Embed Size (px)
Citation preview

RESEARCH PROPOSAL
Economical and Crack-Free High Performance Concrete Abstract HPC is typically characterized by high binder content. The binder is composed of cement and in some cases supplementary cementitious materials (SCMs) and/or fillers. High binder content is necessary to ensure high strength and durability. In case of highly flowable HPC, such as self-consolidating concrete (SCC), a high cement paste volume is also required to increase flowability and segregation resistance. In the case of high-strength concrete and SCC, the binder content can range between 425 to 550 kg/m3 (720 to 930 lb/yd3). High binder contents can lead to higher cost and greater risk of cracking due to thermal and drying shrinkage, thus reducing service life of the structure. Early-age shrinkage cracking of concrete bridge decks is a common problem. When the induced tensile stress is larger than the tensile strength of the concrete, cracking can occur. The risk of early-age cracking in bridge decks increases the risk of freeze-thaw damage, corrosion of reinforcing steel, and ingress of various deleterious substances that can lead to premature deterioration and potential structural deficiencies of concrete infrastructure.
The use of SCMs as partial replacement for cement plays a significant role in reducing cost and carbon footprint while maintaining the required rheology, stability, mechanical properties, and durability characteristics of the concrete. Therefore, energy consumption and embodied CO2 of concrete can be reduced when cement is replaced by secondary materials, such as co-products from other industries. This strategy can indeed be used to reduce the carbon footprint of the construction materials as well as the life cycle cost for the structure. Recycled waste materials, including glass powder from recycled waste glass or rubber particles recovered from scrap tires can contribute to developing ecological concrete and reducing environmental impact. In 2010, 11.5 Megatons of waste glass was generated in the United States, mostly from containers and packaging, but only 27% of this valuable waste product was recycled [1]. A number of research investigations have established the feasibility of using waste glass powder as a partial replacement of sand and cement in concrete to enhance durability [2,3]. Limited information exists regarding the effect of recycled glass powder on workability and water demand, rheology, and shrinkage characteristics of HPC.
Particle packing models can help to optimize mixtures in order to lower the cement content in concrete without changing concrete properties in a negative way. Such low cement concretes can

be designed by optimizing the concrete composition in such a way that the highest packing density is achieved. The packing density of coarse and fine aggregates plays a significant role for mixture optimization of concrete. The packing density of aggregate depends on the aggregate particle-size distribution, shape, surface texture, and sand-to-total aggregate ratio (S/A). In general, increasing the aggregate packing density results in lower paste demand to fill voids of the aggregate skeleton. This can lead to a more environmentally friendly concrete [4]. On the powder level, the packing density of the cementitious materials and fillers has predominant influence on water demand. An increase in packing density of the cementitious materials leads to reducing water demand [5]. The water-to-cementitious materials ratio (w/cm) and binder composition are the major factors influencing cement hydration and microstructural development. Recently, Khayat and Mehdipour (unpublished results) carried out research to investigate the effect binder composition on the rheological properties, packing density, and compressive strength of HPC. The investigation included the use of Class C and F fly ash, blast furnace slag, and silica fume in binary and ternary systems that were highly flowable. A number of test approaches were used to optimize the selection of the powder composition for HPC, including wet packing density, minimum water demand, and compressive strength development. The results show that an optimum w/cm can be achieved where a maximum solid concentration is obtained. This occurs despite of the presence of superplasticizer that is employed to ensure proper cement dispersion.
The aim of the project proposed is to develop and validate the behavior of a new class of environmentally friendly and cost-effective high-performance concrete (HPC), which is referred to here as Eco-HPC. The target value for the binder in Eco-Crete that is targeted for infrastructure applications that are addressed in this proposal is 350 kg/m3 (590 lb/yd3) to secure a 56-day compressive strength of 40 to 50 MPa (5800 to 7300 psi). Other researchers, however, have defined an Eco-Crete with a lower binder content of 315 kg/m3 (530 lb/yd3) to secure a 28-day compressive strength of 30 to 35 MPa (4300 to 5100 psi) [6]. The proposed project will develop two classes of Eco-HPC for the following applications: HPC for pavement construction (Eco-Pave-Crete) with a lower binder content of 320 kg/m3 (540 lb/yd3) and HPC for bridge desk and transportation infrastructure construction (Eco-Bridge-Crete) with a lower binder content of 350 kg/m3 (590 lb/yd3). Eco-Bridge-Crete can be used in cast-in-place girders, cast-in-place piers and piles, and other bridge elements. It should be noted that due to the higher w/cm, Eco-HPC may exhibit higher shrinkage, thus resulting in higher risk of cracking. Therefore, the concrete materials should develop relatively low shrinkage crack mitigation using a multiple approach, including the use of SRA, expansive agent (EA), lightweight sand for internal curing and fibers. The developed Eco-HPC should exhibit high resistance to shrinkage cracking leading to crack-free concrete. Crack-free refers to concrete that can have hairline cracks as 0.1 mm (0.004") that are not detrimental to durability.
Field evaluation of optimized Eco-Bridge-Crete for transportation infrastructure and Eco-Pave-Crete for pavement application will be investigated to establish guidelines for mix design, casting, and performance of such sustainable infrastructure materials. The rheological properties of these advanced materials will be designed to facilitate construction operations and reduce labor and cost. Both Eco-HPC types will also be designed to ensure high durability. Table 1 summarizes some of the performance specifications that are required for these concrete types.
Compared to conventional concrete, the mix design of Eco-HPC (Eco-Pave-Crete and Eco-Bridge-Crete) is complex and requires special attention to materials selection and mix design.

