Upload
joseellargo
View
71
Download
4
Embed Size (px)
Citation preview
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 2 of 25
TABLE OF CONTENTS
TABLE OF CONTENTS
1. GENERAL ..................................................................................................................................................4 1.1. Scope .........................................................................................................................................................4 1.2. Measurement units .....................................................................................................................................4
2. GENERAL DESIGN CONSIDERATIONS ....................................................................................................4 2.1. Design loads...............................................................................................................................................4 2.2. Allowable stresses ......................................................................................................................................5 2.3. Minimum thicknesses..................................................................................................................................5 2.4. Corrosion allowance ...................................................................................................................................5 2.5. Supporting ..................................................................................................................................................5 2.6. Connections and manholes.........................................................................................................................6 2.7. Fittings........................................................................................................................................................6 2.8. Pressure safety valves ................................................................................................................................7 2.9. Fire protection system.................................................................................................................................7 2.10. Stairs and platforms ....................................................................................................................................8 2.11. Earthing Clips .............................................................................................................................................8
3. MATERIALS ...............................................................................................................................................8 3.1. General.......................................................................................................................................................8 3.2. Plate material..............................................................................................................................................9 3.3. Forged material for flanges .........................................................................................................................10 3.4. Pipe material and nozzle fittings..................................................................................................................10 3.5. Gaskets and bolts materials ........................................................................................................................10 3.6. Supporting leg materials .............................................................................................................................11
4. FABRICATION............................................................................................................................................11 4.1. General.......................................................................................................................................................11 4.2. Specific welding requirements.....................................................................................................................11 4.3. Welding procedure......................................................................................................................................12 4.4. Production test coupons..............................................................................................................................12 4.5. Heat treatment ............................................................................................................................................12 4.6. Tolerances..................................................................................................................................................13
5. INSPECTION AND TESTS .........................................................................................................................13 5.1. General.......................................................................................................................................................13 5.2. Radiography ...............................................................................................................................................13 5.3. Ultrasonic test .............................................................................................................................................14 5.4. Penetrant liquids and/or magnetic particle test ............................................................................................14 5.5. Hardness test .............................................................................................................................................14 5.6. Hydraulic Tests ...........................................................................................................................................15
6. PAINTING, FIRE PROOFING, INSULATION AND CALIBRATION ..............................................................15 6.1. Painting ......................................................................................................................................................15 6.2. Fire proofing ...............................................................................................................................................15 6.3. Insulation ....................................................................................................................................................15 6.4. Calibration ..................................................................................................................................................16
7. OIL-HYDRAULIC SYSTEM.........................................................................................................................16 7.1. Object .........................................................................................................................................................16
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 3 of 25
7.2. Design ........................................................................................................................................................16 7.3. Scope of supply ..........................................................................................................................................16 7.4. Description of the main equipment ..............................................................................................................16 7.5. Instrumentation ...........................................................................................................................................17 7.6. Manual valves.............................................................................................................................................17 7.7. Materials .....................................................................................................................................................17 7.8. Inspection and testing .................................................................................................................................18
8. INSTRUMENTATION..................................................................................................................................18 8.1. Level supervision system ............................................................................................................................18 8.2. Level switch ................................................................................................................................................18 8.3. Level indicator ............................................................................................................................................18 8.4. Pressure system .........................................................................................................................................19 8.5. Temperature system ...................................................................................................................................19
9. NAMEPLATE ..............................................................................................................................................20
10. DOCUMENTATION TO BE SUBMITTED BY THE MANUFACTURER ........................................................20 10.1. Design documents ......................................................................................................................................20 10.2. Fabrication documents................................................................................................................................20 10.3. Approval of documents ...............................................................................................................................21
11. REFERENCE DOCUMENTATION ..............................................................................................................21 11.1. REPSOL YPF Specifications.......................................................................................................................21 11.2. Codes and Standards .................................................................................................................................22 11.3. REPSOL YPF Standards ............................................................................................................................23 11.4. Data Sheets................................................................................................................................................23
12. INDEX OF FIGURES OF THIS SPECIFICATION........................................................................................23
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 4 of 25
1 GENERAL e go back to index
1. GENERAL
1.1. Scope
1.1.1. This specification covers the minimum requirements for design, fabrication, inspection, testing and material specifications for REPSOL YPF storage spheres.
1.1.2. In general, the spheres shall be designed according to Code ASME sect. VIII div. 2.
1.1.3. This Specification, together with the storage spheres data sheet, is an integral part of the Material Requisition. In case of any discrepancy between the documents included in the mentioned Requisition, the following order of priority will prevail:
Applicable legislation (only if more restrictive criteria are not established in the data sheet, Requisition or in this Specification)
Data sheets and/or sphere drawings Material Requisition This Design Specification.
1.1.4. Both the spheres object of this Specification as the other components referred to in it, shall also comply with the applicable design requirements imposed by the different official regulations existing at the place of installation.
In particular, in Spain, they shall comply with European Community Directive 97/23/CE transcribed to Spanish legislation according to R.D. 769/1999 and the requirements of ED-C-01.01-I (Addendum for equipment to be installed in Europe), when the design pressure exceeds 0.5 kg/cm2. Additionally, it shall also comply with the requirements of the Regulations for Petroleum Installations (Reglamento de Instalaciones Petrolferas) and its Complementary Technical Instructions and/or the Regulation for Chemical Product Storage (Reglamento de Almacenamiento de Productos Qumicos) and its Complementary Technical Instructions .
1.1.5. Exceptions, deviations or additions that involve any change in these documents shall be accepted in writing by REPSOL YPF.
1.1.6. Compliance with the rules and recommendations set forth in this Specification does not exempt the sphere manufacturer, either partially of totally, from his respective responsibilities and warranties or from any other contractual obligations.
1.1.7. This document is part of the latest issue of the REPSOL YPF Design Technical Specifications and also refers to the latest issue of the Standards and Codes that are mentioned and/or applicable, as well as to what is stated in the Basic Design Data (BDD) document , which includes the particular aspects of each project.
1.2. Measurement units
The International Metric System (IS) shall be used for units of measurement, although inches for pipe diameter and pounds for ratings may be used. Also, pressures in Kg/cm2 will be allowed.
2. GENERAL DESIGN CONSIDERATIONS
2.1. Design loads
2.1.1. Spheres subject to internal pressure shall be designed generally at a pressure equal to the maximum expected operating pressure, both in normal and abnormal conditions, increased at least by the largest value of the following two:
a) 10% of such pressure.
b) 1.75 kg/cm2
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 5 of 25
2 GENERAL DESIGN CONSIDERATIONS e go back to index
If the design pressure so calculated is lower than 3.5 kg/ cm2 g., this last value shall be adopted as design pressure.
2.1.2. Spheres subject to pressure shall be designed at a maximum temperature equal to the highest expected temperature under normal and abnormal conditions, increased at least by 15 C, but in no case less than 80C, and at a minimum metal temperature equal to that required by Code ASME sect. VIII Div 2, part AD.
2.1.3. The additional thickness added as corrosion allowance shall not be considered in the stability calculations under the following conditions:
In operation Periodic hydraulic tests
Corrosion allowance shall be considered only in the stability calculations under hydraulic test of new equipment.
2.1.4. The Manufacturer shall deliver complete justifiable calculations, including the vacuum calculations that the sphere is capable of resisting and stating in the sphere drawing the vacuum resistant value.
2.1.5. The sphere stability and its supporting shall be calculated under the following conditions:
a) Erection: complete sphere with platforms, stairs, connected pipes, all welded internals, insulation, with total wind load at atmospheric pressure and ambient temperature. Removable internals shall not be considered.
b) Operation: complete sphere with platforms, stairs, connected pipes, insulation with all internal parts, with liquid at operating level, with (internal or vacuum) pressure at design temperature and subject to the complete wind or seismic design loads (whichever is higher of both).
c) Shutdown: same as in operating conditions, but without pressure and without liquid level in the sphere, and at design temperature.
d) Hydraulic test of new equipment and periodic tests: sphere full of water including all accessories, at test pressure and ambient temperature.
2.2. Allowable stresses
2.2.1. Allowable stresses shall be those specified in the applicable Code.
2.2.2. The decrease of mechanical characteristics shall be considered for those plates that are to receive stress relief heat treatment, so that their allowable stresses shall not be lower than those indicated in the Code.
