Embed Size (px)
Citation preview

CHARLES DARWIN UNIVERSITY
Drains, mains and pipelines: a civil engineer’s journey through our hidden infrastructure
Professor Charlie FairfieldChair of Sustainable Engineering, Charles Darwin University
Professorial Lecture Series 3Lecture 1 July 2014
Professor Charlie Fairfield School of Engineering and Information Power and Water Corporation Chair in Sustainable Engineering
Professor Fairfield is a Chartered Engineer. His reputation stems from his work in sustainability, soil-structure interaction, trench reinstatements and plastic pipes. His research at CDU encompasses the modelling of sewers, hydrology, the eco-engineering of wetland/river systems, and sediment transport around the Top End. His aim at CDU is to focus the best research and development efforts on the management and engineering of that most precious resource: water. He aims to collaborate with government, international NGOs, business and academics to seek solutions to both regional and global water-related problems.

Charles Darwin University
Professorial Lecture Series
Drains, mains and pipelines: a civil engineer’s journey through our
hidden infrastructure
Professor Charlie Fairfield
Tuesday 29 July 2014

Charles Darwin University
Darwin, Northern Territory 0909 Australia
T. +61 08 8946 6666
W. cdu.edu.au
CRICOS Provider No. 00300K
RTO Provider No. 0373
The Professorial Lecture Series is produced by the Office of Media, Advancement
and Community Engagement (MACE), Charles Darwin University.
Opinions and views expressed in this edition do not necessarily reflect those of
Charles Darwin University.
© Charlie Fairfield 2014
Published July 2014
This publication is also available at: www.cdu.edu.au
DESIGN Letterbox
LAYOUT UniprintNT
PRINTER UniprintNT

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 1
1 A brief history of sewersThe development of drains and sewers over millennia parallels the rise of civilisation. It has underpinned the increases in life expectancy, which we now take for granted. We universally share the legacy of Rome and her Empire. The Cloaca Maxima (‘greatest sewer’), built by Etruscan slave labour around 600 BC, flows today as a reminder of the importance of the sanitary disposal of human waste. Retrograde steps taken through the Dark Ages ensured that skills were lost. In mediaeval Europe, disposal of excreta had reverted to the ’use a bucket and tip it out your window‘ method. The euphemistic cries of ’Gardez l’eau!’ saw hurried evasive action taken on the increasingly filthy streets below.
Work on cholera epidemics in London (Snow, 1855), and the fact that the stench reached sensitive political noses in Westminster, finally helped to bridge the gap between poor public health and sewers. No major development like this happens in isolation. France, with her considerable pool of engineering and scientific talent, had progressed to exporting consultancy services as the rest of Europe wrestled with the problems inherent in installing fledgling mains water supply networks. The 17th and 18th centuries saw exponential increases in the length of installed sewers in Europe’s fast-growing cities. With these increases in population, and as societies in industrialised nations urbanised, came pressure on the municipal infrastructure. Sophisticated tools and maintenance regimes were in place in Paris at a time when many conurbations were already adopting an ‘out-of-sight, out-of-mind’ approach to their new sewers. Although Minoan, and Roman, engineers had grasped the concept of optimal hydraulic section and self-cleansing velocity (de Feo et al. 2013), detritus was left to accumulate and many open sewers simply trickled, their contents rank and foul, maintenance was often not considered necessary until gentility and public outcry (e.g. that following London’s Great Stench of 1858) forced municipalities to act.
Even in 20th century America, hand-cleaning of municipal sewers remained the norm, often a father-to-son job, this nevertheless remained an unsavoury, yet vital, task. That it remains the preserve of Dalit caste members in modern India, a nation with a defence expenditure in 2013 of approximately $50.5 billion (SIPRI, 2014) is a shocking indictment of society’s priorities. The societal arguments

2 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
are impossible to resolve. Mr Rewa Ram, a resident of New Delhi and full-time sewer cleaner who recently featured in a BBC documentary, would otherwise be destitute, yet his is a job none of us would consider and it is one without which millions of Delhi residents would see reductions in life expectancy and health outcomes that would bring down any government.
This evening’s lecture will focus on modern methods used to clean sewers and drains, and in particular, it concentrates upon our engineering efforts (Fairfield, 2014) to design the next generation of prototype sewers capable of resisting the combined effects of our tendencies to abuse buried infrastructure and the cavitating high-pressure water-jets used to clean them.
2 Maintaining the assetWithout a doubt, our drains and sewers suffer inordinate abuse. Fats, oils and grease form the triumvirate most likely to clog our vital arteries. Add in nappies, rags, tree roots and items as weird as television sets, discarded clothing and animals, and therein lies a recipe for an endless maintenance headache. Provide a constant temperature stream of nutrient- rich fluid and tree roots will thrive, breaking open sewer joints, allowing leakage and cross-contamination of groundwater and adjoining fresh water supplies.
Modern maintenance regimes are often reactive rather than proactive: odour, leaks and blockages causing back-ups in homes are often the precursor to intervention. Confusion over ownership (especially following the UK’s Sewers for Adoption [WRc, 2012] policy) leaves potentially costly bills the responsibility of householders and puts pressure on drainage contractors to reach for the brute force approach of a high-pressure water-jet for blockage removal as a first, rather than a last, resort.
2.1 Cleaning the sewers: the old, the messy and the modern realityHigh-pressure water-jet testing of a range of polymeric and ceramic (clay and concrete) materials was carried out with a view to assessing their performance as potential materials for use in the manufacture of non-pressurised drain and sewer pipes. This work describes test equipment calibration, jetting resistance tests on 20 potential pipe

