Embed Size (px)
Citation preview
Final Report February 1977
Effect of High-PressureOxygen on theMechanical Propertiesof Alloys
(NASA-CR-150137) EFFECT OF HIGE-PEESS_RE
OKYGEN ON THE MECHANICAL PROPERTIES OF
ALLOYS Final Report (Martin Marietta Corp.)
35 p HC A03/MF A01 CSCL 11F
N77-18250
gnclas
G3/26 17180
REPRODUCEDBY
NATIONAL TECHNICALINFORMATION SERVICE
U.$.DEPAR/14E_IOFCOMMERCESPRINGFIELD,¥A, 221GJ
3_
https://ntrs.nasa.gov/search.jsp?R=19770011306 2018-06-02T07:10:07+00:00Z
MCR-77-103
Contract NAS8-31956
Final
Report February 1977
EFFECT OF HIGH-PRESSURE
OXYGEN ON THE MECHANICAL
PROPERTIES OF ALLOYS
Authors
Fred R. Schwartzberg
John A. Shepic
MARTIN MARIETTA CORPORATION
P.O. Box 179
Denver, Colorado 80201
FOILEWORD"
The work described in this report was performed by Martin MariettaCorporation under Contract NAS8-31956for the Marshall Space FlightCenter (MSFC)of the National Aeronautics and SpaceAdministration.Mr. W. B. MacPhersonacted as ProgramTechnical Monitor at MSFC;at Martin Marietta, Mr. F. R. Schwartzberg acted as Program Managerand Mr. John A. Shepic was Principal Investigator.
This report is submitted in accordance with the reports require-ments list, Item II-B: Final Report, of the Operations Directivefor Contract NAS8-31956and covers work performed during the periodof May17, 1976 through February 17, 1977.
ii
ABSTRACT
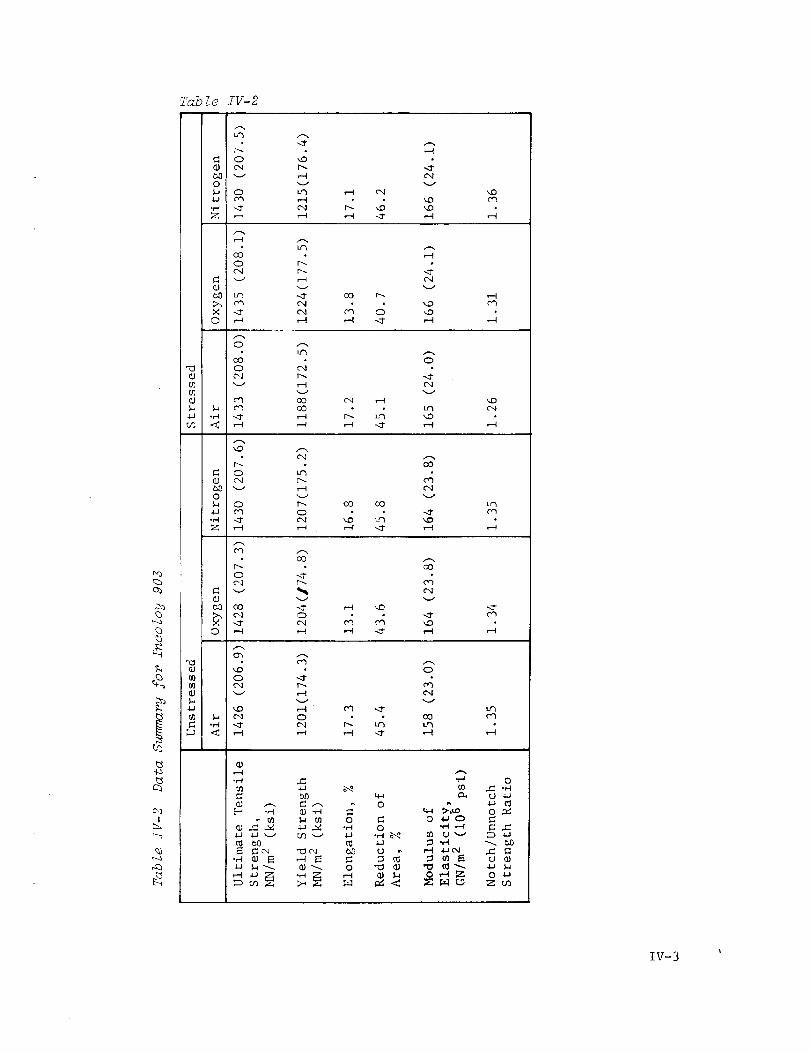
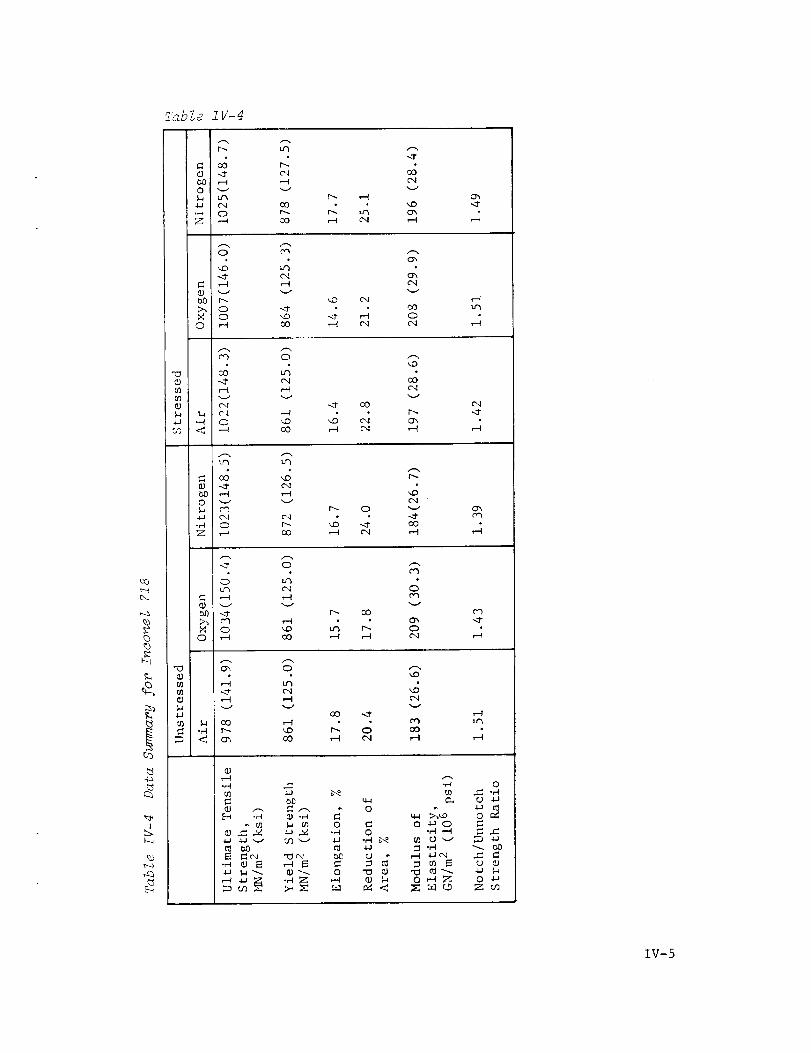
An exDerimental programwas performed to determine the effect of30-day high-pressure [69 MN/m2 (i0,000 psi)] oxygen exposure on theunnotched and notched tensile properties of stressed _80%of Oys)and unstressed specimensof wrought 316 stainless steel, Incoloy903, _nel K-500, and cast specimensof Inconel 718. As a con-trol, tests were also performed in atmospheric pressure air and69 _/m 2 (i0,000 psi) nitrogen.
Data showedthat oxygen did not alter the tensile properties ofany of the alloys studied.
iii
CONTENTS
I°
II.
III.
A.
B.
C.
D.
IV.
V°
INTRODUCTION ...................
MATERIAL AND PROCESSING ...............
EXPERI>_NTAL PROCEDURES ...............
Specimen Design ...................
Specimen Stressing ..................
High-Pressure Environmental System ..........
Test Procedure ....................
EXPERI}_NTAL RESULTS .................
CONCLUSIONS AND RECO}_ENDATIONS ...........
APPENDIX
MECHANICAL P_)PERTY TEST DATA ............
Figure
PageI-i
and
I-2
Ii-i
and
11-2
III-i
III-i
Ill-i
111-4
111-6
and
111-7
IV-I
thru
IV-5
V-I
A-I
thru
A-12
III-i
111-2
111-3
111-4
111-5
Specifications for Unnotched Tensile Specimen ....
Specifications for Notched Tensile Specimen .....
Disassembled Stressing Cylinder ...........
Stressing Cylinder Installed in Testing Machine
Schematic Diagram for High Pressure Oxygen
System ........................
Table
III-2
III-2
III-3
III-3
111-5
II-i
I1-2
Ill-]
IV-]
IV-2
IV-3
IV-4
Certification and Composition Data ..........
Thermal Processing Data ................
Loading Data for Stressing Cylinders .........
Data Summary for 316L Stainless Steel ........
Data Summary for Incoloy 903 .............
Data Summary for Monel K-500 .............
Data Summary for Inconel 718 .............
II-i
II-2
III-4
IV-2
IV-3
IV-4
IV-5
iv
I. INTRODUCTION
The objective of this program was to determine the effect of high
pressure oxygen exposure on the mechanical properties of four
materials used in the Space Shuttle main engine. These materials
are :
i) 316L stainless steel;
2) Incoloy 903;
3) Mone! K-500 ;
4) Inconel 718.
The effect of environment on the behavior of metals continues to
be a concern in the prediction of performance for service condi-
tions. Numerous materials considered to be immune from certain
environmental influences have been involved in premature and often
catastrophic failures. A typical example is the titanium-methanol
compatibility problem. Titanium was reputed to be the "wonder"
metal. Early claims that it had excellent corrosion resistance
qualities have now been tarnished by the hot salt corrosion fail-
ures and its low threshold in methanol. With each succeeding
failure, the technical community continues to reevaluate its
ability to predict materials compatibility based on factors such
as similitude, general description, engineering judgment, and the
like. A greater reliance is being placed on good, simulated ser-
vice testing.
During the past decade, much research has been conducted in the
area of "environmentally induced embrittlement." This descrip-
tor is used to differentiate from embrittlement that results from
the deleterious species inherent in the metal, such as hydrogen
in solid solution, that can result in delayed failure. A signif-
icant portion of the environmentally induced embrittlement data
obtained during recent years has dealt with the effect of hydrogen.
The increased uses of hydrogen at high pressures and temperatures
have resulted in the embrittlement in materials previously thought
to be immune from embrittlement. A significant amount of data is
currently available to characterize the effect of hydrogen on the
mechanical propert behavior of metals. Data for gaseous oxygen,
particularly at high pressures, are relatively scarce.
The effects of oxygen and nitrogen are anticipated to be somewhat
different than those described above for hydrogen. Because of
greater atomic size, nitrogen and oxygen effects are generally
manifested by a diffusion-controlled chemical reaction.
I-i
Tiffany, et al.* studied the effect of high pressure gaseous oxy-gen on the crack growth threshold of Inconel 718 and found no ef-fect at i000 psi. No attempts were madeto evaluate tensile be-havior or the effect of higher pressure. A similar program wasperformed by Bixler and Engstron# on D6 steel at 3000 psi gaseousoxygen pressure. No effect on threshold was observed.
