Embed Size (px)
Citation preview

OPERATIONS MANAGEMENT
DONNER COMPANY
SUBMITTED TO
PROF. JANAT SHAH
PREPARED BY:
ABHISHEK PRASAD 0511147
BURJOR DADACHANJI 0511160
ROHIT GOEL 0511178
VISHAL AGGRAWAL 0511196
JAYARAMA HOLLA 0512005

Donner Company
TABLE OF CONTENTS
INTRODUCTION....................................................................................................................3
CASE FACTS........................................................................................................................3
PROBLEMS AND REASONS..................................................................................................8
CASE ANALYSIS.................................................................................................................11
DATA ANALYSIS............................................................................................................13
RECOMMENDATIONS.........................................................................................................17
APPENDIX.......................................................................................................................21
Exhibit A.....................................................................................................................22
Exhibit B.....................................................................................................................24
Group 07 2

Donner Company
INTRODUCTION
The Donner Company manufactures printed circuit boards for a variety
of electronics manufacturers based on the specifications provided by
them. It started operations in 1985, and is run by engineers who have
substantial experience in the electronics industry.
There are 750 printed circuit board manufacturers in the US market,
classified as captive or contract manufacturers. The industry has
shown phenomenal growth as electronics increasingly becomes a vital
part of all aspects of life.
The Donner Company is believed to be more adept than its
competitors in creating prototypes of new designs and
anticipating/resolving any problems that might be associated with
these designs.
CASE FACTS
Manufacturing Process Flow
Donner produces “solder mark over bare copper” (SMOBC) boards.
This process has three broad stages:
1. Preparation Stage
Master artwork received from the customer –
used to produce negative image
Group 07 3

Donner Company
Individual image repeated to maximize panel
utilization (panel size 12” by 18”) – typically 8 images per
panel
Double sided copper-clad glass epoxy sheets –
36” by 48” sheared into 12” by 18” panels
Location holes punched – used in aligning,
drilling, imaging and routing
2. Image Transfer Stage
Approximately 500 holes per circuit board –
drilled manually or using CNC drill (worth $80000) – drilling
process needs the operator in both cases
Panel is processed through copper immersion
bath – metallization – deposits thin layer of copper on
drilled holes
Panels are washed, scrubbed and coated with
photo-resist (DFPR)
Film of the artwork is placed on the panel and
it is exposed to UV light
DFPR machines wash away un-exposed DFPR
leaving conducting copper surface bare where conductors
are desired
Conductors are electroplated – bare areas and
metallized holes are covered by an additional layer of
copper
Exposed DFPR – stripped off the panel – un-
electroplated copper is etched off – circuit pattern
protected by tin coating
Tin coating chemically stripped off – leaving
the desired circuit pattern on both sides of the board
Group 07 4

Donner Company
3. Fabrication Stage
Protective epoxy coating over circuit traces – solder-mask
silk-screening
Through holes – covered with solder
Individual boards separated from panel – reduced to
desired size and shape using the CNC or a punch press
Boards are inspected, tested, packaged and shipped – one
senior Donner employee assigned to this final step
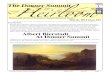
Figure 1: Manufacturing Process Flow
Group 07 5

Donner Company
The normal flow described above could be modified based on specific
requirements of customers. Sometimes additional steps may also be
involved.
Special racks are used between process operations to hold up to 20
panels in order to reduce handling damage
Supervision Process
Supervision responsibilities are shared by three people:
Diane Schnabs – expediter
Bruce Altmeyer – design engineer
David Flaherty – shop supervisor
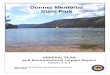
Figure 2: Flow of Information
Group 07 6

Donner Company
The expediter:
Keep track of orders in process. Investigated delays, fixed problems,
kept customers informed. Took charge of rush orders.
The design engineer:
Inspect artwork, find design errors, and create processing strategy.
The shop supervisor:
In charge of manufacturing, supervised 22 production employees,
worked with the blue-print.
Order Processing
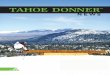
Figure 3: Order Processing Flow
Key steps involved:
Group 07 7

