-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
1/92
Slide 1 of 93HMY\ ECH4301\ Semester 2 2009/2010
Application of Thermodynamics
in Solving Process EngineeringProblem
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
2/92
Slide 2 of 93HMY\ ECH4301\ Semester 2 2009/2010
Sommerfeld on thermodynamics
Thermodynamics is a funny subject. The first
time you go through the subject, you don't
understand it at all. The second time you go
through it, you think you understand it, except for
one or two small points. The third time you go
through it, you know you don't understand it, but
by that time you are so used to the subject that itdoesnt bother
you any more.
- Arnold Sommerfeld (1868-1951)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
3/92
Slide 3 of 93HMY\ ECH4301\ Semester 2 2009/2010
THERMODYNAMIC PROPERTY
MODELING FOR CHEMICAL PROCESS
AND PRODUCT ENGINEERING : SOME
PERSPECTIVE
John P. OConnell; Rafiqul Gani; Paul M. Mathias; Gerd Maurer;
James D. Olson;
Peter A. Crafts; Ind. Eng. Chem. Res. 2009, 48, 4619-4637.DOI:
10.1021/ie801535a
Copyright 2009 American Chemical Society
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
4/92
Slide 4 of 93HMY\ ECH4301\ Semester 2 2009/2010
Introduction - 1
Chemical tech has broadened & deepened-
uses of thermodynamic properties much more
sophisticated
Process designs developed via computation,
based on accurate data & complex model
To reveal the condition need for desired product
quality
To optimize efficiency for sustainability
To suggest alternative molecular structures for novel
application (health, comfort & defence)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
5/92
Slide 5 of 93HMY\ ECH4301\ Semester 2 2009/2010
As March 2009
45 000 000 organic & inorganic substances
61 000 000 chemical sequences in the CAS registry
Principles model for pure component & mixture PYTxequation
of state
Excess Gibbs free energy
Introduction - 2
Stateproperties
of formation
Reactionequilibria
Volume Enthalpies
Entropies
Bulkproperties
Component properties
Chemical potential
FugacityEquipment sizing
Energy analysis
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
6/92
Slide 6 of 93HMY\ ECH4301\ Semester 2 2009/2010
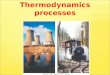
Property model and process model
Process model set of mass and energy
balance equations, as well as imposed physical,
chemical and economic constrains, of process
situation 2 kind of properties i)measurable, ii) conceptual
Quantitative equilibrium or dynamic behaviour
Property model requires spec of desired
behaviour (properties & molecular structure) and
then establish the process steps
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
7/92
Slide 7 of 93HMY\ ECH4301\ Semester 2 2009/2010
Process and property model
relationships.
Published in: John P. OConnell; Rafiqul Gani; Paul M. Mathias;
Gerd Maurer; James D. Olson; Peter A. Crafts; Ind. Eng. Chem. Res.
2009, 48,
4619-4637.DOI: 10.1021/ie801535aCopyright 2009 American Chemical
Society
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
8/92
Slide 8 of 93HMY\ ECH4301\ Semester 2 2009/2010
Roles of property models in Process
and Product Engineering1. Common service role
1. A specified set of property values is provided when
requested
2. Process simulation
2. Service plus advice role1. Models provide information about
feasibility
2. Process and product design
3. Integration role
1. Contribute to the technique of problem solution2. Developing
efficient and flexible integrated simulation
design strategies
*Forward design approach vs Reverse approach
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
9/92
Slide 9 of 93HMY\ ECH4301\ Semester 2 2009/2010
Singlephase, fixed
T & P
T and cchange?
Multiplephase ?
Q in/out?Any
reaction?
Model SelectionOnly V (density) needed V(T,c) J for equilibrium
phase
Enthalpy H (T, P, c, T)
Simultaneous chemical &
physical equilibriumProperties of formation
* For more complicated situations, model selection may not be
straightforward
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
10/92
Slide 10 of 93HMY\ ECH4301\ Semester 2 2009/2010
Model Information Sources
Molecular simulation
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
11/92
Slide 11 of 93HMY\ ECH4301\ Semester 2 2009/2010
Estimation Level of empiricism
Fundamental behavior - unknown
or excessively complex.
Continuous variables - by curve-
fitting sparse experimental data
using, for e.g. polynomials,
loglog plots, analysis of variable
statistical methods (ANOVA), and
time-series analysis.Restricted to data interpolation.
Resulting equations with fitted
parameters should not be
extrapolated outside the space of
measured variables.
Computational
chemistry -
calculations from
first principles
where it may be
claimed that no
data are needed.
Include quantummechanics and
applied statistical
mechanics.
Uses rigorous equations or
models from chemical theory.
Collections of quantities include
parameters adjusted to fit data.
E.g. ~ activity coefficients,
compressibility factors, residual
enthalpies, and entropies and
fugacity coefficients.Relations include equations-of-
state, group-contribution
methods, and corresponding-
states formulations
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
12/92
Slide 12 of 93HMY\ ECH4301\ Semester 2 2009/2010
Model Development
Essential element appropriate specification of the
problem type and expected outcome
E.g. ~ Develop a model for the estimation of the
average density of polymers for the pressures andtemperatures
encountered in extruding the product
A clear delineation of model type, application range and
expected users.
Develop a model to predict the activity coefficients ofliquid
solutions
Must put constrain or the model must treat all types of
system
under all conditions
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
13/92
Slide 13 of 93HMY\ ECH4301\ Semester 2 2009/2010
Development strategy Iterative steps.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
14/92
Slide 14 of 93HMY\ ECH4301\ Semester 2 2009/2010
Schematic phase equilibrium diagram of thebinary system
formaldehyde + water. V =vapor; L = liquid; S = solid. (insert)
Lower
temperatures where an azeotrope exists atdilute
formaldehyde.
Example 1 VLE for Formaldehyde
with Water
The liquidvapor phase region is restricted
to low formaldehyde concentrations since
solids characterized as oligomers of
poly(oxymethylene) glycols, formed from
varying numbers of formaldehyde and watermolecules, precipitate
at higher
concentrations.
However, even at the low formaldehyde
concentrations, complicated phase behavior
arises, as shown in the insert of Figure 4.
This is attributed to the formation ofoligomers that remain in
solution,
preventing formaldehyde from volatilizing
as well as complexing to form methylene
gycol which can appear in the vapor phase.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
15/92
Slide 15 of 93HMY\ ECH4301\ Semester 2 2009/2010
Thermodynamic properties are usually insufficient to
determine speciation, because there are too many
different options, with too many parameters, that may
correlate the data satisfactorily.
Many of the models based on property data would be
unreliable for extrapolation.
The model was established some years ago when
computational chemistry would not have been adequate
to explore the most stable species. However, even now,
it is essential to validate calculations with appropriate
measurements.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
16/92
Slide 16 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 5 shows a schematic of the vaporand liquid species
equilibria with
formaldehyde (FA), water (W), methylene
glycol (MG = HO(CH2O)H), and its
oligomers (MGi= HO(CH2O)iH, i> 1)
The liquid phase, instead of
being a binary, contains at
least four species.