An effect of high pressure oxygen on mechanical properties is morelikely to be manifested as a change in the crack growth threshold.However, preliminary investigation to determine the effect ontensile properties is a low cost, simple approach to assessingthe magnitude of a potential problem.
The specific tests performed in this work consisted of deter-mining the unnotched and notched tensile properties in air atatmospheric pressure and room temperatu_ of the four subjectalloys after stressed and unstressed exposure to the followingenvironments and conditions:
Environment Temperature Pressure
Air Ambient Atmospheric
Oxygen Ambient 69 MN/m 2 (i0,000 psi)
Nitrogen Ambient 69 MN/m 2 (I0,000 psi)
This report gives the findings of the test program.
*C. F. Tiffany, J. N. Masters, and W. D. Bixler: Investigation
of Crack Growth Threshold of In_onel 718 Exposed to High Pressure
Oxygen. NASA CR-I08485, August 1970.
+W. D. Bixler and W. L. Engstron: Crack Growth of D6 SteeZ i_z Air
and H_gh Pressure Oxugen. NASA CR-I14860, July 1971.
I-2
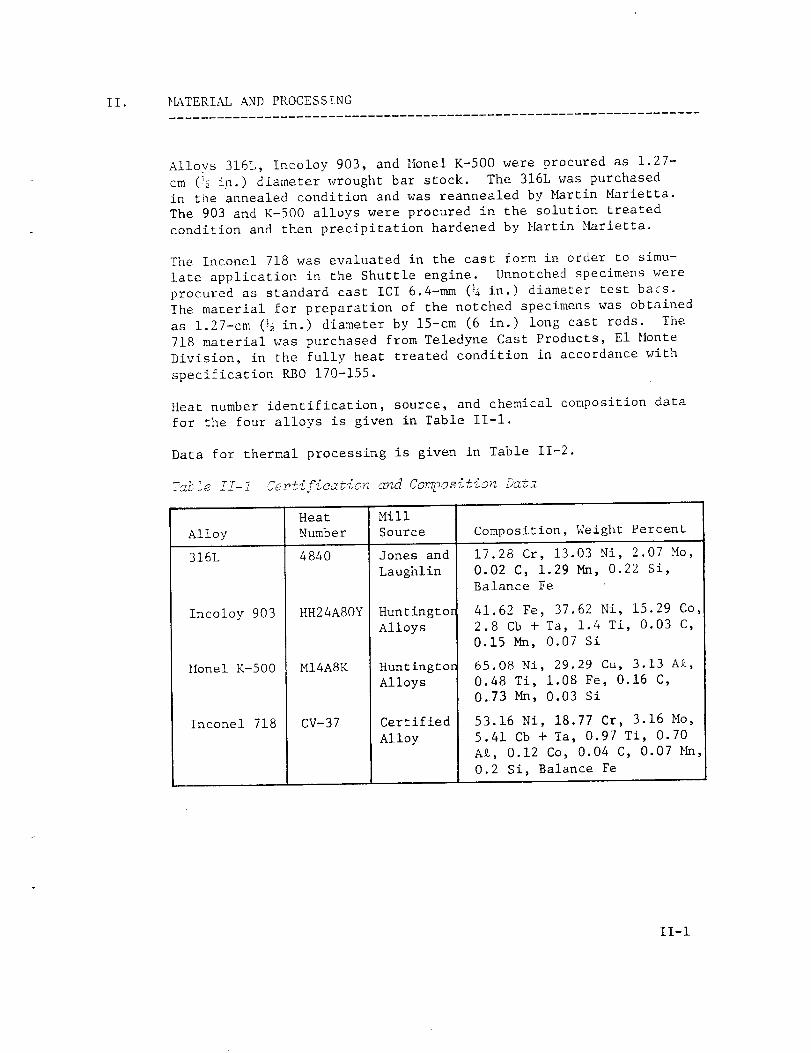
II. }_TERIAL AND PROCESSING
Alloys 316L, Incoloy 903, and Honel K-500 were procured as 1.27-
cm (!i in.) diameter wrought bar stock. The 316L was purchased
in the annealed condition and was reannealed by Martin Marietta.
The 903 and K-500 alloys were procured in the solution treated
condition and then precipitation hardened by F_rtin Harietta.
Tile Inconel 718 was evaluated in the cast form in order to simu-
late application in the Shuttle engine. Unnotched specimens were
procured as standard cast ICI 6.4-mm (;_ in.) diameter test ba_s.
The material for preparation of the notched specimens was obtained
as 1.27-cm (_2 in.) diameter by 15-em (6 in.) long cast rods. The
718 material was purchased from Teledyne Cast Products, E1 _bnte
Division, in the fully heat treated condition in accordance with
specification RBO 170-155.
Heat number identification, source, and chemical composition data
for the four alloys is given in Table II-I.
Data for thermal processing is given in Table 11-2.
a_>e II-i Certification and Composition Data
Heat Mill
Alloy Number Source Composition, Weight Percent
316L 4840
Incoloy 903
_1onel K-5OO
Inconel 718
HH24A80Y
MI4ASK
CV-37
Jones and
Laughlin
Huntingto_
Alloys
Huntington
Alloys
Certified
Alloy
17.28 Cr, 13.03 Ni, 2.07 Mo,
0.02 C, 1.29 Mn, 0.22 Si,
Balance Fe
41.62 Fe, 37.62 Ni, 15.29 Co,
2.8 Cb + Ta, 1.4 Ti, 0.03 C,
0.15 Fin, 0.07 Si
65.08 Ni, 29.29 Cu, 3.13 AZ,
0.48 Ti, 1.08 Fe, 0.16 C,
0.73 Mn, 0.03 Si
53.16 Ni, 18.77 Cr, 3.16 Mo,
5.4i Cb + Ta, 0.97 Ti, 0.70
AZ, 0.12 Co, 0.04 C, 0.07 F_,
0.2 Si, Balance Fe
II-i
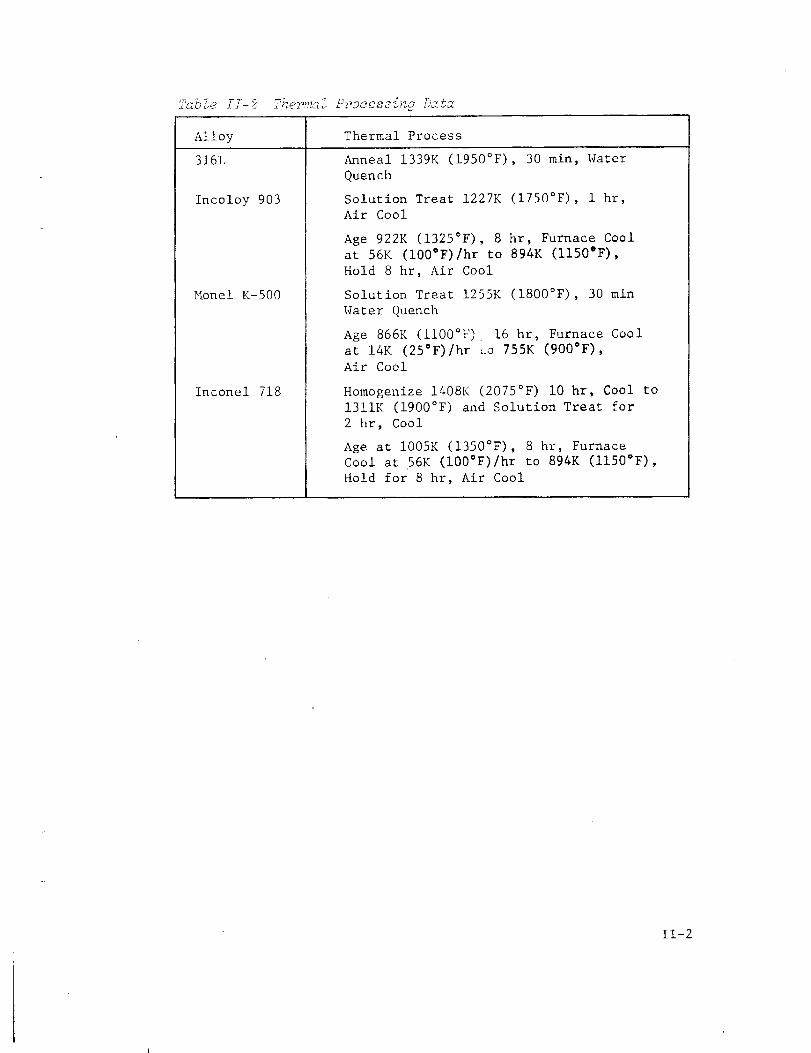
Table fI-_ FT_er,_a_ Processing fJata
Alloy Thermal Process
316L
Incoloy 903
Monel K-500
Inconel 718
Anneal 1339K (1950°F), 30 min, Water
Quench
Solution Treat 1227K (1750°F), 1 hr,
Air Cool
Age 922K (1325°F), 8 hr, Furnace Cool
at 56K (100°F)/hr to 894K (II50"F),
Hold 8 hr, Air Cool
Solution Treat 1255K (1800°F), 30 min
Water Quench
Age 866K (II00°F) 16 hr, Furnace Cool
at 14K (25°F)/hr co 755K (900°F),
Air Cool
Homogenize 1408K (2075°F) i0 hr, Cool to
1311K (1900°F) and Solution Treat for
2 hr, Cool
Age at 1005K (1350°F), 8 hr, Furnace
Cool at 56K (100°F)/hr to 894K (II50°F),
Hold for 8 hr, Air Cool
11-2
III. EXPERImeNTAL PROCEDURES
This chapter describes the specimen design, specimen stressing
scheme, high-pressure environmental system, and test procedure
used in conduct of the work performed.
