Embed Size (px)
Citation preview

Drug manufacturers need to think differently about QbD as the movement matures.
WWW.PHARMAMANUFACTURING.COM SPECIAL REPORT

SkepticiSm of the FDA actually providing increased regulatory latitude is often cited as a major reason the industry has been slow to adopt QbD. While there are some opportunities for improvement among FDA reviewers and some guidance provided to filers, often the limiting factor in achieving latitude is the fil-ing organization’s capability to develop sufficiently deep product and process understanding and to articulate a cogent case for latitude within their filing.
Understanding and mitigating risk is the real issue. We only have to look at the Pink Sheet over the past couple of years to see ample evidence that going to market with inadequate product and process knowledge is rolling the dice with your company’s future.
If uptake of QbD has previously been slow, it is now accelerating as more organizations are reimagining QbD not simply as a tool to get a little latitude but as a fundamental strategy involving risk, life-cycle cost, competitiveness and . . . survival. Evidence of this growing recognition can be found in the number and spirit of articles and symposia in 2011.
However, although major players like Pfizer and Merck have demonstrated highly sophisticated QbD strategies and capabilities, there are still many organizations struggling to come up to speed.
Achieving regulatory latitude is simply one piece of evidence that an organization is heading towards the upper end of the evolution along a continuum of organizational capability, and the development and execution of QbD risk management strategies.
Reimagining QbDBy J. Paul Catania, Managing Consultant,
tunnell Consulting, inC.
IntroductIon
PfIzer’s MIglIaccIo: Qbd Is In Its adolescence
click here p. 4
Qbd: redefInIng tIMe to MarketBy J. Paul Catania,
Managing Consultant,
tunnell Consulting, inC.
Qbd 2.0: the InItIatIve’s next Phase click here p. 5
IMPleMentIng Qbd: are You readY or not?By williaM sChMidt, ViCe PResident,
tunnell Consulting, inC.
click here p. 10
seeIng the real Qbd: gettIng Back to Juran and deMIng
click here p. 14
keY QualItY BY desIgn guIdance docuMents and case studIes
click here p. 18
2 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
continued on page 3

Re imagin ing QbD
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 3
This graphic is copyright Tunnell Consulting, Inc. Any reproduction or reuse is prohibited without written permission from Tunnell Consulting, Inc.
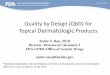
Utilization Along Life Cycle
Strategy Integration
Functional Coordination
Organizational Readiness
Knowledge Management Framework
QbD utilized from Early Development through Commer-cial Production
QbD fully inte-grated into all functional areas of development and regulatory filing of new products
Well defined and proactive coordina-tion at top leader-ship levels across all functional groups
On-going QbD organizational de-velopment process with commensu-rate rewards and recognition
KMF platform to leverage data via continuous collec-tion throughout lifecycle
QbD utilized from Late Development through Commer-cial Production
QbD strategy integrated into Development, Tech Transfer and Ops but not in R&D and/or Regulatory
Well defined and proactive coordina-tion at leadership level across some functional groups
Organizational design and compe-tency assessment, gap analysis and improvement underway
KMF established for selected products at selected points in lifecycle but not comprehensive
QbD tools utilized in isolated pockets along life cycle but NO real strategy or coordination across functions
QbD strategy silos in various func-tional groups
Ad hoc coordina-tion at lower to middle manage-ment levels
Recruiting and training in isolated pockets to address short term needs
Ad hoc, temporary data aggregation to address specific problems and CAPA
QbD not utilized by the organization
No coherent QbD strategy
No coordination between func-tional groups
Isolated pockets of competency in QbD tools and methodology
No framework. Historical data in disparate formats and databases.
Risk goes down as organizational capability goes up. Achieving regulatory latitude is a function of being on a place in the continuum where you are able to confidently quantify risk and effectively communicate evidence of your confidence to regulatory agencies. If your organization is not at that point the important question is, where are you on the continuum of QbD capability and where are you heading?
No matter where your organization falls on the QbD maturity continuum (graphic), Tunnell Consulting, Inc. can help accelerate the development of your capability to recognize and mitigate risks which can unexpectedly slow regulatory approval, delay product launch, impede globalization and generally decrease profitability throughout the product lifecycle.

migl iaccio on QbD
4 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
Pfizer’s Migliaccio: Qbd is still in its adolescence By agnes shanley, editoR in Chief
in a presentation to FDA late in 2011, Gerry Migliaccio, Senior Vice President of Pfizer Global Supply, sum-marized some of the real impacts of Pfizer’s Quality by Design efforts. He also spoke for PhRMA, which, as an organization, is “a believer” in QbD, Migliaccio said. Mi-gliaccio referred to the fact that QbD is now seven years old, though “in practice, in the commercial arena, it’s really about three to four years old. It may have been born seven years ago, but it’s still in its adolescence.”
Pfizer is one of a handful of companies that adopted process analytical technologies (PAT) and QbD early on. Whatever internal biases the company might have, Migliaccio put some actual numbers on improvements that Pfizer saw, in terms of process capability and flexibility, that may get more pharma managers to take note of QbD’s potential benefits.
No single pharma company can show comprehensive data on its impact. Nevertheless, trends can be seen, he said. “It will take a few more years to have a full business case for QbD, but that case will eventually emerge, showing the value of QbD,” Migliaccio said.
He summarized pharma’s journey to Operational Excellence for the past 10 to 15 years. The industry started by controlling variability using Six Sigma, he said, then moved on to reducing waste with Lean Manufacturing. It’s possible to do both without QbD, he said.
However, without QbD, one can not adequately focus on issues that are critical to product quality.
The final goal, he said, is what Pfizer calls Intelligence-Based Manufacturing. “Ultimately, we want to move to predictive models and adaptive processes so that we can use an adaptive control strategy to adjust for variability of inputs without affecting outputs,” he said. “You can’t get to Intelligence-Based Manufacturing without QbD.”
Among benefits he said, are enhanced process understanding, higher process capability and better product quality, as well as increased f lexibility to implement continuous improvement changes.
A major hurdle is the fact that R&D and manufacturing are not typically working in synch
at many pharma companies. “Investment for QbD is required in the R&D space, but the payback is in manufacturing,” he said. The two functions have to commit to the QbD concept and to working together.
early returnSMigliaccio then discussed some of the results of Pfizer’s first internal QbD project, which involved seven focus areas (process steps or unit operations), 52 attributes (outputs) and 190 parameters (inputs). Multivariate correlation of inputs to outputs allowed an understanding of which were most critical and how they interacted, he said, noting an increase in process capability and quality.
Using traditional methods, he said, the most you could expect to get to was 2 or 3 sigma, in terms of process capability. However, with QbD approach, he found that 6 sigma could be approached, through incremental increases in process capability.
In 2007, when the company did its first QbD product development, Pfizer teams performed 150 studies involving 1,800 key quality attributes. When process capability was determined for each of them, he said, it was found that product-based process capability was the weakest link. With traditional approaches, 81% of processes were capable, but, with QbD, that figure increased to 92%, he said.
Product quality also improved, and variability (as measured by the number of deviations requiring investigations) decreased, he said. Less variability, he stressed, resulted in fewer QA/QC demands.
Migliaccio also said that QbD increased process flexibility. Demand for this product, he said, wound up being four times higher than had been forecast. Pfizer found that the site could increase production by 66% by optimizing process parameters within the Design Space.
The carrot, however, is improved return on investment (ROI). Although that figure depends on inventories and other specifics, he said, “We’ve seen examples where ROI is less than 12 months.”

