Embed Size (px)
Citation preview

DIVISION XIII - SPECIAL CONSTRUCTION

13120 - 18529-02
SECTION 13120 - PRE-ENGINEERED METAL BUILDING SYSTEM
(RAILROAD EQUIPMENT ENCLOSURE BUILDING)
PART 1 - GENERAL
1.01 W ORK INCLUDED
A. W ork of this section covers the design, fabrication and erection of a low rise, modular, rigid frame
type, pre-engineered metal building of dimensions and heights indicated.
B. Building components specified herein include structural framing, roof panels, wall panels, framed
openings, flashings, gutters and downspouts, bracing, fasteners, and accessories as indicated or
specified.
C. W ork Specified in Other Sections
1. Concrete (foundations)
2. Masonry
3. Field painting
1.02 REFERENCES
The publications listed below form a part of this specification to the extent referenced. The publications
are referred to in the text by basic designation only. The latest edition of each reference shall apply
unless otherwise specified.
AMERICAN INSTITUTE OF STEEL CONSTRUCTION (AISC)
AISC S326 (1989) Voluntary Specifications for the Design, Fabrication and Erection of Structural
Steel for Buildings. (Allowable Stress Design)
AMERICAN IRON AND STEEL INSTITUTE (AISI)
AISI - 01 (2001) Specification for the Design of Cold-Formed Structural Steel
AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM)
ASTM A36/A572/A992 Structural Steel Shapes
ASTM A653 Steel Sheet, Zinc-Coated (G-90 Galvanized) by Hot-Dip Process, Structural (Physical)
Quality.
ASTM A475 Extra High Strength Grade Cable
ASTM A529 High-Strength Structural Steel Flat Bars
ASTM A1011 SS/HSLAS Cold-Formed Structural Shapes
ASTM A792 SS Steel Sheet (For Cladding Panels), Aluminum-Zinc Alloy Coated by Hot-Dip
Process
ASTM A53 / A500, Gr. B Hollow Structural Shapes
ASTM A307 Common Bolts
ASTM A325 / A490 High Strength Bolts
ASTM B117 Salt Spray (Fog) Testing
ASTM D523 Specular Gloss
ASTM D4214 Evaporating Degree of Chalking of Exterior Paints
ASTM D968 Abrasion resistance of Organic Coatings by Falling Abrasive
ASTM D2244 Calculation of Color Differences from Instrumentally Measured Color Coordinates
ASTM D2247 Testing W ater Resistance of Coatings in 100% Relative Humidity

13120 - 28529-02
AMERICAN W ELDING SOCIETY (AW S)
AW S D1.1 Structural W elding Code-Steel (Latest Edition Unless Noted)
FEDERAL SPECIFICATIONS (FS)
FS TT-P-664 Protective Coatings for Fabricated Structural Members
METAL BUILDING MANUFACTURERS ASSOCIATION (MBMA)
MBMA-01 (2002) Low Rise Building Systems Manual
UNDERW RITERS LABORATORIES, INC (UL)
UL 580 Test for Uplift Resistance of Roof Assemblies
1.03 QUALITY ASSURANCE
A. Manufacturer Qualifications: United States owned company regularly engaged in the fabrication
of metal building systems for a minimum of 10 consecutive years and a member of the Metal
Building Manufacturer's Association.
1. Certified by American Institute of Steel Construction (AISC) Metal Building Certification
Program (Category - MB).
B. As a basis of quality, these specifications herein delineate the material quality, design criteria and
workmanship used in building systems designed, manufactured and furnished by United Structures
of America, Inc. Like products of other manufacturers may be approved provided they meet all the
requirements specified herein. Approval of such is subject to requirements as set forth in the
general section of these specifications.
C. All structural mill sections and welded up plate sections shall be designed in accordance with the
AISC "Specification for the Design, Fabrication and Erection of Structural Steel for Buildings", and
all cold-formed steel structural members shall be designed in accordance with AISI "Specifications
for the Design of Cold-Formed Steel Structural Members".
D. All roof and wall panels shall be designed in accordance with the AISI "Specifications for the
Design of Light Gauge Cold-Formed Steel Structural Members".
E. All welding shall be in accordance with the AW S "Structural W elding Code", D1.1.
F. Building loading application and design shall be in accordance with the Kentucky Building Code.
1.04 SUBMITTALS
A. Certifications: Provide a letter of design certification for the structural framing system, signed and
sealed by a qualified professional engineer registered in the state where the jobsite is located. The
certification letter shall indicate the location (city and state) where the building is designed and the
location of the manufacturing plant. AISC – Category MB certification shall be indicated for the
Design facility and the Manufacturing facility.
B. Design Drawings: Submit anchor bolt layouts, framing plans, elevations and necessary sections
and details.
1. Provide erection drawings bearing the seal of a Professional Engineer registered in the state
of Kentucky.
2. Provide layouts of roofing and siding panels, edge conditions, panel joints, corners, trims and
flashings.
C. Foundation Reactions: Submit foundation reactions and anchor bolt sizes. It is the responsibility
of the foundation design engineer to design and engineer the foundations, as well as determine the
required anchor bolt embedment length and details to resist anchor bolt pull-out and bearing
stresses acting on the anchor bolts and base plates.