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 3
materials, and post-processing of the eroded test samples. The relationships between spatial and temporal fluctuations observed in the water-jet formed the basis for the understanding of the cavitation erosion mechanisms giving rise to the observed damage rates. Mie scattering data provided evidence of droplet and bubble sizes in the jet upon which initial cavity radii for future Rayleigh-Plesset equation analysis (Strutt, 1917; Plesset, 1949) could be based. The top five of the materials tested with the longest time until the onset of damage (in descending order) were: concrete, clay, 30% (by volume [v/v]) glass-filled nylon, polysulphone and polyetherimide. The candidate materials capable of resisting the greatest pressure without showing signs of damage for 30 s (in descending order) were: polyetheretherketone, clay, polyetherimide, polyphenylene sulphide and polysulphone.
A high-pressure water-jet was used to induce cavitation erosion in a range of materials that were tested on the basis that they may have offered the potential to be prototyped as sewer and drain pipe wall construction materials (or as liners to refurbish existing installations). The relationships between spatial and temporal fluctuations were observed in the jet. The aim was to rank the materials tested in terms of their cavitation erosion resistance expressed through the proxies of their ability to resist the onset of damage for a certain time, or sustain the application of a certain pressure for a minimum time.
The research was industrially-driven: The Foundation for Water Research (FWR, 1994), identified 235,000 km of non-critical sewers in England and Wales within which maintenance was reactive, for example responding to public or a local authority call-out to local flooding or bad odour caused by blockage. Failure rates in these non-critical sewers amounted to approximately 4,000 incidents per annum. It was recognised (Cant and Trew, 1998) that much low-level maintenance involved high-pressure water-jetting, which when used irresponsibly, damages drains and sewers. Their research tested a range of pipes with a standard nozzle configuration and led to codified limits for jetting resistance (clay and concrete: 34 MPa, and plastics: 18 MPa) which influence the market to this day (Water UK, 2000). This blunt approach, although commendable in its necessary caution, had been augmented by, inter alia, Camarinopoulos et al. (1999) when assessing the reliability of buried utilities. Their research used approximate quadrature and Monte Carlo simulation to assess the likely residual service life and structural integrity of a buried utility. The

4 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
perceived lack of value in supposedly non-critical sewers means that such sophisticated methods are unlikely to be used on such utilities, but are more likely to be applied to perceived higher value utilities and energy pipelines, for example the probabilistic modelling of particulate matter-induced erosion proposed by Zhang et al. (2013) is both valuable and valid, but unlikely to be applied to sewers and drains, even in the research and development of novel prototype materials for such applications. Elsewhere Hattori and Itoh (2011) highlight the paucity of data on liquid erosion rates in plastics, and provide a detailed examination of the effects of the impact of cavitation bubble collapse upon material properties. Their key conclusion informing the author’s thinking here lies in the fact that the progression of damage to their plastics was fatigue-based and therefore attributable to cyclic effects and not merely a one-off impact event.
Comparison of the various tests available for cavitation erosion resistance testing include: pin-on-disc where the wear rate was dependent on local heat dissipation (da Silva and Sinatora, 2007), compact disc apparatus (Bazanini and Bressan, 2007) where a new test method for evaluating cavitation erosion resistance proved that micro-jet impact from bubble collapse was the dominant cause of damage, water-jet based test methods (Gant et al., 2007) which yielded a rate of erosion damage that was proportional to time t in metals, or micro-scale abrasion tests (Gee et al., 2005) where an inter-laboratory repeatability and reproducibility analysis was undertaken across 14 organisations, justified the current experimental approach whereby candidate materials for next-generation sewers were subjected to the UK Water Industry Standard (WIS) 4-35-01 (Water UK, 2000). The complexity of the cavitation erosion under the action of a high-pressure water-jet was such that traditional erosion tests did not match the situation faced by sewers and drains undergoing routine cleaning.
Previous material-specific research yields useful background data. The selection of likely materials was based on literature and the premise, potentially flawed given the aforementioned comment about broad versus narrow applicability of test data, that if a material performed well across a few tests, it was likely to be a candidate for the next generation of sewers. Examples include plastics in general (Budinski, 1997; Arjula and Harsha, 2006), polymethylmethacrylate (PMMA) (Bonne et al., 2003), polyetherimide (PEI) (Bijwe and Indumathi,

