Embed Size (px)
Citation preview

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Research Article
DRILLING OF NATURAL FIBER PARTICLE REINFORCED
POLYMER COMPOSITE MATERIAL D. Chandramohan
* K.Marimuthu
Address for Correspondence Ph.D., Research Scholar, Department of Mechanical Engineering, Anna University of Technology-
Coimbatore,Coimbatore, Tamilnadu, India
Associate Professor, Department of Mechanical Engineering, Coimbatore Institute of Technology-
Coimbatore, Tamilnadu, India
Abstract An effort to utilize the advantages offered by renewable resources for the development of biocomposite materials based on
biopolymers and natural fibers has been made through fabrication of Natural fiber powdered material (Sisal (Agave sisalana),
Banana (Musa sepientum), and Roselle (Hibiscus sabdariffa)) reinforced polymer composite plate material by using bio epoxy
resin. The present work focuses on the prediction of thrust force and torque of the natural fiber reinforced polymer composite
materials, and the values, compared with the Regression model and the Scheme of Delamination factor / zone using machine
vision system, also discussed with the help of Scanning Electron Microscope [SEM]. The Electron Dispersive X-Ray Thermo
detector [EDX] machine Model was used to study the composition of the microstructure of composites specimens.
KEY WORDS: Natural fibers, Bio epoxy resin, Thrust force, Torque, Regression Model, SEM, EDX
1. INTRODUCTION
A judicious combination of two or more materials
that produces a synergistic effect. Composites:
materials, usually man-made, that are a three-
dimensional combination of at least two chemically
distinct materials, with a distinct interface separating
the components, created to obtain properties that cannot
be achieved by any of the components acting alone.
Composites are combinations of two materials in which
one of the materials, called the reinforcing phase, are in
the form of fibers, sheets, or particles, and are
embedded in the other materials called the matrix
phase. The reinforcing material and the matrix material
can be metal, ceramic, or polymer. Typically,
reinforcing materials are strong with low densities
while the matrix is usually a ductile, or tough, material.
If the composite is designed and fabricated correctly, it
combines the strength of the reinforcement with the
toughness of the matrix to achieve a combination of
desirable properties not available in any single
conventional material. The downside is that such
composites are often more expensive than conventional
materials. Examples of some current application of
composites include the diesel piston, brake shoes and
pads, tires and the Beechcraft aircraft in which 1800%
of the structural components are composites.
A material system composed of two or more physically
distinct phases whose combination produces aggregate
properties that are different from those of its
constituents.
2. PREVIOUS RESEARCH
2.1 STUDIES IN INDIA
N.S. Mohan, A. Ramachandra and S.M. Kulkarni
(2005) presented a paper on the title: ‘Influence of
process parameters on cutting force and torque during
drilling of glass–fiber polyester reinforced composites’
The authors observed that specimen thickness, feed
rate, speed and diameter are significant parameters of
cutting thrust. Further by the observation interaction
among the parameters, the combined effect of thickness
and drill size, feed and drill size are more significant
than any other combination influence on average S/N
response for cutting thrust. Among the thrust significant
parameters, speed and drill size are more significant
than the specimen thickness and the feed rate. Among
the torque significant parameters, specimen thickness
and drill size are more significant than the specimen
speed and the feed rate. Among process parameters,
thickness and drill size is more dominant factor together
than any other combination for torque characteristic. It
is also observed that the minimum torque observed in
the smaller specimen thickness region.
K. Palanikumar and J. Paulo Davim (2006)
presented a paper on the title: ‘Mathematical model to
predict tool wear on the machining of glass fibre
reinforced plastic composites’. In their work a
mathematical model has been developed to predict the
tool wear on the machining of GFRP composites using
statistical analysis in-order-to study the main and
interaction effects of machining parameters namely
cutting speed, work piece (fibre orientation) angle,
depth of cut and feed rate. This technique is convenient
to predict the effects of different influential
combinations of machining parameters by conducting
minimum number of experiments. Cutting speed was
the factor, which has great influence on tool wear,
followed by feed rate. The accuracy of the developed
model can be improved by including more number of
parameters and levels.
2.2 STUDIES IN ABROAD
Paul Wambua, Jan Ivens and Ignaas Verpoest
(2003) presented a paper on ‘Natural fibres: can they
replace glass in fibre-reinforced plastics?’ They tested
and compared the mechanical properties of the different
natural fibre composites. In most cases the specific
properties of the natural fibre composites were found to
compare favourably with those of glass. They suggested
that the tensile strength and modulus increases with
increasing fibre volume fraction. Among all the fibre
composites tested, coir reinforced polypropylene
composites registered the lowest mechanical properties
whereas hemp composites showed the highest.
However, coir composites displayed higher impact
strength than jute and kenaf composites.

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
S. Panthapulakkal, A. Zereshkian and M. Sain
(2006) presented a paper on ‘Preparation and
characterization of wheat straw fibers for reinforcing
application in injection molded thermoplastic
composites’. They prepared wheat straw fibres by
chemical and mechanical processes and were
characterized for their potential to reinforce
thermoplastics for manufacturing structural composite
materials. Fibers were characterized with respect to
their chemical constituents, surface morphology, and
physical, mechanical and thermal properties. Fibers
prepared by chemical process were free from surface
irregularities and showed better mechanical properties.
Thermal properties showed the suitability of the
processing of wheat straw fibers with thermoplastic
polyolefins.