13120 - 38529-02
1.05 DESIGN LOADING CRITERIA
A. W ind Loads shall be in accordance with the Kentucky Building Code, Latest Edition, Exposure C.
B. Roof Live Load: 20 psf with tributary reductions as per Kentucky Building Code (KBC).
C. The Ground Snow Load as per KBC.
D. The Design Dead Load shall be the weight Metal Building framing and components.
E. Auxiliary (Collateral) Design Loads shall be 5 PSF to account for additional loads imposed by fire
protection systems, ceilings and lighting, etc.
F. DEFLECTION CRITERIA
1. Rigid Frame: H/200
2. Rigid Frame: L/200
3. Purlins: L/240
4. Girts: L/240
5. Endwall Columns: L/200
6. Endwall Rafters: L/200
W ind deflection based on 50 year mean recurrence wind speed.
G. Seismic Loads shall be based on the Kentucky Building Code.
1.06 W ARRANTIES
A. Provide building manufacturer's warranty guaranteeing the building system against defects in
material for one year from the date of acceptance and shall provide for replacement of warranted
material as required within that time period.
B. Roof Panel Integrity: Provide manufacturer's standard twenty year warranty against perforation of
metal panels due to corrosion under normal weather and atmospheric conditions.
C. W all and Roof Panel Finish: Provide manufacturer's standard twenty year warranty against
cracking, peeling and color fade. The following are the color fade and chalking limitations:
1. Color Retention: No color change in excess of an average of 5 NBS Units when measured in
accordance with the procedure set forth in ASTM D2244.
2. Chalking: Minimum of 8 rating when tested in accordance with ASTM D659.
D. W eathertightness: 20 years.
PART 2 - PRODUCTS
2.01 DESCRIPTION
A. The building shall be a clearspan, single building of steel rafters and columns, slope 1"/12' with a
16' eave, 16' x 40', two bays, 3 rigid frames, straight columns, flush girts system, portal frames front
and back.
2.02 PRIMARY FRAMING
A. The pre-engineered structure shall be a rigid frame "RF" manufactured of solid web members
having tapered depth.
B. The materials used in the fabrication of the primary framing shall be designed utilizing standard
practices, generally in compliance with the AISC code.
1. Structural flat plate, strip and/or bar stock generally shall conform to the physical requirements
of ASTM A1011, ASTM A572, ASTM A529, A607, or ASTM A36 as applicable, and shall have
a minimum yield strength of 55,000 psi.

