Embed Size (px)
Citation preview
e extracted, processed,
uirea three steps. The f i t step involves changing
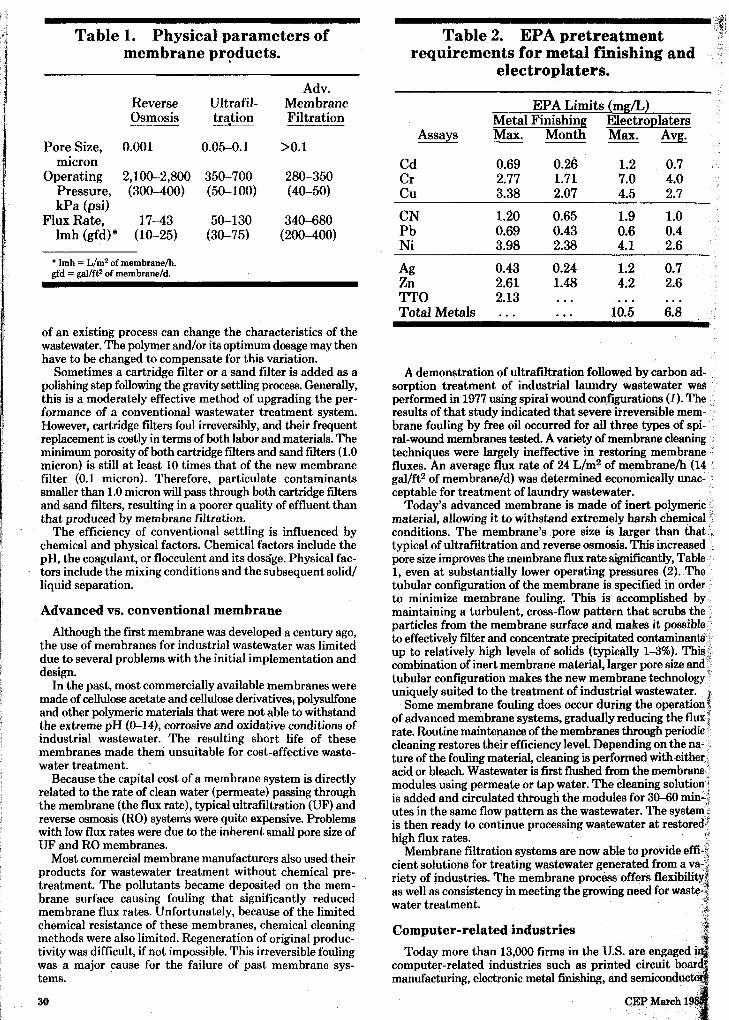
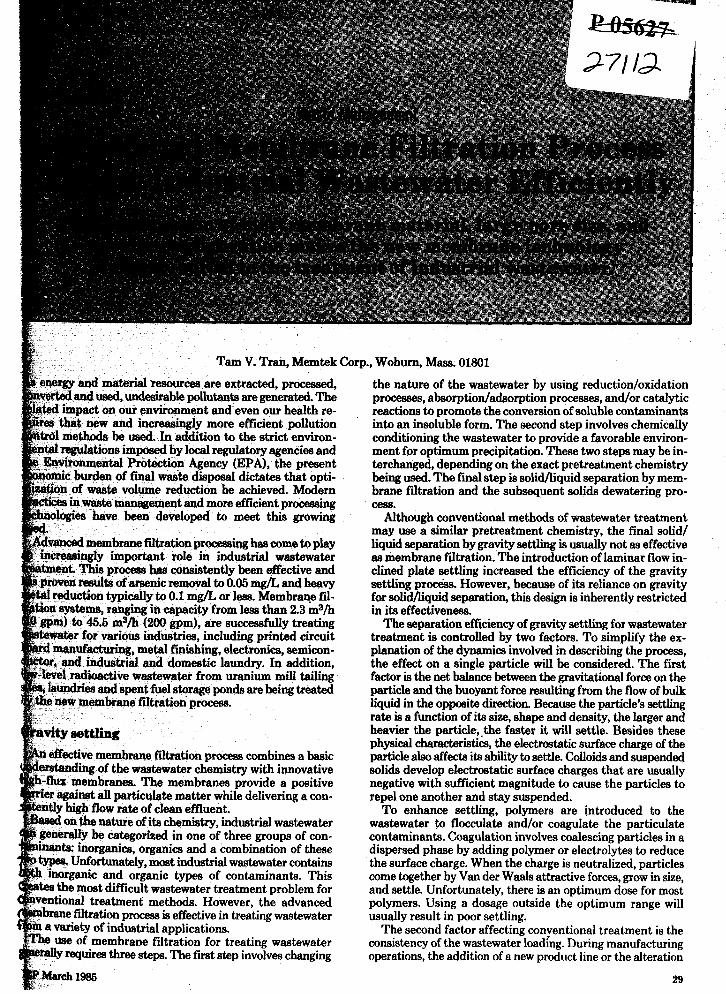
Table 1. Physical parameters of membrane products.
Reverse Osmosis
Pore Size, 0.001 micron
Operating 2,100-2,800 Pressure, (300-400) kPa (psi)
Flux Rate, 1 7 4 3 lmh (gfd)* (10-25)
* Imh = L/m2 of membraneh. afd = gdlftz of membraneld.
Adv. Ultrafil- Membrane trqtion Filtration
0.05-0.1 >0.1
350-700 280-350 (50-100) (40-50)
50-130 340-680 (30-75) (200400)
of an existing process can change the characteristics of the wastewater. The polymer and/or its optimum dosage may then have to be changed to compensate for this variation.
Sometimes a cartridge filter or a sand filter is added as a polishing step following the gravity settling process. Generally, this is a moderately effective method of upgrading the per- formance of a conventional wastewater treatment system. However, cartridge filters foul irreversibly, and their frequent replacement is costly in terms of both labor and materials. The minimum porosity of both cartridge filters and sand filters (1.0 micron) is still at least 10 times that of the new membrane filter (0.1 micron). Therefore, particulate contaminants smaller than 1.0 micron will pass through both cartridge filters and sand filters, resulting in a poorer quality of effluent than that produced by membrane filtration.
The efficiency of conventional settling is influenced by chemical and physical factors. Chemical factors include the pH, the coagulant, or flocculent and its dosdge. Physical fac- tors include the mixing conditions and the subsequent solid/ liquid separation.
Advanced vs. conventional membrane Although the first membrane was developed a century ago,
the use of membranes for industrial wastewater was limited due to several problems with the initial implementation and design.
In the past, most commercially available membranes were made of cellulose acetate and cellulose derivatives, polysulfone and other polymeric materials that were not able to withstand the extreme pH (0-14), corrosive and oxidative conditions of industrial wastewater. The resulting short life of these membranes made them unsuitable for cost-effective waste- water treatment.
Because the capital cost of a membrane system is directly related to the rate of clean water (permeate) passing through the membrane (the flux rate), typical ultrafiltration (UF) and reverse osmosis (RO) systems were quite expensive. Problems with low flux rates were due to the inherent small pore size of UF and RO membranes.
Most commercial membrane manufacturers also used their products for wastewater treatment without chemical pre- treatment. The pollutants became deposited on the mem- brane surface causing fouling that significantly reduced membrane flux rates. Unfortunately, because of the limited chemical resistance of these membranes, chemical cleaning methods were also limited. Regeneration of original produc- tivity was difficult, if not impossible. This irreversible fouling was a major cause for the failure of past membrane sys- tems.
30
Table 2. EPA pretreatment t
requirements for metal finishing and electroplaters.