Craig M. Clemons and Daniel F. Caulfield (1994)
presented a paper on “Natural fibers”. The aim of their
study is to present a various properties, availability,
chemical contents, dimensions, and various applications
of the natural fiber reinforced composites.
M. Zampaloni, F. Pourboghrat, S.A. Yankovich
(2007) done a research on ‘Roselle natural fiber
reinforced polypropylene composites: A discussion on
manufacturing problems and solutions’ was carried out
to suggest the optimum method of manufacturing the
Roselle reinforced composite materials.
A.M. Abrao, P.E. Faria, J.C. Campos Rubio, P. Reis
and J. Paulo Davim (2006) presented a paper on
‘Drilling of fiber reinforced plastics: A review’ the
paper aims to present a literature survey on the drilling
operation of glass and carbon fibre reinforced plastics
(GFRP and CFRP respectively). Attention will be
focused on tool material and geometry and their effect
on the damage caused on the hole produced, thrust
force and torque and related parameters (power and
specific cutting pressure).
The principal factors used to evaluate the performance
of the process are undoubtedly the damage caused at
the drill entry or exit and the roughness on the wall of
the hole produced. In spite of the fact that this damage
is frequently measured in terms of delamination,
techniques employed to measure the effect of the
cutting parameters cutting speed and feed rate on this
damage differ considerably: while a group of
researchers tend to measure the damage directly (using
parameters such as damage width, delaminated area or
delamination factor), a second group of authors
measure the damage indirectly through thrust force,
torque or power.
U.A. Khashaba, M.A. Seif and M.A. Elhamid (2006)
presented a paper on ‘Drilling analysis of chopped
composites’. The main objective of the present study is
to investigate the effects of the cutting variables, speed
and feed, on the thrust force, torque, and delamination
in drilling chopped composites with different fiber
volume fractions. Based on the results from this
investigation, empirical formulas are developed.
Although it is known that the thrust force and torque
increases with the increase of the feed, this work
provides quantitative measurements of such
relationships for the present composite materials. On
the other hand, increasing the cutting speed reduces the
thrust force and the torque. Empirical formulas that
determine the cutting forces based on fiber volume
fractions, feeds, and speeds are obtained using
multivariable linear regression analysis.
C.C. Tsao and H. Hocheng (2007) presented a paper
on Title: ‘Evaluation of Thrust Force and Surface
Roughness in Drilling Composite Material Using
Taguchi Analysis and Neural Network’. An
experimental approach to the evaluation of thrust force
and surface roughness produced by candlestick drill
using regression analysis of experiments and RBFN
were proposed in their study. The authors found the
feed rate and the drill diameter are recognized the most
significant factors affecting the thrust force, while the
feed rate and spindle speed are seen to make the largest
contribution to the surface roughness. In the
confirmation tests, RBFN is demonstrated more
effective than multi-variable regression analysis for the
evaluation of drilling-induced thrust force and surface
roughness in drilling of composite material.
Marta Fernandes and Chris Cook (2006) presented a
paper on ‘Drilling of carbon composites using a one
shot drill bit - Part II: empirical modeling of maximum
thrust force’. It has been shown that Shaw’s simplified
equations can be used to provide good estimates of
maximum thrust force and torque for drilling of carbon
composites using a new ‘one shot’ drill bit. It has also
been shown that Shaw’s equation for thrust force does
not hold for older drill bits and has to be corrected for
the effect of tool wears. Furthermore, the tool wear
correction is dependent on the thickness of the work
piece. A mathematical model has been developed which
successfully estimates maximum thrust force and torque
produced during drilling of carbon fibre using a one-
shot drill bit.
S.C. Lin and IK. Chen (2005) presents a paper on the
title: ‘Drilling carbon fiber-reinforced composite
material at high speed’. A series of experiments were
conducted to study the effects of cutting speed as wel1
as other cutting parameters on drilling characteristics,
including cutting forces and tool wear when drilling
carbon fiber-reinforced composite materials at high
speed. Based on the experimental results, the authors
concluded that the average thrust force increases as
cutting speed increases for both multifacet dril1 and
twist drill. Tool wear is one of the major reasons for
these changes in force. Tool wear is mainly affected by
cutting speed and drilled length within the range
examined. Tool wear increases significantly as cutting
speed increases. Therefore, more suitable tool materials
should be adopted for cutting carbon fiber-reinforced
composite materials at such high speeds.
3. MATERIALS AND METHODS
Composite preparation
Materials Used
The specimen used in this study is a cylindrical rod of
60x40 mm made of natural fiber reinforced composite
material. The composite is made of natural fibers.
Commercially available natural fibers are taken.

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
The materials used in this project are (as shown in fig
5.1 Specimens arranged in Left to Right 1, 2, 3, listed
below)
1. Banana fibre reinforced composite
2. Sisal fibre reinforced composite
3. Roselle fibre reinforced composite
Fig 3.1 Specimens (60x40 mm)
FABRICATION OF COMPOSITES
The natural fibre reinforced composites are fabricated
using mould method. The design of mould is shown in
figure 4.1. General-purpose polyester resin is used as a
matrix.
Chemical Treatment
• The fibers are cut to the required size of 1 cm.
• Then the fibers are cleaned normally in clean
running water and dried.
• A glass beaker is taken and 6% NaOH is
added and 80% of distilled water is added and
a solution is made.
