Embed Size (px)
Citation preview

Effect of different softeners and sanforisingtreatment on pilling performance ofpolyester ⁄viscose blended fabrics
Tanveer Hussain,a,* Sohail Ahmedb and Abdul Qayumb
aDepartment of Textile Chemistry, National Textile University, Sheikhupura Road,Faisalabad 37610, PakistanEmail: [email protected]
bResearch & Development Division, Al-Rehmat Textile Mills, 4-Km Khurrianwala-
Jaranwala Road, Faisalabad 40410, Pakistan
Received: 2 July 2008; Accepted: 2 October 2008
An 80:20 polyester ⁄ viscose blended woven fabric was subjected to different softening and sanforisingtreatments. The effect of different softeners and sanforising treatments on the pilling propensity of thefabric was investigated. It was found that, while some types of softeners had no effect on pilling, theothers may result in extreme deterioration of the pilling performance of polyester ⁄ viscose blendedfabrics. It was further found that, in all cases, sanforising after softening adversely affects the fabricpilling performance.
IntroductionPilling is defined as the entangling of fibres on a fabric
surface during wearing, washing, dry-cleaning or testing
to form fibre balls or pills that stand on the surface of the
fabric and are of such density that light will not pass
through them and they cast a shadow [1]. Pilling is a
dynamic process comprising two phenomena: (i) fuzzing,
i.e. the protruding of fibres from the fabric surface, and
(ii) pill formation, i.e. the persistence of formed neps at
the same surface [2].
Pilling of fabrics has always been a great concern as it
spoils fabric surface appearance, initiates fabric attrition
and diminishes its serviceability. The problem of pilling
became even more serious with the emergence of
synthetic fibres such as polyester, especially if these
fibres are present in the form of a blend with some fibre
of lower tensile strength. Gintis and Mead have ranked
different synthetic fibres according to their pilling
tendency [3]. Sivakumar and Pillay found that, as the
polyester fibre content in a polyester ⁄ cotton fabric
increases, the pilling gets worse [4].
The type of fibre used in a fabric is not the only factor
which governs the pilling tendency of a fabric. Pilling
performance of a fabric also depends on the type of yarn
used in the fabric [5]. Alston [6] has reported that pilling
tendency of polyester ⁄ cotton blended rotor yarns is
higher compared with air-jet spun yarns. Candan et al.
has reported that a fabric knitted with cotton ring-spun
yarns tends to pill more than fabric with OE rotor-spun
yarns[7].
The fabric type also has an important bearing on its
pilling performance. A knitted fabric tends to produce more
pills compared with a woven fabric because of its loose
structure, which allows easier fibre migration [8]. A tighter
woven fabric structure with a greater number of ends per
inch and picks per inch has a lower pilling tendency than a
loosely woven fabric [9]. The type of weave is also an
important factor for determining the pilling tendency of
woven fabrics. It has been found that twill weaves tend to
pill more compared with plain weaves [4].
Textile dry- and wet-processing are also known to have
a great influence on the fabric pilling performance. Abdel-
Fattah and El-Khatib have reported an improvement in
fabric pilling performance as a result of singeing and
heat-setting treatments [10]. Cooke reported that the
pilling tendency of fabrics increases as a result of
washing, as that creates a hairy surface on the fabrics
[11]. This study was undertaken to investigate the effect
of different types of softeners and sanforising treatments
on the pilling tendency of polyester and viscose blended
fabric, which, nowadays, is a widely used blend because
of its cost-efficiency and suitable end-use properties.
Softening is one of the most common types of finish
applied to the fabrics. The technical literature of the
softeners provided by their manufacturers usually does
not contain information on the effect of the softener’s
chemistry on the fabric pilling performance. It is hoped
that the results of this study will help the practical
finishers in better selection of suitable softener chemistry,
particularly in cases when the pilling performance of the
fabric is of critical importance.
ExperimentalMaterials
The fabric used in this study was 80:20 polyester ⁄ viscose
twill, with warp and weft yarns of 18 s count, 88 ends
per inch and 74 picks per inch.