A. SPECImeN DESIGN
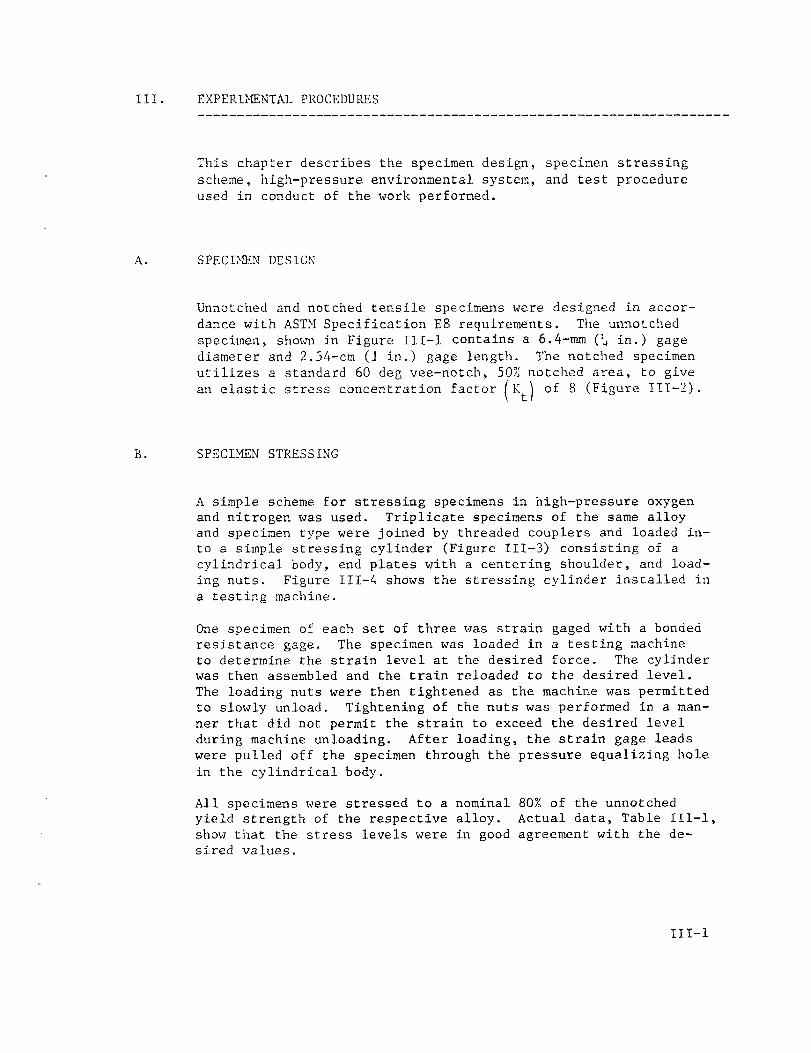
Unnotched and notched tensile specimens were designed in accor-
dance with ASTM Specification E8 requirements. The unnotched
specimen, shown in Figure llI-i contains a 6.4-mm (_ in.) gage
diameter and 2.54-cm (I in.) gage length. The notched specimen
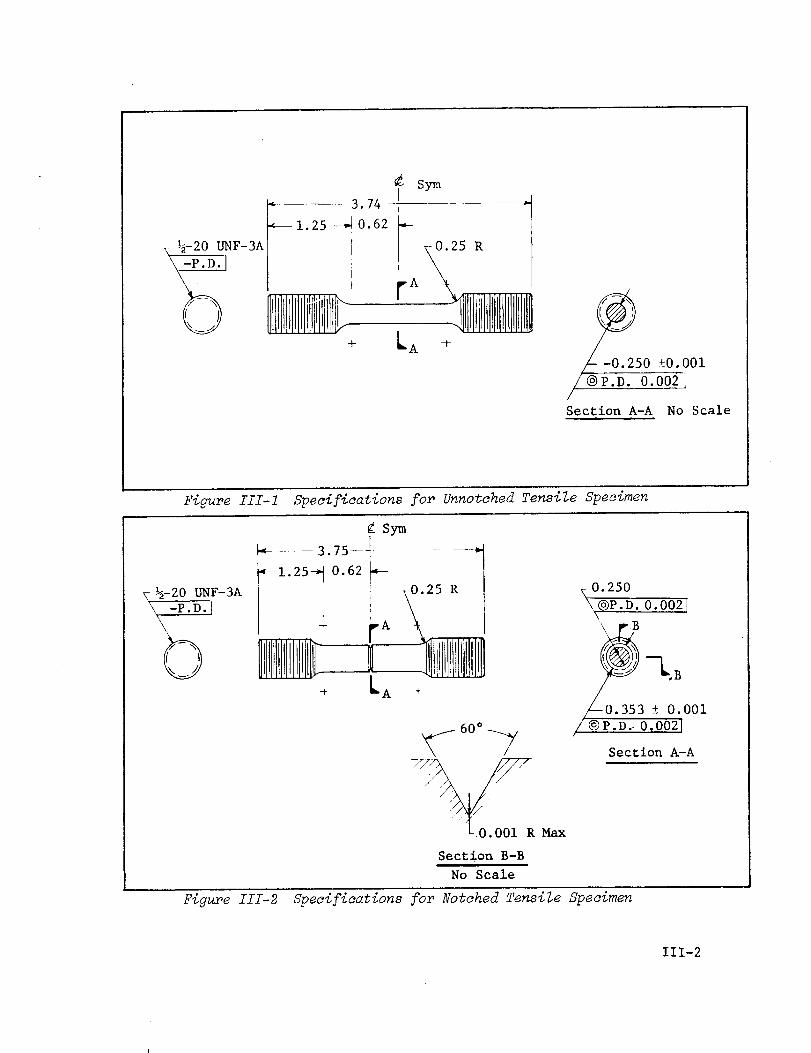
utilizes a standard 60 deg vee-notch, 50_ notched area, to give
an elastic stress concentration factor \!IKtl of 8 (Figure III-2).
SPECIMEN STRESSING
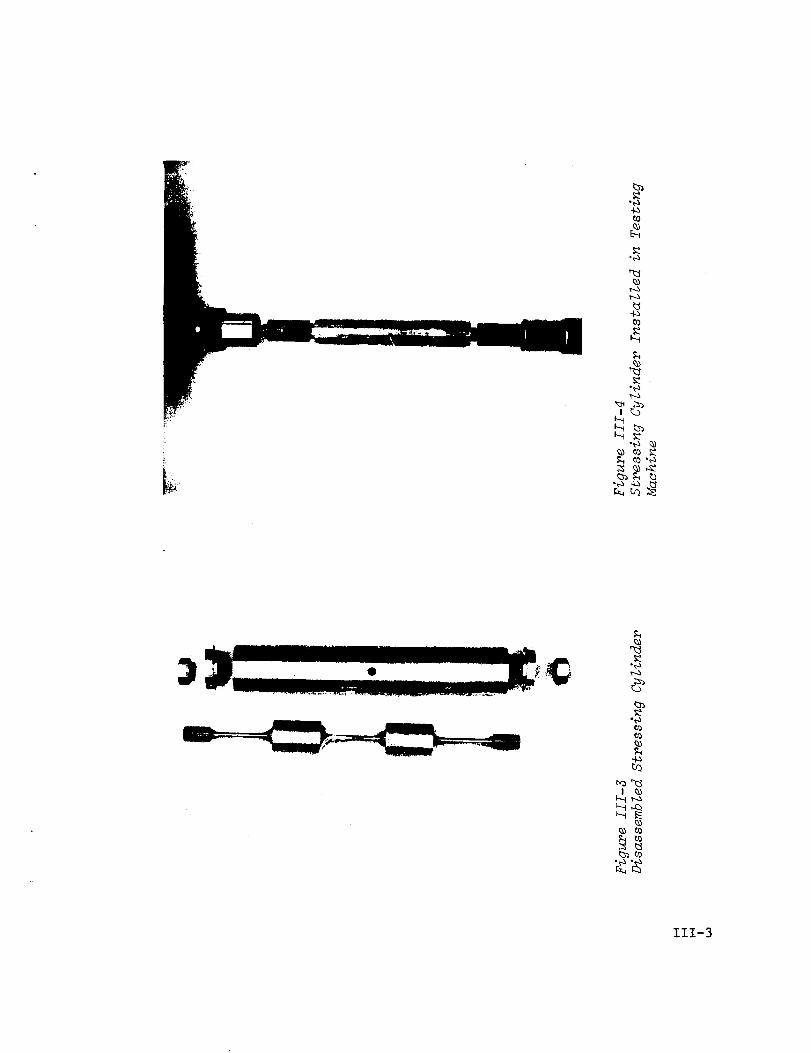
A simple scheme for stressing specimens in high-pressure oxygen
and nitrogen was used. Triplicate specimens of the same alloy
and specimen type were joined by threaded couplers and loaded in-
to a simple stressing cylinder (Figure III-3) consisting of a
cylindrical body, end plates with a centering shoulder, and load-
ing nuts. Figure III-4 shows the stressing cylinder installed in
a testing machine.
One specimen of each set of three was strain gaged with a bonded
resistance gage. The specimen was loaded in a testing machine
to determine the strain level at the desired force. The cylinder
was then assembled and the train reloaded to the desired level.
The loading nuts were then tightened as the machine was permitted
to slowly unload. Tightening of the nuts was performed in a man-
ner that did not permit the strain to exceed the desired level
during machine unloading. After loading, the strain gage leads
were pulled off the specimen through the pressure equalizing hole
in the cylindrical body.
All specimens were stressed to a nominal 80% of the unnotched
yield strength of the respective alloy. Actual data, Table III-l,
show that the stress levels were in good agreement with the de-
sired values.
III-i
!i-20 UNF-3A
-_0._50 -+0.001
[email protected]. 0. I
Section A-A No Scale
Figure III-1 Specifications for Unnotched Tensile Specimen
Sym
_--1.25_ 0.62 _-- [
tl I!!* LA *
_ 60° _
• . Max
Section B-B
No Scale
0. [email protected]. 0.0021\• B
/--0.353 _ 0.001
/ _) P.D.. 0.0021
Section A-A
Figure III-2 Specifications for Notched Tensile Specimen
111-2
q_
r_
@
@
(o
_0
_o
III-3
Table IIi-1 Loading Data for Stressing Cylinders
Alloy
316L
Incoloy 903
Monel K-500
Inconel 718
Specimen
Type
Unnotched
Notched
Unnotched
Notched
Unnotched
Notched
Unnotched
Notched
Stress Level (% _ )ys
for Indicated Environment
Oxygen
77.1
80.0
79.2
77.4
80.0
76.6
80.7
77.9
Nitrogen
81.2
80.0
80.4
73.9
78.2
78 .i
82.8
81.0
Specimens for evaluation in atmospheric pressure air were dead-
weight loaded as triplicate specimens joined by threaded couplers
in Satec creep racks. Eight.racks were used for the 30-day ex-
posure period.
C. HIGH-PRESSURE ENVIRONMENTAL SYSTEM
The high pressure oxygen system was designed for simplicity, safety,
and a high degree of cleanliness. Because of the safety hazards
associated with pumping oxygen to 69 MN/m 2 (i0,000 psi), we elected to
use a liquification-vaporization pressure intensification approach.
Basically, we charged a pressure vessel submerged in a liquid
nitrogen bath with gaseous oxygen. The oxygen liquified. We
then pressurized the liquid oxygen, drained the LN 2 bath and per-
mitted the LO 2 t9 vaporize and provide pressurization for the test
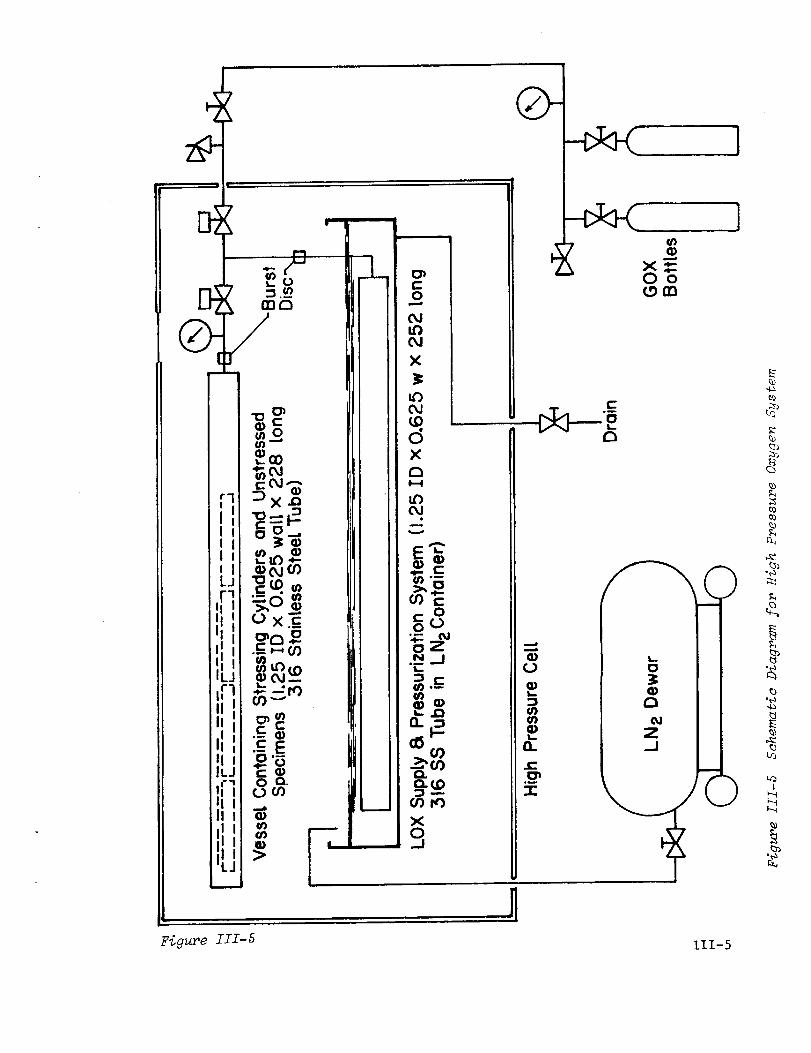
chamber. Figure III-5 is a schematic diagram of the system. All
of the high-pressure apparatus was contained in a high-pressure
test cell. As shown by the diagram, the valves between the LO 2
supply/pressurization system and the specimen vessel and oxygen
supply bottles are remotely operated. The pressure gage was ob-
served through a safety window.