The vapor phase is
considered as a ternary
mixture of the volatile species
FA, W, and MG, since theoligomers should have vapor
pressures that are extremely
low.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
17/92
Slide 17 of 93HMY\ ECH4301\ Semester 2 2009/2010
The thermodynamic problem is simultaneous vaporliquid
equilibrium for FA, W, and MG and chemical-reaction
equilibrium for the formation of MG in both phases and the
formation of MGi in the liquid phase.
For the expected low-pressure distillation, the phase
equilibrium relation chosen here assumes ideal gas vapor
andnon-ideal liquid solution:
where pis
is the saturation pressure of the three volatilizingspecies I (i
= FA, W, and MG), with xi and yi being the molefractions of
volatilizing species i in the liquid phase and in thevapor phase,
respectively, and i being the activity coefficient of
species iin the liquid phase. The total pressure is indicated by
p.
s
i i i ip x pyK !
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
18/92
Slide 18 of 93HMY\ ECH4301\ Semester 2 2009/2010
The chemical reaction in the vapor phase is the formation of
methylene
glycol from formaldehyde and water:
The species concentrations in the ideal vapor phase are related
to the equilibrium
constant, a function only of temperature, through
where p(0) = 0.1 MPa is the standard state pressure.For reaction
1, the equilibrium constant in the liquid phase KI can be expressed
with K1gas
and the saturation pressures of the pure components and is
related to the liquid phasespecies activities:
CH2O + H2O HOCH2OH (1)
(0 )
1 ( ) (2)gas MG
FA W
y pK T
y y p!
1 1 (0)( ) ( ) = (3)
s sgas FA W MG MG
s
MG FA W FA W
p p xK T K T
p p x x
K
K K!
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
19/92
Slide 19 of 93HMY\ ECH4301\ Semester 2 2009/2010
The formation of poly(oxymethylene) glycols involves other
equilibria:
The equilibrium constant for the oligomer of degree n is
The variation with Tofpis(T) was the Antoine form, while that of
variousequilibrium constants was the usual parametrized form of
These were selected because the range ofTwas limited and no
more
complicated relations, i.e., added parameters, could be
justified. The form
for i(T,x)was chosen to be the UNIFAC group contribution
approach
because it is predictive and the number of groups in this system
is limited.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
20/92
Slide 20 of 93HMY\ ECH4301\ Semester 2 2009/2010
The vapor pressures of formaldehyde and water are available in
the
literature, but none are found for MG, as it does not exist as a
pure
substance.
Thus, pMGs(T) for MG was estimated or treated as an adjustable
parameter
when regressing VLE data.
The parameters for the vapor reaction equilibrium constant,
K1gas(T), were
determined by the correlation of experimental gas phase density
data.
The parameters for the otherKj(T) were found by fitting
experimental NMRdata.Some of the UNIFAC parameters for the species
were adjusted from
those in the literature by regression of new VLE data.
Model Calculation and Development
The calculations for the simultaneous phase and reaction
equilibria were
straightforward, and no new models needed to be developed.
Information Sources
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
21/92
Slide 21 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 6 Equilibrium concentrations of methylene glycol (MG) and
poly(oxymethylene)
glycols MG2 and MG3 in aqueous solutions of formaldehyde at 338
and 368 K:
(experiment) Hahnenstein et al.,(41) Balashov et al.;(42)
(calculated) Albert et al.(43)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
22/92
Slide 22 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 6 shows the MG species concentrations in
aqueous formaldehyde mixtures as calculated from the
model in comparison with the experimental NMR data
used to obtain the equilibrium constants.
Since in the liquid phase more than 99% of the
formaldehyde is converted to methylene glycol and
poly(oxymethylene) glycols under the conditions shown
in Figure 6, the mole fraction of (monomeric)formaldehyde is too
small to show.
Results
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
23/92
Slide 23 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 7 Vaporliquid partitioning of formaldehyde in the system
formaldehydewater at 363 and 413 K:
(experiment) Credali et al.,(45) Kogan,(46) Maurer,(47) Albert
et al.,(43) Albert et al.;(44)
(calculated) Albert et al.(44)
Figure 7 shows a typical
comparison betweenexperimental data and
correlation results for the
vaporliquid equilibrium of
the binary system(formaldehyde + water) at
363 and 413 K.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
24/92
Slide 24 of 93HMY\ ECH4301\ Semester 2 2009/2010
Formaldehyde also reacts with alcohols. - forms hemiformal
and
poly(oxymethylene) hemiformals with methanol.
The above model was extended in a straightforward manner to the
binary
formaldehyde + methanol, the ternary formaldehyde + water +
methanol, and
to multicomponent systems containing trioxane and some reaction
side
products.
The model correctly predicts that at low temperatures the
presence of
methanol results (at very low methanol concentrations) in a
higher volatility of
formaldehyde, whereas at higher methanol concentrations the
volatility of
formaldehyde is lowered.
The thermodynamic model was also extended to describe caloric
properties
of these mixtures.
This whole framework has been successfully applied by many
companies to
do basic engineering of processes involving aqueous solutions
of
formaldehyde. The important feature is that the species are
established by,
and their predicted amounts under some conditions are compared
with,
molecular measurements such as NMR and/or UV-VIS
spectroscopy.
Extensions
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
25/92
Slide 25 of 93HMY\ ECH4301\ Semester 2 2009/2010
Example 2 - VLE for CO2 and H2S in
Aqueous Amine Solutions over Wide
Ranges of ConditionsSour gases, e.g., CO2 and H2S, are commonly
removed from natural or
synthesis gas by chemical absorption in aqueous solutions of
amines
(such as, 2,2-methyliminodiethanol = N-methyldiethanolamine
=
MDEA) or amine mixtures (e.g., MDEA + piperazine).
While the competitive chemical absorption of CO2 and H2S is
kinetically
controlled, departures from equilibrium are the driving forces
of such
processes.
The reliable design and optimization of the separation
equipmentrequires knowing the chemical reaction thermodynamics and
the
vaporliquid equilibria, along with information about the energy
to
vaporize/condense the mixtures.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
26/92
Slide 26 of 93HMY\ ECH4301\ Semester 2 2009/2010
Gas absorption plants - run at ambient T & P up to 4
Mpa,
whereas solvent regeneration is in a stripper (i.e., gas
desorption) at
elevated temperatures (over 390 K) and low pressures.
Composition measurements show that the liquids leaving the
absorption tower contain nearly no neutral amine and very
small
amounts of neutral sour gases, though there are large amounts
of
electrolyte reaction products such as protonated amines,
bicarbonate,
carbonate, and carbamate.
In contrast, the liquids leaving the regeneration unit contain
nearly no
electrolytes, the sour gases have been stripped off, and the
amines
are mostly neutral.
The latest references addressing this approach and earlier works
are
by Maurer and co-workers. A recent similar analysis related
to
postcombustion carbon dioxide capture in aqueous ammonia is
given
by Mathias et al.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
27/92
Slide 27 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 8 shows a speciation
scheme for the solubility of
CO2 in aqueous solutions ofMDEA and piperazine (PIP).