The disperse dyes used in this study were Dianix
Yellow Brown S2R, Dianix Turquoish SBG and Dianix
Blue SE2R, obtained from DyStar (Pakistan), used in the
dyeing recipe for dyeing the polyester component. The
reactive dyers Remazol Blue R and Remazol Yellow 3RS
were also obtained from DyStar and used according to the
dyeing recipe for dyeing the viscose component. The
softeners used were: Softicil NIS (ICI, Pakistan), based on
a blend of nonionic surfactants and fatty acid esters [12];
doi: 10.1111/j.1478-4408.2008.00166.x
ª 2008 The Authors. Journal compilation ª 2008 Society of Dyers and Colourists, Color. Technol., 124, 375–378 375

Softicone SMI (ICI), based on nonionic organo-modified
silicone microemulsion; Eccosoft PE-30 (ICI), based on
nonionic polyethylene emulsion; Softicione NWS (ICI),
based on a blend of nonionic water-dispersible esters;
Eccosoft 2010 (ICI), based on a compounded cationic
fatty amide; and Softicone SME (ICI), based on nonionic
amino functional polysiloxane.
The following chemicals were also used in this study:
Alkalayse HT 100 (Alka Chemicals, Pakistan), an
enzymatic desizer used for desizing [13]; Resolite ERT
(Shafi Resochem, Pakistan), a wetting agent to improve
pick-up for desizing; acetic acid, used to maintain the pH
of the desizing bath; common salt, used in the chemical
padder to prevent dye bleeding; soda ash, used in the
chemical padder for fixation of the reactive dye; and
caustic soda (48�Be), used in the chemical padder for
fixation of the reactive dye.
Machinery and equipment
The following items of equipment were used: the singeing–
desizing range from Osthoff-Senge (Germany); the
continuous bleaching range and the pad thermosol and
pad steam range from Morrison (USA); the stenter and
sanforising machines from Monforts (Germany); the
Martindale pilling tester; and the SF650 spectrophotometer
from Datacolor International (USA).
Pretreatment and dyeing
The fabric was singed on both sides using the Osthoff-
Senge singeing machine. The singeing position was set
onto free guided fabric, with four burners on and a fabric
speed of 80 m ⁄ min. The fabric was then desized by an
industrial pad–batch method using 5 g ⁄ l Alkalayse HT
100 and 3 g ⁄ l Resolite ERT. The fabric was padded at
80 �C and pH 5–6 (maintained by acetic acid) with 65%
pick-up. After 8 h of batching time, the fabric was
washed hot on a jigger at 95 �C for 25 min and rinsed at
an ambient temperature for 5 min.
After the processes of singeing–desizing and washing,
the fabric was heat-set at 200 �C and then mercerised
cold on a chain-type merceriser using the 24�Be caustic
soda solution. The mercerised fabric was then dyed by
industrial one-bath ‘pad–dry-thermosol-chemical pad–
steam’ process. The disperse and reactive dyes were used
following the manufacturer’s recommendations.
Finishing
After dyeing, the fabric samples were treated with
different softeners in different combinations, as given in
Table 1. All the softening treatments were carried out on
a Monforts stenter, where the fabrics were dried at 120 �Cfor 100 s after padding the softeners at the given
concentrations. Three fabrics were subjected to the
sanforising treatment after the softening treatment so as
to evaluate its effect on the pilling performance of the
fabric. The sanforising machine was set at a fabric speed
of 25 m ⁄ min, sleeve pressure 5 psi, with fabric shrinkage
of 6%.
Testing
After the pretreatment, dyeing and finishing, all the fabric
samples were tested for piling performance according to
the ISO-12945-2 testing method and the pilling
performance was evaluated every 1000 cycles up to
8000 cycles. The fabrics were also tested
spectrophotometrically for shade change. Furthermore,
the fabrics were subjectively assessed by a panel of
assessors for their comparative softness on a scale of 1–5,
with 1 being the least soft and 5 being the softest. This
subjective assessment method was employed because it is
by far the most commonly used method for hand
evaluation in the industry and objective systems such as
the Kawabata evaluation system are seldom available in
most of the textile industrial units.