The low cement content that can be achieved through optimized aggregate gradation and choice of efficient superplasticizers and SCMs and/or fillers;
Adapted rheology that is compatible with placement technique and section characteristics;
Higher risk of segregation and bleeding stemming from the lower volume of binder and greater content of water. This can also reduce the robustness of the concrete and makes it more susceptible to small changes in materials properties and mixing conditions.
Uniform surface quality and homogeneous distribution of in-situ hardened concrete properties, including bond to reinforcement and transport properties.
Table 1- Targeted properties of Eco-Pave-Crete and Eco-Bridge-Crete
Characteristics of Eco‐Pave‐Crete (with different workability levels)
Compressive strength at 56 days 40‐50 MPa ( 5800‐7300 psi)
Durability High
Slump 50 ± 25 mm (2 ± 1 in.)
Slump (higher values due fiber use) 100 ± 25 mm (4 ± 1 in.)
Cementitious materials ≤ 320 kg/m3 (≤ 540 lb/yd3)
Air content 5%‐7%
Drying shrinkage Low
Characteristics of Eco‐Bridge‐Crete (with different workability levels)
Compressive strength at 56 days 40‐50 MPa (5800‐7300 psi)
Durability High
Slump 100 ± 25 mm (4 ± 1 in.)
Slump 200 ± 25 mm (8 ± 1 in.)
Cementitious materials ≤ 350 kg/m3 (≤ 590 lb/yd3)
Air content 5%‐8%
Strength development Fast
Drying shrinkage Low
Approach / Methodology to Addressing the Problem
TaskI:Literaturereview(All)
The purpose of this Task is to collect and review relevant literature, specifications, research findings, current practices, and other information relative to Eco-HPC. Literature review will focus on mix design methodology and test methods of HPC for different targeted applications. Furthermore, the effect of binder composition and aggregate characteristics on rheology, stability, mechanical properties, and durability of concrete will be investigated. Particular attention will be given to means to reduce shrinkage and early-age cracking of concrete. This includes aggregate selection and volume, shrinkage compensating materials, and fibers.
TaskII:Laboratorytesting(Khayat)
The information reviewed in Task I will be analyzed to finalize the laboratory testing program. A comprehensive investigation will be undertaken to evaluate the influence of mixture proportioning and material characteristics on various properties, including workability, rheology,

mechanical properties, shrinkage, and durability. This Task consists of five Subtasks that are described below.
Subtask II-1 Optimization of binder composition
The aim of this Subtask is to optimize the binder composition based on packing density, minimum water and admixture demand, unit cost, CO2 emission, as well as rheological and mechanical properties of cement paste. Different replacement levels and types of binary and ternary binders will be evaluated. The investigated SCMs include Class C and Class F fly ash, blast furnace slag, silica fume, limestone powder, Type I-limestone cement with 10% limestone substitution, and glass powder from recycled waste glass, as presented in Table 2. At the end of this Subtask, six optimal binder compositions will be selected based on the performance rank analysis.
Subtask II-2 Optimization of aggregate characteristics
The effect of various physical characteristics of coarse and fine aggregates, including shape, particle-size distribution, fineness modulus, and sand-to-total aggregate ratio (S/A) on the packing density of the aggregate skeleton will be evaluated, as presented in Table 3. The packing density of the sand and coarse aggregate will be determined using the intensive compaction tester (ICT). The effect of S/A and fineness content for different sand and coarse aggregate types on packing density will be determined. Optimum S/A values for each of the two targeted HPC types (Eco-Pave-Crete and Eco-Bridge-Crete) will be selected for the various sets of materials that are considered in this research project. These materials will be representatives of those found in the various states of that are participating in this project. In addition, the influence of particle lattice effect of combined aggregates and the entire volume of dry materials, including aggregates and optimized binder types from Subtask II-1 on packing density will be investigated, as presented in Table 3.

Table 2 - Investigated material constituents
Parameters Type Content Task
SCM types
Silica fume 0 ‐ 10% II‐1
GGBS 0 ‐ 50% II‐1
Fly ash 10% ‐ 55% II‐1
Limestone powder 0 ‐ 20% II‐1
Type I‐limestone TBD II‐1
Recycled glass powder TBD II‐1
Aggregate characteristics
Sand to total aggregate ratio
45% ‐ 65% II‐2
Particle size distribution continuous/discontinuous II‐2
Fineness modulus TBD II‐2
Shape crushed/rounded II‐2
Fine lightweight aggregate (FLWA)
Up to 25% II‐3
Expansive agent (EA) Type G
5% ‐ 15% II‐3 Type K
Shrinkage reducing admixture (SRA)
0 ‐ 2% II‐3
Viscosity enhancing agent (VEA)
TBD II‐3
Fiber
Synthetic (micro and macro)
0 – 0.5% II‐3
Rubber fibers recovered from waste tires
TBD II‐3
Recycled steel fibers from waste tires
0 – 0.5% II‐3
Table 3 - The effect of aggregate characteristics and binder types on packing density
Coarse aggregate type
CA1 CA2
Sand type S1 S2 S3 S1 S2 S3
S/A 0.45 ‐ 0.65 0.45 ‐ 0.65 0.45 ‐ 0.65 0.45 ‐ 0.65 0.45 ‐ 0.65 0.45 ‐ 0.65
Selected binder types from Subtask
II‐1 B1 to B6 B1 to B6 B1 to B6 B1 to B6 B1 to B6 B1 to B6
Subtask II-3 Evaluation of different materials to mitigate cracking potential
This Subtask aims at evaluating the effect of different shrinkage compensating materials, including expansive agent (type G and K), SRA, and different type of fibers on autogenous and drying shrinkage, early-age cracking potential, and mechanical properties of concrete equivalent mortars. In this Subtask, various types of fibers, including synthetic and recycled fibers from waste tires (rubber and steel fibers recovered from scrap tires) will be evaluated with the aim of