13120 - 48529-02
2. W , M, and S shapes shall be of material conforming to the physical requirements of ASTM
A36/A572/A992 and shall have a minimum yield strength of 36,000 psi.
3. Round pipe sections shall be of material conforming to the physical requirements of ASTM A53
grade B and shall have a minimum yield strength of 35,000 psi.
4. Members fabricated from plate or bar stock materials shall have flanges and webs joined on
one side of the web by a submerged arc continuous weld process.
2.03 ENDW ALL FRAMING @ BOTH ENDS SHALL BE RIGID FRAME
A. Endwall framing shall include the corner columns, endwall columns and endwall rafters, and shall
be manufactured of cold-formed light gage sections, welded plate sections and/or structural
shapes.
B. Materials used in the fabrication of endwall framing systems shall be designed utilizing standard
practices, generally in compliance with the applicable sections of AISC and AISI.
1. Cold-formed members shall be fabricated of material conforming to the physical requirements
of ASTM A1011 and shall have a minimum yield strength of 55,000 psi.
2. Structural shapes shall be of material conforming to the physical requirements of ASTM
A36/A572/A992 and shall have a minimum yield strength of 50,000 psi.
3. Members fabricated from plate or bar stock materials shall have flanges and webs joined on
one side of the web by a submerged arc continuous weld process.
2.04 SECONDARY FRAMING
A. Secondary fram ing shall be the structural members which distribute the loads to the primary
framing systems, and shall include the eave struts, purlins, girts, wind bracing and other
miscellaneous structural members. They shall be manufactured of cold-form light gage sections,
welded plate sections and/or structural shapes.
1. Eave struts shall be sized as required.
2. Purlins and girts shall be nominal 8" "zee" or "cee" shaped members, and shall be designed
as simple span, partially continuous or continuous for the specified loads.
3. W ind and seismic longitudinal bracing shall consist of a system of diagonal cable or structural
shapes bracing.
4. Miscellaneous members shall normally be those members such as base angles, flange braces,
jambs, headers, etc. These members shall be engineered for the specific purpose they serve
within the over-all Metal Building System.
B. Materials used in the fabrication of secondary framing shall be designed utilizing standard
practices, generally in compliance with the applicable sections of AISC and AISI.
1. Cold form members shall be fabricated of material conforming to the physical requirements of
ASTM A1011 or A607 and shall have a minimum yield strength of55,000 psi.
2. Cable bracing shall be fabricated of material conforming to the physical requirements of ASTM
A475-78 for extra strength grade.
2.05 STRUCTURAL PRIMER
A. After fabrication, all components fabricated from welded plate sections, structural shapes or round
pipe shall be prepared equal to the standards of SSPC-SP2 and primed with one shop coat of red
primer which meets or exceeds the end performance of Federal Specification TTP-664. Primer
shall be applied to a dry film thickness of 1 mil.
B. Material used for components fabricated by cold form process shall be precoated by a commercial
coater using a preparation process equal to SSPC-SP10 and after oven heating, apply a red oxide
primer or gray primer which meets or exceeds the end performance of TTP-664. Primer shall be
applied to a dry film thickness of .5 mil.

13120 - 58529-02
2.06 ROOF COVERING (MANUFACTURER’S STANDARD COLOR)
A. Roof covering shall consist of the roof panels, their attachments, trim and sealants for use on the
exterior of the roof and shall be equal to USA Guardian Mechanical-LOK Standing Seam, 24"
coverage trapezoidal panel. The roof panels shall be installed on a ½” nom. block thermal float
system.
B. Material used in the fabrication of roof panels shall be a minimum of 24 gage having a minimum
yield strength of 50,000 psi. Exterior finish shall have a precision coated, commercial grade
Aluminum-Zinc Alloy.
2.07 W ALL PANELS AND TRIM
A. Siding and trim coverings shall consist of wall panels, their attachments and trim or flashings for
use on the exterior of the walls and/or attachment to the roof covering. Siding shall be equal to
USA "A" Architectural Profile as described in the following:
1. Siding coverings consisting of a concealed fastener wall system shall provide a 16" net
coverage having 3" deep major ribs with a 2½” deep sculptured profile.
B. Material used in the fabrication of wall panels shall be a minimum of 24 gage having a minimum
yield strength of 80,000 psi Siliconized Polyester coating. Colors shall be as selected by the owner
from the manufacturers standard colors.
C. Material used in the fabrication of flashing and trim for the gutters and downspouts, corners, wall
openings, etc. shall be of the same thickness and finish as the wall panel. Colors shall be selected
by the owner from the manufacturers standard colors.
2.08 ACCESSORIES
A. ROOF FLASHING UNITS shall nominally be used for roof mounted mechanical equipment and/or
vents. Flashings units are not intended to support any type of load. Loads are supported by means
of subframes and/or auxiliary secondary support systems. Flashing units base configuration shall
match the panel profile of the roof on which it is used.
1. CURB UNITS are available in peak or hillside applications. Curbs are at least 18 gage
galvanized material with welded construction and are insulated. Provide roof curb units with
a plain galvanized finish to match the roof panel finish.
2. ROOF JACKS shall be for flashing of plumbing vent stacks and/or other pipe-like penetrations.
Jacks shall be black with flat, malleable bases that can be field formed to fit any standard panel
configuration. Jacks shall have a heat range of -65 degrees centigrade to +250 degrees
centigrade.
B. FRAMED OPENINGS IN W ALLS shall normally be an opening framed with 16 gage minimum,
cold-formed members designed to meet the specified loads. Openings shall be trimmed in
accordance with USA's standard practices.
C. Blanket Insulation: Glass fiber, with factory laminated facing material
1. Glass fiber: Odorless, neutral colored, long filament, flexible resilient, produced in compliance
with the NAIMA 202 specifications.
2. Main Building Thermal Resistance: to meet R-13 at walls and R-19 at roof @ 75°F mean
temperature.
3. Flame spread Index: 25 or less, when tested in accordance with UL 723.
4. Smoke Developed Index: 50 or less, when tested in accordance with UL 723.
5. UL Classified.