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 5
2004), polyamide (PA) (Bello and Wood, 2005; Rajesh and Bijwe, 2005), polyoxymethylene (POM) (Samyn and de Baets, 2005), and clay and concrete (Campbell and Fairfield, 2008).
2.2 High-pressure water-jettingThis section presents data from pressure monitoring, run-up and run-down times, pressure fluctuations and stability, and flow-rate trials. The test set-up (Figure 1) followed protocols for high-pressure water-jetting resistance testing in WIS 4-35-01. The pressures quoted were those driving the flow of water through the 1.5 mm diameter nozzle to form the jet. Most tests used a stand-off height hs = 5 mm and angle of attack a = 30° although these were varied as part of the work.
Figure 1 High-pressure water-jetting rig to WIS 4-35-01 (Water UK, 2000)
2.2.1 Pressure and flow rate monitoringTo ensure that the readings on the Bourdon gauge were an accurate representation of the pressure P in the lance feeding the nozzle, data from a digital pressure gauge were recorded (Figure 2). Nominal pressures on the Bourdon gauge of 13.8 MPa, 27.6 MPa, 41.4 MPa, 55.2 MPa and 69.0 MPa were set and the flow valve opened. This replicated the means by which a maintenance contractor would set the pressure on their rig before cleaning a live sewer so establishing the error therein was useful as a field guide. Inter-gauge deviations lay between 4% and 22% of the nominal values with no particular trend evident with respect to P. The dynamics of Figure 2 may be compared with spatial and temporal fluctuation frequencies derived
1
Figure 1 High-‐pressure water-‐jetting rig to WIS 4-‐35-‐01 (Water UK, 2000)
Figure 2 Pressure versus time plots
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
0 10 20 30 40 50 60 70 80
Time/ s
Pres
sure
/ psi
0
15
30
45
60
75
Pres
sure
/ MPa
Calibrated pressure gauge
Nozzle Flexible hose from pump
Steel mounting block for lance
α = 30°
Safety cage
Safety shield

6 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
from high-speed video footage of the jet to confirm that the frequencies normally associated with vortex ring cavitation were being driven by genuine hydrodynamic phenomena and not machine vibrations. The maximum deviations from the root mean square value were taken as absolute error bounds on the test pressure for subsequent P-t trials. The pressure traces did not rise instantly to the nominal, or target, pressure. They did not fall instantaneously to zero upon closure of the pressure valve which led to the subsequent examination of the run-up and run-down times.
1
Figure 1 High-‐pressure water-‐jetting rig to WIS 4-‐35-‐01 (Water UK, 2000)
Figure 2 Pressure versus time plots
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
0 10 20 30 40 50 60 70 80
Time/ s
Pres
sure
/ psi
0
15
30
45
60
75
Pres
sure
/ MPa
Calibrated pressure gauge
Nozzle Flexible hose from pump
Steel mounting block for lance
α = 30°
Safety cage
Figure 2 Pressure versus time plots
2.2.2 Run-up and run-down timesTable 1 shows run-up and run-down times for a range of P values based on Figure 2: this reflected the run-up and run-down times to, and from, the root mean square pressure for each trace.
Table 1: Run-up and run-down times
Nominal pressure/ MPa Run-up time/ s Run-down time/ s
13.8 2.03 0.18
27.6 3.89 0.29
41.4 4.13 0.17
55.2 3.30 0.29
69.0 3.35 0.27

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 7
The run-up times did not increase with pressure. This was because the torque versus pressure relationship was non-linear. The run-down times were more readily determined from closing the pressure valve, the time to the characteristic knee in the graph was read off. To the right of the knee in the graph, the pressures were sufficiently low so as to cause no damage. Water still flowing after this time was not energised and was draining from the system. This suggested that rather than looking for a sequence in the run-down times, the values be averaged and a value of 0.24 s used to characterise the system. The run-up times were engine-driven, but the run-down times were the product of in-built safety measures (a foot valve) designed to dump pressure rapidly. These run-up and run-down times were used to adjust test durations which allowed for the time taken to reach the target pressure. For short duration pressure-time tests, where the run-up time formed a greater proportion of the test time, the timing of the tests was adjusted accordingly to avoid the accumulated damage that may have been incurred whilst the pressure rose to the target value.
2.2.3 Pressure fluctuations and stabilityThe traces shown in Figure 3 showed the stability and repeatability of the system under load over five run-up-hold-run-down cycles. A nominal 10 s delay between cycles allowed for residual fluid
2
Figure 3 Cyclic pressurisation trials
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
0 20 40 60 80 100
Time/ s
Pre
ssur
e/ p
si
0
15
30
45
60
75
Pre
ssur
e/ M
Pa
Figure 3 Cyclic pressurisation trials

8 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
momentum to decay while the system drained. This ensured that one cycle could not influence the next. Random sampling of root mean square, run-up time, and run-down time data caused no concerns about the repeated use of the equipment for subsequent cavitation erosion resistance tests on candidate pipe materials.
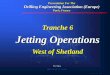
Figure 4 Horizontal and vertical photographs of the jet at a range of pressures
P = 6.90 MPa
P = 13.8 MPa
P = 20.7 MPa
P = 27.6 MPa
P = 34.5 MPa