Results and DiscussionEffect of different softeners on pilling performance
The results of the pilling ratings, shade change and the
average values of softness ratings are given in Table 1.
As can be seen, Softicil NIS alone did not result in any
deterioration of pilling rating. Softicone SMI alone did
affect the pilling quite considerably; however, when used
in combination with Softicil NIS (trial no. 9), there was a
slight improvement with pilling after 1000 cycles.
Eccosoft PE-30, when used alone and when used in
combination with Softicone NWS, did not cause any
deterioration in pilling rating. Softicone NWS, when used
alone at 40 g ⁄ l, did not adversely affect the pilling.
However, when its concentration was increased to 50 g ⁄ l,a slight decrease in pilling rating (from 4–5 to 4) was
noticed. Eccosoft 2010 at 30 g ⁄ l, resulted in a decrease in
pilling rating from 4–5 to 3–4. However, when used at
20 g ⁄ l in combination with Softicone NWS at 40 g ⁄ l,there was no deterioration in the pilling performance of
the fabric. Softicone SME alone resulted in a decrease in
pilling rating from good to very poor. However, the
decrease was not as rapid as in the case of Softicone
SMI.
Overall Softicone SMI (nonionic organo-modified
silicone microemulsion) and Softicone SMI (amino
functional polysiloxane) resulted in the greatest decrease
in pilling performance. This may be attributed to the
ability of these softeners to reduce fibre-to-fibre friction
by increased individual fibre lubrication, thus facilitating
the fibres coming out of the main body of the fabric to
form pills. Polyester fibres, which have one of their ends
fixed in the fabric body and the other projecting
outwards, act as anchor fibres to keep a hold on the
comparatively weaker viscose fibres that break or come
out of the fabric body as a result of abrasion.
Softeners based on a blend of nonionic surfactants and
fatty acid esters, nonionic water-dispersible esters,
polyethylene emulsion and cationic fatty amides did not
cause much deterioration in pilling performance. This
may be because these softeners, in addition to reducing
the surface friction of the fabric, also improve the fabric
abrasion resistance.
Different softeners resulted in different degrees of
change in the shade of the dyed fabric, which was higher
in Softicone NWS and Eccosoft 2010. In terms of softness
rating, Softicone SMI, Softicone NWS and Softicone SME
were found to perform better compared with the other
types of softeners.
Hussain et al. Effect of different softeners and sanforising treatment on fabric pilling performance
