Embed Size (px)
Citation preview

Formulation of growth media from complex effluent streams
Dr. Robert W. Lovitt
Membranology Ltd

Introduction• Membranology is a spin out involved
many aspect of membrane technology
including liquid formulations from
complex effluent sources
Development of a number of process top p
recover useable materials in solid or
liquid form and chemical intermediates
from waste sourcesWelsh Assembly
Swansea University Group
from waste sourcesWelsh Assembly
Project “SuPERPHA – Systems and
Product Engineering Research for
Polyhydroalkanoates (PHA)”
• . SPEC
CWATER

Anaerobic digestion, an energy recovery and resource recovery to make of valuable chemicals?
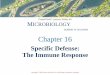
• Anaerobic digestion (AD), oracidogenic fermentation,
• Traditional treatment, it can beperformed on various solid or liquidsubstrates, such as silage or manureleading to the production of biogasleading to the production of biogas,methane CO2 used in energygeneration.
• Acidogenesis represents one of thestages towards methanogenesis VFAstages towards methanogenesis. VFAare the main soluble compoundsgenerated
• VFA, ammonia, phosphate couldrepresent a sources of valuablerepresent a sources of valuablematerials for chemicals productsprovided they can be recoveredeconomically.
Fig.1. Schematic diagram of AD process
Zacharof & Lovitt, Waste and Biomass Valorisation, 2013

Advantages and commercial benefits of nutrients recovery y•Reduced demand on WWTP as reduced carbonis extracted so reducing costs and energyrequirements of oxidation and CO2 release
•The extraction of reduced carbon (as VFA) forreuse and substitution of VFA’s derived frompetrochemicals reducing reliance on fossil
b f h i l f f bl t i tcarbon for chemicals of favourable nutrients
•Ammonia recovery would save CO2 productionand enhance the formation of a potentiallyvaluable product if in a concentrated formvaluable product if in a concentrated form
•Phosphate is a finite resource is becomingincreasingly expensive (800% rise between 2006to 2008, $50 to $400) with a current value of
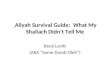
Nutrient recovery
, )over $500 per tonne
•Although its production is carbon neutral it’sbeen achieved by mining causing environmentaland social issues.
Fig.2. Schematic diagram of advantages of the process
Zacharof &Lovitt, Water Science &Technology, Under review, 2014

Membrane Filtration was the chosen
Benefits of membrane technology
Membrane Filtration was the chosen
recovery methodology•Suitable technology for pre‐treatment and separation•Technology quite well developed but not widely industrially applied for waste processingBenefits of membrane filtration include:
•Physical separation (water does nochange phase)
•No additives (chemicals and/or othermaterials) are added other than when
b f dmembranes are manufactured
•There is a wide range of membraneprocess based on the membrane poresize
•Filtration allows manipulation of thenutrient content, when combined withleaching and acidification using MF orselective separation and concentrationusing subsequent NF and RO processes
Zacharof &Lovitt, Water Science &Technology, Under review, 2014
Fig.3. Schematic diagram of advantages of filtration

Spiral wound membraneSpiral wound membrane

Hollow fibre filters

Basic processM b S ti i P d i• Membrane Separation is a Pressure driven process
• Microfiltration (MF) 0.2μm pore size
• The large solids are successfully removed through the• The large solids are successfully removed through theuse of a ceramic microfiltration unit , simultaneouslywith the recovery of the nutrients of interest
• Membranes used are Ceramic made of ultrapure alumina(Pall Membralox) able to separate particles in a range ofdifferent sizes varying from 0 2μm(MF)different sizes varying from 0.2μm(MF)
• The flow was configured as cross flow mode
Transmembrane pressure Osmotic Pressure (iMRT)Cross Flow filtration
⎟⎞
⎜⎛ ΠΔ *PJ
p(N m ̄² ̄)
( )
Flux (J, m3/s)
⎟⎟⎠
⎞⎜⎜⎝
⎛μ+
ΠΔ=
*)RR(PJ
cmViscocity (η,Pa/s)
Membrane resistance (Rm,m¹̄) Cake resistance(Rc, m ̄¹)
Ceramic membrane w/t housing