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 9
2.3 Flow visualisation and imaging characterising the high-pressure water-jetData from a range of visualisation and imaging techniques are presented. High-resolution still photographs were taken normal to the jet and analysed relative to a geometric idealisation of its core and spray zones. Video footage was captured at 20 ms frame intervals to measure the spatial and temporal fluctuations in the jet.
2.3.1 High-resolution still photographsFigure 4 shows still photographs of the jet at a = 30° taken horizontally and vertically at pressures ranging from 6.90 MPa to 34.5 MPa in 6.90 MPa increments. There were three zones in the asymmetrical jet: an upper spray zone, the core and the lower spray zone. Tollmien-Schlichting structures (Tollmien, 1936; Schlichting, 1950) were visible at P ≥ 20.7 MPa. The opacity of the jet made detection of its core structure difficult nevertheless that same opacity actually to identify its core.
2.3.2 High-speed video captureImage capture at 20 ms intervals showed the upper and lower spray zones, and the core of the jet. Using images decompiled from high-speed video footage over 13.8 MPa ≤ P ≤ 69.0 MPa, image analysis thresholding techniques isolated the jet from any background perturbations. The frequencies of the spatial fluctuations in the position of the edge of the jet ranged from 4.5 kHz to 6.9 kHz. Accelerometer measurements on the pump and nozzle showed mechanical vibrations that nowhere exceeded 96.3 Hz indicating that the frequencies observed in the jet were cavitation- and not machine-induced.
2.3.3 Particle sizingPulsed laser diode and Mie scattering techniques were used to carry out this characterisation. Because the suspended solids content was less than 1 mg dm-3, the jet was assumed to be two-phase (that is liquid and gas/vapour only). Figure 5 shows the cumulative size distribution. The range of bubble sizes measured formed the basis for future Rayleigh-Plesset simulations of the cavitating bubble dynamics in the jet especially with regard to the choice of initial bubble radius. Interestingly, the dominant bubble diameter was reasonably well correlated (R2 = 0.76) to the diameter of the failure initiation site size in ductile samples. This hinted at the possibility of ‘tuning’ high-pressure water-jets to both avoid damage and maximise their cleansing power when used in sewers.

10 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
Figure 5 Volume frequency distribution of bubble or droplet radii in the jet
3 Results: identification of materials passing WIS 4-35-01WIS 4-35-01 requires a material to resist wall penetration for 120 s at P = 18.0 MPa, a = 30°, and hs = 5 mm. As a threshold for market-entry, any candidate material must pass this test.
The materials passing WIS 4-35-01 were clay, concrete, high density polyethylene (HDPE), high molecular weight polyethylene (HMWPE), high-pressure and velocity polyphenylene sulphide (HPV PPS), 30% (v/v) glass-filled polyamide (30% GFPA, nylon-6, 6), 30% (v/v) glass-filled polypropylene (30% GFPP), oil-filled nylon-6 (LFX, Ertalon®), polyamide (PA66, nylon-6, 6), polyamide-imide (PAI), polycarbonate (PC), polyetheretherketone (PEEK), polyetherimide (PEI), polymethylmethacrylate (PMMA), polyoxymethylene (POM, acetal), polypropylene (PP), polyphenylene sulphide (PPSU) and polysulphone (PSU).
The materials failing WIS 4-35-01 were glass-bubble reinforced PP, linear low density PE (LLDPE), polyvinylchloride (unplasticised) (PVCu), and silicon elastomer (SE).
The following section characterises the differing effects of pressure and time upon eroded rut volume Vr and eroded rut depth Dr in those candidate materials passing WIS 4-35-01.
4
Figure 5 Volume frequency distribution of bubble or droplet radii in the jet
0
1
2
3
4
5
6
7
8
0 1 10 100 1000
Bubble or droplet radius/ µm
Vol
ume
frequ
ency
/ %10000 psi (69.0 MPa)8000 psi (55.2 MPa)6000 psi (41.4 MPa)4000 psi (27.6 MPa)2000 psi (13.8 MPa)
Bubble or droplet radius mm

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 11
3.1 Pressure and time jetting trials: identifying the damage thresholdFigure 6 shows scanning electron micrographs illustrating the development of a rut in a ductile material (POM), jetted at 27.6 MPa. At 10 s, rapid propagation of micro-cracks formed a single 0.1 mm to 0.3 mm diameter cylindrical shaft running from (4, 3) to (4, 4) and possibly continuing under the as yet intact surface at (4, 5). The feature centred on (4, 5) was formerly the surface which had been
Figure 6 Development of a rut in POM jetted at P = 27.6 MPa
5
Figure 6 Development of a rut in POM jetted at P = 27.6 MPa
5
Figure 6 Development of a rut in POM jetted at P = 27.6 MPa
5
Figure 6 Development of a rut in POM jetted at P = 27.6 MPa

12 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
sheared from the area now being bored-out by the cylindrical entry shaft created by the jet. Radiating outwards from (4, 4) a smooth halo may be seen. Beyond this halo, random surface crazing was seen as the only clue to the extent of the circular shockwave propagating from an epicentre which was by now 0.168 mm below the surface at (4, 4).
By 20 s, the jet entry point had reamed out a diameter of approximately 0.4 mm at (4, 4). The surface crazing had all but disappeared and the shockwave can be seen breaking the surface in the form of a crack between positions (2, 4.5) and (4.5, 6.5). The reason for the disappearance of the surface asperities with their associated roughness (the halo area seen at 10 s) was the shearing action of the highly energised surround to the core and the cleansing effect of the spray zones.
By 30 s, the rut had become more pronounced and any displaced material that had been visible around the rut had now been carried away by the action of the jet. The circular crack propagating from the sub-surface epicentre centred on (5, 5) had now come full circle and the material was lost thus exposing the full shape and size of the rut.
By 40 s the depth had increased to 0.40 mm and fresh material was now being undermined. Also evident was the continued propagation of multiple surface shockwaves and the propagation of cracks from (3, 3) to (3, 2) and from (7, 6) to (6, 6). Given the surface roughness and the multi-faceted appearance of the rutted surface, the effective angle of attack was certainly no longer 30°. The stand-off height also increased as the rut deepened and the distance from the nozzle to the jet’s point of contact in the rut increased.
By 50 s and 60 s, the damage rate had decreased, yet the rut continued to deepen and increase in volume. The intrinsic paradox in these jetting tests is readily explained by consideration of the Rayleigh-Plesset equation and the way in which it models bubble/cavity expansion and collapse cycles in the flow (Brennen, 2005; Campbell, 2008). The jet should not be seen in traditional civil engineering hydraulics terms as a steady-state stream of water exerting forces in the region of 100 N. It was a high-vorticity, cavitating, unsteady, non-uniform flow capable of exerting forces several orders of magnitude greater than traditional fluid mechanics suggests.