• After adequate drying of the fibers in normal
shading for 2 to 3 hours the fibers are taken
and soaked in the prepared NaOH solution.
• Soaking is carried out for different time
intervals depending upon the strength of fiber
required.
• For our project the fibers are soaked in the
solution for three hours.
• After the soaking process is complete the
fibers are taken out and washed in running
water and dried for another 2 hours.
• Now the fibers are taken for the next
fabrication process namely the
PROCASTING process.
Advantages of chemical treatment
• First and foremost chemical treatment with
NaOH will remove moisture content from the
fibers thereby increasing its strength.
• Secondly the chemical treatment also enhances
the flexural rigidity of the fibers.
• Thirdly this treatment clears all the impurities
that are adjoining with the fiber material and
also stabilizes the molecular orientation.
• Manufacturing process
• A mould of 60 mm length and 40 mm
diameter and is created using GI sheet mould.
• An OHP Sheet is taken and Releasing agent is
applied over it and fitted with the inner side of
the mould and allowed to dry it.
• A glass beaker and a glass rod or a stirrer is
taken and cleaned well with running water and
then with warm water.
• Then calculated quantity of PMMA Resin is
added and measured quantity of Accelerator is
added and the mixture is stirred for nearly 15
minutes.
• The reason behind this stirring is to create a
homogeneous mixture of resin and accelerator
molecules.
• Then after the mixing is over, calculated
quantity of fibers are added and stirring
process is continued for the next 45 minutes.
• After the complete mixing of fiber and resin
materials is over measured quantity of catalyst
is added and stirred for a short while.
• Then the mixture is poured into the mould and
rammed mildly for uniform settlement.
• Then the mould is allowed to solidify for
nearly 3 to 4 hours.
Figure 3.2 Classifications of Natural Fibres

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Table 3.1 Properties of Natural fibres
EXPERIMENTAL SETUP
A number of drilling experiments are carried out on a
CNC machining center (Maxmill) using HSS twist
drills for the machining of natural fibre reinforced
polyester composites. A two-component drill tool
dynamometer is used to record the thrust force and
torque. Conventional high-speed steel twist drills are
used as much as cemented tungsten carbide drills.
Tool geometry is a relevant aspect to be considered in
drilling of fibre-reinforced plastics, particularly when
the quality of the machined hole is critical.
FACTORIAL DESIGN
A 33 full factorial design with a total of 27
experimental runs are carried out. The thrust force
and torque were the response variables recorded for
each run. The effect of the machining parameters is
another important aspect to be considered. It can be
seen that cutting speeds from 20 to 60 m/min are
usually employed, whereas feed rate values lower
than 0.3 mm/rev are frequent. Cutting speed is not a
limiting factor when drilling polymeric composites,
particularly with hard metals, therefore, the use of
cutting speeds below 60 m/min may be explained by
the maximum rotational speed of conventional
machining tools, since drill diameters above 10mm
are rarely reported. Another reason for keeping
cutting speeds below 60 m/min may reside in the fat
that higher cutting speed values lead to higher cutting
temperature, which in turn may cause the softening of
the matrix. The use of feed rates below 0.3 mm/rev
may be associated to the delamination damage caused
when this parameter is increased. Table shows the
detail of variables used in the experiment.
Table 3.2 Assignment of the levels to the factors
Level Drill size,
d (mm)
Revolution,
n (rpm)
Feed rate,f
(mm/rev)
1 3 600 0.1
2 4 900 0.2
3 5 1200 0.3
PREDICTION TECHNIQUES
REGRESSION MODEL
The statistical tool, regression analysis helps to
estimate the value of one variable from the given
value of another. In regression analysis, there are two
types of variables. The variable whose value is
influenced or is to be predicted is called dependent
variable and the variable, which influences the values
or used for prediction is called independent variables.
The tool, regression can be extended to three or more
variables. If two variables are taken into account, then
it is called simple regression. The tool of regression
when extended to three or more variables is called
multiple regressions.
SPSS
SPSS (originally, Statistical Package for the Social
Sciences) was released in its first version in 1968.
SPSS is among the most widely used programs for
statistical analysis in social science. It is used by
market researchers, health researchers, survey
companies, government, education researchers,
marketing organizations and others. In addition to
statistical analysis, data management (case selection,
file reshaping, creating derived data) and data
documentation (a metadata dictionary is stored with
the data) are features of the base software.
Statistics included in the base software:
• Descriptive statistics: Cross tabulation,
Frequencies, Descriptives, Explore,
• Descriptive Ratio Statistics
• Bivariate statistics: Means, t-test, ANOVA,
Correlation (bivariate, partial, distances),
Nonparametric tests.
• Prediction for numerical outcomes: Linear
regression
• Prediction for identifying groups: Factor
analysis, cluster analysis (two-step, K means,
hierarchical), Discriminant
Statistical output is to a proprietary file format (*.spo
file, supporting pivot tables) for which, in addition to
the in-package viewer, a stand-alone reader is
provided. The proprietary output can be exported to
text or Microsoft Word. Alternatively, output can be
captured as data (using the OMS command), as text,
tab-delimited text, HTML, XML, SPSS dataset or a
variety of graphic image formats (JPEG, PNG, BMP
and EMF).