enhancing both post-cracking behavior and early-age cracking resistance. In addition, the effect of glass powder (GP) from recycled waste glass, viscosity-enhancing admixture (VEA) and fine lightweight aggregate (FLWA) on shrinkage and cracking potential will also be investigated. The use of lightweight aggregate has significant benefit to provide internal curing and enhance cement hydration along with forming new hydration products via pozzolanic reaction of the SCMs. It should be noted that, for mixture made with glass powder, the influence of glass powder on alkali-silica reaction (ASR) will be verified. Furthermore, binary and hybrid systems containing combined use of shrinkage compensating materials and fibers will be studied to provide synergistic effect on developing crack-free properties of mixtures. The studied parameters that will be investigated in this Subtask are given in Table 2.
The effectiveness of shrinkage compensating materials on shrinkage and key engineering properties and durability is affected by the initial moist curing of the material. Selected mixtures from this Subtask will be subjected to different moist-curing durations to investigate the influence of initial moist curing period on the performance of various shrinkage compensating materials incorporated with and without fibers. Table 4 presents the proposed initial curing duration of investigated mixtures.
Table 4 - Proposed initial curing condition of investigated mixtures
Moist curing duration Detail
Air curing 1 day in mold, then air drying at 23 °C and 50% RH
Moist curing of 3 d 1 day in mold, then 3 days moist curing, then air drying at 23 °C and 50% RH
Moist curing of 7 d 1 day in mold, then 7 days moist curing, then air drying at 23 °C and 50% RH
Moist curing continuous
1 day in mold, then continuous moist curing until the age of testing
In this Subtask, a factorial design approach will be employed to quantify the effect of different materials and content investigated in this study on cracking potential. In this statistical analysis, the estimated coefficient of each factor will be determined, which refers to the contribution of that factor to the modeled response. In addition, central point and some extra mixtures will be made to validate the derived equations. Table 5 presents the proposed experimental matrix to investigate the influence of shrinkage compensating materials (single or combined use of them) on shrinkage behavior, early-age cracking potential, and the development of mechanical properties. The coded values are calculated as the difference between the absolute values (actual values) and values corresponding to the central points divided by the difference between the absolute values corresponding to the 0 and 1 coded values, as follows:
/ ( / 0.45) / 0.05
( 7.5) / 7.5
( 1) /1
( 0.25) / 0.25
Coded w cm absolute w cm
Coded EA absolute EA
Coded SRA absolute SRA
Coded Fiber absolute Fiber
The actual and coded values of parameters are presented in Table 6.

Table 5 - Test variables of investigated mixtures (coded value)
Type Mix # EA SRA Fiber w/cm
16 mixtures
1 ‐1 ‐1 ‐1 ‐1
2 ‐1 ‐1 ‐1 1
3 ‐1 ‐1 1 ‐1
4 ‐1 ‐1 1 1
5 ‐1 1 ‐1 ‐1
6 ‐1 1 ‐1 1
7 ‐1 1 1 ‐1
8 ‐1 1 1 1
9 1 ‐1 ‐1 ‐1
10 1 ‐1 ‐1 1
11 1 ‐1 1 ‐1
12 1 ‐1 1 1
13 1 1 ‐1 ‐1
14 1 1 ‐1 1
15 1 1 1 ‐1
16 1 1 1 1
Central points with four replications
17 0 0 0 0
18 0 0 0 0
19 0 0 0 0
20 0 0 0 0
Mixtures used to validate the
model
21 1/2 1/2 1/3 1
22 ‐1 1/2 1 ‐1/2
23 1 1/3 ‐1 1/3
24 ‐1/2 1 1/2 2/3
25 2/3 ‐1/3 2/3 ‐1
Table 6 - Coded and actual values of investigated parameters
Factor Coded factor
‐1 0 1
EA (%) 0 7.5 15
SRA (%) 0 1 2
Fiber (%) 0 0.25 0.5
w/cm 0.4 0.45 0. 5
Subtask II-4 Optimization of concrete mixtures to develop Eco and crack-free HPC (Khayat)
The aim of this Subtask is to develop and optimize Eco and crack-free HPC materials to meet the targeted properties elaborated earlier in Table 1. Based on the obtained results from Subtask II-1, II-2, and II-3, the effect of different binder compositions, aggregate characteristics, and shrinkage compensating materials will be investigated to design Eco and crack free HPC with

