Embed Size (px)
Citation preview

WBS 2.3.2.107 Separations in Support of Arresting Anaerobic Digestion
Waste to Energy
March 4-7, 2019
Eric M. Karp & Violeta Sànchez i Nogué
National Renewable Energy Laboratory
DOE Bioenergy Technologies Office (BETO) 2019 Project Peer Review

NREL | 2
Goal Statement
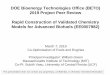
Goal: Demonstrate an integrated AD unit with online separations to produce
carboxylic acids from the bioconversion of waste feedstocks
• Contribute to 2022 BETO cost targets of $3/GGE for HC fuel production
• Leverages on-going work with other tasks for producing carboxylate platform chemicals
Relevance: Fuels from wastes are major benefit to the U.S. biorefinery infrastructure
• Lower feedstock cost through the use of waste
• In situ separations broadens chemicals produced from AD units
• Outcome: Demonstrate, scalable In Situ Product Recovery process for converting waste to
platform carboxylates
Aim 1: Mixed culture(s) for bio
acid production from of waste
feedstocks at pH < 5
Aim 2: In-situ separations to
remove VFA’s and arrest
methanogenesis
cells +
debris
Recycled
cells +
debris
Permeate
containing acid
AD UNIT CELL & DEBRIS
RETENTION DEVICE
Acid free
broth
MEMBRANE
CONTACTOR
DISTILLATION
COLUMN
NEAT ACID
PRODUCT
Extractant
+ Acid
Regenerated
Extractant
pH < 5
Lignocellulose
Municipal waste
Food waste
Animal waste

NREL | 3
Quad Chart Overview
• Start date: 10/2017 (FY 18)
• End date: 09/2020 (FY 20)
• Percent complete: 50%
• Feedstock availability and cost (Ft-A)– Waste feedstocks are cost advantaged, modular
deployment, on-site conversion
• Selective separation of organic species (Ct-O)– LLE selective to carboxylic acid removal
• First-of-a-kind technology development (ADO-F)– ISPR, arrested AD, solids handling of waste feedstocks
Timeline
Budget
Barriers Addressed
Demonstrate an integrated AD unit with online
separations to produce carboxylic acids from
the bioconversion of waste feedstocks
Objective
FY 18
Costs
FY 19
Costs
Projected
FY 20
Costs
Total Planned
Funding
(FY19–FY20)
DOE-
funded$250K $250K $250k $750K
• Identify and appropriate microbiome & waste
feedstock to produce VFA’s below a pH of 5
• Engineer an in situ separations system to remove
VFA’s as they are produced
• Demonstrate an integrated AD unit to produce VFA’s
and effectively arrest methanogenesis
End of Project GoalPARTNERS: Metro Wastewater Reclamation District
(Denver), Coors Brewing Company, JBS USA, New Belgium
Brewing Company, Agricultural Research Service USDA
(Horticultural Research Laboratory), Del Monte, Harvest
Power.

NREL | 4
Interactions with Biochemical Conversion Projects
2.5.5.502
Separations
Consortium
Waste-to-Energy
VFAs
2.3.2.107- READ (increasing hydrolysis
and VFA titers)
2.3.2.107- Separations Task (increasing VFAs and in situ removal)
CH4
2.3.2.201-Biogas
Valorization
5.1.3.102-Biomethanation
of Biogas
WTE Analysis
2.1.0.104- WTE System
Simulation
2.1.0.111-WTE TEA
2.1.0.112- WTE Feedstock evaluation
W2E Project Constellation
2.3.2.105
Biological upgrading
of sugars

NREL | 5
Project Overview
Project Objectives:
• Identify and appropriate waste feedstock to produce VFA’s below a pH of 5
• Engineer an in situ separations system to remove VFA’s as they are produced
• Demonstrate an integrated AD unit to produce VFA’s and effectively arrest methanogenesis
(1) Biofuels and Bioproducts from wet and gaseous waste streams: Challenges and opportunities, BETO, 2017
History: Biogas from AD has been around for centuries, only in the last decade has
technology targeting other chemicals from AD units been investigated.
• BETO has historically identified cost advantages for waste feedstocks over lignocellulosic
feedstocks1
• Feedstock cost identified as a major cost driver for HC biofuels2,3
(2) S. Chu & A. Majumdar, Nature, 2012, 488, 294
• Cost advantaged feedstock(s) over
lignocellulosic agricultural residues
• Non-sterile cultures
• Require modular manufacturing
approach Faster market adoption
• Significant infrastructure already in
place
Context: Differences over agricultural residues
(3) Ryan Davis et. al., Technical report # NREL/TP-5100-71949, 2018