EPA Limits (mg/L)
Cd 0.69 0.26
Ni 3.98 2.38
0.43 0.24
Total Metals . . . ... 10.5 6.8
is added and circulated through the modules for Utes in the same flow pattern as the wastewater. The is then ready to continue processing wastewater at r
water treatment.
Computer-related industries Today more than 13,000 firms in the U.S. are eng
CEP March 19
c
ng. These industries generate large volumes of s water containing various toxic pollutants. The
, Ditronics, Inc., a printed circuit board shop in
ewater generated from the laundry industry is of nvironmental impact, in terms of both volume and
contaminant loading. The wastewater from all laundry sources accounts for approximately 10% of municipal sewer dis- charges. In addition to the high suspended solids and BOD loading, the levels of oil and grease, metals and priority pol- lutants typically exceed municipal discharge standards (4) . It is estimated that over 10 billion gal (38 million m3) of water are consumed by the laundry industry annually. Therefore, the combined incentives of pollution control requirements and the rising cost of water necessitate an economically viable wastewater treatment and recycling system.
Until recently, the most thoroughly investigated method of treating industrial laundry wastewater consisted of lime coagulation and flocculation with clarification by dissolved air flotation. This is followed by polishing the underflow with sand or diatomaceous earth filtration, and dewatering of the sludge by vacuum filtration. The process is inconsistent in producing an effluent quality that meets current discharge limits.
In 1980, Aratex Services, Inc., a large industrial laundry company headquartered in California, contracted with us to perform a pilot study evaluating the use of advanced mem- brane technology on wastewater produced by their laundry process. The study had two objectives: 1. the test would de- termine if advanced membrane technology could sufficiently remove contaminants from the wastewater so that it would be suitable for discharge; 2. the contaminant removal would be optimized, enabling a percentage of the wastewater to be recycled into the plant for reuse.
Our study for Aratex determined that pretreatment prior to membrane filtration would require both chemical condi- tioning and physical separation to remove a major portion of the contaminants. An adsorbing and/or absorbing agent was added to the remaining contaminants to put them in a filt- erable form. Membrane filtration then removed these con- taminants to levels that would allow discharge or recycling of the product water.
Based on these results, a full-scale system of 190 L/min (50 gal/min) capacity was installed in an Aratex plant in Texas. For more than two years, this system has consistently operated at membrane flux rates of 425 to 850 L/m2 membrane/h (250 to 500 gal/ft* membrane/d), Table 3.
n.
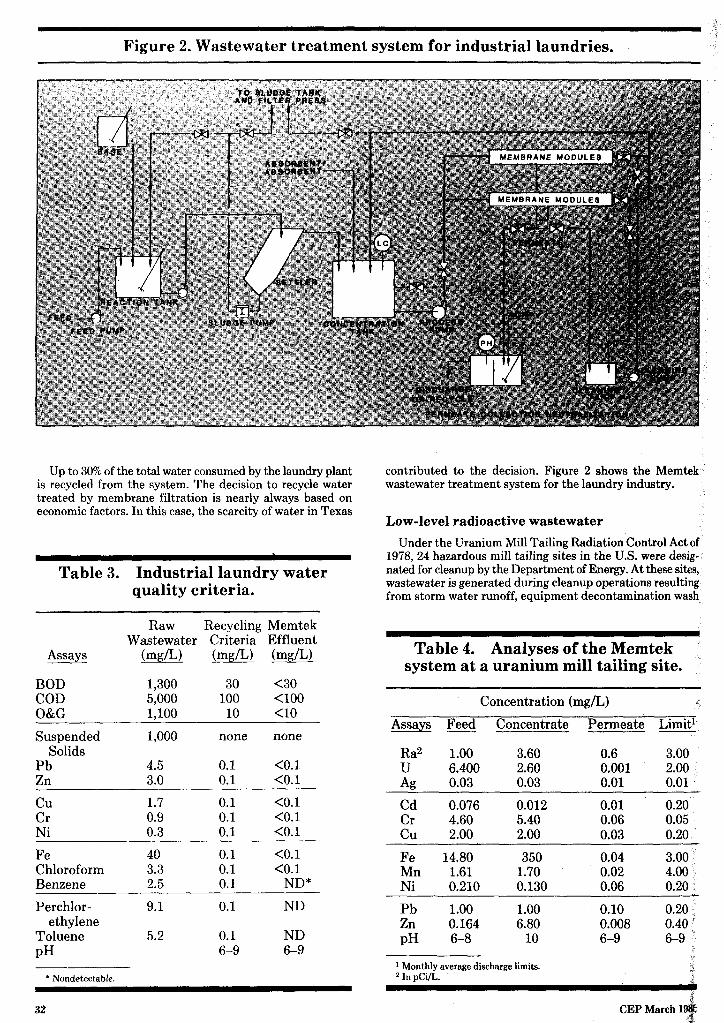
Figure 2. Wastewater treatment system for industrial laundries.