376 ª 2008 The Authors. Journal compilation ª 2008 Society of Dyers and Colourists, Color. Technol., 124, 375–378
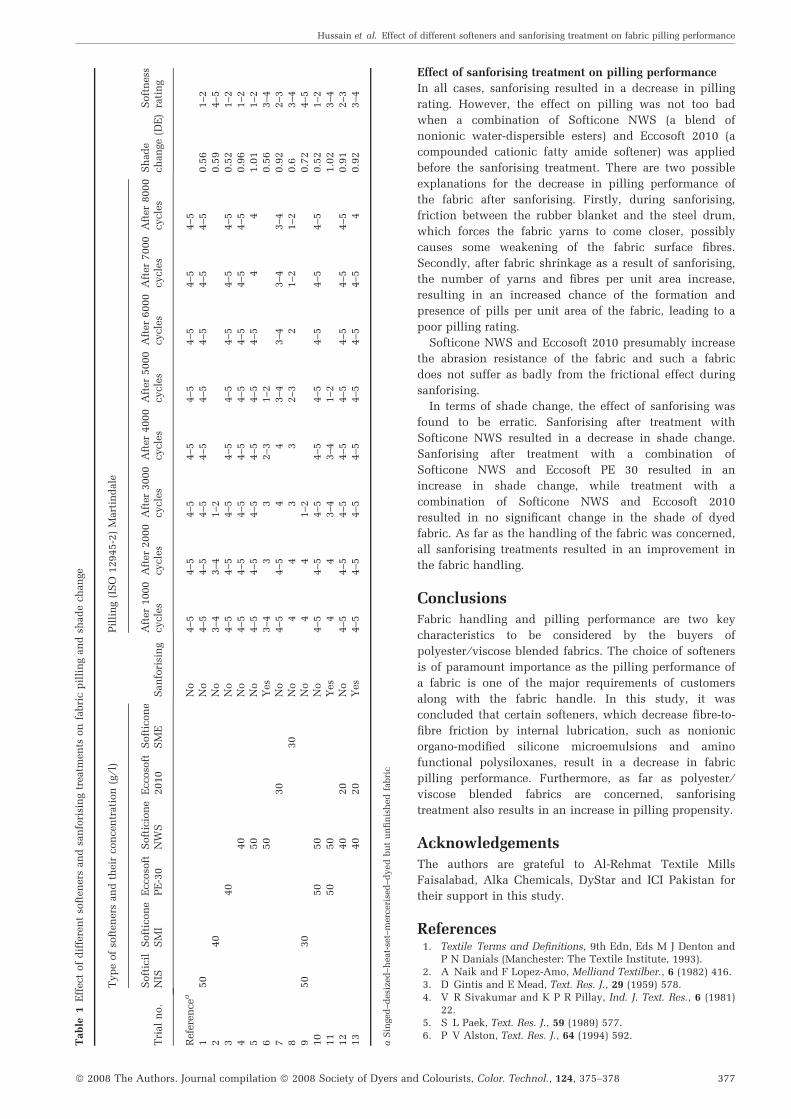
Effect of sanforising treatment on pilling performance
In all cases, sanforising resulted in a decrease in pilling
rating. However, the effect on pilling was not too bad
when a combination of Softicone NWS (a blend of
nonionic water-dispersible esters) and Eccosoft 2010 (a
compounded cationic fatty amide softener) was applied
before the sanforising treatment. There are two possible
explanations for the decrease in pilling performance of
the fabric after sanforising. Firstly, during sanforising,
friction between the rubber blanket and the steel drum,
which forces the fabric yarns to come closer, possibly
causes some weakening of the fabric surface fibres.
Secondly, after fabric shrinkage as a result of sanforising,
the number of yarns and fibres per unit area increase,
resulting in an increased chance of the formation and
presence of pills per unit area of the fabric, leading to a
poor pilling rating.
Softicone NWS and Eccosoft 2010 presumably increase
the abrasion resistance of the fabric and such a fabric
does not suffer as badly from the frictional effect during
sanforising.
In terms of shade change, the effect of sanforising was
found to be erratic. Sanforising after treatment with
Softicone NWS resulted in a decrease in shade change.
Sanforising after treatment with a combination of
Softicone NWS and Eccosoft PE 30 resulted in an
increase in shade change, while treatment with a
combination of Softicone NWS and Eccosoft 2010
resulted in no significant change in the shade of dyed
fabric. As far as the handling of the fabric was concerned,
all sanforising treatments resulted in an improvement in
the fabric handling.
ConclusionsFabric handling and pilling performance are two key
characteristics to be considered by the buyers of
polyester ⁄ viscose blended fabrics. The choice of softeners
is of paramount importance as the pilling performance of
a fabric is one of the major requirements of customers
along with the fabric handle. In this study, it was
concluded that certain softeners, which decrease fibre-to-
fibre friction by internal lubrication, such as nonionic
organo-modified silicone microemulsions and amino
functional polysiloxanes, result in a decrease in fabric
pilling performance. Furthermore, as far as polyester ⁄viscose blended fabrics are concerned, sanforising
treatment also results in an increase in pilling propensity.
AcknowledgementsThe authors are grateful to Al-Rehmat Textile Mills
Faisalabad, Alka Chemicals, DyStar and ICI Pakistan for
their support in this study.