APPROACHSeparations in Support of Arresting Anaerobic Digestion
WBS 2.3.2.107

NREL | 7
Management Approach
• Develop culture / AD unit to digest a waste feedstock at pH < 5
• Engineer in situ separations system
• Demonstrate integrated unit to produce VFAs and effectively arrest methanogenisis
Violeta’s scope Eric’s scope
VFA’s
Bioconversion
(acidogenesis)
- AD engineering
- Feedstock analysis
- AD control methods
- VFA monitoring
- pH < 5 !!!
Separations
(arresting methanogenesis)D
em
on
str
ati
on
- ISPR engineering
- Process Modeling
- Energy analysis
- Product recovery &
characterization
Experienced task leads in
Bioconversion and
Separations
Collaborations with
- Separations Consortium (WBS 2.5.5.502)
- Analytical development and
support
- Reverse engineering AD (WBS 2.3.2.108)
- TEA team (WBS 2.1.0.111)
Approach:PI’s Scientists / interns (1 postdoc, 2 interns)
- Reports / slides - Collect data
- Design experiments / systems - Maintain / build equipment
- Prospecting - Carry out experiments
- Publish work - Data workup

NREL | 8
Technical Approach
Critical success factors
• Obtain multiple consortia for screening
• Understand rate limiting steps
Primary challenges:
• Maintain VFA production below a pH of 5 for
ISPR
• Methods for feedstock analysis not yet
developed
Aim 1: Identify, understand, and evolve
robust microbial community for VFA
production below pH 5
Critical success factors:
• Keep steady state acid titer below toxicity level
• Expand system developed in SepCon1 to
operate with mixed slate of VFAs
Primary challenges:
• Must handle solids present in AD units
• Extractant can not be toxic to consortia
Aim 2: Engineer in situ separation technology to
remove VFA’s as they are produced to arrest
methanogenesis.
(1) Saboe, Karp et al., Green Chem, 2018, 20 (8), 1791

TECHNICAL ACCOMPLISHMENTSSeparations in Support of Arresting Anaerobic Digestion
WBS 2.3.2.107

NREL | 10
Technical Accomplishments – Outline
Consortia AD Biology
• Feedstock analysis (Cake & Rumen fiber)
• Feedstock digestions
• Identifying rate limiting steps
• Semi-continuous culture
In situ separations system
• Calculating needed VFA titers and pH
requirements
• Demonstration of VFA recovery
• Handling solids
• Engineering of in situ separations system
• Energy analysis
Demonstration / Integration
• Year 3 plans for integration

NREL | 11
Technical Accomplishments – Feedstock Analysis
Cake Rumen fiber
Structural
Non-structural
AS
H
Structural
Non-structural
PR
OT
EIN
w/ Water
w/ Ethanol
w/ Hexanes
EX
TR
AC
TIV
ES
Glucan
Xylan
Galactan
CA
RB
OH
YD
RA
TE
S
Ash
Protein
Extractives
Carbohydrates
Lignin
Example compositional analysis: Rumen fiber
Outcome
• We can now perform a basic compositional
analysis on non–conventional feedstocks
• Feedstocks highly different• Cake: Extractives, protein, and ash > 75%
• Rumen fiber: Carbohydrates > 50%
Hypothesis
We can modify current NREL analytical
methods to determine compositional analysis
of wet waste feedstocks

NREL | 12
Technical Accomplishments – Feedstock Digestions
0.0
0.5
1.0
1.5
2.0
2.5
3.0
P 0.75P+
0.25C
0.50P+
0.50C
0.25P+
0.75C
C P 0.75P+
0.25C
0.50P+
0.50C
0.25P+
0.75C
C
Concnetr
ation [
g/L
]
Lactic Acid Formic Acid Acetic Acid Propionic Acid
Butyric Acid Pentanoic Acid Hexanoic Acid Heptanoic Acid
0.0
0.5
1.0
1.5
2.0
2.5
3.0
P 0.75P+
0.25C
0.50P+
0.50C
0.25P+
0.75C
C P 0.75P+
0.25C
0.50P+
0.50C
0.25P+
0.75C
C
Concnetr
ation [
g/L
]
Lactic Acid Formic Acid Acetic Acid Propionic Acid
Butyric Acid Pentanoic Acid Hexanoic Acid Heptanoic Acid
Final stage
AD sludge
(~ pH 7)
Acid stage
AD sludge
(~ pH 5)
[CHI3] = 48 mg L-1[CHI3] = 4.8 mg L-1
Hypothesis
Different process components will
affect VFA production levels and
composition
Strategy
• Small vials
• Increase throughput
• Evaluated variables• Feedstock
• Inocula
• Iodoform
Outcome
• Similar levels of VFA production
regardless of feedstock
• Higher iodoform promotes longer
chain VFA production
• Stalled VFA production after an initial
constant VFA production rate