13120 - 68529-02
6. Facing: W hite polypropylene scrim kraft; 0.0015 inch (0.04 mm) thick polypropylene film, glass
fiber scrim reinforcing, 11 lb. kraft paper; permeance 0.09 perms (1.1 ng/Pa s sq m).
Composite fiberglass and facing to meet Flame Spread of 25 or less, Smoke Developed of 50
or less, when tested in accordance with UL 723.
7. Provide facing 3 inches (75 mm) wider on both edges than blanket.
8. W idth: As required for installation.
9. Use blanket insulation at roof and rear walls.
PART 3 - EXECUTION
3.01 PREPARATION
A. Erection of the pre-engineered building shall be preformed by a company regularly engaged in the
erection of metal buildings for a minimum of 5 years.
B. W ork shall be coordinated with work of other trades so that construction work of all trades can be
properly completed.
C. Before proceeding with the erection and in time to permit correction of defective setting, the owner
shall verify the location and elevation of all anchor bolts for column bases.
D. Erection practices shall conform to the MBMA "Code of Standard Practices". Section 5
3.02 ERECTION
A. Erect building in accordance with the building manufacturer's erection drawings and written
instructions.
B. Field modifications shall not be made to structural members except as authorized by the building
manufacturer.
C. Erect building and all components plumb, true and level to lines and profiles indicated.
D. Framing: Level base plates to a true even plane with full bearing to supporting structures.
E. Purlins and Girts: Locate and space girts to suit door and window arrangements and heights.
Secure purlins and girts to structural framing and hold rigidly to straight line with temporary shoring
until secured by exterior sheeting.
F. Bracing: Provide diagonal cable bracing (or other bracing as required by design) in roof and
sidewalls as indicated on the erection drawings.
G. Siding and Roofing: Arrange and nest side-lap joints so prevailing winds blow over lapped joints.
Apply panel and associated items for neat and weather tight enclosure. Avoid panel creep or
applications not true to line. Protect factory finishes from damages.
1. Field cutting of panels by torch is not permitted.
2. Install weatherseals as per manufacturer's instruction.

13120 - 78529-02
H. Sheet Metal Accessories: Install gutters, downspouts, curbs, trim and other sheet metal
accessories in accordance with manufacturer's recommendations for positive anchorage to building
and weathertight anchorage.
I. Insulation: Install concurrently with wall and roof panels. Install blankets straight and true with both
sets of tabs sealed to provide a complete vapor barrier. Install insulation at eave and base to
prevent wicking of water from gutter and sheeting notch.
3.03 CLEAN-UP AND PAINTING
A. Clean building and components free of dirt, dust, grease and oil.
B. Prepare surfaces and touch up structural steel, purlins, girts and other framing members with
coating system of same type and color as used in shop coat.
C. Clean exposed surfaces of the building promptly after erection is completed. Clean pre-finished
work per coating manufacturer's directions.
END OF SECTION