The Manufacturer shall guarantee the allowable stresses specified for these plates in its calculations.
2.3. Minimum thicknesses
The Manufacturer shall consider rolling tolerances and possible reductions of thickness due to forming when requesting plate to its Supplier. The maximum permitted tolerance below nominal thickness is 0.0 mm.
2.4. Corrosion allowance
The corrosion allowance specified in the data sheet or in the drawing shall be added to all the sphere elements subject to pressure and in contact with the operating fluid, such as the internal shell, nozzles, manholes and covers.
Unless otherwise stated, corrosion allowance shall be 1.5 mm.
2.5. Supporting
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 6 of 25
2 GENERAL DESIGN CONSIDERATIONS e go back to index
2.5.1. Steel legs (tubular type supports) shall be considered for supporting the spheres, their number shall be between 4 (minimum) and 14 (maximum), and may be even or odd.
2.5.2. The joints of the supports to the shell shall not affect the plate joint welds of the shell.
2.5.3. The column section where the welds of the brace heel plates are shall be adequately reinforced.
2.6. Connections and manholes
2.6.1. Connections are only allowed on the upper and lower caps.
2.6.2. All connections and manholes shall be flanged. Dimensions and ratings shall comply with Standard ASME B16.5 for nominal diameters up to 24 and with Standard ASME B16.47 for diameters exceeding 24.
2.6.3. The minimum permitted size for shell connections shall be 2. All 2 connections shall be of the L.W.N. (Long Welding Neck) type.
2.6.4. Connections larger than 2 and manholes can be fabricated as (L.W.N.) self-reinforced integral forged flanges, or formed with seamless pipe neck, welded to a W.N. welding neck forged flange, being this seam subjected to a complete 100% X-ray inspection, except if they are larger than 12 and the following paragraph is applied.
2.6.5. Nozzle necks of 14 connections and larger and manholes can be fabricated in plate of the same quality as the shell, and the seams shall be completely checked (100%) with X-ray inspection.
2.6.6. In horizontal nozzles and manholes, as those that have an horizontal center line, drills for bolts shall be symmetrical regarding the vertical center line of the equipment, not being over it. In the vertical nozzles they shall be symmetrical regarding the N-S line marked on the drawing.
2.6.7. Manholes shall only be permitted in the upper cap. Exceptionally, and if specifically indicated in the Project (BDD, data sheets or drawings) another manhole shall be permitted in the lower cap. All manholes shall be provided with hinges complying with Standard REPSOL YPF PE-C-0100.06
2.6.8. All nozzles and manholes shall be reinforced according to the applicable code, for the most unfavorable of the following conditions:
Sphere subject to design conditions without considering the corrosion allowance. Sphere subject to hydraulic test without considering the corrosion allowance. Allowable stresses shall
not exceed 90% of the yield strength limit.
2.6.9. Flanges for coupling of oil-hydraulic valves and emergency drainage shall be of the reinforced type (PAD). Self-reinforced flanges shall also be accepted with the approval of REPSOL YPF.
2.6.10. The required reinforcement shall be integral with the shell plate. This means that the final thickness of the shell shall be that required by adding the requirement for pressure, plus the corrosion allowance, plus the required reinforcement, except if REPSOL YPF approves the installation of non integral reinforcements, in which case they shall have a 1/8 NPT drill for pneumatic testing of welds.
2.7. Fittings
2.7.1. Connections for sampling in each sphere shall be provided with two valves and the models of the Manufacturer shall be submitted to the approval of REPSOL YPF.
2.7.2. Spheres for storage of LPG (liquefied petroleum gas), in all cases, and the other spheres when so specified according to the applicable legislation of each country, shall be fitted with an excess flow bottom valve (with rapid oil-hydraulic actuation plug) of the following characteristics:
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 7 of 25
2 GENERAL DESIGN CONSIDERATIONS e go back to index
It shall be actuated by oil-hydraulic pressure circuit. If there is no oil pressure the valve shall remain closed. The valve shall close due to flow excess, when the difference of pressure between the interior and the
discharge is maximum, even if it has oil-hydraulic pressure.
The dimension of the nozzle shall be adapted to the dimension of the specified valve. 2.7.3. Check valves shall be installed in the product inlets.
2.8. Pressure safety valves
2.8.1. Pressure safety valves shall comply with Specification ED-J-18.00-I Pressure relief valves and rupture disk
2.8.2. If the sphere stores LPG, LPG vaporization shall be considered for the sizing of the pressure safety valve
2.8.3. Material for the pressure safety valve bodies shall be adequate for the minimum temperature they may have in service and during discharge.
2.8.4. Each sphere shall be provided with at least two pressure safety valves, mounted over a three-way valve, of two positions, full bore with transfer lever, constructed in such a manner that one of both pressure safety valves has its inlet always completely open, while the other one is closed.
Apart from the above-mentioned three-way valve, no other valve shall be installed between the pressure safety valve and the sphere.
The discharge of both pressure safety valves (when discharge is not to the atmosphere) shall converge to a manifold where the valves are interlocked with the three-way valve, so that the discharge is always open.
2.8.5. Each pressure safety valve shall be sized according to fire exposure requirements of Standard API-RP.520 and standards applicable at the place of installation, considering the one that gives the largest volume to be evacuated and considering in any case a 10% overpressure when calculating the size of the valve.
2.8.6. The discharge line of pressure safety valves shall be extended vertically at least 2 m above the upper part of the sphere when the discharge is done directly to the atmosphere. No drain holes shall be admitted in the discharge line with direct projection to the sphere. The use of plastic hoods is recommended in order to avoid the entrance of water.
2.9. Fire protection system
2.9.1. The fire protection system shall be supplied in strict compliance with design specifications ED-S-02.00 (Fire detection and protection systems) and ED-S-02.02 (Fire detection and protection systems. Addendum for storage areas).
2.9.2. The complete and final refrigeration system design shall be prepared by a Contractor competent in fire protection.
2.9.3. The proposed systems shall be guaranteed by a design submitted to the approval of REPSOL YPF.
2.9.4. The scope of the supply shall cover the design and, as built drawings, material procurement, prefabrication, galvanizing and painting of all pieces of the system, transportation, erection and testing.
2.9.5. The supports of the fire protection system shall not be welded to the sphere, but shall rest on it.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 8 of 25
3 MATERIALS e go back to index
2.10. Stairs and platforms
2.10.1. These shall be designed, fabricated and erected in compliance with REPSOL YPF Specification ED-M-01.00 Steel structures and with the applicable standards at the place of installation.
2.10.2. Apart from the external stairs, if there is no manhole in the lower part of the sphere, another internal one shall be installed, vertical and self-contained, from the manhole located in the upper cap to the bottom, in order to facilitate the internal inspection of the sphere. Likewise, the internal ladder shall have surrounding protection (safety cages) and landings provided with rails and toeboards.
2.11. Earthing Clips
The sphere shall have earth connection according to the standard drawing PE-P-0100.02 (page 24).
3. MATERIALS
3.1. General
3.1.1. Construction materials shall comply with ASME Section II Specifications and with the requirements of this specification. These materials shall comply with the Specification ED-B-02.00-I regarding the quality of the supplied materials.
3.1.2. The maximum content of carbon or equivalent carbon in carbon and micro alloys steels to be welded, shall in no case exceed the values indicated in Specification ED-B-05.00-I.
3.1.3. Any element not subject to pressure that is welded to another element subject to pressure shall be of the same quality as the latter one. For this purpose the killing and micro alloy conditions of carbon steels shall be understood as different to those of simple carbon steel.
3.1.4. C-Mo, C-Mn-Mo and Cr-Mo steels may not be used without prior written approval of REPSOL YPF.
3.1.5. Material requirements shall be those indicated by REPSOL YPF, but the Manufacturer must warn its suppliers of such conditions and of the heat treatments to be performed at the workshop.
3.1.6. The Manufacturer shall always guarantee that the materials of the completed sphere maintain the properties specified in the Standard that refers to these materials and in the code of design. It shall also take adequate steps to avoid the following risks:
a) Shear fracture during the hydrostatic test and/or in service.
b) Crack caused by Hydrogen in the heat treated zones.
c) Hardness exceeding those required in welds and in heat affected zones.
d) Laminar tearing
e) Existence of laminar defects in the plate or during lamination.
