Embed Size (px)
DESCRIPTION
cooling tower
Citation preview

DESIGNING A "NEAR OPTIMUM" COOLING-WATER SYSTEH
Ralph A. Crozier, Jr. E. I. du Pont de Nemours & Co.
\?1lmington, Delaware
Reprinted by special permission from CHEMICAL ENGINEERING April Zl Copyright (c) 1980, by McGraw-Hill, Inc. New York, N.Y. 100ZO.
ABSTRACT the quantity of water being circulated. Reducing the flow (raising the coolant outlet temperature cif
Cooling water is expensive to circulate. heat exchangers) significantly reduces cooling'Reducing its flow --ie, hiking exchanger outlet tower, pump and piping investment, and operating temperatures --can cut tower, pump and piping cost, and only moderately increases the heat-exinvestment as much as one-third and operating cost changer investment. The overriding conclusion to. almost in half. be drawn is that cooling water is very expensive,
and its conservation can result in significant Heat-exchanger-network optimization has been savings.
accomplished in large integrated plants, such as Three System Interactionspetroleum refineries. In many of the chemical process industries, however, a plant contains sever
What are the system interactions and theiral individual processes, and network optimization, relationships? When can they be ignored, and whe~except on a limited basis, is not feasible. must they be considered?
So far, no one has developed similar procedures From Fig. 1, it can be seen that there arefor designing and optimizing a cooling-water once three coolant interactions: (1) between the outl~tthrough-exchanger system.* This article attempts m temperature of the heat exchanger and the inlettemfill the void by presenting a design basis that will perature of the cooling tower, (Z) between the inTproduce a "near optimum" system.
let temperature of the exchanger and the outlet t~mperature of the cooling tower, and (3) between tO$IlA cooling-water system consists of four major coolant flowrate and the size of connecting pipingcomponents: heat exchangers, cooling towers, cir and circulating pumps. .
culation piping and pumps. To optimize such a system, one must define the system interactions and
First Interaction - In the Fig. 1 system, coolapply these relationships to the simultaneous design ing water enters the shell side of the exchanger ~tof the aforementioned equipment. This article dea fixed temperature of Tl and exits at a variablelvelops criteria that for most applications allow temperature of TZ; the process fluid passes throu~h one to ignore system interactions, and still design the tube side at fixed inlet and outlettemperatur~ a "near optimum" system. of tl and t2' respectively. The cooling tower disSipates heat to the ambient air through humidific~Cooling-water systems have long been designed t ion (evaporat ion) and sens::'ble heat ing. ' by "rules of thumb" that call for fixing the cool
ant temperature-rise across all heat exchangers Cooling-tower investment and operating cost are(usually ZO°F) and setting the coolant inlet temper
reduced by returning the water to the tower as hotature to the heat exchanger at the site's wet-bulb as possible, because the hotter th~ water, the ,temperature plus 8°F. These rules produce a worklarger the temperature difference (thermal drivingable cooling system; but, by taking the same coolant force) between it and the ambient air; hence. lessrise across all exchangers, regardless of the indiheat-transfer area (tower packing) is requir~d. :vidual process outlet-temperatures, this cannot reAdditionally, as the effluent air temperature is isult in an optimized design. raised, so is the moisture content of the exiting: air; hence, less air flow is necessary.The design method presented in this article re
places the "rules of thumb" with criteria that are Upping the temperature of thp. water to the easy to apply and that take into account the effect tower also cuts do,~ the quantity of water circu-:that the individual exchanger process outlet-temper
lated through the tower. From Eq. (1), it can be:atures have on cooling-system economics. seen that for a fixed heat load and tower outlet temperature (Tout), the quantity of cooling water:Economic analyses of actual process have shown reqUired to satisfy the heat balance is inversely'that cooling-system investment can be reduced by one proportional to the tower inlet temperature (Tin):
~hird, and cooling-system operating cost by one hali, \'T=QT/[C(Tin-Tout)] (1)1f the proposed design criteria are used instead of
the "rules of thumb." It has been found that the controlling economic factor for a cooling system is
563
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

Boosting the tower inlet temperature means increasing the coolant temperature rise across the individual exchangers; hence, to reduce cooling-tower investment and ope~ating cost, one must widen the coo~
ant temperature rise across th:e individual exchangers.
A significant discovery has been that in most instances exchanger "lrea is relatively insensitive to incremental changes in coolant outlet temperatuIE. To understand this, one must recognize that a well designed exchanger must have adequate heat-transfer area, but it must also have sufficient fluid-flow area to satisfy the shell-and-tube pressure-drop restrictions.
Because coolant flowrate is inversely proportional to coolant temperature rise, a small coolant temperature rise produces a large increase in coolant flow. This means that the exchanger diameter must be increased, if the pressure-drop (maximum velocity) restriction is to be satisfied.
If the heat-transfer equation Q=UA(LMTD) were solved for the small coolant temperature-rise geometry, it would show that the area needed for heat transfer is less than required by the pressure-drop limitation. In other words, for small coolant temperature rises, the exchanger's heat-transfer area would be excessive if determined by fluid-flow considerat ions.