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 13
The key differences between Figure 6 and the behaviour of a brittle material were the sub-conchoidal fracture surface and brittle failures, which progressed by the random intersection of cracks leading to spalling of random volumes of material at random times.
Figure 7 shows the development of a rut in a brittle material (PPSU), jetted at 41.4 MPa. At 30 s, the damage had progressed from the initial jet contact point, located between (5, 1) and (6, 1). The damage was
Figure 7 Development of a rut in PPSU jetted at P = 41.4 MPa
6
Figure 7 Development of a rut in PPSU jetted at P = 41.4 MPa
6
Figure 7 Development of a rut in PPSU jetted at P = 41.4 MPa

14 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
relatively shallow. Brittle fracture surfaces ran from (5, 4) to (7, 5) and (5, 4) to (7, 3). There were localised holes of between 100 mm diameter at (4, 6) and 300 mm diameter at (5, 7), suggesting that the leading edge of the jet was shearing asperities and excavating material.
By 60 s, the rut at (5, 5) appeared dark in contrast to the virgin material, indicative of the rut deepening. Cleavage lines were evident where cracks had propagated and intersected. The initial contact point of the jet was now more clearly defined between (5, 1) and (6, 1), with the same type of borehole pits seen towards the leading edge of the jet between (4, 5) and (5, 5).
By 90 s, the plan area of the rut had increased, indicating faster crack propagation and more intersection points. Brittle cleavage lines became more widely spread, radiating from approximately (5, 5). It was seen that the size of the material chunks being removed by crack intersection increased in size with time (i.e. that centred on (4, 3)).
By 120 s the volume removed by the jet had increased disproportionately from 0.91 mm3 to 4.00 mm3. Again (6, 0.5) showed the clearly defined initial contact point with sub-conchoidal fracture propagation to both left and right. There was a reversion to close-packed, short, brittle cleavage.
By 180 s the plan area of the rut had almost doubled in size, with a clearly defined epicentre of damage at (6, 5), which included a single borehole of approximately 500 mm in diameter, with more ragged cleavage lines radiating out therefrom. A fracture running from (8.5, 4) to (8, 6.5) was evident, which had not been intersected and therefore had not broken off.
At 240 s the plan area of the rut remained little changed: the number of cleavage lines had reduced from previous images, indicating that the randomly propagating cracks had intersected further apart, causing larger chunks of material to be lost; Vr increased from 5.02 mm3 to 12.2 mm3.
To summarise, Table 2 ranks the materials in ascending order of minimum time to cause damage at 27.6 MPa, the currently accepted market entry threshold. Table 3 ranks the materials in ascending order of maximum pressure sustained for 30, 60, and 120 s.

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 15
Table 2 Materials in rank order of damage initiation time
Material tdamage/sRank at
27.6 MPatdamage/s
Rank at
41.4 MPa
Concrete 300 1 240 1
Clay 120 2 = 180 2
30% GFPA 120 2 = 160 3
PSU 120 2 = 30 9 =
PEI 120 2 = 30 9 =
HPV-PPS 120 2 = 30 9 =
HDPE 120 2 = 25 15 =
PC 120 2 = 30 9 =
PEEK 120 2 = 60 5 =
HMWPE 120 2 = 45 8
PMMA 120 2 = 60 5 =
LFX 60 12 = 30 9 =
PAI 60 12 = 120 4
PPSU 50 14 60 5 =
PA66 30 15 = 25 15 =
PET 30 15 = 30 9 =
POM 10 17 10 17
30% GFPP 5 18 = 5 18
Glass bubble reinforced PP
5 18 = < 5 19 =
PVCu 5 18 = < 5 19 =
LLDPE 5 18 = < 5 19 =
Silicon elastomer < 5 22 < 5 19 =

16 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
Table 3 Materials in rank order of maximum pressure sustained for 30 s
MaterialMax. pressure sustained for
30 s/ MPa
PEEK 55.2
Clay 51.7
PEI 48.3
PPSU 48.3
PSU 41.4
HPV-PPS 41.4
PAI 41.4
Concrete 34.5
LFX 34.5
PET 34.5
POM 34.5
30% GFPP 34.5
30% GFPA 27.6
HMWPE 27.6
PMMA 27.6
PA66 27.6
HDPE < 6.90
PC < 6.90
PVCu < 6.90
LLDPE < 6.90
Silicon elastomer < 6.90
Glass bubble reinforced PP < 6.90

