Embed Size (px)
Citation preview
NO. 28
PARTNER TO THE BEST
000.000.000 T H E A G I E E D M M A G A Z I N E

ZehatzSpain 4GrávalosSpain 10Swisslan Spain 14FabbriItaly 18MimeItaly 24Sønderborg Denmark 28Hamilton Lichfield England 34SFT Germany 40
The synthesis of high precision with high productivity 2
January 2007Appears in English,French, German and Italian.
Edited and text by:M. [email protected]
Graphics and pagination:R. Grizzi, F. Simona
Printed by:Tipografia Poncioni SALosone - Switzerland
© AGIEAn Agie Charmilles GroupCompany.No responsibility is acceptedfor technical data or thecontent of articles.
no. 28T H E A G I E E D M M A G A Z I N E
+GF+ AgieCharmilles EDM Marketing and Sales SupportCH-6616 LOSONETEL. +41 91 806 91 11FAX +41 91 806 92 [email protected]
Cover immage:
The italian company Fabbri snc is the
worldleader in highprecision sportsriffles.
Wire and sinkerosion are manufacturing
steps in the production of gunlocks.
E EXPERIENCE 28 24.1.2007 8:09 Pagina 1
AGIECUT
VERTEX 1 1F
VERTEX 2 2F 3 3F
CHALLENGE V 2 3
PROGRESS V 2 3 4
CLASSIC V 2 3
Dear Reader,
Combining high precision with high productivity is
a challenge! In ED wire cutting it now has a name:
«Challenge».
The new Agiecut Challenge V2 and V3 ED wire-
cutting machines have numerous standard and
optional features available which increase the
productivity of ED wire cutting and further im-
prove the outstanding standard precision.
Agiecut Challenge V machines have ideal pre-
requisites for automated sequences: Lowerable
working tanks, 25-kg wire spools, clearly defined
interfaces, automated threading, long service
lives of the filter and deionising systems, long
life of the power leads and wire guides as well
as plannable maintenance and service
intervals. The EDM performance is strik-
ingly improved with IPG-V (Intelligent Power
Generation Vertex) and eCut technologies, with
a lower energy requirement at the same time.
The synthesisof high precisionwith highproductivity
2AGIE experienceNo 28 January 2007
CLASSIC PROGRESS CHALLENGE VERTEX
VERTEX
E EXPERIENCE 28 24.1.2007 8:09 Pagina 2
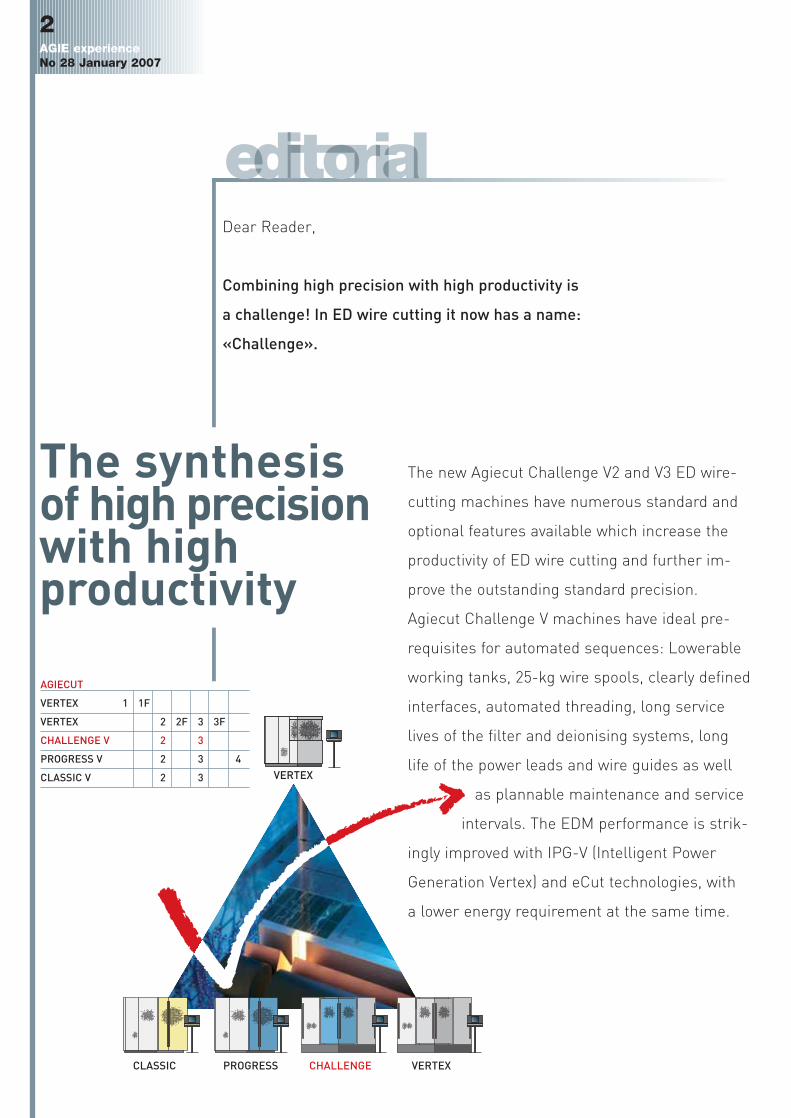
With the interaction of dual measuring systems,
the control unit and the mechanism, a precision
concept is implemented on Agiecut Challenge V
which also meets the special requirements in the
case of high and large workpieces. A surface
quality of Ra 0.2 µm is achieved as standard and
innovative functions ensure accurate linearity,
highest form accuracy, as well as increased pre-
cision of the angular accuracy. Corners and radii,
as well as stepped workpieces or ones with aper-
tures can be cut at an optimal speed.
We are convinced that, with the new Agiecut Chal-
lenge V2 and V3, we have conceived ED wire-cut-
ting machines which best combine high precision
with high productivity. The articles in this issue al-
so show how productively and precisely our cus-
tomers solve complex production tasks with ED
machining. I now wish you stimulating reading
Michael KatzTechnical Editor
3AGIE experience
No 28 January 2007
E EXPERIENCE 28 24.1.2007 8:09 Pagina 3
Zehatz
P. Industrial Kurutz Gain 12-13
20850 Mendaro
Spain
Tel +34 943 757 180
Fax +34 943 755 041
www.zehatz.es
Contact Alfonso Urzainki, Managing DirectorJosu Mugartegui Lejardi, Sales Manager
Country Spain
Production - Food canning- Aerospace- Automotive- Microelectronics- Medicine
Target market Europe
Employees 40
Founded 1992
EDM 1 Agiecut Vertex 2F1 Agiecut Progress V3
Programming - Mastercam- Unigraphics- Catia
Clamping Erowa
Measuring, testing - Leitz PMM 12106- Sirocco-Record, Microval 343 and Image Global 775
from DEA- Mitutoyo Crysta Apex C 574, Quick Vision Pro-Hyper,
LH-600B and microscope- Tesa MicroHite Plus M600 and M350- Baty Projector R 400- Mahr Formtester MMQ40, Perthometer PGK-Plus
Roughness and Perthometer PCV 200 profiles- Ernst AT-180 Durometer
4AGIE experienceNo 28 January 2007
Zehatz
The Zehatz company, founded in 1992, manu-
factures precision tools, medical implants,
mechanical and micro components which it
supplies to worldwide branches such as aero-
space, automotive, food canning, microelec-
tronics and medicine. The north Spanish
company has 40 employees on its payroll and is
known for its ultra precise production. For this
Zehatz has invested in a unique measuring,
checking and testing centre which guarantees
quality at every stage of production.
E EXPERIENCE 28 24.1.2007 8:09 Pagina 4
5AGIE experience
No 28 January 2007
E EXPERIENCE 28 24.1.2007 8:09 Pagina 5
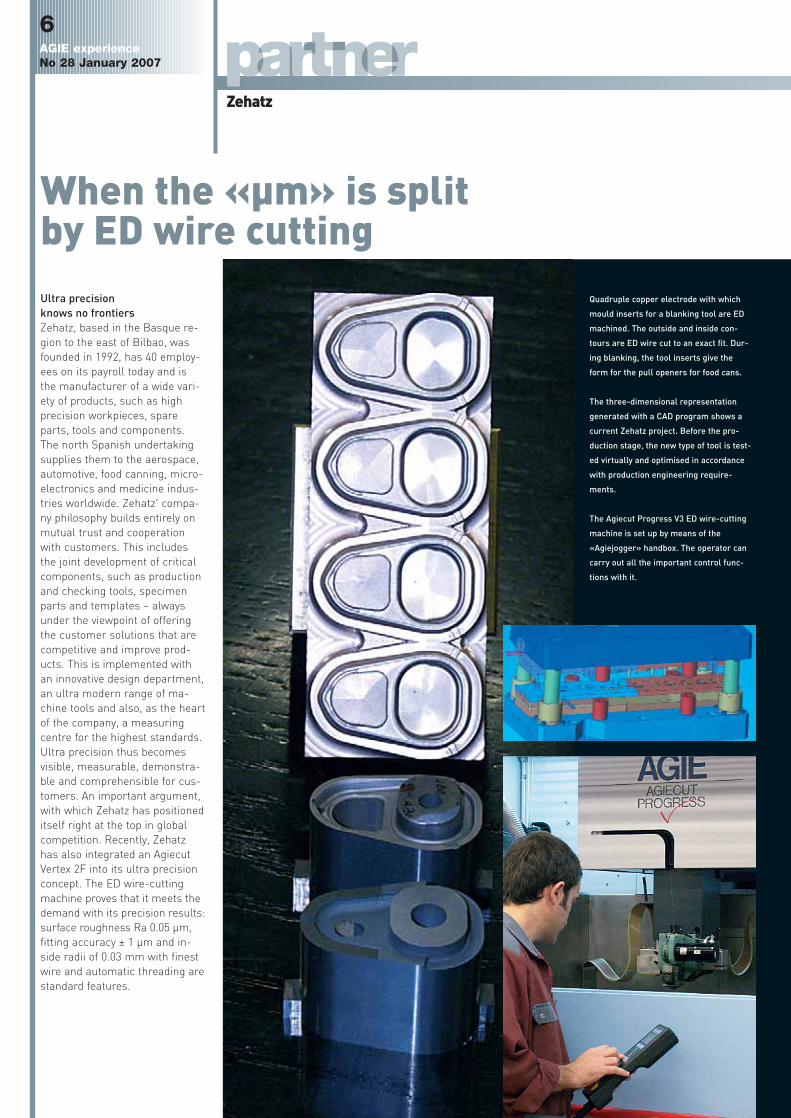
When the «µm» is split by ED wire cutting Ultra precision knows no frontiersZehatz, based in the Basque re-gion to the east of Bilbao, wasfounded in 1992, has 40 employ-ees on its payroll today and isthe manufacturer of a wide vari-ety of products, such as highprecision workpieces, spareparts, tools and components.The north Spanish undertakingsupplies them to the aerospace,automotive, food canning, micro-electronics and medicine indus-tries worldwide. Zehatz' compa-ny philosophy builds entirely onmutual trust and cooperationwith customers. This includesthe joint development of criticalcomponents, such as productionand checking tools, specimenparts and templates – alwaysunder the viewpoint of offeringthe customer solutions that arecompetitive and improve prod-ucts. This is implemented withan innovative design department,an ultra modern range of ma-chine tools and also, as the heartof the company, a measuringcentre for the highest standards.Ultra precision thus becomesvisible, measurable, demonstra-ble and comprehensible for cus-tomers. An important argument,with which Zehatz has positioneditself right at the top in globalcompetition. Recently, Zehatzhas also integrated an AgiecutVertex 2F into its ultra precisionconcept. The ED wire-cuttingmachine proves that it meets thedemand with its precision results:surface roughness Ra 0.05 µm,fitting accuracy ± 1 µm and in-side radii of 0.03 mm with finestwire and automatic threading arestandard features.
Quadruple copper electrode with which
mould inserts for a blanking tool are ED
machined. The outside and inside con-
tours are ED wire cut to an exact fit. Dur-
ing blanking, the tool inserts give the
form for the pull openers for food cans.
The three-dimensional representation
generated with a CAD program shows a
current Zehatz project. Before the pro-
duction stage, the new type of tool is test-
ed virtually and optimised in accordance
with production engineering require-
ments.
The Agiecut Progress V3 ED wire-cutting
machine is set up by means of the
«Agiejogger» handbox. The operator can
carry out all the important control func-
tions with it.
6AGIE experienceNo 28 January 2007
Zehatz
E EXPERIENCE 28 24.1.2007 8:09 Pagina 6

ED wire cutting in the ultra precision concept«When Agie expanded theAgiecut Vertex series to includelarger models, it was clear to usthat the size 2 as F-model wouldbe the ideal ED wire-cutting ma-chine for our requirements»,Alfonso Urzainki, the managingdirector of Zehatz, commentedon the purchase of the AgiecutVertex 2F. «We certainly do notneed the complete range of per-formance, which the machine of-fers, for every machining job, butwe have deliberately invested inthe future in order to be preparedfor new challenges». Zehatz isthus continuing its strategy ofachieving ultra precision in allsectors of the company.
Data input on the Agiecut Vertex 2F is
reduced to a few workpiece features
and quality targets. The «Agievision»
control generates the best possible cut-
ting technologies from this.
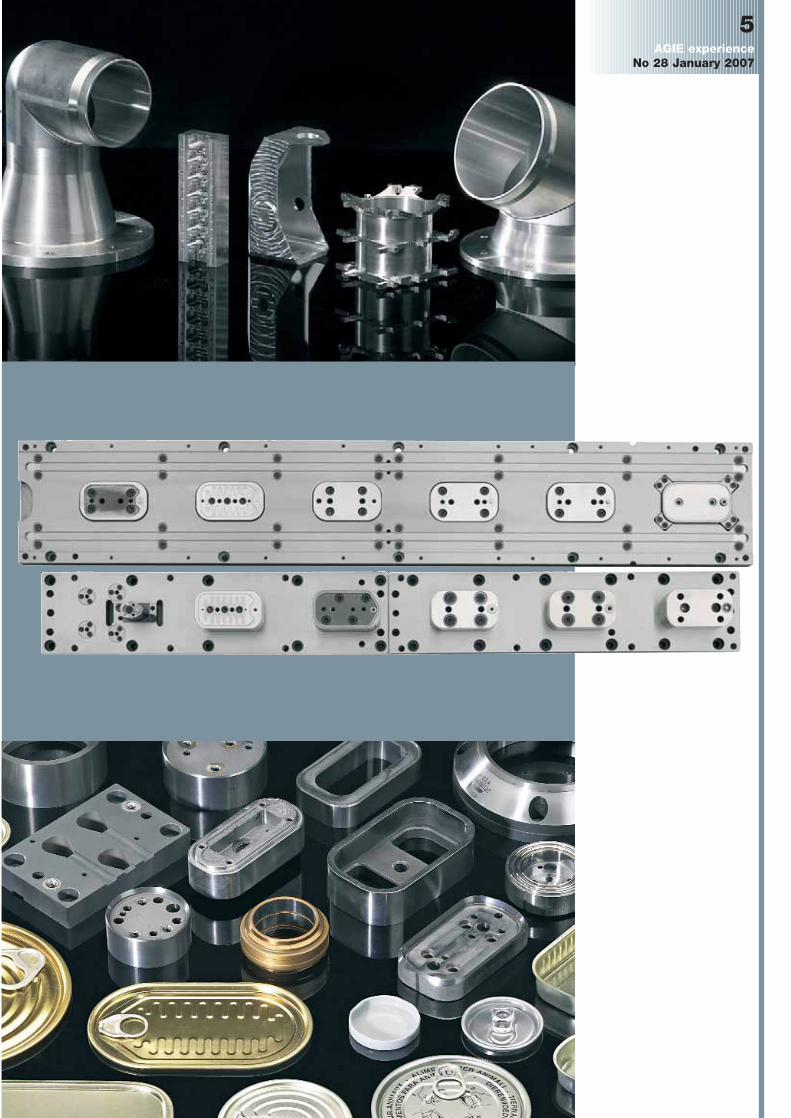
ED wire-cut and die-sunk mould in-
serts and mechanical components are
the best illustrative examples for
Zehatz’ high performance standard.
A double mould milled from a whole
piece is ready for machining on the
Agiecut Vertex 2F. The precision and
form-giving parts are completed with
ED wire cutting and die sinking. After-
wards the mould insert can be fitted
exactly into the blanking tool. Finest
surfaces and tightest contour toler-
ances then ensure the precise produc-
tion of the pull openers for food cans
during blanking.
Josu Mugartegui Lejardi, Sales Manager
of Zehatz, using an optical measuring
machine. Showing the tight tolerances
of the contours of a workpiece.
Digitally controlled generator pulsesWith the IPG-V, the Agiecut Ver-tex 2F has a generator of the lat-est generation available whichimproves the EDM performanceand controls the EDM processefficiently. This is made possibleby a programmable, digital com-ponent, which increases the formfactor of the pulses and shortensthe pulse duration. How advanta-geous the effect of this is on theworkpiece is to be seen by thefact that the machining technolo-gy is generated exactly in accor-dance with the workpiece heightand it is no longer necessary tochoose between two given work-piece heights. The technologyparameters are thus adapted ex-actly to the given cutting heightso that the best possible machin-ing technology is employed.These individually generatedtechnologies bring more preci-sion to the workpiece straight off.The operator at Zehatz thus hasthe best possible machiningtechnology for every workpiece inaccordance with material, height,the wire type used as well as theprecision and roughness re-quired, without having to makecompromises.
7AGIE experience
No 28 January 2007
E EXPERIENCE 28 24.1.2007 8:09 Pagina 7

“
”
The Agiecut Vertex 2F is the ED wire-cutting machine with its quality results, best
fits into our concept of ultra precision. Convincing also the many standard features on
the Agievision control system, which markedly shorten the set-up and EDM times.
Alfonso Urzainki, Managing Director of Zehatz
Quality check at all stages of productionThe material quality, the toolsused and the machiningprocesses are influencing vari-ables which have an effect on theprecision of a tool. Milled work-pieces often make a mirror-likeimpression, but sometimes havemicrocracks under the surfaceconcealed by the milling. By con-trast, with ED machining, mater-ial faults often first become visi-ble through the removal process.Zehatz therefore checks the pre-cision and quality at every stageof production. In this way, toolbreakage, reworking or replace-ment production are for the mostpart avoided, and consequentialcosts kept to a minimum. The in-vestment in efficient qualitymanagement is doubly worth-while for Zehatz: Ultra precisionbecomes comprehensible for thecustomer and ultra precisionhelps to save costs sooner orlater.
A workpiece is plotted optically on a mea-
suring machine. The contours can then be
displayed on the screen in the µm range
and checked for diverging contour toler-
ances.
The workpiece is shown three-dimension-
ally on the screen and every point plotted
with the touch probe is provided with the
appropriate measurement data.
The Zehatz measuring and checking cen-
tre lets you see at a first glance what
great importance is attached to quality
assurance.
8AGIE experienceNo 28 January 2007
Zehatz
E EXPERIENCE 28 24.1.2007 8:09 Pagina 8

We would like to thank Zehatz, inparticular their Managing DirectorAlfonso Urzainki and Sales Man-ager Josu Mugartegui Lejardi, fortheir kind support and helpful co-operation with this report.
Responsible
Sales Engineer:
Carlos Grijalba,
+GF+ AgieCharmilles
The workpiece dataName Mould insert for a six-way blanking tool
Finished part name Pull opener for food cans
Finished part material Tinplate
Workpiece material Hard metal, tool steel
Mould insert service life 60 million
Electrode material Copper
Electrode production High-speed milling with Mikron HSM 400 U
Wire type CCA 0.25 mm diameter
Number of cuts 1 main cut, 2 - 3 trim cuts
Surface roughness Ra 0,2 µm
Contour tolerance ± 2,5 µm
Mould insert production time 1 hour ED wire cutting
6 hours ED die sinking
9AGIE experience
No 28 January 2007
E EXPERIENCE 28 24.1.2007 8:09 Pagina 9
10AGIE experienceNo 28 January 2007
Grávalos, s.a.
Country Spain
Production - Components for consumer electronics- Components for the automotive industry- Components for white goods- Electrical contacts
Target market International
Employees 100
Founded 1946
ED machining 1 Agiecut Challenge 21 Agiecut Challenge 31 Agiecut 150 HSS1 Agietron Hyperspark 21 Agietron Impact 31 Agietron EMS 20
Programming - P-Cam- Unigraphics
Clamping - System 3R- Own solutions
Measuring, testing - Etalon coordinates measuring machine- Nikon profile projector- Olympus microscope
Grávalos, s.a.
Ctra. Castellón, km. 15,500
Polígono Industrial «La Noria»
50730 El Burgo de Ebro (Zaragoza)
Spain
Tel +34 976 104 808
Fax +34 976 104 090
www.gravalos-sa.com
Contact Joaquín Grávalos del Río, Management Assistant
Grávalos s.a. is the leading manufacturer of
components for household appliances, the au-
tomotive industry and consumer goods in
northern Spain. The company has an over
60-year tradition and is being run in the third
generation as a family business. With its own
development, design, production and tool
making, Grávalos s.a. offers its customers a
complete service, is for the most part inde-
pendent of subcontractors and, with 100 em-
ployees, is of the right size in order to be able
to react quickly and flexibly to product
changes.
E EXPERIENCE 28 24.1.2007 8:09 Pagina 10

Agie brand ED machining hasbeen in use since back in 1972
Grávalos s.a. carries out all the
production stages from the design
in accordance with the customer’s
drawing to the dispatch of the Scart
plugs: Tool construction, manufac-
ture of the injection moulding and
punching tool, punching of the elec-
trical contacts, injection moulding
of the plastic casing, final assem-
bly, testing and checking and dis-
patching the Scart connectors ac-
cording to schedule.
Already at the CAD design stage at
Grávalos s.a. Scart connectors are
optimised in accordance with pro-
duction technique aspects, with
customers’ specifications being
strictly observed.
11AGIE experience
No 28 January 2007
Family business as a strongpoint in international competitionEl Burgo de Ebro lies 17 kmfrom Zaragoza and is the base ofGrávalos s.a. The company wasfounded in 1946 and is today be-ing run in the third generation asa family enterprise. Grávalos s.a.has 100 employees on its payrolland supplies components for dieautomotive, household appli-ances, consumer goods and con-nector industries. The companyoffers a complete service forthis, going beyond merely manu-facturing customers’ articles:
- Designing and developing ac-cording to the customer’s articledrawing or sample.- Optimising tools in accordancewith economic and manufactur-ing technique aspects.- Automating the assembly lineswith own construction of jigs andfixtures.- Delivery on schedule by syn-chronising all the manufacturingsequences.In addition, Grávalos s.a. endeav-ours in all phases of manufac-ture, whenever possible, to man-ufacture and produce everything
itself in order thus to be indepen-dent of subcontractors. This givesthe company the flexibility to beable to react quickly to productchanges, new orders and fluctua-tions in order quantities. One ex-ample are Scart connectors whichGrávalos s.a. produces using adual punching tool for the electri-cal contacts and a dual injectionmoulding tool for the casing. Forboth tools, the production shareof ED machining is over 80% - thekey technology for high precisionon the tool and thus also on thefinished Scart connector.
E EXPERIENCE 28 24.1.2007 8:09 Pagina 11

12AGIE experienceNo 28 January 2007
Grávalos, s.a.
The three tool inserts manufactured
with ED wire cutting and die sinking in-
dicate new projects at Grávalos s.a.
which will be coming into use in the
near future.
The upper and lower half of the dual
punch for manufacturing the Scart con-
nector’s electrical contacts. All the ac-
tive parts, such as punches and dies,
were ED wire cut with a surface quality
of Ra 0.3 µm. The standardised Scart
connectors allow modular construction
so that replacements can carried out
quickly in the case of a tool breakage
or changes.
On the second Agiecut Challenge,
Joaquin Grávalos del Rio is aligning the
next ED wire-cutting job using System 3R
clamping systems. After clamping the
workpiece, Joaquin Grávalos del Rio will
use Agiesetup 2D to determine the posi-
tion of the workpiece. This Agievision
control function determines a possible
offset in the level which is then taken
into account by the control system dur-
ing machining.
Joaquin Grávalos del Rio, Management
Assistant, checks and optimises the tech-
nology parameters of a machining job in
progress on the Agiecut Challenge 3.
ED machining for exactly fitting punches and diesThe abbreviation SCART standsfor the French «Syndicat desConstructeurs d'Appareils Ra-diorécepteurs et Téléviseurs»,meaning translated «Associationof Radio and Television ReceiverManufacturers». These plugs andsockets are European standardtoday for the plug connections ofaudio and video appliances. Thusthe Scart sockets did not have tobe newly designed when Grával-os s.a. received the order to pro-duce them, as the dimensionsand pin assignments are speci-fied. However, with minor designmodifications, Grávalos s.a. wasable to optimise the productiontechnique for the tools and thepunching tool’s precision-givingstations were of modular produc-tion. Punches and dies made ofhard metal were ED machinedwith one main cut and four trimcuts. Three Agievision controlfunctions were classified by Grá-valos s.a. as being especiallyuseful in this connection:- «Agiesetup 2D» which allowedrapid setting up, without precisealignment of the workpiece.- «Variocut» which masteredstepped parts or parts withopenings without problems byadjusting the cutting power.- «Teccut» which gave the possi-bility of optimising cutting tech-nologies with own experimentalvalues, such as, for example, re-ducing the wire advance and theflushing pressure.As planned by Grávalos s.a., a sur-face roughness of Ra 0.3 µm and acontour tolerance of ± 2.5 µmwere achieved on the activeparts. The clearance between thepunches and dies was optimalfor punching the electrical con-tacts for the Scart connectorsburr-free from the Ni-Sn-coatedbrass strips.
ED die sinking for highreproduction accuracyThe casing for the Scart connec-tor made of polycarbonate de-scribed in this article was manu-factured using a dual injectionmoulding tool. Here, too, Grával-os s.a. employed EDM: High-pre-cision and complex inserts weremanufactured by the AgiecutChallenge ED wire-cutting ma-chine and cavities by the AgietronHyperspark ED die-sinking ma-chine. In order to achieve highreproduction accuracy, Grávaloss.a. made use of the «AgieEquimode» function whichformed the sharp inside edgesand complex forms of the cavi-ties perfectly and repeatably ac-curately by means of three di-mensional planetary movements.Thus both ED die sinking andwire cutting, with their high pre-cision, laid the foundations for aproblem-free final assembly ofthe Scart connector.
E EXPERIENCE 28 24.1.2007 8:09 Pagina 12
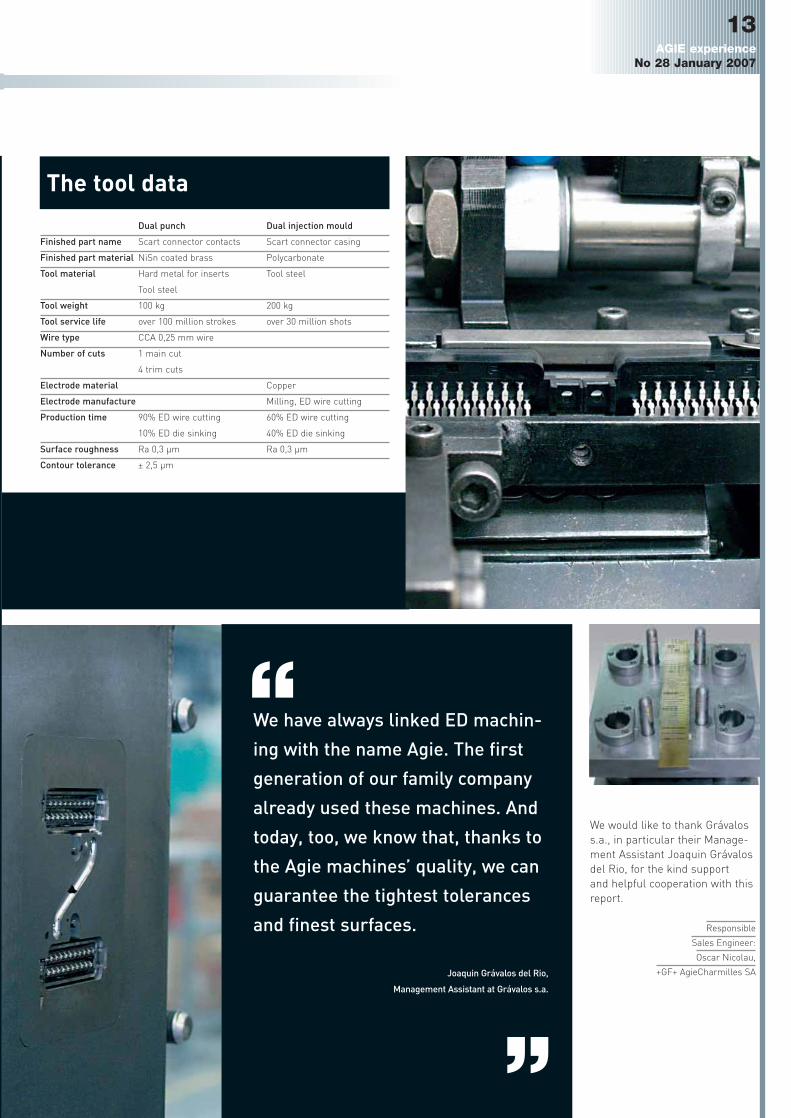
The tool data
13AGIE experience
No 28 January 2007
We would like to thank Grávaloss.a., in particular their Manage-ment Assistant Joaquin Grávalosdel Rio, for the kind support and helpful cooperation with thisreport.
Responsible
Sales Engineer:
Oscar Nicolau,
+GF+ AgieCharmilles SA
Dual punch Dual injection mould
Finished part name Scart connector contacts Scart connector casing
Finished part material NiSn coated brass Polycarbonate
Tool material Hard metal for inserts Tool steel
Tool steel
Tool weight 100 kg 200 kg
Tool service life over 100 million strokes over 30 million shots
Wire type CCA 0,25 mm wire
Number of cuts 1 main cut
4 trim cuts
Electrode material Copper
Electrode manufacture Milling, ED wire cutting
Production time 90% ED wire cutting 60% ED wire cutting
10% ED die sinking 40% ED die sinking
Surface roughness Ra 0,3 µm Ra 0,3 µm
Contour tolerance ± 2,5 µm
We have always linked ED machin-
ing with the name Agie. The first
generation of our family company
already used these machines. And
today, too, we know that, thanks to
the Agie machines’ quality, we can
guarantee the tightest tolerances
and finest surfaces.
Joaquin Grávalos del Rio,
Management Assistant at Grávalos s.a.
“
”
E EXPERIENCE 28 24.1.2007 8:10 Pagina 13
14AGIE experienceNo 28 January 2007
Swisslan S.L.
Country Spain
Production Jobbing ED machining for- Devices for extrusion tools- Mechanical components- Automobile components- Inserts for blanking and injection moulding tools
Target markets Spain, Switzerland and Italy
Employees 4
Founded 2005
EDM 1 Agiecut Classic V 21 Agiedrill
Programming P-Cam
Clamping Own solutions
Measuring, testing Tesa Microhite
Swisslan S.L.
Morkaiko n° 1-B° Urasandi
20870 Elgoibar (Gipuzkoa)
Spain
Tel +34 943 748 866
Fax +34 943 743 669
[email protected]@swisslan.es
Contact Angel Ibarluzea, Company OwnerAntton Osoro, Company Owner
Swisslan S.L. was founded in 2005 by Angel
Ibarluzea and Antton Osoro. The company,
based one hour’s drive by car from Bilbao, is
a jobbing EDM business with two further em-
ployees on its payroll in addition to the two
company owners. The young company sup-
plies mainly components for tool making and
for mechanical applications to its customers
in Spain, Italy and Switzerland.
E EXPERIENCE 28 24.1.2007 8:10 Pagina 14
Classical applications ofjobbing ED machining Innovative use of ED wirecutting as the basis for successIf you drive along the E70 motor-way eastwards from Bilbao for anhour, you reach the deeplycarved valley of the Deba, a re-gion with a long tool-making tra-dition. So it was not just bychance that in 2005 two youngcraftsmen, Angel Ibarluzea andAntton Osoro, set up their owncompany in the small town ofElgoibar. Customers’ orders werequickly generated and the pros-pering company invested in anED wire-cutting machine of thelatest generation: an AgiecutClassic V2. In addition to tradi-tional machining jobs, SwisslanS.L. was now able to carry ourjobbing EDM orders, too. Today,the number of employees hasrisen to four who carry out or-ders from Spain, Italy andSwitzerland. The scope of supplyconcentrates mainly on the pro-duction of mechanical compo-nents, devices for extruded pro-files, components for cars, as
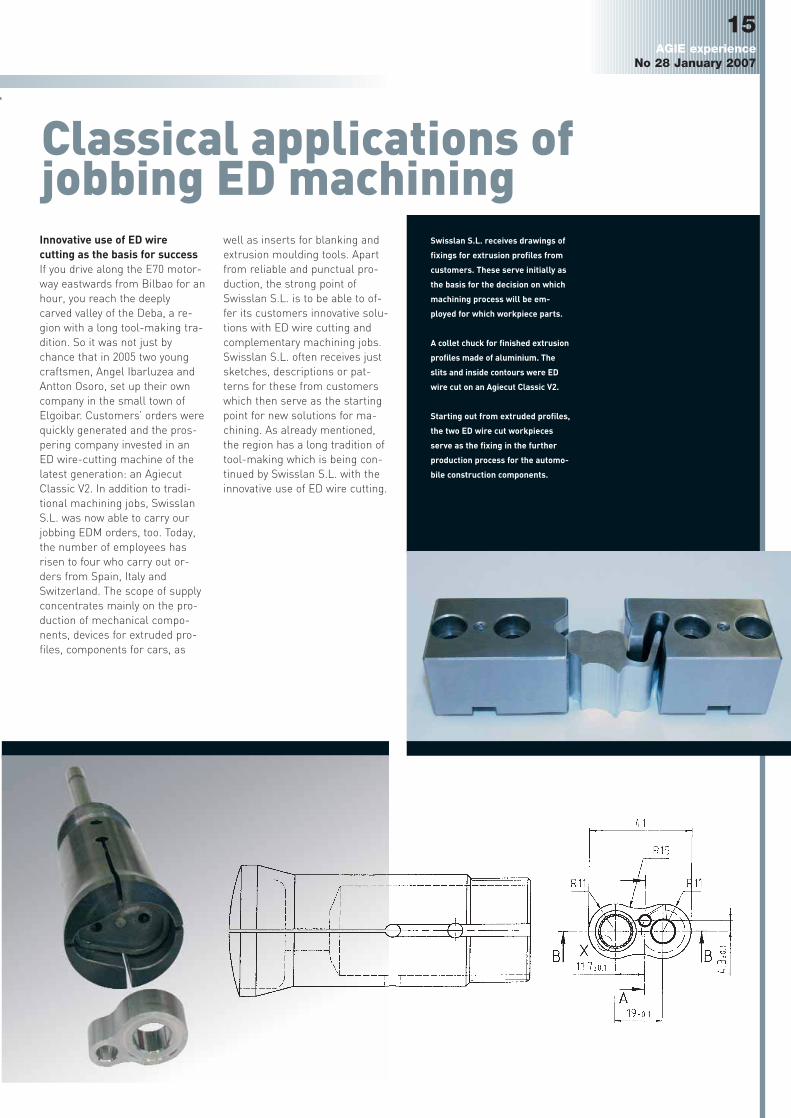
Swisslan S.L. receives drawings of
fixings for extrusion profiles from
customers. These serve initially as
the basis for the decision on which
machining process will be em-
ployed for which workpiece parts.
A collet chuck for finished extrusion
profiles made of aluminium. The
slits and inside contours were ED
wire cut on an Agiecut Classic V2.
Starting out from extruded profiles,
the two ED wire cut workpieces
serve as the fixing in the further
production process for the automo-
bile construction components.
15AGIE experience
No 28 January 2007
well as inserts for blanking andextrusion moulding tools. Apartfrom reliable and punctual pro-duction, the strong point ofSwisslan S.L. is to be able to of-fer its customers innovative solu-tions with ED wire cutting andcomplementary machining jobs.Swisslan S.L. often receives justsketches, descriptions or pat-terns for these from customerswhich then serve as the startingpoint for new solutions for ma-chining. As already mentioned,the region has a long tradition oftool-making which is being con-tinued by Swisslan S.L. with theinnovative use of ED wire cutting.
E EXPERIENCE 28 24.1.2007 8:10 Pagina 15

16AGIE experienceNo 28 January 2007
Swisslan S.L.
ED wire cutting in time with the incoming ordersSwisslan S.L. is a typical jobbingEDM business in which the day-to-day business determines thework scheduling. Constant dead-line pressure requires high flexi-bility, both on the staff and themachine side. Production se-quences must be geared exactlyto the machine and operator ca-pacity. That is why Swisslan S.L.decided on an Agiecut Classic V2,as this ED wire cutting machinemeets these requirements best:- Rapid data input- Great selection of cuttingtechnologies- Rapid set-up- Rapid wire change- Lowerable tank for machiningin the bath- Rapid insertion of express jobs- Reliable process with allgeometries.
In jobbing EDM, every machiningstep must be right. This maximbegins at Swisslan S.L. with thedata input for the ED wire cuttingof a workpiece. Angel Ibarluzeaneeds just a few workpiece de-tails for this: Height, form, mate-rial, surface quality and accuracy.«Teccut» then generates the bestpossible technology and in addi-tion makes alternative proposals
for the quality targets. So AngelIbarluzea can choose whetherthe machining is to be carriedout quickly, with the highest pre-cision or both. In the case of thedevices for the extruded sections,several of the generator’s func-tions then take effect: «AWO» -Advanced Wire Offset – compen-sates for the wire wear andflushing. «Wire Bending Control»determines and corrects wire de-viations resulting during theprocess. «Variocut» automaticallyadjusts the output in the case ofstepped workpieces. Functionswhich are not, it is true, visible,but which do show on the work-piece and in the time required fora job.
The autonomy for unsupervised operationOn account of the frequentclamping and unclamping opera-tions, setting up and individualdata inputs involved, jobbing EDMorders presuppose the presenceof an operator in most cases. Andyet there are orders where highmachine autonomy is also deci-sive. Swisslan S.L. had to cut sixextruded profiles with 1 main cutand 3 trim cuts from a 100 mmhigh aluminium block. Here«Agiejet» for reliable wire thread-ing, the standard 25-kg wirespools as well as the long servicelives of the filters proved theirworth - especially in the case ofaluminium machining jobs. ForSwisslan S.L., Agiecut Classic V2is thus the classic «all-rounder»of ED wire cutting.
«Teccut» makes technology pro-
posals from a few inputs. Thanks to
the state-of-the-art Vertex technol-
ogy, Angel Ibarluzea, joint owner of
Swisslan S.L., can then select and
activate the best possible machin-
ing technology.
Various devices for machining ex-
truded profiles which are produced
by Swisslan S.L. using ED wire cut-
ting and as a complement to that
milling all out. All three workpieces
are made of hardened steel and have
a surface roughness of Ra 0.4 µm
and a contour tolerance of ± 5 µm.
Antton Osoro, joint owner of Swiss-
lan S.L., checks the progress of the
cutting of the starting holes which
are needed for ED wire-cutting jobs
on an Agiedrill. Small electrode
tubes of from 0.3 mm to 3 mm can
be used for a depth of up to 200 mm.
E EXPERIENCE 28 24.1.2007 8:10 Pagina 16
17AGIE experience
No 28 January 2007
We would like to thank SwisslanS.L., in particular the two compa-ny owners, Angel Ibarlizea andAntton Osoro, for their kind sup-port and helpful cooperation onthis report.
Responsible
Sales Engineer:
Carlos Grijalba,
+GF+ AgieCharmilles SA
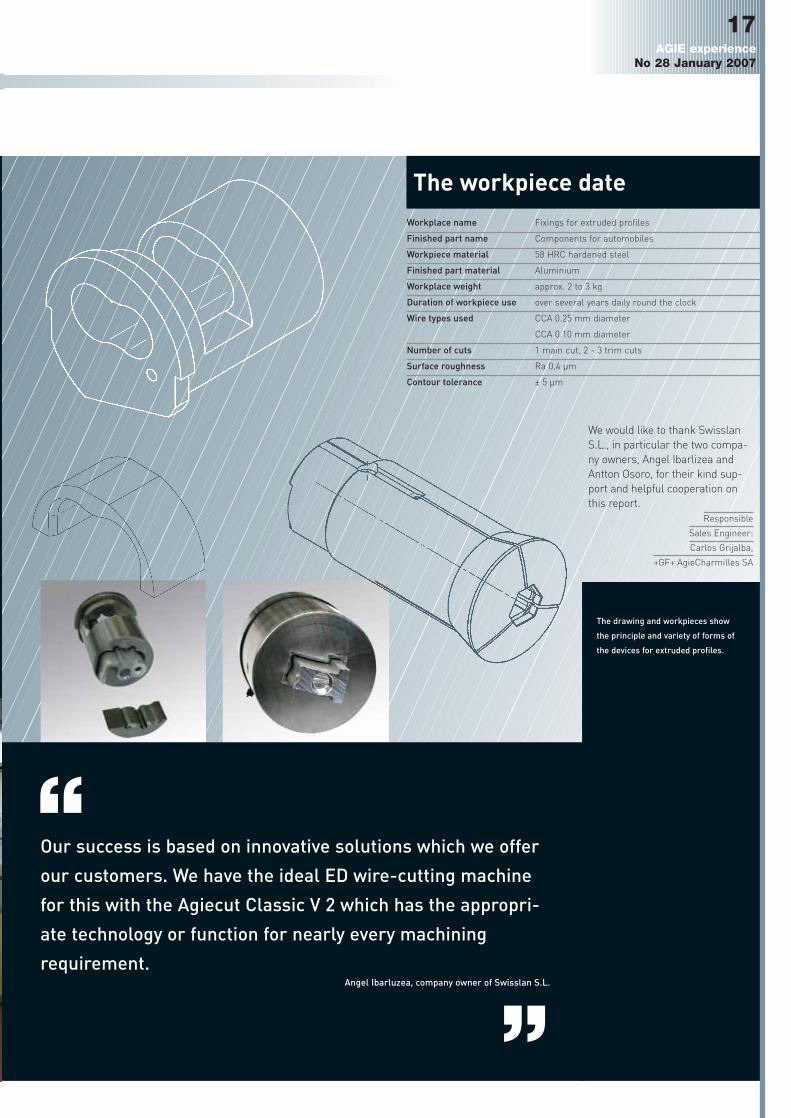
The drawing and workpieces show
the principle and variety of forms of
the devices for extruded profiles.
Workplace name Fixings for extruded profiles
Finished part name Components for automobiles
Workpiece material 58 HRC hardened steel
Finished part material Aluminium
Workplace weight approx. 2 to 3 kg
Duration of workpiece use over several years daily round the clock
Wire types used CCA 0.25 mm diameter
CCA 0.10 mm diameter
Number of cuts 1 main cut, 2 - 3 trim cuts
Surface roughness Ra 0,4 µm
Contour tolerance ± 5 µm
“
”
Our success is based on innovative solutions which we offer
our customers. We have the ideal ED wire-cutting machine
for this with the Agiecut Classic V 2 which has the appropri-
ate technology or function for nearly every machining
requirement. Angel Ibarluzea, company owner of Swisslan S.L.
The workpiece date
E EXPERIENCE 28 24.1.2007 8:10 Pagina 17
18AGIE experienceNo 28 January 2007
Fabbri snc
Fabbri snc
Don Filippo Bassi 6
25075 Nave (BS)
Italy
Tel +39 030 271 53 00
Fax +39 030 271 53 01
www.fabbri.it
Contact Tullio Fabbri, Managing DirectorIvo Fabbri, Company Owner
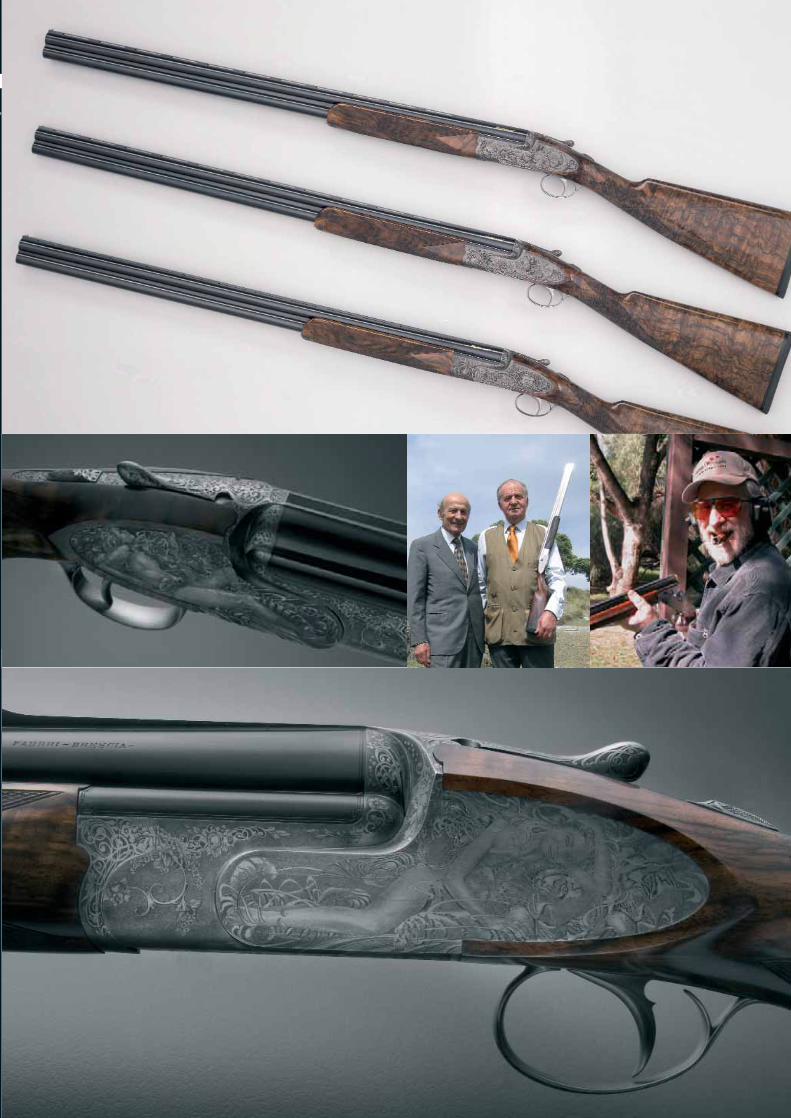
Fabbri snc is a company that has perfected
the gunsmith’s traditional craft with state-
of-the-art production methods. Founded by
Ivo Fabbri in 1965, the company based near
Brescia today has 13 employees on its pay-
roll. The founder’s son Tullio Fabbri today
manages a company that is a world market
leader for highest precision sporting shot-
guns. The list of its international customers
also reads then like a «Who’s who» of
prominent figures: His Majesty Juan Carlos,
King of Spain or film producer Steven Spiel-
berg – to name but two.
Country Italy
Production - Sporting shotguns- Hunting knives for collectors
Target market International
Employees 13
Founded 1965
ED machining 1 Agiecut Classic V 21 Agietron Spirit 2
Programming - Pro/Engineer- ISO
Clamping Own solutions
Ivo and Tullio Fabbri
E EXPERIENCE 28 24.1.2007 8:10 Pagina 18
E EXPERIENCE 28 24.1.2007 8:10 Pagina 19
With Agie no «shot» misses during ED machining The worldwide first address for sporting shotgunsWhen Ivo Fabbri founded Fabbrisnc more than forty years ago,he did not yet know what suc-cess he would have with hishandmade sporting shotguns. Anuntiring urge for perfection, cou-pled with the innovative use ofthe latest technologies, quicklymade sporting shotguns «madeby Fabbri» famous beyond Italy’sborders. A success which is basedon the company’s philosophy:- Each individual part is madein-house.- Only the best materials areused.- Everything is checked in-house.- Quality as a symbiosis of arti-san ability and the use of themost modern means of produc-tion.Thus all 13 of the company'semployees are qualified special-ists in their field. The skill ofFabbri snc now consists in mak-ing each individual’s ability avail-able for the common goal ofmanufacturing «today’s best-looking and most reliable shot-gun in the world». A claim that isconfirmed by prominent cus-tomers from all over the worldand which Tullio Fabbri gladlydemonstrates with a tourthrough the company. In air-con-ditioned, clinically clean rooms,the details are captivating: Com-pany-designed and laid-outworkplaces, underfloor cablingfor the machine tools, or-thopaedic floor coverings orstate-of-the-art house automa-tion. So the two ED machinesfrom Agie do not only meet theFabbri snc’s perfectionism withtheir high precision, but alsowith their striking design.
«Partner to the Best» – more than a sloganIf you ask Tullio Fabbri what werethe main arguments for buyingAgie ED machines, you are quick-ly given the answer: «Partner tothe Best». And further: «Not be-cause it is the Agie slogan, butbecause the service, presenceand assistance convinced me! Tofeel that you are being taken se-riously as a partner, just as wegive our customers the feelingthat they are real partners toFabbri». Of course, it was not on-ly non-material values that con-vinced Tullio Fabbri, but alsogenuine facts.
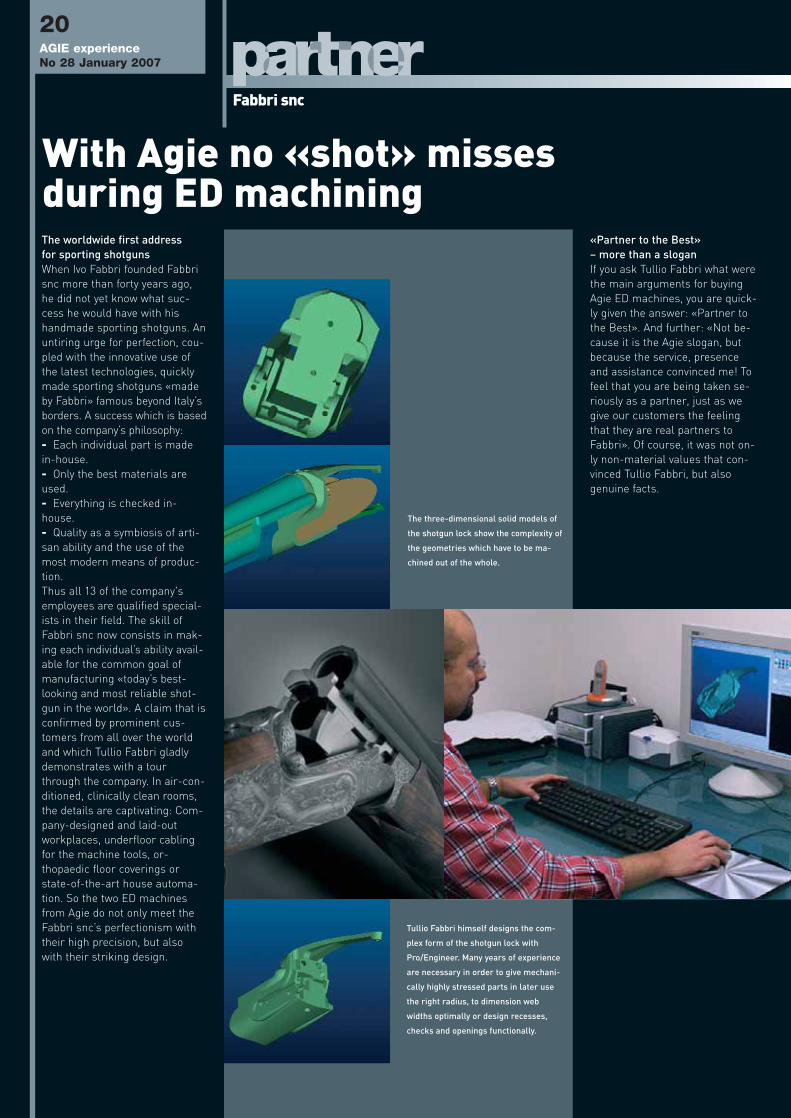
The three-dimensional solid models of
the shotgun lock show the complexity of
the geometries which have to be ma-
chined out of the whole.
Tullio Fabbri himself designs the com-
plex form of the shotgun lock with
Pro/Engineer. Many years of experience
are necessary in order to give mechani-
cally highly stressed parts in later use
the right radius, to dimension web
widths optimally or design recesses,
checks and openings functionally.
20AGIE experienceNo 28 January 2007
Fabbri snc
E EXPERIENCE 28 24.1.2007 8:10 Pagina 20
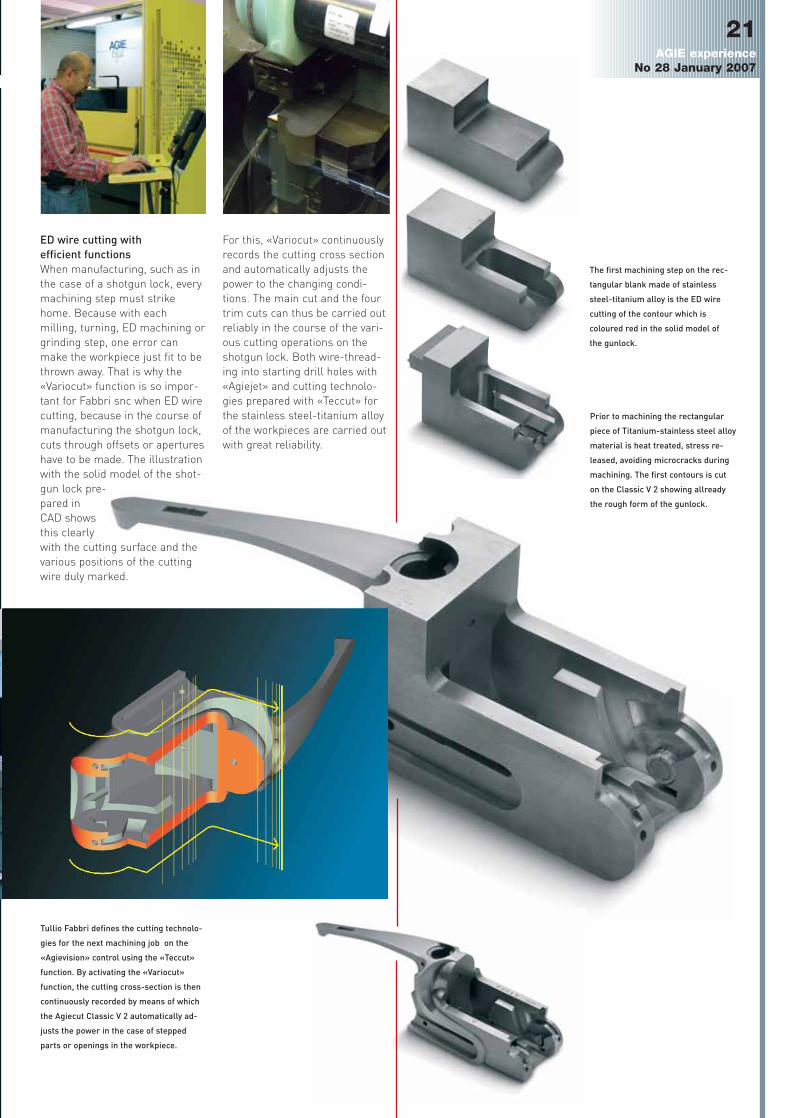
ED wire cutting with efficient functionsWhen manufacturing, such as inthe case of a shotgun lock, everymachining step must strikehome. Because with eachmilling, turning, ED machining orgrinding step, one error canmake the workpiece just fit to bethrown away. That is why the«Variocut» function is so impor-tant for Fabbri snc when ED wirecutting, because in the course ofmanufacturing the shotgun lock,cuts through offsets or apertureshave to be made. The illustrationwith the solid model of the shot-gun lock pre-pared inCAD showsthis clearlywith the cutting surface and thevarious positions of the cuttingwire duly marked.
For this, «Variocut» continuouslyrecords the cutting cross sectionand automatically adjusts thepower to the changing condi-tions. The main cut and the fourtrim cuts can thus be carried outreliably in the course of the vari-ous cutting operations on theshotgun lock. Both wire-thread-ing into starting drill holes with«Agiejet» and cutting technolo-gies prepared with «Teccut» forthe stainless steel-titanium alloyof the workpieces are carried outwith great reliability.
Prior to machining the rectangular
piece of Titanium-stainless steel alloy
material is heat treated, stress re-
leased, avoiding microcracks during
machining. The first contours is cut
on the Classic V 2 showing allready
the rough form of the gunlock.
The first machining step on the rec-
tangular blank made of stainless
steel-titanium alloy is the ED wire
cutting of the contour which is
coloured red in the solid model of
the gunlock.
Tullio Fabbri defines the cutting technolo-
gies for the next machining job on the
«Agievision» control using the «Teccut»
function. By activating the «Variocut»
function, the cutting cross-section is then
continuously recorded by means of which
the Agiecut Classic V 2 automatically ad-
justs the power in the case of stepped
parts or openings in the workpiece.
21AGIE experience
No 28 January 2007
E EXPERIENCE 28 24.1.2007 8:10 Pagina 21

ED die sinking for precision in the third dimensionWith the increasing progress ofthe production of the shotgunlock, each further machiningstep must be carried out with theutmost reliability and precision.Fabbri snc relies on AgietronSpirit 2 for ED die-sinking opera-tions. Detail electrodes made ofcopper are used for the mainlysmall cavities on the shotgunlock. They have the advantagecompared with complex formelectrodes made of graphite that,after wear, they can be simplyreworked by milling. In this way,Fabbri snc saves itself expensiveelectrode production which would
22AGIE experienceNo 28 January 2007
All 150 individual parts of a sporting shotgun are made by Fabbri snc themselves. This
begins with the selection of finest materials from all over the world, continues with
constant material tests on in-house testing devices, goes on further through the pro-
duction of even the smallest screws, and ends, after over 1500 mechanical and manual
production steps, with the testing and adjusting of each shotgun in the company's own
underground shooting range. Each of the 13 employees at Fabbri snc is a master of his
We would like to thank Fabbri snc,in particular their Managing Di-rector Tullio Fabbri, for their kindsupport and helpful cooperationwith this report.
Responsible Sales Manager:
Franco Corti,
+GF+ AgieCharmilles
additionally tie up personnel andmachine capacity. Here too, theemployees’ mastery becomes ap-parent which runs like a centraltheme through all the productionstations at Fabbri snc.
Fabbri snc
E EXPERIENCE 28 24.1.2007 8:11 Pagina 22
23AGIE experience
No 28 January 2007
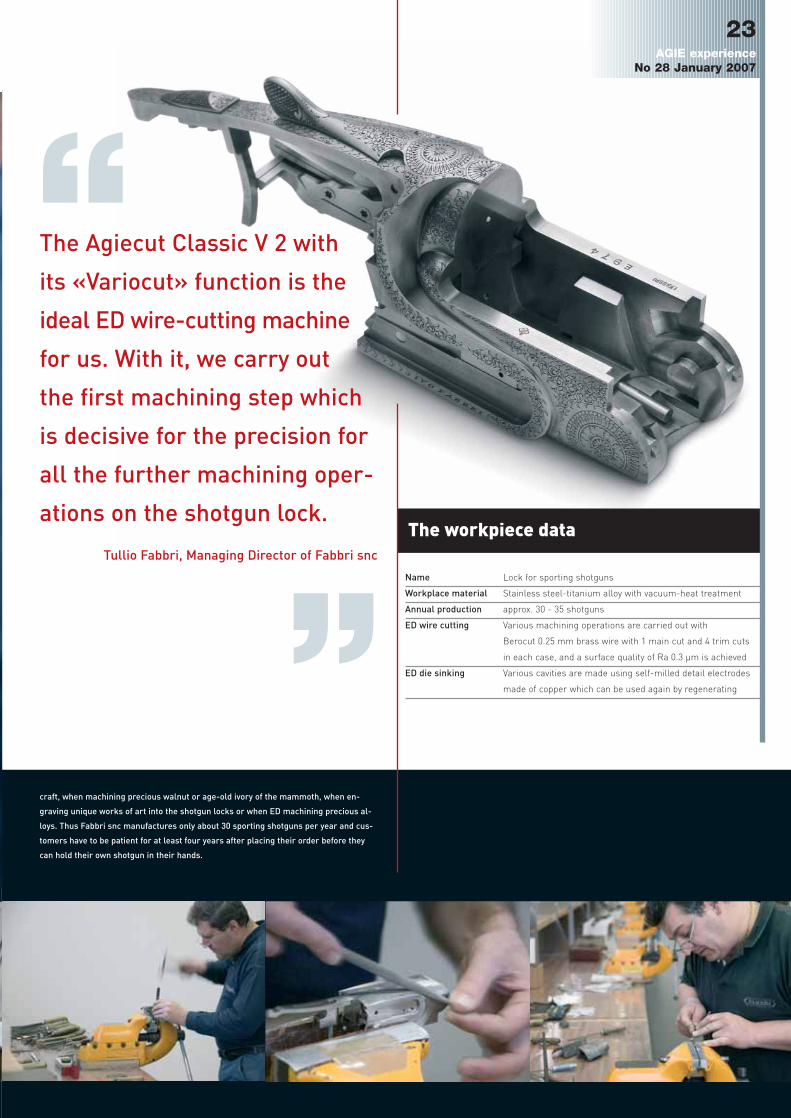
The Agiecut Classic V 2 with
its «Variocut» function is the
ideal ED wire-cutting machine
for us. With it, we carry out
the first machining step which
is decisive for the precision for
all the further machining oper-
ations on the shotgun lock.
Tullio Fabbri, Managing Director of Fabbri snc
craft, when machining precious walnut or age-old ivory of the mammoth, when en-
graving unique works of art into the shotgun locks or when ED machining precious al-
loys. Thus Fabbri snc manufactures only about 30 sporting shotguns per year and cus-
tomers have to be patient for at least four years after placing their order before they
can hold their own shotgun in their hands.
The workpiece data
Name Lock for sporting shotguns
Workplace material Stainless steel-titanium alloy with vacuum-heat treatment
Annual production approx. 30 - 35 shotguns
ED wire cutting Various machining operations are carried out with
Berocut 0.25 mm brass wire with 1 main cut and 4 trim cuts
in each case, and a surface quality of Ra 0.3 µm is achieved
ED die sinking Various cavities are made using self-milled detail electrodes
made of copper which can be used again by regenerating”
“
E EXPERIENCE 28 24.1.2007 8:11 Pagina 23

24AGIE experienceNo 28 January 2007
Mi-Me Minuterie Metalliche Meles S.p.A.Production Precision parts punched, stamped and assembled with
own development, design and manufacture of automatic assembly, punching, stamping and progressive dies- Electromechanical and electrical industry- Automotive industry- Telecommunications industry- Computer applications
Main markets Europe, Asia, USA, Brazil
Employees 105
Founded 1950
EDM 1 Agiecut Progress 21 Agiecut Evolution 2 SF+F
WorkPal loading system from System 3R1 Agiecut Evolution 21 Agietron Spirit 21 Agietron Mondo Star 20
Programming - P-Cam for ED wire cutting- UG 3 D - CAM
Clamping Mecatool from System 3R
Measuring, testing DEA from Brown & Sharp
Certifications ISO TS 16949: 2002ISO 9001: 2000ISO 14001: 2004
Head office, administration and dispatch: Production:
Mi-Me Minuterie Metalliche Meles S.p.A.
Via Leonardo da Vinci, 19 Via Del Gambetto, 10/12/14
24030 Presezzo (BG) 24040 Bonate Sopra (BG)
Italy Italy
Tel +39 (0)35 61 22 98 +39 (0)35 90 02 02 01
Fax +39 (0)35 61 80 22 +39 (0)35 90 00 14
www.mi-me.it
Contact Raffaele Meles, Company OwnerGiovanni Pirola, Workshop Manager
Mi-Me Minuterie Metalliche Meles S.p.A. is a
company with a 56-year tradition. Not far from
Bergamo, Mi-Me produces and assembles pre-
cision blanking and bending parts with its own
tools on state-of-the-art high-speed presses
from Bruderer and automatic punching and
bending machines from Bihler. Mi-Me supplies
renowned customers worldwide in the electri-
cal, automotive and telecommunications indus-
tries, as well as the computer applications
branch, offering a complete service from the
development to the finished product.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 24
ED wire cutting – the heart of tool manufacture
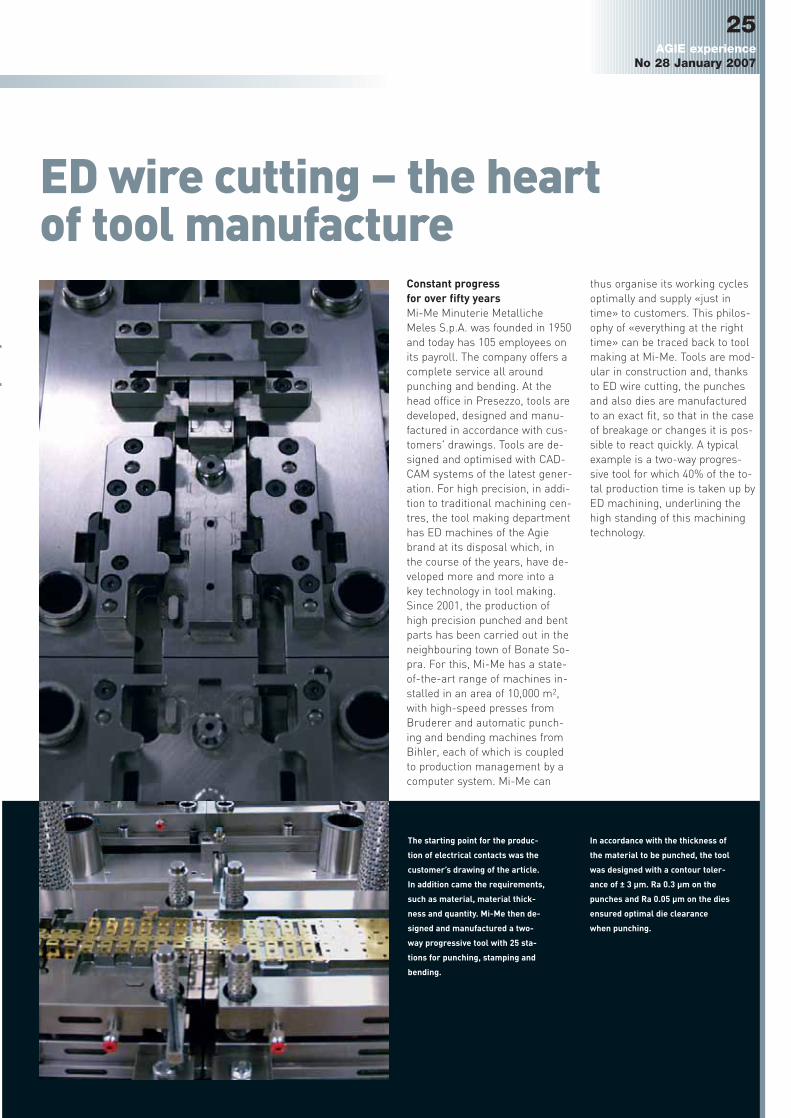
The starting point for the produc-
tion of electrical contacts was the
customer’s drawing of the article.
In addition came the requirements,
such as material, material thick-
ness and quantity. Mi-Me then de-
signed and manufactured a two-
way progressive tool with 25 sta-
tions for punching, stamping and
bending.
In accordance with the thickness of
the material to be punched, the tool
was designed with a contour toler-
ance of ± 3 µm. Ra 0.3 µm on the
punches and Ra 0.05 µm on the dies
ensured optimal die clearance
when punching.
25AGIE experience
No 28 January 2007
Constant progress for over fifty yearsMi-Me Minuterie MetallicheMeles S.p.A. was founded in 1950and today has 105 employees onits payroll. The company offers acomplete service all aroundpunching and bending. At thehead office in Presezzo, tools aredeveloped, designed and manu-factured in accordance with cus-tomers' drawings. Tools are de-signed and optimised with CAD-CAM systems of the latest gener-ation. For high precision, in addi-tion to traditional machining cen-tres, the tool making departmenthas ED machines of the Agiebrand at its disposal which, inthe course of the years, have de-veloped more and more into akey technology in tool making.Since 2001, the production ofhigh precision punched and bentparts has been carried out in theneighbouring town of Bonate So-pra. For this, Mi-Me has a state-of-the-art range of machines in-stalled in an area of 10,000 m2,with high-speed presses fromBruderer and automatic punch-ing and bending machines fromBihler, each of which is coupledto production management by acomputer system. Mi-Me can
thus organise its working cyclesoptimally and supply «just intime» to customers. This philos-ophy of «everything at the righttime» can be traced back to toolmaking at Mi-Me. Tools are mod-ular in construction and, thanksto ED wire cutting, the punchesand also dies are manufacturedto an exact fit, so that in the caseof breakage or changes it is pos-sible to react quickly. A typicalexample is a two-way progres-sive tool for which 40% of the to-tal production time is taken up byED machining, underlining thehigh standing of this machiningtechnology.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 25

26AGIE experienceNo 28 January 2007
Mi-Me Minuterie Metalliche Meles S.p.A.
Setup of a workpiece in an Agiecut
Evolution 2. «Agiejogger» allows all
important control functions required.
Part view of the EDM department at
Mi-Me. Three Agiecut and two Agietron
machines ensure high precision on the
workpiece. The Agietron Spirit 2 is the
ideal addition in blanking tool making.
MiMe manufactures mould inserts for
bending and forming stations with this,
but drill holes for mountings are also
made with this ED die-sinking machine.
All the active parts, as well as the tool
itself, too, are measured on the DEA
measuring machine from Brown &
Sharp at Mi-Me for the final check.
With a contour tolerance of ± 3 µm and
surface qualities of Ra 0.3 µm on
punches as well as Ra 0.5 µm on dies,
the two-way progressive die is de-
signed both for a long service life and
for high precision on the finished parts.
ED wire cutting for highprecision punches and diesWhen the tool has been designedand optimised with CAD/CAMsystems, the individual punchesand dies are derived from thisand the cutting contours forthem are prepared with PCam.The programs are transferred tothe Agiecut Progress 2. With afew details about the workpieceand wire, «Teccut» makes pro-posals in accordance with prof-itability and precision. The cut-ting technology then selected isallotted to the workpiece. In thecase of machining jobs withdrop-out parts, «Usersequence»can be selected. This function al-lows cutting sequences to be de-cided in accordance with timecriteria so that e.g. all the cutsare made at night and the sepa-rating cut for removing the drop-out part is scheduled for the timeof the operator's presence. Withthe «Graficheck» function, theoperator obtains certainty for thewhole machining job as he canpresent the workpiece three-di-mensionally and simulate thecutting sequences. The «Agieset-up 3D» function, with which theworkpiece position is plottedthree-dimensionally, and anypossible offset is taken into ac-count by the control system.Agiecut Progress has eCut cuttingtechnologies at its disposal whichachieve surfaces of Ra 0.8 µmwith one single precision cut. Thisreduces the trim cuts and the re-quired roughness of Ra 0.3 µm onpunches and Ra 0.5 µm on diescan be achieved more quickly. Allthe active parts of the two-wayprogressive die are PVD/TiCNcoated in order to achieve alonger service life and to preventany breaking off as far as possi-ble. However, if necessary, thehigh fitting and repeating accura-cy achieved through ED wire cut-ting, allows punches and dies toreplaced quickly and without anyfinishing work.
ED die sinking for complementarymachining jobsIf bending or stamping jobs haveto be carried out on the finishedpart, ED die sinking is used atMi-Me. For this, the electrodeforms are derived from theCAD/CAM program for the tooldesign, the copper electrodesmilled and the shaping inserts EDmachined. The Agietron Spirit 2 isthe ideal ED die-sinking machinefor this, in order to achieve thesethree-dimensional cavities quick-ly and simply. The operator isguided through the program byself-explanatory symbols, auto-matic measuring cycles shortenthe set-up time and an electrodemagazine makes machining jobspossible at night, too. Argumentswhich have a name for Mi-Me inthe case of ED wire cutting anddie sinking: Agie.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 26
The tool data
The tool data
27AGIE experience
No 28 January 2007
We would like to thank Mi-MeMinuterie Metalliche MelesS.p.A., in particular the companyowner Raffaele Meles and work-shop manager Giovanni Pirola,for their kind support and helpfulcooperation on this report.
Responsible sales manager:
Franco Corti,
+GF+ AgieCharmilles
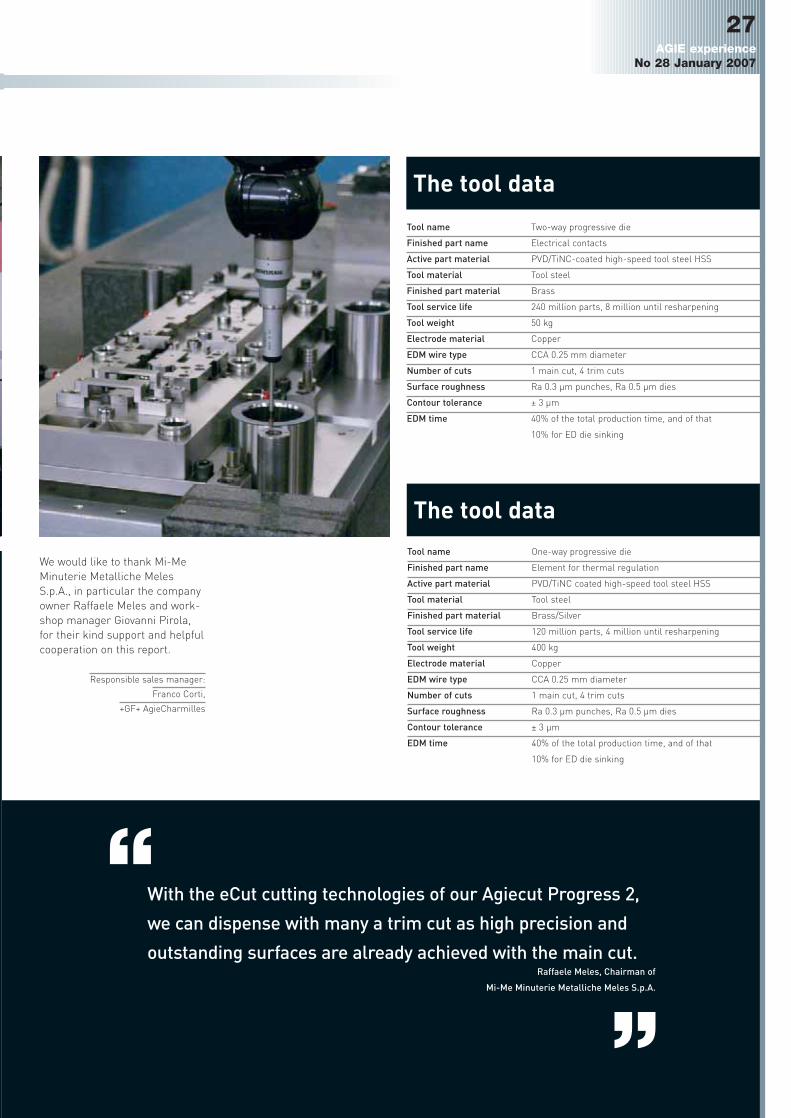
Tool name Two-way progressive die
Finished part name Electrical contacts
Active part material PVD/TiNC-coated high-speed tool steel HSS
Tool material Tool steel
Finished part material Brass
Tool service life 240 million parts, 8 million until resharpening
Tool weight 50 kg
Electrode material Copper
EDM wire type CCA 0.25 mm diameter
Number of cuts 1 main cut, 4 trim cuts
Surface roughness Ra 0.3 µm punches, Ra 0.5 µm dies
Contour tolerance ± 3 µm
EDM time 40% of the total production time, and of that
10% for ED die sinking
Tool name One-way progressive die
Finished part name Element for thermal regulation
Active part material PVD/TiNC coated high-speed tool steel HSS
Tool material Tool steel
Finished part material Brass/Silver
Tool service life 120 million parts, 4 million until resharpening
Tool weight 400 kg
Electrode material Copper
EDM wire type CCA 0.25 mm diameter
Number of cuts 1 main cut, 4 trim cuts
Surface roughness Ra 0.3 µm punches, Ra 0.5 µm dies
Contour tolerance ± 3 µm
EDM time 40% of the total production time, and of that
10% for ED die sinking
With the eCut cutting technologies of our Agiecut Progress 2,
we can dispense with many a trim cut as high precision and
outstanding surfaces are already achieved with the main cut.Raffaele Meles, Chairman of
Mi-Me Minuterie Metalliche Meles S.p.A.
“
”
E EXPERIENCE 28 24.1.2007 8:11 Pagina 27
28AGIE experienceNo 28 January 2007
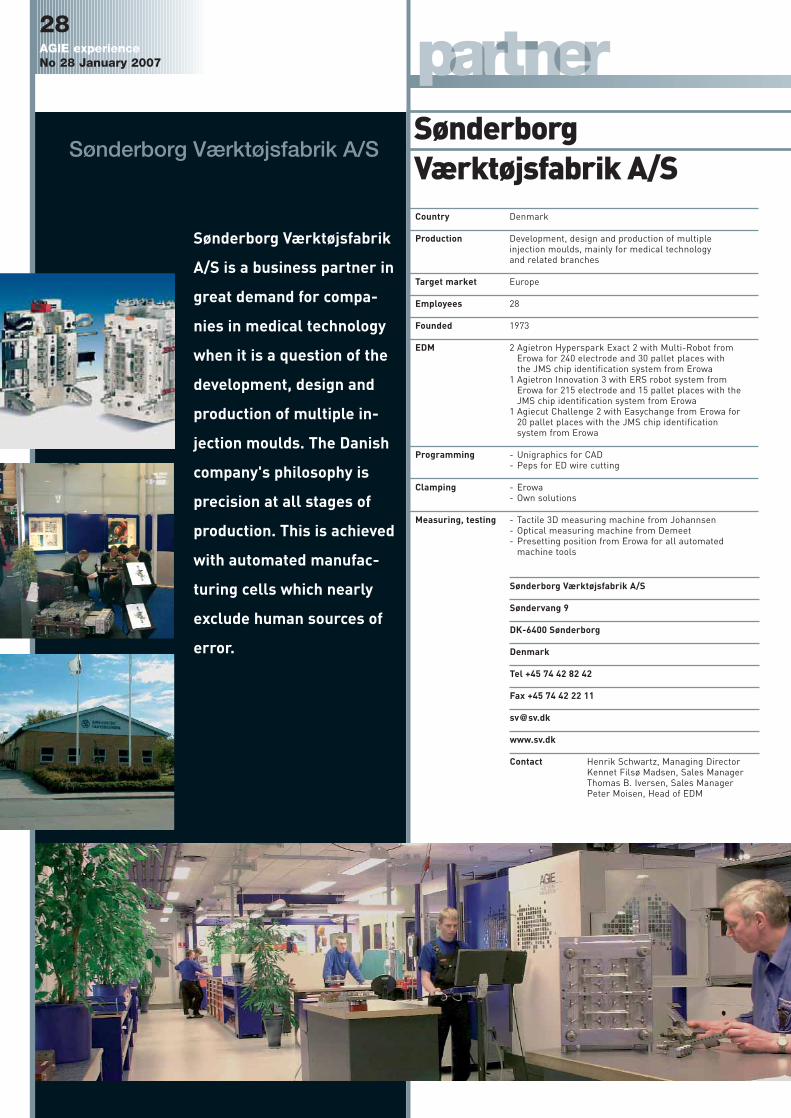
Sønderborg Værktøjsfabrik A/SCountry Denmark
Production Development, design and production of multiple injection moulds, mainly for medical technology and related branches
Target market Europe
Employees 28
Founded 1973
EDM 2 Agietron Hyperspark Exact 2 with Multi-Robot from Erowa for 240 electrode and 30 pallet places with the JMS chip identification system from Erowa
1 Agietron Innovation 3 with ERS robot system from Erowa for 215 electrode and 15 pallet places with the JMS chip identification system from Erowa
1 Agiecut Challenge 2 with Easychange from Erowa for 20 pallet places with the JMS chip identification system from Erowa
Programming - Unigraphics for CAD- Peps for ED wire cutting
Clamping - Erowa- Own solutions
Measuring, testing - Tactile 3D measuring machine from Johannsen - Optical measuring machine from Demeet- Presetting position from Erowa for all automated
machine tools
Sønderborg Værktøjsfabrik A/S
Søndervang 9
DK-6400 Sønderborg
Denmark
Tel +45 74 42 82 42
Fax +45 74 42 22 11
www.sv.dk
Contact Henrik Schwartz, Managing DirectorKennet Filsø Madsen, Sales ManagerThomas B. Iversen, Sales ManagerPeter Moisen, Head of EDM
Sønderborg Værktøjsfabrik
A/S is a business partner in
great demand for compa-
nies in medical technology
when it is a question of the
development, design and
production of multiple in-
jection moulds. The Danish
company's philosophy is
precision at all stages of
production. This is achieved
with automated manufac-
turing cells which nearly
exclude human sources of
error.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 28

29AGIE experience
No 28 January 2007
Automated EDM for 100-percentfitting accuracy
Cables are laid to each individual
mould in the 24-fold injection
mould. Sensors then check the
pressure in the cavity for each in-
jection moulding procedure.
Sønderborg Værktøjsfabrik A/S re-
ceives CAD programs from the cus-
tomer for the medical technology
parts. These serve as the basis for
the development and design of the
injection mould.
Precision in design, production, control, supply Sønderborg Værktøjsfabrik A/Swas founded in 1973, today has28 employees on its payroll andis based in Jutland, the southernpart of Denmark. The company isspecialised in multiple injectionmoulds for the production by themillion of parts for medical tech-nology. Anyone successfullymaking moulds in the high-wagecountry, Denmark, must eitherreduce manual procedures as faras possible to a minimum ormust be able to supply excep-tional precision. SønderborgVærktøjsfabrik A/S combinesboth perfectly and has thus ac-quired an outstanding reputationfor itself in the field of medicaltechnology. The key to successlies in automated production withED machines from Agie. Theconsistency of the data and theclamping are further factors sothat no µm precision is lost. AsHenrik Schwartz, Managing Di-rector of Sønderborg Værktøjs-fabrik A/S said: «Precision is notjust a matter of microns for us,but our company's philosophy isbehind it, as is shown from thedesign until matching».
E EXPERIENCE 28 24.1.2007 8:11 Pagina 29

30AGIE experienceNo 28 January 2007
Sønderborg Værktøjsfabrik A/S
The electrodes required for the
ED die sinking are designed in
their turn from this with CAD.
With these data, the milling cut-
ting program for the production
of copper electrodes are pre-
pared. In most cases, the same
mould is linked to one electrode
four times. This multiple elec-
trode is then turned over the
C-axis in the EDM program so
that the same electrode can be
used for roughing and finishing.
Peter Moisen clamps mould in-
serts to a pallet at the preset-
ting position. Each individual
mould is plotted. The measure-
ment data are stored in the
identification chip which is then
read by the EDM machine and
transferred to the program.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 30

31AGIE experience
No 28 January 2007
Constancy of the data and the clamping Every manual intervention,whether through data input,reclamping or finishing, involvesthe danger of errors. This wasSønderborg Værktøjsfabrik A/S'sbasic consideration when theyreorganised the production se-quence for injection moulds. Insimplified form, this looks as fol-lows for a 24-fold injectionmould:1. Receipt of the CAD data for
the customer's part.2. From this 3D design of the
tool using Unigraphics.3. From this generation of the
electrode moulds and optimising into multiple electrodes.
4. Surface grinding of the varioustool plates. Making the standards available. Milling the closing and function surfaces.
5. Clamping the copper blanks, rough milling, cooling down, fine milling, plotting the electrodes at the presetting place and loading the mea-surement data into the iden-tification chip.
6. Clamping the workpieces to pallets, plotting at the pre-setting position, and input of the measurement data into the ID chip.
7. Preparation of the ED die-sinking programs externally with Agievision PC and the ED wire-cutting programs with Peps.
8. Loading the robots on the EDM machines.
9. Recalling the machining pro-grams from the program-ming station to the EDM machines.
10. Check of the movement sequences on the ED die-sinking machines for a machining with all electrodesas well as carrying out the measurement cycles.
Once they have been clamped inplace, workpieces and electrodesare thus no longer subject tomanual intervention. The sameapplies for data. Once they havebeen input or recorded, they arejust retrieved or transferred still.
The tool assembly is still 100-percent
manual. However, all the more impor-
tance is attached to care and toolmaker
know-how.
A workpiece pallet is brought into one of
the two Agietron Hyperspark Exact 2 by
the loading arm of the Multi-Robot from
Erowa.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 31
32AGIE experienceNo 28 January 2007
Sønderborg Værktøjsfabrik A/S
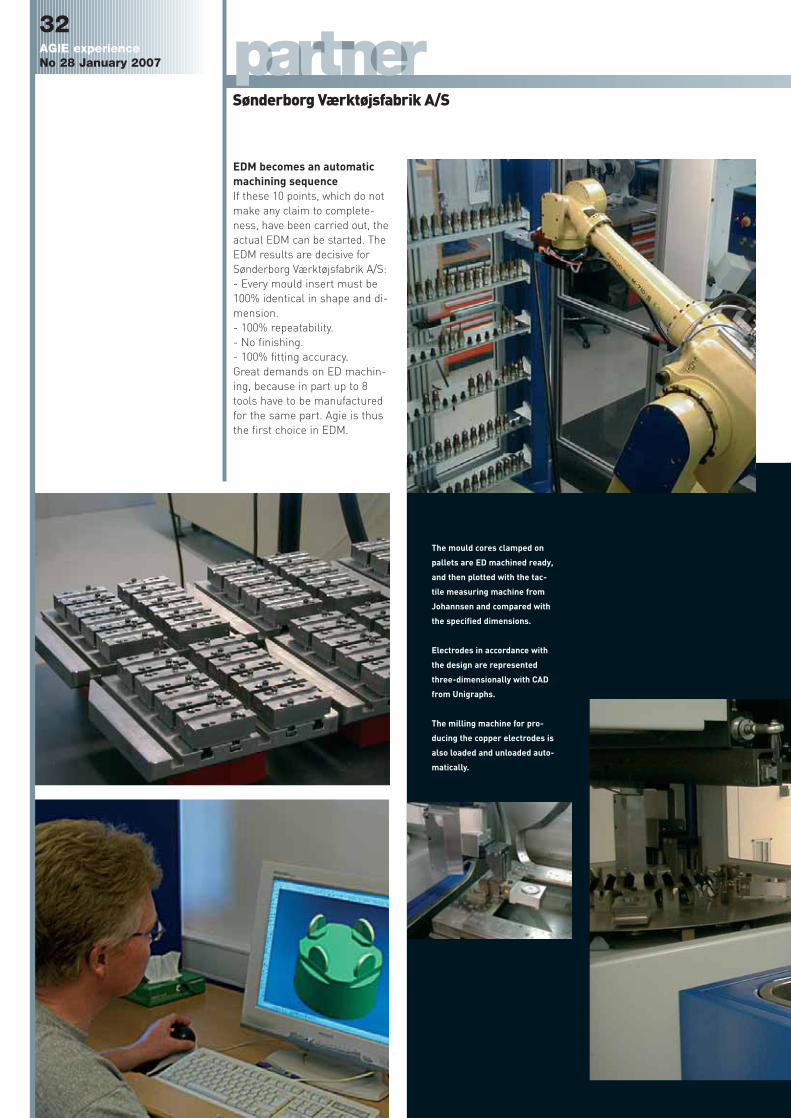
The mould cores clamped on
pallets are ED machined ready,
and then plotted with the tac-
tile measuring machine from
Johannsen and compared with
the specified dimensions.
Electrodes in accordance with
the design are represented
three-dimensionally with CAD
from Unigraphs.
The milling machine for pro-
ducing the copper electrodes is
also loaded and unloaded auto-
matically.
EDM becomes an automaticmachining sequenceIf these 10 points, which do notmake any claim to complete-ness, have been carried out, theactual EDM can be started. TheEDM results are decisive forSønderborg Værktøjsfabrik A/S:- Every mould insert must be100% identical in shape and di-mension.- 100% repeatability.- No finishing.- 100% fitting accuracy.Great demands on ED machin-ing, because in part up to 8tools have to be manufacturedfor the same part. Agie is thusthe first choice in EDM.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 32
33AGIE experience
No 28 January 2007
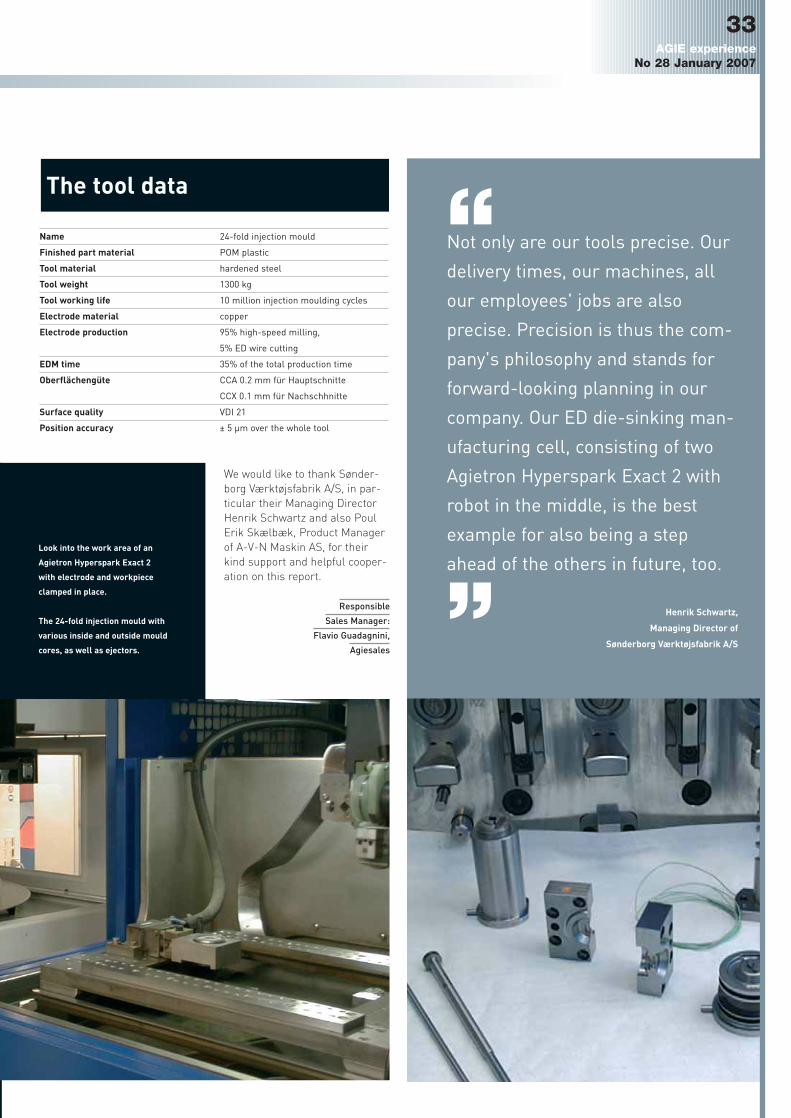
The tool data
Name 24-fold injection mould
Finished part material POM plastic
Tool material hardened steel
Tool weight 1300 kg
Tool working life 10 million injection moulding cycles
Electrode material copper
Electrode production 95% high-speed milling,
5% ED wire cutting
EDM time 35% of the total production time
Oberflächengüte CCA 0.2 mm für Hauptschnitte
CCX 0.1 mm für Nachschhnitte
Surface quality VDI 21
Position accuracy ± 5 µm over the whole tool
Not only are our tools precise. Our
delivery times, our machines, all
our employees' jobs are also
precise. Precision is thus the com-
pany's philosophy and stands for
forward-looking planning in our
company. Our ED die-sinking man-
ufacturing cell, consisting of two
Agietron Hyperspark Exact 2 with
robot in the middle, is the best
example for also being a step
ahead of the others in future, too.
Henrik Schwartz,
Managing Director of
Sønderborg Værktøjsfabrik A/S
We would like to thank Sønder-borg Værktøjsfabrik A/S, in par-ticular their Managing DirectorHenrik Schwartz and also PoulErik Skælbæk, Product Managerof A-V-N Maskin AS, for theirkind support and helpful cooper-ation on this report.
Responsible
Sales Manager:
Flavio Guadagnini,
Agiesales
“
”Look into the work area of an
Agietron Hyperspark Exact 2
with electrode and workpiece
clamped in place.
The 24-fold injection mould with
various inside and outside mould
cores, as well as ejectors.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 33

34AGIE experienceNo 28 January 2007
Hamilton Lichfield Ltd.
Country United Kingdom
Production - PCD and PCBN ISO indexable inserts- PCD slot drills and end mills- PCD wear components- PCD twist drills and reamers- natural and synthetic diamond dressing tools
Fields of use - Aerospace- Automotive industry- Oil industry- Technical materials (ceramics, alloys, metal composite
materials, carbon fibre reinforced plastics)
Target market 85% United Kingdom, 15% Europe
Employees 23
Founded 1994
EDM 1 Agiecut Progress 2 with PCD module
Programming Peps from Camtek
Clamping Mecatool from System 3R
Measuring, testing - CMM from Brown & Sharp - Optical tool presetter from Starrett precision optical- Profile 50 optical measuring system from Brown&Sharp
Hamilton Lichfield Ltd.
Kimberley Way, Units 16 - 18
GB-Brereton, Rugeley WS 15 1RE
Tel +44 (0) 1889 57 45 75
Fax +44 (0) 1889 57 45 72
www.hamlich.co.uk
Contact Kelvin Bushnell, DirectorDonald Culver, DirectorJim Micallef, Sales ManagerKevin Baines, Workshop Manager
Hamilton Lichfield Ltd., based to the
north of Birmingham in the English
Midlands, was founded in 1994 and has
over 20 employees on its payroll. The
company has become specialised in two
main categories of tools: Tipped with
natural diamonds or polycrystalline
diamonds. These lathe chisels, milling
cutters and rotary tools are employed
for machining the most varied materials.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 34
Small in dimension – big job for ED wire cutting
Individual customised solutionsfor PKD and diamond tools«Our daily challenge is to supplythe customer with the optimumtool for his individual require-ments on schedule with themaximum precision», is the re-sponse by Kevin Baines, Work-shop Manager at Hamilton Lich-field Ltd. to the question abouthis company's guiding principle.Indeed, from the receipt of an or-der until the delivery of a tailor-made tool, Hamilton LichfieldLtd. needs just one week on av-erage. Many years of experienceand a profound knowledge of thelatest materials enable the com-pany to offer its customers acomplete service for diamondand PCD tipped tools.
Hamilton Lichfield's clientele isdrawn from the most variedfields of application:- Automotive- Aerospace- Green ceramics- Carbon fibre reinforced
plastics- MMC (Metal Composite
Materials)- Non-ferrous metals- Woodworking- Hard turning- V-blocks- Wear parts.For Hamilton Lichfield Ltd. EDwire cutting is an important linkin the production chain here, be-cause this process takes on theprecision-giving machining steps.The varied uses of the AgiecutProgress 2 ED wire-cutting ma-chine can best be shown in theentire manufacturing sequenceof a PCD tipped milling cutter.
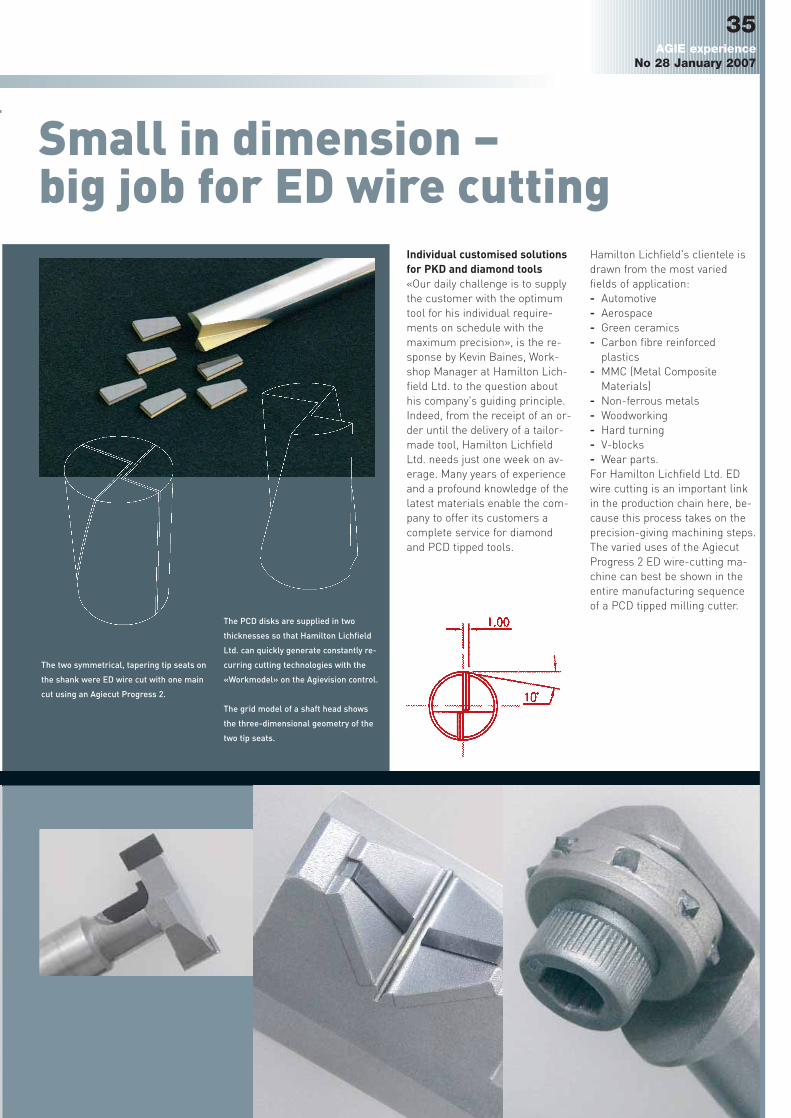
The two symmetrical, tapering tip seats on
the shank were ED wire cut with one main
cut using an Agiecut Progress 2.
The PCD disks are supplied in two
thicknesses so that Hamilton Lichfield
Ltd. can quickly generate constantly re-
curring cutting technologies with the
«Workmodel» on the Agievision control.
The grid model of a shaft head shows
the three-dimensional geometry of the
two tip seats.
35AGIE experience
No 28 January 2007
E EXPERIENCE 28 24.1.2007 8:11 Pagina 35
36AGIE experienceNo 28 January 2007
Hamilton Lichfield Ltd.
Versatilely employable ED wire cuttingIn general, the production ofPCD-tipped milling cutters in-volves a large number of ma-chining steps because two com-pletely different materials arebeing machined which have tobe matched highly precisely toone another. At Hamilton Lich-field Ltd. these are the mainstages:1. Receipt of the order as a
tool drawing, tool descrip-tion with dimensioning or description of the use of thetool.
2. From this the tool drawing is prepared complete with the geometries of the tip seats on the shank as well as of the PCD cutting tips.
3. The cutting contours of the PCD inserts are created with «Easycut».
The cutting contours prepared with Peps can
be transferred to the Agiecut Progress 2,
complete with the cutting technologies, by
means of the Agie exclusive feature
«Scriptfile». All the operator still has to do
is to allocate the measurement values de-
termined with Agiesetup 3D to the refer-
ence points.
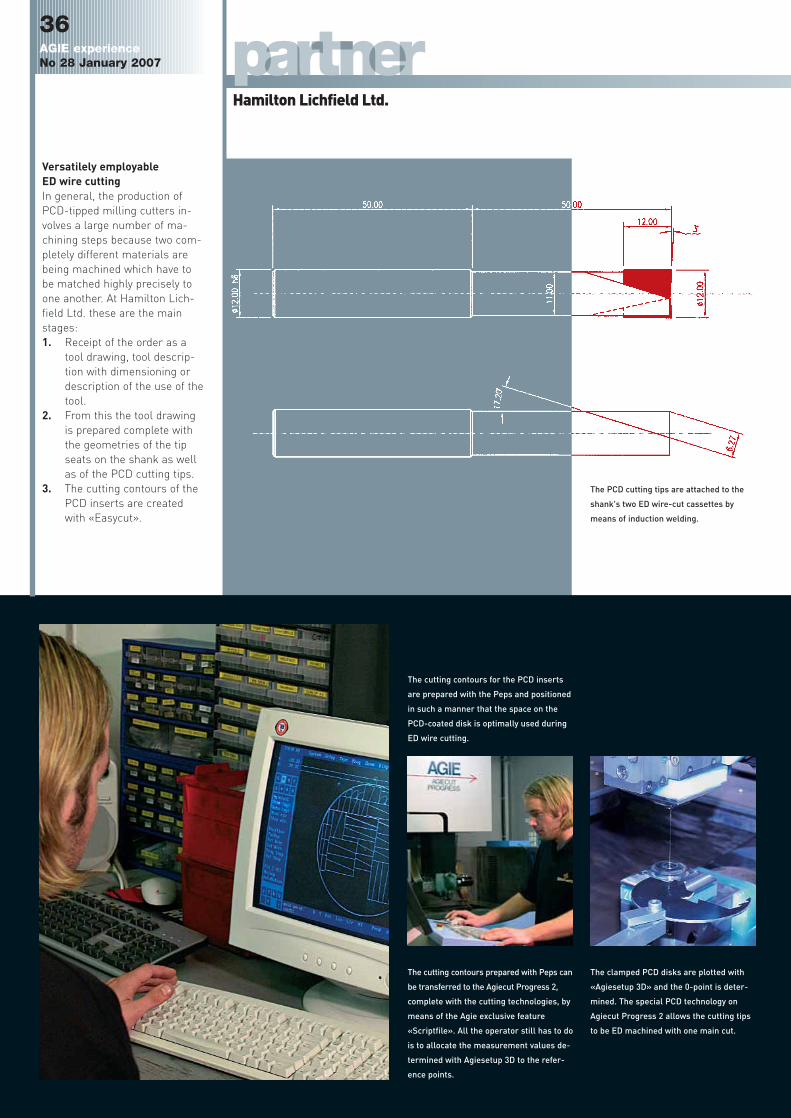
The PCD cutting tips are attached to the
shank's two ED wire-cut cassettes by
means of induction welding.
The clamped PCD disks are plotted with
«Agiesetup 3D» and the 0-point is deter-
mined. The special PCD technology on
Agiecut Progress 2 allows the cutting tips
to be ED machined with one main cut.
The cutting contours for the PCD inserts
are prepared with the Peps and positioned
in such a manner that the space on the
PCD-coated disk is optimally used during
ED wire cutting.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 36
37AGIE experience
No 28 January 2007
4. An optimum cutting techno-logy is selected from «Tec-cut» or the technology is re-trieved from «Workmodel», a module for repeatedly re-curring jobs.
5. The PCD disk is clamped on the Agiecut Progress 2.
6. Agiesetup 3D carries out measurement cycles auto-matically with the EDM wire and the probe. In this way, the 0-point is determined exactly as the reference and the location of the PCD disk in the ED wire-cutting ma-chine is fixed
7. The contours are cut with a full cut using a Berocut 0.25 mm wire.
8. The PCD cutting tips are ta-ken out as drop-out parts and the PCD disk is unclam-ped.
9. The milling cutter shank made of tungsten is then clamped horizontally. «Agie-setup 3D» then determines any possible twisting of C-axis so that the cutting of the shank to length will take place 100 percent in right angle.
10. The milling cutter shaft is cut to exactly the required length with one main cut.
11. In the meantime, the cuttingcontour for the tip seats on the shank is prepared with Peps.
12. «Scriptfile» makes a direct transfer of the geometries, complete with the cutting technologies, to Agiecut Progress 2 possible.
13. The shank is clamped verti-cally and also plotted with «Agiesetup 3D», with the probe in A, B and Z-axis di-rection and with the wire in
X and Y-axis direction. In ac-cordance with the measure-ment data determined, the control system then organi-ses the machining program around these values.
14. The symmetrical, tapering tip seats of the shank are ED wire cut.
15. The shank is unclamped andthe PCD cutting tips are applied to the tip seats by means of induction welding.
16. The now complete milling cutter is clamped horizon-tally on to the Agiecut Pro-gress 2 once again in such away that the 2 PCD cutting tips are aligned horizontally. The measurement data on the milling cutter head are recorded with «Agiesetup 3D» so that the machining program can align again.
17. The PCD cutting tips receive their final cutting contour bymeans of a taper cut by Agiecut Progress 2, with exactly the required angle. In this connection, 0.05 mm are left in place for the po-lishing.
18. As a final step, the PCD cut-ting tips are polished with a diamond lapping machine.
The machining steps can, it istrue, vary somewhat according tothe order, however, they do showhow rationally ED wire cuttingcan be employed for the produc-tion of PCD tipped milling cut-ters. The absolute highlight inthis connection for HamiltonLichfield Ltd. is the «Setup 3D»function which is employed foreach set-up procedure. Multi-plied over a year, a saving in timeamounting to days results.
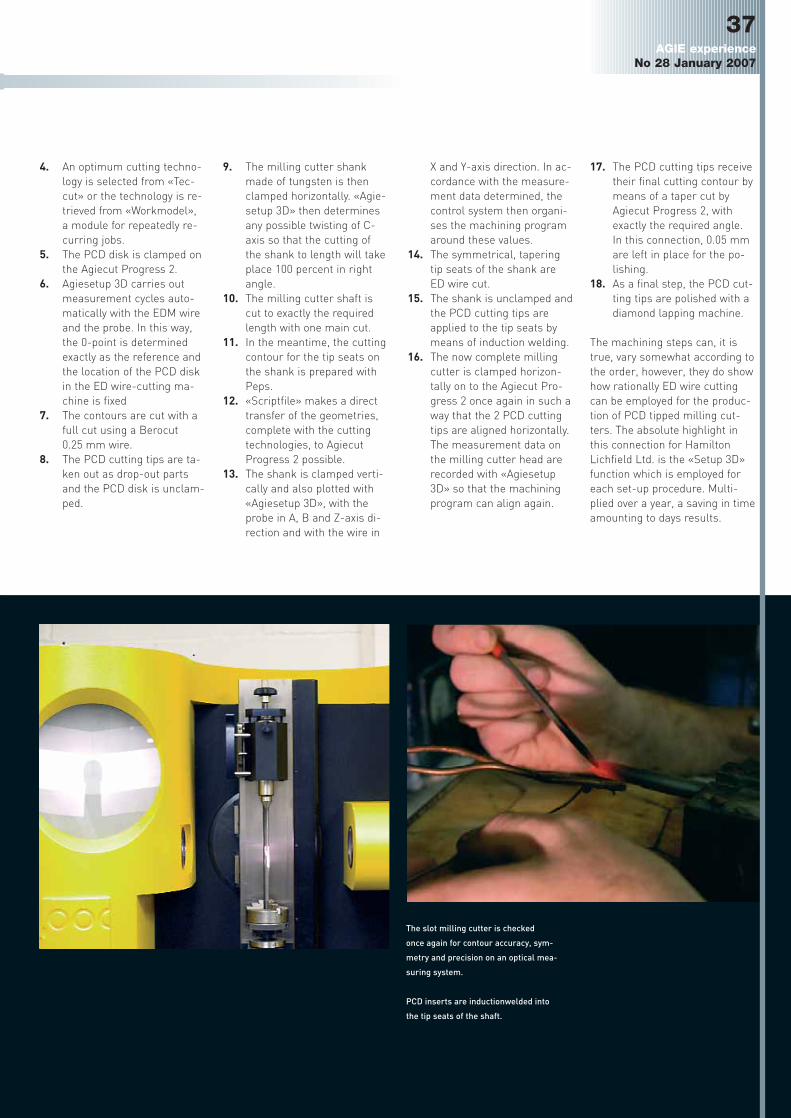
The slot milling cutter is checked
once again for contour accuracy, sym-
metry and precision on an optical mea-
suring system.
PCD inserts are inductionwelded into
the tip seats of the shaft.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 37
38AGIE experienceNo 28 January 2007
Hamilton Lichfield Ltd.
The tool dataName PCD tipped slot milling cutter
Tool material Shank made of tungsten carbide
Cutting tips made of PCD (polycrystalline diamonds)
Tool working life 100 times longer than conventional groove milling cutters
EDM time 5 minutes for cutting the shaft to length
20 minutes for the two symmetrical, tapering tip seats
5 minutes for PCD cutting tips
Number of cuts 1 main cut in each case
EDM wire type Berocut 0.25 mm diameter
The Agiecut Progress 2 is the most versatilelyemployable machine tool for our applicationrequirement. The Agiesetup 3D function es-pecially has strikingly reduced the set-uptimes.
Kevin Baines,Workshop Manager of
Hamilton Lichfield Ltd.”“
We would like to thank HamiltonLichfield Ltd., in particular theirManaging Director, Kelvin Bush-nell, and Workshop Manager,Kevin Baines, for their kind sup-port and helpful collaborationwith this report.
Agie
Specialist:
Max Swinbourne,
+GF+ AgieCharmilles Ltd.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 38

E EXPERIENCE 28 24.1.2007 8:11 Pagina 39
40AGIE experienceNo 28 January 2007
Stanz- und Formtechnik GmbH & Co. KG
Country Germany
Production Development, design and manufacture of punches and follow-on tools for the production of:- contacts- terminals- pins- fastening elements- welded parts- assembly parts
Target market Europe
Employees 50
Founded 1973
EDM 1 Agiecut Vertex1 Agiecut Excellence 2F eCut1 Agiecut Excellence 2 eCut1 Agietron Spirit 21 Agie Präzidrill
Programming - CAD ME10- Peps from Camtek
Clamping Mecatool from System 3R
Certification DQS - DIN EN ISO 9001:2000
SFT X. Settele, Stanz- und Formtechnik GmbH & Co. KG
Mühlweg 23
87642 Halblech
Germany
Tel +49 (0) 8368 841
Fax +49 (0) 8368 1045
www.sft-halblech.de
Contact Roland Settele, Company ProprietorHorst Zuleger, Sales
SFT X. Settele Stanz- und Formtechnik GmbH
& Co. KG is a medium-sized company based
in the Allgäu region in southern Germany
which with its own tool-making focuses on
the production of precision, punched and
bent parts. The over thirty-year old company
has 50 employees on its payroll and supplies
all sectors of industry, such as the electrical
equipment, electronics, automobile, house-
hold appliances, furniture and other fields.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 40
41AGIE experience
No 28 January 2007
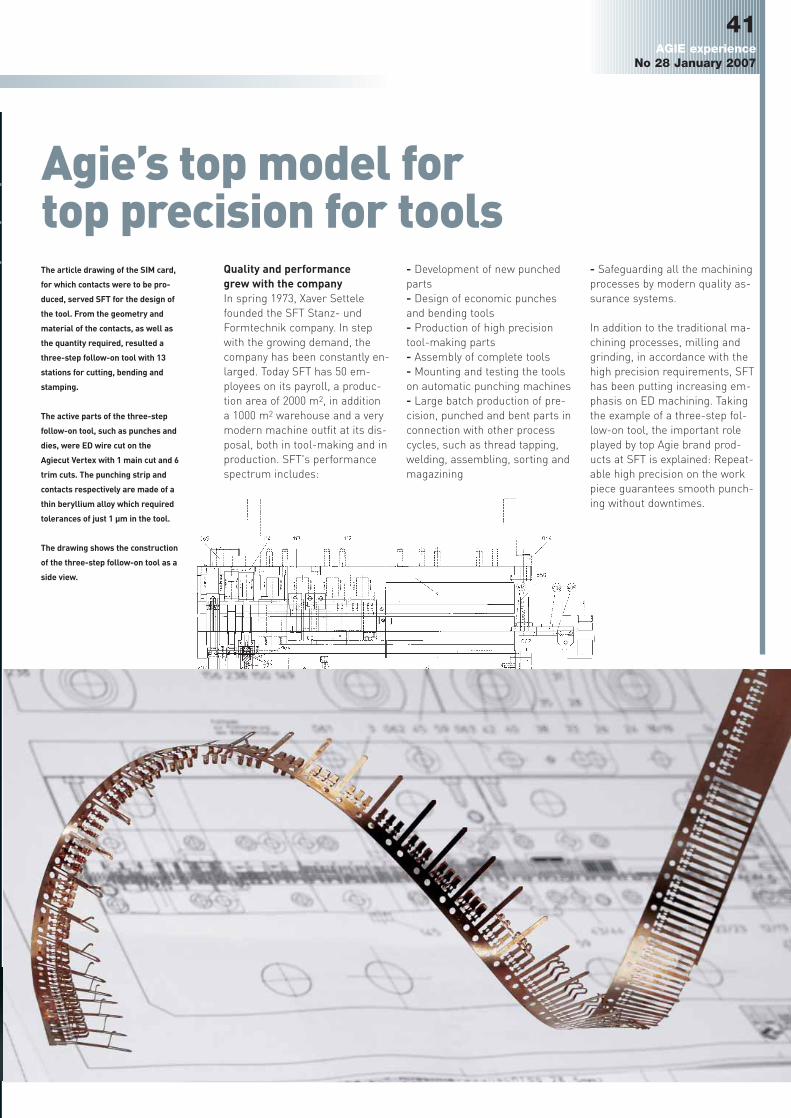
Agie’s top model for top precision for toolsThe article drawing of the SIM card,
for which contacts were to be pro-
duced, served SFT for the design of
the tool. From the geometry and
material of the contacts, as well as
the quantity required, resulted a
three-step follow-on tool with 13
stations for cutting, bending and
stamping.
The active parts of the three-step
follow-on tool, such as punches and
dies, were ED wire cut on the
Agiecut Vertex with 1 main cut and 6
trim cuts. The punching strip and
contacts respectively are made of a
thin beryllium alloy which required
tolerances of just 1 µm in the tool.
The drawing shows the construction
of the three-step follow-on tool as a
side view.
Quality and performance grew with the company In spring 1973, Xaver Settelefounded the SFT Stanz- undFormtechnik company. In stepwith the growing demand, thecompany has been constantly en-larged. Today SFT has 50 em-ployees on its payroll, a produc-tion area of 2000 m2, in additiona 1000 m2 warehouse and a verymodern machine outfit at its dis-posal, both in tool-making and inproduction. SFT's performancespectrum includes:
- Development of new punchedparts- Design of economic punchesand bending tools- Production of high precisiontool-making parts- Assembly of complete tools- Mounting and testing the toolson automatic punching machines- Large batch production of pre-cision, punched and bent parts inconnection with other processcycles, such as thread tapping,welding, assembling, sorting andmagazining
- Safeguarding all the machiningprocesses by modern quality as-surance systems.
In addition to the traditional ma-chining processes, milling andgrinding, in accordance with thehigh precision requirements, SFThas been putting increasing em-phasis on ED machining. Takingthe example of a three-step fol-low-on tool, the important roleplayed by top Agie brand prod-ucts at SFT is explained: Repeat-able high precision on the workpiece guarantees smooth punch-ing without downtimes.
E EXPERIENCE 28 24.1.2007 8:11 Pagina 41

42AGIE experienceNo 28 January 2007
Stanz- und Formtechnik GmbH & Co. KG
The operator can select the
best technology for his ma-
chining job in each case from
the comprehensive Agiecut
Vertex database.
With the «Agieduo» double
spool system, two different
types of wire can be used in
autonomous, automatic opera-
tion, e.g. for main and trim
cuts.
An Agie Präzidrill is prepared
for drilling the starting holes.
In the case of dies with the
smallest slits and openings,
drill hole are often required
which make the use of elec-
trode tubes of just 0.15 mm di-
ameter necessary.
The Agietron Spirit 2 is used at
SFT for the ED die sinking of
mould inserts in tools, such as
e.g. bending stations in a fol-
low-on tool.
The tools from the company's
own production have proved
themselves in the automatic
punching and bending ma-
chines from Bihler and the
high-speed presses from
Bruderer.
The beryllium punching strip
runs through 13 stations where
it is cut, bent and punched.
ED wire-cut active parts are thebest guarantee for precision When the automatic bending ma-chines or high-speed presseschatter without any standstill atSFT, this is also proof for thecompany proprietor, Roland Set-tele, of the high standard of theirown tool-making. For years, SFThas always invested in the latestmachine tools in order to keep instep with rising precision re-quirements, or even to be onestep ahead of them. The latestinvestment is the Agiecut VertexED wire-cutting machine, whoseproductive capacity is demon-strated taking the example of athree-step follow-on tool. Thuson this tool, all the active partsmade of hard metal were ED wirecut or die sunk. SFT used theAgiecut Vertex for dies with thefinest slits requiring inside radiidown to 0.1 mm or punches witha tolerance of ± 1 µm. For this,first of all, start holes were madein the dies using Agie Präzidrill,the starting hole drill. The smallelectrode tubes used have a di-ameter of often just 0.15 mm.The starting holes are drilledwithout any problem, because thesurface destruction in the case ofhard metal lies below 20 µm. Atthe same time, all the shapinginserts, such as e.g. the bendingstations, are manufactured onthe Agietron Spirit 2 ED die-sink-ing machine. The cutting con-tours for the punches and diesprepared with Peps were trans-ferred to the Agiecut Vertex. Theoperator selected the best possi-ble technologies for his require-ments from «Teccut» and allo-cated them to the individual ma-chining jobs. In addition toroughness, workpiece height andmaterial, another selection para-meter was also the wire typesused, Cobracut G with diametersfrom 0.2 mm through 0.15 mmdown to 0.10 mm. Multipleclamping then also increased theefficiency of the ED machining.
Double spools make automaticwire change possibleThe «Agieduo» double spool sys-tem is felt by SFT to be extremelyuseful and time-saving. Thus,without any manual intervention,two different types of wire can beused for one machining job, suchas e.g. all the main cuts of a mul-tiple clamping with CCG 0.2 mmand all the trim cuts with CCG0.10 mm. «Economic viability iselegantly combined with top pre-cision here», say company ownerRoland Settele. And in addition:«With Agiecut Vertex we are alsoequipped for future precision re-quirements».
E EXPERIENCE 28 24.1.2007 8:11 Pagina 42
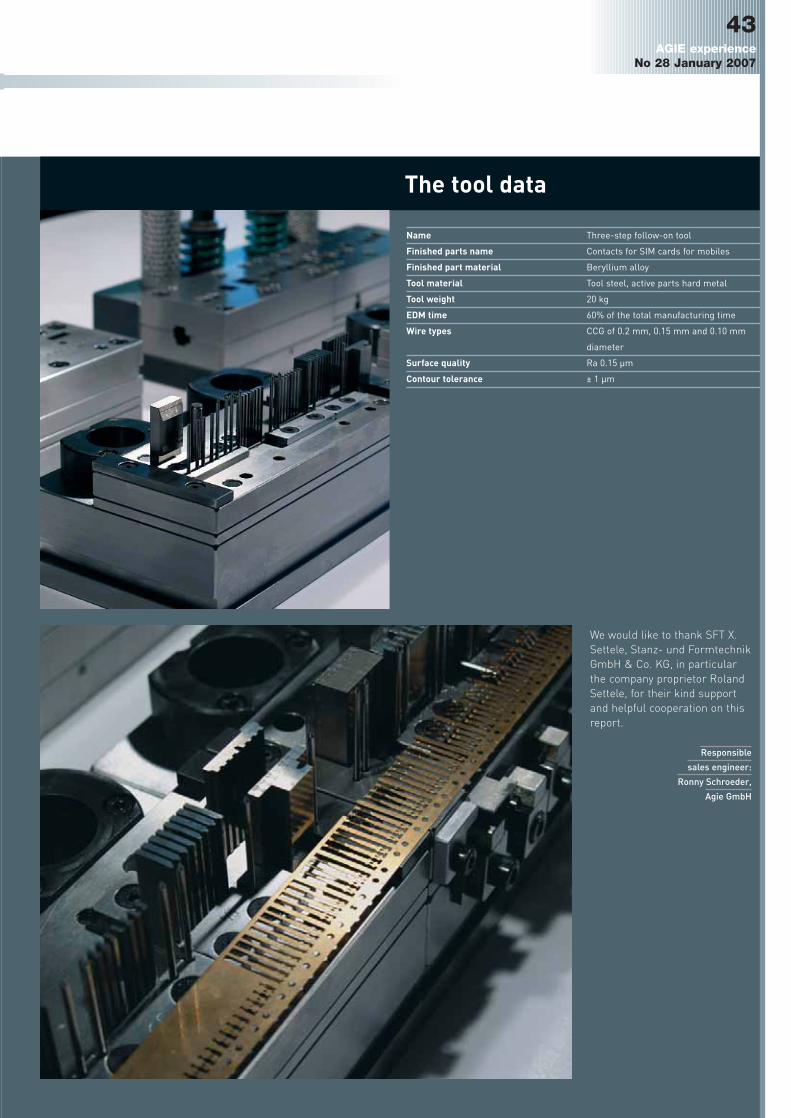
Name Three-step follow-on tool
Finished parts name Contacts for SIM cards for mobiles
Finished part material Beryllium alloy
Tool material Tool steel, active parts hard metal
Tool weight 20 kg
EDM time 60% of the total manufacturing time
Wire types CCG of 0.2 mm, 0.15 mm and 0.10 mm
diameter
Surface quality Ra 0.15 µm
Contour tolerance ± 1 µm
43AGIE experience
No 28 January 2007
The tool data
We would like to thank SFT X.Settele, Stanz- und FormtechnikGmbH & Co. KG, in particularthe company proprietor RolandSettele, for their kind supportand helpful cooperation on thisreport.
Responsible
sales engineer:
Ronny Schroeder,
Agie GmbH
E EXPERIENCE 28 24.1.2007 8:11 Pagina 43
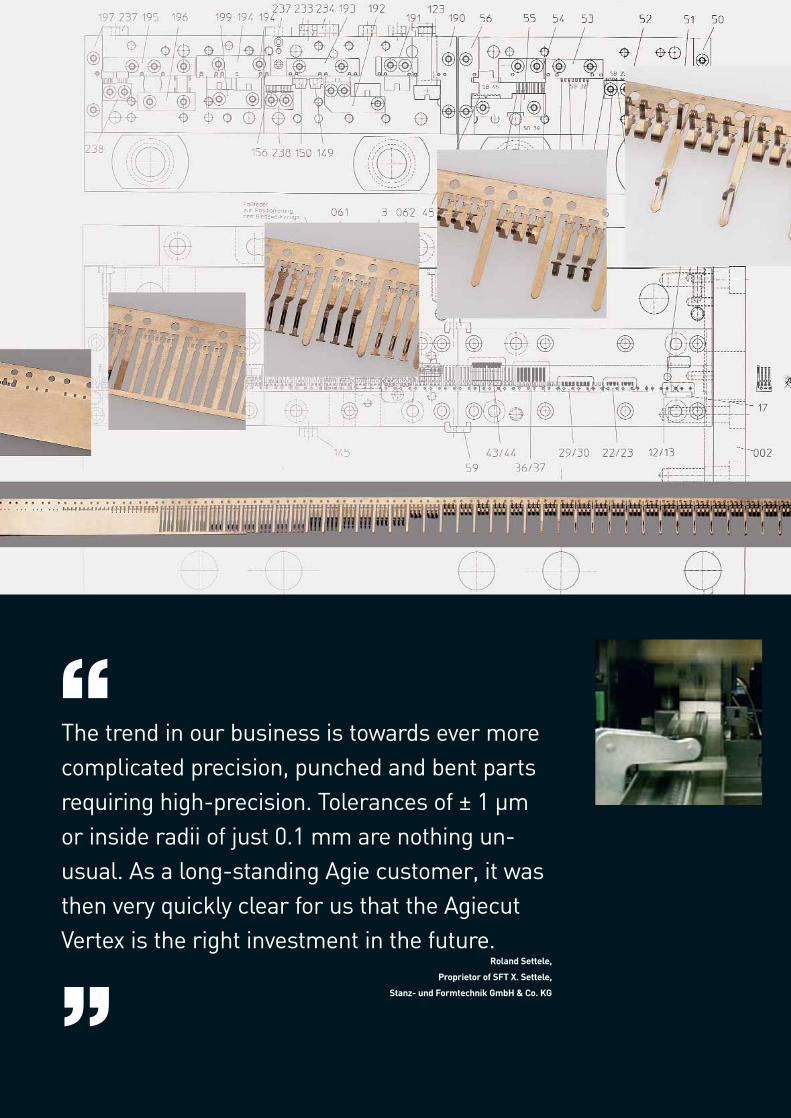
The trend in our business is towards ever morecomplicated precision, punched and bent partsrequiring high-precision. Tolerances of ± 1 µmor inside radii of just 0.1 mm are nothing un-usual. As a long-standing Agie customer, it wasthen very quickly clear for us that the AgiecutVertex is the right investment in the future.
Roland Settele,
Proprietor of SFT X. Settele,
Stanz- und Formtechnik GmbH & Co. KG
“
”
E EXPERIENCE 28 24.1.2007 8:12 Pagina 44
NO. 28
PARTNER TO THE BEST
000.000.000 T H E A G I E E D M M A G A Z I N E









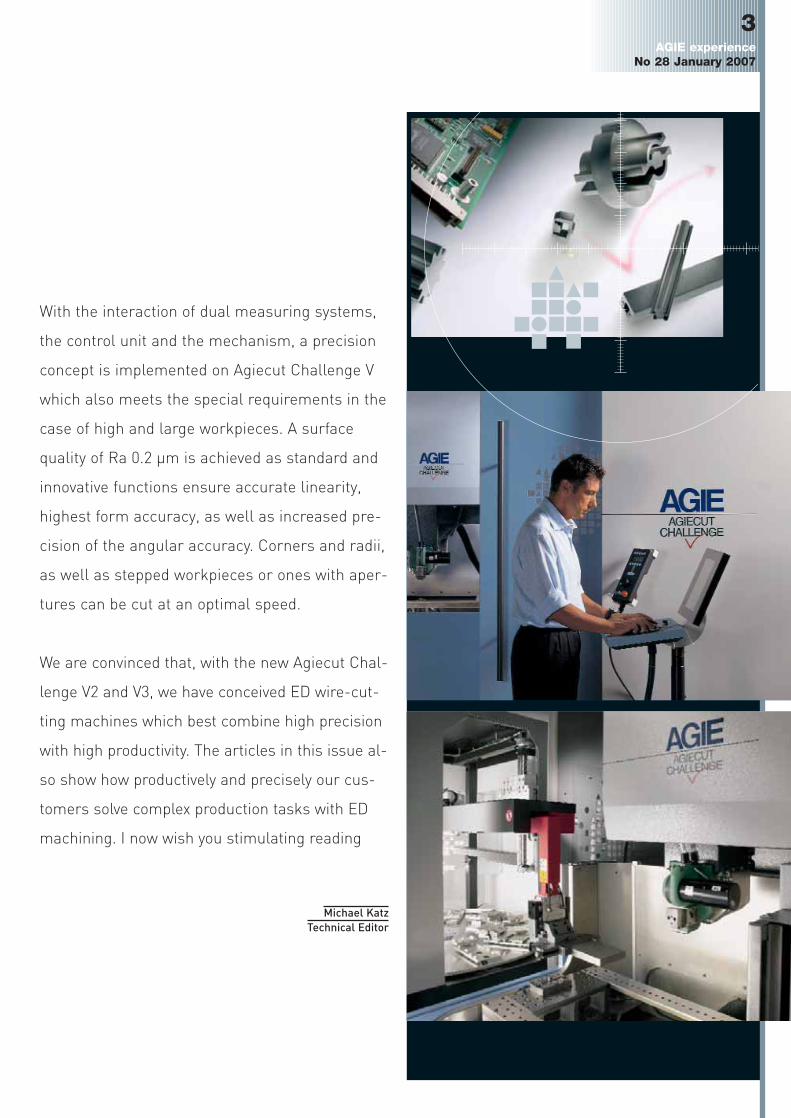
![Graphite für die Funkenerosion [graphite for EDM] · [graphite grades for EDM] Eigenschaft [properties] Einheit [unit] Schrupp [roughing ] Universal [ ] Feingraphit [finishing ]](https://img.pdfslide.us/doc/110x75/5f896392d02e1f7069244552/graphite-fr-die-funkenerosion-graphite-for-edm-graphite-grades-for-edm-eigenschaft.jpg)