various targeted applications (Eco-Pave-Crete and Eco-Bridge-Crete). In this phase, more attention will be given to the rheology, stability, shrinkage, and mechanical properties of the concrete in order to optimize the mixture proportioning of the various types of Eco- and crack free HPC. The testing program includes detailed evaluation of the workability, rheology, shrinkage, setting time, water absorption, electrical resistivity, and the development of mechanical properties of the concrete, as elaborated in Table 7.
Subtask II-5 Key engineering properties, durability, and robustness
The aim of this Subtask is to evaluate further the key engineering properties and durability of the optimized mixtures selected in the Subtask II-4. Various tests will be carried out to evaluate the rheology, stability, shrinkage, mechanical properties and durability of selected mixtures with different consistencies and target applications (Table 7).
Furthermore, the robustness of the selected mixtures will be evaluated by varying superplasticizer dosage by ± 10%, content of water by ± 10 l/m3 (e.g., variations in sand moisture content), and concrete temperature to simulate typical variations that can occur during daily production of concrete. Optimized mixtures with the highest rank will be proposed to use for structural evaluation.
Table 7 - Experimental program of Task II
Concrete property
Subtask II‐4
Subtask II‐5
Test Eco‐Pave‐Crete
Eco‐Bridge‐Crete
Workability * * * Unit weight (ASTM C 138), air content (ASTM C 231) Slump and setting time
Rheology * * Co‐axial Rheometer, ICAR rheometer
Stability * * Bleeding (ASTM C 232), Surface settlement, Column segregation (ASTM C 1610)
Mechanical properties
* * * Compressive strength (ASTM C 39) at 3, 7, 28, 56, and 91 days
* * Modulus of elasticity (ASTM C 469), Splitting tensile strength (ASTM C 496) at 56 days
* * Flexural strength (ASTM C 78) at 56 and 91 days
* * * Flexural performance of fiber reinforced concrete (ASTM C 1609) at 56 and 91 days
Durability
* * Resistance to freezing and thawing (ASTM C 666)
* * * De‐icing salt scaling resistance (ASTM C 672)
* Rapid chloride‐ion permeability (ASTM C 1202) at 56 days
* * * Water absorption (ASTM C 642) at 56 and 91 days
* * Sorptivity (ASTM C 1585) at 56 and 91 days
* * Surface Resistivity (AASHTO T95) at 56 and

91 days
* * Bulk electrical conductivity (ASTM C 1760) at 56 and 91 days
* * Air‐void parameters (ASTM C 457)
* Abrasion resistance (ASTM C 944) at 56 days
* * Alkali‐Silica Reactivity (ASTM C 1567)
Visco‐elastic properties
* * Autogenous shrinkage (ASTM C 1698) and drying shrinkage (ASTM C 157)
* * Restrained shrinkage Ring test (ASTM C 1581)
Task III: Deformation measurement and structural evaluation
Full-scale specimens, including slab and beam members will be constructed to evaluate the shrinkage deformation, cracking resistance, and structural performance of Eco-Pave-Crete and Eco-Bridge-Crete. Concrete mixtures will be made in local concrete batching plants to confirm the ability of proposed concrete to apply in the field. This Task consists of two Subtasks that are described below.
Subtask III-1 Concrete slab section (Khayat) The aim of this Subtask is to evaluate the shrinkage, deformation of concrete slabs made with selected Eco-Pave-Crete and Eco-Bridge-Crete mixtures from Task II. A total of 10 forms will be constructed to evaluate different concrete mix designs, including Eco-Pave-Crete and Eco-Bridge-Crete with and without fibers and shrinkage compensating materials that will be compared to conventional concrete. Each slab will measure 1.8 x 1.8 m (6 x 6 ft) and 150 mm (6 in.) in depth, as shown in Figure 1 (a). All of the slabs will be instrumented by using vibrating wire strain gauges (VWSG) to monitor the shrinkage behavior and deformation in pavement concrete. In addition, the internal relative humidity and temperature of concrete will be monitored using cast-in sensor. Mechanical, shrinkage, and durability of the mixtures will be investigated up to six months after casting. Cores will also be taken from the concrete pavements subjected to different freeze-thaw cycles to determine mechanical properties and durability. In addition to the shrinkage deformation, the truck loading will be applied to monitor the static deformation of slabs. When shrinkage behavior of pavement concrete reaches constant value, the slabs will be loaded to determine the flexural strength, as shown in Figure 1 (b).
(a) (b)
Figure 1 - (a) wooden slab section [7] and (b) Test setup for testing flexural strength of slab [8]