Nanofiltration transport processes

Methodology
Picture of the processing systemDiagram of the processing system

Process strategy and resulting effluents
Parameters Agricultural SludgeUntreatedSludge
Microfiltered(0.2μm)Sludge
Anaerobically digested effluentsWater
Sedimentation
Permeate
Total Solids (TS, g/L) 15.13 5.15
Total Suspended Solids (TSS, mg/L)
612.50 <0.1Manipulation
Screening
Microfiltration
Total Dissolved Solids (TDS, mg/L)
7965 7055
pH 8.13 8.25Conductivity (mS/cm) 9.37 8.3
/
Manipulation
Formulated growth media
Nutrients/Chemicals/Ions rich effluentsAlkalinity (mg CaCO3/L) 7500 1875
Zeta Potential (mV) ‐33.25 nd
Sizing (μm) 27.17 <0.2Optical Density (580nm1) 0.86 0.10
C t ti /L /L
Fig.9. Anaerobically digested spent effluents Treatment Strategy
gConcentration g/L g/LAcetic Acid 1.65 1.26Butyric Acid 1.69 1.39Ammonia 34.57 30.95Phosphate 31 91 0 17
Zacharof &Lovitt., Water Science and Technology, 2013
Fig.9. Anaerobically digested spent effluents Treatment Strategy Phosphate 31.91 0.17
Table.2 Anaerobically digested spent effluents treatment results

Current Status
• MF studies • Clarify fluids• Obtain materials from particulates
• Diafiltration / strategies• Acid treatment
• Range of nutrient products• Costs Utility/ y/
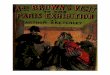
• NF/ RO • Enrichment of various streams • Ammonia / phosphates separation• Fatty acid enrichment also
demonstrated • Data sufficient to estimate costs ofData sufficient to estimate costs of
large scale systems• Potential for multistage enrichment
Fig.8.Nanofiltration unit (CCFP) treatment schemes media formulation
Zacharof et al.Under preparation, 2014

Current StatusC ti E i f MF/UF Pil t S l T i lCosting Exercise of MF/UF Pilot Scale Trials
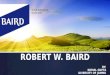
Fig.6.KOCH PVDF membrane module
Fig.5.Ultrafiltration unit provided by Axium processingunit: [1] feed vessel, [2] feed pump, [3] circulating pump, [4] membrane unit , [5] membrane unit, [6] pressure gauge (inlet),[ [7] pressure gauge (outlet), [8] control panel [9]scale and graduatted vessel [10] flow meter [11] regulating valve [12] flow meter
Max. volume capacity: 120 LMax. flow rate: 3000 L/hMax. operating pressure: 6 barMax. operating temperature: 50 °Ccontrol panel [9]scale and graduatted vessel, [10] flow meter [11] regulating valve [12] flow meter
(circulating part) [13 a, b, c] butterfly valve [14] permeate line [15] thermometer [16] heat exchanger(not shown)
Zacharof et al.Under preparation, 2014
Max. operating temperature: 50 CpH range : 2.5‐11Total membrane area: 4.4 m2

Parameters Values
Temperature 25°CTransmembrane Pressure (psi) 5.65pH 7.5Volume (feed) 100 LViscosity (μ, N s m‐1) (water) 8.091
ElectricityElectricityUnits (kW/h) 0.650Cost of Unit (kW/h) (pence,p) 12.5Standing Charge of Electricity usage (day) (pence,p)
18.33
Total Processing Time (h) 2Total Usage of Electricity per processing time 1.30g y p p g(kW)Total Usage of Electricity per day (24h operation) (kW/day)
15.6
Cost of Operation per hour (pence, p) 8.125Cost of Operation per total processing time (pence, p )
16.25
C t f O ti d (24h) ( ) 195 00Cost of Operation per day (24h) (pence,p) 195.00Cost of Operation per day (24h) (pence,p) (including standing charge/day)
213.33
Water (tap)Cost of water per Unit (m³) (pence,p) 75Total Processing Time (h) 2Total Usage of water per Unit (m³) per processing time
0.2
Total Usage of water per Unit(m³) per day (24h operation)
2.4
Cost of Operation per hour (pence, p) 7.5Cost of Operation per total processing time 15(pence, p )Cost of Operation per day (24h) (pence,p) 180