Regression equations:
Thrust = k * d a * n b * f c
Torque = k * d a * n b * f c
Wear = k * d a * n b * f c
Where
d = Drill diameter in mm
n = Speed in rpm
f = Feed rate in mm/rev
a, b & c = Regression constants
Density Water
absorption
Modulus of
Elasticity
Fibre Type
Kg/m3 % E(GPa)
Tensile Strength
(MPa)
Sisal 800-700 56 15 268
Roselle 800-750 40-50 17 170-350
Banana 950-750 60 23 180-430
Date Palm 463 60-65 70 125-200
coconut 145-380 130-180 19-26 120-200
Reed 490 100 37 70-140

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Table 3.3 Regression equations for thrust force Material Thrust force R2
Sisal 1.479916792 X d ^ 1.695179761 X n ^ 0.218422665 X f ^ 0.927436761 0.93614
Banana 3.072028878 X d ^ 1.347046253 X n ^ 0.233186110 X f ^ 0.886143709 0.89341
Roselle 3.023946833 X d ^ 1.094546824 X n ^ 0 .324203073 X f ^ 0.951921753 0.88378
Table 3.4 Regression equations for torque Material Thrust force R2
Sisal 2.849305728 X d ^ 1.099468559 X n ^ -.066603083 X f ^ 0.962428131 0.87688
Banana 2.187147307 X d ^ 1.138389699 X n ^ -.037946866 X f ^ 1.061918604 0.88161
Roselle 1.534106581 X d ^ 1.348045235 X n ^ -.09453993 X f ^ 0.772847627 0.88963
DELAMINATION
The advantage of the composite materials over
conventional materials is that they possess high specific
strength, stiffness, and fatigue characteristics, which
enable structural design to be more versatile. Owing to
the inhomogeneous and anisotropy nature of composite
materials, their machining behavior differs in many
respects from metal machining. In recent years,
customer requirements have put greater emphasis on
product development, with new challenges to
manufacturers, such as machining techniques.
Machining of composite materials requires the need for
better understanding of cutting process with regard to
accuracy and efficiency. Though near net shape process
have gained a lot of attention, more intricate products
need secondary machining to achieve the required
accuracy.
Induced delamination occurs both at the entry and exit
planes of the work piece. These delaminations could be
correlated to the thrust force during the approach and
exit of the drill. Delamination is one of the major
concerns in drilling holes in composite materials. To
understand the effects of the process parameters on
delamination, numerous experiments have to be
performed and analyzed mathematical models have to
be built on the same. Modeling of the formation of
delamination is highly complex and expensive. Hence,
statistical approaches are widely used over the
conventional mathematical models.
Types of Delamination
Peel-up Delamination
Peel-up occurs at the entrance plane of the work piece.
This can be explained as follows. After cutting, the
edge of the drill makes contact with the laminate, and
the cutting force acting in the perpendicular direction is
the driving force for delamination. It generates a
peeling force in the axial direction through the slope of
the drill flute, which results in separating the laminas
from each other forming a delamination zone at the top
surface of the laminate, which mainly depends on speed
and point angle.
Push-down Delamination
Push out is the delamination mechanism occurring as
the drill reaches the exit side of the material and can be
explained as follows. As the drill approaches the end,
thickness of the uncut chip gets smaller and resistance
to deformation decreases. At some point, the thrust
force exceeds the interlaminar bond strength and
delamination occurs. This happens before the laminate
is completely penetrated by the drill, and mainly
depends on the feed rate and drill diameter.
Procedure to calculate the value of delamination
factor:
• Drilling was done in the CNC MAXMILL for
three different drill diameters of 3, 4, and 5
mm, respectively.
• Then, the job was placed in the MACHINE
VISION system to capture the digital image of
the hole drilled. This was done by using
different zoom factors (11x, 67x, 22x, 134x).
Procedure to calculate the value of delamination
factor:
• Drilling is done in the CNC MAXMILL for
three different drill diameters of 3mm, 4mm,
and 5mm respectively.
• Then the job is placed in the MACHINE
VISION system to capture the digital image of
the hole drilled. This is done by using various
zoom factors (11x, 67x, 22x, 134x).
• A circle was drawn using the draw tool
available in the RAPID-I software for both
maximum diameter and nominal diameter.
• From the values of Dmax and Dnom,
delamination factor was calculated using the
following formula:
(Fd ) = Dmax/Dnom ----- (1)
The first part of the equation represents the size of the
crack contribution and the second part represents the
damage area contribution.
Fda = α (Dmax / Dnom) + β (Amax / Anom) ----- (2)
Where, Amax – Maximum area related to the maximum diameter of the
delamination zone.
Anom – Area of the nominal hole.
In this work,
α = (1- β), ----- (3)
β = Amax / (Amax - Anom). ----- (4)
Fda = (1- β)*Fd + ((Amax / (Amax - Anom)*(Fd2- Fd))
----- (5)
Calculations
Delamination factors,
Delamination factor (Fd ) = Dmax/Dnom ----- (6)
Where, Dmax – Maximum diameter corresponding to the Delamination zone.
Dnom – Nominal diameter.
Adjusted Delamination factor
(Fda) = Fd + {(Ad/ (Amax-Ao)) ( Fd2- Fd)} -----(7)
Where, Fda – Adjusted Delamination factor.

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Fd – Delamination factor.
Ad – Area of the Delamination zone.
Ao – Nominal area.