If the coolant outlet temperature is sequen~
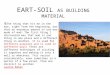
tially increased and the required exchanger area is calculated for the different coolant temperature rises, a plot similar to that in Fig. 2 would be generated. Notice that the required exchanger area initially lessens, reaches a maximum, and then gains as the coolant temperature rise is increased.
The required exchanger area, as depicted in Fig. 2, passes through three distinct design regions. In the first (80°F to 115°F), the required area is controlled by fluid-flow phenomena. In the second (115°F to 158°F), the fluid-flow and heat transfer considerations are the same order of magnitude; that is, neither requirement is controlling. In the third (above 158°F), the heat-transfer requirement becomes controlling (reduced LMTD). Therefore, to minimize exchanger area, the design should be in the second (transition) region.
Fig. 2 was developed on the basis of full tube bundle. At low coolant temperatures, the better design would be to have the tube bundle partially fill ed, so as to maintain a constant tubeside velocity. In the transition region, however, the shell velocity was kept at a constant rate by reducing the baffle spacing as the coolant flow decreased.
Second Interaction -- The tower outlet temperature (approach plus wet bulb) is the variable with which the cooling-tower designer has the least lati tude, yet it is the most significant determinant of cooling-tower investment and operating cost. The tower outlet temperature is the "Achilles heel" of this study and the reason why only a "near optimum," rather than a truly optimized, cooling system is attained.
T,
Exchanger Pip;ng Tower design ----design--- design
Typical systam demonstrates thr.. interactions Fig. 1
T2
~175r--"'--"""'---,-----,---, ~' 150 Process outlet temoer.turl 158"F .. ~ 125
i v Tutlnidl8 I hllHranshr I limitillg~100
~ ~
O·UA(LMTD)S75 I I 1,500 ; vj 50 J I 1.250 i
A I :,. .cll5 I I 1.000]
o AA" AAAO=-_---::::: __~:.....;:......,...,--.....l.::_-.....J750 g.a:
10 100 120 140 'SO lao
Coollnt outlet temperature, ~
Exchanger overall coefficient and araa fall into three distinct design regions Fig. 2
Specifying the coolant outlet temperature is difficult because it is bound on the lower side by the wet-bulb temperature and on the upper side by the minimum process outlet temperature. To minimize cooling-tower investment and operating cost. one needs to maximize the approach to wet-bulb temperature. However, to minimize heat-exchanger investment, one needs to maximize the approach to the min~
mum process outlet temperature. Therefore, the tower outlet temperature has to be a compromise between these two boundaries.
The importance of the cooling-tower and heat-exchanger designers' discussing the temperature limitations imposed on each before any calculations are started cannot be overemphasized. Usually, the 101.1
est cooling temperature is required for a refrigeration system or a steam turbine condenser. Considerable savings can be realized if alternative coolin? methods are provided for these services, rAth~r than penalizing the entire cooling system for one, or both, of them.
Many cooling towers are designed by a rule of thumb that sets the tower outlet temperature equal to the site wet-bulb temperature plus 8°F. This can result in significant cooling-tower investment and operating cost penalties if process requirements do not demand cooling water at a temperature that low. As previously stated, cooling-tower investment and operating cost are minimized by maximizing the approach to wet-bulb temperature.
564
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

Third Interaction--Via Eq. (1), it can be shown that the system flowrate decreases as the tower inlet temperature is hiked. Therefore, as the coolant rise across the individual exchangers is increased, the supply and return piping, as well as the circulating pumps, can be reduced in size.
In summary, the investment and operating cost of the tower, pumps and piping will be reduced when the cooling-tower inlet temperature is increased. The exchanger investment mayor may not be reduced as the coolant temperature rise is increased, depending on the relationship of the coolant outlet temperature and the exchanger design region (Fig. 2).
If the exchanger's optimum coolant outlet temperature is in the transition region, its area will be minimized, and system interactions can be ignore~
If the exchanger's coolant outlet temperature is not in the transition region, however, system interactions must be considered.
It has been empirically determined that if the exchanger LMTD is greater than 30°F when the coolant outlet temperature is set at the process outlet temperature or some maximum temperature (scaling limit~
tion) , the exchanger is in the transition region. If the LMTD is less than 30°F, the exchanger is in the heat-transfer-limiting region and the exchanger area will be very sensitive to coolant temperature changes. Therefore, if the LMTD is less than 30°F, system interactions must be considered; and a compromise between higher exchanger investment and lower cooling-tower investment must be determined.
Constraints on Outlet Temperature
Two temperature constraints limit the exchanger coolant outlet temperature. First, the wood fill of the conventionally designed cooling tower limits the maximum water temperature to 150°F. Second, the temperature from individual exchangers is set by precess outlet temperatures or by tube fouling or material of construction.