The vapor phase - have only
CO2 (C) and water (W),
though solvent volatilizationmight need to be treated in
full process design.
Liquid phase - extremely
complicated (more than adozen species, neutral and
ionic).Figure 8 VLE and chemical reactions in
theCO2/MDEA/piperazine/H2O system.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
28/92
Slide 28 of 93HMY\ ECH4301\ Semester 2 2009/2010
Broad range of species and compositions requires a model that is
able to
describe phase behavior over a very wide range of T and P &
high loading of
amine and CO2.
The VLE relation includes vapor-phase non-ideality and the
effect of pressure
on the liquid phase. For water, the phase equilibrium relation
is
while the extended Henrys law standard state on the molality
scale
is used for carbon dioxide because it is supercritical at most
conditions
of interest here. Consistent treatment of pressure and
non-ideality withEqn 6 must be implemented
Model Relations and Selection
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
29/92
Slide 29 of 93HMY\ ECH4301\ Semester 2 2009/2010
The fugacity coefficients of saturated water vapor, water in
the vapor mixture, and CO2 in the vapor are
and respectively.
Predicted by the 2nd virial equation of state (since P were
not extremely high and the coefficients are generally more
reliable for aqueous systems than cubic equations of state
based on corresponding states
The Poynting factors for liquid phase pressure effects use
the pure liquid molar volume for water, vW, and the partialmolar
volume at infinite dilution for CO2 in water, vCW
,
since these are good estimates and the effects on them
of composition and pressure can be ignored.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
30/92
Slide 30 of 93HMY\ ECH4301\ Semester 2 2009/2010
For liquid phase properties - Chemical reactions dominate (see
Fig 8).
Chemical equilibrium for reaction Rk is expressed using
activities:
where the activity of a solute species i(i.e., all species
except water)is the product of its stoichiometric molality and its
activity coefficient
appropriate for the Henrys Law standard state, denoted with
*:
For water, the activity, aw, is calculated via integration of
theGibbsDuhem equation using the activities of all the solutes.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
31/92
Slide 31 of 93HMY\ ECH4301\ Semester 2 2009/2010
The temperature-dependence of the chemical
equilibrium constant
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
32/92
Slide 32 of 93HMY\ ECH4301\ Semester 2 2009/2010
The scheme shown in Figure 8 involves extensive
information.Parameters for the equilibrium constants were provided
from the literature
cited above.
The Henrys law constant is that for unreacted carbon dioxide in
water, which
along with pWs, vW, and the second virial coefficients, which,
along with the
estimation method forvCW were taken from in the literature.
The Pitzer model for Gibbs excess energy requires binary and
ternary
parameters to describe the interactions between solute species
from low gas
loadings (i.e., at low partial pressures of carbon dioxide) to
high gas loadings
(i.e., at high partial pressures of carbon dioxide).
The only source for obtaining reliably the most important
parameter values is
experimental data of the solubility of CO2 in aqueous solutions
of MDEA and of
piperazine at low, as well as at high, CO2 partial
pressures.
Such investigations were performed with two different types of
experimental
equipment.(50, 51, 60)
Information Sources
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
33/92
Slide 33 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 9 Partial pressure of carbon dioxide (left diagram) and
total pressure (right diagram) above
liquid mixtures of (CO2 + MDEA + H2O), mMDEA 2 molkg1:
(experiment)(60) 313, 353, 393 K; (experiment)(61) 313, 333, 373,
393, 413 K; (calculation) correlation from all
data, - - - from only high pressure data.(60)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
34/92
Slide 34 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 10 Carbon dioxide partial pressure (left) and total
pressure (right) above liquid mixtures of
(CO2 + MDEA + H2O), mMDEA 8 molkg1: (experiment)(59) 313, 353,
393 K;(experiment)(60, 61) 313.7, 354.4, 395 K; (calculations)
correlation from all data, - - - from
only high pressure data.(60)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
35/92
Slide 35 of 93HMY\ ECH4301\ Semester 2 2009/2010
The solid lines in Figure 9 and 10 show the excellent
comparisons
between experimental(60, 61) and model results(60) for CO2
solubility
in aqueous solutions at low (Figure 9) and high (Figure 10)
MDEA
molalities.
In addition, the broken lines in both figures show predictions
at lowpartial pressures of carbon dioxide when all interaction
parameters
were estimated by using only high-pressure gas solubility
data.
These predictions agree well with low pressure experimental data
at
low and moderate amine concentrations (high C/MDEA values) but
are
less accurate at higher amine concentrations where
parameters
characterizing important interactions between molecular MDEA
and
other solute species were not included, as they cannot be
determined
from high pressure gas solubility data.
Results
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
36/92
Slide 36 of 93HMY\ ECH4301\ Semester 2 2009/2010
This example illustrates the very great range of data thatmust
be assembled in order to reliably develop a full model
for a truly complex system.
Note that every aspect was compared with data and
sensitivity to parameters was tested.
Compared to the first case, fewer molecular
measurements were available, though the speciation was
generally known.
It is possible that computational chemistry methods could
apply here, but this work was done before they were ready
for implementation.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
37/92
Slide 37 of 93HMY\ ECH4301\ Semester 2 2009/2010
Example 3 LLE of carboxylic Acid from
Aqueous Solution Many carboxylic acid products are produced by
fermentation. Product
recovery from the dilute aqueous solutions is achieved by
reaction with
a hydrophobic component, e.g. tri-n-octylamine (TnOA), with
theresulting complexes extracted into an organic phase.
Subsequently, the carboxylic acid must be separated and the
auxiliary
component regenerated. The design of such extraction and
recovery processes requires a
thermodynamic model for liquidliquid equilibria that accounts
for
electrolytes in both aqueous and organic liquid solutions.
Our example is for citric acid partitioning between water and
different
organic solvents in the presence of TnOA, including the effect
of saltson the TnOA partitioning for recovery and regeneration.
The latest references summarizing this approach are by Maurer
and
co-workers.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
38/92
Slide 38 of 93HMY\ ECH4301\ Semester 2 2009/2010
At low aqueous-phase molalities of citric acid and fixed TnOA -
the ratio of
organic to aqueous phase concentrations of citric acid increases
with
increasing acid concentration.
It then passes through a maximum and decreases at the
highestconcentrations.
This behavior is attributed to two competing effects.
At low acid concentrations in the aqueous phase, the
dissociation equilibrium
for citric acid is shifted to its ionic species.
As only neutral acid molecules can be extracted into the organic
solvent, the
partition coefficient increases when the amount of dissolved
neutral citric acidincreases.
The decrease of the partition coefficient observed at high acid
concentrations
results from complete complexation of the TnOA, so additional
citric acid
cannot be bound, and the acid remains in the aqueous phase.
In such processes the aqueous phase may also contain strong
electrolytes.