SCANNING ELECTRON MICROSCOPE
Introduction
The Scanning Electron Microscope (SEM) is a type of
Electron microscope that images the sample surface by
scanning it with a high-energy beam of electrons in a
raster scan pattern. The electrons interact with the
atoms that make up the sample producing signals that
contain information about the samples surface
topography, composition and other properties such as
electrical conductivity. SEM can produce very high-
resolution images of a sample surface, revealing details
about less than 2 to 5 nm in size. Due to the very
narrow electron beam, SEM micrographs have a large
depth of fielding a characteristic three-dimensional
appearance useful for understanding the surface of a
structure of a sample. For conventional imaging in the
SEM, specimens must be electrically conductive, at
least at the surface, and electrically grounded to prevent
the accumulation of electrostatic charge at the surface.
Metal objects require little special preparation for SEM
except for cleaning and mounting on a specimen stub.
Nonconductive specimens tend to charge when scanned
by the electron beam, and especially in secondary
electron imaging mode, this causes scanning faults and
other image artifacts. They are therefore usually coated
with an ultrathin coating of electricially conducting
material, commonly gold, deposited on the sample
either by low vacuum sputter coating or by high
vacuum evaporation. Conductive materials in current
use for specimen coating include gold, gold/palladium
alloy, platinum, osmium, iridium, tungsten, chromium
and graphite. Coating prevents the accumulation of
static electric charge on the specimen during electron
irradiation. The image may be captured by photography
from a high resolution cathode ray tube, but in modern
machines is digitally captured and displayed on a
computer monitor and saved to a computers hard disc.
All samples must also be of an appropriate size to fit in
the specimen chamber and are generally mounted
rigidly on a specimen holder called a specimen stub.
Several models of SEM can examine any part of a 6-
inch (25cm) semiconductor wafer, and some can tilt an
object of that size to 45°.
Specification of SEM Make : Hitachi
Acc voltage : 0.3 to 30kv
Magnification :5x to 3,0000x
Resolution : 3.0nm (30kv HV mode)
:10nm (3kv HV mode)
:40nm (30kv LV mode)
Standard detection : SE, BSE
Vaccum system :MP/RP based
Specimen :Fully motorized, 100/50 XY movement
Coating unit :Ion sputter coated with gold target
Chamber viewing :IRCCD camera
Detector system : LN2 Free peltier cooled, 139ev
Electron Dispersive X-Ray Thermo detector
The EDX machine Model Hitachi S-3000N was used to
study the composition of the microstructure of
composites specimens.
4. RESULTS
Table 4.1 Comparison results of Sisal Thrust force and Torque Drill dia Speed Feed Thrust Torque (RM) (RM)
Thrust Torque Sl. No. (mm) (rpm) (mm/rev) (N) (N-m)
(N) (N-m)
1 3 300 0.1 3.86 0.71 3.91441 0.711061
2 3 600 0.1 4.49 0.67 4.554262 0.67898
3 3 900 0.1 4.91 0.66 4.976 0.66089
4 3 300 0.2 7.34 1.38 7.444792 1.385564
5 3 600 0.2 8.54 1.31 8.661723 1.323052
6 3 900 0.2 9.34 1.28 9.463824 1.287801
7 3 300 0.3 10.7 2.03 10.84341 2.046924
8 3 600 0.3 12.45 1.94 12.61589 1.954574
9 3 900 0.3 13.6 1.89 13.78415 1.902497
10 4 300 0.1 6.29 0.97 6.374702 0.975603
11 4 600 0.1 7.32 0.93 7.416716 0.931587
12 4 900 0.1 7.99 0.9 8.103525 0.906766
13 4 300 0.2 11.96 1.89 12.12401 1.901047
14 4 600 0.2 13.92 1.8 14.10581 1.815278
15 4 900 0.2 15.2 1.75 15.41204 1.766912
16 4 300 0.3 17.42 2.79 17.65874 2.808458
17 4 600 0.3 20.27 2.66 20.54525 2.681751
18 4 900 0.3 22.14 2.59 22.4478 2.610299
19 5 300 0.1 9.18 1.24 9.305501 1.246874
20 5 600 0.1 10.68 1.18 10.82659 1.19062
21 5 900 0.1 11.67 1.15 11.82916 1.158897
22 5 300 0.2 17.46 2.41 17.69808 2.429642
23 5 600 0.2 20.31 2.3 20.59102 2.320026
24 5 900 0.2 22.19 2.24 22.4978 2.258211
25 5 300 0.3 25.43 3.56 25.77743 3.589364
26 5 600 0.3 29.59 3.4 29.99103 3.427425
27 5 900 0.3 32.33 3.31 32.76828 3.336105

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Table 4.2 Comparison results of Banana Thrust force and Torque
Drill dia Speed Feed Thrust Torque (RM) (RM)
Thrust Torque Sl. No. (mm) (rpm) (mm/rev) (N) (N-m)
(N) (N-m)
1 3 300 0.1 6.5 0.53 6.631568 0.53347
2 3 600 0.1 7.64 0.51 7.794931 0.519622
3 3 900 0.1 8.4 0.5 8.567898 0.511688