NREL | 13
0.0
5.0
10.0
15.0
20.0
25.0
30.0
Concnetr
ation [
g/L
]Lactic Acid Formic Acid Acetic Acid Propionic Acid
Butyric Acid Pentanoic Acid Hexanoic Acid Heptanoic Acid
Technical Accomplishments – Rate Limiting Steps
0
2
4
6
8
10
12
14
16
18
ctrl +Glu50 +Oil50 +YE10 ctrl +Glu50 +Oil50 +YE10
Concentr
ation [
g/L
]
Rumen fiberCake
0
5
10
15
20
25
30
ctrl +YE10 ctrl +YE10
Concentr
ation [
g/L
]
SlurryClarified liquor
Final pH 5.3 3.1 4.5 6.1 5.2 3.1 4.4 5.9
Final pH 3.12 3.27 2.98 3.64
Hypothesis
VFA production is limited by fermentability
of feedstock or low microbiome activity
Strategy
• Small vials
• Cake or Rumen fiber supplemented• Glucose
• Vegetable oil (Oil in chart)
• Yeast extract
• Performance of AD Inocula evaluated in
lignocellulosic substrates• Clarified liquor (w/o solids)
• Slurry (with solids)
Outcome
• Hydrolysis is the rate limiting step
• Bioconversion using AD microbial
consortia can occur at pH < 5

NREL | 14
Technical Accomplishments – Semi-continuous Culture
0.0
1.0
2.0
3.0
4.0
5.0
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
VF
A c
on
ce
ntr
atio
n [g/L
]
time [days]
Lactate Acetate Propionate Butyrate
Pentanoate Hexanoate Heptanoate Octanoate
BATCH SEMI-CONTINUOUS
4.5
4.9
5.3
5.7
6.1
6.5
0
500
1000
1500
2000
2500
0 500 1000
pH
Ga
s V
olu
me
[m
L]
Time [h]
BATCH SEMI-CONTINUOUSHypothesis
Scaling up the bioconversion step
will improve VFA production
Strategy
• 2L bioreactor (scale-up to
integrate with ISPR system)
• Cake and rumen as feedstock
• Semi-continuous mode
• Feed data to TEA team
Outcome
• Transition from batch to semi-
continuous mode improved VFA
titers
• Blending more fermentable
feedstocks required to improve
VFA production

NREL | 15
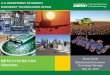
Technical Accomplishments – pH and Titer Requirements
Hypothesis• Modeling extraction physics key to determining
ISPR system viability
• Will define needed pH and titer requirements of AD
unit.
Outcome
• Using measured ratio of VFA’s
• Requires 17.8 g / L VFA’s at pH = 5
• Requires 9.5 g / L VFA’ at pH = 3
• With easily hydrolysable substrate culture
is already there!!
(1) Saboe, Karp et al., Green Chem, 2018, 20 (8), 1791 (2) https://github.com/NREL-SEPCON/LLE_Model_ISPR
Energetic feasibility limit
Org
an
ic c
on
c. (g
/ L
)
Steady State titer (g / L)
Strategy
• Mathematical model originally developed in
SepCon1,2 was adapted for mixed VFA profiles
• Applied using VFA profile measured in semi-
continuous culture

NREL | 16
Technical Accomplishments – Engineering ISPR System
Outcome
• Designed to handle solids up to 20 wt.%
• Gear pumps
• Pressure control
• Temperature control with heat tracing
Hypothesis
• ISPR system can be engineered to handle
long run times, solids, and variabilities
present in AD units
Strategy
• Custom buildout of ISPR system
specifically for AD units