13122 - 18529-02
SECTION 13122 - PRE-ENGINEERED METAL BUILDING SYSTEM
(FOR OFFICE AREA)
PART 1 - GENERAL
1.01 W ORK INCLUDED
A. W ork of this section covers the design, fabrication and erection of a low rise, modular, rigid frame
type, pre-engineered metal building of dimensions and heights indicated.
B. Building components specified herein include structural framing, roof panels, wall panels, framed
openings, flashings, gutters and downspouts, bracing, fasteners, and accessories as indicated or
specified.
C. W ork Specified in Other Sections
1. Concrete (foundations)
2. Masonry
3. Interior finishes such as sprinklers, ceilings, etc.
4. Field painting
1.02 REFERENCES
The publications listed below form a part of this specification to the extent referenced. The publications
are referred to in the text by basic designation only. The latest edition of each reference shall apply
unless otherwise specified.
AMERICAN INSTITUTE OF STEEL CONSTRUCTION (AISC)
AISC S326 (1989) Voluntary Specifications for the Design, Fabrication and Erection of Structural
Steel for Buildings. (Allowable Stress Design)
AMERICAN IRON AND STEEL INSTITUTE (AISI)
AISI - 01 (2001) Specification for the Design of Cold-Formed Structural Steel
AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM)
ASTM A36/A572/A992 Structural Steel Shapes
ASTM A653 Steel Sheet, Zinc-Coated (G-90 Galvanized) by Hot-Dip Process, Structural
(Physical) Quality.
ASTM A475 Extra High Strength Grade Cable
ASTM A529 High-Strength Structural Steel Flat Bars
ASTM A1011 SS/HSLAS Cold-Formed Structural Shapes
ASTM A792 SS Steel Sheet (For Cladding Panels), Aluminum-Zinc Alloy Coated by Hot-Dip
Process
ASTM A53 / A500, Gr. B Hollow Structural Shapes
ASTM A307 Common Bolts
ASTM A325 / A490 High Strength Bolts
ASTM B117 Salt Spray (Fog) Testing
ASTM D523 Specular Gloss
ASTM D4214 Evaporating Degree of Chalking of Exterior Paints
ASTM D968 Abrasion resistance of Organic Coatings by Falling Abrasive
ASTM D2244 Calculation of Color Differences from Instrumentally Measured Color
Coordinates
ASTM D2247 Testing W ater Resistance of Coatings in 100% Relative Humidity

13122 - 28529-02
AMERICAN W ELDING SOCIETY (AW S)
AW S D1.1 Structural W elding Code-Steel (Latest Edition Unless Noted)
FEDERAL SPECIFICATIONS (FS)
FS TT-P-664 Protective Coatings for Fabricated Structural Members
METAL BUILDING MANUFACTURERS ASSOCIATION (MBMA)
MBMA-01 (2002) Low Rise Building Systems Manual
UNDERW RITERS LABORATORIES, INC (UL)
UL 580 Test for Uplift Resistance of Roof Assemblies
1.03 QUALITY ASSURANCE
A. Manufacturer Qualifications: United States owned company regularly engaged in the fabrication
of metal building systems for a minimum of 10 consecutive years and a member of the Metal
Building Manufacturer's Association.
1. Certified by American Institute of Steel Construction (AISC) Metal Building Certification
Program (Category - MB).
B. As a basis of quality, these specifications herein delineate the material quality, design criteria and
workmanship used in building systems designed, manufactured and furnished by United Structures
of America, Inc. Like products of other manufacturers may be approved provided they meet all the
requirements specified herein. Approval of such is subject to requirements as set forth in the
general section of these specifications.
C. All structural mill sections and welded up plate sections shall be designed in accordance with the
AISC "Specification for the Design, Fabrication and Erection of Structural Steel for Buildings", and
all cold-formed steel structural members shall be designed in accordance with AISI "Specifications
for the Design of Cold-Formed Steel Structural Members".
D. All roof and wall panels shall be designed in accordance with the AISI "Specifications for the
Design of Light Gauge Cold-Formed Steel Structural Members".
E. All welding shall be in accordance with the AW S "Structural W elding Code", D1.1.
F. Building loading application and design shall be in accordance with the Kentucky Building Code.
1.04 SUBMITTALS
A. Certifications: Provide a letter of design certification for the structural framing system, signed and
sealed by a qualified professional engineer registered in the state where the jobsite is located. The
certification letter shall indicate the location (city and state) where the building is designed and the
location of the manufacturing plant. AISC – Category MB certification shall be indicated for the
Design facility and the Manufacturing facility.
B. Design Drawings: Submit anchor bolt layouts, framing plans, elevations and necessary sections
and details.
1. Provide erection drawings bearing the seal of a Professional Engineer registered in the state
of Kentucky.
2. Provide layouts of roofing and siding panels, edge conditions, panel joints, corners, trims and
flashings.
C. Foundation Reactions: Submit foundation reactions and anchor bolt sizes. It is the responsibility
of the foundation design engineer to design and engineer the foundations, as well as determine the
required anchor bolt embedment length and details to resist anchor bolt pull-out and bearing
stresses acting on the anchor bolts and base plates.

