cycle rep-
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

rtt
i
oi�estn
acomCt
ratapot
S
RHWWCC
SS
SS
a
a
J
Downlo
esentative of loading experienced by reeled pipelines. In addition,he evolution of microstructural and tensile properties in the ma-erial subjected to straining were examined.
The cyclic stress-strain response obtained from uniaxial testsndicate that strain hardening is predominantly kinematic.
The effect of initial crack depth to specimen width ratio �a /W�n the fracture resistance in terms of J or CTOD appears to bensignificant for clamped SEN�T� specimens tested in this worka /W between 0.25 and 0.5�. This supports the findings of Nyhust al. �24� and Cravero and Ruggieri �25� and suggests that con-traint is not significantly affected by the a /W ratio for this ma-erial under the conditions examined, i.e., clamped single edgeotch tension specimens with crack growth of less than 1.5 mm.
The void volume fraction in the weld metal in the as-receivednd the strained conditions has been investigated and no signifi-ant difference was observed. It is likely that void enlargementccurred only very close the crack tip, suggesting a void-by-voidechanism rather than a multi void growth mechanism �27,28�.onsequently, it is difficult to detect such a localized increase of
he void volume fraction.No significant difference was observed between the fracture
esistance curves obtained for the weld material in the as-receivednd strained conditions for the crack growth during prestrain inhe range between approximately 0.2 mm and 1.1 mm. It thusppears that the fracture resistance of the material is unaffected byrior tension-compression cycles. This is consistent with the rec-mmendation of DNV-RP-F108 �2�. Therefore, it is recommendedhat for the cases examined in this work �i.e., a crack in the over-
0.0E+00
5.0E-04
1.0E-03
1.5E-03
2.0E-03
2.5E-03
3.0E-03
3.5E-03
4.0E-03
0.0 2.5 5.0
Voidvolumefraction(%)
Void
As-receivedStrained (after 1 tensStrained (after 2 tens
7.5 10.0 12.5 15.0spacing (µm)
sile cycle)sile cycles)
Fig. 13 Results of SEM examination
Table 3 Results of SEM examination
pecimenCTOD�mm�
�a�mm� fave�10−5
X0��m�
As-received conditionP-Ca – – 3.37 8.67P-Ca – – 0.924 7.34D-Ca – – 2.97 5.68D-Fa – – 1.42 6.86
P-Ca – – 2.90 5.88P-Fa – – 2.18 7.61
Strained condition after a tension cycleT-B1 0.35 0.14 2.25 5.87T-B6 2.14 2.06 1.80 5.40
Strained condition after a tension-compression-tension cycleS-B2 0.83/0.71 0.54/0.53 1.69 9.17S-B6 1.36/1.28 1.24/1.12 3.30 5.36
Note: CP, weld cap; WD, weld; RP, root pass; HP, hot pass; C, center of the weld;
nd F, fusion boundary.ournal of Pressure Vessel Technology
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
matched weld�, the fracture toughness determined for the pipe inthe as-received condition is also used for the fracture assessmentof the pipe in the strained condition �assuming that the welding isdone to a high quality�. Further work is needed to examine thesensitivity of the fracture behavior of the material under multipleplastic straining to parameters such as a defect location or weldmatching.
Numerical simulations available in literature do not reproducethe trend shown by the experimental data presented here. Forexample, Eikrem et al., in their study �9�, used Gurson model withisotropic hardening to examine the fracture behavior of the pipematerial subjected to cyclic plastic straining. Their predictions, incontrast to our experimental results, suggest that there is a signifi-cant reduction in fracture toughness of SEN�T� specimens due toprestraining. However, ongoing numerical studies �20� suggestthat the results in Ref. �9� may be related to the cyclic plasticitymodel chosen with a kinematic hardening model, providing closeragreement with the experimental data presented here than thatseen in Ref. �9�.
Finally, the crack extension obtained by direct optical measure-ment of the fracture faces and silicon replicas are similar. Thisconfirms that the silicon impression technique is a valid method ofdetermining a crack extension.
AcknowledgmentThanks go to Hans Iver Lange, Synnøve Åldstedt, and Wilhelm
Dall from SINTEF for their assistance with fracture testing andmetallographic examinations. We would also like to thank HughMcGillivrary of Imperial College for his help in carrying out thetensile tests.
References�1� Kyriakides, S., and Corona, E., 2007, Mechanics of Offshore Pipelines, Vol. I:
Buckling and Collapse, Elsevier, New York.�2� Det Norske Veritas, 2006, Recommended Practice DNV-RP-F108: Fracture
Control for Pipeline Installation Methods Introducing Cyclic Plastic Strain.�3� Sivaprasad, S., Tarafder, S., Ranganath, V. R., and Ray, K. K., 2000, “Effect of
Prestrain on Fracture Toughness of HSLA Steels,” Mater. Sci. Eng., A, 284,pp. 195–201.
�4� Cosham, A., 2001, “A Model of Pre-Strain Effects on Fracture Toughness,”ASME J. Offshore Mech. Arct. Eng., 123, pp. 182–190.
�5� Fukuda, N., Hagiwara, N., and Masuda, T., 2005, “Effect of Prestrain onTensile and Fracture Toughness Properties of Line Pipes,” ASME J. OffshoreMech. Arct. Eng., 127, pp. 263–268.
�6� Enami, K., 2005, “The Effects of Compressive and Tensile Prestrain on Duc-tile Fracture Initiation in Steels,” Eng. Fract. Mech., 72, pp. 1089–1105.