While most strong electrolytes reduce the solubility of an
organic compoundin an aqueous phase, i.e., salt-out the organic
compound, the presence ofsalt actually reduces the partitioning of
a carboxylic acid to the organic phase
when a complexing agent, such as TnOA, is present.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
39/92
Slide 39 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 11 Partition coefficient of citric acid (PCit(m) =
mCit(org)/mCit(aq)) in theaqueous/organic two-phase system (citric
acid + water + MIBK + TnOA + NaNO3) at
298.15 K for equal volumes of the aqueous and the organic feed
solutions at constant
TnOA concentration (mTnOA(org),(0) = 1.24 molal) in the organic
feed and several saltconcentrations in the aqueous feed
solution:(63) (experiment) mNaNO3(aq),(0) = 0,= 0.01, = 0.05, = 0.1
molal; prediction.
Figure 11 shows
the influence of
NaNO3 on thepartition
coefficient of citric
acid in the organic
phase relative to
aqueous phase
for the system(citric acid + water
+ MIBK + TnOA +
NaNO3)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
40/92
Slide 40 of 93HMY\ ECH4301\ Semester 2 2009/2010
For this complex system, the fugacities of the coexisting liquid
phases are
treated with the aqueous phase as an electrolyte solution as in
eqs 6 and 8,
while the organic phase has only neutral species as in eq 1.
Pitzers excess Gibbs energy model is used in both phases.
It has terms associated with electrostatics and ions in the
aqueous phase,
while a power-law equation is used for the organic phase.The
organic-phase complexes of citric acid and TnOA are in chemical
reaction equilibrium; most contain water, as verified by
IR-spectroscopy.
The stoichiometry of the complexes depends on the organic
solvent and can
be complicated.
For example, two complexes (citric acid:TnOA:water = 2:3:2 and
1:1:1,
respectively) were found for toluene, whereas four complexes
(1:0:3, 1:2:3,1:1:3, and 2:1:6) were in methyl isobutyl ketone
(MIBK).
The equilibrium constants for the various reactions were
expressed as in
eqs 4, 5, 7, and 8. Figure 12 shows the resulting speciation for
liquidliquid
equilibria with toluene.
Model Relations, Selection, and
Information Sources
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
41/92
Slide 41 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 12. Speciation in liquidliquid
phase equilibria for the system (citric
acid + water + toluene + TnOA).
Figure 12 shows the resulting
speciation for liquidliquid
equilibria with toluene.
The equilibrium constants for
the various reactions were
expressed as in eqs 4, 5, 7,
and 8. Figure 12 shows the
resulting speciation for
liquidliquid equilibria withtoluene.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
42/92
Slide 42 of 93HMY\ ECH4301\ Semester 2 2009/2010
Comparisons between predictions and experimental data
are also shown in Figure 11; the agreement is within
experimental uncertainty.
When NaNO3 is added to equal volumes of aqueous andorganic feed
solutions (NaNO3(aq),(0) = 0.05 mol kg1;
TnOA(org),(0) = 1.24 mol kg1) giving Cit.tot(aq) = 0.02
mol kg1 in the equilibrated aqueous solution, the
partition coefficient of citric acid to the organic phase is
about 0.4 compared to about 40 in the salt-free system.
When NaCl is the salt under the same conditions, the
value is about 10.
Results
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
43/92
Slide 43 of 93HMY\ ECH4301\ Semester 2 2009/2010
A number of applications have been made by adding other
reactive
components to the scheme of Figure 12.
The partitioning of inorganic acids (HCl, HNO3, and H2SO4) in
TnOA-
containing two-phase systems with toluene and MIBK and
chloride
partitioning in the system (citric acid + water + MIBK + TnOA +
NaCl) have
been studied.The addition of the salt of the carboxylic acid was
predicted not to affect
the partitioning of the acid, as there is no competition of
different acids for
the amine; this is found to be true for monocarboxylic acids
like acetic acid,
though not for acids with more than one carboxylic group.
The model predicts all of the above behavior quantitatively,
verifying the
thermodynamic framework.
Again, comprehensive use of, and comparisons with, many
different data,
along with careful speciation, allows quantitative description
of many
variations of these complex solutions. The results can be used
for testing,
for exploring options in process synthesis, and for process
optimization.
Extensions
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
44/92
Slide 44 of 93HMY\ ECH4301\ Semester 2 2009/2010
Example 4 VLE for oleum
Oleum, also known as fuming sulfuric acid, consists of SO3
dissolved in
100% H2SO4.
Thus, for example, 20 mol % oleum consists of 20% SO3 and 80%
H2SO4by moles.
The modeling objective is to provide VLE and heat of
vaporization
information for the system components in a case where corrosion
andtoxicity make extensive measurements extremely challenging.
There are known to be many different species complexes in the
liquid
phase of oleum in addition to the H2SO4 and SO3 components.
However, the dominant complex is H2S2O7 which is formed from 1
mol each
of H2SO4 and SO3 by the complexation reaction proposed by Nilges
and
Schrage(67) and by Mathias et al.:(68)
No ions are considered to exist in the solution.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
45/92
Slide 45 of 93HMY\ ECH4301\ Semester 2 2009/2010
Model Relations, Selection, and
Information Source
The phase equilibrium is obtained with liquid fugacity
expressions of the
form of eq 1 and vapor fugacity expressions of the form of eqs 6
and 7.
The activity coefficients were obtained from the NRTL excess
Gibbs energy
model since the non-ideality is strong.
For this system where SO3 is the principal volatile component,
the effect on
VLE of parameters for the H2SO4H2S2O7 pair is very small and is
thereforeignored.
However, parameters for the SO3H2SO4 and SO3H2S2O7 pairs must
be
valid over a range of temperature both for VLE and for
calorimetric
properties.
Since the pressure is elevated, there is vapor-phase
non-ideality that was
described by the RedlichKwong equation with standard parameters
basedon critical properties.
This is not expected to be rigorous, but the conditions are such
that the
limited composition dependence of the vapor non-ideality
minimally affects
the predicted behavior.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
46/92
Slide 46 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 13 Comparisons of experimental data(71) and model
calculations () for vapour
pressures of oleum mixtures.
Published in: John P. OConnell; Rafiqul Gani; Paul M. Mathias;
Gerd Maurer; James D. Olson; Peter A. Crafts; Ind. Eng. Chem. Res.
2009, 48,4619-4637.
DOI: 10.1021/ie801535aCopyright 2009 American Chemical
Society
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
47/92
Slide 47 of 93HMY\ ECH4301\ Semester 2 2009/2010
reaction equilibria of the system
Defined by the equilibrium constant for reaction III plus the
non-idealities of
the three species in their liquid mixture:
where the temperature dependence ofKoleum(T) is that of eq 5
plus polynomialsin T.
Miles et al.(70) used two methods to measure the enthalpy of
vaporization: (1)
evaporation of SO3 from oleum under reduced pressure and (2)
heat of solution
(three sets of data) of addition of SO3 to oleum.
The enthalpy of mixing used for matching the calorimetry data is
obtained from
the temperature dependence ofKoleum(T) and ofGE via the
GibbsHelmholtz
relation
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
48/92
Slide 48 of 93HMY\ ECH4301\ Semester 2 2009/2010
Results
Figure 14 shows experimental data(70) and model calculations for
the
enthalpy of vaporization of SO3 from oleum mixtures of
various
concentrations at 30 C.