III-4
_-GO
rI _'x_
II cn a)
L, _
ill.__ ,--__
Irl_I! .- _
,,, ._g._Ill
,__!ll •!l I ._.,III _
iI I m!lll !
-e_ !
-)
e-
)
°l
q_
%
_3
.4a
Figure III-5 111-5
The specimen and supply vessels were fabricated from 6.4 cm (2.5
in.) O.D. by 1.59 cm (5/8 in.) wall 304 stainless steel pipe. To
avoid nonmetallic seals and gaskets, the pressure vessels were
fabricated by welding stainless steel plugs in each end. One end
of each vessel contained a welded-in pressure tubing connector.
Each vessel was radiographically inspected to assure conformity
to AS_ Code _51 and pressure tested to 103 _/m 2 (15,000 psi).
The specimen vessel was then cut near the end to permit loading
of the specimens. After loading the vessel was welded shut and
the new weld joint radiographically inspected.
All system components, test specimens, and stressing cylinders
were GO2-cleaned before assembly.
For evaluation of the effects of nitrogen, the testing chamber
was loaded, sealed, and radiographed as described above. Pres-
surization was obtained by using a ii0 _H/m 2 (16,000 psi) pump.
D° TEST PROCEDURE
The procedure used for the 30 day 69 _H/m 2 (i0,000 psi) oxygen
exposure is summarized below:
i) Test specimens and stressing cylinder components were cleaned
and subsequently handled with white gloves;
2) Specimens for stressed testing were loaded into stressing
cylinders;
3) Cylinders were loaded to desired levels;
4) Cylinders were then recleaned, placed in poly bags and de-
livered to the Propulsion Engineering Laboratory;
5) Specimens and cylinders were placed in a test container, unit
was welded closed, radiographed and taken to high-pressure
test cell;
6) Following assembly of test chamber in cell and verification
of system integrity, test was initiated;
7) Pressure in the test chamber was monitored daily for the 30-
day test period;
8) Following the exposure period, the end of the chamber was cut
off, and specimens were removed and placed in poly bags ready
for testing.
III-6
A similar procedure was used for the nitrogen exposure.
The oxygen specimens were delivered to the Mechanical Property
Laboratory and tested within an 8-hour period following removal
from the test chamber. Cylinders were unloaded and unnotched
specimens gage marked for elongation measurements. All speci-
mens had been measured for cross sectional area prior to expo-
sure.
Unnotched specimens were evaluated _Jith a mechanical extensometer
to provide stress versus strain behavior into the plastic range.
Notched specimens were tested to failure giving only the failing
load.
The nitrogen specimens were placed in polT_ bags under a positive
pressure of nitrogen and the bags were heat sealed. These speci-
mens were tested within 2 hours after opening each bag.
III-7

IV. EXPERIMENTALRESULTS
All exposures were completed satisfactorily. No failures occurredduring the exposure periods.
Triplicate specimenswere exposed and evaluated for all test con-ditions.
Test results are summarizedby alloy in Tables IV-I through IV-4.These tables comparethe six mechanical properties determined forthe stressed and unstressed conditions of the three environments.No significant effect of environment was apparent for any of theproperties as a result of environment. The variation in proper-ties was deemednormal for the triplicate specimenexperimentused. Of particular significance is the good agreementbetweenconditions for the notch/unnotch strength ratio data. Notch be-havior is frequently a sensitive indicator of environmental ef-fects.
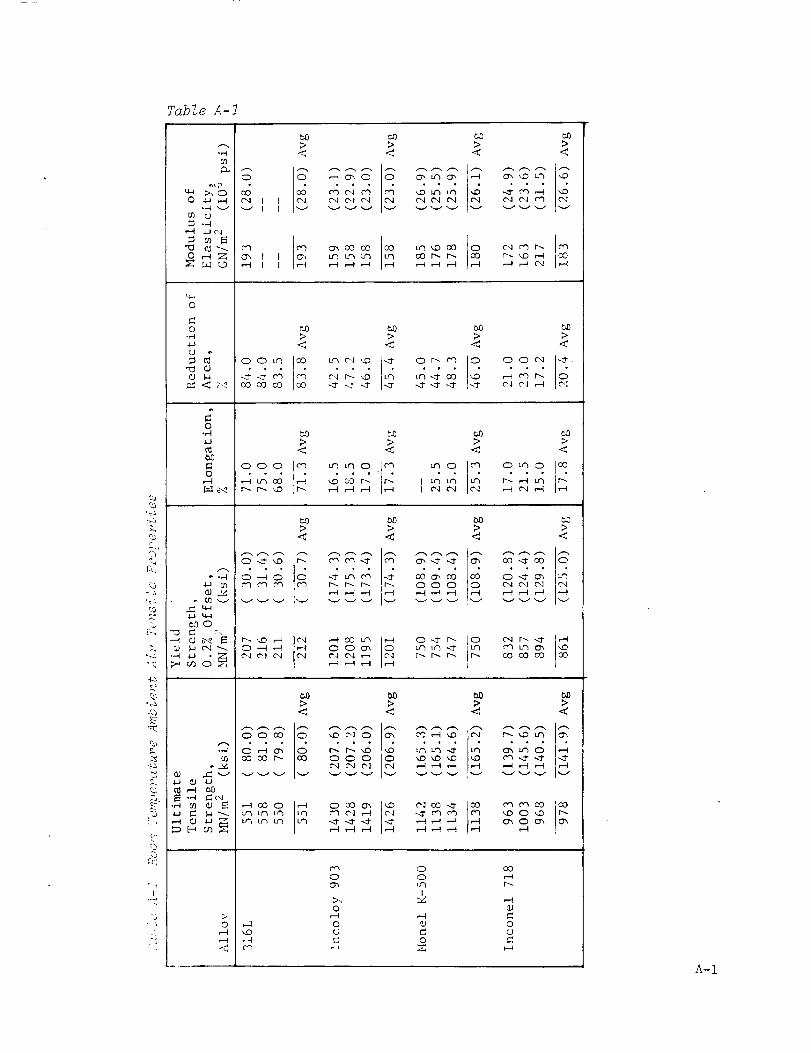
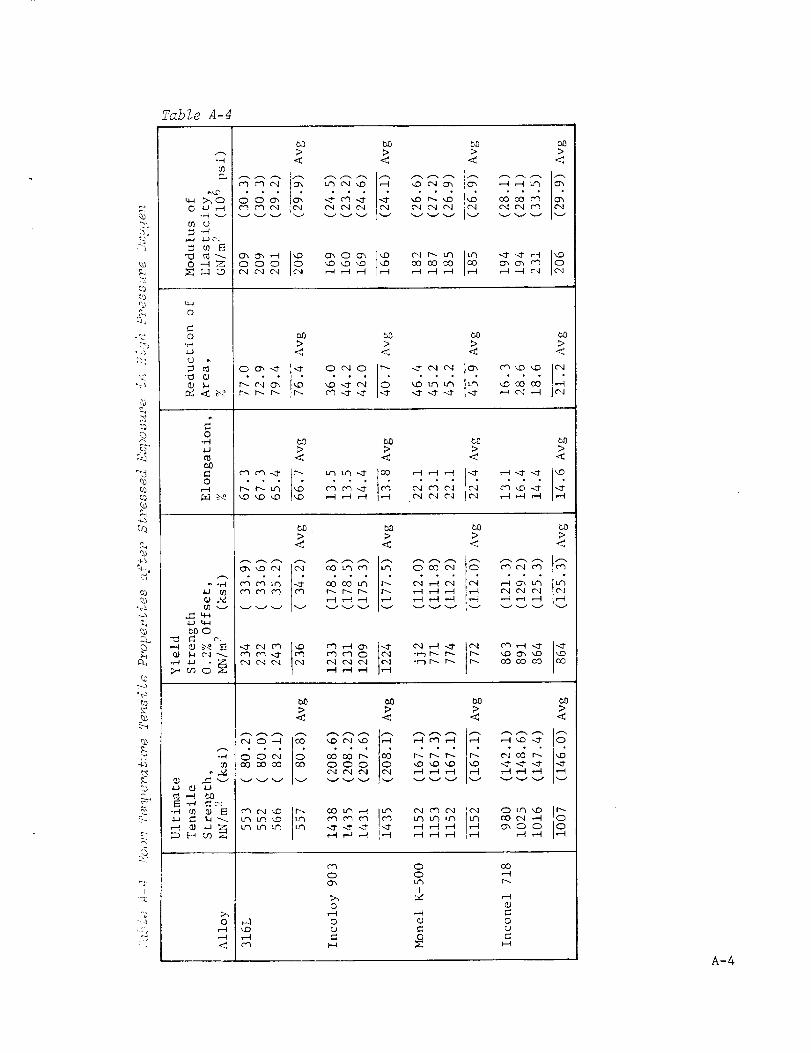
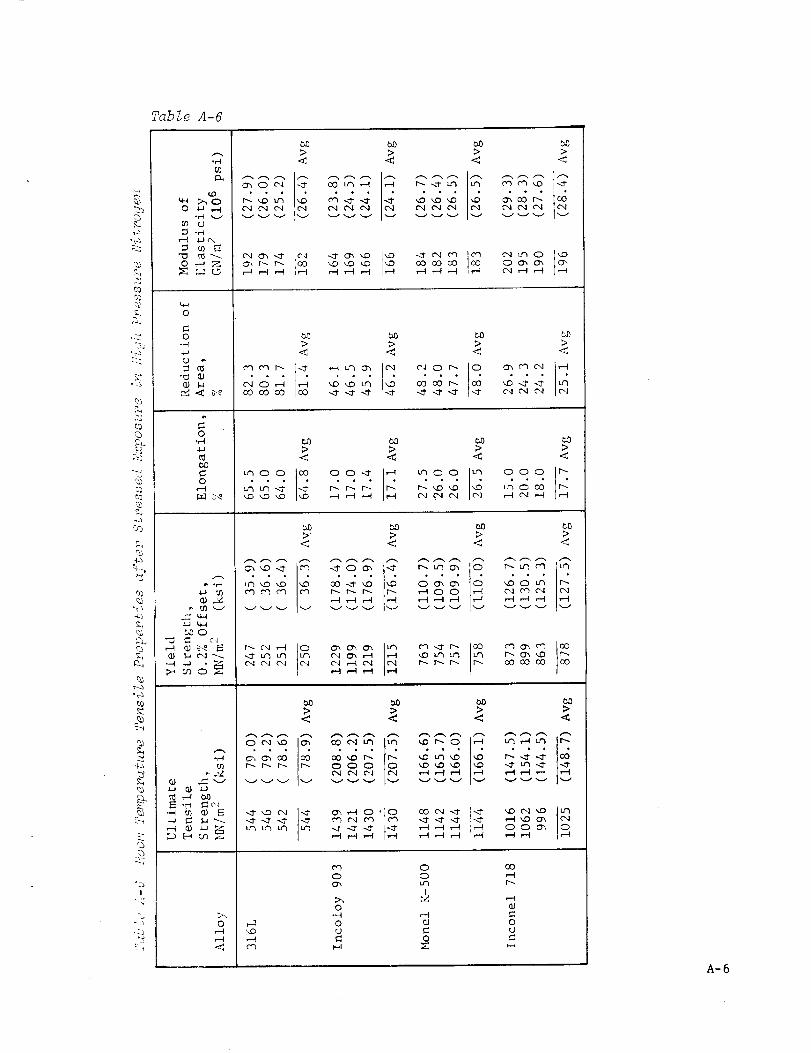
A detailed presentation of the unnotched data for each of the ex-posure conditions is given in appendix Tables A-I through A-6.Similarly, notch data are given in Tables A-7 through A-12.