NREL | 17
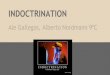
Technical Accomplishments – ASPEN Modeling
Hypothesis
• ASPEN models are key to building first
of a kind integrated ISPR – Distillation
system
VARY 1 B1 PARAM TEMPC
WT%
Wate
r
WT%
Acid
s
WT%
TO
A
130 140 150 160 170 180 190 200 210 220 230 240 250 260 270 280 290 3000.000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0.040
0.045
0.050
0.055
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
TOA
VAL
PROP
ACETIC
WATER
BUTYRIC
Strategy
• Using loading factors calculated from
mathematical model an ASPEN
process model was built
Outcome
• Co-extracted water into organic phase
is a key energy driver of the system
• Optimal flash drum conditions
• 230 °C at 0.16 atm
• Requires energy footprint of < 20% of
the heating value of the VFA’s
• Recovers 90 % of VFAs in single pass

NREL | 18
Technical Accomplishments – Engineering Flash Drum
Industrial S.S.
demister from Koch-
Glitsch
Open
Open (170 mL)
Glass beads (40 mL open
space)
Distillate flow
ratesC2
(g/hr)
C3
(g/hr)
C4
(g/hr)
C5
(g/hr)
Experimental 0.31 1.00 1.02 2.03
Aspen Plus 0.31 1.00 1.10 2.07
Hypothesis
• Can build bench scale flash
drum that matches ASPEN
Strategy
• Custom drum with 4 sections (right)
Outcome
• Distillate composition and rate
matches ASPEN
thermodynamically ideal system

RELEVANCESeparations in Support of Arresting Anaerobic Digestion
WBS 2.3.2.107

NREL | 20
Relevance
Technology that converts a heterogenous waste feedstock to platform chemicals for liquid fuel production solves a major cost hurdle for the BETO 3$/GGE target
Relevance to bionenergy industry:
• Diversifies the slate of renewable chemicals and fuels that can be produced from an AD unit
• Industrial and academics can leverage the unique ISPR system
• Large existing infrastructure in industry for tech adoption
Contributions to BETO goals:
• Utilizing cost advantage waste feedstock directly address a key cost barrier towards the 3$/GGE target. Note lignocellulosic feedstock accounts for ~60-67% of a biofuel cost.1
Tech transfer & marketability:
• Technology enables ”modular” adoption approach to existing AD unit infrastructure in industry
• 1 ROI filed, patent application expected in year 3
(1) S. Chu & A. Majumdar, Nature, 2012, 488, 294.
Project success:
• Provides a paradigm shift in routes to renewable platform chemicals for fuels and other specialty chemicals. Non-sterile cultures, waste feedstocks, fast market adoption through modular manufacturing

NREL | 21
Relevance – Stakeholder Outreach and Engagement
Feedstock Supply
• Routine visits & interactions:
• JBS beef supplies cake and paunch material
• Denver waste water treatment
Consortia Prospecting
• Denver waste water treatment
• Harvest Power in Orlando
• Unique AD unit process array of wastes
• Coors & New Belgium
• CSU – cow rumen microbiome
Bioconversion + ISPR Engineering
• Scaleup equipment discussions with
• Belach Bioteknik AB – AD custom-made bioreactors
• Andritz – cell retention
• Pope Scientific – distillation units
• Bürkert – membrane contactors
Meetings
• Mini-Workshop on Anaerobic Digestion of Wet Waste organized by Violeta Sànchez i Nogué
& Steve Decker. Participants from national laboratories (18), industry (12), academia (7), and DOE (5).

FUTURE WORKSeparations in Support of Arresting Anaerobic Digestion
WBS 2.3.2.107

NREL | 23
Future Work – Biology and Separations
Handling solids with ISPR (this year)
• Need to be able to pump solutions with 10-20 wt.% solids (gear pumps)
• Cell and debris removal prior to LLE (Rotating disc membrane)
• Operate in lower pH range 3 - 5
Quantifying energy footprint (this year)
• ASPENplus modeling of the systems separation energy footprint
Bioconversion (this year)
• Engineer semi-continuous culture to obtain process-relevant VFA titer and pH
• Evaluate alternative waste feedstocks to optimize and improve VFA production
• Continue advancing analytical methods for both VFA and feedstock composition analysis
Integration / demonstration (year 3)
• Test and validate ISPR system
• Integrate/demonstrate with live semi-continuous AD culture at >5 wt. % solids
• Report results, paper targeting EES

NREL | 24
Future Work – ISPR System Engineering
Upcoming milestones in FY!9
• Go/No-Go (End Q2): recover VFAs at least at a 30% recovery
level from a mock AD culture at titers of ~20 g/L in the
presence of partially digested, sterilized lignocellulose
• Annual Milestone (end Q4): Demonstration > 30% recovery of
VFAs at > 80% purity from a mock solution mimicking AD unit
composition WITH online distillation
Integration / demonstration (FY20, year 3)
• Annual milestone: Demonstrate fully integrated unit with live
semi-continuous AD culture
cells +
debris
Recycled
cells +
debris
Permeate
containing acid
AD UNIT CELL & DEBRIS
RETENTION DEVICE
Acid free
broth
MEMBRANE
CONTACTOR
DISTILLATION
COLUMN
NEAT ACID
PRODUCT
Extractant
+ Acid
Regenerated
Extractant
pH < 5

NREL | 25
Summary
1) Approach:
– Aim 1: Identify, understand, and evolve robust microbial community for VFA production below pH 5
– Aim 2: Engineer in situ separation technology to remove VFA’s as they are produced to arrestmethanogenesis.
2) Technical accomplishments:
– Demonstrated production of VFA from waste feedstocks in batch mode
– Established a semi-continuous culture for VFA production
– Calculated necessary titer and pH of AD unit (9.8 g/L VFAs at pH 3, and 17.8 g/L at pH 5)
– Demonstrated ability to recover 90% of VFAs from extractant via single pass flash distillation
– Built ISPR system with gear pumps, and flash drum for bench scale demonstrations in year 3.
3) Relevance:
– Utilizing cost advantage waste feedstock directly address a key cost barrier towardsthe 3$/GGE target. Note lignocellulosic feedstock accounts for ~60-67% of a biofuelcost.1
– Diversifies the slate of renewable chemicals and fuels that can be produced from an AD unit
5) Future work:
– ISPR engineering:
• Complete installation of the solids handling components to the ISPR system.
• Demonstrate system with low pH AD culture in FY19
(1) S. Chu & A. Majumdar, Nature, 2012, 488, 294.

NREL | 26
Acknowledgments
Industrial collaborators
• Christina Dorado - Agricultural Research Service USDA
(Horticultural Research Laboratory)
• Gary Aguinaga & Javier Corredor - Harvest Power
• Mark Risema, JBS USA
• Mark Fischer – New Belgium Brewing Company
• Jeremy Woolf – Coors Brewing Company
• Quintin Schermerhorn & Jim McQuarrie - Denver Metro
Wastewater Reclamation District
• BETO: Beau Hoffman and Mark Philbrick
• Brenna Black
• Steve Decker
• Stefan Haugen
• Lorenz Manker
• William Michener
• Hanna Monroe
• Darren Peterson
• Kelsey Ramirez
• Patrick Saboe
• Todd Shollenberger
• Justin Sluiter
• Venkat Subramanian
• Dylan Thomas
• Todd Vander Wall
• Todd Vinzant
Violeta
Sànchez i Nogué
Eric
Karp
Patrick
Saboe

NREL is a national laboratory of the U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy, operated by the Alliance for Sustainable Energy, LLC.
www.nrel.gov
Thank You

NREL | 28
Publications
1. P.O. Saboe, D.C. Thomas, L. Manker, H. Monroe, G.T. Beckham, E.M. Karp*, V.
Sànchez i Nogué*,
“Platform Chemicals from the Anaerobic Digestion of Waste”, In prep.

NREL | 29
Presentations
1. SIMB Annual Meeting (August 12 – 16 2018 ∙ Chicago, IL – USA) V Sànchez i Nogué, E M Karp, P O Saboe, L P Manker, D J Peterson, W E Michener and G T Beckham. Production of volatile fatty acids through arresting anaerobic digestion. Invited oral presentation
2. SBFC Annual Meeting (April 28- May 1 2019 ∙ Seattle WA – USA) V Sànchez i Nogué, DC Thomas, PO Saboe, HR Monroe, GT Beckham, and EM Karp, submitted for oral presentation

ADDITIONAL SLIDESSeparations in Support of Arresting Anaerobic Digestion
WBS 2.3.2.107

NREL | 31
Additional Slides – Initial screening: Feedstock digestions
Low level iodoform
Final stage AD unit inoculum: low level
iodoform
pH: pH 7 after inoculation
Evolution to 5.4 – 5.2
VFAs: Acetic
Propionic
Butyric
Pentanoic