The enthalpy of vaporization here is the negative of the
enthalpy change
that occurs at 30 C when 1 kg of gaseous SO3 is dissolved in a
largequantity of an oleum mixture of the given concentration.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
49/92
Slide 49 of 93HMY\ ECH4301\ Semester 2 2009/2010
Comparison between experimental data(70) and model calculations
for
enthalpy of vaporization of SO3 from oleum mixtures of
various
concentrations at 30 C.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
50/92
Slide 50 of 93HMY\ ECH4301\ Semester 2 2009/2010
The sigmoidal shape of the enthalpy of vaporization curve is a
clear
fingerprint that strong chemical reactions are involved.
At low SO3 concentrations, essentially all the added SO3
combines with
H2SO4 to form H2S2O7.
Hence, the total enthalpy of vaporization is approximately equal
to theenthalpy of vaporization of pure SO3 ( 540 kJ kg
1) plus the heat of reaction
( 210 kJ kg1).
At about 50 mol % SO3 (45 wt % SO3), the amount of free H2SO4
has
substantially decreased, so reaction does not occur and the
enthalpy of
vaporization rapidly decreases toward the enthalpy of
vaporization of pure
SO3.
This is another example where success is obtained with an
appropriate
conceptual model and multiproperty fitting of quality data,
though no
molecular measurements were involved.
In particular, calorimetric data proved quite valuable in
validating a proposed
chemistry model, given by the signature in the enthalpy of
vaporization vsconcentration curve.
This case shows how a speciation can be validated by careful use
of both
phase equilibrium and calorimetric data, giving a better chance
of finding the
most appropriate description.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
51/92
Slide 51 of 93HMY\ ECH4301\ Semester 2 2009/2010
Solvent Selection for
Pharmaceutical Production
Introduction
Challenges to develop efficient environmentally friendly process
for API
only 1 in 10 new drug candidates survives through clinical
trials to enter themarket
not economical to collect large quantities of thermophysical
data since thesystems frequently change
predictive thermodynamic models to reduce the experimental
search space
Modern drugs are functionally complex(72) and often fall beyond
thecapabilities of traditional predictive models like UNIFAC
The reliable prediction of crystal structure and solid-state
properties iscomputationally demanding, and still years away from
mainstream application
3 examples of service and advise role
Typically, the industry deals with complex chemistry,(74) phase
equilibriainvolving organic salts, and aqueous electrolytes. These
factors make it clearthat pharmaceutical systems challenge the
capability of modern property tools
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
52/92
Slide 52 of 93HMY\ ECH4301\ Semester 2 2009/2010
Example 1 - Anisole Removal during
Washing and Drying Operations
In this problem, an environmentally friendly solvent is needed
to wash and dry
a crystalline pharmaceutical intermediate.
The solvent must efficiently remove anisole residues from
upstream
chlorination and coupling reactions, where the product is
precipitated as an
organic HCl salt and separated by pressure filtration to yield a
40% w/wanisole wet cake.
Due to anisoles low volatility, removing the residual anisole
via inert gas drying
is very slow and not commercially viable.
Washing first with a more volatile solvent can increase the
drying rate, and
MTBE was used in early process development.
However, at production scale, MTBE would possibly have required
specificVOC abatement equipment, so a search for a better wash
solvent was
initiated.
The final wash solvent was to be environmentally preferred,
fully miscible with
anisole, and promote vaporization of residual anisole.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
53/92
Slide 53 of 93HMY\ ECH4301\ Semester 2 2009/2010
Model Relations, Selection, and
Information SourcesTo solve the above solvent selection problem,
the solvent needs are
translated into target properties.
Table 1 lists an appropriate set of pure component and mixture
property
values.
The boiling point and melting point indicate the liquid
range.
The key property to characterize the ease of anisole removal is
the partialpressure, yip. As computed via eq 1, this quantity is
increased by selecting awash solvent that gives anisole activity
coefficients as large as possible.
Since the anisole will be dilute after washing, the relevant
activity coefficient
for screening is its limiting value at infinite dilution,
A,S.
Thus, the solvent power, Sp, is used to rank prospective wash
solvents for
anisole volatilization
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
54/92
Slide 54 of 93HMY\ ECH4301\ Semester 2 2009/2010
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
55/92
Slide 55 of 93HMY\ ECH4301\ Semester 2 2009/2010
The miscibility criterion is explicit. In addition to Sp, the
Hansen
solubility parameters, h and p,(75, 76) were used to reduce
the
solvent search space since the feasible solvent candidates are
to
have low affinity for ionic solutes; i.e., small terms for
hydrogen
bonding and polarity.
Finally, the functional groups were limited to those with
goodenvironmental profiles.
The ProCAMD solvent search software(77) was used to find
solvent candidates matching the target properties listed in
Table 1.
The pure component target properties were first estimated
from
generated molecular structural information via the
ConstantinouGani or MarerroGani(78) method.
Those structures (molecules) satisfying the target values were
then
examined for Sp and miscibility with the UNIFAC-LLE model.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
56/92
Slide 56 of 93HMY\ ECH4301\ Semester 2 2009/2010
Results
A set of solvent candidates was identified among the 26837
molecular
structures generated by excluding 13698 substances by the
hparameter; 3533 by p; 2925 by Tmelt; 6484 by Tboil; 62 by Sp; and
7 by
miscibility. That left 47 acceptable candidates as possible
solvents;
Table 2 shows representative properties of four candidates.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
57/92
Slide 57 of 93HMY\ ECH4301\ Semester 2 2009/2010
Of these, heptane was selected as the wash solvent for its Sp
value,commercial availability, volatility, and environmental
profile (fugitive
releases to the atmosphere).
Figures 15 and 16 show activity coefficients for anisole with
the
original MTBE wash solvent and the heptane replacement as
predicted by the UNIFAC method.(79)
The value of ln A,S in heptane is about a factor of 3 greater
than that
for MTBE.
In pilot plant trials with heptane, the drying step was
considered rapidat about 7 h, and residual anisole levels were
significantly reduced.