We’ve all seen articles speculat-ing on pharmaceutical Quality by Design’s impact on drug develop-ment and speed to market. However, speed to market is simply part of a larger strategy to maximize profit-ability. The sooner the product is on the market, the sooner research and development costs can be recouped. There are costs associated with ac-celerating late-stage development, scale up and tech transfer to manu-facturing. Isn’t what we’re really talking about cost to market versus the competitive advantage of getting there sooner?
Where does QbD fit in? It isn’t about getting to market fast; at least not directly. QbD is about getting to market reliably. QbD is about knowing enough about the limitations and risks associated with formulation and production methods in order to establish appropriate mitigation and contingency plans. Organizations that go to market fast with limited formulation and process knowledge risk disruptions whose cost and time losses will quickly outstrip the advantage of being there early.
The case study that follows will allow us to see both the cost of disruption and get a good estimate of what it might have cost to have applied QbD methodologies earlier in the life cycle of the product. It will also present manufacturers with
options in choosing the right point in the life cycle to apply QbD, and with solutions for what to do with a problematic product already on the market. Finally, I will discuss how the application of QbD tools and tactics is not just a vehicle to improve cost but represents a significant opportunity for organizational development that improves cross-functional coordination in product development and lays the foundation for QbD to occur earlier in the development process.
caSe StuDy: a cloSing WinDoWA major pharmaceutical manufactur-er had an opportunity for six months of patent exclusivity against ge-neric competition if it could launch a controlled release product extension by a given date. Annual sales were projected to be in the neighborhood of $100 million—not a blockbuster but still a significant opportunity, since the six months would enable $50 million in sales.
Because this product was controlled release, its production process would be complicated but the developer’s project plan to scale up, validate and transfer the process for the line extension to manufacturing put it comfortably within the launch window. As such, Sales and Marketing obtained purchasing commitments from
t ime to market
Qbd: Redefining time to Market are you factoring in the potential cost of unexpected failure?
By J. Paul Catania, tunnell Consulting, inC.
QbD 2.0: the initiative’S next phaSe
By Paul Thomas, Senior Editor
After years of struggling to gain trac-
tion, Quality by Design is now viewed
less as a “regulatory initiative” and
more of a smart, risk-based way of
doing business in the drug industry.
The next step is for manufacturers
to push QbD further upstream in the
development process, says Tunnell
Consulting, Inc. Managing Consultant
J. Paul Catania.
Question: A year or two ago,
people were asking, “What’s
wrong with QbD?” Those concerns
seem to have dissipated—do you
agree, and what’s to explain it?
Catania: I tend to agree. I think the
chatter in articles and presentations
was focusing too heavily on the is-
sue of “regulatory latitude” as the
measure of QbD coming of age in the
industry. I think there is a growing
recognition that the risk mitigation
benefit of QbD can be leveraged for
competitive advantage in terms of
speed to market and life cycle profit-
ability. Achieving regulatory latitude
is as much a function of sophistication
in regulatory strategy management of
the organization and the sophistica-
tion of FDA personnel assigned as it
is the quality of process and product
knowledge obtained through QbD.
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 5
continued on page 7

their distribution channels based on Operations’ commitments to fill the pipeline and maintain stocking levels.
The product was in commercial production mode and launch quantities were being produced to fill the pipeline when its dissolution rate began to trend out of specification. While the origin of the problem was unknown, a stopgap measure in production mitigated the effect to some extent. The downside was that the stopgap measure resulted in significant yield loss. Batches lost due to outright failure and yield losses due to this measure cost $250,000 a month as the organization scrambled to produce launch quantities in the face of having to replace the lost production time and materials. Not only was it costing more to produce the product, the launch window was now in jeopardy. This not only put the $50 million in exclusive sales in jeopardy, but agreements with distribution channel partners exposed the organization to potential penalties of $400,000 a day if it failed to meet its stocking commitments.
As the company’s Operations department dumped more money and resources into expediting materials, rescheduling production and working overtime, QA and Development had to divert resources to address deviation reporting and troubleshooting.
Meanwhile, the regulatory department wrestled with the question of whether it should file a CBE-0 to institutionalize the stopgap measure which resulted in much lower yields and, therefore, much higher production costs and lower profits.
So, here is where QbD reenters the conversation. Quality by Design is nothing more than risk mitigation through process understanding. It’s pretty obvious that the earlier in development and commercialization that this process understanding occurs, the sooner the risk is quantified and, if not mitigated, at least understood such that appropriate management and cost allocation contingency plans can be put in place. This case illustrates the painful and multiple collateral effects across the organization when risk ends up being identified through unplanned failure.
Success in today’s market comes down to predictability – getting to market fast, on-time and without errors.
For 50 years Tunnell has been a premier consulting firm. Our expertise in Life Sciences includes:
QbD / PAT
Process Improvement
Quality / Compliance
Operational Improvement
Business Transformation
Technical Risk Mitigation
tunnellconsulting.com
t ime to market