4 3 300 0.2 12.02 1.1 12.25666 1.113729
5 3 600 0.2 14.13 1.07 14.40682 1.084817
6 3 900 0.2 15.53 1.05 15.83544 1.068254
7 3 300 0.3 17.21 1.69 17.55554 1.713067
8 3 600 0.3 20.23 1.65 20.63528 1.668596
9 3 900 0.3 22.24 1.62 22.68153 1.643119
10 4 300 0.1 9.58 0.73 9.770449 0.740183
11 4 600 0.1 11.26 0.71 11.48446 0.720968
12 4 900 0.1 12.38 0.7 12.62329 0.70996
13 4 300 0.2 17.71 1.52 18.05803 1.545285
14 4 600 0.2 20.81 1.48 21.22591 1.50517
15 4 900 0.2 22.88 1.46 23.33073 1.482188
16 4 300 0.3 25.36 2.34 25.865 2.376858
17 4 600 0.3 29.81 2.28 30.40245 2.315155
18 4 900 0.3 32.76 2.25 33.41724 2.279807
19 5 300 0.1 12.94 0.94 13.19644 0.954247
20 5 600 0.1 15.21 0.92 15.51146 0.929475
21 5 900 0.1 16.72 0.9 17.04962 0.915283
22 5 300 0.2 23.91 1.96 24.39005 1.992187
23 5 600 0.2 28.11 1.91 28.66874 1.94047
24 5 900 0.2 30.9 1.88 31.51162 1.910842
25 5 300 0.3 34.25 3.02 34.93452 3.064253
26 5 600 0.3 40.26 2.94 41.06301 2.984706
27 5 900 0.3 44.25 2.9 45.13494 2.939134
Table 4.3 Comparison results of Roselle Thrust force and Torque
Drill dia Speed Feed Thrust Torque (RM) (RM)
Thrust Torque Sl. No. (mm) (rpm) (mm/rev) (N) (N-m)
(N) (N-m)
1 3 300 0.1 7.12 0.63 7.14454 0.663746
2 3 600 0.1 8.91 0.59 8.944769 0.621645
3 3 900 0.1 10.16 0.56 10.20137 0.598267
4 3 300 0.2 13.77 1.07 13.82074 1.134103
5 3 600 0.2 17.23 1 17.30319 1.062168
6 3 900 0.2 19.66 0.96 19.73401 1.022222
7 3 300 0.3 20.25 1.46 20.33089 1.551473
8 3 600 0.3 25.35 1.37 25.45372 1.453064
9 3 900 0.3 28.91 1.32 29.02957 1.398418
10 4 300 0.1 9.75 0.92 9.788712 0.978194
11 4 600 0.1 12.21 0.86 12.2552 0.916148
12 4 900 0.1 13.92 0.83 13.97686 0.881694
13 4 300 0.2 18.86 1.58 18.93575 1.671381
14 4 600 0.2 23.61 1.47 23.70704 1.565367
15 4 900 0.2 26.93 1.42 27.03751 1.506498
16 4 300 0.3 27.74 2.16 27.85529 2.286479
17 4 600 0.3 34.74 2.02 34.87406 2.141449
18 4 900 0.3 39.62 1.94 39.77332 2.060915
19 5 300 0.1 12.45 1.25 12.49678 1.321491
20 5 600 0.1 15.58 1.17 15.64563 1.23767
21 5 900 0.1 17.77 1.12 17.84359 1.191125
22 5 300 0.2 24.08 2.13 24.17437 2.257951
23 5 600 0.2 30.15 1.99 30.26565 2.114731
24 5 900 0.2 34.38 1.92 34.5175 2.035202
25 5 300 0.3 35.42 2.91 35.56151 3.088917
26 5 600 0.3 44.35 2.73 44.52204 2.89299
27 5 900 0.3 50.58 2.62 50.77669 2.784192

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Table 4.4 Delamination Factor (Banana) for d=3mm
Table 4.5 Delamination Factor (Banana) for d=4mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.235 2.0778
2 0.1 900 1.23 2.0345
3 0.1 1200 1.225 2.0446
4 0.2 600 1.17 1.9081
5 0.2 900 1.16 1.8826
6 0.2 1200 1.155 1.87
7 0.3 600 1.035 1.5798
8 0.3 900 1.0275 1.5625
9 0.3 1200 1.01 1.5226
Table 4.6 Delamination Factor (Banana) for d=5mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.188 1.95431
0.1 900 1.184 1.94398
3 0.1 1200 1.178 1.92855
4 0.2 600 1.136 1.82233
5 0.2 900 1.128 1.80246
6 0.2 1200 1.124 1.79257
7 0.3 600 1.028 1.56369
8 0.3 900 1.022 1.54992
9 0.3 1200 1.008 1.51806
Table 4.7 Delamination Factor (Roselle) for d=3mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.188 1.95431
2 0.1 900 1.184 1.94398
3 0.1 1200 1.178 1.92855
4 0.2 600 1.136 1.82233
5 0.2 900 1.128 1.80246
6 0.2 1200 1.124 1.79257
7 0.3 600 1.028 1.56369
8 0.3 900 1.022 1.54992
9 0.3 1200 1.008 1.51806
Table 4.8 Delamination Factor (Roselle) for d=4mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.2825 2.20669
2 0.1 900 1.28 2.1998
3 0.1 1200 1.2775 2.19293
4 0.2 600 1.27 2.17237
5 0.2 900 1.265 2.15872
6 0.2 1200 1.2575 2.13834
7 0.3 600 1.21 2.01161
8 0.3 900 1.1835 1.94269
9 0.3 1200 1.16 1.88264
S.NO
FEED
(mm/rev)
SPEED
( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.31333 2.29257
2 0.1 900 1.30667 2.27385
3 0.1 1200 1.29667 2.24593
4 0.2 600 1.22667 2.05561
5 0.2 900 1.21333 2.02037
6 0.2 1200 1.20667 2.00287
7 0.3 600 1.04667 1.60691
8 0.3 900 1.03667 1.58368
9 0.3 1200 1.01333 1.53016

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Table 4.9 Delamination Factor (Roselle) for d=5mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.2282 2.05968
2 0.1 900 1.2264 2.0549
3 0.1 1200 1.2246 2.05013
4 0.2 600 1.216 2.02739
5 0.2 900 1.2112 2.01476
6 0.2 1200 1.2066 2.0027
7 0.3 600 1.628 1.88974
8 0.3 900 1.148 1.85235
9 0.3 1200 1.068 1.65707
Table 4.10 Delamination Factor (Sisal) for d=3mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.34167 2.37302