Perhaps most importantly, the VOC emissions were reduced
from
0.15 mol fraction for MTBE to 0.02 mol fraction for heptane.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
58/92
Slide 58 of 93HMY\ ECH4301\ Semester 2 2009/2010
Binary solution activity coefficients for MTBE
and anisole predicted by UNIFAC.(79)
Binary solution activity coefficients for
heptane and anisole predicted by
UNIFAC.(79)
This example of solvent substitution demonstrates how group
contribution
methods may be applied in reverse and thus narrow the size of a
search
space and minimize time-consuming laboratory experiments.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
59/92
Slide 59 of 93HMY\ ECH4301\ Semester 2 2009/2010
Example 2 - Solvent Selection for an
Enantiomeric PharmaceuticalThe synthesis of drugs often results
in intermediates containing racemic
mixtures of left- and right-handed enantiomers of chiral
molecules. For esters,
it is sometimes possible to use a catalytic lipase enzyme in an
aqueous
alcohol mixture to selectively dissociate the undesirable
enantiomer into its
acid via the reaction:
After dissociation, the chirally resolved ester is easily
separated from the acid
and alcohol using pH-buffered liquidliquid extraction. A final
crystallization
yields the desired product. Finding the optimal conditions for
the dissociation
in a pH-buffered liquid extraction depends on estimating
accurate values of
the acid and ester dissociation equilibrium constants or pKa,
while selection ofoptimal solvent(s) is needed for both
partitioning and for crystallization.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
60/92
Slide 60 of 93HMY\ ECH4301\ Semester 2 2009/2010
Model Relations, Selection, and
Information SourcesSeveral properties must be estimated for the
process steps: the pKa valuesfor the ester and acid as well as LLE
for extraction and SLE for
crystallization of the product with the proposed solvents. A
review of pKapredicting methods is presented in ref80. Note that
there are two pKas forthe ester and three for the acid. Software
from ACD Laboratories(81) was
used to predict the pKas for these organic molecules with the
values givenin Table 3. The OH groups on the reaction product
alcohol and on the t-butanol are relatively stable and do not need
to be considered.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
61/92
Slide 61 of 93HMY\ ECH4301\ Semester 2 2009/2010
Using straightforward calculations, the distributions of the
species can be
found as functions of pH. These are shown for the ester and acid
in Figures
17 and 18. Above pH 10, the ester is present in the uncharged
state, while
the acid is fully deprotonated with a charge of negative one.
Under theseconditions, the partitioning gives maximum separation
efficiency, since
charged species prefer the aqueous phase, while the neutral
ester prefers
the organic phase. The pH is adjusted by adding a bicarbonate
salt, since
this acts as a sufficiently strong inorganic base for buffering
during extraction
but is not strong enough to hydrolyze the ester.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
62/92
Slide 62 of 93HMY\ ECH4301\ Semester 2 2009/2010
Species distributions for racemic ester
dissociation as functions of pH.
Species distributions for racemic acid formation
as functions of pH.
After a water wash to remove the bicarbonate and subsequent
decanting, thepurified ester product is in a stream rich in
t-butanol and saturated withapproximately 30% w/w water. However,
direct crystallization of the product
by cooling this solution gave a poor yield; the product
solubility in aqueous t-butanol was too high. Thus, a solvent was
sought where the product could be
extracted for crystallization.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
63/92
Slide 63 of 93HMY\ ECH4301\ Semester 2 2009/2010
Experimental screening of product solubility suggested toluene
would be a
good crystallization solvent, but the yield from the actual
process solution
turned out to be poor. The reason is clear from the ternary LLE
diagram of
Figure 19, predicted with the original UNIFAC LLE
parameters.(79) It
shows tie lines and a binodal curve with t-butanol favoring the
toluene-richorganic phase rather than the aqueous phase.
Alternatives to water, while
keeping toluene, were sought using the search criteria of Table
4, similar
to the process above. In this case, the normal melting point and
boiling
point were estimated from group-contribution methods for
pure
component properties; for the liquid density, the Rackett
equation(22) was
used, while for the selectivity of the product for the organic
phase and
miscibility calculations, the UNIFAC-LLE model(79) with the
associatedparameters was used.
Result
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
64/92
Slide 64 of 93HMY\ ECH4301\ Semester 2 2009/2010
Liquid phase compositions for aqueous t-butanol with toluene at
T= 25 C, 1 atm from UNIFAC-LLE.(79)
Published in: John P. OConnell; Rafiqul Gani; Paul M. Mathias;
Gerd Maurer; James D. Olson; Peter A. Crafts; Ind. Eng. Chem. Res.
2009, 48,4619-4637.
DOI: 10.1021/ie801535aCopyright 2009 American Chemical
Society
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
65/92
Slide 65 of 93HMY\ ECH4301\ Semester 2 2009/2010
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
66/92
Slide 66 of 93HMY\ ECH4301\ Semester 2 2009/2010
The search led to three substances expected to be commercially
available,
with the properties shown in Table 5. With the best solvent,
1,3-propylene
glycol, the LLE phase diagram appeared as in Figure 20. The tie
linesbetween the toluene-rich and glycol-rich phases show the
desired
selectivity fort-butanol, but the two-liquid region extended too
little towardthe t-butanol apex. It was concluded that toluene
would not provide acommercially viable batch extraction process.
Further solubility screening
identified cyclohexane as a potential crystallization solvent,
so it was
examined as an extraction solvent, by modifying the polar
solvent search
criteria given in Table 4 to include selectivity with
cyclohexane and an
updated density limit of 0.8 g/mL.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
67/92
Slide 67 of 93HMY\ ECH4301\ Semester 2 2009/2010
Ternary LLE fort-butanol, 1,3-propylene glycol, and toluene at
T= 25 C, 1 atm from UNIFAC-LLE.(79)
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
68/92
Slide 68 of 93HMY\ ECH4301\ Semester 2 2009/2010
Again, the propylene glycols were identified as the top-ranking
candidates.
The phase diagram of Figure 21 for 1,3-propylene glycol with
cyclohexane
and t-butanol shows fully desirable characteristics. The
two-liquid regionextends to a 50:50 volume ratio of cyclohexane to
t-butanol, and the t-
butanol partition coefficients are more appropriate for
productivity. In fact, justtwo washes with propylene glycol reduces
the t-butanol content to about 3%w/w with a residual level of
propylene glycol in the organic phase of only
0.5% w/w. This scheme gives good productivity in generic
batch
manufacturing equipment, which is common to the pharmaceuticals
industry.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
69/92
Slide 69 of 93HMY\ ECH4301\ Semester 2 2009/2010
Ternary LLE fort-butanol, 1,3-propylene glycol, and cyclohexane
at T= 25 C, 1 atm from UNIFAC-LLE.(79)
Adequate success in this conceptual design project was obtained
by flexibly
searching for alternative solvents using phase equilibrium
representations of
multicomponent systems as computed from group contribution
methods.
Identifying the desired partitioning in the ternary system was
particularly crucial.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
70/92
Slide 70 of 93HMY\ ECH4301\ Semester 2 2009/2010
Example 3 - Selection of Binary Solvent
Mixtures for a Crystallization Process
This example concerns a pharmaceutical intermediate produced by
reaction
in tetrahydrofuran (THF) with the desired product obtained by
crystallization.
The yield from THF alone was found to be poor, and water was
introduced as
an antisolvent to increase the yield. Laboratory test results
showed
inconsistencies, and it was suggested that the actual amount of
water in the
crystallization solvent was varying because of carryover from an
upstream
washing step. Predictions of the solubility in the aqueous THF
solution were
made to determine how water content could affect the product
solubility.