Costing Parameters Agricultural sludgeCurrent case study
Total volume of permeate collected (L) 200 L Total volume of processed feed (L) 250 LTotal NH3‐N recovered at this case (mg/L) 4 87
Recovery costs of phosphate is £1768/t acid extracted systems (1500 mg/> would be more like
Total NH3 N recovered at this case (mg/L) 4.87
Total PO4‐P recovered at this case (mg/L) 1.85Total NH3‐N recovered at this case (mg / 200 L) 974Total PO4‐P recovered at this case (mg / 200 L) 370Total NH3‐N recovered at this case (mg / 1000 L) 4870
£300/tonneAmmonia was calculated at £148.14/t For high NH3 systems > 8000 mg/L
Total PO4‐P recovered at this case (mg / 1000 L) 1850Current case study
Mean Permeate flow at steady state (L/h) 101.61Cost of power and water usage (£/h) 0.34Total time processing time (h) 2
For high NH3 systems > 8000 mg/L cost will be reduced further (<£50 tonne).Cost estimation presented only takes
Total time processing time (h) 2Operating costs for the total collected permeate (£) 0.68Operating costs per cubic meter of sludge (m3) (£) 2.72
Values of ammonia, phosphate and VFA used in calculating the cost
Total volume of permeate collected (L) 100
into account the operating costs in terms of power and water usage including maintenance (cleaning), without including labour cost,
Total volume of processed feed (L) 150Total NH3‐N recovered at this case (mg/L) 1746.86Total PO4‐P recovered at this case (mg/L) 154.85Total NH3‐N recovered at this case (g / 100 L) 1740Total PO4‐P recovered at this case (g / 100 L) 154
transportation as well as cost for the unit construction.The market value of these chemicals (USD 700/tonne for ammonia, USD$
[1] Including standard charge of electricity per 24 h
4 (g / ) 154Total NH3‐N recovered at this case (g / 1000 L) 17400Total PO4‐P recovered at this case (g / 1000 L) 1540Operating costs in terms of N recovered (£/tonne) 148.15Operating costs in terms of P recovered (£/tonne) 1768
400/tonne for phosphate) the costs proposed here, though only estimation, do imply that the recovery of platform chemicals from [ ] Including standard charge of electricity per 24 h.waste sources is a feasible alternative when compared to the petroleum based industry and mining.

Parameters Municipal Wastewater
After SAS1/Post A.D.2 Before SAS/w‐t polymer3
Total Solids (TS, g/L) 16.51 5.40
Total Suspended Solids (TSS, mg/L) 7172.94 2445.48
Total Dissolved Solids (TDS, mg/L) 15579 2031.35
9 27 7 54pH 9.27 7.54
Conductivity (mS/cm) 18.83 2.39
Alkalinity (mg CaCO3/L) 5625 1875
Optical density (580 nm) 0.326 0.316Optical density (580 nm)
Size (μm) 18.51 7.40
Concentration mmol/L
Ammonia (NH4‐N) 44.01 (748 mg/NH3) 62.02
Phosphate (PO4‐P) 14.66 (1407 mg./PO4) 21.80
Potential recovery costs ammonia (~£300) and PO4 (~£300)

Growth of microorganisms on in vitro media & treated sludgein vitro media & treated sludge
Growth media Nutrient*1
(in vitro)d
Minimised (in vitro)*2
mediaTreated sludge(N:P 36.6:1)
Enriched treated sludge (0.11M
l )media pH:7.81 glucose)
Micro/sms μ (h‐1)
DT (h) μ(h‐1)
DT (h) μ (h‐1)
DT (h) μ (h‐1)
DT (h)
L.plantarum 0.18 3.83 0.02 31.1 ‐ ‐ 0.45 1.52p
Cl.butyricum 1.49 0.46 0.14 4.94 0.24 2.91 0.38 1.82
E li 0 6 1 15 0 02 38 2 0 65 1 06 0 37 1 81E.coli 0.6 1.15 0.02 38.2 0.65 1.06 0.37 1.81
Schi. limacimum 0.52 1.34 0.69 0.99 0.36 1.91 1.55 0.44
Sacc.cerevisiae 1.37 0.50 0.73 0.94 0.19 3.55 0.34 2.04
*Media recipe: Y E 10 g/L glucose 20 g/L MgSO4 5 g/L KH2PO4 25 g/L pH 5 01
Table 3. Comparative table of growth of 5 microorganisms on different nutrient sources
Zacharof et al., WIT Transactions on Ecology & the Environment, 2014
Media recipe: Y.E. 10 g/L, glucose 20 g/L, MgSO4 5 g/L, KH2PO4 25 g/L pH 5.01*Minimal media recipe: Tap water, 20 g/L glucose