3.1.7. Thickness that appears in the Engineering drawings is to be understood as minimum, and therefore in the material procurement the tolerances of the supplier shall be considered, as well as decreases of thickness in some workshop processes, such as forming, so they shall be obtained with the adequate allowance.
3.1.8. The Manufacturer shall submit to REPSOL YPF and/or its Representative, with sufficient advance notice for allowing comments or approval, the Inspection Point Programs (IPP) where non standard materials are procured, such as plates or special forged pieces. Once the IPPs are approved by REPSOL YPF and/or its Representative, the Manufacturer shall convert them in contractual documents for its material procurement.
3.1.9. REPSOL YPF Inspectors and/or its Representatives have the authority to reject any material that has not been subjected to an inspection program according to the indications of previous paragraph, duly complied with and
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 9 of 25
3 MATERIALS e go back to index
approved by REPSOL YPF.
3.1.10. In order to prevent the risk of stress corrosion cracking in the spheres to be installed in refineries and other plants the materials shall comply with the requirements and limitations of Specification ED-B-04.00-I when guarantee cannot be given regarding the non-storage of these with contaminants capable of causing such corrosion.
3.2. Plate material
3.2.1. Carbon steel plates shall normally be ASME SA-516. In any case, if applying code ASME VIII Div. 2 it is necessary to perform impact tests, these shall be performed at minimum metal temperature and shall comply with the rest of additional requirements indicated in paragraph 3.2.2.e), unless if the equivalent of their own standard or design code is more stringent or restrictive.
3.2.2. For the use of materials with high yield strength or high tensile strength, the written approval of REPSOL YPF will be required; in this case, plates are recommended to be ASME SA 738 Gr. A or C. These materials shall comply with the following additional requirements, unless if the equivalent or their own standard or design code is more stringent or restrictive:
a) Chemical analysis of the heat and the product with the maximum content of the following chemical elements:
Nb 0.05% V 0.08% Ni 0.50% Cr 0.25% C 0.20% Mo 0.08% Cu 0.30% Nb+V 0.10%
b) Equivalent carbon shall comply with the limits required in Specification ED-B-05.00-I.
c) The ratio between real yield strength limit to real tensile strength shall be 0.80 or lower.
d) Steel for plates shall be manufactured under vacuum treatment, according to supplementary requirement S17 of ASME SA-20, and applying fine grain size practices, complying with the applicable requirements of ASME SA-20, performing always a test for its determination for each heat and for each batch of heat treatment.
e) Impact strength on Charpy type specimens with V-shaped notch, according to SA-370, complying with supplementary requirement S5 of ASME SA-20 and the following criteria:
Testing temperature: 45 C. To perform this test, three specimens taken transversally shall be broken, taken from:
- For thickness 30 mm or less, with one side of the specimen from the surface of the plate.
- For thickness exceeding 30 mm, double set of specimens, one from the surface and one with the center line of the specimen at half the thickness of the plate.
Values to be obtained for acceptance of the plates shall be at least 35 J for the average of the three specimens of each test, of which two of the individual values shall be at least 35 J and the third one at least 27 J.
f) The plate shall be verified at origin with ultrasonic control, according to the requirements of standard SA-435 (Code ASME, Section V), considering as a complete loss of back reflection a loss of at least 90%.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 10 of 25
3 MATERIALS e go back to index
g) The chemical composition, mechanical properties and toughness shall be controlled at the steel mill of origin by a certified Inspection Company previously accepted by REPSOL YPF.
h) All mechanical tests, including impact test, shall be performed on every plate of lamination, applying supplementary requirement S3 of ASME SA-20 regarding simulated heat treatment.
i) EN 10204 3.1.C certification shall be required, with the following data:
Vacuum treatment Heat and product analysis Simulated heat treatment applied Grain size Impact test Other tests required by their quality standard, by applicable REPSOL YPF Standards and by the
Manufacturer.
3.3. Forged material for flanges
3.3.1. Depending on the minimum design temperature of the metal, flanges shall be of carbon steel SA-105 (standard) or SA-266 Gr.2 (non standard) or of low temperature carbon steel SA-350 LF2 class 1 (standard and non standard).
3.3.2. An ultrasonic test shall be performed on the forging for non standard flanges according to Code ASME, Section VIII, Div. 2, Article AM-203 and Specification SA-388.
3.3.3. Forging for low temperature carbon steel flanges shall always require impact test and those of carbon steel only when required by Code ASME VIII, Div. 2. In any case, when impact tests are to be performed, these shall comply with the supplementary requirements indicated in this specification for shell plates, except if the equivalent requirements of their standard or design code are more stringent or restrictive.
3.3.4. The entire forged surface for flanges shall be examined by the humid magnetic particle method after its machining.
3.3.5. Flanges shall be subjected to hardness test; the acceptable value range shall be 135 HBN to 197 HBN.
3.3.6. Testing and inspection of non standard flanges shall be performed after the respective simulated heat treatment has been performed to the specimens, according to supplementary requirement S17 of SA-788. EN 10204 type 3.1.C certificate shall be required, and tests in the presence of the Inspector of REPSOL YPF and/or its representative.
3.4. Pipe material and nozzle fittings
3.4.1. Depending on the minimum design metal temperature, pipes shall be seamless, made of carbon steel SA-106 Gr.B or C or of low temperature carbon steel SA-333 Gr.6. Likewise, fittings shall be BW of SA-234 WPB or WPC or of SA-420 WPL6, fabricated respectively with the above-mentioned seamless pipes.
3.4.2. Low temperature carbon steel pipes and fittings shall always require impact tests, and those of carbon steel only when required by Code ASME VIII, Div. 2. In any case, when impact tests are to be performed, these shall comply with the supplementary requirements indicated in this specification for shell plates, except if the equivalent requirements of their own standard or design code are more stringent or restrictive.
3.5. Gaskets and bolts materials
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 11 of 25
4 FABRICATION e go back to index
3.5.1. Gaskets shall be spiral-wound, selected according to the design conditions (temperature, pressure, service) according to Standard ASME B16.20, with metallic winding of AISI 316Ti, Cb or L, graphite filler with corrosion inhibitor and carbon steel passivated centering ring.
3.5.2. Depending on the minimum design metal temperature, bolts for external flanged joints shall comply with SA-193 B7 with SA-194 2H nuts or they shall comply with SA-320 L7 with SA-320 (SA-194 Gr 7) nuts.
Quality L7 / 7 bolts and nuts shall always require impact tests and B7 / 2H bolts and nuts only if required by Code ASME VIII, Div. 2. In any case, when impact tests are to be performed, these shall comply with the supplementary requirements indicated in this specification for shell plates, except if the equivalent requirements of their own standard or design code are more stringent or restrictive.
Hardness tests shall be performed for each heat and heat treatment batch of bolts and nuts, with a maximum acceptance limit of 275 HBN or 300HV10.
Bolts for internal parts shall be of stainless steel SA-193 B8M with double nut SA-194 Gr. 8M.
3.6. Supporting leg materials
3.6.1. Plates of the upper part of the legs which are welded to the sphere shall be of the same material as the sphere shell.
The upper part is considered to be all the zone welded to the sphere and its extension up to approximately 100 mm below the lower part of the upper gusset plate of the braces.
3.6.2. The lower part of the columns shall be of carbon steel, weldable structural quality, with a carbon and equivalent carbon content complying with Specification ED-B-05.00-I.
4. FABRICATION
4.1. General
4.1.1. Preheating shall be performed before oxygen cutting, for above 46 kg/mm2 tensile strength plates
4.1.2. Plate edges to be field welded shall be prepared in the shop and shall be protected from any damage during transportation and assembly.
4.1.3. All plate edges to be welded shall be free from paint, grease, oil, etc., over a width of 50 mm minimum.
4.1.4. Hot or cold forming shall be performed using a suitable equipment so that material conserves properties and uniform finished after forming.
4.2. Specific welding requirements
4.2.1. All welds shall be performed according to ED-B-05-00-I specification, General requirements for welding.
4.2.2. Unless steel or sphere manufacturers experience recommends different temperatures, preheating between 150C and 250C shall be applied to all welds affecting at least 100 mm wide strip from each side of the joint. Same preheating shall be applied to any temporary or final attachment weld joint of accessories.