Waterside deposits of suspended solids, mineral salts, biological growths, and corrosion products interfere with heat transfer. In the design calculations for sizing heat exchangers, the magnitude of the interference is the fouling factor. Attempts to quantitatively relate the factor to specific fouling conditions have been only partially successful; therefore, the numerical value assigned to different degrees of fouling by specific deposits has been based largely on experience.
Because there is no theoretical basis for selecting fouling factors at different coolant temperatures, the same factor was used at all temperatures in this study. To analyze the effect of this assumption on the conclusions, a cooling system for which the fouling factor was arbitrarily doubled was evaluated. It was found that the cooling tower, pump and piping investment and operating cost savings far outweighed the higher exchanger investment and operating cost. Therefore, the conclusions reached in the increasedfouling-factor evaluation were the same as those obtained by assuming a constant fouling fac tor. For simplification, only the latter evaluation is
presented here.
Basis of the Economic Evaluations
The investment and operating cost for the cooling- system components were calculated as follows:, heat exchangers, by a method similar to that described by Woods, Anderson and Norman [lJ; cooling-tower pumps, by a proprietary correlation developed for, electrically driven, vertical turbine water pumps; operating at 880, 1,200 and 1,800 rpm; piping, by a proprietary correlation based on material and manhours per linear foot (1- to l2-in. dia., "Cast Iron Pressure Pipe--Cement Lines," and 14- to 96-in. dia., "Concrete Pressure Pipe, American Water Works Assn., Spec. C-30l Prestressed"); and cooling t.owers, by t.wo booklets of The Marley Co. [2,3J.
Economic evaluations are based on cost plus ret.urn on invest.ment. Using cost plus return, one can combine t.he investment and operating cost fact.ors into a single variable.
Cost plus return is the total cost of owning and operating a cooling syst.em for one year. Tot~l
investment (allocated, permanent, working capital; etc.) is included as a cost--that is, as an interest penalty. Operating cost (depreciation, maintenan¢e, electrical, etc.) is added to the interest penalty. This total is defined as cost plus return:
CT=C+ {xI/[(l-a)(l-i)J} (2)
In Eq. (2), C= annual operating cost; x = re-, quired net return on investment; I = total invest· ment; a = state and local taxes; and i = federal income tax.
Hereafter, cost means cost plus 10% net return on investment. The lowest-cost alternative proposal is the economic choice. All investment and operating costs represent the January 1976 Engineering , News Record Construction Cost Index of 215 (1967 = 100).
COMPONENT DESIGN CRITERIA
Heat-exchanger criteria are divided into two, categories: LMTD greater and less than 30°F. Codling tower criteria are similarly divided: inlet temperature greater and less than 110°F.
Exchanger LMTD greater than 30°F
Fig. 3a shows system cost as a function of tre coolant temperature rise for an exchanger whose p~ocess outlet temperature is 195°F. Two concepts ih Fig. 3a are worth discussing:
1. Because this exchanger's LMTD is large, its area is relatively insensitive to changes in the coolant temperature rise. This phenomenon can be explained by a simple example.
It was shown previously that the area and ov~rall heat-transfer coefficient of an exchanger in the transition region are fairly constant; hence, the required area is only a function of the L~ITD (Fig 2).
565
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

Assume two extremes, a large and a small LMTD. If the LMTD is large, narrowing it from 150°F to 140°F augments the exchanger area by 7%. On the other hand, if the L~ITD is small, lessening it from 50°F to 40°F boosts the exchanger area by 20%. Hence, as the LMTD is reduced, the exchanger area becomes more sensitive to the coolant outlet temperature.
2. Recall that as the coolant outlet temperature is raised, the coolant flow is reduced. Assume coolant investment to be $50/gpm (Fig. 3a). Hiking the coolant temperature rise from 20°F to 60°F reduces the coolant flow by 660 gpm, with a resultant lowering of the coolant investment by $33,000. The~fore, a significant investment saving can be realized for exchangers in this category if the coolant outlet temperature i~ raised to 150°F.
As can be seen in Fig. 3a, the system cost could be further reduced by increasing the coolant outlet temperature above 150°F. However, there are practical reasons for not going this high, although this limit is arbitrary and should be evaluated for a particular site.
The evaluation should consider: for the heat exchanger, such effects ~s (1) the use of exotic tube materials of construction, and (2) increased fouling stemming from the lower coolant velocity; for the cooling tower, such effects as (1) increased blowdown to remove mineral salts, and (2) costlier water treatment because of the higher temperatures.
Fig. 3b shows system cost as a function of coolant temperature rise for an exchanger whose process outlet temperature is 115°F. Again, the coolant cost drops as the coolant temperature rise increases. In this case, however, the effect of the L~ITD on exchanger area is becoming evident. At a coolant outlet temperature of 125°F, multiple exchangers in series are required because of a temperature cross (coolant outlet temperature exceeds the process outlet temperature). Although the system cost for two exchangers in series is less, the savings are marginal and one exchanger is preferred, with the coolant outlet and process outlet temperatures set equal to one another.