Subtask III-2 Concrete beam section (Volz, Khayat)
The aim of this Subtask is to evaluate bond, shear, and flexural strengths of reinforced concrete beams made with selected Eco-Bridge-Crete mixtures that are optimized in Task II. The results will be compared with the data obtained from beams constructed with conventional concrete and HPC. Table 8 presents the proposed test matrix for Subtask III-2. This Subtask includes three phases, as described below.
Phase 1 Bond and developed length (Volz)
The beam splice test specimens will be made for both development and splice length measurement. This test consists of applying a full-scale beam specimen to a four-point loading until failure of the splice occurs. The splice is located in the region of the beam subjected to a constant moment and stress. In this phase, rectangular beams will be constructed and instrumented to determine the longitudinal stress at bond failure, as shown in Figure 2. This phase includes five Eco-Bridge-Crete mixtures and conventional reference concrete, as presented in Table 8.
Figure 2 - Beam splice specimen [9]
Table 8 - Mixture matrix for Subtask III-2
Mixture Slump Fiber Expansive materials Binder content
Eco‐Bridge‐Crete ‐1 4 in. ≤ 350 kg/m3 (≤590 lb/yd3)
Eco‐Bridge‐Crete ‐2 4 in.
≤ 350 kg/m3
(≤590 lb/yd3)
Eco‐Bridge‐Crete ‐3 8 in. ≤ 350 kg/m3
(≤590 lb/yd3)
Eco‐Bridge‐Crete ‐4 8 in. ‐ ≤ 350 kg/m3
(≤590 lb/yd3)
Conventional concrete
‐ ‐ ≥ 350 kg/m3
(≥590 lb/yd3)
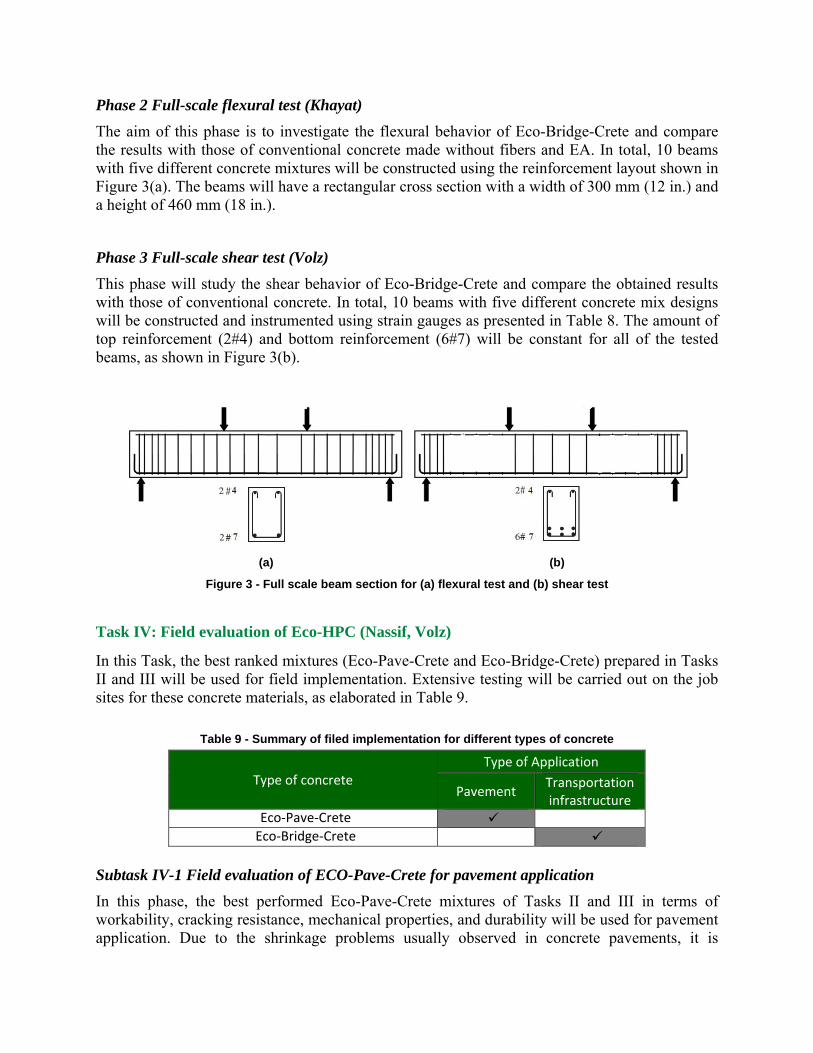
Phase 2 Full-scale flexural test (Khayat)
The aim of this phase is to investigate the flexural behavior of Eco-Bridge-Crete and compare the results with those of conventional concrete made without fibers and EA. In total, 10 beams with five different concrete mixtures will be constructed using the reinforcement layout shown in Figure 3(a). The beams will have a rectangular cross section with a width of 300 mm (12 in.) and a height of 460 mm (18 in.).
Phase 3 Full-scale shear test (Volz)
This phase will study the shear behavior of Eco-Bridge-Crete and compare the obtained results with those of conventional concrete. In total, 10 beams with five different concrete mix designs will be constructed and instrumented using strain gauges as presented in Table 8. The amount of top reinforcement (2#4) and bottom reinforcement (6#7) will be constant for all of the tested beams, as shown in Figure 3(b).
(a) (b)
Figure 3 - Full scale beam section for (a) flexural test and (b) shear test
Task IV: Field evaluation of Eco-HPC (Nassif, Volz)
In this Task, the best ranked mixtures (Eco-Pave-Crete and Eco-Bridge-Crete) prepared in Tasks II and III will be used for field implementation. Extensive testing will be carried out on the job sites for these concrete materials, as elaborated in Table 9.
Table 9 - Summary of filed implementation for different types of concrete
Type of concrete Type of Application
Pavement Transportation infrastructure
Eco‐Pave‐Crete Eco‐Bridge‐Crete
Subtask IV-1 Field evaluation of ECO-Pave-Crete for pavement application
In this phase, the best performed Eco-Pave-Crete mixtures of Tasks II and III in terms of workability, cracking resistance, mechanical properties, and durability will be used for pavement application. Due to the shrinkage problems usually observed in concrete pavements, it is