The preheating system shall be performed using fixed propane rings, electrical resistances or any other previously subjected to REPSOL YPF approval. Portable torch is not allowed.
Preheating temperature shall be maintained at least 15 minutes before welding start and shall be controlled immediately before welding by temperature indicating crayons. Besides, temperature shall be monitored periodically during the whole welding process.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 12 of 25
4 FABRICATION e go back to index
4.2.3. Weld runs shall not be interrupted until half thickness of the weld seam has been completed, as a minimum.
Cooling shall be performed slowly and under insulation if were necessary and/or convenient.
4.2.4. All nozzles to shell joints shall be full penetration and double-welded, using only permitted welding processes according to ED-B-05.00-I specification.
4.2.5. During the welding of steels subjected to impact test, lateral weaving shall not be greater than twice the electrode diameter.
4.3. Welding procedure
4.3.1. Even considering welding procedures qualified and approved previously, welding procedure qualifications for high yield strength or high tensile strength steels shall be performed.
Qualification tests shall be made using plates of material purchased for the spheres to be manufactured, using the same filler metal specification and same manufacturer brand to be use in the equipment production welding, simulating actual outdoors conditions, wind, etc.
4.3.2. Impact tests shall be performed as part of procedure qualification tests when required for sphere plates. Results shall satisfied supplementary requirements specified in this document for these plates.
4.3.3. In welding procedure qualification tests one specimen for macrography and three for micrographies (base metal, heat affected zone and welding metal) are required in order to study hardness HV10 and grain size gradients if were required for plates to be used in spheres manufacturing.
Highest hardness value shall be the indicated in ED-B-02.00-I specification or 235 HV10 for high-yield strength or high tensile strength steels.
4.3.4. Besides essential variables defined in the applicable code and ED-B-05.00-I specification, for high-yield strength or high tensile strength steels welding procedure qualification, the following is added for the purpose of a new qualification:
Filler metal manufacturer, type, composition and batch to be used in any welding procedure. Flux manufacturer, type, composition and batch to be used in submerged arc-welding process. Filler metal diameter used in root pass and each run. Number of passes used filling up the joint, based on joint thickness.
4.4. Production test coupons
4.4.1. Three production test coupons shall be taken for each welding procedure used on the shell and, whenever possible, each coupon shall include different plate heats. It shall be performed in positions determined by REPSOL YPF inspector or its representative.
4.4.2. Tests to be performed using production coupons and other requirements to be satisfied are indicated in ED-B-02.00-I specification.
4.5. Heat treatment
4.5.1. Heat treatment of the entire equipment shall be performed to the spheres for Refinery services and other facilities where paragraph 3.1.10 is applicable. In different services, heat treatment shall be done when required by the applicable code. In any case, heat treatment of the entire equipment at the same time shall be mandatory for stress relieving above 32 mm of shell thickness. In both cases, stress relief heat treatment shall be done according to applicable code and ED-B-05.00-I requirements.
4.5.2. Stress relief heat treatment shall be performed to equatorial plates which have legs welded as well as upper and lower sphere caps with manholes or nozzles. If the sphere is going to be fully heat treated, the previous
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 13 of 25
5 INSPECTION AND TESTS e go back to index
treatment may be performed simultaneously providing the adequate steps to guarantee a good execution.
4.5.3. No clip or attachment should be welded to the shell plates after the sphere is completely stress relieved.
4.5.4. In case of completely stress relieving of the sphere, heat treatment shall be done by using high velocity gas burner from inside and must be paid special attention to design and execution of heating system in order to ensure that real temperature curve during treatment matches in all sphere points to the theoretical curve.
Heat treatment procedure must be guaranteed by a well experienced company previously approved by REPSOL YPF.
An auxiliary system shall be designed so that permits free legs displacement during heating in order to reduce stresses due to expansion during start ups.
Specialized company who perform heat treatment shall issue a procedure describing method to be followed, thermocouple locations, extension and insulation type, gas installation and high velocity gas burners type to be used, etc. The procedure shall be approved by REPSOL YPF previous starting the heat treatment.
Manufacturer shall have a suitable gas installation duly authorized for heat treatment.
4.6. Tolerances
4.6.1. Tolerances shall satisfy ASME VIII Code, Div. 2, Section AF-130 and REPSOL YPF PE-D-0200.02 Standard requirements.
4.6.2. Manufacturer shall submit sketches with actual dimensional control in the field (heights, diameters, thicknesses, element locations, etc.).
5. INSPECTION AND TESTS
5.1. General
5.1.1. Specification ED-B-02-00-I Quality assurance and control for static and dynamic equipments, shall be applied.
5.2. Radiography
5.2.1. Joints of the shell plates shall be subject to a full 100% radiography inspection. The radiography procedure shall comply with Code ASME- Section VIII, Div. 2 and Section V.
This scope includes all nozzles with pipe neck and W.N. flange, self-reinforced nozzles, and the necks formed by welded plate.
5.2.2. Leg welds shall be subject to spot radiography inspection in 10% of their extension.
The joint of the leg upper part that is welded to the shell with the rest of the leg shall be subject to a full 100% radiography inspection.
5.2.3. Film quality shall be at least D4 or similar.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 14 of 25
5 INSPECTION AND TESTS e go back to index
5.2.4. Radiography inspection shall be performed before and after the stress relief heat treatment.
5.3. Ultrasonic test
5.3.1. Ultrasonic verification of defects shall be performed according to Codes ASME, Section VIII, Div. 2 and Section V.
5.3.2. Before welding the top of the legs to the shell, the plate shall be verified regarding lamination according to Standard SA-435. The zones to be checked shall extend 80 mm on each side of the weld zone.
5.3.3. Once the shell plates have been formed, their thickness shall be measured ultrasonically, at the center and at four points 500 mm away from the corners. If any of the readings is lower than the nominal thickness, including corrosion allowance minus 0.25 mm, the plate shall be rejected.
5.3.4. U.T. test shall be performed with angular probe to all horizontal and vertical seams, and of the upper and lower caps, with an extension for each sphere of 25%, running a chart record of the examined weld parts.
If unacceptable defects are detected according to Code (ASME sect. VIII, Div. 2, article 9.3) that were not detected in the radiography test, this UT test shall be extended to 100% of the surface.
If there is a final heat treatment, this test shall be performed after the treatment. 5.4. Penetrant liquids and/or magnetic particle test
5.4.1. Tests with penetrating liquids (P.L.) and/or magnetic particles (M.P.) shall be performed according to Code ASME, Section VIII, Div. 2 and Section V.
5.4.2. The following parts of the sphere shall be examined with magnetic particles:
Seams of the sphere shell externally 100% before the hydrostatic test and also internally 100% after the hydrostatic test. In the interior the particles must be fluorescent.
The surface of the shell where temporary accessories welded to the shell have been eliminated. 5.4.3. The following parts of the sphere shall be examined with penetrating liquids:
The joint of nozzles and their reinforcement to the sphere shell, on the interior and exterior, after the heat treatment.
Bevels before welding of the plates with a thickness exceeding 25 mm. The seam root zone, once grinded. The joints of the upper parts of the legs with the shell, before and after the hydrostatic test. The joints of any type of accessories welded to the shell.
5.5. Hardness test
5.5.1. Apart from the hardness tests in the qualification tests specified in section 4.3.3 of this specification, inspections shall be performed on the weld seams of the sphere by pairs; one on the filler metal and the other one on the heat affected zone, as near as possible to the seam.
5.5.2. Three pairs of tests shall be performed for each vertical seam and for both caps, and a couple of tests every three meters of horizontal seam. All hardness tests shall be performed on both faces; it is not necessary that those done on the inside and on the outside coincide in the same section.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 15 of 25
6 PAINTING, FIRE PROOFING, INSULATION AND CALIBRATION e go back to index
5.5.3. Likewise, supports and nozzles welded to the sell shall be checked 100%.
5.5.4. The maximum hardness value shall be that required in Specification ED-B-02.00, and in the case of steels with high yield strength or high tensile strength, it shall be 225 HB
5.5.5. Tests and evaluation of results shall be treated as specified in Standard NACE RP0472.
5.6. Hydraulic Tests
5.6.1. Spheres shall be tested hydrostatically according to the standard applicable at the place of installation, Article T-3 of Code ASME VIII, Div. 2, and Specification ED-B-02.00 and according to the procedure proposed by the Manufacturer and approved by REPSOL YPF.