2 0.1 900 1.339 2.36539
3 0.1 1200 1.337 2.35967
4 0.2 600 1.29333 2.23666
5 0.2 900 1.28333 2.20899
6 0.2 1200 1.27 2.17237
7 0.3 600 1.16333 1.89109
8 0.3 900 1.15333 1.86578
9 0.3 1200 1.14 1.83231
Table 4.11 Delamination Factor (Sisal) for d=4mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.2475 2.11132
2 0.1 900 1.2425 2.09788
3 0.1 1200 1.2435 2.10056
4 0.2 600 1.22 2.03795
5 0.2 900 1.215 2.02476
6 0.2 1200 1.205 1.99851
7 0.3 600 1.16 1.88264
8 0.3 900 1.155 1.86999
9 0.3 1200 1.1525 1.86368
Table 4.12 Delamination Factor (Sisal) for d=5mm
S.NO FEED(mm/rev) SPEED( rpm )
DELAMINATON FACTOR
Fd Fda
1 0.1 600 1.32167 2.31608
2 0.1 900 1.315 2.29726
3 0.1 1200 1.30067 2.25708
4 0.2 600 1.26 2.14512
5 0.2 900 1.25 2.11806
6 0.2 1200 1.23667 2.08225
7 0.3 600 1.13 1.80742
8 0.3 900 1.12167 1.78681
9 0.3 1200 1.10833 1.75409
SCHEME OF DELAMINATION FACTOR USING MACHINE VISION SYSTEM
Fig 4.1 delamination zone Fig 4.2 delamination zone Fig 4.3 delamination zone
(for banana 4 mm dia) (for banana 3 mm dia) (for banana 4 mm dia)

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Fig 4.4 delamination zone Fig 4.5 delamination zone Fig 4.6 delamination zone
(for Roselle 3 mm dia) (for Roselle 4 mm dia) (for Roselle 5 mm dia)
Fig 4.7 delamination zone Fig 4.8 delamination zone Fig 4.9 delamination zone
(for Sisal 3 mm dia) (for Sisal 4 mm dia) (for Sisal 5 mm dia)
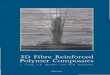
Fig.4.10. SEM of Banana Fig.4.11. SEM of Roselle Fig.4.12. SEM of Sisal
Live Time: 100.0 sec.
Acc.Voltage: 15.0 kV Take Off Angle: 35.0 deg.
Fig 4.15 Composition graph of Banana

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
Fig 4.16 Composition graph of Sisal
Fig 4.17 Composition graph of Roselle
CONCLUSION
Based on the experimental results obtained, the
following conclusions can be extracted:
Effect of Thrust Force
In general, the thrust and torque parameters will mainly
depend on the manufacturing conditions employed,
such as feed, cutting speed, tool geometry, machine
tool, and cutting tool rigidity. A larger thrust force
occurs for larger diameter drills and higher feed rates.
In other words, feed rate and drill diameter are
recognized as the most significant factors affecting the
thrust force. Worn-out drill may be one of the major
reasons for the drastic increase in the thrust force as
well as for the appearance of larger thrust forces when
using multifacet drill than those when using twist drill
at high cutting speed. Although tools are worn out
quickly and the thrust force increases drastically as
cutting speed increases, an acceptable hole entry and
exit is maintained. We found that the thrust force is
drastically reduced when the hole is predrilled to 0.4
mm or above. The thrust force increases with the
increase in fiber volume fraction. Although it is known
that the thrust force increases with the increase in the
feed, this study provided quantitative measurements of
such relationships for the present composite materials.
In general, increasing the cutting speed will decrease
the thrust force. This work has shown that the cutting
speed has an insignificant effect on the thrust force
when drilling at low feed values. At high feed values,
the thrust force decreases with an increased cutting
speed.
Effect of Torque
It can be observed that thrust force and torque increase
with the drill diameter and feed rate. By examining
these results, it can be concluded that the torque slightly
increases as the cutting speed increases. However, we
found that the increase in torque was much smaller than
that in thrust force, with the increasing cutting speed.
The average torque appearing when using a multifacet
drill was larger than that using the twist drill at low
drilling speed, and the average torque when using a
multifacet drill was smaller than that when using twist
drill at high drilling speed. It was noticed that the
average torque decreased as the drilled length increased
for twist drill. Furthermore, the effect of feed, speed,
and fiber volume fraction on the resulting torque in

International Journal of Advanced Engineering Research and Studies E-ISSN2249 – 8974
IJAERS/Vol. I/ Issue I/October-December, 2011/134-145
drilling the specimen was also observed. The results
indicate that the torque increases as the feed increases.