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 17
Having jetted the candidate materials at a = 30° and hs = 5 mm, further tests were carried out to ascertain the effect of varying a and hs. These have already been reported (Fairfield, 2010). In essence the best cleansing could be obtained at a = 45° and no further benefit was gained from increasing hs beyond 35 mm.
3.2 Varying support conditionsThe effect of different pipe-surround stiffnesses was investigated in the jetting trials by supporting the plaque with different grades of foam. Compression tests were carried out on each grade of foam at a deformation rate of 5 mm/min (corresponding to 10% vertical compressive strain per minute). The foams were tested both dry and water-saturated to mimic possible soil-saturation. The stiffnesses were 4.53 Nmm-1 and 32.0 Nmm-1 for the water saturated foams (equivalent moduli of subgrade reaction: 30 kPa/m to 1200 kPa/m, that is a soft, silty, sand backing). Although reassured by the reduction in damage by a shock-absorbing softer layer being included under the plaque the author would caution the reader never to rely on this reduction in situ. Reasons for this include the length scale of a real sewer being sufficient to distribute the load of a high-pressure water jet over a wider area, and with less deformation than was the case in these tests. The reductions in Vr (relative to the original, un-backed plaque) as the backing stiffness increased were 9% and 77%. The reductions in Dr (relative to the original, un-backed plaque) as the backing stiffness increased were 29% and 27%. Further evidence against the use of soft backing materials comes from the silicon elastomer’s failure to meet the 18.0 MPa jetting resistance requirement of WIS 4-35-01. Soft, shock-absorbing materials are not the panacea the industry is seeking.
3.3 Varying sample surface roughnessThe surface roughness Ra was measured to assess its correlation with the damage arising as a consequence of high-pressure water jetting at 27.6 MPa for 120 s. Surface asperities may form cavity nucleation sites or stress concentrators. Visual inspection of the damaged plaques had hinted at surface polishing being a precursor to the formation of the initial pin-prick holes from which the rut grew. Table 4 shows the Ra values for different surface preparations after the damage after jetting for 60 s at 27.6 MPa.

18 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
Table 4 Effects of different methods of surface preparation
Surface preparation Ra/ mm Vr/ mm3 Dr/ mm
Mechanically scribed 1.45 0.94 0.52
None (virgin) 1.11 0.14 0.52
Fine sandpaper (grit no. 320)
0.959 0.16 0.52
Rough sandpaper (grit no. 60)
0.704 0.08 0.33
Chromic acid etched 0.397 0.03 0.18
These data showed that the smoother the sample, the less damage sustained. With this in mind the other candidate materials were jetted at 27.6 MPa for 120 s. Table 5 shows the correlation between Ra and damage for virgin (untreated) sample surfaces.
Table 5 Rank order of Ra (low to high) and associated damage
Material Ra/ mm Vr/ mm3 Dr/ mm
PMMA 0.09 7.62 4.96
30% GFPP 0.09 5.96 2.57
PAI 0.18 0.10 0.20
HMWPE 0.66 3.85 2.50
PEEK 0.77 0.10 0.14
HPV-PPS 0.82 0.01 0.34
PPSU 0.84 0.37 0.94
POM 0.86 0.88 0.24
PEI 0.91 0.49 0.52
PSU 0.93 0.35 0.19
PET 1.03 3.10 1.88
30% GFPA 2.02 5.00 3.25
a Clay 2.27 7.38 4.62
LFX 5.58 0.13 0.70
b Concrete 15.5 3180 2.54
a Damage initiation in clay at 27.6 MPa took 240 s: Vr and Dr pertinent to this time were used.
b Damage initiation in concrete at 27.6 MPa took 300 s: Vr and Dr pertinent to this time were used.

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 19
4 Summary discussionPipe grade clays and concretes had sufficient cavitation erosion resistance at P = 27.6 MPa to serve as drains and sewers without undue concern. Some plastics could resist pressures in excess of the market entry threshold but care was needed with regards to their selection. Cost considerations militate against the selection of many of the top-performing plastics but their use as co-extruded liners may overcome this concern.
Given that no soft backing materials were recommended, and that the smoother the surface presented to the high-pressure water-jet, the lower the rate of erosion, then the author would recommend further research into the likely acceptability of 30% (v/v) glass-filled nylon as the most economically feasible option for drain and sewer design. Future research into the effects of the proportion of glass fibres, their length, surface texture and its ease of extrusion in pipe form is recommended.
5 ConclusionsThis research has characterised the high-pressure water-jet codified, in WIS 4-35-01 with a view to assessing the likely cavitation erosion performance of a range of materials potentially suitable for the manufacture of the next generation of drains and sewers.
Cavitation was demonstrably the dominant cause of damage in the high-pressure water-jet.
On the basis of measured erosion rates and loss of material thickness under the action of the cavitating high-pressure water-jet, the best five materials in terms of having the longest time until the onset of damage were concrete, clay, 30% (v/v) glass-filled nylon, polysulphone and polyetherimide. The best candidate materials capable of resisting the greatest pressure without showing signs of damage for 30 s were polyetheretherketone, clay, polyetherimide, polyphenylene sulphide and polysulphone.
Of these materials, cost considerations inclined the author to recommend 30% (v/v) glass-filled nylon as the most likely to be adopted by manufacturers of pipes for drainage and sewer applications.