13122 - 38529-02
1.05 DESIGN LOADING CRITERIA
A. W ind Loads shall be in accordance with the Kentucky Building Code, Exposure C, and a basic wind
speed for 3 seconds of 90 MPH).
B. Roof Live Load: 20 psf with tributary reductions to 16 PSF.
C. The Ground Snow Load shall be 15 PSF.
D. Additional Dead Loads are the mechanical roof top units. See Mechanical plans. The Design
Dead Load shall be the weight Metal Building framing and components only.
E. Auxiliary (Collateral) Design Loads shall be 5 PSF to account for additional loads imposed by fire
protection systems, ceilings and lighting, etc., as well as the actual weight of equipment or
mechanical units located on or attached to the building. Refer to drawings for location of equipment
and mechanical units.
F. DEFLECTION CRITERIA
1. Primary Framing: L/240
2. Frame sidesway: H/200.
3. Spandral beams held to L/500.
4. Secondary Roof Framing: L/240
5. Secondary W all Framing: L/360
G. Seismic Loads shall be based on the Kentucky Building Code.
1.06 W ARRANTIES
A. Provide building manufacturer's warranty guaranteeing the building system against defects in
material for one year from the date of acceptance and shall provide for replacement of warranted
material as required within that time period.
B. Roof Panel Integrity: Provide manufacturer's standard twenty year warranty against perforation of
metal panels due to corrosion under normal weather and atmospheric conditions.
C. W all and Roof Panel Finish: Provide manufacturer's standard twenty year warranty against
cracking, peeling and color fade. The following are the color fade and chalking limitations:
1. Color Retention: No color change in excess of an average of 5 NBS Units when measured in
accordance with the procedure set forth in ASTM D2244.
2. Chalking: Minimum of 8 rating when tested in accordance with ASTM D659.
D. W eathertightness: 20 years.
PART 2 - PRODUCTS
2.01 DESCRIPTION
A. The building shall be a double slope building of steel rafters and columns, with building width,
length and bay spacing, eave height and roof slope as indicated on the drawings.
2.02 PRIMARY FRAMING
A. The pre-engineered structure shall be a rigid frame "RF" manufactured of solid web members
having tapered depth.

13122 - 48529-02
B. The materials used in the fabrication of the primary framing shall be designed utilizing standard
practices, generally in compliance with the AISC code.
1. Structural flat plate, strip and/or bar stock generally shall conform to the physical requirements
of ASTM A1011, ASTM A572, ASTM A529, A607, or ASTM A36 as applicable, and shall have
a minimum yield strength of 55,000 psi.
2. W , M, and S shapes shall be of material conforming to the physical requirements of ASTM
A36/A572/A992 and shall have a minimum yield strength of 36,000 psi.
3. Round pipe sections shall be of material conforming to the physical requirements of ASTM A53
grade B and shall have a minimum yield strength of 35,000 psi.
4. Members fabricated from plate or bar stock materials shall have flanges and webs joined on
one side of the web by a submerged arc continuous weld process.
2.03 ENDW ALL FRAMING @ REAR OF BUILDING
A. Endwall framing shall include the corner columns, endwall columns and endwall rafters, and shall
be manufactured of cold-formed light gage sections, welded plate sections and/or structural
shapes.
B. Materials used in the fabrication of endwall framing systems shall be designed utilizing standard
practices, generally in compliance with the applicable sections of AISC and AISI.
1. Cold-formed members shall be fabricated of material conforming to the physical requirements
of ASTM A1011 and shall have a minimum yield strength of 55,000 psi.
2. Structural shapes shall be of material conforming to the physical requirements of ASTM
A36/A572/A992 and shall have a minimum yield strength of 50,000 psi.
3. Members fabricated from plate or bar stock materials shall have flanges and webs joined on
one side of the web by a submerged arc continuous weld process.
2.04 SECONDARY FRAMING
A. Secondary framing shall be the structural members which distribute the loads to the primary
framing systems, and shall include the eave struts, purlins, girts, wind bracing and other
miscellaneous structural members. They shall be manufactured of cold-form light gage sections,
welded plate sections and/or structural shapes.
1. Eave struts shall be sized as required.
2. Purlins and girts shall be nominal 8" maximum depth "zee" or "cee" shaped members, and
shall be designed as simple span, partially continuous or continuous for the specified loads.
3. W ind and seismic longitudinal bracing shall consist of a system of diagonal cable or structural
shapes bracing.
4. Miscellaneous members shall normally be those members such as base angles, flange braces,
jambs, headers, etc. These members shall be engineered for the specific purpose they serve
within the over-all Metal Building System.
B. Materials used in the fabrication of secondary framing shall be designed utilizing standard
practices, generally in compliance with the applicable sections of AISC and AISI.
1. Cold form members shall be fabricated of material conforming to the physical requirements of
ASTM A1011 or A607 and shall have a minimum yield strength of55,000 psi.
2. Cable bracing shall be fabricated of material conforming to the physical requirements of ASTM
A475-78 for extra strength grade.
2.05 STRUCTURAL PRIMER
A. After fabrication, all components fabricated from welded plate sections, structural shapes or round
pipe shall be prepared equal to the standards of SSPC-SP2 and primed with one shop coat of red
primer which meets or exceeds the end performance of Federal Specification TTP-664. Primer
shall be applied to a dry film thickness of 1 mil.