calculating coStSIn order to estimate what QbD would have cost in this case, consider the activities, resources and cost associ-ated with the emergency application of QbD methodologies to trouble-shoot and correct the problem. Four full-time employees were deployed for fifteen weeks. The team was comprised of a formulation scientist, a process engineer and a statistician led by a senior project manager with experience in all three of these areas. With the exception of their full-time dedication and focus on this one project, the team employed tools and tactics much like those used by a team pursuing proactive QbD.
The first twelve weeks were consumed by data collection, database construction, creation of control charts of input and output variables, hypothesis generation, multivariate analysis and the design of experiments to perform hypothesis screening and confirmation. Carrying out Design of Experiment (DOE) work consumed the last three weeks. It should be mentioned that in this case, as in many cases, the team needed to spend a disproportionate amount of time in data collection because much of the data needed to be manually transcribed and those that were in electronic format were spread among multiple databases.
The resulting process understanding yielded a solution which did not require continuation of the stopgap method with its associated yield losses and there was no need for a supplemental filing. The QbD methodology identified and confirmed that the dissolution problem was related to an API characteristic which was not previously thought to be critical. A change in suppliers had resulted in a subtle change in this characteristic which, while still within specifications, shifted dissolution
performance resulting in all the costs and problems outlined above.
Fortunately, the stock out condition which could have pushed the organization into the $400,000 a day penalty was avoided. Product scrap losses, however, approached $500,000. Almost half of the six months’ exclusivity opportunity on $50 million in sales was lost.
The hidden costs of lost productivity in Operations, QA, QC, Regulatory and Development no doubt added tens of thousands of dollars to the total cost of unexpected failure. The emergency execution of QbD methodologies took four people 15 weeks, or about 2,400 man hours. Multiplying this by the fully loaded hourly rate for internal resources for an organization would yield a reasonable cost estimate. The need, in this case, for external staff augmentation drove the cost higher, but even at that, the return on investment was more than acceptable. More importantly, if the same tactics and tools had been integrated with other work streams in late development, validation and tech transfer, the costs would have been lower and it’s very likely this whole fire drill could have been prevented.
Better understanding of risk allows management to predict and mitigate situations that can increase the time and cost of bringing a product to market. Gaining that understanding through proactive application of QbD methodologies is going to be less expensive than unexpected failure. It is one thing to make an educated decision based on science. It’s quite another to take a risk based on the fact that similar products made in the past did okay.
When to apply QbDLet’s agree that QbD is good busi-ness, but where should it be inte-grated in the development process?
Question: Has the industry finally got-
ten past seeing QbD as just an “FDA” or
“regulatory” initiative?
Catania: Building on my response to
your first question, I think the industry
is seeing that the advantages of QbD
are simply good business in an increas-
ingly competitive environment with
unprecedented cost pressures in the
industry. So, while communication
between filing entity and regulatory
agency will benefit from the rigorous
process descriptions QbD facilitates, the
underlying profitability benefit to the
industry of enhanced risk mitigation
stands on its own regardless.
Question: You recently wrote that QbD
is more about “getting to market reli-
ably,” not just quickly. Are there other
misconceptions about QbD that you
feel still persist?
Catania: I’d like to start by reempha-
sizing that getting to market reliably,
in the long run, is going to get one
to market faster and more profitably.
Attempting to go to market with insuf-
ficient product and process knowledge
is to gamble with both speed to market
and lifecycle profitability.
Unexpected failures along the develop-
ment, tech transfer and commercializa-
tion path slow speed to market and add
disproportionate cost as organizations
either scramble to correct them or,
worse, accept constant but unplanned
disruptions as normal and institutional-
ize excessive staffing. Unexpected fail-
ures are, by definition, caused by insuf-
ficient product and process knowledge.
This isn’t to say that QbD is a panacea
which will eliminate all failures. There is
always the potential for some unex-
pected issue to arise. QbD, however, is
a proven, logical, science- and data-
driven framework of risk identification
that is highly superior to the historically
empirically-based approach.
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 7
t ime to market