Donner Company
Estimating labor and material costs – preparing a bid for the
customer
Orders less than 1000 boards – 3 weeks, larger orders – 5 weeks
Material specification and factory order created
Supervisor receives the blueprint (4 days after the bid is
finalized)
Scheduling decisions, labor estimates, made after material
arrived
Ticketing used to track orders as they moved through processing
Facilities and Layout
Machines installed prudently to ensure longevity and isolation of
corrosive elements
No outside capital – most of the companies funds invested
Full utilization of space in existing plant
PROBLEMS AND REASONS
Problem Statement - Difficulty in manufacturing two products with
different production requirements in a single facility.
Product Related
Special boards require additional steps
Company concentrating more on small order sizes and has a lower
delivery time (3 weeks) vis-à-vis its competitor. Small order delivery
cannot be delayed to prevent revenue target constraint
Group 07 8

Donner Company
Customer Related
Normal work flows interrupted by several customer orders each
week; all having specific requirements
Delays due to artwork modifications to be received from the
customer
1 to 9 design changes a week – One fourth of delays caused by
these requests from the customers. Also involve rework in case they
want to revert to original design
Production Related
Workflow interrupted 6 to 12 times per day
1. To secure more work from the upstream process
2. To seek advice on a problem (Should assistant manufacturing
supervisors spend more than 10% of their time instructing
and monitoring employees?)
3. Average delay in shipping completed orders is 5.2 days (As
calculated further down in the report )
Daily at least 2 – 3 slow orders (non-rush orders) delayed and need
to be expedited
Around 3 rush orders a week
Rework required in rush orders needing rework in one or two
operations
Estimated order completion time is a standard rate and not based
on capacity utilization as of time order received
No raw material storage maintained, and procurement initiated with
purchasing agent only after order received. (Materials received
same day or next day for rush orders. Otherwise it took “several”
days)
Group 07 9

Donner Company
Most orders reached manufacturing only 4 days after the bid had
been accepted
Scheduling decision takes place only after raw materials arrive
Prioritization of orders based on work in process at critical points
and the manufacturing manager’s assessment of the sale’s
possibilities of these orders being held up
Production bottlenecks shifting based on processes utilized, order
sizes and differences in designs for different client orders. No
pattern available to forecast where the pile-up would take place
Movement of resources from a particular process to meet
bottlenecks, which are occupied by the time the order, is expedited
to that original process
Quality Related
Customer rejection rates up from 1% to 3%
Returns due to
a) Damaged or out of tolerance (10%)
b) Process missed out (90%)
Leading to reprocessing and reshipping costs
Method improvements not implemented due to output pressure
No overall coordination on increasing efficiency of process as a
whole
Quality inspection standards seem to be too stringent
Quality checks being duplicated (both at beginning and end) as well
as informal worker examination
Pre-shipment rejection rate = 7% (1% total losses & 6% process
missed)
Shipments are 9 days late on average
Layout related
Group 07 10

Donner Company
Production layout with a view to:
1. Minimized installation costs
2. Preserved equipment life
3. Isolated the diverse operating environments
Production facilities have been designed primarily around process
layout
Constant interruptions due to need for walking from one section to
another
Group 07 11

Donner Company
CASE ANALYSIS
Analysis of September Standard Production data
On an average 3 orders of size 96 are processed per day
Manpower utilization
No. of
peopl
e
Utilizatio
n Hrs
Asst.
Supervisor 4 0.9 576
New Workers 8 0.5 640
Others 10 1
160
0
Total 22
281
6
Capacity utilization
Refer to exhibit A for the details.
Overall capacity utilization is 56%.
Bottleneck processes are
Drilling – Manual (4 in number)
– Capacity utilization of 104%
– Cycle time: 80 min/panel
Drilling CNC
– Capacity utilization of 127%
– Cycle time: 16 min/panel
(Usage is more than 8Hrs/day)
Group 07 12