IV-I
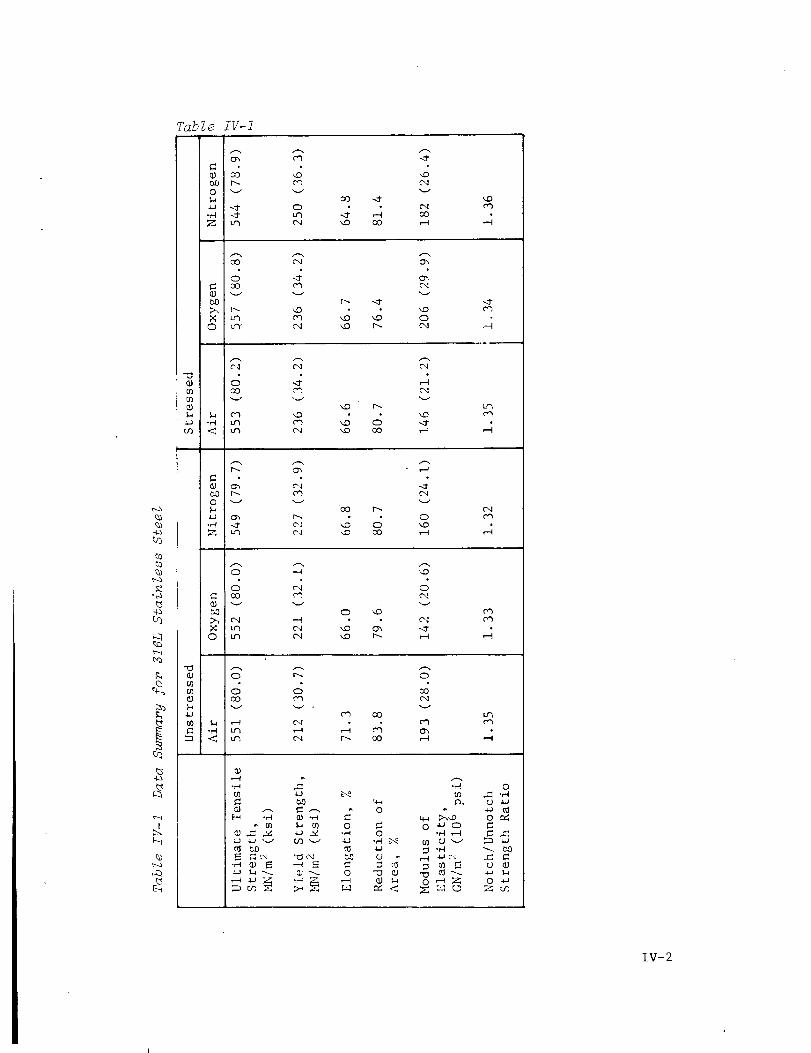
Table IV-I
OD _--0 _-_
.._._ ._-Z w_
<o
v
O
¢,4
oo
-.T_D
-.T
oo
--,.I"
<O
v
c-4co
4-J_9
CDoo
OD>_ r--M
OoO
c_
c_
cq
r_
'..o'_o
--T
o--,
c-4
'..o
o
v
".D
oO
cq
q_v
&
L_
'7
c
oD _--
0 ",_
•_w -.T
CD
0
_r_
• 0
°oov
4-I
< un
O9
C_
c_v
c_c-4
CO
',,.O oO
O
cq
O
',.O_D
_D
O
v
C_
ov
c-4
c_ r_ oo
O
oO
v
c_
o_
_0
o_
,_ ..Mv
=-O
0
0
0
4_1
0 IJO
M _
u'3
0
0CC
C
0 _-_Z _c
IV-2
!
Table IV-2
F
L_
P_
o
0
0c,.l
_A? tn
N .er0 ,---t
0
co
¢.1
% _ ¢¢3
'.D
cl o_ ¢',1
0
Z _
0cxl
0 ,'_
_ 0m t",l
•_ ".0
(D,--4
_-__-_ ._
•_ _ _
,--t
c-I
v
u'3
r_p_
v
¢Xlr--t
0()
-..T
¢xlv
,.-t
u'3
t_
,--t
cO
,.--t
O
v
Le3
u_r_,--t
p_Oc-4,--4
t3(3
,goo
v
oO
v
O _4,--.t
v
v,-tO
.r-4
¢_ -.-t
t_ u'3
O
¢'.1
tt_,--t
C ,---_ _ 0_ 0
•_ ._ ",'_ 0_._ _._' _ ._
ul _.<
O ,I-_ O
xD
,.-.4r¢3
,-4
,.D
,--4
t_3
t_
0
o_
o
IV-3
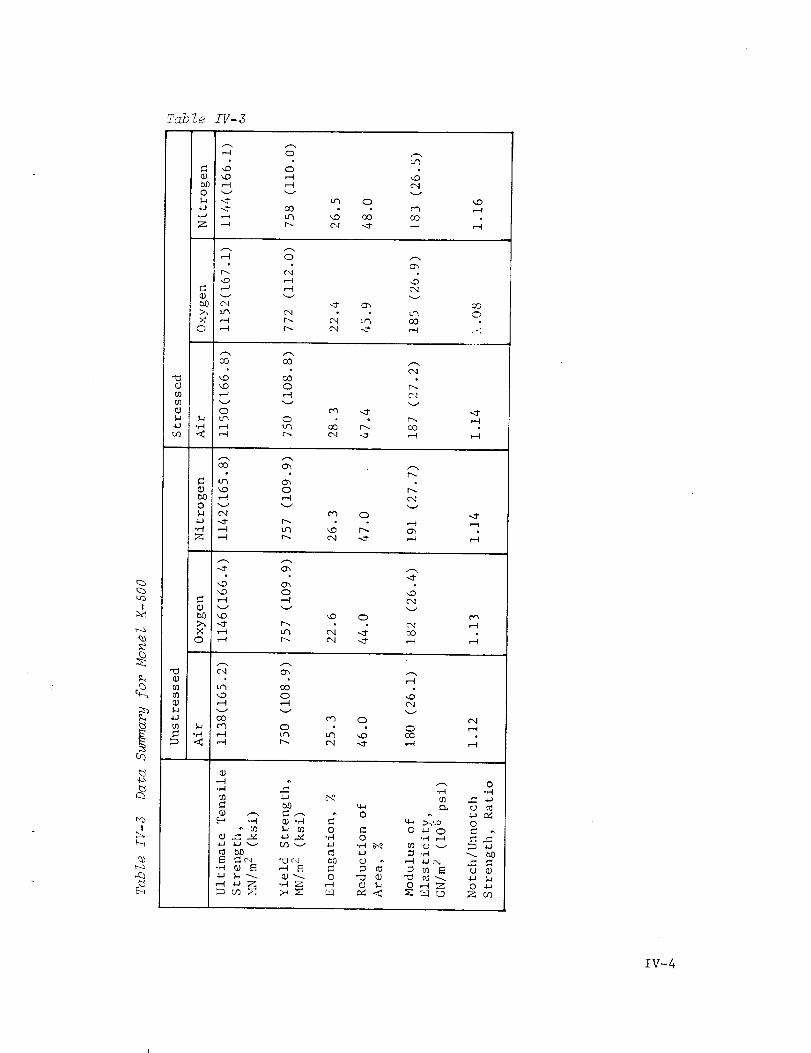
Table IV-3
_) ,.Db,O _,40
•r4 r-_
Z
p__0
C'J
O0
q_ 0_ Lq
cO
C u'_
0c4
•H ,-_Z
-.T
_b ,.D",,D
I qJ_ ,.0
0
m ,.D
m
E _c4
O
v
if3t_
,.4O
cO
kq
cO,--4
O
v
c',lr_ t'M t_
t_cO
cO
O
v
Otmr_ ¢M
¢xl
c-4
r_
oDO
O,.Mv
r_u_t_
,gO
P_
P
,--t
O,-.4v
p_ AO
t'-qoO,-4
g-o00
0cq
wh
0
_D0o_
C ,,"-, _ 0-_,1_ 0 _:
_ "_ 0
t.l-4 .._-OO _ O
•_ _-4
A
A
0
0
b B
eW_0 -_
IV-4
co
%
4_
c_
£
%
Table IV-4
4-1 _1
Z
0
_D
0 v
0
_ _-_
u_
@ -..?t_3 .,--I0
c'q-r_ C3Z
--.T
0Lr',
c; ,-_0 "---/b.8
N 00
"0 0",
,-.-I
.I.JtO _ oO
0
-,-I
_; _-__-_ ._
r_
co ,--tt_
C-.l
v
,.D -.:1-,---t c--I
¢M
O
O
u'3c-,I
,-.-4t"4_q
00
,-.4
,g¢xl
cqt".-cO
,g,--t
O
_D
v
O
,--4v
,.D,-4
c_
O
v
O
O
u'3c-I,--I
'.D O
,dv
_ c..l
•r_ Z
J0
4-)
0
0
C0
0 .I.n 0-,-I _-I
,--I 4Jc-_
O,-_Z
o_
Lr_
,--t
C'q".1"
,--I
C_
C_-.1"
,.-q
U_
,--4
0
-IJ
0 c_
C .C
O 0
0Z
IV-5
V. CONCLUSIONS AND RECO_IENDATIONS
The results of this investigation show that 69 _/m 2 (i0,000 psi)
oxygen exposure has no effect on the unnotched or notched tensile
properties of 316L, Ineoloy 903, Mone! K-500 and cast Inconel 718
alloys.
Although tensile properties are unaffected, it is difficult to
speculate behavior in terms of crack growth threshold. If the
application necessitates, a similar program using fracture mechan-
ics specimens to evaluate threshold behavior may be warranted.
V-i

APPENDIX
Mechanical PropertyTest Data
%
-:+-3
%
%.