Last year, I would have said early in the pilot plant scaleup and validation process. While I would still encour-age the development of process knowledge early in product develop-ment, I also recognize the emergence of a growing trend in the industry towards a hybrid approach. This ap-proach seeks to maximize speed by prioritizing the critical path elements of clinical supply and validation submissions followed by application of the statistical and process char-acterization risk assessment tools of QbD during scale up and continuing though manufacturing tech transfer and into the first year or more of the product life cycle. Data that better illuminate and expand the product’s design space can be included in an-nual reports.
Establishing the foundation for ongoing process knowledge improvement and the ongoing expansion of the design space is synergistic with PAT and addresses another problem common to prospective QbD in the industry. Pharmaceutical and biotech manufacturers demand and receive tight control of raw material characteristics from their suppliers. For this reason, the range of actual values for lots received are often very narrowly grouped well within the specification range. Even when asked, raw material and API manufacturers are hard-pressed to produce material much outside their normal narrow range and often refuse requests to do so.
So, while manufacturers can push the boundaries of the design space with respect to their controllable manufacturing parameters, it is often impossible to obtain material with characteristics which vary enough to even do a decent regression let alone define a broad design
space. In fact, most drug product manufacturers are forced to validate the drug product with a narrow range of the API specifications. It is often only when a serendipitous change occurs that additional data can be generated which sheds more light on the relative importance of a characteristic and affords a chance to expand the design space.
The case study presented here is one of dozens with similar issues and results. The difference between this case and many others is that the disruption occurred relatively early in the product life cycle. We often see similar disruptions with large monetary impact occurring in well established products. In addition, we often see products where ongoing problems such as poor yields or occasional batch loss have cost the producer millions of dollars over a long period of time before finally being solved. Significantly, we sometimes find that characteristics or parameters tightly controlled because they are thought to be important, are not that important after all and the expense of controlling them is a waste.
What is common to all these cases is that when QbD principles, tools and tactics are rigorously applied, even problems which have plagued an organization for years can be resolved. Speed and the competitive advantage it affords are benefits of early life cycle application but significant gains can be made in risk and cost management through process understanding of established products. More importantly, the regulatory environment seems to be evolving such that FDA is more receptive to on-going evolution of specifications and controls when supported by QbD rigor.
What is also common to all these cases is that the effort to rigorously
Question: Are there still doubts about
the business case, or is it generally
accepted that QbD involves making
smart business decisions?
Catania: I usually view broad general-
izations about such a large and diverse
industry with a little skepticism. I do
sense, however, that over the past year
the general tenor of QbD-related trade
conference presentations and articles
appearing in magazines such as yours
has shifted from skepticism regarding
FDA follow-through and the cost of
implementation to more case studies
and examples of successful application
of QbD tools in complex systems. The
level of sophistication in the use of
the tools and the required organiza-
tional development focus and budget
required to pull off such work signals
to me that segments of the industry
recognize QbD as smart business in a
competitive environment.
Question: It is, of course, important to
calculate costs of potential QbD projects.
Could you share a few suggestions for
how manufacturers can estimate costs
and resources of QbD-oriented projects?
Catania: A rough estimate of aspects
of implementation cost and return on
investment can be gained when QbD-
related tools and methodologies are
applied to correct chronic problems in
post commercialized products. Grant-
ed, such projects do not encompass all
activities required for comprehensive
implementation of QbD but, with that
in mind, their cost is easily quantified
and can be extrapolated to estimate
the cost of hypothesis generation and
confirmatory experimentation.
In addition, such projects typically
highlight development needs to im-
prove organizational and knowledge
management framework readiness.
Maybe most importantly, such projects
provide an excellent opportunity to
contrast the historical cost of the prob-
lem against the cost profile after cor-
rection. Usually both are easily quanti-
fied in a way that gains the important
endorsement of Finance.
8 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
t ime to market

understand the process invariably results in organizational development not just in terms of increasing overall competence in statistically establishing cause and effect but, more importantly, in cross-functional organizational readiness.
In almost every case we’ve observed, we find the organization must begin with an exhaustive data collection effort to integrate data manually transcribed from batch records and certificates of analysis with data stored in disparate electronic databases. Then, often for the first time in the product’s life cycle, control charts are produced for all input and output variables. These, in and of themselves, often provide the perspective to screen out popular but erroneous hypotheses of cause and effect and, sometimes, catalyze the generation of new hypotheses.
Trends and shifts heretofore hidden are revealed and variables with very little actual variability are identified. Correlation and regression models not only substantiate or disprove cause and effect but also identify gaps in the data which make it impossible to explain process variability. In one case, the data from input variables for which an organization had data only explained about thirty percent of the variability in the system. Over forty input variables with the potential to affect product outcomes but were not being collected were identified and data collection plans put in place.
Data-Driven inSightWhen organizations complete this level of exhaustive data screen-ing and correlation analysis, they not only have insight into the real cause-and-effect relationships driv-ing deviation and cost, they have a
data-driven understanding of which variables require close attention and control and which do not. They have a new platform for data collection and trend analysis which provides advanced warning when criti-cal variables are shifting. Equally important, they understand process capability and can differentiate be-tween normal random variation of a process in control for which no ac-tion is required and real shifts which require immediate attention.
Finally, having completed retrospective QbD-based analyses, the organization gains insight into the type of variables and data they want to collect and trend from the outset of new product development to avoid the painful process of pulling data together manually while under the gun to explain an unexpected and costly deviation. This shared understanding has a collateral positive impact of identifying and reinforcing common purpose and interrelation between functional groups involved in new product development and tech transfer. This, in turn, better positions the organization to execute QbD to identify and mitigate risk earlier in the product lifecycle.
about the authorJ. Paul Catania is a Managing Consultant with Tunnell Consulting, Inc. For more than 30 years, he has helped organizations achieve significant improvement in operational and financial performance. With international experience leading large-scale cultural change initiatives, he is an expert in Lean Six Sigma improvement methodologies and in function-al areas including manufacturing operations, quality assurance, supply chain management, and strategic sourcing. He has held key roles at a number of life sciences companies, includ-ing Johnson & Johnson. He can be contacted at [email protected].
Question: Finally, what is QbD’s next
phase? Where do we go from here?
Catania: One measure of describ-
ing an industry’s relative position
on a QbD maturity continuum is to
observe where in the development
to commercialization cycle QbD is
applied. A concurrent and syner-
gistic measure is the breadth of
cross-functional involvement in QbD
strategy development and execu-
tion. As compared to industries
like automobiles, aerospace and
electronics, the pharmaceutical and
biotech industries are lagging.
Granted, they exist in very differ-
ent regulatory and competitive
environments. That said, in the for-
mer we see best practices in which
QbD is an integral part of design
from first conception through
commercialization. In the pharma
and biotech industries, what we
predominantly see are applica-
tions to correct problems arising
after development is somewhat
down the road or, more often, to
correct problems post-commercial-
ization. Like I said in response to
your previous question, applying
QbD tools and methods to post-
commercialization is a great place
to begin building organizational
capability while reducing risk and
cost. For the industry to realize the
full potential of QbD, however, the
next phase is to push further up-
stream in the development process.
Doing so will require coordinated
strategies executed by capable,
well designed organizations.
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 9
t ime to market