5.6.2. Tests shall be performed in the presence of REPSOL YPFs Inspector and/or Representative and of the official inspectors required.
5.6.3. Filling of the sphere shall be performed slowly, with periods of permanence at specific levels. The periods of stabilization at a specific level shall be used for performing leveling, verifying leakage of the sphere and verifying the indications of the control instruments that shall be duplicated, such as pressure recorders and pressure gauges.
Pressure gauges shall be calibrated: the range of the scale shall be about double the test pressure and in no case less than one and a half times the test pressure.
Once the sphere is full of water and air has been eliminated completely, a period of rest shall be foreseen, and the absence of deformation shall be checked.
Pressurization of the sphere shall be done slowly (0.5 kg/cm2 per minute), with steps at different pressures.
Shutdown periods shall be used to purge the air and verify leaks, checking pressure stability.
Once the test pressure has been reached and maintained during a period of not less than one hour for every 25 mm of shell thickness, pressure reduction may be initiated slowly (not more than 1 kg/cm2 per minute), performing visual inspections to verify the absence of deformation before opening the vents.
Sphere metal temperature shall not be lower than 15 C during the test. Otherwise the use of tempered water shall be foreseen.
5.6.4. Before initiating the filling of the sphere and during the time that the test and emptying last, necessary steps shall be taken to reduce hazards, such as restriction of permanence in the zone, to cordon off the area, etc.
6. PAINTING, FIRE PROOFING, INSULATION AND CALIBRATION
6.1. Painting
6.1.1. Painting of spheres shall comply with REPSOL YPF Specification ED-B-06.00 Selection of painting schemes and PE-B-0600.01.
6.1.2. Blasting and priming shall be mostly performed in the workshop and shall be completed at the end of the erection in the field, as well as the finish paint, without causing any damage to nearby installations.
6.2. Fire proofing
6.2.1. Fire proofing of the legs shall comply with REPSOL YPF Specification ED-N-02.00, Passive fire protection of structures, equipment and cable trays.
6.3. Insulation
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 16 of 25
7 OIL-HYDRAULIC SYSTEM e go back to index
6.3.1. Sphere insulation, if required in the data sheet and/or drawing, shall comply with REPSOL YPF Specification ED-N-01.00, External insulation of hot equipment and pipes .
6.4. Calibration
6.4.1. Calibration of the sphere capacity in function of the level is not included in the Vendors supply. It shall be executed at the specific request of REPSOL YPF by a specialized company, executing it previously to the placing of the insulation and after the hydrostatic test, taking advantage of the erection scaffolding, and without interfering with it.
6.4.2. Calibration shall be performed according to Standard API- 2550.
7. OIL-HYDRAULIC SYSTEM
7.1. Object
7.1.1. The oil-hydraulic system is foreseen to actuate the emergency hydraulic valves to be installed in the spheres.
7.1.2. Both the design as the fabrication, erection, inspection and testing of this system shall be supplied by the sphere Manufacturer.
7.2. Design
7.2.1. All the equipment shall be designed for working outdoor without any additional protection.
7.2.2. Electric equipment shall be designed for working in classified area.
7.2.3. The oil-hydraulic system shall be designed for opening and closing the hydraulic valves located in the spheres, by pressure in the oil circuit, produced by the oil-hydraulic equipment.
7.3. Scope of supply
7.3.1. The oil-hydraulic system is a complete system and therefore shall include all equipment required for the above-mentioned design and actuation conditions.
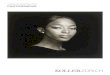
7.3.2. A general diagram is included for information of the Vendor (see Annex 2).
7.3.3. The main equipment shall be installed on a frame.
7.3.4. The supply includes the justification calculations for the system and its equipment, complete information for its installation, commissioning and operation, as well as the certificates, as requested in the Request for Quotation. The system shall require approval by REPSOL YPF.
7.4. Description of the main equipment
The oil-hydraulic system shall include necessarily but shall not be limited to the equipment listed below:
7.4.1. Oil tank
Circuit oil accumulation tank shall have an adequate capacity for the number of actuated valves and shall be provided with connections for inlet, outlet, return, drain, venting with air filter and external glass level indicator.
7.4.2. Main oil pressurization pump
Gear pump shall be provided with filter at the suction, double check valve, pressure safety valve for the total flow of the pump and discharge isolating valve.
7.4.3. Manual pressurization pump.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 17 of 25
7 OIL-HYDRAULIC SYSTEM e go back to index
Pump shall be installed in parallel and independently from the main pump and shall be provided with check valve and isolation valve in the discharge, and pressure safety valve.
7.4.4. Return filter.
An oil return filter with by-pass and differential pressure indicator shall be installed..
7.4.5. Pressurization equipment.
It shall be constituted by:
Piston type pressure accumulator, provided with pressure safety valve and dimensioned adequately by the vendor.
Pressurized nitrogen tank connected to the pressure accumulator, with all the required isolation valves and pressure indicators. The nitrogen tank shall act as a gas buffer.
7.5. Instrumentation
Instrumentation required for the oil-hydraulic system shall include at least:
7.5.1. Pressure
Pressure gauges shall be installed where specified and at the sites indicated in the enclosed diagram.
The oil system shall have pressure switches for high pressure pump shutdown, low pressure start-up and alarm signal in the central panel.
7.5.2. Solenoid valves
The oil system shall have a 3-way solenoid valve, that when is de-energized, shall de-pressurize the oil circuit, closing the hydraulic valves.
This valve shall be actuated from the control panel and from the local panel of the oil-hydraulic station.
7.5.3. Fuse plugs
The oil-hydraulic system shall have low temperature fuse plugs that shall de-pressurize the circuit in case of fire.
7.6. Manual valves
7.6.1. Manual cut-off valves shall be installed where required, according to the specifications of the enclosed diagram.
7.6.2. The circuit shall include three way valves located one near the sphere and another one near the pressurization equipment, for manual actuation on the pressurization circuit.
7.7. Materials
7.7.1. The material required for the oil-hydraulic system shall be of stainless steel of the type and characteristics included in the specifications, except in those parts for which the manufacturer, based on his experience, considers convenient to use another type of steel, with the prior written approval of REPSOL YPF.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 18 of 25
8 INSTRUMENTATION e go back to index
7.7.2. Spare parts as filters, oil, accessories, consumables and other mechanical parts shall be included for two years of operation..
7.7.3. The supply shall include the products and materials required for the initial commissioning of the system.
7.8. Inspection and testing
7.8.1. Inspection and testing of the oil-hydraulic system shall be performed according to the indications of chapter 5, as applicable and specifically all welded joints shall be 100% inspected with X-rays.
7.8.2. Apart from the tests applicable to their components (hydraulic, etc.) the oil hydraulic system shall be tested in service at the manufacturers workshop and once installed the vendor shall perform the commissioning of the equipment at the installations of REPSOL YPF.
8. INSTRUMENTATION
All instrumentation in spheres to be installed in the European Community shall comply with ATEX Standards.
8.1. Level supervision system
The spheres shall be provided with a level supervision system composed by the following elements:
8.1.1. Transmitter
General: The transmitter shall be of the type and manufacturer indicated by REPSOL YPF (servo operated / radar) and shall comply with Specification ED-J-04.00-I Level measure (General)
All connections shall permit disassembling the equipment without interfering in the process. The use of stilling wells shall comply with Specification ED-J-04.00-I Level measure (General).
Alarms: Each transmitter shall have two contacts for low and high level alarms that shall be adjustable independently along the full measuring range.
Micro-switch shall be of the SPDT type, stress-free, with a rating not lower than 1 A, 115 V D.C.
8.1.2. Indicators
Each sphere will be provided with a digital indicator with reading in millimeters, receiver of the transmitter signal. It shall be fit for mounting at the foot of the sphere, with the same protections indicated for the transmitter.
8.2. Level switch
As a complement of the high level alarm, incorporated to the transmitter, each sphere shall have an independent level switch based on the detection principle indicated in the BDD.
8.3. Level indicator
A magnetic type level indicator shall be installed together with the level switch mentioned in previous paragraph.
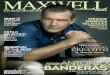
The level switch and the indicator shall be installed in a stand-pipe, for which a preliminary design is enclosed (see Annex 1).