%.--..3
%
%
++,%
_+_,
_b5:,
23_+_
_i _
r,+,I- A
J
Table A-
_LD
U
,-'4 Z
t_
0
0.H
_J
J0
.,-I
c_C2
0,-4
_-J
•_ _ _ _
0
<
0
c_
,.--t I
> > > >< < < <
°• . • ° _ " °
> t:> > ;>< < < <
• . o i-- • ° ° °
• ° ° o
¢%lO_lcq 0",+,I ¢'.Ic_r--I r'_ OOCOCO
,--l;.---4,--I +
< < < <
.... _ _ _
_t_ _ _ O_ -_ _ _ O__ _ _ _ _ _ _0_
rm 0 03
I
0 ¢1,--I ,-H ,"0 • O
0
A-1

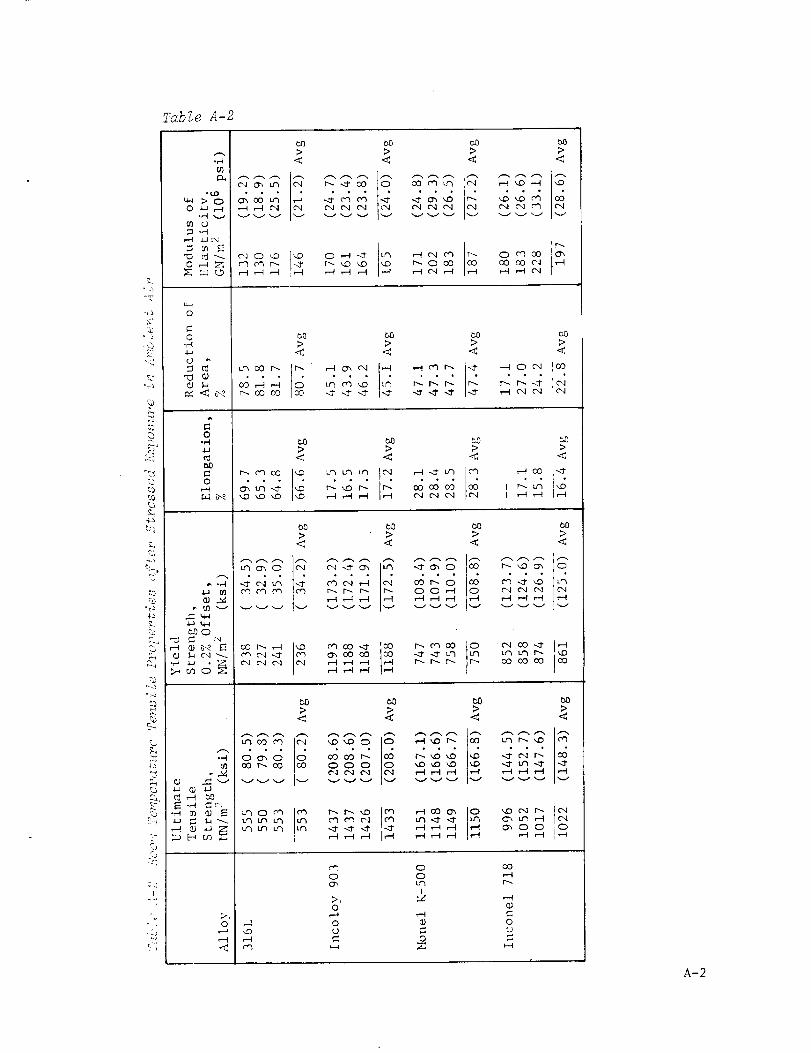
Table A-2
-q
%
%
%
%
%
.4&
%
%
%
.37;:
I
0 _ ,--4
,.-4 .l-a c'.,
O_ Z
0
0
g0
.,.-i
0 ....
-r'4 IJ _ _'4 t"-.1C_I_mc;
m
_._ _c_•_ m _ N mom
o
b0
>
_ c_ Lt_ Oq• °
O_ O0 U'_,-_ ,-q ¢q Oq
__ _ _ _i _
• . ._ - . .vvv v vvv vv_
08 b_ b_ O_
r..- ,,.-.I 0-, ,c'-,.I ,,.-.-I ,,,-_ c,"_ r--. -.,1- ,--_ 0 c-,I oo
> > > >
> > h >
• ,_ '_ _ _ _o _ _ __ _ _ ,_ _ ,_
0"-,O009 O0 ....1" -.1" Lm Lt'h u_ r---,_1 ,.-I ,,,-,-I ,,..-I r-- r._ r.-. 09o0oo,,-I ,,-,,,,.I,-.I ,-4
_ _ ooo o _ _ _
_ _ _ _ _ _ _ o o _o
rm 0 oo0 0o'_ um
I
0
0 _ 0
0
A-2
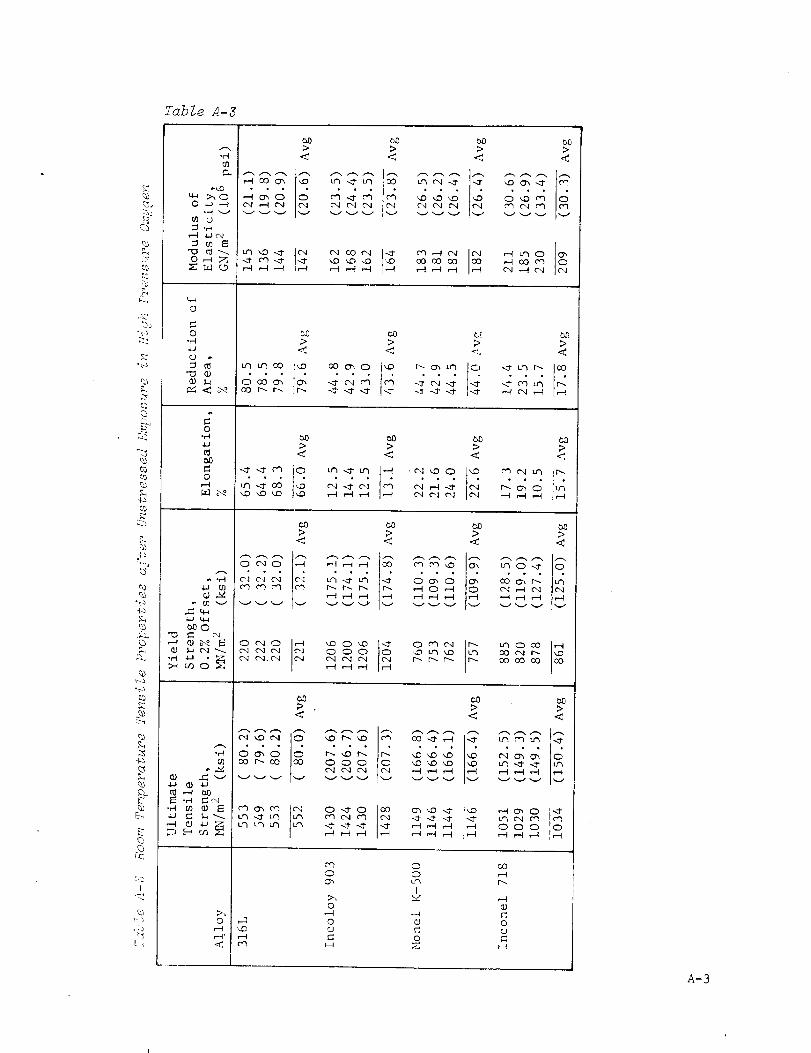
Table A-3
%
%
c_
k_
%
%
%
%
la
%
r_
%
U
%
%
c_
I
%
L_
cO
_qDu,_ >,0
.r.t
_-I _1 cxl
O_--IZ
0
0.r-I
0
0_
O
4-1
it"
O
,--I"
><
c-4 ,-4 _,I _
> > >< < <
_ '..O _o ,--t co _'h
o_o,oo I'_ r--.
;> > :> >< < <, <
",.D oO C_ C_ "..D b-- O_ u"_ O ...1- t_ r'-. CO
_'_ --.._ C'-I f'_ ---.T Oq ._ --.1" -.T c"3 u'5
• °
< < < <
O O• ,
o,I _,1 o-I¢,'3 o"_ c"_
vvv
< <
• , -- --°
_ _ _O_
b..0 0.0> >< <
O', "-.1" O
O c'_ ;--_ cq ¢q
("q _'q. C'q
•,.O c-q
oo r_ oo
vvv
0.8_>
<
O
O_o
• °°
t8 b..8> >< <
-.1" Lm '.,.1"
_ _1 O_O _ _ _ _O_
_ _ _ L_ _ _ _ _ _ _ _ _ O O O
C'm
0 oo0 0
I;>, 'v' ,._0
I--4 _ I-4
A-3
,9..,
_3tO%
_d
%
%
_Q
%
¢9%
"i-3
%
%
I
Table A-4
"4 v
o
o
4_
o
4J
o_r!o
v
,._ u,4
b..00
°r'4
r/l
_ v
•_ _ _w E
o,---t
> > > >< < < <
oo -.,o,_o_::) oooo o'.,o-,
> > > >
_ , _ _ _ _
> > > >
> > > >< < < <
• ° ° °
><
£
< < <
_ _ _ _'_
,-1
cm
r-h o oo
o_ Lt% r,-,.I
o
o ¢J o
I--I _-4
A-4
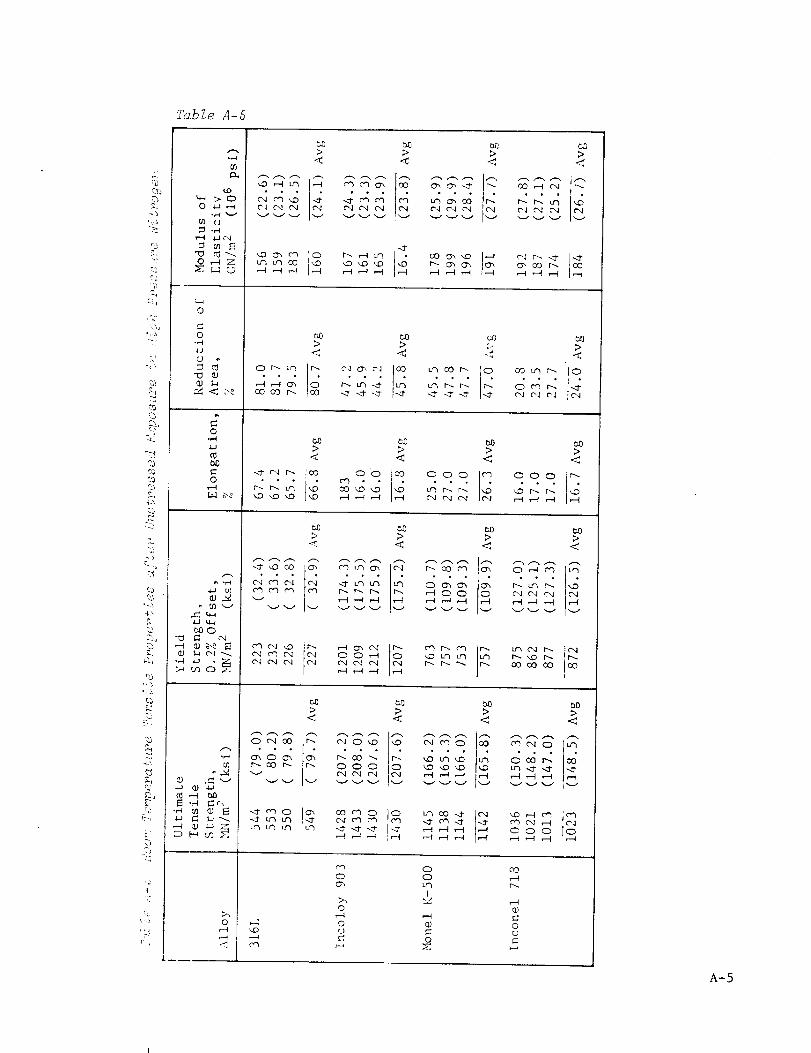
Table A-5
%
cQ
7T
%
a_
%
_d
25E_
%
%45
%
4-',
%
2".,_%
%
. &
_-_
%
%
I
t*.4 > 00 _,-I
_ 4.ao4
t..,-i
0
0.,-.t
I;n:J _
0.,-4
0
1...1 _
•_ _c.