20 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
The best cleansing effect (and highest damage rate) was found at an angle of attack a of 45°.
Little benefit accrued to the cleansing power of the high-pressure water-jet at stand-off heights hs greater than 35 mm.
The use of soft, shock-absorbent materials either inside, or outside, the pipe was not recommended.
The smoother the material was, the lower its rate of cavitation-induced erosion.
6 The future: research and development at Charles Darwin UniversityThe serendipitous avenues opening out from the nub of this European-based research project have been remarkable: that they are all possible within the Northern Territory and indeed at Charles Darwin University, even more so.
6.1 Optimal circle packing in an ellipseArising from questions posed by the ‘fibre in sewer’ project engineers and largely driven by utilities’ need for maximum effect per unit resource expended, the optimal packing of n circular sub-ducts in an elliptically deformed host pipe remains to be found for n > 2 (n ∈ Z ). A chance meeting at the interface between civil engineering and mathematics has sparked investigations therein which may prove fruitful.
6.2 Bacteriological communities: are Darwin’s drains to blame?While engineers are generally good at modelling, microbiologists understand the effects of the model outputs. This happy synthesis has resulted in joint projects between Power and Water Corporation, CDU’s School of the Environment and CDU’s engineers. The modelling of physical and microbiological connectivities in Darwin’s drain network has provided a platform from which questions about whether or not certain bacterial communities are prevalent and ubiquitous, or are they there because of anthropogenic influences, may be answered.
6.3 Keeping Darwin Harbour cleanFuture plans include research into the use of rising bubble curtains to act as noise screens during marine and offshore construction
15
15
<A>6 The future: research and development at Charles Darwin University The serendipitous avenues opening out from the nub of this European-‐based research project have been remarkable: that they are all possible within the Northern Territory and indeed at Charles Darwin University, even more so. <B>6.1 Optimal circle packing in an ellipse Arising from questions posed by the ‘fibre in sewer’ project engineers and largely driven by utilities’ need for maximum effect per unit resource expended, the optimal packing of n circular sub-‐ducts in an elliptically deformed host pipe remains to be found for n > 2 (! ∈ ℤ). A chance meeting at the interface between civil engineering and mathematics has sparked investigations therein which may prove fruitful. <B>6.2 Bacteriological communities: are Darwin’s drains to blame? While engineers are generally good at modelling,microbiologists understand the effects of the model outputs. This happy synthesis has resulted in joint projects between Power and Water Corporation, CDU’s School of the Environment and CDU’s engineers. The modelling of physical and microbiological connectivities in Darwin’s drain network has provided a platform from which questions about whether or not certain bacterial communities are prevalent and ubiquitous, or are they there because of anthropogenic influences,may be answered. <B>6.3 Keeping Darwin Harbour clean Future plans include research into the use of rising bubble curtains to act as noise screens during marine and offshore construction associated with the Inpex project, sediment transport modelling and in situ measurement in the harbour, and the analysis of biogeochemical ‘islands’ in tropical waters. Continued modelling and measurement of the effects of waste water discharges into the harbour’s creeks remain a cornerstone of CDU’s research efforts in this fascinating, critical zone where engineering meets the environment. <A>References Arjula S. and Harsha A.P. (2006) Study of erosion efficiency of polymers and polymer
composites. Polymer Testing, 25: 188‒96. Bazanini G. and Bressan J.D. (2007) Preliminary experience with a new compact disk
apparatus for cavitation erosion studies. Wear, 263: 251‒7. Bello J.O. and Wood R.J.K. (2005) Micro-‐abrasion of filled and unfilled polyamide 11
coatings. Wear, 258: 294‒302. Bijwe J. and Indumathi J. (2004) Influence of fibers and solid lubricants on low amplitude
oscillating wear of polyetherimide composites. Wear, 257: 562‒72. Bonne M., Briscoe B.J., Manimaaran S. and Allan A. (2003) Characterisation of surface
abrasion phenomena on poly (methyl methacrylate) surfaces. Wear, 254: 55‒64. Brennen C.E. (2005) Fundamentals of Multiphase Flow. Cambridge University Press, New
York, 293‒8. Budinski K. (1997) Resistance to particle abrasion of selected plastics. Wear, 203‒4: 302‒9. Camarinopoulos L., Chatzoulis A., Frontisou-‐Yannas S. and Kallidromitis V. (1999)
Assessment of the time-‐dependent structural reliability of buried water mains. Reliability Engineering & System Safety 65: 41‒53.
CDU 3/7/14 4:36 PMDeleted: E
CDU 3/7/14 4:36 PMDeleted: :
CDU 3/7/14 4:37 PMDeleted: ,
CDU 3/7/14 4:37 PMDeleted: her
CDU 3/7/14 4:39 PMDeleted:
CDU 3/7/14 4:40 PMDeleted: :
CDU 3/7/14 4:41 PMDeleted: s