An economic evaluation of Fig. 3b at three different coolant outlet temperatures provides the first insight into the effect of coolant flowrate on system economics. It also establishes the basis for the practice of setting the process and coolant outlet temperatures equal to each other.
In Table I, the three cases represent three different coolant outlet temperatures: (1) 15°F coolant temperature rise, (2) equal to process outlet temperature, and (3) 5°F higher than the process outlet temperature.
Using Case 3 as the basis, the incremental investment penalties for Cases 1 and 2 are $33,700 and $6,100, respectively. The incremental cost penalties for Cases 1 and 2 are $15,OOO/yr and $3,000/yr, respectively.
From this analysis, one can see that by considering the system cost, a temperature cross is economically justified. But before deliberately designing a heat exchanger for a cross, one must realize that an error in the predicted outlet temperature of either stream will result in a thermodynamically unstable exchanger.
In summary, the design criteria for heat exchangers that have an ~ITD greater than 30°F (calculated at the coolant outlet temperature specified by the criteria) are:
Single-pass geometries-- The coolant outlet temperature should be set at the process inlet temperature minus 10°F, or at 150°F if the process llliet temperature is greater than 160°F.
Multiple-pass geometries-- The coolant outlet temperature should be set at the process outlet temperature, or at l50°F if the process outlet temperature is greater than 150°F.
Exchanger LMTD Less Than 30°F
Fig. 3c shows cost as a function of the coolant temperature rise for a process outlet temperature of 115°F and an LMTD of less than 30°F (calculated at a coolant outlet temperature of 1l5°F). Once again the coolant cost decreases as the coolant temperature rise increases; however, in this example, the higher cost of the heat exchanger as the coolant outlet temperature is raised has a significant effect on sy~em
economics.
This example differs from the previous two in yet another respect. For the first time, the optimum coolant outlet temperature depends on coolant economics. In the previous examples, coolant costs so predominated that an incremental increase or decrease in the coolant cost did not change the design criteria. In this case, however, if the coolant cost increases incrementally, one wants to reduce the quantity of coolant; therefore, the optimum coolant outlet temperature increases (or if the coolant cost decreases, the optimum coolant outlet temperature becomes lower).
In Fig. 3c, the total cost curve has a minimum that is a function of both the heat exchanger and coolant economics. Therefore, for an exchanger with an ~ITD less than 30°F, the exchanger and coolant interaction precludes setting the coolant outlet te~
perature a priori by using the design criteria. For an exchanger in this category, the optimum coolant outlet temperature must be found by constructing a graph similar to Fig. 3c.
Such a graph is generated by (1) using plant coolant cost data, or estimating the coolant economics via a Fig. 4a or 4b type graph; (2) determining the area requirements of the exchanger at different coolant temperature rises; (3) calculating the exchanger and coolant cost at the different temperature levels; (4) plotting the exchanger and coolant cost; and (5), at a given coolant temperature rise, summing the individual costs to obtain the system cost. The optimum coolant outlet temperature is that at
566
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

which the total system cost is minimized. In Fig. 3c, this coolant outlet temperature happens to coincide with the design criteria temperature of 115°F.
The Step 1 graphical estimate of coolant economics is made as follows: Using Fig. 4a and assuming a tower having a 20°F range and a 91°F outlet temperature, one arrives at a total cost of $255,000/ yr, or $3l.25/h (8,000 h/yr). For the tower, duty of 100 million Btu/h, one then calculates, using Eq. (2), a tower flowrate of 600,000 gal/h. Dividing $3l.25/h by 600,000 gal/h, one obtains a coolant operating cost of 5.2¢/1,000 gal, which can be used to calculate the coolant economics at this temperature level.
Coolan t Piping and Pumps
The connecting piping (cooling tower to heat e~
changer) in the Fig. 5 cooling system is composed of large underground distribution headers and smaller takeoffs from central distribution points to indivi~
ual heat exchangers. It was originally thought that these two piping configurations (one of straight runs, the other of many fittings and valves) would have different optimum design velocities. It was found, however, that the optimum velocities coincida
From Fig. 6, it can be seen that the cost is insensitive to coolant velocity changes, and that the optimum velocity falls between 5 and 10 ft/s. (The cost-pIus-return calculation of the Fig. 6 pipe and pump cost was based on the Fig. 5 cooling-system piping configuration.)
The insensitivity of system cost to the coolant velocity is the result of counterbalancing cost factors. Two extremes are possible in piping system design: (1) large pipe diameters (small friction losses) and small pumps with low horsepower requirements, or (2) smaller pipe diameters (large friction losses) and large pumps with high horsepower requirements.
In the first, the piping investment is high, and the pump investment and operating cost low. In the second, the reverse is true. ~hen these two extremes are evaluated on a cost-pIus-return basis, the total system costs are the same. This analysis will be true for all liquid piping systems that do not require exotic materials of construction.