Donner Company
In addition electroplating has a very high capacity utilization of
82%.
It can also be found that on an average 20 orders are being reworked/
month at an average order size of 360 boards. This totals to an
average time spent in rework = 379 hrs.
Also 660 hrs are spent in labor movement and 24 hrs is wasted in
plating operation. An average of 139.2 hrs are lost when rush orders (3
per week) are loaded on to the process.
Wait time analysis (Based on data for September)
Average Order Size 1000 boards/order
Average delay 8 days
Average Order processing time 4 weeks
(1000 boards/order)
Expected Time in the system (Ws) 36 days (7*4+8)
Total processing time 1531.7 Hrs
(5761 boards)
Average processing time 3.4 Days* (266 Hrs)
(For 1000 boards)
Lead time before start of manufacturing 7 days
(4 days for the order to reach the shop floor and 3 days for procuring
raw material)
Average delay in shipping (per Order) ** 5.2 days
Expected time waiting in the Line (Wq) 20.4 days (36 - 3.4 – 7
– 5.2)
*Elapsed time (in days)
Group 07 13

Donner Company
Total available man hours 2816 Hrs
(Per month)
Total available man hours 140.8 Hrs
(Per Day)
Capacity Utilization 56%
Utilized Man Hours (per day) 78.85 Hrs.
Average processing time 3.4 days (266/78.85)
**Average orders shipped /day = 288. No. of orders shipped per day is
calculated using exhibit no. 5. Average delay in shipping is calculated
by taking the weighted average of the individual order delays.
DATA ANALYSIS
Standard labor time calculations
Order size 1
Group 07 14

Donner Company
Group 07 15
Standard
Production time Total Standard Production time
Set up Run Set up Run Min Hrs
Artwork Generation 29 0
29 -
29.00
0.48
Inspect & Shear 20 0.5
20
0.06
20.06
0.33
Punch Tooling
Holes 10 0.5
10
0.06
10.06
0.17
Drill – Manual 15 0.08
15
40.00
55.00
0.92
Drill – CNC 240 0.004 - - - -
Materialization 10 0.75
10
0.09
10.09
0.17
DFPR
Panel Prep 5 0.2
5
0.03
5.03
0.08
Laminate & Expose 20 2
20
0.25
20.25
0.34
Develop 20 0.2
20
0.03
20.03
0.33
Electroplate 25 8.5
25
1.06
26.06
0.43
Strip DFPR 5 0.2
5
0.03
5.03
0.08
Etch & Tin Strip 10 0.2
10
0.03
10.03
0.17
Soldermask 45 1.5
45
0.19
45.19
0.75
Solder dip 30 0.5
30
0.06
30.06
0.50
Profile – punch
press 50 1
50
1.00
51.00
0.85
Profile - CNC router 150 0.5 - - - -
Inspect, Test, pack 45 1.5
45
1.50
46.50
0.78

Donner Company
Total: 6.39 hours
Order Size 8 boards
Standard
Production time Total Standard Production time
Set up Run Set up Run Min Hrs
Artwork Generation 29 0
29 - 29.00
0.48
Inspect & Shear 20 0.5
20 0.50 20.50
0.34
Punch Tooling
Holes 10 0.5
10 0.50 10.50
0.18
Drill – Manual 15 0.08
15 320.00
335.00
5.58
Drill – CNC 240 0.004 - - - -
Materialization 10 0.75
10 0.75 10.75
0.18
DFPR
Panel Prep 5 0.2
5 0.20 5.20
0.09
Laminate & Expose 20 2
20 2.00 22.00
0.37
Develop 20 0.2
20 0.20 20.20
0.34
Electroplate 25 8.5
25 8.50 33.50
0.56
Strip DFPR 5 0.2
5 0.20 5.20
0.09
Etch & Tin Strip 10 0.2
10 0.20 10.20
0.17
Soldermask 45 1.5
45 1.50 46.50
0.78
Solder dip 30 0.5 0.50 30.50
Group 07 16

Donner Company
Standard
Production time Total Standard Production time
Set up Run Set up Run Min Hrs
30 0.51
Profile - punch
press 50 1
50 8.00 58.00
0.97
Profile - CNC router 150 0.5
- - - -
Inspect, Test, pack 45 1.5
45 12.00 57.00
0.95
Total: 11.57 hours
Group 07 17

Donner Company
Order Size 200
Standard
Production time Total Standard Production time
Set up Run Set up Run Min Hrs
Artwork Generation 29 0
29 - 29.00
0.48
Inspect & Shear 20 0.5
20 12.50 32.50
0.54
Punch Tooling
Holes 10 0.5
10 12.50 22.50
0.38
Drill – Manual 15 0.08
15 8,000.00
8,015.00
133.58
Drill – CNC 240 0.004
- - - -
Materialization 10 0.75
10 18.75 28.75
0.48
DFPR
Panel Prep 5 0.2
5 5.00 10.00
0.17
Laminate & Expose 20 2
20 50.00 70.00
1.17
Develop 20 0.2
20 5.00 25.00
0.42
Electroplate 25 8.5
25 212.50
237.50
3.96
Strip DFPR 5 0.2
5 5.00 10.00
0.17
Etch & Tin Strip 10 0.2
10 5.00 15.00
0.25
Soldermask 45 1.5
45 37.50 82.50
1.38
Solder dip 30 0.5 12.50 42.50
Group 07 18

Donner Company
Standard
Production time Total Standard Production time
Set up Run Set up Run Min Hrs
30 0.71
Profile - punch
press 50 1
50 200.00
250.00
4.17
Profile - CNC router 150 0.5
- - - -
Inspect, Test, pack 45 1.5
45 300.00
345.00
5.75
Total Time: 153.59 hours – using Manual Drill and punch press
Total Time: 30.67 hours - using CNC drill and CNC router
RECOMMENDATIONS
Change in job scheduling
At present all the panels that belong to an order are processed
completely in a particular process before moving on to the next
process. This results in WIP buildup at each stage causing spikes in the
arrival pattern of job from the previous process. To smoothen this it is
recommended that the panels that have been processed should move
on to the next process without waiting for the entire order to be
processed. The timing worked out for an order of size 100 shows that
the existing method takes 20.87 hours for complete processing. When
the panels are allowed to move to the next operation then the process
time reduces to 11.32+3.2 = 14.52 hours. The time saved is 6.35
hours. In September on an average, there were 57 orders of size 100
and the total reduction in the processing time would have been 362
hours. That implies 25 more orders of size 100 could have been
Group 07 19

Donner Company
processed with the same capacity, an improvement of 58%. This figure
of 58% has been calculated assuming that there is no interruption in
the flow once an order is loaded for processing.
A decrease in the throughput time from 20.87 hours to 14.52 hours
would also reduce, on an average, the number of times a loaded job is
removed to make way for the rush order, resulting in the loss of setup
time.
Change Layout of the machine assembly
There is lot of scope to reduce or eliminate the time wasted due to
labor and material movement between operations. At present the
machines have been arranged in a job shop layout. Due to the nature
of the processes involved there are layout constraints such as
processes that release acid vapors are located away from machining
operations to prevent corrosion of machines and machining operations
that produce dust are separated from processes requiring pure
atmosphere (imaging, plating and etching). A line-flow or hybrid layout
would help in cutting down the material and labor movement time. But
this would require installation of additional technology, such air
ventilation systems or air screens, to isolate the atmospheric air of
plating and etching processes.
With an extra 1800-sq. feet of factory space available in the near
future, it was considered that the company could look to develop
additional production facility to cater to rush and small volume orders.
However, the cost involved in setting up a new production facility may
be very high. Also, the utilization of certain processes would be very
low, thus making it uneconomical to duplicate such facilities.
Group 07 20

Donner Company
Reducing Process Bottleneck
Drilling is the critical process. Installation of a second CNC machine
would reduce the machining time from 203 hours to 119 hours
(September production figures) but this may require a huge capital
expenditure. Alternatively, capacity of the manual drilling process can
be increased by adding 4 machines. This would result in machining
time reduction from 662 hours to 331 hours. The additional
requirement of 4 units of labor can be met by re-allocation of under-
utilized manpower from other processes. Improving capacity of the
drilling process would result in a reduction of the large average waiting
time (~20 days) before the order is scheduled on the production line.
Improve Inventory Planning
It has been acknowledged that scheduling has been delayed till raw
materials are received from the vendor. It may not be possible to stock
all raw materials, but key items should be stocked. Especially those
related to the start of the manufacturing process. Time may also be
saved in case of larger orders which use common core materials, if
Manufacturing is informed upfront and the procurement order initiated
with a return policy with the vendor.
Changing Information Transmission
The orders are taking almost 4 days to reach manufacturing after the
bid is accepted. This means that there are bottlenecks in information
transmission which need to be resolved by the company.
Change in Quality Control Mechanism
Group 07 21

Donner Company
Quality checks should focus more on operations required by a client
being missed out rather than on actual damages, scratched PCB’s etc.
There needs to also be a separate personnel assigned to Quality
Control to reduce rework caused by processing errors. This would also
reduce the duplication of quality checks in the current process. On an
average, there is an additional load of 20 orders of average size 360
per month.
Group 07 22

Donner Company
APPENDIX
Group 07 23

Donner Company
Exhibit A
Standard Production
TimeSeptember's Production September's Total Standard Production
Hrs Required Per day
Resources required per day
Resources allocated
Capacity Utilization
Set up Run Order Board
Set up Run Min Hrs
Artwork Generation 29 0 50 832
1,450 -
1,450.00
24.17
1.21 0.15 1 15%
Inspect & Shear 20 0.5 60 6,001
1,200
375.07
1,575.07
26.25
1.31 0.16 1 16%
Punch Tooling Holes 10 0.5 60
6,001
600
375.07
975.07
16.25
0.81 0.10 1 10%
Drill - Manual 15 0.08 51 975
765
39,000.00
39,765.00
662.75
33.14 4.14 4 104%
Drill - CNC 240 0.004 9 5,026
2,160
10,052.08
12,212.08
203.53
10.18 1.27 1 127%
Materialization 10 0.75 60 6,001
600
562.60
1,162.60
19.38
0.97 0.12 1 12%
DFPR
Panel Prep 5 0.2 60 6,001
300
150.03
450.03
7.50
0.38 0.05 1 5%
Laminate & Expose 20 2 60 6,001
1,200
1,500.26
2,700.26
45.00
2.25 0.28 1 28%
Develop 20 0.2 60 6,001
1,200
150.03
1,350.03
22.50
1.13 0.14 1 14%
Electroplate 25 8.5 60 6,001
1,500
6,376.11
7,876.11
131.27
6.56 0.82 1 82%
Strip DFPR 5 0.2 60 6,001
300
150.03
450.03
7.50
0.38 0.05 1 5%
Etch & Tin Strip 10 0.2 60 6,001
600
150.03
750.03
12.50
0.63 0.08 1 8%
Group 07 24

Donner Company
Standard Production
TimeSeptember's Production September's Total Standard Production
Hrs Required Per day
Resources required per day
Resources allocated
Capacity Utilization
Set up Run Order Board
Set up Run Min Hrs
Soldermask 45 1.5 55 5,983
2,475
1,121.88
3,596.88
59.95
3.00 0.37 1 37%
Solder dip 30 0.5 55 5,983
1,650
373.96
2,023.96
33.73
1.69 0.21 1 21%
Profile - punch press 50 1 47
1,284
2,350
1,284.38
3,634.38
60.57
3.03 0.38 1 38%
Profile - CNC router 150 0.5 6 4,511
900
2,255.73
3,155.73
52.60
2.63 0.33 1 33%
Inspect, Test, pack 45 1.5 60 6,001
2,700
9,001.56
11,701.56
195.03
9.75 1.22 2 61%
Total 1,580.48
79.02 21
Average 3 orders per dayAverage 288 Boards per day
Group 07 25

Donner Company
Exhibit B
DateDaily Order value
Cumulative order value
No of boards shipped
No of boards
produced
No of boards pending shipment
Sales 124800
0 237 237No of
boards5761
1 11118 11118 513 288 12Value per board $
21.66291
4 -1188 9930 0 288 3005 4057 13987 187 288 4006 1696 15683 78 288 6107 2226 17909 103 288 7958 8430 26339 389 288 694
11 2395 28734 111 288 872s12 -684 28050 0 288 116013 2560 30610 118 288 133014 5926 36536 274 288 134415 -147 36389 0 288 163218 3952 40341 182 288 173819 13216 53557 610 288 141620 10070 63627 465 288 123921 5561 69188 257 288 127022 2275 71463 105 288 145325 176 71639 8 288 173326 -1327 70312 0 288 202127 -7975 62337 0 288 230928 17939 80276 828 288 176929 44560 124836 2057 288 0
Group 07 26