––––––––––––––––––––––––––––––––––––––––––––––––––––– Drains, mains and pipelines 21
associated with the Inpex project, sediment transport modelling and in situ measurement in the harbour, and the analysis of biogeochemical ‘islands’ in tropical waters. Continued modelling and measurement of the effects of waste water discharges into the harbour’s creeks remain a cornerstone of CDU’s research efforts in this fascinating, critical zone where engineering meets the environment.
ReferencesArjula S. and Harsha A.P. (2006) Study of erosion efficiency of polymers and
polymer composites. Polymer Testing, 25: 188–96.Bazanini G. and Bressan J.D. (2007) Preliminary experience with a new compact
disk apparatus for cavitation erosion studies. Wear, 263: 251–7.Bello J.O. and Wood R.J.K. (2005) Micro-abrasion of filled and unfilled polyamide
11 coatings. Wear, 258: 294–302.Bijwe J. and Indumathi J. (2004) Influence of fibers and solid lubricants on low
amplitude oscillating wear of polyetherimide composites. Wear, 257: 562–72.Bonne M., Briscoe B.J., Manimaaran S. and Allan A. (2003) Characterisation of
surface abrasion phenomena on poly (methyl methacrylate) surfaces. Wear, 254: 55–64.
Brennen C.E. (2005) Fundamentals of Multiphase Flow. Cambridge University Press, New York, 293–8.
Budinski K. (1997) Resistance to particle abrasion of selected plastics. Wear, 203–4: 302–9.
Camarinopoulos L., Chatzoulis A., Frontisou-Yannas S. and Kallidromitis V. (1999) Assessment of the time-dependent structural reliability of buried water mains. Reliability Engineering & System Safety 65: 41–53.
Campbell S.A. (2008) An Experimental Analysis of the Behaviour of Polymeric and Ceramic Pipe-wall Materials Subjected to the Action of a Cavitating Water-Jet. PhD thesis, Edinburgh Napier University, Edinburgh, UK.
Campbell S.A. and Fairfield C.A. (2008) An overview of the various techniques used in routine cleaning and maintenance of clay, concrete and plastic drains. Construction & Building Materials, 163: 50–60.
Cant J. and Trew J. (1998) High-pressure water jetting: avoiding damage to sewers. J. Inst. Water & Environmental Management 12: 265–267.
da Silva C.H. and Sinatora A. (2007) Development of severity parameter for wear study of thermoplastics. Wear, 263: 957–64.
de Feo G., Angelakis A.N., Antoniou G.P., el-Gohary F., Haut B., Passchier C.W. and Zheng X.Y. (2013) Historical and technical notes on aqueducts from prehistoric to medieval times. Water 5: 1996–2025.
Fairfield C.A. (2010) High-pressure water-jetting in sewers (with no commercial axe to grind). Jet News 27(10): 2–20.

22 Professorial Lecture Series ––––––––––––––––––––––––––––––––––––––––––––––––––––––
Fairfield C.A. (2014) Cavitation damage to potential sewer and drain pipe materials. Wear, 317: 92–103. http://dx.doi.org/10.1016/j.wear.2014.05.010, in print.
Foundation for Water Research (1994) Non-Critical Sewer Maintenance Feasibility Study. Report FR0413, FWR, Marlow, UK.
Gant A.J., Gee M.G. and Plint G. (2007) A new concept in liquid jet erosion: commissioning and proving trials. Wear 263: 284–8.
Gee M.G., Gant A.J., Hutchings I.M., Kusano Y., Schiffman K., Van Acker K., Poulat S., Gachon Y., von Stebut J., Hatto P. and Plint G. (2005) Results from an interlaboratory exercise to validate the micro-scale abrasion test. Wear, 259:27–35.
Hattori S. and Itoh T. (2011) Cavitation erosion resistance of plastics. Wear, 271: 1103–8.
Plesset M.S. (1949) The dynamics of cavitation bubbles. Proc. Am Soc. Mech. Engnrs, 16: 228–31.
Rajesh J.J. and Bijwe J. (2005) Investigations on scratch behaviour of various polyamides. Wear, 259: 661–8.
Samyn P. and de Baets P. (2005) Friction and wear of acetal: a matter of scale. Wear, 259: 697–702.
Schlichting H. (1950) Amplitude Distribution and Energy Balance of Small Disturbances in Plate Flow. National Advisory Committee Aeronautics Tech. Memo. 1265, Washington DC, USA.
SIPRI (2013) SIPRI Yearbook 2013: Armaments, Disarmament and International Security. Oxford University Press on behalf of Stockholm International Peace Research Institute, Oxford, UK.
Snow J. (1855) On the Mode of Communication of Cholera. John Churchill, London, UK.
Strutt J.W. (Lord Rayleigh) (1917) On the pressure developed in a liquid during the collapse of a spherical cavity. Phil. Mag., 34: 94–8.
Tollmien W. (1936) General Instability Criterion of Laminar Velocity Distributions. National Advisory Committee Aeronautics Tech. Memo. 792, Washington DC, USA.
Water U.K. (2000) Water Industry Specification 4-35-01. Water U.K. 7: 13–16.WRc (2012) Sewers for adoption. 7th Edn. Water Research Centre, Swindon,
2012.Zhang R., Liu H. and Zhao C. (2013) A probability model for solid particle erosion
in a straight pipe, Wear, 308: 1–9.

CHARLES DARWIN UNIVERSITY
Drains, mains and pipelines: a civil engineer’s journey through our hidden infrastructure
Professor Charlie FairfieldChair of Sustainable Engineering, Charles Darwin University
Professorial Lecture Series 3Lecture 1 July 2014
Professor Charlie Fairfield School of Engineering and Information Power and Water Corporation Chair in Sustainable Engineering
Professor Fairfield is a Chartered Engineer. His reputation stems from his work in sustainability, soil-structure interaction, trench reinstatements and plastic pipes. His research at CDU encompasses the modelling of sewers, hydrology, the eco-engineering of wetland/river systems, and sediment transport around the Top End. His aim at CDU is to focus the best research and development efforts on the management and engineering of that most precious resource: water. He aims to collaborate with government, international NGOs, business and academics to seek solutions to both regional and global water-related problems.