NREL | 32
Additional Slides – Initial screening: Feedstock digestions
High level iodoform
Final stage AD unit inoculum: high level
iodoform
pH: pH 7 after inoculation
Evolution to 5.4 – 5.2
VFAs: Hexanoic
Heptanoic

NREL | 33
Additional Slides – Initial screening: Feedstock digestions
Low level iodoform
Acid stage AD unit inoculum : low level iodoform
pH: maintained at around 5 during cultivation VFAs: Acetic
Propionic
Minor: Butyric and pentanoic

NREL | 34
Additional Slides – Initial screening: Feedstock digestions
High level iodoform
Acid stage AD unit inoculum: high level iodoform
pH: maintained at around 5 during cultivation VFAs: Less Propionic
Presence of: Hexanoic and Heptanoic

NREL | 35
Additional Slides – Initial screening: Identifying Rate Limiting Steps
PAUNCH CAKE
DMR
Feedstock pH0 = 5.0; 5% (w/v)
Acid AD activated sludge (Denver WWTP); 10% (v/v)
High level of iodoform
35 ˚C, 150 rpm

NREL | 36
Technical Accomplishments – Identifying Rate Limiting Steps
0.0
5.0
10.0
15.0
20.0
25.0
30.0
ctrl +YE10 ctrl +YE10
Concnetr
ation [
g/L
]
Lactic Acid Formic Acid Acetic Acid Propionic Acid Butyric Acid Pentanoic Acid Hexanoic Acid Heptanoic Acid
0
2
4
6
8
10
12
14
16
18
ctrl +Glu50 +Oil50 +YE10 ctrl +Glu50 +Oil50 +YE10
Concentr
ation [
g/L
]
PaunchCake
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700
pH
time [h]
Cake C+Glu50 C+Oil50 C+YE10
Paunch P+Glu50 P+Oil50 P+YE10
Outcome:
• Fermentability of feedstocks is crucial to
increase VFAs production
• Bioconversion using AD microbial consortia
can occur at pH < 5
0
5
10
15
20
25
30
ctrl +YE10 ctrl +YE10
Concentr
ation [
g/L
]
2
3
4
5
6
0 50 100 150 200
pH
time [h]
DMR DMR + YE10 DMR slurry DMR + YE10
DMR slurryDMR

NREL | 37
Technical Accomplishments – Feedstock Analysis
Rumen fiber
Cake
Structural
Non-structuralAS
H
Structural
Non-structural
PR
OT
EIN
w/ Water
w/ Ethanol
w/ Hexanes
EX
TR
AC
TIV
ES
GlucanXylanGalactanArabinanFructanAcetylNon-oligomersC
AR
BO
HY
DR
AT
ES
Structural
Non-structuralA
SH
Structural
Non-structural
PR
OT
EIN
w/ Water
w/ Ethanol
w/ Hexanes
EX
TR
AC
TIV
ES
GlucanXylanGalactanArabinanFructanAcetylNon-oligomersC
AR
BO
HY
DR
AT
ES

NREL | 38
Additional Slides – What is ISPR?
Typical ISPR systems
• Utilize membrane contacting units to
mitigate the toxicity of the organic
extractant
• Systems commonly look like that to the
right.1
• Scalable equipment
Membrane
ContactorsPeristaltic
Pump
Pressure
Gauge
Valve
Organic
phase NaOH
Feed
Aqueous phase
1. RS Nelson, DJ Peterson, EM Karp, GT Beckham, D Salvachúa Fermentation 3 (1), 10

NREL | 39
Additional Slides – ISPR Energy Footprint
• Background: Energy footprint of ISPR must not be more than the ∆Hcombustion of target product• Hypothesis: heat integration in downstream distillation can reduce energy footprint• Result: ASPEN models calculate ISPR system energy footprint to be < 20% of the heat of combustion of the
separated acid (targets > 98% purity)• Outcome: Full ASPEN models for ISPR system to size equipment and calculate energy footprint1
(1) Saboe, Karp et al., Green Chem, 2018, 20 (8), 1791

NREL | 40
Rotating disc ceramic membranes
• Low pH tolerant (or high pH)
• Can operate in > 30 wt.% solids environments
• May be able to filter down to 60 nm
• Retentates can be as viscous as peanut butter
Additional Slides – Cell + Debris Retention Device