Quality by Design (QbD) is unquestionably ready to help your organization solve the perennial challenges of drug development and manufacturing. The real question is whether your organization is ready for QbD. Answer-ing that question begins with an understanding of QbD basics, benefits, and barriers to implementation, followed by a readiness assessment that can ensure that you have the right mindset, priorities, and resources aligned for a successful implementation.
To help, this article will outline what makes any manufacturer “ready” for QbD. It will then examine a case study, from the fundamental implementation decisions the manufacturer made to the important components that it failed to address properly.
baSicS, benefitS anD barrierSRobust, scientifically understood processes that allow for variation without compromising quality generate operat-ing improvements that translate into business benefits, including faster time to market, fewer lost batches and manufacturing deviations, reduced rework, reduced com-pliance exposure, and a right-sized quality operation. All of which can translate into a many-fold return on invest-ment through cost savings and increased revenue.
Despite these benefits, many organizations face significant barriers to successful adoption of QbD. One of those barriers is simply insufficient understanding of the purposes of QbD itself and the benefits that it generates. Some may believe, for example, that QbD delays time-to-market rather than reducing it. There may also be significant organization resistance. Many people simply find change uncomfortable. QbD, which drives objective decisions on the basis of data, may be perceived as a threat in a culture where personal opinions or agendas dominate. Some organizations may simply be in denial: “Our process is in control.” Others may have competing priorities: “We have other fires to fight right now.” Still others may lack the internal resources and expertise to implement QbD.
These reservations are not entirely misplaced. Implementing QbD does require a significant cultural shift, as well as organizational re-training and learning. Like most transformations, QbD requires time, effort, and commitment, particularly from senior management. That said, benefits emerge relatively early in implementation—in weeks to a few months—and rapidly outweigh the cost of adoption. The key is to begin with a QbD readiness assessment that can tell you what practices and resources you need to put in place to ensure rapid, sustainable, and successful implementation.
the elementS of aSSeSSment Readiness assessment for QbD falls into three major areas: strategy, organization and culture, and operations. Within each of these areas there are numerous elements that must be considered, but to avoid drowning in the de-tails it is helpful to think of this overarching framework.
The central element of strategic readiness is the Value Proposition for undertaking QbD. This proposition should not be confused with a mission statement—for example, “we intend to be number one or number two in each of the therapeutic areas our products address.” It should be based on an analysis of the specific benefits the organization wants to get from QbD and how those benefits will be realized. Depending on the specific circumstances of the company and the operation, the value proposition for QbD could be based on any number of objectives and metrics. For example, it could be built around reduction of regulatory workload, reduced quality costs through reduced or eliminated deviation investigations, or opportunities to apply Process Analytical Technology (PAT) to enable real-time testing and release.
The assessment of organization and culture begins with the question: Do we have the right human resources—the expertise—to implement QbD? This is not simply a question of what combination of current personnel, external assistance (if any), and new hires (if any) might be needed to implement QbD. It is also about
assess ing QbD ReaDiness
10 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
implementing Qbd:are you Ready or not? do you have the tools and the mindset required?
By WilliaM sChMidt, tunnell Consulting, inC.

Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 11
understanding how those resources will be deployed.Operational assessment encompasses all of the
technical and tactical elements that must be in place and integrated smoothly into a process in order to deliver the promised value. These elements could include everything from defining the target product profile (TPP) to virtually any process, technology or system in the operation. The list of such elements is long, but by keeping clear the distinctions between strategy, organization, and operations you can be sure that at any point in the assessment you are clear about what, precisely, you are assessing. This clarity is especially helpful when it comes to prioritizing each of the elements by importance, regardless of where each fits in the structure.
aSSeSSment in action: a reaDineSS caSe StuDyThe experience of a manufacturer of generic and ethical drugs illustrates some, among the many, elements that a QbD readiness assessment encompasses, their prioritization, and some of their potential pitfalls. The company, which I’ll call Manufacturer X, wanted to assess where significant gaps lay in its ability to adopt QbD, and thus undertook an entirely in-house assessment. The following review of Manufacturer X’s assessment reviews what the company saw
as gaps that could be filled by QbD, and offers some observa-tions on the course of action that was chosen:
Value PropositionThis should be the number one priority for any manufac-turer implementing QbD—understanding precisely what value QbD is expected to deliver. In this case, however, X defined its objective as “the ability to deliver quick success to show the benefits of QbD.” Such a short-term value proposition is both tricky to calculate and difficult to justi-fy, given that QbD is a long-term transformation of the way work gets done. The expected value should be significant, sustainable, and realistic. It should align regulatory ben-efits with business drivers. Further, those highly specific benefits should be quantified as rigorously as possible and built into the value proposition. And the proposition in which the benefits are contained must be understood and supported by top management, including the CFO.
Timelines and Resources to Support QbDThis was a top priority and, in Manufacturer X’s view, a significant gap in its readiness. The company assumed that it needed new people, but what it needed more was to initiate the culture and organizational change required for QbD to be accepted and to work. Both cultural resistance
Figure 1. Meeting Product Critical-to-Quality Objectives
assess ing QbD ReaDiness
Process Input
(Raw Materials)
Variab
le Variable
Variab
le Variable
Process Process Output (Finished Product)
Systems and approach used must assure that “C” meets the requirements/intent of “A”
a. b.c.

12 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
and organizational structure can be addressed through cross-functional teams that span the complete product lifecycle and that go beyond timelines and resources to a coordinated, cross-functional strategy with clearly defined roles and responsibilities (Figure 2). These teams can capture and share lessons learned, develop a common organizational purpose, develop a vehicle for sharing infor-mation within and across projects and facilitate robust tech transfer. X did not consider this team approach.
In addition, X viewed all sites equally and in need of QbD. It did not consider the fact that one site with a strong workforce and with the skill sets and readiness for change could pilot QbD projects and set a standard for other sites to follow in rolling out QbD.
Risk Management Tools Greater understanding and application of common risk management tools to pharmaceutical products is also critical because, as FDA and ICH documents have made clear, QbD is intended to enable a risk-based approach to quality which can be extended to the entire product life cycle. Failure Mode and Effects Analysis (FMEA) is a common risk analysis tool used for QbD, one which X took advantage of. However, other risk assessment tools can be added to transform the organization’s mindset and culture toward one of continuous improvement. Some of
these risk assessment tools for use across the life cycle, in addition to FMEA, include Process Mapping, Hazard Analysis and Critical Control Points (HACCP), Hazard Operability Analysis (HAZOP), Fault Tree Analysis (FTA) and Cause and Effect Analysis (CEA).
Quality Target Product ProfileThe QTPP is indispensable for defining the critical to quality attributes (CQAs)—the desired outputs of the manufacturing process. It is equally important for mapping the Design Space—that is, understanding the relative impact of input variables (process steps, process parameters, and raw materials) on CQAs.
Statistical Software and Statistics ExpertiseWhether the company builds on its current software or acquires new software, the choice should be based on the ability of the package to perform multivariate techniques. Manufacturer X did not address this question sufficiently.
Also, X concluded that it needed a statistician to more effectively and efficiently design and evaluate experiments intended to define the Design Space. A statistician can certainly jump-start learning, with a contracted statistician sufficing for the short term. But it is equally important to develop internal skills through DoE training and regular use of the statistical software.
Figure 2. Building Effective Cross-Functional Project Teams
Other Functional Area SME’s as Needed
Quality
Manufac- turing
Develop-ment/
Formulation
Engineering
Statistics
Data Analysis/Modeling
Senior Management/Governance
Project ManagementAppropriate Technical Leads/SME’s From …
assess ing QbD ReaDiness