important to investigate the long-term in-situ deformation characteristics of the pavement. With the aim of monitoring the aforementioned properties, various measuring techniques can be implemented to measure the dynamic and residual strains, displacements in the pavement structure. In this case, vibrating wire strain gauges (VWSG) will be used for monitoring strains and temperature variations in the concrete pavement. The embedded VWSG measures strains using a steel wire tensioned between two end blocks that are firmly in contact with the mass concrete. Deformations in the concrete cause the two end blocks to move relative to one another altering the tension in the steel wire. The change in tension due to strains in concrete is measured as a change in the resonant frequency of vibration of the wire. The instrumentation will monitor deformation caused by temperature variations and shrinkage induced deformation in the horizontal and vertical directions in the pavement. All gauges and sensors will be placed in the pavement during concreting procedure and will be connected to a local Data Acquisition System. Data logger is connected to a solar power that charged the data logger battery. In addition, the internal relative humidity of concrete will be measured using cast-in sensor to determine the effect of decreasing relative humidity on shrinkage behavior. A typical instrumentation system is shown in Figure 4. The details of instrumentation will be finalized with the partners participating in this project as well as the contractors. Field evaluation will also include full-scale pavement sections cast in the pavement test bed at the University of Oklahoma. The pavement sections will contain instrumentation for both short term and long term performance and will undergo periodic load testing as well as falling weight deflectometer tests and measurements of curling and warping.
Fresh properties of pavement concrete will be determined at job site. For key properties of hardened concrete, two series of representative samples will be taken. First series of concrete samples will be kept at the job site until the age of testing and then they will be transferred to the laboratory at Missouri S&T (or different universities of the RE-CAST team) for testing to simulate the match curing. The second series of samples will be kept at the job site for one day and then they will be transported to the laboratory for moist curing and testing. In addition, cores will be taken from the concrete pavements at the specified age and they will be transferred to the laboratory to determine in-situ mechanical properties and durability.

Figure 4 - Typical instrumentation for monitoring in-situ performance
Subtask IV-2 Field evaluation of Eco-Bridge-Crete for transportation infrastructure (Volz)
The best ranked Eco-Bridge-Crete mixtures of Tasks II and III in terms of workability, cracking resistance, mechanical properties, and durability will be used for the construction of some bridge elements, including decks or cast-in-place substructure elements. The type of transportation infrastructure elements will be decided on with the project partners.
Similar to the previous phase, the investigators will evaluate casting and placing procedure of the concrete and monitor deformation and internal relative humidity of the concrete. VWSGs can be placed in concrete members by pre-attaching the gauges to rebar. Fresh, mechanical, visco-elastic properties, and durability properties of the mixtures will be investigated up to one year after casting. This will be done for samples subjected to standard curing and match curing with the job site conditions. The properties of the concrete that will be investigated are similar to those described in Table 7 for Subtask II-5. Non-destructive test methods will be used to monitor and evaluate the time dependent behavior of mechanical properties and durability. Figure 5 shows typical instrumentation and non-destructive test methods (concrete test hammer and Resipod) to evaluate the compressive strength and surface resistivity of concrete.
Subtask IV-3 Field implementation of Eco-Pave-Crete, Eco-Bridge-Crete for bridge deck in New Jersey (Nassif)
Another field implementation of Eco-Pave-Crete and Eco-Bridge-Crete will be performed for concrete bridge deck structures in the State of New Jersey. For this implementation, the research team already contacted with the New Jersey Department of Transportation (NJDOT) and the New Jersey Turnpike Authority (NJTA) to request the application of new materials on the bridge deck, and they have presented interest in the implementation. The applicable field locations and target bridges will be selected by the agencies depending on the field projects at the time when this implementation is to commence. Various measuring techniques will be implemented to monitor the behavior of the concrete bridge deck using VWSG and thermometer, and the movements of the girder using VWSG, VW-Displacement Transducer. The bridge will be monitored the deformation and cracking of the deck developed by the thermal change and various shrinkage, and the movement of the girder caused by the daily or seasonal thermal cycle. All sensors will be placed and checked its function during the construction, and will be connected to a data acquisition system (DAS). The DAS will be equipped with a 3G/4G modem for the capability of the remote control and a solar panel for long-term monitoring of the bridge. The concrete samples will be collected to evaluate its hardened concrete and shrinkage properties.