End products of Cl.butyricum on i it di & t t d l din vitro media & treated sludge
Growth Nutrient*1 Minimised (in vitro)*2 Treated sludge Enriched treated sludge media (in vitro)
media
( )media
g(N:P 36.6:1)pH:7.81
g(0.11M glucose)
pH:8.1
Micro/sms Biomass Acetic Butyric Biomass Acetic Butyric Biomass Acetic Butyric Biomass Acetic Butyric (g/L) Acid
(g/L)
yacid(g/L)
(g/L) Acid(g/L)
yacid(g/L)
(g/L) Acid(g/L)
yacid(g/L)
(g/L) Acid(g/L)
yacid(g/L)
Cl.butyricum 1.42 15.43 6.51 0.49 ‐ ‐ 1.44 6.65 1.57 1.46 16.87 2.71
*Media recipe: Y.E. 10 g/L, glucose 20 g/L, MgSO4 5 g/L, KH2PO4 25 g/L pH 5.01/
Table 4. End products of Cl.butyricum
*Minimal media recipe: Tap water, 20 g/L glucose pH: 7.04
What is the carbon footprint of media generated by this method for platform chemicalsand single cell protein ?
Zacharof et al., Under prepartion, 2014
and single cell protein ?

Nanofiltration Enrichment
Further processing of the effluents was achieved using Nanofiltration
Nutrients Acetic acid (mmols/L)
Butyric acid(mmols/L)
(NH4‐N)(mmols/L)
(PO4‐P) (mmols/L)
Flux (L/m2 h)
using Nanofiltration, enrichment of salts additions and pH adjustment were made to
Initial Conc 21.08 15.81 48.99 1.35
Membrane retentates
Treatment : pH 8.5
NF270 29.56 26.54 78.47 36.60 15.40adjustment were made to the process
Many factors that control
NF270 29.56 26.54 78.47 36.60 15.40
Ratio 1:0.89:2.65:1.23
LF10 53.94 28.38 168.37 40.06 6.00
Ratio 1.82:0.96: 5.69: 1.35ynutrient ratios.• Membrane type• pH
Treatment :NaCl addition (100mM)
NF270 52.62 69.74 17.30
Ratio 1.78:2.35
• Salts
Reverse osmosis can also t t thi t i l
Treatment :NaHCO3 addition (100mM)
LF10 48.27 72.23 11.78
Ratio 1.63:2.44
Zacharof et al., Journal of Cleaner Production, Under review 2014
concentrate this materials Table 6. Formulation of different composition solutions using nanofiltration

NF/RONF/RO
• Nanofiltration membranes reject 70‐98%Nanofiltration membranes reject 70 98% Phosphate– Now devising schemes for calcium phosphate recovery g p p y
• Ammonia up to 80% rejection heavily depended on pHdepended on pH– Concentration limited by osmotic pressure but can membranes can be
used as hybrid process in enhanced stripping for example
• Fatty acid recovery 80% also pH dependent – Calcium salt recovery/electrochemical recovery


Conclusions• Processes have been developed and are being evaluated economically.
– These process produce a range of novel, environmentally friendly products, fromwastes.
• Full medium formation now needs to be carries out, so tailored media to the needs of our partnerswill be provided.
– Media components derived from wastes allows cyclisation of nutrients solvingproblems associated with nutrient disposal by their incorporation into biomass (PHB,Protein Fats and Carbohydrates platform chemicals)Protein, Fats and Carbohydrates, platform chemicals).
• NF can be used as a method of isolation and recovery of VFA, phosphate and ammonia fromcomplex effluent streams, provided a pre‐treatment scheme that will remove coarse particles, sothe effluents can be easily filtered.
– NF allows subtle formulations components from waste, achieving the dual benefit ofhe isolation valuable chemicals and purifying water
• Further work will be done to economically evaluate the MF/NF/RO process, and its feasibility on thelarge scale and integration in situ (in an AD digester)large scale and integration in situ (in an AD digester)
– Data obtained here will allow economic evaluation of the costs of recovery ofnutrients and organic acids by physical methods of filtration. Energy from the digesterto drive the product recovery process.