Up to 30% of the total water consumed by the laundry plant is recycled from the system. The decision to recycle water treated by membrane filtration is nearly always based on economic factors. In this case, the scarcity of water in Texas
Table 3. Industrial laundry water quality criteria.
Raw Recycling Memtek Wastewater Criteria Effluent
Assays (mg/L) (mg/L) (mg/L)
BOD 1,300 30 <30 COD 5,000 100 < 100 O&G 1,100 10 < 10
Suspended 1,000 none none
Pb 4.5 0.1 <o. 1 Zn 3.0 0.1 <0.1
Solids
contributed to the decision. Figure 2 shows the Memtek wastewater treatment system for the laundry industry.
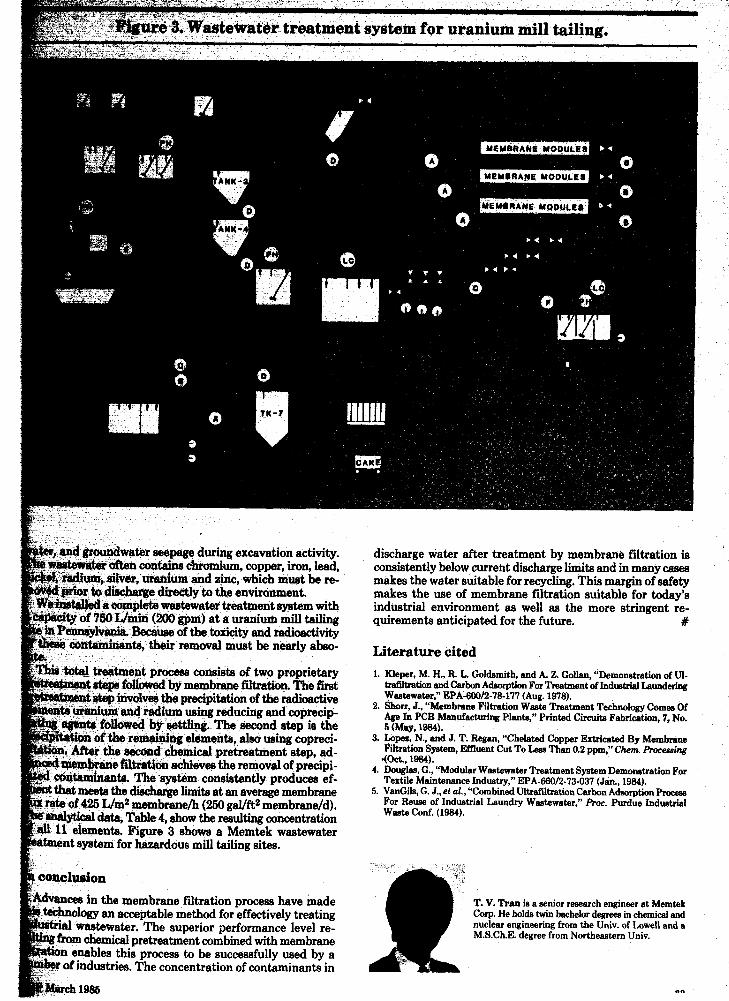
Low-level radioactive wastewater
Under the Uranium Mill Tailing Radiation Control Act of 1978, 24 hazardous mill tailing sites in the US. were desig- nated for cleanup by the Department of Energy. At these sites, wastewater is generated during cleanup operations resulting from storm water runoff, equipment decontamination wash
Table 4. Analyses of the Memtek system at a uranium mill tailing site.