;23 _ _._
0,.--4,--4<
|__m
< < < <
• . • • ° ° ° ° . ° °
--.1-
> > ;- >
• , .,, .,, ,,
> > > >
• ,° _ --
> ;> [:> _>
,,, , ,,°', ,,. • ,,
_ _ _1 _ o_ _ _
c'q 0'_1 t'q e-,! 0 0 ,,-.I 0 ....0 L", L_ _ r--. "....o r_.
.-. q, .-.0 cO
'o_v
....J v
CJD b-.O O8 Ob> > _ :><_ < < <:;
• . . .
..oorm 0 cO0 0 _'_Oh u", v---
I
0
0 ¢_ 0
A-5
%
_44
%
%
%
/3
%
4_
%
%
%
%
%
%
%
%
I
Table A-6
t_ U._
c3 _
"_ (.3
0
0
0
O
v
H-_ _
0
• ._ • • • . .
>
cr-i
• ,°
>
Ir'--'c-4
o4CxlC'_l cq c_r--Ic'q 04 r._ o0cc,_o
O c.q '..D O'_ cO _ _ r--.,. O ,,--I
o_,--1v
_o
c'_ O ooO O ,-t
I_ ,-_
O
O 0_ Ord _ o
._9.o
A-6
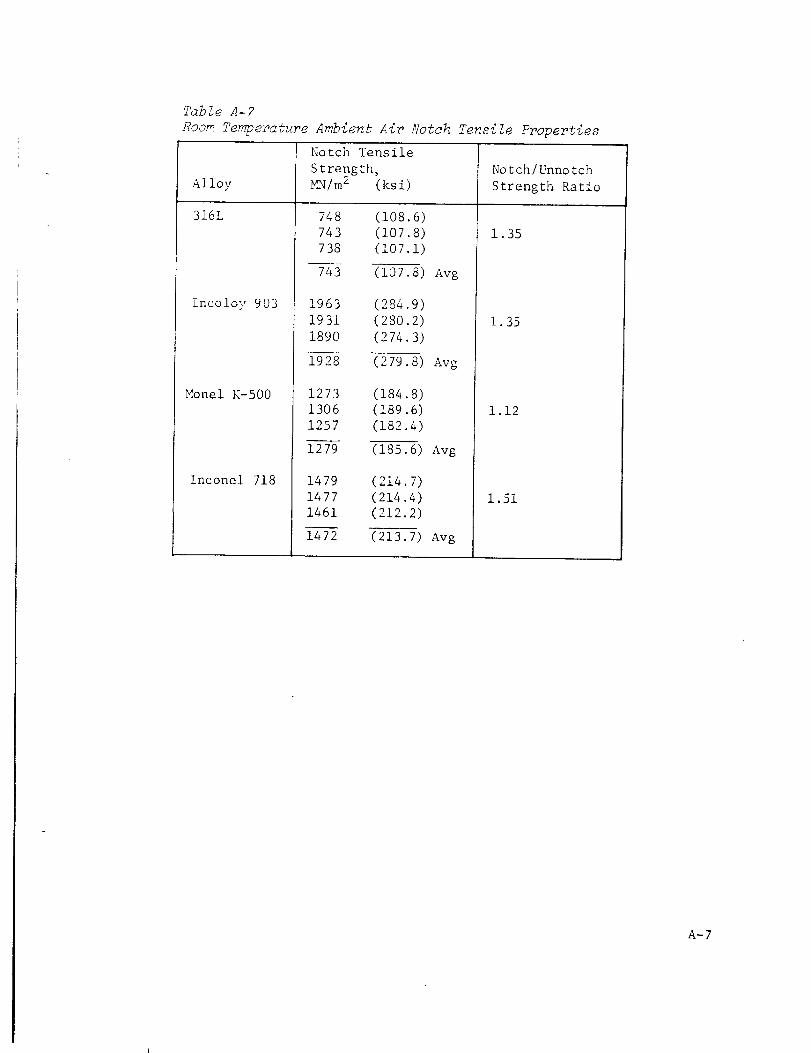
Table A-7
Room Temperature Ambient Air Notch Tensile Properties
Alloy
316L
Inco loy 903
Monel K-500
Inconel 718
Notch Tensile
Strength,_/m L (ksi)
748 (108.6)
743 (107.8)
738 (107.1)
743 (107.8) Avg
1963 (284.9)
1931 (280.2)
1890 (274.3)
1928 (279.8) Avg
1273 (184.8)
1306 (189.6)
1257 (182.4)
1279 (185.6) Avg
1479 (214.7)
1477 (214.4)
1461 (212.2)
1472 (213.7) Avg
Notch/Unnotch
Strength Ratio
1.35
!.35
1.12
1.51
A-7
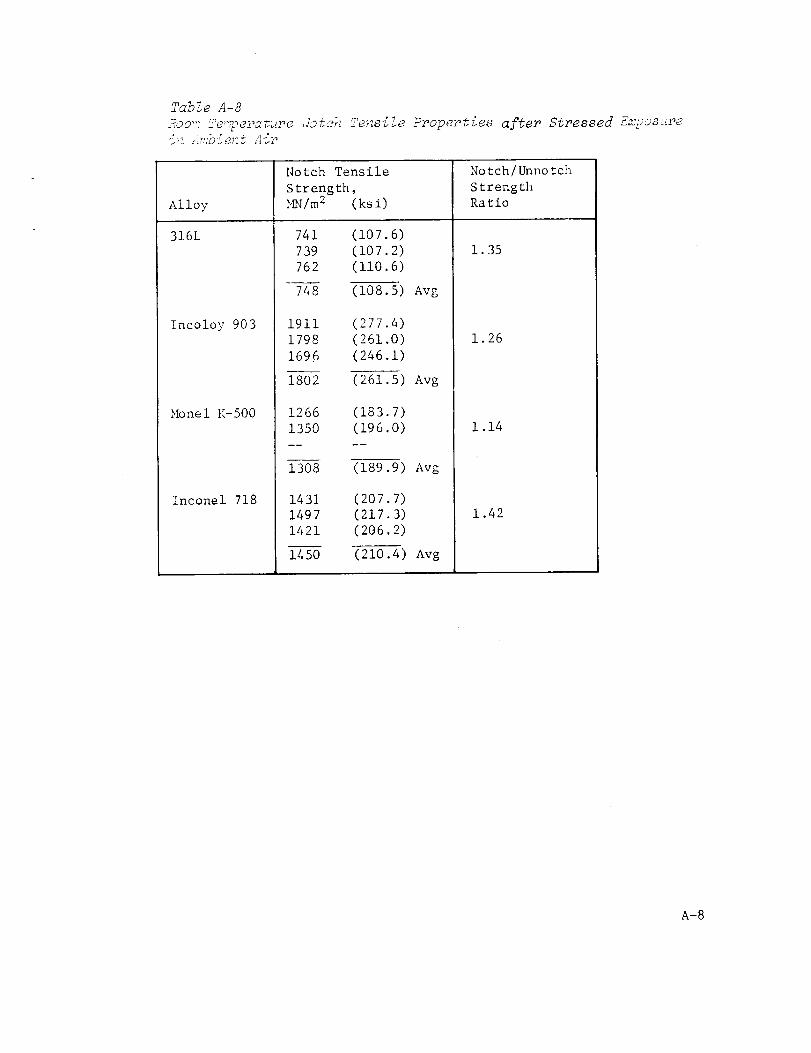
Table A-8
?00,'7 f_eT_._era t__.raia _bie;_t Air
.7otch Tensile Properties after Stressed Expos _re
Alloy
316L
Incoloy 903
_nel K-500
Inconel 718
Notch Tensile
Strength,
MN/m 2 (ksi)
741 (107.6)
739 (107.2)
762 (110.6)
748 (108.5)
1911 (277.4)
1798 (261.0)
1696 (246.1)
1802 (261.5)
1266 (183.7)
1350 (196.0)
1308 (189.9)
1431 (207.7)
1497 (217.3)
1421 (206.2)
1450 (210.4)
Avg
Avg
Avg
Avg
No tch /Unno tch
S treng th
Rat io
1.35
1.26
1.14
1.42
A-8
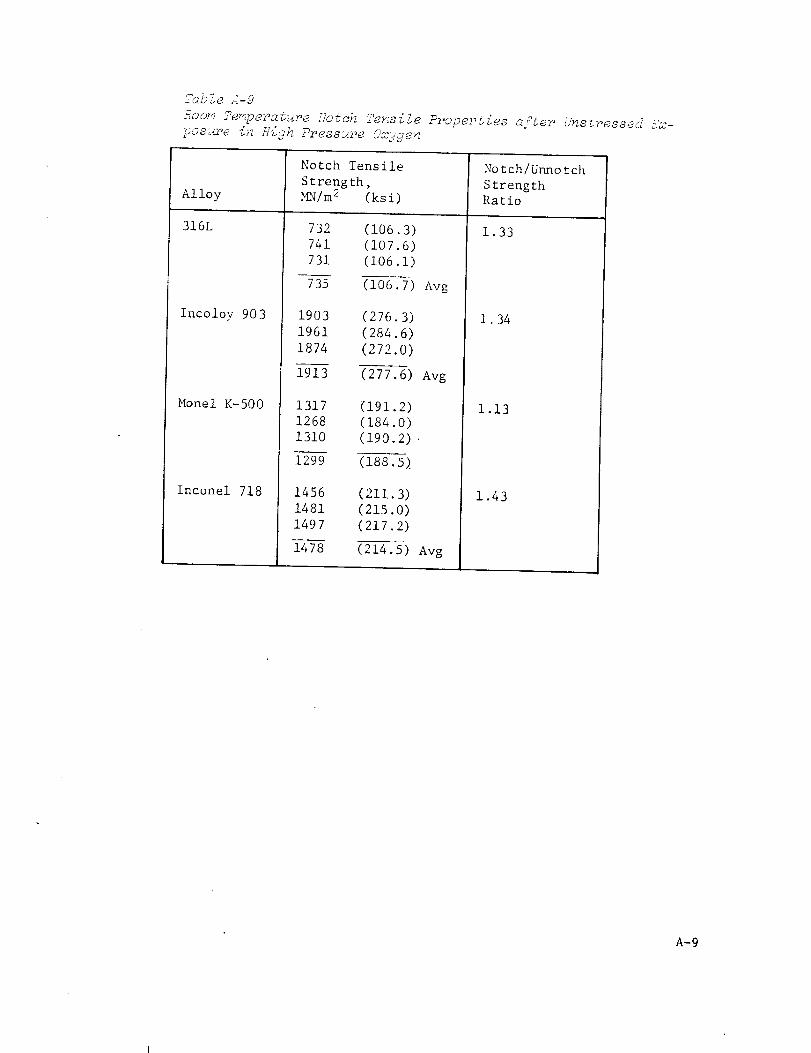
?able A-9
empe_ a_r_ 72otch _ _
pos_e in High Press.:re Oa_'yTen
ProperVies aften Unsvressed St'_-
Alloy
316L
Incoloy 903
Monel K-500
Inconel 718
Notch Tensile
Strength,
_/m 2 (ksi)
732 (i06.3)741 (107.6)
731 (106.1)
735 (106.7) Avg
1903 (276.3)
1961 (284.6)1874 (272.0)
1913 (277.6) Avg
1317 (191.2)
1268 (184.0)
1310 (190.2)
1299 (188.5]
1456 (211.3)
1481 (215.0)