The skill in designing coolant piping systems is in balancing flows through the various loops. To adequately analyze the flow distribution problem, one is forced to computer simulations of the piping systems (the cooling-water supply and return headers, and the piping to and from heat exchangers), choosing by trial and error the pipe diameter that matches the loop and system pressure drop. Such a piping configuration forms a series of parallel flow loops, in which, by definition, the pressure drops must be the same.
The system pressure-drop requirement can be sat~
isfied by increasing or decreasing the flowrate in the individual loops. If the piping in a particular loop is oversized, the flow through it will be excessive. To reduce the flow, a control valve must
70 ....t dt.rtv: 10 rnill'on ItWh Matllrial of conatruction: 304 ftIIifll .... tt~
60 Proens.tempernur. inlet: 340.;0 F PToc:nI-hmperature OCJn.t: 195"F CooIM1t·umper.tunl inlet: go-F
~ SO
:ac: .......Total COlt :I~, T~
£.. 30
'if Coolant Cott .. '
CfmCM,ature limit
I I I
u 20
I I
10
0 20 ~ 60 80
Coolant rise across exchanger, -F
L HighLMTD
70 He,t duty: 10 millien 8tu/h Mltllriaj of construction: 304 .t.inlllSs ItHI
60 PrQCHI-ttmper.ture inl't; 2600 F PToeus-ttmpcratur. outl.t: 115" F Cool.lnt-tllmperltur. inlet: W FSO
:>
~ 40
~ ... 30
S· u 20
, ,10 -' I
Two uenang.", in s,ries' :
0 20 40 60 60 CooI.nt rise across exchanger. -F
b. Im,rmed;." LMTD
100 He,t duty: 10 million Btuth Mattr~1 of conttruc:tion: 304 ft.linltu nftll p,.ocess-tlimper.tur. inl.t: 140~ F
80 Procen.·tt1moef.tl.Hf outlet: 115'" F Cooiant·temperatu,.. inlet: 9tf F
~ ';3 60c: ~, 0
-5 ... 40
B u
20
0 20 ~ 60 Coolant rise across exchanger, ·F
Co Low LMTD
Imp.ct of coolant temperature rise on IotaI system cost at three different LMTDs Fig. 3
supply the pressure drop needed to achieve bala ced pressure distirbution. This means excessive wear and control-valve maintenance. Therefore, aproperly designed cooling piping system will specify the correct pipe diameter for each loop that will balaqce the pressures without the need to resort to acortrol valve.
Cooling-Tower Design
As previously mentioned, a cooling tower dissipates process heat to the atmosphere by humidif~
the ambienr air and, to a lesser degree, by s,ensibly
567
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

heating the incoming air. Therefore, cooling-tower design depends very much on the ambient wet-bulb temperature. The tower outlet temperature (exchanger inlet temperature) is calculated from the site wetbulb temperature and an assumed approach to it (typically 8°F):
T2 = wet-bulb temperature + approach to wet-bulb temperature (3)
Eq. (3) is the first step in designing any coo~ ing system. Often, the approach to wet-bulb temperature is set arbitrarily, and this can result in considerable investment and operating cost penalties.
To analyze the magnitude of these cost differentials, consider the following example:
W = Q/[500 C(T - T. )J (4)gpm out 1n
Here, Q = 300 X 106 Btu/h; C = 1 Btu/(lb)(OF); Tin = 105°F and 125°F; and T = 85°F (80°F wet bulb + 5°F approach) and 95°F (80Q~twet bulb + 15°F approach).
Using Fig. 4b and 6, and subtracting, one can find the tower cost (Table II). There are several things in this example that should be particularly noted.
Although the tower heat duty in all four cases is the same and each represents a valid design, the cooling-system costs vary significantly. One can see that, for a fixed tower outlet temperature, boosting the tower inlet temperature materially reduces cooling-tower cost. At a fixed tower inlet temperature mayor may not lower cooling system cost.
At a 125°F tower inlet temperature, varying the tower outlet temperature has a minor effect on the quantity of water circulated. At 105°F, however, the effect is quite significant.
Therefore, even though cooling-tower cost can be reduced by raising the tower outlet temperature, for low tower inlet temperatures, the increase in piping cost can exceed the reduction in cooling-tower cost. Above a tower inlet temperature of 110°F, the interaction between the tower inlet and outlet temperatures and the quantity of water circulated has minimal effect on system cost.
Tower outlet temperatures are usually chosen arbitrarily because of lack of communication between the cooling-tower and heat-exchanger designers. Before heat exchangers can be sized, the coolant inlet temperature must be known. The cooling-tower designer will usually calculate the tower outlet temperature based on either refrigeration or turbine condenser requirements because these exchangers take the lowest-temoerature coolant. The tower designer then gives this' coolant outlet temperature (exchanger inlet temperature) to the exchanger designer, who ordinarily does not question the low coolant temperature (although it may not be needed) because it ma'es the job easier.