Details of this application can be found in ref82. This example
highlights the
use of techniques other than group contribution (GC) when the
necessary
parameters for a GC-based method are not available.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
71/92
Slide 71 of 93HMY\ ECH4301\ Semester 2 2009/2010
Model Relations, Selection, and
Information SourcesThe structure of many heterocyclic
pharmaceutical molecules cannot be
treated with GC-based models like UNIFAC, due to missing
functional
groups or interaction parameters. The NRTL-SAC model(83) is
an
alternative approach which uses characteristic surface segments
to describe
intermolecular interactions from surface charge density. The
NRTL binary
interaction parameters between the segments are fixed, and there
are
adjustable characteristic segment values for each molecular
species. The
NRTL-SAC database contains segment profiles for 130 solvents
derived
from available literature VLE and LLE data. For a particular
solvent, the 4
solute segment parameters are regressed from solubilities in at
least 4, and
up to 10, pure solvents spanning the expected surface segment
values. This
will allow prediction of solid solubility of a solute, in pure
or binary solvents of
the components in the database, with sufficient accuracy for
solvent-ranking
and trends in ternary systems. For the present system, an
NRTL-SAC model
was established from existing solubility data in 25 pure
solvents over the
temperature range of 1080 C.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
72/92
Slide 72 of 93HMY\ ECH4301\ Semester 2 2009/2010
Results
The solubility of the pharmaceutical intermediate in mixtures of
THF and
water with the regression and prediction results shown in Figure
22, along
with solute solubilities in the mixed THFwater solvent shown in
detail inFigure 23. While the calculated values were sometimes far
from
experiment, they were adequate for the purposes of the problem.
Figure 23
shows that water was acting unexpectedly. At low concentrations,
it is a
cosolvent, increasing the solubility. At higher amounts, the
water depresses
solubility. The strong variation with the water fraction
suggested why the
laboratory tests on the process stream were not consistent:
fluctuatingcarryover combined with extreme sensitivity to
composition.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
73/92
Slide 73 of 93HMY\ ECH4301\ Semester 2 2009/2010
Regression results of NRTL-SAC
model(83) parameters for 25 puresolvents.
Experimental and predicted solubilities of product
in THFwater mixtures.
From these results, a different and more robust crystallization
process was
developed. The key was the estimation of solubilities and
careful scrutiny of the
sensitivity of properties to variations in conditions.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
74/92
Slide 74 of 93HMY\ ECH4301\ Semester 2 2009/2010
5. Emerging Methods for Property
Estimation
The examples given above demonstrate current approaches and
capabilities
for property modeling when data sources are available or the
opportunity for
new measurements exists. We now give two examples using
advanced
techniques to overcome the limitations of current approaches
such as group-
contribution methods. They use contemporary computational
techniques
either directly or indirectly to predict phase equilibria. The
first describes how
unavailable group-contribution parameters can be obtained with a
new
method based only on chemical structure, with application to
VLE. The
concept is appealing, and it suggests an avenue for future
developments. The
other is for a separations process and compares different
modeling
techniques, including molecular methods. The results have
implications forefforts to improve predictive modeling
capabilities.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
75/92
Slide 75 of 93HMY\ ECH4301\ Semester 2 2009/2010
Estimation of Group-Contribution
ParametersRecently, Gani et al.(84) have suggested how already
availableexperimental data might be used to predict
group-contribution model
parameters that are missing in a host tabulation, such as
the
MarreroGani(78) group-contribution method for pure component
properties. The basis is an atom-connectivity index, developed
under the
principle of additivity of contributions of different
descriptors for a specific
property that gives contributions to molecular properties by
atoms and theirconnectivities. With atoms, many fewer parameters
are needed to
represent groups of atoms. Further, index parameter values
for
connectivity indices can be found from the same available
experimental
data as for regressing group-contribution parameters. Combining
known
group contributions (GC) with estimated group contributions from
atom-
connectivity indexes (CI) results in an approach called GCplus.
The methodcan be applied to any host group contribution model.
Extension to a wide
range of property models for pure component properties and to
average
properties of polymer repeat units has been made
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
76/92
Slide 76 of 93HMY\ ECH4301\ Semester 2 2009/2010
Gonzalez et al.(86) have applied the GCplus approach to predict
missing
group-interaction parameters when the host method is the UNIFAC
model for
activity coefficients (GC). The available experimental data used
for UNIFAC
group contributions were employed in regressing the interaction
parametersfor the atom-connectivity indices (CI). Then, the CI
values were used to
estimate missing group-interaction parameters.
Examples applying GCplus to pure component properties are given
in refs
8486. Here, we illustrate GCplus for mixture properties. In each
case, the
chemicals and the phases of interest are given along with the
host model and
the group(s) with missing values. Then predicted UNIFAC group
parametersare given, along with comparison of predicted and
measured phase behavior
results.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
77/92
Slide 77 of 93HMY\ ECH4301\ Semester 2 2009/2010
VLE for 1,2-DichloroethaneDMSO
If the original UNIFAC-VLE model(87) is the base method, the
missing
group interaction parameters are for the pair CCl and DMSO.
Using the CI
method, estimates of the missing group interaction parameters
are listed
in Table 6. Figure 24 shows TxyVLE comparisons from using
theseparameters along with the GC parameters in the UNIFAC table
with
measured VLE.(88) These data were not used for the CI-model
parameterestimation, but the agreement is excellent
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
78/92
Slide 78 of 93HMY\ ECH4301\ Semester 2 2009/2010
TxyVLE diagram at 0.953 bar for 1,2-dichloroethane with DMSO
from the UNFAC-CI method with parameters not used for the
CI model regression compared to measured values:
(experiment)(88).
Published in: John P. OConnell; Rafiqul Gani; Paul M. Mathias;
Gerd Maurer; James D. Olson; Peter A. Crafts; Ind. Eng. Chem. Res.
2009, 48,4619-4637.
DOI: 10.1021/ie801535aCopyright 2009 American Chemical
Society
SLE f A i h
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
79/92
Slide 79 of 93HMY\ ECH4301\ Semester 2 2009/2010
SLE for Acetaminophen
(Paracetamol) with 1-Butanol
If a later revision of the original UNIFAC-VLE model(86) is the
host for this
system, only the ACNH2CH2CO interactions are missing. However,
for
illustration, we also present results when all the group
interactionparameters are obtained via CI. Table 7 lists GCplus
group interaction
parameters for the system where those for ACNH2/CH2CO (in bold)
are
estimated with CI. Table 8 lists the parameters when all are
estimated from
CI. The values are different. Figure 25 shows the comparisons of
the results
for both cases with data.(89) Over the limited range of
paracetamol
compositions, both sets of parameters describe the data well.
Thus, whileparameter values may differ, the data can be adequately
predicted with both
methods.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
80/92
Slide 80 of 93HMY\ ECH4301\ Semester 2 2009/2010
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
81/92
Slide 81 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 25. Solubility of paracetamol in 1-butanol as a function
of
temperature estimated with CI-generated values: only for
ACNH2/CH2CO groups (original UNIFAC(87) parameters for other
groups), - - - all parameters estimated from CI;
(experiment)(89
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
82/92
Slide 82 of 93HMY\ ECH4301\ Semester 2 2009/2010
VLE for Methylethylketonen-Heptane
This system involves only the CH2 and CH2CO groups, but there is
a
significant temperature variation to be dealt with. The later
UNIFAC model(90)
has parameter values, so a comparison can be made among data,
GC
prediction, and CI prediction. The CI-computed parameter matrix
with
temperature dependence is given in Table 9
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
83/92
Slide 83 of 93HMY\ ECH4301\ Semester 2 2009/2010
VLE for the methylethylketonen-heptane system at 318.15 K:
calculated with UNIFAC(90) group-contribution parameters, - -
- calculated with CI-estimated group-contribution parameters;
(experiment)(90) y, x.