Technology Transfer ProcessThis should be framed around what current tech transfer processes are relative to process understanding, how complex batch records are, and other considerations. In the context of QbD, this means performing both gap and risk analysis of process ro-bustness, which extends beyond API and product processes (the extent of Manufacturer X’s tech transfer) to measurement systems, knowledge management and transfer, and busi-ness processes designed to achieve strategic and financial goals.
Control Strategy and Its DocumentationManufacturer X clearly defined and communicated its control strategy, but was inconsistent in executing it. Control strategy execution is the bottom line, which depends upon organizational readiness. The con-trol strategy and execution should be integrated with risk manage-ment activities designed to identify sources of deviation, learn from and close them.
Statistical Process Control for TrendingX saw the fundamental principles of SPC as important, but should have taken greater care in regard-ing it as a “system”. SPC can be as simple as paper charting. More sophisticated systems are preferred, but only if the infrastructure exists to support them.
Pharmaceutical Quality System and PATThe basic elements of an existing quality system can sometimes sup-port QbD, but the key is to evolve them as QbD is established, which X is in the process of doing.Team lead-ers have spent a lot of time wringing their hands over how, and in which processes, to implement PAT. They
didn’t have to because QbD does not necessarily require a full-blown PAT revolution. Existing equipment con-trols and measures may suffice.
neglecteD reSponSibilitieSIn short, Manufacturer X had good intentions, but significantly neglected to assess four important components:
Strong Management Support: Man-agement should not only make its support of the initiative loud and clear but also actively sponsor the effort.
Knowledge Management System: This key system enables appropri-ate content to be captured and facilitates traceability through commercial operation.
Filing Expertise: It is critical to have people who know how to manage a QbD filing, especially within the new context of risk-based compliance.
Governance Process: The process should ensure that data isn’t iso-lated in functional silos, prevent-ing reliable, timely interchanges of mutually helpful data among development, manufacturing, quality and other areas.
As Manufacturer X is discovering, companies that successfully adopt QbD are ultimately rewarded not only with the specific operational and business benefits of the value proposition, but also with the creation of a culture of continuous improvement that keeps paying additional dividends. As Hamlet said, “the readiness is all.”
about the authorWilliam Schmidt, a Vice President at Tunnell Consulting, Inc., has 25 years’ experience in industry. He has a B.A. from Eastern Univer-sity and an MBA in Pharmaceutical Business from University of the Sciences, Philadelphia.
SnapShotS: inDuStry explorationS into QbD
amgen, fDa: QbD for biopharmaceuticals
http://www.nature.com/nbt/journal/v27/
n1/full/nbt0109-26.html
pfizer examines QbD for freeze- thaw of biologics
http://www.pharmaqbd.com/pfizer_qbd_
freeze-thaw_biologics/
novartis: case Studies in multivariate analysishttp://www.umetrics.com/Content/
Document%20Library/PAT/The%20Novar-
tis%20Experience.pdf
merck’s integrated QbD approach
http://www.pharmaqbd.com/merck_inte-
grated_qbd_approach/
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 13
assess ing QbD ReaDiness

14 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
seeing the Real Qbd: getting Back to Juran and deming Rather than helping, the current brand of pharmaceutical Quality by design is acting as a distraction and deterrent to quality.
By gaWayne MahBouBian-Jones, PRogRaM ManageR foR exCellenCe in sCienCe and design,
PhiliP MoRRis inteRnational
in the past half-century, the name of the game in manufacturing industries worldwide has been continued improvement of product quality. It has not been an easy road, nor has it been one without blind alleys, but almost universally across the world two key figures have stood out in the drive to progressively improve the quality of the things we make: William Edwards Deming (1900-1993) and Joseph Moses Juran (1904-2008).
While adopting rather different approaches to achieving quality—Deming was a low-level, “nuts-and-bolts” man while Juran preferred a systems approach—both were widely recognized as having crucial roles in the most dramatic quality transformation of the 20th century—the transition of post-war Japan from a “me-too” manufacturer of third-rate products into an economic and quality powerhouse whose ideas and approaches were subsequently widely adopted in the West in an attempt to simply stay competitive.
The impact of the approaches fathered by these two giants has been immense. There are now entire industries (electronics manufacturing, for example) where a generational change in manufacturing technologies is expected every five years or so. It costs about the same to build a new semi-conductor wafer-fabrication plant as it does to build a state-of-the-art pharma manufacturing facility, yet the semiconductor plant will typically be replaced (or sold off) after five years because it is no longer capable of meeting the newer state-of-the-art manufacturing requirements.
There are industries where manufacturing is so flexible that products are made for individual customers (look at the latest plants from Toyota, Nissan, and Honda, where cars can, within reasonable bounds, be made to order), and where small continuous improvements in product and process are implemented at the rate of tens or even hundreds a year. There are industries in which the
same technologies that pharmaceuticals use for solid-dosage manufacture are used to control material texture, uniformity, and content to much higher levels of accuracy than pharma routinely achieves. The list goes on.
a lonely furroWThe current relevance of Deming and Juran to the phar-maceutical industry is more a result of the absence of the approaches they developed than in their direct impact, because the industry, almost alone within the manufac-turing world, has by-and-large ploughed a lonely furrow, ignoring much of what the two taught other industries. Why? There are many answers, but one of the most significant is that the drug industry (and its regulatory mirror) has progressively spiralled down into a deep “Not Invented Here” (NIH) mindset over the last 50 years.
Deming had a particular gift for a turn of phrase (what we today would call a “sound-bite”), and one of his frequently quoted comments was, “You cannot inspect quality into a product. It is already there.” These are words which should be ringing down the corridors of many pharmaceutical companies given the widespread quality failures over the last 12 months. The message was quite clear 50 years ago:
• The quality of a product is determined by its design and the processes used to make it.
• To change the quality of a product, it is necessary to either change the design of the product or change the process used to make it.
• The bigger the change desired in the product quality, the more significant the change in the design or the process.
Strangely, this is a message to which pharmaceutical manufacturers and regulators have been strongly resistant for many years, cocooned in the belief that eventually more and more inspection will deliver the
back to Juran & Deming