All materials required for the stand-pipe, as well as its construction and erection, shall be the responsibility of the sphere Vendor. The installation of the instruments on the stand-pipe shall by others.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 19 of 25
8 INSTRUMENTATION e go back to index
8.4. Pressure system
Pressure instruments shall comply with Specification ED-J-03.00-I Pressure measure (General).
Spheres shall be provided with the following pressure instruments, with common connection on the upper part of the sphere.
8.4.1. Pressure gauges
Bourdon type element: Measurement set in AISI 316 material. Dial diameter 100 mm. NPT connection, provided with rupture disk and needle micrometric adjustment mechanism. Scale graduated in kg/cm2. Range according to service conditions. Minimum accuracy: 0,5 %. The installation of the pressure gauges (by others) shall be performed placing one in the upper part of the sphere with a connection shared with the pressure switch, and the other one on the base (attached to a leg)
8.4.2. Pressure switch
Service: High pressure alarm.
Measurement element according to service conditions, constructed in AISI 316 material. Connection to process: NPT. Construction shall be watertight and flameproof, adequate for the site classification.
Dry type micro-switches, acting on the basis of an increase of the fixed differential pressure. Type SPDT with minimum cut-off power 115 V D.C., 1 A. External adjustment. Range according to service conditions.
8.4.3. Transmitter
Each sphere shall have a 4-20 m.a. electronic pressure transmitter with intrinsic safety certificate, according to the applicable standards, to transmit signals to the control room.
8.5. Temperature system
Temperature instruments shall comply with Specification ED-J-05.00-I Temperature measure (General).
Spheres shall be provided with the following temperature instruments:
8.5.1. Thermometer
By-metallic type, oriented, with back connection
Watertight box with external adjustment device.
Dial minimum nominal diameter 125 mm.
Minimum accuracy 1 % of full scale. Material of box and element AISI 316.
Connection to thermo-well NPT.
Immersion length 24.
The respective thermo-wells shall be provided, fabricated with AISI 304 L or 316 L stainless steel drilled bar with 2 ANSI flanged connection, and in compliance with REPSOL YPF Standards.
The thermometer range shall be according to service conditions, and the scale shall be graduated in C.
8.5.2. Temperature switch
Unless indicated otherwise, it shall be implemented in the control room from a temperature transmitter signal.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 20 of 25
9 NAMEPLATE e go back to index
9. NAMEPLATE
Nameplate shall be according to standard drawing PE-D-0200.01.
10. DOCUMENTATION TO BE SUBMITTED BY THE MANUFACTURER
10.1. Design documents
During the bid phase: documents indicated in the Requisition.
During the order phase: The sphere manufacturer shall submit to REPSOL YPF and/or its representative, for comments and / or approval, the following documents:
a) Assembly drawing that shall indicate, as a minimum:
Service fluids Notes on special services, if applicable. H2 partial pressure, if applicable. Design and construction codes used. Design and operation pressure and temperature. Minimum design metal temperature. Material specification. Corrosion allowance. Sphere parts welding details, with their WPS number. P.W.H.T, if required. Non-destructive examinations Test pressure, initial and periodic. Pressure test minimum temperature. Allowable vacuum pressure.
b) Detail drawings
c) Revised data sheets (form HD-D-0200.01)
d) Calculations
e) Welding Procedure Specification (WPS)
f) Welding map
g) Procedure Qualification Records (PQR)
h) Specifications of applicable non destructive examinations
i) Quality plan and / or Inspection plan
j) List of all Subcontractors and Sub-suppliers
10.2. Fabrication documents
Upon sphere delivery, the manufacturer shall submit to REPSOL YPF, at least, the following information:
a) Design Manual, that shall include as a minimum:
Designer identification. Basic process data for design.
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 21 of 25
11 REFERENCE DOCUMENTATION e go back to index
Design code and/or calculation system Calculations. Complementary technical specifications not included in the code. Basic drawings, with indication of materials to be used and elements that are integral part of the
pressure equipment, which could affect its safety.
Pressure test specification b) Construction manual, that shall include:
Manufacturer registration No. by the appropriate government office. Engineering Trade Name and Address. Construction drawings complementary to those on the design manual. Forming, welding, heat treatment and control procedures Location drawing for areas subjected to control by non destructive examinations and results.
c) Quality Dossier, that shall include:
Fabrication certificate. List of modifications and authorized deviations. Non-conformance Reports. Material certificates and their test reports. Welding procedure homologation. Welders qualifications. Quality plan / inspection points. Report of all repairs. Heat treatment reports. Inspection certificates and tests performed. Hydrostatic test certificate. Sizing and Tolerance Certificate Nameplate. List of equipment and materials subject to regulations or third party certification. Documents subjected for approval by Regulation or third party certification.
d) Any other information that government agencies may require for sphere legalization at installation site.
10.3. Approval of documents
The approval of the manufacturers documents by REPSOL YPF or its Representative does not relieve the manufacturer from his responsibility in equipment mechanical design, fabrication and tests.
11. REFERENCE DOCUMENTATION
When applicable, the prescriptions or recommendations from the following documents shall be complied with:
11.1. REPSOL YPF Specifications
For all instances, REPSOL YPF Specifications shall be taken into account, in their latest revisions:
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 22 of 25
11 REFERENCE DOCUMENTATION e go back to index
For all instances, the following REPSOL YPF Specifications shall be taken into account, in their latest revisions:
ED-B-02.00-I. Quality assurance and control for static and dynamic equipments.
ED-B-04.00-I. Materials requirements and limitations for special services.
ED-B-05.00-I. General requirements for welding.
ED-B-06.00. Selection of painting schemes
ED-C-01.01-I. Pressure Vessels - Addendum for equipment to be installed in the European Union.
ED-J-03.00-I. Pressure measure (General)
ED-J-04.00-I. Level measure (General)
ED-J-05.00-I. Temperature measure (General)
ED-J-18.00-I. Pressure relief valves and rupture disk
ED-M-01.00. Steel structures
ED-N-01.00. External insulation of hot equipment and pipes.
ED-N-02.00. Passive fire protection of structures, equipment and cable trays.
ED-S-02.00. Fire detection and protection systems.
ED-S-02.02. Fire detection and protection systems. Addendum for storage areas.
EC-B51. Equipment and Pipe Field Pressure Tests (Pliego de C.F. N 04C)
EC-B57. Anticorrosion protection in an industrial environment (Pliego de C.F. N 08)
EC-L51. Pipe prefabrication and installation. Part 1- Carbon steel (Pliego de C.F. N 04)
Every REPSOL YPF specification available in English language is identified with the letter "I" as indicated in the following example:
ED-Y-XX.XX....................... ............................................... Spanish language
ED-Y-XX.XX-I..................... ............................................... English language
11.2. Codes and Standards
European Directive 97 / 23 PED (Pressure Equipments Directive)
Regulations for Pressure Vessels (Reglamento de Aparatos a Presin) and its Complementary Technical Instruction M.I.E. AP.6
R.II.PP. Regulations for Petroleum Installations (Reglamento de Instalaciones Petrolferas) and its Complementary Technical Instructions ITC-MI-IP.
R.A.PP.QQ. Regulation for Chemical Product Storage (Reglamento de Almacenamiento de Productos Qumicos) and its Complementary Technical Instructions, ITC-MIE-APQ.
Regulations for Occupational Safety and Hygiene Regulations (Reglamento de seguridad e Higiene en el Trabajo)
National Fire Code ws NFPA-15 (Water Spray Fixed Systems).
API-RP.520 (Design and Installation of Pressure Relieving Systems in Refineries).
Standard 526 (Flanged Steel Safety Relief Valves).
NACE RP0472 (Methods and Controls to Prevent In Service Environmental Cracking of Carbon Steel Weldments in Corrosive Petroleum Refining Environments).
API-Std.2510 (Design and Construction of LP gas).
API-Std.2550 (Measurement and Calibration Upright Cylindrical Thanks).
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 23 of 25
12 INDEX OF FIGURES OF THIS SPECIFICATION e go back to index
Liquefied Flammable Gases Storage and Handling. ICI.
ASME Code, Section VIII Div. 2 (Rules for construction of Pressure Vessels/Alternative Rules).
ASME Code, Section II (Materials).