This increase is owing to the increasing cross-sectional
area of the undeformed chip. The results also indicate
that the torque increases with the increase in the fiber
volume fraction. Increasing fiber volume fraction
increases the static strength, and thus, the resistance of
the composite to mechanical drilling increases. This
leads to the increase in the required thrust force and
torque. The result also indicates that the torque
decreases when increasing the cutting speed.
ACKNOWLEDGEMENT
We express our sincere thanks to my beloved parents
for their invaluable love; moral support and constant
encouragement in my life.We owe immense gratitude to
our principal Prof. Dr. V. Selladurai, Ph.D.,
Coimbatore Institute of Technology, Coimbatore for his
moral support during the course of my Research work.
We sincere thanks to Prof. Dr. G. Sundararaj, Ph.D.,
Professor, Department of Production Engineering,
P.S.G.College of Technology, Coimbatore and Prof.
Dr. I. Rajendran, Ph.D., Professor and Head,
Department of Mechanical Engineering, Dr.
Mahalingam College of Engineering &Technology,
Coimbatore for their valuable guidance and
suggestions.
This research was sponsored by the INSTITUTION
OF ENGINEERS (INDIA), KOLKATA. We wish to
acknowledge their support.
We would like to acknowledge THE CONTROLLER
OF PATENTS & DESIGNS, The Patent office,
Chennai, INDIA for filed this research work
provisional specification [PATENT APPLICATION
NO.2349/CHE//2010].
We would also like to acknowledge Dr. L.
Karunamoorthy, Ph.D., Professor and Head of Central
Workshop at the ANNA UNIVERSITY, CHENNAI for
his help in SEM and EDX Analysis.
We would like to thank the Reviewers of this editorial
system for their valuable inputs and comments.
REFERENCES 1. A.M. Abrao, P.E. Faria, J.C. Campos Rubio, P. Reis and J.
Paulo Davim (2006) ‘Drilling of fiber reinforced plastics: A review’ Elsevier - Journal of Materials Processing
Technology 186 (2007) 1–7
2. M.M. Bain, Eggshell strength: a mechanical/ultrastrucutral evaluation. Ph. D. Thesis, University of Glasgow,
Scotland (1992).
3. Cornell CN, Lane JM, Chapman M, Merkow R, Seligson D, Henry S, et al. Multicenter trial of collagraft as bone
graft Substitute. J Orthop Trauma 1991; 5:1–8.
4. Craig M. Clemons and Daniel F. Caulfield (1994) ‘Natural fibers’ Sage Journals – Journal of Reinforced Plastics
Composites - 1354-66
5. U.A. Khashaba, M.A. Seif and M.A. Elhamid (2006) ‘Drilling analysis of chopped composites’ Elsevier -
Composites: Part A 38 (2007) 61–70
6. S.C. Lin and IK. Chen (2005) ‘Drilling carbon fiber-reinforced composite material at high speed’ Composite
Structures 71 (2005) 407–413
7. Marta Fernandes and Chris Cook (2006) ‘Drilling of carbon composites using a one shot drill bit - Part II:
empirical modeling of maximum thrust force’ Elsevier -
International Journal of Machine Tools & Manufacture 46 (2006) 76–79.
8. N.S. Mohan, A. Ramachandra and S.M. Kulkarni (2005)
‘Influence of process parameters on cutting force and torque during drilling of glass–fiber polyester reinforced
composites’ Elsevier - Composite Structures 71 (2005)
407–413 9. Mohanty AK, Misra M, Hinrichsen G. Biofibres,
biodegradable polymers and biocomposites: An
overview. Macromol Mater Eng 2000; 276/277:1–24 10. R. Murugan, S. Rama Krishna- Composite science and
technology (Division of bioengineering), Faculty of
bioengineering, National university of Singapore 11. K. Palanikumar and J. Paulo Davim (2006) ‘Mathematical
model to predict tool wear on the machining of glass fibre
reinforced plastic composites’ Elsevier - Materials and Design 28 (2007) 2008–2014
12. S. Panthapulakkal, A. Zereshkian and M. Sain (2006)
‘Preparation and characterization of wheat straw fibers for reinforcing application in injection molded thermoplastic
composites’ Elsevier - Bioresource Technology Volume
97, Issue 2, January 2006, Pages 265-272 13. Paul Wambua*, Jan Ivens, Ignaas Verpoest (2003)
‘Natural fibres: can they replace glass in fibre reinforced
plastics?’ Elsevier - Composites Science and Technology 63 (2003) 1259–1264
14. Ramakrishna S, Mayer J, winter mantel E, Leong KW.
Biomedical Applications of polymer-composite materials: a review.Comp Sci Tech 2001; 61:1189–224.
15. C.C. Tsao and H. Hocheng (2007) ‘Evaluation of Thrust Force and Surface Roughness in Drilling Composite
Material Using Taguchi Analysis and Neural Network’
Elsevier - Journal of Materials Processing Technology, 16. M. Zampaloni, F. Pourboghrat, S.A. Yankovich (2007)
‘Kenaf natural fiber - A discussion on manufacturing
problems and solutions’ Composites Part A: Volume 38, Issue 6 June 2007, Pages 1569-1580.