product quality for which all are striving. What has developed is a limited view of Quality by Design (see Figure 1).
It is interesting, therefore, that in the midst of ploughing their own, lonely furrow, the pharmaceutical industry and its regulators have chosen to lift a phrase from one of these giants and use it in an attempt to transform the industry: Quality by Design, taken straight from the title of a book by Joseph Juran.
This phrase was brought into usage in a pharmaceutical context by Ajaz Hussain (then of FDA CDER) at the height of attempts by the Agency to change how the pharmaceutical industry viewed its manufacturing process. Hussain, always the visionary, had already launched the process that would lead to the PAT (Process Analytical Technologies) Guidance, a revolution in pharmaceutical manufacturing approaches which the industry is still struggling to adopt. It is clear from his presentations from nearly a decade ago that his use of QbD was a direct reference to the work of Juran, and
by implication a direct attempt to persuade the pharmaceutical industry to adopt precisely the approaches catalogued in Juran’s book.
Back to the BookWhat is Quality by Design? What does it actually require in practical terms? It is the process of delivering the highest practical quality of prod-uct, and to achieve this, the delivery of that quality must be explicitly considered for, and planned into, every phase of development, design, manufacturing and marketing opera-tions. These processes must effective-ly become an integrated whole, the primary focus of which is quality.
Juran’s approach was, as ever, built upon looking at the systems within the manufacturing process which give rise to quality characteristics. For convenience, he broke them down into 11 areas, but this is really just a means to allow users to identify particular starting points. In fact, his approach was built on the premise that it was the system as a whole which had to be working correctly to produce a quality product.
SnapShotS: FDa’S current thinking on QbD
FDa: how to navigate QbD’s Shades of grayhttp://www.pharmaqbd.com/aiche_
shades_gray_quality_by_design/
FDa’s Strategic plan for regulatory Science emphasizes QbDhttp://www.pharmaqbd.com/fda_
strategic_plan_regulatory_science/
FDa and eMa Start Quality by Design pilot
http://www.ipec-europe.org/newslet-
ter.asp?nlaid=176&nlid=13
QbD for analytical Methods: elaine Morefield explores
http://www.pharmaqbd.com/qbd_
for_analytical_methods_perspectives/
Figure 3. The Design Process: Integration of Development and Manufacturing
Time
ProductDefinition
ManufacturingDevelopment
ProductDevelopment
Continuous Improvement
“Voiceof the
Customer”Clearly
Defined
“ProductSpace”Clearly
Defined
“ManufacturingSpace”Clearly
Defined
Crucial interaction between functional silos
Figure 4. The Design Process: Another View
Qualitative Q
uantitative
Voiceof the
Customer
CustomerRequirements
QualityCharacteristics
QualityAttributes
PerformanceTargets
Product Definition
Prod
uct D
evelo
pmen
t
Man
ufac
turin
g De
velo
pmen
t
Initial Development
Process Definition
Unit Operation CQAs
Unit Operation CCPs
Overal CQAs, CCPs, and
Process Trajectories
InitialProductSpace
CustomerQuality
Requirements
Figure 2. Spiral of Improving Quality
ImprovingQuality
And so on . . .
RevisedProductDesign
CustomerProduct
Evaluation
ProductDesign
ProductMarketed
New CustomerQuality
Requirements
ProductMarketed
Figure 1. Juran’s QbD vs. Pharmaceutical QbD
ThinkingAboutQuality
Planning
StrategicQuality
Planning
ProvideMeasurement
DepartmentalQuality
Planning
Multi-FunctionalQuality
Planning
EstablishQualityGoals
DevelopProcess
Features
DevelopProcessControls
DetermineCustomer
Needs
IdentifyCustomers
DevelopProductFeatures
Planning
mentalitying
EstablishQualityGoals
DeveProc
Featu
QualityPlanning
rtmualnni
elocesure
Identify
PharmmamhPhPP
QbDQbDQbD
FinalManufacturing
Space
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reimagining Qbd 2012 15
back to Juran & Deming

Juran’s 11 areas can be simplistically put into three clusters. The first is associated with the design process and includes:• Identifying Customers• Determining Customer Needs• Developing Required Product Features
The second is associated with the quality process within all the operating sections of the facility:• Preparing for Quality Planning• Strategic Quality Planning• Multifunctional (Cross-departmental) Quality Planning• Departmental Quality Planning• Establishing Quality Goals
And the final cluster has to do with the actual manufac-turing process:• Developing the Process Features• Establishing Process Measurements• Developing Process Controls
It is immediately apparent just from these starting points that in Juran’s world, quality results from a highly sophisticated planning exercise in which all possible contributors (positive and negative) to the quality of the product are considered at the earliest stage.
raDical changeThe question then becomes, how do we put the ship on the correct course so that product development will genu-inely deliver high quality products and processes? There are a number of basics which need to be changed before QbD (or even pQbD) can work effectively. These are:
1. The industry needs to treat regulatory requirements as a minimum standard for entering the marketplace, not as an acceptable standard for the consumer.
2. The industry needs to apply consumer quality require-ments for the product as the rule rather than as the exception.
3. Product quality needs to become a competitive differ-
Success in today’s market comes down to predictability – getting to market fast, on-time and without errors.
For 50 years Tunnell has been a premier consulting firm. Our expertise in Life Sciences includes:
QbD / PAT
Process Improvement
Quality / Compliance
Operational Improvement
Business Transformation
Technical Risk Mitigation
tunnellconsulting.com
back to Juran & Deming