Part A - Ferrous Material Specifications Part B - Nonferrous Material Specifications Part C Specifications for Welding Rods, Electrodes and Filler Metals Part D - Properties ASME Code, section V. (Non destructive Examination).
ASME Code, Section IX.( Welding and Brazing Qualifications).
ANSI B16.21 Non-metallic Gaskets for Pipe Flanges.
American Society for Testing and Materials (ASTM).
ASME/ANSI, B1.1, B2.1, B16.5, B16.20, B16.21, B18.2, B31.3, B46.1, B16.47.
N.F.P.A. and applicable Appendices.
11.3. REPSOL YPF Standards
In sphere design and construction the information included in the following standard drawings shall be taken into account:
PE-B-0600.01. Paint application systems.
PE-D-0200.01. Sphere nameplates.
PE-D-0200.02. Fabrication allowances
PE-D-0200.03. Stilling wells in spheres
PE-P-0100.02. Sheet 24 Earthing. Storage sphere.
11.4. Data Sheets
HD-D-0200.01. Storage spheres data sheet
12. INDEX OF FIGURES OF THIS SPECIFICATION
Figure 1 - TYPICAL INSTALLATION DIAGRAM OF SPHERE STAND PIPE
Figure 2 - TYPICAL DIAGRAM ON EMERGENCY HYDRAULIC VALVE ACTUATION
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 24 of 25
12 INDEX OF FIGURES OF THIS SPECIFICATION e go back to index
FIGURE 1 TYPICAL INSTALLATION DIAGRAM OF SPHERE STAND PIPE
Document code: Design Specification:
ED-D-02.00-I-01 STORAGE SPHERES Engineer Division Technical Department STORAGE TANKS REVISION DATE Page 25 of 25
12 INDEX OF FIGURES OF THIS SPECIFICATION e go back to index
FIGURE 2 TYPICAL DIAGRAM OF EMERGENCY HYDRAULIC VALVE ACTUATION
STORAGE SPHERESGENERALScopeThis specification covers the minimum requirements for design, fabrication, inspection, testing and material specifications for REPSOL YPF storage spheres.In general, the spheres shall be designed according to Code ASME sect. VIII div. 2.This Specification, together with the storage spheres data sheet, is an integral part of the Material Requisition. In case of any discrepancy between the documents included in the mentioned Requisition, the following order of priority will prevail:Both the spheres object of this Specification as the other components referred to in it, shall also comply with the applicable design requirements imposed by the different official regulations existing at the place of installation.Exceptions, deviations or additions that involve any change in these documents shall be accepted in writing by REPSOL YPF.Compliance with the rules and recommendations set forth in this Specification does not exempt the sphere manufacturer, either partially of totally, from his respective responsibilities and warranties or from any other contractual obligations.This document is part of the latest issue of the
Measurement units
GENERAL DESIGN CONSIDERATIONSDesign loadsSpheres subject to internal pressure shall be designed generally at a pressure equal to the maximum expected operating pressure, both in normal and abnormal conditions, increased at least by the largest value of the following two:Spheres subject to pressure shall be designed at The additional thickness added as corrosion allowance shall not be considered in the stability calculations under the following conditions:The Manufacturer shall deliver complete justifiable calculations, including the vacuum calculations that the sphere is capable of resisting and stating in the sphere drawing the vacuum resistant value.The sphere stability and its supporting shall be calculated under the following conditions:
Allowable stressesAllowable stresses shall be those specified in the applicable Code.The decrease of mechanical characteristics shall be considered for those plates that are to receive stress relief heat treatment, so that their allowable stresses shall not be lower than those indicated in the Code.
Minimum thicknessesCorrosion allowanceSupportingSteel legs (tubular type supports) shall be considered for supporting the spheres, their number shall be between 4 (minimum) and 14 (maximum), and may be even or odd.The joints of the supports to the shell shall not affect the plate joint welds of the shell.The column section where the welds of the brace heel plates are shall be adequately reinforced.
Connections and manholesConnections are only allowed on the upper and lower caps.All connections and manholes shall be flanged. DiThe minimum permitted size for shell connections Connections larger than 2 and manholes can be faNozzle necks of 14 connections and larger and maIn horizontal nozzles and manholes, as those that have an horizontal center line, drills for bolts shall be symmetrical regarding the vertical center line of the equipment, not being over it. In the vertical nozzles they shall be symmetrical regarding thManholes shall only be permitted in the upper cap. Exceptionally, and if specifically indicated in the Project (BDD, data sheets or drawings) another manhole shall be permitted in the lower cap. All manholes shall be provided with hinges complying wiAll nozzles and manholes shall be reinforced according to the applicable code, for the most unfavorable of the following conditions:Flanges for coupling of oil-hydraulic valves and The required reinforcement shall be integral with the shell plate. This means that the final thickness of the shell shall be that required by adding the requirement for pressure, plus the corrosion allowance, plus the required reinforcement, except if RE
FittingsConnections for sampling in each sphere shall be provided with two valves and the models of the Manufacturer shall be submitted to the approval of REPSOL YPF.Spheres for storage of LPG (liquefied petroleum gas), in all cases, and the other spheres when so specified according to the applicable legislation of each country, shall be fitted with an excess flow bottom valve (with rapid oil-hydraulic actuation pCheck valves shall be installed in the product inlets.
Pressure safety valvesPressure safety valves shall comply with SpecificIf the sphere stores LPG, LPG vaporization shall be considered for the sizing of the pressure safety valveMaterial for the pressure safety valve bodies shall be adequate for the minimum temperature they may have in service and during discharge.Each sphere shall be provided with at least two pressure safety valves, mounted over a three-way valve, of two positions, full bore with transfer lever, constructed in such a manner that one of both pressure safety valves has its inlet always completelyEach pressure safety valve shall be sized according to fire exposure requirements of Standard API-RP.520 and standards applicable at the place of installation, considering the one that gives the largest volume to be evacuated and considering in any caseThe discharge line of pressure safety valves shall be extended vertically at least 2 m above the upper part of the sphere when the discharge is done directly to the atmosphere. No drain holes shall be admitted in the discharge line with direct projectio
Fire protection systemThe fire protection system shall be supplied in strict compliance with design specifications ED-S-02.00 (Fire detection and protection systems) and ED-S-02.02 (Fire detection and protection systems. Addendum for storage areas).The complete and final refrigeration system design shall be prepared by a Contractor competent in fire protection.The proposed systems shall be guaranteed by a design submitted to the approval of REPSOL YPF.The scope of the supply shall cover the design and, as built drawings, material procurement, prefabrication, galvanizing and painting of all pieces of the system, transportation, erection and testing.The supports of the fire protection system shall not be welded to the sphere, but shall rest on it.