A better procedure would be for the tower and exchanger designers to simultaneously develop the optimum approach to wet-bulb temperature by: (1)
assuming a reasonable approach to the wet-bulb temperature based on both the minimum refrigeration and process outlet temperatures, (2) following the heatexchanger guidelines to establish the coolant outlet temperatures, (3) calculating the tower inlet temperature based on these outlet temperatures, (4) using Fig. 4a or 4b to ascertain whether the assumed approach is the optimum, and (5) considering putting the low-temperature-coolant users on a separate cooling-tower cell, if the approach assumed is not optimum.
The advantages of this procedure are that it is quick, does not require heat-exchanger or coolingtower sizing, and makes both the exchanger and tower designers aware of the system limitations.
Fig. 4a and 4b are for cooling-tower heat illties of 100 million and 300 million Btu/h for a site wetbulb temperature of 80°F. The tower range (tower inlet minus outlet temperature) is plotted against total tower cost. Note that for a fixed tower outlet temperature total cost decreases as the range widem. Increasing the range requires higher coolant temperature rises across the individual heat exchangers. Also notice that for a tower inlet temperature above 110°F, the different approach to wet-bulb (or tower outlet) temperature for a particular tower inlet temperature has little effect on the total cost.
In summary, if, after the application of the heat-exchanger guidelines, the tower inlet temperature is less than 110°F, the cooling-tower and heatexchanger interactions are important and the apprmch to wet-bulb temperature must be found by trial and error. On the other hand, if the tower inlet temperature is greater than 110°F, system interactions can be ignored, and a first approximation to the tower outlet temperature should be the site wet-bulb temperature plus 10°F.
APPLYING THE GUIDELINES
It has been shown that cooling-system optimization requires reducing the coolant flowrate through the system. How the application of the proposed design guidelines to a cooling system can result in considerable investment and operating cost savings will now be illustrated (Table III).
To simplify the analysis, a cooling system composed of five heat exchangers will be considered. Each exchanger has a heat duty of 18 million Btu/h, water as the shell-side coolant, and ethylene glycol as the orocess fluid. This cooling system is evaluated under two different circumstances: (1) at a fixed coolant temoerature rise of 20°F, or a 10°F approach to the p~ocess outlet temperature if a 20°F coolant rise results in a temperature cross, and (2) by means of the design guidelines that have been presented.
First Application Example
The first exchanger in this application example has a process outlet temperature greater than 150°F. Therefore, the design guidelines call for a coolant outlet temperature of 150°F. A check of the LMTD at the specified temperature levels reveals that the
568
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

...
I.S 1:
1
.~,.., ~ g l:l8 , - ... ~ ~
'9•,a:
~ o~8ggl8 - £ilS.""'l"'.'1(3 _ ..... N ,...,
&i ~ e 2~ ... ~ iw.=
Water treatment economics for higher coolant outlet temperature
Tower inl.t ~mp.ratu~. OF 120 140
Circulation nJ'tB, gpm To~r outlet temperature, OF TOlNer inlet temperature, OF Makeup rate, gpm Slowdown, gpm Concentration cycles InYe'S1JT'l8n t, S/gpm Suspended-solids
removal, S/gpm 16
10,000 90
120 400 100
4 50
30
6,000 90
140 450 150
3 64
TOlM!r investmentWastewater treatment
of blowdown Suspended-solids removal
135,000 180,000
120,000 160,000
InYeStment cost, S 500,000 384,000
15,000 20,000
Inerem.nt.1 investment, $
.116,000
Net incremental investment, $ -81,000
Incremental
",,.,".
LMTD is greater than 30°F; therefore, system interactions can be ignored and the exchanger coolant outlet temperature set at 150°F.
The next three exchangers have process outlet temperatures less than 150°F; therefore, the design guidelines require that the coolant outlet temperatures of these exchangers be set at their process outlet temperatures. A check of the LMTDs at the specified temperatures shows that they are greater than 30°F for these three exchangers. Again, system interactions can be ignored, and the coolant outlet temperatures of the second, third and fourth exchangers can be set at 113°F, 131°F and 113°F, respectively.
The process outlet temperature of the fifth exchanger is 104°F. If this exchanger's coolant ouUet II
c: temperature is set at 104°F, a check at this temper "ii ature shows that the LMTD is less than 30°F. This 11
il,means that, for the fifth exchanger, system inter ;,actions are important and must be considered. The .~
cooling-tower inlet temperature, based on the first -0
four exchangers, is calculated to be 121°F; there '0 c:
fore, as a first approximation, the tower outlet tem .;:o
perature (exchanger inlet temperature) should be set ()
at the site wet-bulb temperature plus 10°F. i-Q.
"'
"'
Finding the optimum outlet temperature of the coolant from the fifth exchanger requires generating a graph similar to Fig. 3c. The procedure is: (l)ffisume a coolant outlet temperature for the fifth exchanger; (2) calculate the tower inlet temperature for the five exchangers; (3) determine the coolant cost from Fig. 4a, using the calculated inlet temperature of site wet-bulb temperature plus 10°F; (4) divide the total coolant cost by the tower heat duty and multiply this result by the heat duty of the fifth exchanger; (5) calculate the required heat-exchanger area, using the assumed cooling-tower temperatures; (6) plot the exchanger and coolant costs; (7) repeat Steps 1 through 6 at two different coolant outlet temperatures.