Published in: John P. OConnell; Rafiqul Gani; Paul M. Mathias;
Gerd Maurer; James D. Olson; Peter A. Crafts; Ind. Eng. Chem. Res.
2009, 48,4619-4637.
DOI: 10.1021/ie801535aCopyright 2009 American Chemical
Society
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
84/92
Slide 84 of 93HMY\ ECH4301\ Semester 2 2009/2010
Figure 26 shows the calculated Pxydiagram with the UNIFAC
Dortmund parameters and the CI-computed parameters, along with data
from ref91. The agreement for the CI method is not as good
as with the GC method over the whole data range, but the
pressure and composition of the azeotrope
are given reasonably accurately.
VLE for the methylethylketonen-heptane system at 318.15 K:
calculated with UNIFAC(90) group-contribution parameters, - -
- calculated with CI-estimated group-contribution parameters;
(experiment)(90) y, x.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
85/92
Slide 85 of 93HMY\ ECH4301\ Semester 2 2009/2010
These examples illustrate the possibilities of using models
based on limited
information, such as connectivity indices, as well as a level of
compromiseencountered when they are used in place of more elaborate
methods such
as UNIFAC. In general, CI may be a reliable expedient to
determine
unavailable, and perhaps less sensitive, parameters for use with
incomplete
group contribution methods. It is not proposed as a replacement
for
experiments, but rather to focus on a few experiments through
which the
extension can be verified.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
86/92
Slide 86 of 93HMY\ ECH4301\ Semester 2 2009/2010
5.2 Molecular Calculations
While methods such as CI are easily used to obtain
group-contribution
parameters, their accuracy and generality may be limited. An
alternative
which does not, in principle, require data for model
parameter
regression is quantum chemistry calculations for inter- and
intramolecular force fields followed by molecular simulation or
statistical
thermodynamic methods to obtain properties
S l t f E t ti Di till ti f
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
87/92
Slide 87 of 93HMY\ ECH4301\ Semester 2 2009/2010
Solvents for Extractive Distillation of
1,3-Butadiene
Mathias et al.(92) describe an investigation using quantum
mechanics and
molecular simulation to improve process simulation for the
classical problem
of 1,3-butadiene recovery from steam cracker C4 hydrocarbons
by
determining the relative effectiveness ofn,n-dimethylformamide
(DMF) and
acetonitrile (ACN) as extractive-distillation solvents. The
principal propertiesobtained were the activity coefficients of the
hydrocarbon components in the
presence of the extractive solvent for use in eq 1. Comparisons
were made
among a quantum mechanical and statistical mechanical method,
COSMO-
RS,(-36, 37) a molecular dynamics simulation approach,
SPEADMD,(93)
group contributions from UNIFAC,(94) and thermodynamic
intuition. Mathias
et al.(92) describe the methods and results in some detail; only
a briefsummary is given here to indicate the findings.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
88/92
Slide 88 of 93HMY\ ECH4301\ Semester 2 2009/2010
The COSMO-RS method reliably predicted the trends of
infinite-dilution
activity coefficients with accuracy comparable to UNIFAC, but
only with
systematic empirical corrections. This limited the true
predictive capability
of the method. The SPEADMD molecular simulation used a force
field fromthe principle of transferability,(95, 96) which assumes
that forces inferred
from experimental data for one set of mixtures can be applied to
other
compounds and mixtures. The computed results provided unique
qualitative
structural and orientational insights at the molecular scale
about the
solvation interactions between the polar solvents and the
olefinic moieties
in the hydrocarbon compounds. The differences in accessibility
for DMF
and ACN and the sizes and shapes that affect intermolecular
contacts were
reliably characterized. However, to achieve accuracy for
activity
coefficients, the molecular simulations required refinement of
the interaction
potentials by regression to data, similar to finding UNIFAC
parameters.
E t i f M l l
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
89/92
Slide 89 of 93HMY\ ECH4301\ Semester 2 2009/2010
Extensions of Molecular
CalculationsThe experience of Mathias et al.(92) suggests some
of the limitations
and future prospects of molecular simulation, as do the
International
Fluid Property Simulation Challenges (IFPSC).(97) The
present
important question about the potential for molecular simulation
as a
routine tool to provide quantitative property data for process
and
product design is, Are we there yet?. In our opinion, the answer
is a
qualified no. While progress is being made, the results are
often like
the butadiene example: good, perhaps adequate for the advice
role
without high accuracy, but not sufficient for the service
role.
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
90/92
Slide 90 of 93HMY\ ECH4301\ Semester 2 2009/2010
A common shortcoming of molecular simulation methods is the lack
of easily
available and suitable force fields(98) to solve the wide
variety of problems
under consideration.(99) In particular, what should be done when
noexperimental data exist for empirically fitting a force field? As
an example,
consider the molecule whose chemical formula is C10H19N and
structure is
the following
There are no experimental data and not even a CAS number has
been
assigned. If this molecule is of interest in a product design
for a particular
application or is an impurity that must be effectively removed
in a processdesign, molecular simulation could not be used for
property estimation unless
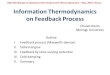
ab inito quantum methods alone could produce a force field.
Figure 27
suggests a strategy to obtain force field parameters of
molecules of industrial
interest
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
91/92
Slide 91 of 93HMY\ ECH4301\ Semester 2 2009/2010
Schematic for developing molecular simulation force fields for
cases with different amounts of available data.
Published in: John P. OConnell; Rafiqul Gani; Paul M. Mathias;
Gerd Maurer; James D. Olson; Peter A. Crafts; Ind. Eng. Chem. Res.
2009, 48,4619-4637.
DOI: 10.1021/ie801535aCopyright 2009 American Chemical
Society
-
8/7/2019 ECH4301-Wk5 Application of Thermodynamics in process
engineering
92/92
Other limitations in simulations occur at lower temperatures and
for larger
molecules (high density) and for transport properties. For
quantum
calculations, the system size may be limiting, the fundamental
basis setsmight not be accurate enough, and the way to improve
results may not be
clear. Also, while only a few molecular-simulation researchers
and reviewers
now list computing machinery and computing resources as a major
limitation
in the extension of MC and MD to new fluid property
applications,
computational capabilities beyond those currently available are
needed for
computational chemistry to directly treat many practical
systems.Finally, a key issue for practical application molecular
simulation is the lack of
availability of tools for nonexpert users. There is no standard
toolbox for
molecular simulation as pointed out by Wei.(100, 101) Our
experience is that
even experts can have problems, giving one pause about very
widespread
application of computation. For example, in at least two entries
during IFPSC
contests, expert researchers incorrectly transcribed molecular
parametersthat then produced nonrepresentative and erroneous
results. In such cases,
what would nonexperts find? We mention two efforts to produce
standard
molecular simulation tools which are the TOWHEE project(102) and
the
LAMMPS project;(103) others should appear in the future