�7� Qiu, H., Enoki, M., Hiraoka, K., and Kishi, T., 2005, “Effect of Pre-Strain onFracture Toughness of Ductile Structural Steels Under Static and DynamicLoading,” Eng. Fract. Mech., 72, pp. 1624–1633.
�8� Pisarski, H. G., Phaal, R., Hadley, I., and Francis, R., 1994, “Integrity of SteelPipe During Reeling,” Proceedings of the International Conference on Off-shore Mechanics and Arctic Engineering—OMAE, Vol. 5, pp. 189–198.
�9� Eikrem, P. A., Zhang, Z. L., Østby, E., and Nyhus, B., 2008, “Numerical Studyon the Effect of Prestrain History on Ductile Fracture Resistance by Using theComplete Gurson Model,” Eng. Fract. Mech., 75, pp. 4568–4582.
�10� Ernst, H. A., Bravo, R. E., Daguerre, F., and Izquierdo, A., 2005, “StrainHistory Effects on Fracture Mechanics Parameters—Application to Reeling,”Proceedings of the International Conference on Offshore Mechanics and ArcticEngineering—OMAE, Vol. 3, pp. 11–19.
�11� Van Stone, R. H., Cox, T. B., Low, J. R., Jr., and Psioda, J. A., 1985, “Micro-structural Aspects of Fracture by Dimpled Rupture,” International Metals Re-views, 30, pp. 157–179.
�12� Garrison, W. M., Jr., and Moody, N. R., 1987, “Ductile Fracture,” J. Phys.Chem. Solids, 48, pp. 1035–1074.
�13� Xia, L., and Shih, F. C., 1995, “Ductile Crack Growth—I. A Numerical StudyUsing Computational Cells With Microstructurally-Based Length Scales,” J.Mech. Phys. Solids, 43, pp. 233–259.
�14� Zhang, Z. L., Hauge, M., and Thaulow, C., 1996, “Two-Parameter Character-ization of the Near-Tip Stress Fields for a Bi-Material Elastic-Plastic InterfaceCrack,” Int. J. Fract., 79, pp. 65–83.
�15� Burstow, M. C., Howard, I. C., and Ainsworth, R. A., 1998, “The Influence ofConstraint on Crack Tip Stress Fields in Strength Mismatched Welded Joints,”J. Mech. Phys. Solids, 46, pp. 845–872.
�16� Betegón, C., and Peñuelas, I., 2006, “A Constraint Based Parameter for Quan-tifying the Crack Tip Stress Fields in Welded Joints,” Eng. Fract. Mech., 73,pp. 1865–1877.
�17� Østby, E., Thaulow, C., and Zhang, Z. L., 2007, “Numerical Simulations of
Specimen Size and Mismatch Effects in Ductile Crack Growth—Part I: Tear-JUNE 2011, Vol. 133 / 031701-7
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

0
Downlo
ing Resistance and Crack Growth Paths,” Eng. Fract. Mech., 74, pp. 1770–1792.
�18� Liu, J., Zhang, Z. L., and Nyhus, B., 2008, “Residual Stress Induced Crack TipConstraint,” Eng. Fract. Mech., 75, pp. 4151–4166.
�19� McClung, R. C., Chell, G. G., Lee, Y. D., Russell, D. A., and Orient, G. E.,1999, “Development of a Practical Methodology for Elastic-Plastic and FullyPlastic Fatigue Crack Growth,” National Aeronautics and Space Administra-tion, Technical Report No. NASA/CR-1999-209428.
�20� Tkaczyk, T., 2010, “Development of Fracture Mechanics Based Criteria forFailure of Reeled Pipes,” Ph.D. thesis, Imperial College London, London, UK.
�21� Nyhus, B., Polanco, M. L., and Ørjasæther, O., 2003, “SENT Specimens anAlternative to SENB Specimens for Fracture Mechanics Testing of Pipelines,”Proceedings of the International Conference on Offshore Mechanics and ArcticEngineering—OMAE, Vol. 3, pp. 259–266.
�22� BSI, 2001, British Standard BS EN 10002-1:2001, Metallic Materials—Tensile Testing—Part1: Methods of Test at Ambient Temperature.
�23� Ahmad, J., Papaspyropoulos, V., and Hopper, A. T., 1991, “Elastic-Plastic
31701-8 / Vol. 133, JUNE 2011
aded 30 Jun 2011 to 130.159.18.53. Redistribution subject to ASME
Analysis of Edge-Notched Panels Subjected to Fixed Grip Loading,” Eng.Fract. Mech., 38, pp. 283–294.
�24� Nyhus, B., Østby, E., Knagenhjelm, H. O., Black, S., and Rostadsand, P. A.,2005, “Experimental Studies on the Effect of Crack Depth and AsymmetricGeometries on the Ductile Tearing Resistance,” Proceedings of the Interna-tional Conference on Offshore Mechanics and Arctic Engineering—OMAE,Vol. 3, pp. 731–740.
�25� Cravero, S., and Ruggieri, C., 2005, “Correlation of Fracture Behavior in HighPressure Pipelines With Axial Flaws Using Constraint Designed Test Speci-mens Part I: Plane-Strain Analyses,” Eng. Fract. Mech., 72, pp. 1344–1360.
�26� www.microset.co.uk�27� Tvergaard, V., and Hutchinson, J. W., 2002, “Two Mechanisms of Ductile
Fracture: Void by Void Growth Versus Multiple Void Interaction,” Int. J. SolidsStruct., 39, pp. 3581–3597.
�28� Pardoen, T., and Hutchinson, J. W., 2003, “Micromechanics-Based Model forTrends in Toughness of Ductile Metals,” Acta Mater., 51, pp. 133–148.
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm