-
Drying Characteristics of Biosludge from Pulp and Paper
Mills
Geanna Roswitha Hovey
A thesis submitted in conformity with the requirements for the
degree of Masters of Applied Science
Chemical Engineering and Applied Chemistry University of
Toronto
© Copyright by Geanna Roswitha Hovey 2016
-
ii
The Drying Characteristics of Biosludge from Pulp and Paper
Mills
Geanna Roswitha Hovey
Masters of Applied Science
Chemical Engineering and Applied Chemistry
University of Toronto
2016
Abstract
Biosludge disposal has been a problem for pulp and paper mills
due to its high moisture content
and poor dewatering/drying characteristics. Most biosludge is
landfilled, although some has been
used as soil amendment. Some mills mix biosludge with primary
sludge, dewater the mixture to
15-30% solids and burn it with hog fuel in biomass boilers. For
biosludge to burn effectively, its
solids content must be increased to at least 30-35%. However,
during drying biosludge becomes
sticky, agglomerating and adhering to the dryer wall, decreasing
dryer efficiency. This study
examines the drying characteristics and sticky behaviour of pulp
and paper mill biosludge. The
cohesive strength of biosludge was found to be stronger than the
adhesive strength, reaching a
maximum at 20% solids and 13% solids respectively. The moisture
and organic appear to influence
sticky behaviour. The addition of wood fines and fly ash did not
affect the drying rate, but reduced
stickiness.
-
Acknowledgments
“Home is behind, the world ahead, and there are many paths to
tread, through shadows to the edge of night, until the stars are
all alight.”
J.R.R. Tolkien
This has been an interesting and exhausting journey. The
accomplishments of which I am proud
of and would not have been possible without the expertise and
guidance of my supervisor and
mentor, Professor Honghi Tran. His contagious enthusiasm and
meticulous nature were excellent
motivators. The skills I have developed during my time here, are
ones I will continue to build on
over my life time.
I would like to thank Sue Mao for her insight into my work and
consistent willingness to assist
me. I am grateful to have had the opportunity to collaborate and
exchange ideas with Professor
Grant Allen, Professor Markus Bussmann, and all of the graduate
students in our research group.
Thank you for your expertise and suggestions towards my research
problems. I would also like to
thank our industrial partners, their feedback was always
encouraging. I would especially like to
thank Tembec for permitting myself and others the opportunity to
the visits to the mill site. It
was an amazing and eye opening experience to see all of the
working components of a pulp and
paper mill first hand.
However, this journey could never have begun if it were not
first and foremost for my loving
parents, Rita and Gary Hovey. Who encouraged and inspired me to
achieve, to grow, to learn,
and to never give up. Who gave me ground to walk on when things
were tough, and who helped
to shine light into the dark places. Finally, I would like to
thank my dearest Craig, to whom I
give my most sincere thanks for his endless patience, unwavering
support and love.
-
Table of Contents
Acknowledgments..........................................................................................................................
iii
Table of Contents
...........................................................................................................................
iv
List of Tables
................................................................................................................................
vii
List of Figures
..............................................................................................................................
viii
Introduction
.................................................................................................................................1
1.1 Objectives
............................................................................................................................3
Literature Review
........................................................................................................................4
2.1 Biosludge
.............................................................................................................................4
2.1.1 Sludge Structure
.......................................................................................................4
2.1.2 Dewatering and Disposal Process
............................................................................5
2.2 Motivation for Drying
..........................................................................................................6
2.3 The Drying Process
..............................................................................................................7
2.3.1 Drying Phases
..........................................................................................................7
2.3.2 Heat and Mass Transfer
...........................................................................................9
2.4 Challenges with Drying Biosludge
....................................................................................10
2.4.1 Behaviour of Sludge during Drying
.......................................................................10
2.4.2 Sticky Behaviour of Sludge
...................................................................................11
2.4.3 Other Challenges
....................................................................................................14
2.5 Conditioning
......................................................................................................................15
2.5.1 Polymer
..................................................................................................................15
2.5.2 Solid
Additives.......................................................................................................15
2.6 Current Drying Technologies
............................................................................................16
Materials and Methods
..............................................................................................................17
3.1 Materials
............................................................................................................................17
3.1.1 Biosludge
...............................................................................................................17
-
3.1.2 Wood fines
.............................................................................................................17
3.1.3 Biomass Boiler Fly ash
..........................................................................................18
3.1.4 Polymer
..................................................................................................................18
3.2 Test Methods
......................................................................................................................19
3.2.1 Dewatering Protocol
..............................................................................................19
3.2.2 Drying Test Protocol
..............................................................................................20
3.2.3 Irreversible Drying Test Protocol
..........................................................................21
3.2.4 Stickiness Test Apparatus
......................................................................................21
3.2.5 Addition of Solids Test
Protocol............................................................................22
Results and Discussions
............................................................................................................23
4.1 Composition
.......................................................................................................................23
4.2 TGA and DSC Analysis
.....................................................................................................24
4.3 Fourier Transform Infrared (FTIR) Spectroscopy
.............................................................26
4.4 Environmental Scanning Electron Microscope
.................................................................28
4.5 Drying Kinetics
..................................................................................................................32
4.5.1 Drying Curves
........................................................................................................32
4.5.2 Model
.....................................................................................................................38
4.5.3 Internal Temperature
..............................................................................................40
4.5.4 Effect of Polymer
...................................................................................................43
4.5.5 Effect of Additives on
Drying................................................................................44
4.6 Sludge Behaviour
...............................................................................................................48
4.6.1 Effect of Fly ash and Wood fines on Shrinkage and Cracking
..............................50
4.6.2 Water absorption properties of dried sludge
..........................................................52
4.6.3 Adhesive and Cohesive Forces
..............................................................................53
Conclusions
...............................................................................................................................62
Recommendations
.....................................................................................................................63
-
References
.................................................................................................................................64
-
List of Tables
Table 1: Composition of biosludge from a sulphite mill and a
kraft mill..................................... 23
Table 2: Data for TGA and furnace comparison test
....................................................................
25
Table 3: Observations of sulphite mill biosludge FTIR spectra
................................................... 27
Table 4: Arrhenius parameters for the drying of sulphite and
kraft mill biosludge from 110-220°
C
....................................................................................................................................................
35
Table 5: Critical moisture contents of the tested biosludge.
Obtained from Figure 21. ............... 37
Table 6: Common drying models proposed by various authors
................................................... 38
Table 7: Model constants and results of the goodness of fit
statistical analysis ........................... 39
Table 8: Summary of maximum adhesive and cohesive stickiness for
all tested samples ........... 61
-
List of Figures
Figure 1: Water distribution within sludge particle [18]
................................................................
5
Figure 2: Typical wastewater sludge drying curve (adapted from
[34]) ........................................ 7
Figure 3: Sample of assorted wood fines
......................................................................................
17
Figure 4: Sample of biomass boiler fly ash
..................................................................................
18
Figure 5: Bench Scale Laboratory Crown Press [70]
...................................................................
19
Figure 6: Laboratory scale thermogravimetric furnace
................................................................
20
Figure 7: Stickiness test apparatus adapted from [43]; (a)
Adhesion Test, (b) Cohesion Test ..... 21
Figure 8: Kraft and Sulphite mill biosludge TGA and DSC curves
............................................. 24
Figure 9: Comparison of Drying Curves: Furnace and TGA with
different sample sizes ........... 25
Figure 10: FTIR scans for sulphite mill biosludge dried at
different temperatures ...................... 26
Figure 11: ESEM images of bone-dry biosludge
..........................................................................
28
Figure 12: ESEM images of biosludge at 75% dry solids
............................................................ 29
Figure 13: ESEM image of biosludge at 75% dry solids and then
dried in the ESEM ................ 29
Figure 14: ESEM image of raw sulphite mill biosludge: (a) wet,
(b) dried ................................. 30
Figure 15: ESEM image of dewater biosludge, approximately 13%
dry solids ........................... 31
Figure 16: Drying curve for sulphite and kraft mill, and
municipal biosludge, T = 220° C ........ 32
Figure 17: Effect of air flow rate on sulphite mill biosludge
drying curve, T = 220° C ............. 33
Figure 18: Effect of temperature on sulphite mill biosludge
drying curve ................................... 34
Figure 19: Arrhenius plot of sulphite and kraft mill biosludge
.................................................... 35
Figure 20: General drying rate curve of sulphite sludge, T =
220° C ........................................... 36
-
Figure 21: Krischer curves for sulphite mill, kraft mill, and
municipal biosludge, T = 220°C .... 37
Figure 22: Relationship between moisture content and internal
temperature of biosludge .......... 40
Figure 23: Location of thermocouple in cylindrical sample
......................................................... 41
Figure 24: Sample temperature during drying a different
locations ............................................. 41
Figure 25: Internal temperature when dried at 220° C and 160° C
.............................................. 42
Figure 26: Effect of polymer on biosludge drying
........................................................................
43
Figure 27: Effect of biomass boiler fly ash on biosludge drying
at 140° C.................................. 44
Figure 28: Effect of wood fines on biosludge drying at 140° C
................................................... 45
Figure 29: Effect of 20%wt fly ash in biosludge drying at
different temperatures ...................... 46
Figure 30: Smoke emitted from sample of sulphite biosludge mixed
with 20% fly ash, dried at T
= 220° C
........................................................................................................................................
47
Figure 31: Crack development and shrinkage during first 40 min
of drying at 220° C ............... 48
Figure 32: Effect of adding fly ash and wood fines on shrinkage
during drying, T = 220° C ..... 50
Figure 33: Comparison of crack formation between pure biosludge
and biosludge mixed with fly
ash and wood fines
........................................................................................................................
51
Figure 34: Comparing Initial %MC vs Final %MC after soaking
................................................ 52
Figure 35: Adhesive and cohesive strength of sulphite mill
biosludge ........................................ 53
Figure 36: A comparison of adhesive stickiness between sulphite
and kraft mill biosludge ....... 55
Figure 37: A comparison of cohesive stickiness between sulphite
and kraft mill biosludge ....... 55
Figure 38: The effect of temperature on the adhesion of sulphite
mill biosludge ........................ 56
Figure 39: The effect of temperature on the cohesion of sulphite
mill biosludge ........................ 57
-
Figure 40: The effect of fly ash on the adhesion of sulphite
mill biosludge ................................ 58
Figure 41: The effect of fly ash on the cohesion of sulphite
mill biosludge ................................ 58
Figure 42: The effect of wood fines on the adhesion of sulphite
mill biosludge .......................... 59
Figure 43: The effect of wood fines on the cohesion of sulphite
mill biosludge .......................... 59
Figure 44: A comparison of adhesive stickiness between pure
biosludge and mixed sludge ...... 60
Figure 45: A comparison of cohesive stickiness between pure
biosludge and mixed sludge ...... 60
-
1
Introduction
The pulp and paper industry is essential to the Canadian and
global economy, contributing 20
billion dollars to the domestic GDP [1] and 500 billion dollars
globally [2]. With the global
annual growth forecasted at 2.5%, there will be an increase in
the global sludge production, from
3 million tons/yr to between 4 and 5 million tons/yr [2].
Currently, Canada produces
approximately 1.5 million tons of sludge/yr [3], with 350,000
ton/yr from Ontario pulp and paper
mills [4].
The sludge originates from primary and secondary wastewater
treatment processes. There are
two types: primary sludge and secondary sludge (biosludge).
Traditionally, the activated sludge
process is used at pulp and paper mills for wastewater
treatment. Since this method uses
microorganisms, the microbial population and activity must be
maintained. To do this some of
the biosludge is recycled back into the process and the
remainder must be disposed of. This is
called waste activated sludge.
Handling and disposal of biosludge has been a persistent problem
for many pulp and paper mills,
due primarily to its high moisture content, 98% water [5, 6] and
poor dewatering/drying
characteristics. Some mills mix biosludge with primary sludge,
which is more fibrous, to
improve the dewatering properties of biosludge. The sludge
mixture is then dewatered to 15-30%
solids and then disposed of, either in a landfill (41%),
incinerated (54%), or land applied (5%)
[3]. However, disposal is becoming more difficult because of
rapidly diminishing landfill space,
rising environmental concerns, and poor economics associated
with reducing the water content to
be suitable for landfilling or combustion in a biomass boiler.
The costs of sludge disposal have
been reported to be as high as 60% of the total wastewater
treatment plant operating costs [7].
Furthermore, in order to comply with increasingly stringent
effluent regulations, the wastewater
treatment facilities must become more efficient, increasing the
amount of sludge generated and
worsening the current problem. These regulations are forcing the
industry to move away from
conventional disposal methods and towards more sustainable
strategies.
-
2
The cost effective and sustainable disposal of sludge is one of
the major challenges facing many
pulp and paper mills [8]. As a result, there is an effort from
pulp and paper companies in
exploring strategies for improving water removal from biosludge
in order to, reduce costs
associated with transportation, maximize existing landfill
space, and improve the combustion
properties of biosludge. For example, in North America there has
been a gradual shift from
landfilling sludge to burning a portion in existing biomass
boilers [9]. However, in order for
biosludge to burn effectively, it must be dewatered or dried to
at least 30-35% solids. Typically
the sludge is dewatered mechanically. Unfortunately, due to
physical limitations, mechanical
dewatering can only increase the solids content to about 13%.
Thermal drying can remove the
residual water to achieve an acceptable dry solids content to
facilitate sludge combustion [10].
Mill experience shows that at some intermediate moisture content
during drying, biosludge
becomes sticky, either agglomerating into a large lump or
adhering to heat transfer surfaces. This
reduces drying efficiency and may lead to corrosion or equipment
failure. Although drying is
practiced in the industry, the fundamentals behind pulp and
paper mill biosludge drying are not
well understood. Most existing literature pertains exclusively
to municipal wastewater sludge,
with tests limited to primary or mixed sludge, and discusses
only dewatering and drying
technologies rather than the changes in the physical properties
of the sludge. Sludge stickiness
has only been discussed briefly with little insight [11, 12]. It
is not known if the stickiness is due
to a thermal effect that causes the organics in the sludge to
polymerize, or simply a concentration
effect due to the reduction of water causing greater
particle-particle interaction.
Research on the drying properties and the sticky behaviour will
provide essential information for
improving current disposal methods, which is critical for
successful sludge drying. The results
from this study will provide the industry with a reference point
for their biosludge, and may help
to develop strategies for controlling and mitigating the sticky
behaviour.
-
3
1.1 Objectives
The objectives of this thesis are to:
1. Characterize the drying behaviour of pulp and paper mill
biosludge from sulphite and
kraft mills
2. Observe the sticky phenomenon and quantify the stickiness at
different moisture contents
3. Determine if the sticky behaviour is caused by a thermal
effect or a concentration effect
4. Evaluate the effects of fly ash or wood fine addition on
drying and stickiness
The following sections present an overview of relevant
literature on the generation and physical
characteristics of biosludge and the drying theory related to
sludge drying. Note that the majority
of related literature pertains to municipal sludge. The
experimental methods used are then
presented and followed by the experimental results and
discussions.
-
4
Literature Review
This section provides background on what biosludge is, where it
is produced, its structure, and
the current dewatering and disposal methods. Note that the
majority of information from this
section pertains to municipal sludge and has been used to
discuss pulp and paper mill biosludge.
2.1 Biosludge
The wastewater purification process at pulp and paper mills
generates two type of sludge;
primary sludge and secondary sludge. Primary sludge is produced
in the primary clarifier and is
mostly composed of cellulose and lignin fibres. Secondary sludge
or biosludge, is a colloidal
suspension of small solid particles in water [6] produced in the
secondary clarifier. It is
composed of micro-organisms, unsettled fibres, and undigested
organics. A portion of biosludge
is recycled back into the treatment process to maintain
microbial concentrations; the remainder is
disposed of, and is called waste activated sludge. Many of the
challenges regarding sludge
disposal result from the poor dewatering characteristics of
biosludge. Biosludge has a low solids
content, about 2 wt% [6]. To improve dewatering, primary sludge
is often is mixed with
biosludge to increase the solids content in a 3:1 ratio [13,
14]. However, many mills would rather
retain the primary sludge fibres for revenue generating
products. To address this challenge the
use of thermal drying to facilitate biosludge disposal is the
focus of this thesis.
2.1.1 Sludge Structure
Colloidal materials, small particles in suspension, and
extracellular polymeric substances (EPS)
tightly bind water molecules within a bio-polymeric network and
also to the particle surface,
contributing to the difficulty of dewatering [6, 15, 16]. The
way water is bound in colloidal
materials differs from what occurs in conventional particulate
suspensions [15]. It is unknown
which properties cause stronger bonding to water molecules, but
it is expected that particle size
and distribution, chemical composition, compressibility, and
fibre length play a role. Research on
municipal biosludge found the particles to be uniformly
distributed within the polysaccharide
hydrogel, ranging from 1.2-600 µm [16]. However, there is a lack
of detailed knowledge of the
sludge floc structure, and a uniform distribution of
microorganisms is often assumed [15].
-
5
The polysaccharide hydrogel lowers dewatering efficiency [17]
and consists of bound and
unbound water [6, 18, 19, 20]. The water distribution is further
characterized in Figure 1 as; free,
interstitial, surface, and bound water. Free water is not
contained within the particles and can be
separated by gravity filtration. Interstitial moisture is
retained by adhesive and cohesive forces
within the sludge flocs and the capillaries of the sludge cake,
and can only be removed by
breaking the cell wall. Surface water or vicinal water [6], is
physically bound on the particle
surface by adsorption and adhesive forces and cannot be removed
by mechanical dewatering
methods. Bound water, or hydration water [6], is chemically
bound to the particles and can only
be removed thermally. In general the unbound water consists of
the free, interstitial, and surface
water, whereas the bound water includes only the chemically
bound water [18].
Figure 1: Water distribution within sludge particle [18]
2.1.2 Dewatering and Disposal Process
The first step in dewatering is to thicken the sludge by adding
a cationic polymer to flocculate
the suspended particles. Then gravity filtration removes most of
the free water and increases the
solids content to approximately 8-10%. The remaining water is
contained within a hydrogel,
where most is trapped within the solids or bound to their
surface. The sludge is then compressed
using a screw press, belt filter press, or centrifuge to
increase the solids content to 25-45% for
mixed sludges [18, 21, 22]. Pure biosludge cannot be
mechanically pressed. The dewatering and
disposal costs vary per mill, and account for approximately
40-45% of the total wastewater
treatment costs [23]. The dewatered sludge is then disposed of
in a landfill or an incinerator.
-
6
2.2 Motivation for Drying
Research on municipal sludge found the solids to be hydrophilic,
which contributes to the
retention of water [24]. This property places a practical
physical limit on conventional
mechanical dewatering methods, as they cannot reduce the
moisture content sufficiently to
sustain combustion (approximately 30-35 wt% solids [13]). As a
result, blending with wood
waste is often required. Research on municipal sludge [17, 25,
26] found that the binding
strength between water and the sludge solids is weaker at higher
water contents, where
approximately 20% of the water can be readily removed. After
this point the binding strength
increases, increasing the energy required to dewater. Studies by
Chu et al. [27] on dewatering
activated municipal sludge reported that the energy required to
remove the residual water was
appromximately1kJ/kg ds for water contents greater than 97%, but
the energy exceeded 1 MJ/kg
at water contents below 33%. This implies that sludge with lower
residual water cannot be
dewatered because conventional dewatering techniques are unable
to provide sufficient force.
Furthermore, the microorganisms within the biosludge contain
water, which can only be
removed via cell destruction. Thermal drying is a potential
solution, for it can remove the
residual water by breaking the gel-like matrix, decrease the
water affinity of the sludge solids,
and degrade the cell walls [24, 28].
-
7
2.3 The Drying Process
Drying of a material is a process in which the water in the
material is thermally removed. The
driving force behind the drying process is due to a
concentration gradient between the wet
sample and the surrounding dry air. During drying, heat and mass
transfer processes occur
simultaneously: the evaporation of the surface water and the
movement of the internal water to
the surface of the solids [29, 30]. The diffusivity of water is
a function of temperature and the
water content within a sample. External conditions such as
temperature, air humidity and surface
area govern surface evaporation, whereas the internal moisture
transfer is governed by the
physical structure of the material, the moisture content, and
the temperature [19, 31].
2.3.1 Drying Phases
Previous work found that municipal sludge has a constant drying
rate period and two falling rate
periods, where the interstitial water was removed during the
first falling rate and the surface
water was removed during the second [19, 24, 32, 33]. Figure 2
shows a typical sludge drying
curve where a linear decrease in moisture content is followed by
a non-linear decrease until
reaching the equilibrium moisture content. The moisture
distribution was proposed from work by
Vesilind et al. [24] and is often used a reference throughout
this field of study. Experimental
work by Bennamoun et al. found that that drying kinetics are
influenced by the origin of the
sludge and operating conditions [32].
Figure 2: Typical wastewater sludge drying curve (adapted from
[34])
-
8
In the constant drying rate period the sludge is completely
saturated. If the sludge is
mechanically dewatered prior to drying, the constant rate period
is unobserved or observed
briefly [28]. The constant drying rate is shown by line (AB) in
Figure 2. The material surface
remains wet until the critical moisture content is reached. This
indicates the start of the first
falling rate; line (BC) Figure 2. It is characterized by
unsaturated surface drying, a decrease in
drying rate, and dry spots occurring on the sample surface [18,
30, 31, 33]. This phase continues
until the entire surface film is evaporated.
After further drying, a second critical moisture content is
reached, indicating the start of the
second falling rate; line (CD) Figure 2. The residual surface
water and the chemically bound
water are removed [18, 32]. The surface is completely dry, thus
the evaporation interface has
moved into the solid [31]. This period is characterized by an
increase in the material temperature;
from the wet bulb temperature to the temperature drying of the
drying medium [29]. The critical
moisture content for sludge is typically between 0.40-0.80 kg
water/ kg dry solid [30], and equals
the bound water content [18, 24, 34].
-
9
2.3.2 Heat and Mass Transfer
Heat and mass transfer are essential for drying. Heat transfer
occurs through radiation,
convection, and conduction to increase the temperature of the
wet solids and to evaporate the
water. Mass transfer occurs when water migrates from the
interior, where it is wet, to the surface,
where it is drier, via diffusion and subsequently evaporation.
These two processes occur
simultaneously, and the drying rate is governed by the rate of
these two processes. The heat and
mass transfer in porous media is a complex phenomenon, and the
fundamental transfer methods
such as capillary action, absorption, desorption, and shrinkage
are still not well understood [35].
The drying rate is dependent on the contact area between the
drying medium and the material;
the temperature and the humidity of the drying air; the speed
and direction of the drying air; the
mixing of sludge; retention time, and the method of contacting
the sludge with heating factor
[36]. Typically, there are three heat transfer resistances: the
contact resistance at the hot surface,
the penetration resistance of the particle, and the penetration
resistance of the bulk. Whereas, the
moisture mass transfer must overcome two resistances: the
movement of the internal moisture,
which is a function of the moisture content and the internal
structure of the solid; and the
movement of water vapour from the material surface, which is
dependent on external conditions
[35, 37]. The moisture can be transported within a material by
several mechanisms; capillary
forces, diffusion, vaporization-condensation, and mass-transfer
potential [29]. The agglomeration
of the sludge solids, as a result of the sticky phase,
significantly reduces the heat and mass
transfer potential due to the decrease in contact area between
the wet sludge and the drying
surface. It was found that about 2595 kJ (0.72 kW), of energy is
required to evaporate 1 kg water
[33], and that the energy required depends on the drying
stage.
-
10
2.4 Challenges with Drying Biosludge
Pulp and paper mills produce varying amount of sludge depending
on the raw materials, process,
and final products. As a result the composition of sludge varies
between mills and even between
months or days at the same mill [13].
2.4.1 Behaviour of Sludge during Drying
Sludge drying is complex and involves extensive shrinkage,
cracking, and crust formation; which
can alter the heat and mass transfer mechanisms [32, 38, 39].
Initially, the sludge is in a wet
phase, behaving as a viscoelastic solid with free-flowing
behaviour [40]. The sludge then passes
through a sticky phase (solids content between 55% and 70%)
[18], developing a skin layer on
the surface and exhibits shear thinning and non-Newtonian
behaviour. This causes paste-like
behaviour and clumping inside the drier, requiring strong
shearing for proper mixing. To avoid
the sticky phase it is common practice in indirect drying
systems to mix dried sludge with raw
sludge to approximately 70% solids [12]. With further drying,
the sludge becomes granular [18,
41], crumbling easily and mixing more freely [33, 36]. These
phases are often detected by
measuring torque, where the sticky phase measures the highest
values [36]. The sticky phase has
been observed by the pulp and paper industry, but no attempts to
research or understand the
sludge behaviour have been pursued.
-
11
2.4.2 Sticky Behaviour of Sludge
Stickiness is a colloquial term referring to both particle-wall
interactions (adhesion) and particle-
particle interactions (cohesion) [28, 42]. Stickiness causes
agglomeration inside the dryers,
which decreases drying efficiency, causing severe issues in
dryers [11, 43, 44, 45]. The majority
of research on stickiness pertains to foods and powders.
When the sludge is sticky it adheres to the dryer walls and
agglomerates into large clumps,
fouling heat transfer surfaces and preventing thorough mixing.
These clumps are difficult to
break apart and dry, causing a decrease in drying efficiency,
which may lead to equipment
failure by altering the hydrodynamics of the dryer [28, 32, 42].
The significance of this
behaviour was discussed by Hirosue and Shinohara, who found that
the heat transfer coefficients
decreased by 60% for sticky materials versus non-sticky
materials [46].
From research on the drying of municipal sewage sludge, the
sticky region has been defined: as
the moisture content range where a material exhibits strong
sticky behaviour; the range is
dependent on the nature and source of the sludge. Several ranges
are provided from different
studies: 30-45% [18], 45-65% [12], 50-62% [42], and 35-60% [47].
Li et al. [28] tested the
adhesion and cohesion characteristics of centrifugally dewatered
mixture of primary and
secondary settled municipal sludges, which were conditioned with
polyaluminum chloride
(PACl), during drying using an experimental apparatus adapted
from the Jenike shear test. They
found that the sludge has maximum adhesive and cohesive strength
at moisture contents of 45%-
70% and 30-60%, respectively, and that when the adhesive
shearing stress is at a maximum, the
cohesive stress continues to rise. This suggests that the
resistance between the sludge and the
contact surface is less than the internal resistance of the
sludge particles. These tests were also
performed at temperatures of 120° C and 200° C and found that
temperature does not play a
significant role in sewage sludge stickiness. The organic
matter, such as the proteins and
polysaccharides, and their interactions with moisture are
believed to be the key factors
contributing to stickiness in sludges [43, 48, 49]. It is
suspected that organic matter will also
have a similar effect on pulp and paper mill biosludge
stickiness.
-
12
2.4.2.1 Stickiness
Stickiness is a common problem affecting many industries. Much
of the research on stickiness
pertains to foods and powders. In the food industry for example,
most of the literature on the
cause of stickiness, related mechanisms, and testing methods are
product specific, and no single
mechanism or test method is successful enough to generalize and
characterize food stickiness.
This may also be the case for sludge stickiness.
Many material properties can cause stickiness such as: water,
temperature, viscosity, and surface
tension. Water, in particular, is a ubiquitous plasticizer and
can exist on the particle surface as an
adsorbed mono or multilayer or as capillary condensation. This
reduces surface roughness,
allowing for closer particle-particle interactions and
increasing attractive forces [50]. Particle
size can also influence the cohesion and adhesion of a material.
For example micro or nano-sized
particles are greatly influenced by electrostatic molecular
forces of attraction as a result of their
high surface area to volume ratio, where Van der Waals forces
become significant for particles
below 10 microns and the inter-particle distance becomes
sufficiently small [51].
2.4.2.1.1 Stickiness Mechanisms
Several mechanisms contribute to stickiness: inter-particle
attraction, such as intermolecular and
electrostatic forces, liquid bridges, wetting, thermodynamic
adsorption, tack, and rheology. Inter-
particle mechanisms are organized into four groups:
intermolecular and electrostatic forces,
liquid bridges, solid bridges, and mechanical interlocking [51].
Van der Waals forces are the
primary intermolecular mechanism acting on particles. Typically,
liquid bridges influence
particle behaviour in powdery materials, and most likely do not
play a large part in sludge
stickiness. Whereas, solid bridges form due to sintering,
melting, crystallization, dissolution, and
drying, and are held together by mechanical interlocking and
primary chemical bonds [11, 50].
Wettability refers to whether a liquid will spread onto a
surface as a continuous film or retract
into droplets [50]. The theory behind the thermodynamic
adsorption mechanism was developed
by several researchers [52, 53, 54] who found that it is caused
by electrodynamic intermolecular
forces acting at the liquid-liquid, liquid-solid, and
solid-solid interfaces. Tack refers to the energy
required to separate two objects which are not permanently bound
[55], and is often associated
-
13
with surface adhesion of sticky material [50]. Rheology relates
to the deformation and flow of
material, especially non-Newtonian liquid and the plastic flow
of solids.
The factors that influence adhesion and cohesion may be similar,
but high adhesion does not
necessarily contribute to high cohesion, and vice versa. The
strength and behaviour of cohesion
and adhesion depend on the nature of the material, individual
particle characteristics, and
environmental factors, such as moisture and heat.
2.4.2.1.2 Theories on Adhesion and Cohesion
Adhesion is an interfacial property and a measure of the
attractive forces between dissimilar
materials. Several theories [11, 56, 57] have been proposed to
describe adhesion. Unfortunately,
there is little agreement on which theory is most relevant for
describing the bonding between a
material and a surface. These theories include: the mechanical
interlock theory, the adsorption
theory, the chemisorption theory, the electrostatic theory, the
diffusion theory, and the weak
boundary layer theory. The most applicable theory describing
sludge behaviour in a contact dryer
would be the adsorption theory and the mechanical interlock
theory [28]. Adsorption theory
states that adhesion is a result of molecular contact between
two materials, causing the
development of surface forces such as Van der Waals forces. The
mechanical interlock theory
describes the penetration of sludge into the microscopic
crevices on the dryer surface. This
causes mechanical adhesion to the surface and forms strong
surface bonds.
Cohesion is more complex and difficult to describe as a result
of the inconsistent and variable
composition of the sludge. It is a measure of the attractive
force between particles, resulting in
agglomeration. Cohesive effects are a result of the interactions
between adhesive polymers,
mineral materials, and crystal matrices [28]. Furthermore,
chemical bonds, crosslinking,
intermolecular interactions, and mechanical forces cause organic
materials to stick together [58].
Additionally, small mineral particles in the presence of
moisture contribute to the plasticity of
the sludge and promote water affinity of the sludge particles;
similar results were found in
research on the adhesion and cohesion of soils [59, 60, 61].
These attractive forces contribute to
the stiffness and rigidity of dried soils, which is also seen in
sludge. Li et al suggest that the
metal salts contained in the sludge, crystalize as the moisture
content decreases, contributing to
the firmness and hardness of dried sludge [28].
-
14
2.4.2.2 Reducing Stickiness in Industry
Additives may reduce or avoid stickiness. For example, in the
spray drying of pineapple, orange,
and tomato juices large amounts of additives to improve drying
such as maltodextrin or sodium
chloride are used. For orange juice, it has been suggested that
the dryer walls be cooled to below
the sticky point temperature of the dried product [42]. Other
methods to overcome stickiness in
spray drying in the food industry are to introduce a small
amount cold air from the bottom of the
chamber. Additionally, controlling the dryer wall temperature,
scraping the drying surfaces [11,
50], and breaking up agglomerates may help improve drying
capacity. Conventionally, the
method of avoiding sticky behaviour is trial and error
experimentation to determine the drying
conditions which bypass or limit the sticky characteristics of
the material [11].
2.4.3 Other Challenges
Aside from stickiness, additional issues exist with thermal
treatment. During drying the sludge
emits an odour, which can be a nuisance for nearby residences.
Additionally, corrosion can occur
on drying equipment as a result of corrosive compounds becoming
more concentrated. However,
stickiness is the most significant challenge, the difficulty in
solid-liquid separation arises because
conventional designs optimize only the unit operations and do
not consider the nature of the
thickened product and its handling issues [62].
-
15
2.5 Conditioning
2.5.1 Polymer
Sludges are often conditioned with long chain polymers to
flocculate the particles. This is
generally not required for pure primary sludge, but needed for
pure biosludge or for a mixture of
primary and secondary sludge. There are several types of
flocculating polymers available on the
market, the type depends on the sludge, the ratio between
primary and secondary, and the
dewatering techniques used. This is often determined by mill
personnel in conjunction with the
polymer supplier performing trial and error testing.
The polymers act on particle charges to form larger aggregates,
increasing the amount of water
which can be removed by gravity filtration. The amount of
polymer required varies between 2-15
kg polymer/tonne dry solids, and is generally not the optimal
amount due to the daily variability
in sludge composition, poor mixing, and lack of dosing control
[23].
2.5.2 Solid Additives
Sand is mixed with samples of spent black liquor to facilitate
drying for laboratory testing at
kraft pulp mills. Thus, it is suspected that additives may also
accelerate biosludge drying. Fly ash
and wood fines, common solid waste materials at pulp and paper
mills, were added to the
dewatered biosludge to determine if the drying rate can be
increased. Fly ash has been shown to
be and effective filter aide for sludge dewatering as it
improves drainage in the sludge cake and
increases the solids content [63, 64, 65]. Wood fines and bark
have also been added to mixed
sludge (primary and biosludge) to increase the solids content
and improve combustion in
biomass boilers [21, 66]. Presently no studies evaluate the
impact of fly ash and wood fines on
the drying of pulp mill biosludge.
-
16
2.6 Current Drying Technologies
Several commercial dryers claim to be able to dry sludge.
However, there is a lack of evidence
showing exactly how successful these systems are at mitigating
or avoiding the sticky phase of
the sludge, indicating that this challenge has yet to be
overcome by dryer manufacturers.
Nonetheless, dryers are used at some mills to increase the
solids content as part of the disposal
process. The dryers are classified as direct dryers, which
include rotary drum, flash, moving belt
or centri-dryers; and indirect dryers, which include, paddle,
thin film, rotary disc, or rotary tray
dryers; or combined dryers such as a fluidized bed [18].
In indirect dryers, heat is transferred via conduction between
the hot dryer surface and the
sludge. Typically, thermal oil or saturated steam is used as a
heating fluid [32]. Mechanical
agitation is required to maintain a good contact between the
heated dryer wall and the sludge. In
contrast, in direct dryers, the heat is transferred via
convection, where hot drying medium,
typically air, dries the material by direct contact [32]. Direct
dryers have a simpler design and
operate a much higher temperatures, allowing them to generate
higher drying rates, and can dry
to 55% and nearly 95% solids [18]. However, the vapours
generated during drying must be
separated from the drying medium. This is not the case for
indirect dryers, making them easier to
manage, but also more complex [67].
The cost of sludge dewatering and drying is dependent on the
process selected. Using waste heat
from sludge combustion or other waste heat sources can lower
drying costs. The use of flue gas
to dry sludge prior to incineration can save up to 60% in cost
compared with direct incineration
in large sludge facilities [68]. There is also potential for
energy recovery biosludge combustion,
but this would only be feasible if the moisture content of the
dewatered sludge can be reduced
efficiently. Unfortunately mechanical dewatering techniques,
which are presently the most
energy efficient method to removing this moisture, cannot reduce
the moisture content enough to
make biosludge combustion economically sustainable.
-
17
Materials and Methods
The initial step in this project was to first characterize the
drying behaviour and properties of
pulp and paper mill biosludge. Since most of the existing
research pertains exclusively to
municipal sludge it was used as a point of reference and for
comparisons. The sticky phase was
studied and methods to improve biosludge drying and to mitigate
sludge stickiness were
explored. One notable challenge with sludge is that there may be
variations in composition
throughout the year, which may lead to variations between the
samples.
3.1 Materials
3.1.1 Biosludge
The biosludge was collected and delivered to our laboratory from
a sulphite pulp and paper mill
in sealed 20 L pails on a bi-weekly basis. The pails were stored
at 4° C. The characteristics of the
biosludge may vary between pails, thus each test used sludge
from a single pail when possible in
order to reduce variability. Kraft mill biosludge was shipped
once in three sealed 20 L pails.
Municipal biosludge was collected once in order to compare with
the pulp mill biosludge.
3.1.2 Wood fines
The wood fines used were assorted fines dried in an oven over
night at 105° C, Figure 3. Prior to
oven drying the wood fines had a moisture content of
approximately 8%.
Figure 3: Sample of assorted wood fines
1 cm
-
18
3.1.3 Biomass Boiler Fly ash
The biomass boiler fly ash used was dried in an oven over night
at 105° C, Figure 4. Prior to
oven drying the fly ash had a moisture content of approximately
45%. The fly ash particle size
ranged from 150-600 µm and contained traces of unburned
biomass.
Figure 4: Sample of biomass boiler fly ash
3.1.4 Polymer
Zetag 8165 (BASF), a high cationic polymer, was used in the
dewatering stage to flocculate the
biosludge solids and facilitate gravity filtration. A 250 mL
stock solution was prepared by
mixing the polymer crystals with distilled water to a
concentration of 0.5 wt%. The stock
solution was prepared at least 24 hours prior to use. It had a
shelf life of seven days. The amount
of polymer required for dewatering sludge was dependent on the
total solids of the pail. To
determine the amount of polymer required a total solids test was
performed, in duplicates, for
each pail according to Standard Methods 2540 G [69].
1 cm
-
19
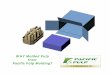
3.2 Test Methods
3.2.1 Dewatering Protocol
A bench scale laboratory crown press (Phipps & Bird Inc.)
was used to dewater the biosludge,
shown in Figure 5. The filter belt material is HF7-7040 white
polyester with a 64x24 count in a
6x2 H’bone weave pattern (Clear Edge Filtration); this material
was also used in the gravity
filtration step. After each pressing of the sludge the filter
was rinsed to remove any residual
solids and dried.
The biosludge and polymer slurry was poured onto the gravity
filter and filtered for 2-3 min; if
no polymer was added to flocculate the sludge, the filtering
time necessary to remove enough of
the filtrated would be 10 min. The sample was then removed from
the gravity filter and situated
between the two filter belts at the top of the crown. The sludge
was then pressed between the two
filter belts at 9 kPa for 30 s followed by a quick release, then
pressed at 87 kPa for 30 s with
another quick release, then pressed again at 112 kPa for another
30 s. The sludge cake has a
solids content of about 13% (wet basis).
Figure 5: Bench Scale Laboratory Crown Press [70]
-
20
3.2.2 Drying Test Protocol
A thermogravimetric furnace, Figure 6, was used to dry the
samples. This apparatus can
simultaneously measure and record the sample weight during
drying; allowing for accurate
determination of the moisture content and drying curves. The
apparatus is comprised of a
balance mounted to the wall above the furnace. A weighing dish
is hung from the balance
directly above the opening of the furnace. The sludge cake is
place onto the weighing dish, then
the furnace is lifted upwards by stepping on the lever till it
locks into place and the sample is
sitting in the centre of the furnace. A viewing window is
located at the side of the furnace.
Various temperatures from 110-220° C were applied throughout
this project. Air was supplied
from the bottom at a flow rate of 1 SLPM.
Figure 6: Laboratory scale thermogravimetric furnace
-
21
3.2.3 Irreversible Drying Test Protocol
The purpose of this test was to observe if the drying of
biosludge is irreversible, and does not
revert back to its raw sludge state when submerged in water for
24 hr. This test will also
determine how much water is absorbed by the solids when they are
re-hydrated. The results will
provide insight on the storage properties of dried and partially
dried biosludge.
Sludge samples were dried at 220° C and 110° C to 75%, 50%, 25%,
and 0% moisture. Triplicate
experiments were performed at each temperature and for each
moisture content. The samples
were removed from the furnace once the target moisture content
was reached and pulverized to >
6 µm to homogenize the moisture content. The solids were added
to water to a concentration of 2
wt% solids, typical of raw biosludge. The mixture was agitated
for 2 min and left to soak for 24
hr (+/- 3hr). Afterwards, the solids were separated from the
water via vacuum filtration at 0.5 bar
and dried overnight in an oven at 103°C.
3.2.4 Stickiness Test Apparatus
A stickiness test apparatus was adapted from Peeters et al. [43]
to measure the adhesive and
cohesive stickiness of the biosludge at different moisture
contents by applying sufficient force to
cause slip, see Figure 7.
Figure 7: Stickiness test apparatus adapted from [43]; (a)
Adhesion Test, (b) Cohesion Test
-
22
Dewatered sludge was placed into a hollow steel cylinder
situated on a stainless steel surface
(adhesion) or a plate with a 5 cm hole (cohesion). The hollow
cylinder had a mass of 214 g, an
internal diameter of 5 cm, and a height of 10 cm. A heavier
solid cylinder with a mass of 1.71 kg
and an external diameter of 4.7 cm was placed on the sludge for
1 min. This was done to
consolidate the sludge. The solid cylinder was removed and a
continuous stream of water is
added to the bucket, which is connected to the hollow cylinder
by a steel cable. When the
cylinder and the sludge slip, the flow of water into the bucket
is immediately stopped and the
bucket is weighed. To test the reproducibility of the apparatus
the tests were repeated a minimum
of ten times. To do this the hollow cylinder and sludge are
placed back to the starting position
and the sludge is broken up using a metal spatula prior to
repositioning the solid cylinder. The
stress applied to cause slip (τ, Pa) was calculated:
� = � × �� Where:
M = the mass required for slipping (kg)
g = acceleration due to gravity (9.81 m/s2)
A = the contact area between the sludge and the steel surface
(19.6 x 10-2 m2)
τ = the stress required for slipping (Pa)
3.2.5 Addition of Solids Test Protocol
Fly ash and wood fines in concentration of 10 wt%, 20 wt% and 30
wt% were added to 10 g of
dewatered biosludge to observe the effect of additives on drying
behaviour (see 3.2.2) and
stickiness (see 3.2.4). The moisture content of the solids was
adjusted by adding the required
mass of water to bone-dry solids, which were dried overnight in
an oven at 103°C.
-
23
Results and Discussions
4.1 Composition
The sludge used was from the activated sludge system of the
wastewater treatment system from a
sulphite mill and a kraft mill. It is composed of suspended
solids in water. The ash content was
determined from the weight loss during ignition, where the
sample weight after ignition at 800°
C represents the inorganic content. The higher the inorganic
content, the less suitable for
incineration. The composition of sulphite mill and kraft mill
biosludge are shown in Table 1. On
a dry basis, the sulphite mill biosludge had a higher volatile
content, higher heating value, and
lower ash content than the kraft mill biosludge.
Table 1: Composition of biosludge from a sulphite mill and a
kraft mill
Sulphite Mill Kraft Mill
Proximate (wt%), Dry Basis
Volatiles 71.8 56.7
Ash 14.0 25.0
HHV (Btu/lb) 8817 7540
Total Suspended Solids 1.7 3.3
Ultimate (wt%), Dry Basis
Carbon 44.7 39.8
Hydrogen 5.5 4.6
Nitrogen 6.0 3.2
Sulphur 2.1 2.4
Oxygen 31.3 27.0
-
24
4.2 TGA and DSC Analysis
Thermogravimetric analysis (TGA) and differential scanning
calorimetry (DSC) were used to
determine if thermal transitions occur within the sludge, such
as melting or glass transition,
which may contribute to the sticky behaviour. The samples were
heated in air at a rate of 20°
C/min from 10° C to 900° C.
The TGA and DSC curve for the kraft and sulphite mill biosludge
are shown in Figure 8. There
is an initial warming for both samples as indicated by plateaus
in the heat flow and weight %. At
250° C the heat flow rate and weight loss rate increase for both
samples as volatiles are emitted
and burned. This is followed by continuing decrease in weight
and a slight decrease and plateau
in heat flow, indicating that the rate of heat absorbed equals
the rate of heat released. This is a
result of continued volatile burning occurring simultaneously
with the heating of the solid
particles. At 460° C for sulphite mill biosludge sludge and 535°
C for kraft mill biosludge, the
samples show a dramatic increase in heat flow and a sharp
reduction in sample weight as the
solids burn (char burning). The heat flow during combustion is
1324 J/g for sulphite mill
biosludge and 1242 J/g for kraft mill biosludge. This difference
is most likely a result of the
higher heating value of the sulphite mill biosludge, which
contains higher organic matter and
lower ash contents, shown in Table 1. After combustion, the heat
flow decreases for both
samples and no change in sample weight is observed. No phase
transitions were observed.
Figure 8: Kraft and Sulphite mill biosludge TGA and DSC
curves
-
25
Since the TGA is accurate and reliable it was used to verify the
accuracy of the larger furnace
used for the drying experiments (3.2.2), where Sample 1 was
dried in the larger furnace and
Sample 5 was dried in the TGA. The drying curves from the TGA
and the furnace, set at 220° C,
follow the same trend and appear to be comparable (Figure 9). A
shift along the x-axis was
noticed between Sample 1 and Sample 5, where Sample 5 shifted
closer to the origin. It was
suspected that the shift was a result of the difference in
sample size; approximately 13 g for the
furnace and 0.050 g for the TGA. Three additional sludge samples
each with different sizes were
dried in the larger furnace (data in Table 2) and their drying
curves were compared against the
initial drying curves from the TGA and the furnace, shown in
Figure 9.
Table 2: Data for TGA and furnace comparison test
Sample Initial Mass (g) Surface Area
(cm2)
Surface Area/Mass
(cm2/g)
Drying Equipment
1 12.14 29.15 2.40 Furnace
2 3.78 13.19 3.49 Furnace
3 1.01 4.67 4.62 Furnace
4 0.42 2.97 7.07 Furnace
5 0.05 N/A N/A TGA
Figure 9: Comparison of Drying Curves: Furnace and TGA with
different sample sizes
The noise in Sample 3 and Sample 4 can be attributed to the
variability of the balance
measurement as a result of the small size of the sample. The
data shows that as the size of the
sample decreases the drying curves also decrease, shifting
towards the origin along the x-axis.
Thus the furnace can accurately measure drying curves because
they are comparable to the TGA.
-
26
4.3 Fourier Transform Infrared (FTIR) Spectroscopy
An FTIR spectrometer was used to further examine the chemical
composition and organic
functional groups of the sludge. Samples of sulphite mill
biosludge were dried at 110° C, 170° C,
and 220° C and tested to observe any differences in compounds.
The IR spectra were collected in
the range of 4000 – 650cm-1, the results are shown in Figure 10
and observations made in Table
3. Changes in peak height were observed between the samples
suggesting that changes occurred
to the compounds within the sludge as the sludge is dried at
higher temperatures. Decreases in
peak height indicate degradation of organic matter as the sludge
is dried at higher temperatures.
Decreases in peak height indicate degradation of organic matter
as the sludge is dried at higher
temperatures. This may provide insight into drying temperatures
that can dry the sludge
efficiently, yet minimize calorific loss from the degradation of
organics.
650
110° C
170° C
220° C
Figure 10: FTIR scans for sulphite mill biosludge dried at
different temperatures
-
27
Table 3: Observations of sulphite mill biosludge FTIR
spectra
Wavelength (cm-1) Functional Group Change in peak shape at
different temperature
3400-3200 - H-bonded OH groups of alcohols,
phenols, organic acids [71]
- H-bonded N-H groups [71]
- Broader at higher temperatures
2972
2980 - symmetrical and asymmetrical -C-H
vibrations- [71]
- Sharp peaks - Decrease at higher
temperatures
1734 - C=O stretching in ketones, carbonyl, and
ester groups [72]
- Only at 110° C and 170° C
1660-1630 - Carbonyl - Decrease at higher temperature
1515 - Possibly from lignin or lignocellulose
materials [72]
- Only at 220° C - May have been masked by
other bands at lower
temperature
1480-1380 - CH3 and the OH group in phenols [71, 72] - Broader
as higher temperature
1251 - carboxylic acids and amide III - Only at 110° C and 170°
C
1250-900 - C-O stretching of carbohydrates and
alcohol functional groups, indicative of
cellulose or polysaccharides [71, 73]
- Broader at higher temperatures
- Less peaks at higher temperatures
900-660 - Aromatic CH deformation - OH bending
- Broader at higher temperatures
These experiments provide qualitative insight into biosludge
composition and are specific to this
particular sulphite mill biosludge. It should be noted that
determining the chemical compounds
via FTIR spectra is challenging and not accurate due to the
similarities in functional groups of
compounds of polysaccharides originating from microorganisms and
wood fibres [74]. However,
it is likely that pulp and paper mill biosludge would contain
amounts of lignin, cellulose,
hemicellulose, mineral ash, lipids, and proteins.
-
28
4.4 Environmental Scanning Electron Microscope
One of the challenges with testing biosludge was that the
majority of equipment typically used to
characterize materials could only operate with completely dried
samples. The biosludge could
not be tested at various moisture contents to observe the
evolution of the sticky phase. However,
the environmental scanning electron microscope (ESEM) is a type
of scanning electron
microscope (SEM) which can be used to image wet specimens. This
technique allowed for
images to be taken of the biosludge at different moisture
contents.
Figure 11 shows two ESEM images of a bone dry sample of
biosludge. By visual inspection the
particles are very rigid and angular. Small porous areas are
also noticeable.
Figure 11: ESEM images of bone-dry biosludge
-
29
Figure 12 shows a biosludge sample which was partially dried to
75% dry solids. The biosludge
appears to be less rigid, and is clumped together more than the
bone-dry sample.
Figure 12: ESEM images of biosludge at 75% dry solids
Figure 13 is an image of the same sample from Figure 12, but it
was dried in the ESEM to
observe changes after drying. Other than appearing darker, there
is no significant difference
between the two images. This suggests that significant physical
changes do not occur when the
material is nearly dry.
Figure 13: ESEM image of biosludge at 75% dry solids and then
dried in the ESEM
-
30
Figure 14 is an ESEM image of raw biosludge, where image (a) is
of wet raw biosludge and
image (b) is of completely dried raw biosludge. The sludge was
dried inside the ESEM to get a
clearer image since the ESEM cannot image through water. The
exact moisture content of the
image (b) is not known. No significant differences were
observed, but there are some cracks and
larger separations in the dried sample. In both images the
sludge appears as one large
interconnected mass and there does not appear to be any
individual particles.
Figure 14: ESEM image of raw sulphite mill biosludge: (a) wet,
(b) dried
-
31
Figure 15 are images of dewatered biosludge, approximately 13%
dry solids. The sludge has soft
edges and larger particles, appearing composed of smaller
particles. This may be a result of the
polymer that was added during the dewatering process. Undigested
wood fibres are also visible.
Figure 15: ESEM image of dewater biosludge, approximately 13%
dry solids
-
32
4.5 Drying Kinetics
Experiments were conducted to examine the drying characteristics
of biosludge from sulphite
and kraft pulp mills. Similar drying testes were also done on a
sample of municipal biosludge
obtained from Toronto’s Ashbridges Bay municipal wastewater
treatment plant to provide
insight into whether the existing research on municipal sludge
drying can be used as a reference
for pulp and paper mill biosludge. Dewatered biosludge was used
for each of the tests. The initial
solids content for the sulphite and kraft mill biosludge was
13%, and 10% for the municipal
biosludge. Unless specified the drying temperature was 220° C
with an air flow rate of 1 SLPM.
4.5.1 Drying Curves
Figure 16 shows the drying curve for sulphite and kraft mill
biosludge, and municipal biosludge
at 220° C. The trends are typical of a material during drying
[30, 31, 75]. The graphs were
obtained from experimental results, and the moisture content was
normalized as is represented by
a dimensionless moisture ratio, to account for variations in
initial weight, as follows:
������������� = ��� ��������������������� � ������������
Where:
X(t) – Moisture content at time ‘t’ [g water/g dry solids]
Xinitial – Initial moisture content [g water/g dry solids]
Xequilibrium – Equilibrium (final) moisture content [g water/g
dry solids]
Figure 16: Drying curve for sulphite and kraft mill, and
municipal biosludge, T = 220° C
-
33
The results show that the dewatered sulphite and kraft mill
biosludge are nearly identical, and
all sludge types follow a similar trend. Both pulp and paper
mill biosludges had better
dewatering capabilities than the municipal biosludge. This may
be due to the different origins
of the sludge, which would have an impact on composition.
Additionally, the dewatered
municipal biosludge was less viscous and smeared more easily
than the sulphite biosludge,
this may be related to particle roughness or composition.
Figure 17 shows the effect of air flow rate on the drying of
sulphite mill biosludge at 220° C.
The biosludge drying rate increases as the air flow rate
increases, as expected. This is
because the faster velocity is more effective at removing the
vapourized water from the
sample, thus maintaining a concentration gradient. The
difference between these curves is
slight. This is most likely due to the high drying temperature,
which reduced the effect of air
flow rate. If the drying experiments were carried out at lower
temperatures, the air flow rate
would have had a larger effect of the drying and the difference
between the curves would
have been more noticeable.
Figure 17: Effect of air flow rate on sulphite mill biosludge
drying curve, T = 220° C
-
34
Figure 18 shows the effect of drying temperature on sulphite
mill biosludge. The trends are
as expected, demonstrating that higher temperatures increase the
drying rate increases and
shorten the drying time.
Figure 18: Effect of temperature on sulphite mill biosludge
drying curve
The Arrhenius plot, shows the effect of temperature on the
drying rate of sulphite and kraft mill
biosludge. Drying can be considered a first order reaction,
thus:
� = �!"#� Where:
X(t) – Moisture content at time ‘t’ [g water/g dry solids]
Xo – Initial moisture content [g water/g dry solids]
t – Time [min]
k – Rate constant [(g water/g dry solids-min)/min]
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 50 100 150 200 250 300
Mo
istu
re R
ati
o
Time (min)
-
35
The rate constant (k) for each temperature can be determined by
linearizing the above equation
and plotting the natural logarithm of the drying rate against
time and determining the slope,
shown in Table 4.
Table 4: Arrhenius parameters for the drying of sulphite and
kraft mill biosludge from
110-220° C
Sulphite Mill Kraft Mill
Temperature
(° C)
Temperature
(K)
1/T(K) k ln(k) k ln(k)
110 383 0.00261 -0.0135 -4.31 -0.0115 -4.47
140 413 0.00231 -0.0145 -4.23 -0.0153 -4.18
160 433 0.00221 -0.0208 -3.87 -0.0198 -3.92
180 453 0.00231 -0.0296 -3.52 -0.0270 -3.61
200 473 0.00211 -0.0337 -3.39 -0.0422 -3.17
220 493 0.00203 -0.0428 -3.15 -0.0520 -2.96
From this the Arrhenius plot can be developed, as shown in
Figure 19. Drying temperature
clearly has a significant effect on the drying rate. The slope
of this curve indicates the activation
energy, which is the minimum energy required for the process to
proceed. The activation energy
was determined to be 2133.50 kJ/mol for the sulphite mill
biosludge and 2694.30 kJ/mol for the
kraft mill biosludge.
y = -2694.3x + 2.4294
R² = 0.9597
y = -2133.5x + 1.1213
R² = 0.9374
-4.75
-4.5
-4.25
-4
-3.75
-3.5
-3.25
-3
-2.75
0.002 0.0021 0.0022 0.0023 0.0024 0.0025 0.0026 0.0027
ln(-
k)
1/T(K)
Kraft
Sulphite
Figure 19: Arrhenius plot of sulphite and kraft mill
biosludge
-
36
Figure 20 shows the drying rate of sulphite mill biosludge dried
at 220° C. It was determined by
calculating the moisture content on a g water/g DS basis from
the experimental data. The rate
was then determined as the difference between two moisture
contents in a 1 min time interval.
The drying rate reached a maximum of 0.18 g water/g dry
solids-min at 9 min. During this time
the material under goes heating as most of the thermal energy is
absorbed by the water on the
surface. Once enough thermal energy has been absorbed, the water
on the sample surface will
vapourize and the mass transfer rate will increase, where the
initial vapourization briefly occurs
at the sample surface. Once the maximum drying rate is reached
there is a sudden decrease in
drying rate as the moisture content decreases. This is because
the outer layer of the material has
dried, forming a crust. The moisture must migrate from the
sample interior in order to vapourize.
Since the distance the water must travel increases throughout
the drying process, the rate is
controlled by the diffusion of water towards the sample surface.
Eventually, the drying rate
reaches zero at 75 min, because the moisture concentration is
approximately zero and the
concentration gradient between the sample and the hot air no
longer exists. This is the
equilibrium moisture content.
Figure 20: General drying rate curve of sulphite sludge, T =
220° C
Note, that unlike some materials, the constant mass transfer
rate for biosludge occurs briefly.
This is most likely due to the dewatering process prior to
drying.
-
37
The most useful method for observing the drying phases is a time
independent graph of the
drying rate versus the moisture content, called a Krischer curve
[76]. The Krischer curves for
municipal, sulphite mill, and kraft mill biosludge dried at 220°
C are shown in Figure 21. The
drying rate is represented by the change in moisture content [X
g water/g dry solid] per minute.
The sulphite sludge drying rate is lower than for the kraft mill
sludge. This may be due to the
higher organic content in the sludge, which has been thought to
lower the drying potential [77].
Figure 21: Krischer curves for sulphite mill, kraft mill, and
municipal biosludge, T = 220°C
As expected [75, 78], drying occurs primarily in the falling
rate period and two critical moisture
contents can be observed, as indicated by the changes in slope
and shown in Table 5.
Table 5: Critical moisture contents of the tested biosludge.
Obtained from Figure 21.
Critical Moisture
Content
Sulphite Mill
[g water/g dry solid]
Kraft Mill
[g water/g dry solid]
Municipal
[g water/g dry solid]
First 5.50 6.12 6.42
Second 0.78 0.80 0.89
The second critical moisture content of the pulp and paper mill
biosludges agree with reported
values, 0.40-0.80 g water/g dry solid [30]. However, the
experimental value for municipal sludge
is outside of this range, falling into the gelatin, and gel
category (> 80 g water/ g dry solid). This
may be because the municipal sludge did not have the same
dewatering capacity as the pulp and
paper mill sludges (10% solids versus 13% solids respectively).
Thus, it may have been more
gel-like, which is typical of sludges with 93-90% moisture
content. Note, that the critical
moisture content is not solely a material property, but also
depends on the drying conditions
(temperature, drying rate, and humidity); thus it must be
determined by experimentation [30].
-
38
4.5.2 Model
Thin layer drying was taken as the model reference for biosludge
drying in these experiments
because this method has been frequently used to model drying
kinetics. Thin layer drying is the
process of drying in one layer of sample particles or slices.
There are several thin film drying
models proposed by previous researchers were used to determine
an appropriate model for
sludge drying, shown in Table 6. The data was normalized using
the moisture ratio (MR).
Table 6: Common drying models proposed by various authors
Model Name Model Equation
Newton [79, 80] MR = exp(-kt)
Henderson & Pabis [81, 82, 83] MR = a exp(-kt)
Page [84, 85, 86] MR = exp(-ktn
)
Two Term [87, 88] MR = a exp(k1t) + b exp(-k
2t)
Wang & Singh [89] MR = 1 + at + bt2
Logarithmic [90] MR = a exp(-kt) + b
Diffusion Approximation [91, 92] MR = a exp(-kt) + (1-a)
expt(-kbt)
Midlli [93] MR = A exp(-kt
n
) + Bt
Verma [94] MR = A exp(-kt) + (1-A) exp(-Gt)
Several statistical parameters were used to evaluate the model:
the reduced chi-square (Χ2), root
mean square error (RMSE), mean relative percent deviation (%P),
and the coefficient of
determination (R2). These were calculated as follows:
Χ% = ∑ ����'(���������,� ���(��*�+��*,��%,�-. / � 0 ��12 =
31/5���(��*�+��*,� ����'(���������,��%
,
�-.6./%
8 = 100/ 5:���'(���������,� ���(��*�+��*,�:���'(���������,�,
�-.
Where:
MRexperimental – the moisture ratio determined by experimental
observation
MRpredicted – the moisture ratio predicted by the model
N – the number of data points
n – the number of model constants
-
39
The smaller the values of Χ2, RMSE, and P, and the larger the
R2, indicate the best model.
Nonlinear regression was used to determine the model constants,
this was performed using the
Solver function in Excel. The results in Table 7 show that the
Page model best describes the
drying of the tested biosludge, with the Midlli model a close
second. However, none of the tested
models could accurately predict the second falling rate period,
indicating the difficulty in
capturing the effects of changing heat and mass transfer
mechanisms during drying.
Additionally, most existing models do not consider the
development of sludge stickiness and its
impact on drying [75, 95, 96, 97, 98].
Table 7: Model constants and results of the goodness of fit
statistical analysis
Model Name Model
Constants
Χ2 RMSE %P R2
Newton k = 0.0342 0.00106 0.0325 85.7 0.9898
Henderson & Pabis k = 0.0381
a = 1.1279
0.0005 0.0229 68.6 0.9915
Page k = 0.0094
n = 1.3611 3.7x10
-5
0.0060 58.9 0.9994
Two Term k1 = 0.03814
k2 = 0.99461
a = 1.12787
b = 0
0.00053 0.0229 68.6 0.9915
Wang & Singh a = 0
b = 5x10-9
0.84152 0.9136 31661 0.2709
Logarithmic k = 0.03814
a = 1.12788
b = 0
0.00053 0.0229 68.6 0.9915
Diffusion Approximation k = 0.04613
a = 0
b = 0.74174
0.00107 0.0325 85.7 0.9899
Midlli k = 0.00518
a = 0.96076
b = 1.6x10-5
n = 1.51625
8x10-5
0.0089 71.3 0.9986
Verma k = 0.03421
a = 0.04767
g = 0.03421
0.00107 0.0325 85.7 0.9898
-
40
4.5.3 Internal Temperature
A type K thermocouple was inserted into the centre of the sludge
cake to record the sample
temperature during drying. Figure 22 shows the relationship
between the sample moisture
content and the internal temperature of sulphite mill biosludge
during drying.
Figure 22: Relationship between moisture content and internal
temperature of biosludge
Three distinct regions occur in both curves, indicated by
corresponding changes in the slope. As
the sludge sample enters the drying chamber, the first region
occurs for approximately 5 min and
the drying rate is relatively constant. A slight change in the
moisture content is observed as the
internal temperature increases rapidly. All of the heat supplied
is absorbed by the sample to heat
it to the wet-bulb temperature, which is approximately that of
the surrounding water, and the
drying rate reaches a maximum. Once the wet-bulb temperature has
been reached, the drying rate
decreases, indicating the start of the first falling rate
period. The sample temperature remains
constant at the wet-bulb temperature as a result of the latent
heat of vapourization. Then the
second falling rate period occurs as the drying rate decreases,
indicated by a change in the slope
of the moisture content curve. The sample temperature increases
exponentially to the furnace
temperature. This is because the amount of remaining water is so
small that it can no longer
absorb the heat from the dryer, thus the heat is absorbed by the
surrounding solids. Research on
municipal sludge found that it also proceeds through three
phases and is independent of sludge
type, with the wet bulb temperature ranging from 50-85° C
[12].
0
20
40
60
80
100
120
140
160
180
200
220
240
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100 110 120
Inte
rna
l T
emp
era
ture
(°
C)
Mo
istu
re C
on
ten
t (%
wet
)
Time (min)
Moisture Content
Internal Temperature
-
41
4.5.3.1 Temperature Profile
A temperature profile of the sample during drying was prepared
by recording the temperature at
different locations in the sample, shown in Figure 23.
Figure 23: Location of thermocouple in cylindrical sample
Figure 24 shows the temperature profiles at each location in the
sample. As the sample dries the
temperature of the surface increases faster than at the centre.
The centre temperature cannot
increase until the water has evaporated from the previous layers
and the temperature of each
layer has increased to the furnace temperature, resulting in a
plateau. This also explains the
sudden increase in temperature towards the temperature of the
furnace, which is visible both at
the quarter and centre points of the sample but not at the
surface.
Figure 24: Sample temperature during drying a different
locations
0
20
40
60
80
100
120
140
160
180
200
220
240
0 10 20 30 40 50 60 70 80 90
Inte
rnal
Tem
per
atu
re (
°C
)
Time (min)
Surface
Quarter
Centre
Surface
Quarter
Centre
-
42
Figure 25 shows the internal temperature of the biosludge at the
centre of the sample when it was
dried at 220° C and 160° C. The drying temperature at the centre
ranges from 80-90° C at both a
furnace temperature of 220° C and 160° C. Suggesting that the
centre temperature is independent
of dryer temperature and will only increase when the water from
previous layers has evaporated
and the temperature of the solids has increased. This agrees
with findings on the internal
temperature of municipal sludge during drying, which found the
centre temperature to range
from 50-85° C [12]. Perhaps to reduce energy costs, the dryers
only need to operate around 80-
100° C. However, the dryer temperature has a significant impact
on the drying time, the lower
the temperature, the longer the drying time.
Figure 25: Internal temperature when dried at 220° C and 160°
C
The trends in Figure 25 show similar temperature profile to
results from previous research on
municipal sludge [12, 99].
0
20
40
60
80
100
120
140
160
180
200
220
240
0 20 40 60 80 100 120 140
Inte
rnal
Tem
per
atu
re (
°C
)
Time (min)
220° C
160° C
-
43
4.5.4 Effect of Polymer
Polymer is added to the biosludge in the dewatering stage to
flocculate the solids prior to gravity
filtering, thus it is important to observe if polymer alters the
drying process.
4.5.4.1 Drying Process
Biosludge samples were prepared with and without polymer and
dried at 220° C. Figure 26
shows their drying curves with respect to the mass of water lost
during the drying process. As
suspected the polymer does not have a significant effect on
drying. The difference in initial water
between the samples is the most apparent difference. This is
because more water can be removed
in the dewatering stage if polymer is used, leading to higher
solids in the sludge cake prior to
drying.
Figure 26: Effect of polymer on biosludge drying
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 5 10 15 20 25 30 35 40 45 50
Mois
ture
Rati
o
Time (min)
No Polymer
Polymer
-
44
4.5.5 Effect of Additives on Drying
Fly-ash and wood fines, common solids waste products at pulp
mills, were added to the
dewatered sludge mixture to test whether their addition can
improve biosludge drying
characteristics. These materials were oven dried and added to 10
g of biosludge in amounts of 10
wt%, 20 wt%, and 30 wt%. These tests were conducted at 140° C,
since higher temperatures
would cause volatile burning of the wood fines.
Figure 27 shows the effect of fly ash on the drying of
biosludge. From this, it can be concluded
that the addition of fly ash has no effect on the drying of
biosludge. This could be due to the low
temperature (140° C) used in this study, which did not allow the
fly ash particles to reach high
enough temperatures to alter the drying rate of biosludge.
Figure 27: Effect of biomass boiler fly ash on biosludge drying
at 140° C
-
45
Figure 28 shows the effect of wood fines on the drying of
biosludge. The addition of wood fines
adversely impacts the drying of biosludge. This might be a
result of the bone dry wood fines
absorbing moisture from the biosludge and that the moisture
transfer out of the wood fines is
slower than the moisture transfer out of the biosludge. This
agrees with findings on municipal
sludge which suggest that increasing the organic content of the
sludge adversely affect the drying
potential [77].
Figure 28: Effect of wood fines on biosludge drying at 140°
C
-
46
4.5.5.1 Fly ash at different temperatures
Based on Figure 27, it is suspected that the reason the fly ash
did not impact the drying