entiator, not simply a requirement to enter the market.4. In support of 3, the industry needs to seriously consider
making product quality information available to the consumer as a requirement.
These changes will give rise to an environment where improved product quality becomes a virtuous spiral as shown in Figure 2.
Juran’s Quality by Design could genuinely help the industry to move forward and take the next big step towards achieving product quality that is world class. Will it happen in the current environment? The chances are that it will not—partly because the current pQbD is acting as a distraction and is not capable of moving the industry forward significantly, and partly because the industry itself is too focused on what is happening inside the industry to recognize that the changes in the world around it have left it crawling in the slow lane and threaten to leave it for dead.
There have been many initiatives from industry and regulators alike which have promised much, but eventually failed to deliver the necessary changes. Internally, there are many ways in which the industry and regulators could make significant changes if they
looked to the outside world without the blinders of the last 40 years. However, if this fails (or more accurately, if industry and regulators do not work hand-in-hand to make this happen!), then the risk is that change will be imposed from outside by a world which is growing increasingly unhappy with the perceived quality of the products in its pharmacies. These changes will be much harder on the industry, but may be the only way forward in the end. Changes already suggested elsewhere include:• allowing pharmaceutical companies to compete directly
on the basis of quality. It is clear from the general mar-ket that consumers differentiate products on the basis of quality. If this information is available for drugs, then consumers can make an informed choice, and compa-nies wanting to maximize market share will need to also maximise quality.
• requiring regulators to set progressively increasing quality targets as part of the drug approval. This is a large stick used to impose change.
• requiring drug prices to be decreased year-on-year after initial approval (at a rate which could realistically be compensated by ongoing improvements in quality and efficiency.) This assumes that pharmaceutical companies make improvements and that consumers can take a price reduction automatically on that basis.
• finally and most radically, separating the process of drug development and drug manufacture, and re-quiring that developers license to the highest quality manufacturer.
None of these are pretty options, but they should warn us that the quality gap between delivery and expectation is getting progressively wider. Quality by Design needs to become a mechanism by which it becomes possible to deliver significantly improved quality product to the consumer, not simply another way of meeting internal regulatory requirements which makes little or no difference to the man or woman in the street.
The final words go once again to William Edwards Deming: “Change is not mandatory; neither is survival.”
about the authorGawayne Mahboubian-Jones currently works for Philip Morris In-ternational as Program Manager—Excellence in Science and Design. His primary responsibilities in this role are the implementation of QbD and PAT.
Figure 3. The Design Process: Integration of Development and Manufacturing
Time
ProductDefinition
ManufacturingDevelopment
ProductDevelopment
Continuous Improvement
“Voiceof the
Customer”Clearly
Defined
“ProductSpace”Clearly
Defined
“ManufacturingSpace”ClearlyDefined
Crucial interaction between functional silos
Figure 4. The Design Process: Another View
Qualitative Q
uantitative
Voiceof the
Customer
CustomerRequirements
QualityCharacteristics
QualityAttributes
PerformanceTargets
Product Definition
Prod
uct D
evelo
pmen
t
Man
ufac
turin
g De
velo
pmen
t
Initial Development
Process Definition
Unit Operation CQAs
Unit Operation CCPs
Overal CQAs, CCPs, and
Process Trajectories
InitialProductSpace
CustomerQuality
Requirements
Figure 2. Spiral of Improving Quality
ImprovingQuality
And so on . . .
RevisedProductDesign
CustomerProduct
Evaluation
ProductDesign
ProductMarketed
New CustomerQuality
Requirements
ProductMarketed
Figure 1. Juran’s QbD vs. Pharmaceutical QbD
ThinkingAboutQuality
Planning
StrategicQuality
Planning
ProvideMeasurement
DepartmentalQuality
Planning
Multi-FunctionalQuality
Planning
EstablishQualityGoals
DevelopProcess
Features
DevelopProcess
Controls
DetermineCustomer
Needs
IdentifyCustomers
DevelopProductFeatures
Planning
mentalitying
EstablishQualityGoals
DeveProc
Featu
QualityPlanning
rtmualnni
elocesure
Identify
PharmmamhPhPP
QbDQbDQbD
FinalManufacturing
Space
Pharmaceutical manufacturing • www.Pharmamanufacturing.com reIMagInIng Qbd 2012 17
back to Juran & Deming

18 reIMagInIng Qbd 2012 Pharmaceutical manufacturing • www.Pharmamanufacturing.com
key QbD guiDance DocumentS
• ICH Q8(R2): Pharmaceutical Development• ICH Q9: Quality Risk Management• ICH Q10: Pharmaceutical Quality System• ICH Q11: Development and Manufacture of Drug
Substances (Concept Paper)• FDA: Pharmaceutical cGMPs for the 21st Cen-
tury – A Risk-Based Approach• FDA: PAT — A Framework for Innovative Phar-
maceutical Development, Manufacturing, and Quality Assurance
• FDA: Quality Systems Approach to Pharmaceu-tical CGMP Regulations
• FDA: Process Validation: General Principles and Practices (Final Guidance)
important publiSheD QbD caSe StuDieS
• “ACE Tablets” Pharmaceutical Development Case Study
• A-Mab: A Case Study in Bioprocess Development
• “Sakura Tablet” Case Study Materials (NIHS, Japan)
• EFPIA Draft Mock P2 Document for “Examplain” Hydrochloride (2006)
• Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms
• Quality by Design for ANDAs: An Example for Modified-Release Dosage Forms
guiDance & case stuDies