The coolant outlet temperature at which the sy~
tern cost is lowest should be chosen. In this example, the optimum coolant outlet temperature is l22~.
For a 122°F coolant outlet temperature, an 18°F cross occurs. This requires multiple shells in series; therefore, the coolant outlet temoerature was set at 104°F. For an exchanger in this ~ategory, one shoilld consider going to a single-pass tube geometry or to a spiral exchanger, so that true countercurrent flow will be achieved and the temperature cross eliminated. By eliminating the temperature cross, the coolant outlet temperature of 122°F can be specified.
Wider approach temperatu re cuts tower cost
ea.. l Case 2
Tower inlet temperature, of 105 105 Tower outlet temperature, OF 85 95 Coolant flowrate, gpm Cost of tOlIVer, pumps and
piping (from Fig. 4B), S/yr COSt of pumps and piping.
Ifrom Fig. 61, Slyr
COst of tOlNer. S/yr
30,000 60,000
Table II
Case 3 Case 4
125 125 85 95
15,000 20,000
700,000 810,000 500,000 430,000
340,000 560,000 220,000 270.000
360,000 250,000 280,000 160,000
Opef'ating cost, $/yr Tower costt 150,000 90,000 Water for makeup
at 1O€ /1,000 gal 20,000 22,500 Chemicals 48,000 54,000
Net incremental oPe'fating cost, S/vr
·Coolln~to....,..rInclucMil pumps and piping. tO~,...tin; CO$t i. tJlk.n .. $0.03/1.000 g.el ot c.~itY.
cost, S/yr -<30,000
2,500 6,000
·51,500
569
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

This example shows why the cooling-tower outlet temperature is the "Achilles heel" of this study. To be rigorous, the fifth heat exchanger should be resized, using the optimum coolant outlet temperature calculated but with the coolant inlet temperature reduced by 4°F. If exchanger-area requirements are greatly reduced by the lower coolant inlet temperature, the tower and exchanger interaction is significant, and the foregoing Steps 1 through 6 should be repeated at the lower coolant inlet temperature.
Recalculating this exchanger for three different coolant outlet temperatures is, however, timeconsuming and may not be necessary. Because the four exchangers with the LMTD greater than 30°F will be unaffected by a slight reduction in coolant inlet temperature, what is really being sought is how significant is the cost of the fifth exchanger to the total system cost.
Through engineering judgment and application of the proposed guidelines, one can design a partially, nearly or wholly optimized cooling system, depending on how much effort one is willing to put out.
1. If one applies the guidelines only to exchangers that have an LMTD greater than 30°F, a partial optimization will be attained.
2. If one is willing to generate curves simiVn to Fig. 3c for exchangers with an LMTD less than 30°F, a nearly optimum design will be gained.
3. If one is willing to recalculate the exchangers with an LMTD of less than 30°F at different coolant inlet temperatures, then a wholly optimized system will be designed.
Inspection of Fig. 4a shows, however, that the last procedure is not necessary if the calculated tower inlet temperature is greater than 110°F, or if the exchangers that require the low-temperature coolant do not contribute significantly to the system heat duty. If the calculated tower inlet temperarure is less than 110°F, the last procedure is necessary.
Returning to the example (Table III), if one used the fixed coolant temperature-rise case as the economic basis, it can be seen that the guideline desi~a would reduce the total coolant flowrate by 49% (14,400 gpm vs. 7,300 gpm), the operating cost by43% (S90,000/yr), and the total investment by 27% ($364,000). This example again demonstrates that a higher exchanger investment can reduce cooling-sys~m
investment and operating cost.
It is important to maintain a water velocity that mlnlmlzes the deposition of suspended solids. In the initial design of an exchanger, it is desirable to select the baffle spacing or number of tube passes to get a water velocity above 5 ft/s. This velocity should never be less than 2 ft/s. One should recognize that raising the coolant temper&ure for an existing exchanger results in a lower coolant velocity, which, if below 2 ft/s, intensifies the tendency for suspended solids to deposit. Besides increasing the fouling factor, the sludge deposits accelerate the pitting of tube surfaces.
Water-Treatment Costs
It is usually at about this point that skeptics ask, "\';hat about the higher water-treatment cost?" The following answers this question:
Water-treatment economics--Water-treatment requirements do rise if the cooling-tower inlet tempe~ ature is increased. The actual cost of water treatment at any operating temperature is related to the quality of the makeup water and its particular treatment requirements. Obsiously, waters having high concentrations of sludge or dissolved mineral salts will require more treatment. Usually, the magnftude of the increased treatment cost will be minimal for the same source of makeup water.