Figure 5 - Typical instrumentation and non-destructive tests for monitoring in-situ performance
Task V: Life cycle cost assessment (Ozbay)
A life cycle inventory (LCI) or life cycle cost analysis (LCCA) will be determined for selected concretes with different mixture compositions and performance characteristics. In addition, LCI will be evaluated for those concrete used in the fields including pavement and transportation infrastructure. The LCI includes materials, energy, and emissions from extraction of raw materials through the manufacture of one cubic yard of concrete. The four major stages of the LCI applied in this study include: (1) Determination of the assessment scope and boundaries (2) Selection of inventory of outputs and inputs (3) Assessment of environmental impact data compiled in the inventory (4) Interpretation of results and suggestions for improvement Life-Cycle Cost Analysis (LCCA) is an engineering economic analysis tool that will be undertaken to allow transportation officials to quantify the differential costs of alternative investment options for a given project. LCCA is the most renowned evaluation tool for transportation infrastructure management and decision-making support during the project-level analysis. A structured approach to LCCA can be outlined in the following steps:
1- Define project’s alternatives 2- Decide the approach: probabilistic or deterministic 3- Choose general economic parameters: discount rate and analysis period 4- Establish expenditure stream for each alternative
a. Design rehabilitation strategies and their timings b. Estimate agency costs c. Estimate user costs d. Estimate societal costs
5- Compute Net Present Value for each alternative 6- Compare and interpret results 7- Re-evaluate design strategies if needed

Figure 6 is the depiction of the life cycle of a project from a costing perspective, and the net present value (NPV) for agency and other costs are calculated as noted in Eq. 1. The economic parameters that will be used in the LCCA include agency future cost, traffic growth rate and discount rate as summarized in Table 10.
Figure 6 - Life Cycle from a Costing Perspective
NPV IC1
11
1
11
(Eq. 1)
where IC = Agency Initial Construction Cost, AC = Agency Future Rehabilitation Cost, UC User Cost, and N = Analysis Period.
Table 10 - LCCA Economic Parameters
Agency future cost
Time frame of the analysis - Analysis period (N) - Rehabilitation timings
►
Historical maintenance cost & schedule
Pavement and bridge deterioration models
Traffic growth rate ► WIM data
Discount rate ► Probabilistic based on historical trends
Task VI: Anticipated guidelines for using Eco-HPC in pavement and transportation infrastructure applications
Based on the literature survey, laboratory evaluation, structural performance, and field implementation from Task 1 to Task IV, guidelines will be established for the use of Eco- and crack-free HPC for pavement and infrastructure applications. These guidelines will include information on the selection of constituent materials and mixture proportioning, Q/C and Q/A test methods, performance-based specifications, as well as placement and curing considerations.

Major Goals and Objectives of the Project The aim of the project proposed is to develop and validate the behavior of a new class of environmentally friendly and cost-effective high-performance concrete (HPC), which is referred to here as Eco-HPC. Such concrete should be designed with relatively low binder content of 350 kg/m3 (590 lb/yd3). The concrete should develop high resistance to cracking to limit the crack width to hairline cracks as 0.1 mm (0.004"). The proposed project will develop two classes of Eco-HPC for the following applications: HPC for pavement construction (Eco-Pave-Crete) and HPC for bridge desk and transportation infrastructure construction (Eco-Bridge-Crete). The rheological properties of these advanced materials will be designed to facilitate construction operations and reduce labor and cost. Both Eco-HPC types will also be designed to ensure high durability.
Potential Impact of the project to transportation education and research
This project seeks to develop Eco-HPC that is cost effective with low carbon footprint and high cracking resistance for different types of infrastructure applications. Unlike the first generation of SCC with higher binder content 425-550 kg/m3 (720-930 lb/yd3), Eco-Pave-Crete for pavement construction and Eco- Bridge-Crete for transportation infrastructure construction will be designed with a upper binder content of 320 kg/m3 (540 lb/yd3) and 350 kg/m3 (590 lb/yd3), respectively. The project will establish new mix design methodology based on the maximum packing density and particle lattice effect with the aim of reducing cement content and increasing stability of the concrete. This contributes to the development of eco-friendly HPC. Low cracking potential of such concrete can enhance impermeability and structural properties leading to prolonged service life of concrete transport infrastructure. It is expected that the results obtained in this work will provide a basis for the development and implementation of:
new mix design methodology and guidelines for using Eco- and crack-free HPC for various types of transportation infrastructure and pavement applications; and
performance-based design with substantial information regarding material characteristics and key engineering properties, structural behavior, and durability of concrete targeted for pavement and infrastructure applications.
1. Proposed Work Plan: Please a description of the tasks to be completed in this project
along with any milestone dates that must be met along the way to ensure timely completion of the project.
A 24-month time schedule is planned for with deliverables beginning TBD and concluding TBD. The major activities are summarized in Table 11.

Table 11 - Proposed schedule
Activity / Month Month
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Task I Literature review First Report
Task II Laboratory Testing Subtask II‐1 Optimization of binder composition
Subtask II‐2 Optimization of aggregate characteristics
Subtask II‐3 Evaluation of different materials to mitigate cracking potential
Subtask II‐4 Optimization of concrete mix properties targeted for various consistencies
Subtask II‐5 Robustness and key engineering properties of selected mixtures for different applications
Second Report Task III Structural evaluation
Subtask III‐1 Concrete slab section Subtask III‐2 Concrete beam section
Third Report Task IV Field evaluation of Eco‐HPC
Subtask IV‐1 Field evaluation of Eco‐Pave‐Crete for pavement application
Subtask IV‐2 Field evaluation of Eco-Bridge‐Cretefor transportation infrastructure
Fourth Report Task V Life cycle assessment
Task VI Anticipated guidelines for using HPC in pavement and infrastructure applications
Submission of Final Report and Presentation
Project Deliverables: Specifically list the project deliverables to be provided – including any deliverables from the match proposal. At the end of literature review task, the first quarterly report including a comprehensive review of the literature will be submitted to summarize the available knowledge on the design and performance of Eco- and crack free HPC. The second, third and fourth quarterly reports will be presented at the end of each specified task as shown in Table 11. At the end of the project, a final report will be submitted including all finding from this project, as well as provide guidelines for design, casting and placement of Eco- and crack free HPC targeted for pavement and infrastructure applications. Final presentation will be scheduled with the project partners to summarize the research work. Based on the results obtained in the research process, some technical papers highlighting the scientific findings will be submitted to leading scientific journals.