Stairs and platformsThese shall be designed, fabricated and erected iApart from the external stairs, if there is no manhole in the lower part of the sphere, another internal one shall be installed, vertical and self-contained, from the manhole located in the upper cap to the bottom, in order to facilitate the internal ins
Earthing Clips
MATERIALSGeneralConstruction materials shall comply with ASME Section II Specifications and with the requirements of this specification. These materials shall comply with the Specification ED-B-02.00-I regarding the quality of the supplied materials.The maximum content of carbon or equivalent carbon in carbon and micro alloys steels to be welded, shall in no case exceed the values indicated in Specification ED-B-05.00-I.Any element not subject to pressure that is welded to another element subject to pressure shall be of the same quality as the latter one. For this purpose the killing and micro alloy conditions of carbon steels shall be understood as different to thoseC-Mo, C-Mn-Mo and Cr-Mo steels may not be used without prior written approval of REPSOL YPF.Material requirements shall be those indicated by REPSOL YPF, but the Manufacturer must warn its suppliers of such conditions and of the heat treatments to be performed at the workshop.The Manufacturer shall always guarantee that the materials of the completed sphere maintain the properties specified in the Standard that refers to these materials and in the code of design. It shall also take adequate steps to avoid the following risksThickness that appears in the Engineering drawings is to be understood as minimum, and therefore in the material procurement the tolerances of the supplier shall be considered, as well as decreases of thickness in some workshop processes, such as formingThe Manufacturer shall submit to REPSOL YPF and/or its Representative, with sufficient advance notice for allowing comments or approval, the Inspection Point Programs (IPP) where non standard materials are procured, such as plates or special forged pieREPSOL YPF Inspectors and/or its Representatives have the authority to reject any material that has not been subjected to an inspection program according to the indications of previous paragraph, duly complied with and approved by REPSOL YPF.In order to prevent the risk of stress corrosion cracking in the spheres to be installed in refineries and other plants the materials shall comply with the requirements and limitations of Specification ED-B-04.00-I when guarantee cannot be given regardin
Plate materialCarbon steel plates shall normally be ASME SA-516. In any case, if applying code ASME VIII Div. 2 it is necessary to perform impact tests, these shall be performed at minimum metal temperature and shall comply with the rest of additional requirements indFor the use of materials with high yield strength or high tensile strength, the written approval of REPSOL YPF will be required; in this case, plates are recommended to be ASME SA 738 Gr. A or C. These materials shall comply with the following additional
Forged material for flangesDepending on the minimum design temperature of the metal, flanges shall be of carbon steel SA-105 (standard) or SA-266 Gr.2 (non standard) or of low temperature carbon steel SA-350 LF2 class 1 (standard and non standard).An ultrasonic test shall be performed on the forging for non standard flanges according to Code ASME, Section VIII, Div. 2, Article AM-203 and Specification SA-388.Forging for low temperature carbon steel flanges shall always require impact test and those of carbon steel only when required by Code ASME VIII, Div. 2. In any case, when impact tests are to be performed, these shall comply with the supplementary requirThe entire forged surface for flanges shall be examined by the humid magnetic particle method after its machining.Flanges shall be subjected to hardness test; the acceptable value range shall be 135 HBN to 197 HBN.Testing and inspection of non standard flanges shall be performed after the respective simulated heat treatment has been performed to the specimens, according to supplementary requirement S17 of SA-788. EN 10204 type 3.1.C certificate shall be required,
Pipe material and nozzle fittingsDepending on the minimum design metal temperature, pipes shall be seamless, made of carbon steel SA-106 Gr.B or C or of low temperature carbon steel SA-333 Gr.6. Likewise, fittings shall be BW of SA-234 WPB or WPC or of SA-420 WPL6, fabricated respectiveLow temperature carbon steel pipes and fittings shall always require impact tests, and those of carbon steel only when required by Code ASME VIII, Div. 2. In any case, when impact tests are to be performed, these shall comply with the supplementary requi
Gaskets and bolts materialsGaskets shall be spiral-wound, selected according to the design conditions (temperature, pressure, service) according to Standard ASME B16.20, with metallic winding of AISI 316Ti, Cb or L, graphite filler with corrosion inhibitor and carbon steel passiDepending on the minimum design metal temperature, bolts for external flanged joints shall comply with SA-193 B7 with SA-194 2H nuts or they shall comply with SA-320 L7 with SA-320 (SA-194 Gr 7) nuts.
Supporting leg materialsPlates of the upper part of the legs which are welded to the sphere shall be of the same material as the sphere shell.The lower part of the columns shall be of carbon steel, weldable structural quality, with a carbon and equivalent carbon content complying with Specification ED-B-05.00-I.
FABRICATIONGeneralPreheating shall be performed before oxygen cutting, for above 46 kg/mm2 tensile strength platesPlate edges to be field welded shall be prepared in the shop and shall be protected from any damage during transportation and assembly.All plate edges to be welded shall be free from paint, grease, oil, etc., over a width of 50 mm minimum.Hot or cold forming shall be performed using a suitable equipment so that material conserves properties and uniform finished after forming.
Specific welding requirementsAll welds shall be performed according to ED-B-05Unless steel or sphere manufacturers experience rWeld runs shall not be interrupted until half thickness of the weld seam has been completed, as a minimum.All nozzles to shell joints shall be full penetration and double-welded, using only permitted welding processes according to ED-B-05.00-I specification.During the welding of steels subjected to impact test, lateral weaving shall not be greater than twice the electrode diameter.
Welding procedureEven considering welding procedures qualified and approved previously, welding procedure qualifications for high yield strength or high tensile strength steels shall be performed.Impact tests shall be performed as part of procedure qualification tests when required for sphere plates. Results shall satisfied supplementary requirements specified in this document for these plates.In welding procedure qualification tests one specimen for macrography and three for micrographies (base metal, heat affected zone and welding metal) are required in order to study hardness HV10 and grain size gradients if were required for plates to beBesides essential variables defined in the applicable code and ED-B-05.00-I specification, for high-yield strength or high tensile strength steels welding procedure qualification, the following is added for the purpose of a new qualification:
Production test couponsThree production test coupons shall be taken for each welding procedure used on the shell and, whenever possible, each coupon shall include different plate heats. It shall be performed in positions determined by REPSOL YPF inspector or its representativeTests to be performed using production coupons and other requirements to be satisfied are indicated in ED-B-02.00-I specification.
Heat treatmentHeat treatment of the entire equipment shall be performed to the spheres for Refinery services and other facilities where paragraph 3.1.10 is applicable. In different services, heat treatment shall be done when required by the applicable code. In any casStress relief heat treatment shall be performed to equatorial plates which have legs welded as well as upper and lower sphere caps with manholes or nozzles. If the sphere is going to be fully heat treated, the previous treatment may be performed simultanNo clip or attachment should be welded to the shell plates after the sphere is completely stress relieved.In case of completely stress relieving of the sphere, heat treatment shall be done by using high velocity gas burner from inside and must be paid special attention to design and execution of heating system in order to ensure that real temperature curve d
TolerancesTolerances shall satisfy ASME VIII Code, Div. 2, Section AF-130 and REPSOL YPF PE-D-0200.02 Standard requirements.Manufacturer shall submit sketches with actual dimensional control in the field (heights, diameters, thicknesses, element locations, etc.).
INSPECTION AND TESTSGeneralSpecification ED-B-02-00-I Quality assurance and
RadiographyJoints of the shell plates shall be subject to a full 100% radiography inspection. The radiography procedure shall comply with Code ASME- Section VIII, Div. 2 and Section V.Leg welds shall be subject to spot radiography inspection in 10% of their extension.Film quality shall be at least D4 or similar.Radiography inspection shall be performed before and after the stress relief heat treatment.
Ultrasonic testUltrasonic verification of defects shall be performed according to Codes ASME, Section VIII, Div. 2 and Section V.Before welding the top of the legs to the shell, the plate shall be verified regarding lamination according to Standard SA-435. The zones to be checked shall extend 80 mm on each side of the weld zone.Once the shell plates have been formed, their thickness shall be measured ultrasonically, at the center and at four points 500 mm away from the corners. If any of the readings is lower than the nominal thickness, including corrosion allowance minus 0.25U.T. test shall be performed with angular probe to all horizontal and vertical seams, and of the upper and lower caps, with an extension for each sphere of 25%, running a chart record of the examined weld parts.
Penetrant liquids and/or magnetic particle testTests with penetrating liquids (P.L.) and/or magnetic particles (M.P.) shall be performed according to Code ASME, Section VIII, Div. 2 and Section V.The following parts of the sphere shall be examined with magnetic particles:The following parts of the sphere shall be examined with penetrating liquids:
Hardness testApart from the hardness tests in the qualification tests specified in section 4.3.3 of this specification, inspections shall be performed on the weld seams of the sphere by pairs; one on the filler metal and the other one on the heat affected zone, as neThree pairs of tests shall be performed for each vertical seam and for both caps, and a couple of tests every three meters of horizontal seam. All hardness tests shall be performed on both faces; it is not necessary that those done on the inside and onLikewise, supports and nozzles welded to the sell shall be checked 100%.The maximum hardness value shall be that required in Specification ED-B-02.00, and in the case of steels with high yield strength or high tensile strength, it shall be 225 HBTests and evaluation of results shall be treated
Hydraulic TestsSpheres shall be tested hydrostatically according to the standard applicable at the place of installation, Article T-3 of Code ASME VIII, Div. 2, and Specification ED-B-02.00 and according to the procedure proposed by the Manufacturer and approved by REPTests shall be performed in the presence of REPSOFilling of the sphere shall be performed slowly, with periods of permanence at specific levels. The periods of stabilization at a specific level shall be used for performing leveling, verifying leakage of the sphere and verifying the indications of theBefore initiating the filling of the sphere and during the time that the test and emptying last, necessary steps shall be taken to reduce hazards, such as restriction of pe