1497 (217.2)
1478 (214.5) Avg
Notch/Unnotch
Strength
Ratio
1.33
1 . 34
1.13
1.43
A-9
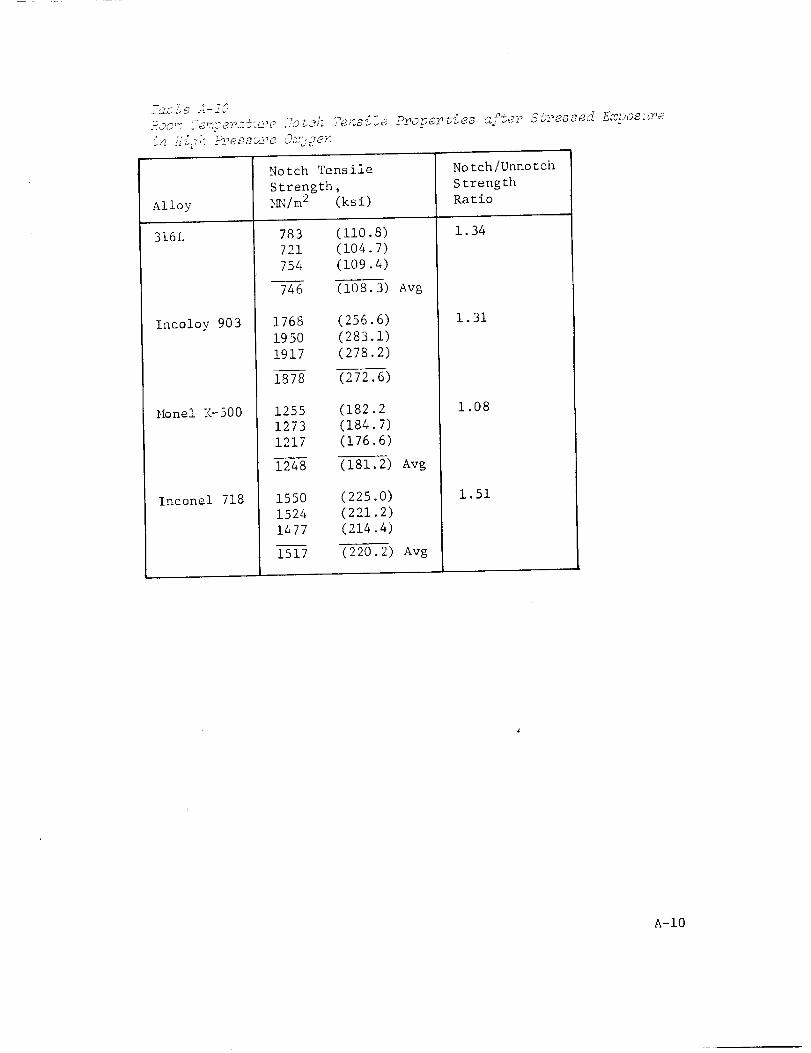
-ai;_e A-iO
.o _u,_ :e,_o_&_ Properties
0_2 £ e,:
afret Stressed Expos;me
Alloy
316L
Incoloy 903
}bnel K-500
Inconel 718
Notch Tensile
Strength,
_/m 2 (ksi)
783 (110.8)
721 (104.7)
754 (109.4)
746 (108.3)
1768 (256.6)
1950 (283.1)
1917 (278.2)
1878 (272.6)
1255 (182.2
1273 (184.7)
1217 (176.6)
1248 (181.2)
1550 (225.0)
1524 (221.2)
1477 (214.4)
1517 (220.2)
Avg
Avg
Avg
Notch/Unnotch
Strength
Ratio
1.34
1.31
1.08
1.51
A-10
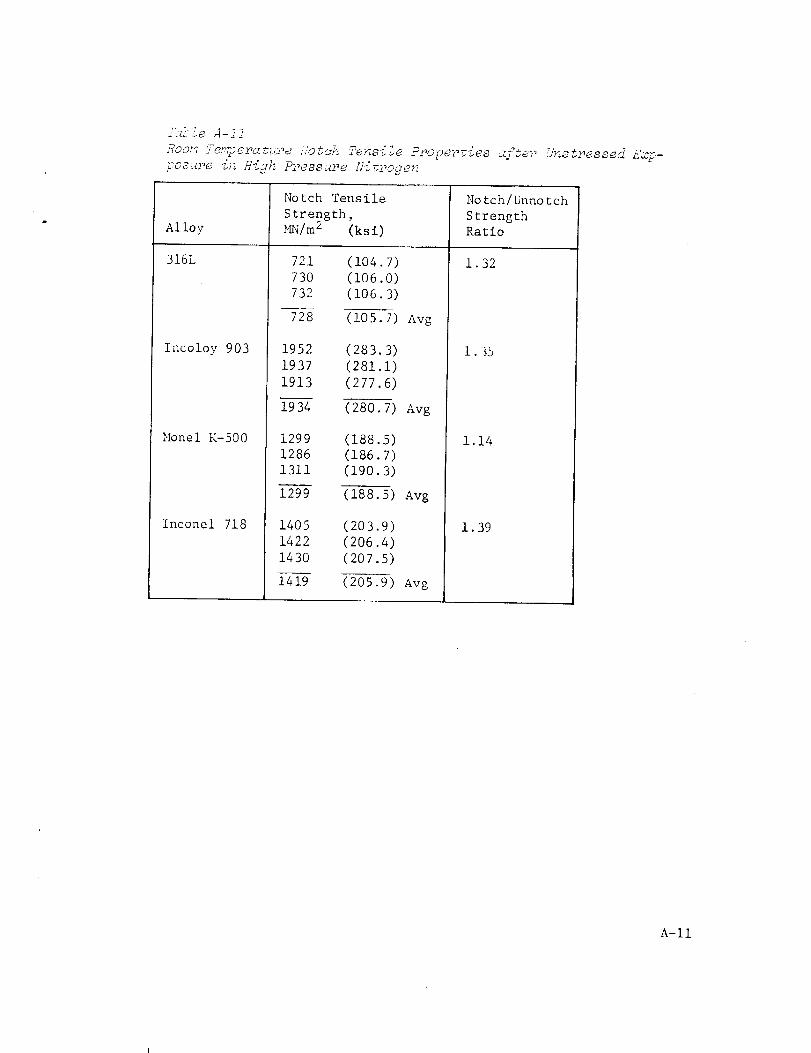
Ta_ie A-i7
Room _Te_erat_a_e f/otch Tensile Properties
pos_re in High Pressure fJitroQen
_aiVer Unsvressed Ex_-
Alloy
316L
Incoloy 903
Monel K-500
Inconel 718
Notch Tensile
Strength,
_flq/m2 (ksi)
721 (104.7)
730 (i06.0)
732 (106.3)
728 (105.7)
1952 (283.3)
1937 (281.1)
1913 (277.6)
1934 (280.7)
1299 (188.5)
1286 (186.7)
1311 (190.3)
1299 (188.5)
1405 (203.9)
1422 (206.4)
1430 (207.5)
Avg
Avg
Avg
1419 (205.9) Avg
Notch/Unnotch
Strength
Ratio
1.32
i. _5
1.14
1.39
A-II
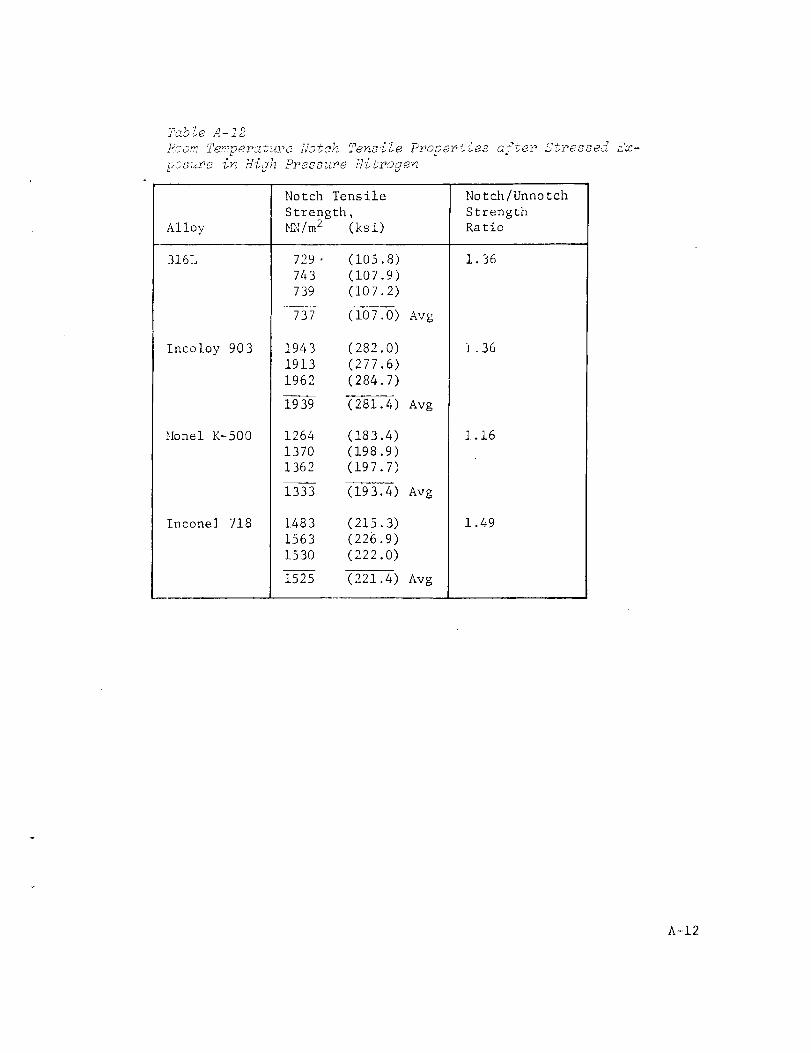
r_ i ?_,,a_e A-12
ae_'_,_er_2 e ;Jot_h Tensile Properties alve ;_ Stresse,_ Ex-
posture in High Prass_a_e Witrogen
Alloy
316L
Incoloy 903
Monel K-500
Inconel 718
Notch Tensile
Strength,
_q/m 2 (ksi)
729 '
743
739
737
(105.8)(107.9)(107.2)
(107.0) Avg
1943
1913
1962
1939
(282.0)(277.6)(284.7)
(281.4) Avg
1264
1370
1362
1333
(183.4)
(198.9)
(197.7)
(193.4) Avg
1483
1563
1530
1525
(215.3)(226.9)
(222.0)
(221.4) Avg
Notch/Unnotch
StrengthRatio
1.36
] .36
] .16
i .49
A-12




![Aesthetics & Ergonomics Design Of Hyperbaric Oxygen ... & Ergonomics Design Of Hyperbaric Oxygen ... Pressure Vessel Design Manual –By Dennis R Moss. [4]. Pressure Vessel and piping](https://img.pdfslide.us/doc/110x75/5aa115077f8b9a89178ee71e/aesthetics-ergonomics-design-of-hyperbaric-oxygen-ergonomics-design-of-hyperbaric.jpg)
