Qualifications of the Investigators Missouri University of Science and Technology Dr. Kamal H. Khayat, Professor of Civil Engineering and Director of the Center for Infrastructure Engineering Studies (CIES) at Missouri S&T will act as the PI for the project. He will be responsible for the coordination of the work and submission of the progress and final reports. Iman Mehdipour, as PhD student, will be working on all experimental and analytical aspects of the project. Two senior technicians of the CIES will also help in conducting field testing operations. University of Oklahoma Dr. Jeffery S. Volz, Associate Professor, School of Civil Engineering and Environmental Science at the University of Oklahoma (OU) will participate in the project. He will be responsible for supervising the research work performed at OU, which will include parallel development of the mix designs; construction and testing of companion structural elements; construction, testing, and monitoring of full-scale pavement sections in the OU pavement test bed; and coordinating field implementation of the project in the State of Oklahoma. Dr. Mahdi Arezoumandi, post-doctoral scholar, will assist Dr. Volz with the research. Rutgers University
Dr. Hani Nassif, Professor of Civil Engineering, will lead the Rutgers, The State Univ. of New Jersey, team activities. He will be responsible for the characterization of optimized Eco-crete mixtures with local materials and conditions in New Jersey. He will also lead the field implementation activities to validate the performance of Eco-Crete, Eco-SFC, and Eco-SCC in various pavement and bridge projects in the state of New Jersey. Dr. Chaekuk Na, post-doctoral associate, and Mr. Zeeshan Ghanchi, MS Student at Rutgers will assist Dr. Nassif in conducting the proposed research.
NYU
Dr. Kaan Ozbay, Professor of Civil and Urban Engineering at the Center for Urban Science & Progress, at New York University will lead the efforts dealing with the life cycle cost assessment of the various advanced materials developed in this project.
Plans for Dissemination of Research Outcomes
At the end of literature review task, the first quarterly report including a comprehensive review of the literature will be submitted to summarize the available knowledge on the use of recycled materials for pavement applications. Progress reports will be presented at the end of each specified task. At the end of the project, a final report will be submitted including all finding from this project as well as guidelines for selecting concrete materials and mixture optimization for the two proposed classes of economical and environmentally sustainable high performance concrete. Based on the results obtained in the research process, some technical papers highlighting scientific findings will be submitted to prestigious journals.

References
[1] U.S. Environmental Protection Agency, Office of Resource Conservation and Recovery, Municipal Solid Waste Generation, Recycling, and Disposal in the United States Tables and Figures for 2010, 2011, pp. 58. [2] Du, H., Tan, K.H., Concrete with Recycled Glass as Fine Aggregates, ACI Materials Journal 111 (1), 2014. [3] Matos, A.M., Sousa-Coutinho, J., Durability of Mortar Using Waste Glass Powder as Cement Replacement, Construction and Building Materials 36, 2012, pp. 205–215. [4] Fennis, S.A.A.M., Walraven, J.C., den Uijl, J.A., Defined-Performance Design of Ecological Concrete, Materials and Structures, 2013, 46, pp. 639–650. [5] Wong, H.H.C., Kwan, A.K.H., Packing Density of Cementitious Materials: Part 1—Measurement Using A Wet Packing Method, Materials and Structures, 41, 2008, pp. 689–701. [6] Hwang, S.D., Khayat, K.H., Effect of Mixture Composition on Restrained Shrinkage Cracking of Self-Consolidating Concrete Used in Repair, ACI Materials Journal, 2008, 105(5), pp. 499-509. [7] Hwang, S.D., Khayat, K.H., Effect of Mix Design on Restrained Shrinkage of Self-Consolidating Concrete, Materials and Structures, 43, 2010, pp. 367–380. [8] Wang, K., Shah, S. P., White, D. J., Gray, J., Voigt, T., Gang, L., Hu, J., Halverson, C., and Pekmuzci, B. Y., Self-Consolidating Concrete Applications for Slip-Form Paving: Phase I (Feasibility Study), Center for Portland Cement Concrete Pavement Technology, Iowa State University, Ames, IA., 2005. [9] Wang, K., Shah, S. P., and Lomboy, G. R., Self-Consolidating Concrete—Applications for Slip-Form Paving: Phase II (Design And Application), Center for Portland Cement Concrete Pavement Technology, Iowa State Univ., Ames, IA, 2010. [10] Lomboy, G., Wang, K., Ouyang, C., Shrinkage and Fracture Properties of Semi Flowable Self-Consolidating Concrete, Journal of Materials in Civil Engineering, 23(11), 2011. [11] Wallevik, O.H., Mueller, F.V., Hjartarson, B., Kubens, S., The Green Alternative of Self-Compacting Concrete, Eco-SCC, 35th Conference on our World in Concrete and Structures, Singapore, 2010.





