Mineral salts--The commonly present mineralsa14 calcium carbonate, has a limited and inverse solubility (less soluble at higher temperatures), and thus requires more treatment to prevent scale deposits as the water temperature is raised. Increased addition of sulfuric acid should resolve most problems. However, if the volume of blowdown to control the concentration of mineral salts resulting from increased evaporation in the cooling tower must be augmented, the added cost of waste-water treatment for the ~ea~
er volume of blowdown could represent an appreciable water-treatment cost increase.
Suspended solids--The tendency of suspended solids (turbidity) in the cooling water to deposit on tube surfaces increases as the coolant temperature is raised. Such deposition can be prevented by the use of a sludge dispersant.
Biological growth--Organic growth speeds up as the coolant-water temperature increases. The resul~
ing slime deposits that develop on tube surfaces can reduce heat transfer and tend to collect more of the suspended solids than might otherwise deposit from a cooling-temperature increase alone. This type of fouling can be controlled by addition of free chlorine or a nonoxidizing biocide.
Accounting for Water-Treatment Costs
Table IV compares system cost between a cooling tower receiving water at temperatures of 120°F and 140°F. Using the 120°F temperature case as the economic basis, it can be shown that the tower investment is reduced by $116,000 by going to 140°F, but the water-treatment investment is boosted $35,000 ($15,000 for water-treatment facilities and $20,000 for augmented blowdown facilities).
Therefore, at the 140°F cooling-tower returnwater remoerature, the net investment is reduced by $81,000.. Additionally, an operating cost savings of $60,OOO/yr can also be realized. However, this $60.000/yr savings is reduced by the increase in water-treatment chemicals and makeup-water cost of S8,SOO/yr. Therefore, the net-operating-cost reduction is $Sl,SOO/yr.
570
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981

References
1. Woods, D. R., Anderson, J. J., and Norman, S. L., Evaluation of Capital Cost Data: Heat Exchangers, Can. J. of Chern. Eng., Vol. 54, December 1976.
2. The Marley Co., "Managing lo/aste Heat with the ~Iater Cooling Tower," 1970.
3. The Marley Co., "Cooling Tower Fundamentals and Application Principles," 1969.
600 ,.--,---.,.--,---.....,----.,,---...,
~ 500 4O.000'ilPff\ ii g '5 400
§ 20.000 gpm 0. 300E ~ 0. '0
10.000 ggmii 200 ~
0.'1· il:
;~ 100 4 6 8 10 12
Pipe velocity, ftls 14 16
Pump end piping cost is reletively insensitive to coolent velocity Fig. 6
,, , , ' , ' " "i
To......routlet
350 L TO\Nef duty: 100 million 8tu/h> To......, wet·bulb tlmperlltUr,: 8O·F
~ ~
:II ~
~ 300
'".,; c '0. '6. '0
ii 0. 250 E ~ 0.
5' ~.I:'
..S ~
200 t,moer.turt, -F
~ u <;
5 u
150 10 20 30 40 50
Cooling-tower range, -F
900 b. Tower dutY: 300 million: Bluth
>- TOMr ......l·bulb temperatur,: aO-F'tJ c ::l 800, ~ '".,; ~ 700
:§0. '0
ii Q. 600 E, 0.
i 500
0> " :a ~
° u 400 c <3
300 10 20 30 40 50
,, , , ,' ,f/
Tower outlet t,mperature, ~F
Cooling-to'Ner range, -F
Coolent economics may be estimeted from tower-range reletionship Fig. 4
c 0 ';;.. :; u ] !: a ~ :>
} 5 u 0E :> 0..,; l.. 0'0.
2 ~
~.. .D ~.. ~.. t ~ c 0';; :! :>
'" ;;:: c: 0 u
E t: ~ b",5 I 0' 8
r-~ I
~nT '"d
~ , r ° c~j , >~
, ~~ --.:lH '"!'._ u 0
:§.lE5. .,;
" J,
~ iH £g ~~~
-<x1 1';;" i N .~.e d G:~
J' '- £.§
j '"
" d
§ ~ , ~.§
" j.JL rt><>d
J • -i><r £)
" ~
L lp f e •• E ~ s ~2
~i £~ ... .
o§i I----.J &82 1 ~
Ii:
Economic .dvanlage of a temperature cross
Proceu inlat: 250 OF
Process outlet: 115°F
C_l Cao2 No Croa.
Water outlet temperature, OF 105 115
Corrected LMTO, OF 63 54 Exchanger area. ft2 1,600 1.650 Incremental exchanger
investmen t. $ ..sao ,500 Coolant flow, gpm 1.330 820 Incremental coolant
investment. $ 34.500 6.600 Net inYe1tment
penaltY. S 33,700 6,100 Coolant operating
COst, S/yr 32,000 20,000 Net C$erating COSt
penalty. S/vr 15,000 3,000
'" ~~
r
Table t
C_3 CrOll
120 i: 39 1,680
0 700
0 , 0
17,000
0
571
ESL-IE-81-04-97
Proceedings from the Third Industrial Energy Technology Conference Houston, TX, April 26-29, 1981