References1. Textile Terms and Definitions, 9th Edn, Eds M J Denton and
P N Danials (Manchester: The Textile Institute, 1993).2. A Naik and F Lopez-Amo, Melliand Textilber., 6 (1982) 416.3. D Gintis and E Mead, Text. Res. J., 29 (1959) 578.4. V R Sivakumar and K P R Pillay, Ind. J. Text. Res., 6 (1981)
22.5. S L Paek, Text. Res. J., 59 (1989) 577.6. P V Alston, Text. Res. J., 64 (1994) 592.
Ta
ble
1E
ffec
to
fd
iffe
ren
tso
ften
ers
an
dsa
nfo
risi
ng
trea
tmen
tso
nfa
bri
cp
illi
ng
an
dsh
ad
ech
ange
Tri
al
no
.
Ty
pe
of
soft
ener
san
dth
eir
con
cen
trati
on
(g⁄l
)
San
fori
sin
g
Pil
lin
g(I
SO
12
94
5-2
)M
art
ind
ale
Sh
ade
chan
ge(D
E)
So
ftn
ess
rati
ng
So
ftic
ilN
ISS
oft
ico
ne
SM
IE
cco
soft
PE
-30
So
ftic
ion
eN
WS
Ecc
oso
ft2
01
0S
oft
ico
ne
SM
EA
fter
10
00
cycl
esA
fter
20
00
cycl
esA
fter
30
00
cycl
esA
fter
40
00
cycl
esA
fter
50
00
cycl
esA
fter
60
00
cycl
esA
fter
70
00
cycl
esA
fter
80
00
cycl
es
Ref
eren
cea
No
4–5
4–5
4–5
4–5
4–5
4–5
4–5
4–5
15
0N
o4
–5
4–5
4–5
4–5
4–5
4–5
4–5
4–5
0.5
61
–2
24
0N
o3
–4
3–4
1–2
0.5
94
–5
34
0N
o4
–5
4–5
4–5
4–5
4–5
4–5
4–5
4–5
0.5
21
–2
44
0N
o4
–5
4–5
4–5
4–5
4–5
4–5
4–5
4–5
0.9
61
–2
55
0N
o4
–5
4–5
4–5
4–5
4–5
4–5
44
1.0
11
–2
65
0Y
es3
–4
33
2–3
1–2
0.5
63
–4
73
0N
o4
–5
4–5
44
3–4
3–4
3–4
3–4
0.9
22
–3
83
0N
o4
43
32
–3
21
–2
1–2
0.6
3–4
95
03
0N
o4
41
–2
0.7
24
–5
10
50
50
No
4–5
4–5
4–5
4–5
4–5
4–5
4–5
4–5
0.5
21
–2
11
50
50
Yes
44
3–4
3–4
1–2
1.0
23
–4
12
40
20
No
4–5
4–5
4–5
4–5
4–5
4–5
4–5
4–5
0.9
12
–3
13
40
20
Yes
4–5
4–5
4–5
4–5
4–5
4–5
4–5
40
.92
3–4
aS
inge
d–d
esiz
ed–h
eat-
set–
mer
ceri
sed
–d
yed
bu
tu
nfi
nis
hed
fab
ric
Hussain et al. Effect of different softeners and sanforising treatment on fabric pilling performance
ª 2008 The Authors. Journal compilation ª 2008 Society of Dyers and Colourists, Color. Technol., 124, 375–378 377
7. C Candan, U B Nergis and Y Iridag, Text. Res. J., 70 (2000)177.
8. J O Ukponmwan, A Mukhopadhyay and K N Chatterjee,Text. Prog., 28 (1998) 40.
9. Anonymous, Wool Sci. Rev., 43 (1972) 26.10. S H Abdel-Fattah and E M El-Khatib, J. Appl. Sci. Res., 3
(2007) 1206.
11. W D Cooke, J. Text. Inst. 74, (1983) 101.12. Textile Auxiliaries Product Literature (ICI Chemical,
Pakistan, 2007).13. Textile Auxiliaries Product Literature (Alka Chemicals,
Pakistan, 2008).
Hussain et al. Effect of different softeners and sanforising treatment on fabric pilling performance
378 ª 2008 The Authors. Journal compilation ª 2008 Society of Dyers and Colourists, Color. Technol., 124, 375–378