Concentration (mg/L)
Assays Feed Concentrate Permeate Limit'
Ra2 1.00 3.60 0.6 3.00 U 6.400 2.60 0.001 2.00 Ag. 0.03 0.03 0.01 0.01
c u 1.7 0.1 <0.1 Cr 0.9 0.1 <o. 1 Ni 0.3 0.1 <0.1
Cd 0.076 0.012 0.01 0.20 Cr 4.60 5.40 0.06 0.05 c u 2.00 2.00 0.03 0.20
Fe 40 0.1 <0.1 Chloroform 3.3 0.1 <0.1 Benzene 2.5 0.1 ND*
Perchlor- 9.1 0.1 ND
Toluene 5.2 0.1 ND ethylene
PH 6-9 6-9
Fe 14.80 350 0.04 3.00 Mn 1.61 1.70 0.02 4.00 Ni 0.210 0.130 0.06 0.20
Pb 1.00 1.00 0.10 0.20 Zn 0.164 6.80 0.008 0.40 pH 6-8 10 6-9 6-9
Monthly average discharge limits. t 2 In o C i L * Nondetectable.
32 i
CEP March 1
coneldon the membrane filtration process have made an acceptable method for effectively treating
astewater. The superior performance level re- tal pretreatment combined with membrane
bles this process to be successfully used by a of industries. The concentration of contaminants in
discharge water after treatment by membrane fitration ia consistently below cutrent diecharge limits and in many casea makes the water suitable for recycling. This margin of safety makes the use of membrane filtration suitable for today’s industrial environment aa well aa the more stringent re- quirementa anticipated for the future. #
Literature cited 1. Kleper, M. H., R L. Goldsmith, and A. 2. Gollan, “Demonstration of u1-
trafiltration and Garb Adsorption For Treebent of Industrial Laundering
2. Shorr, J., “Membrane Filtration Waste Treatment Technology Coma Of Age In PCB Manufacturing Plants,” Printed Circuits Fabrication, 7, No. 6 (May, 1%).
3. Lopez, N., end J. T. Regan, “Chelated Copper Extricated By Membrane Filtration Syntem, Effluent Cut To Less Than 0.2 ppm,” Chem. hxensing *(Oct., 1984).
4. Dough, G., “Modular Wastewater Treatment System Demonstration For Textile Maintenance Industry,” EPA-6W2-73-037 (Jan., 1984).
5. VanGils, G. J., et al., “Combined Ultrdikatbn Carbon Adsorption Proceaa For Reuse of Industrial Laundry Wastewater,” Roe. Purdue Industrial Waste Conf. (1984).
Wll~tsuater,” EPA-600/2-78-177 (Aug. 1978).
T. V. “ran is a senior research engineer at Memtek Cow. He holds twin bachelor degrees in chemical and nuclear engineering from the Univ. of Lowell and a M.S.Ch.E. degree from Northeastern Univ.
“r.


![Paskaviglia › vigliano_uni › files › Video Compression... · 2009-11-05 · [62], that can be differently processed. Objects are typically extracted by a seg-mentation step](https://img.pdfslide.us/doc/110x75/5f19b877b7529a722364f88f/a-viglianouni-a-files-a-video-compression-2009-11-05-62-that-can.jpg)