13122 - 58529-02
B. Material used for components fabricated by cold form process shall be precoated by a commercial
coater using a preparation process equal to SSPC-SP10 and after oven heating, apply a red oxide
primer which meets or exceeds the end performance of TTP-664. Primer shall be applied to a dry
film thickness of .5 mil.
2.06 ROOF COVERING
A. Roof covering shall consist of the roof panels, their attachments, trim and sealants for use on the
exterior of the roof and shall be equal to USA Guardian Mechanical-LOK Standing Seam, 24"
coverage trapezoidal panel. The roof panels shall be installed on a ½” nom. block thermal float
system.
B. Material used in the fabrication of roof panels shall be a minimum of 24 gage having a minimum
yield strength of 50,000 psi. Exterior finish shall have a precision coated, commercial grade
Aluminum-Zinc Alloy.
2.07 TRIM
A. Trim coverings shall consist of wall panels, their attachments and trim or flashings for use on the
exterior of the walls and/or attachment to the roof covering.
B. Material used in the fabrication of flashing and trim for the gutters and downspouts, corners, wall
openings, etc. shall be 26 gauge and finish as the wall panel. Colors shall be selected by the
owner from the manufacturers standard colors.
2.08 ACCESSORIES
A. ROOF FLASHING UNITS shall nominally be used for roof mounted mechanical equipment and/or
vents. Flashings units are not intended to support any type of load. Loads are supported by means
of subframes and/or auxiliary secondary support systems. Flashing units base configuration shall
match the panel profile of the roof on which it is used.
1. CURB UNITS are available in peak or hillside applications. Curbs are at least 18 gage
galvanized material with welded construction and are insulated. Provide roof curb units with
a plain galvanized finish to match the roof panel finish.
2. ROOF JACKS shall be for flashing of plumbing vent stacks and/or other pipe-like penetrations.
Jacks shall be black with flat, malleable bases that can be field formed to fit any standard panel
configuration. Jacks shall have a heat range of -65 degrees centigrade to +250 degrees
centigrade.
B. Blanket Insulation: Glass fiber, with factory laminated facing material
1. Glass fiber: Odorless, neutral colored, long filament, flexible resilient, produced in compliance
with the NAIMA 202 specifications.
2. Office Building Thermal Resistance: to meet R-19 at roof @ 75°F mean temperature at ceiling.
3. Flame spread Index: 25 or less, when tested in accordance with UL 723.
4. Smoke Developed Index: 50 or less, when tested in accordance with UL 723.
5. UL Classified.
6. Facing: W hite polypropylene scrim kraft; 0.0015 inch (0.04 mm) thick polypropylene film, glass
fiber scrim reinforcing, 11 lb. kraft paper; permeance 0.09 perms (1.1 ng/Pa s sq m).
Composite fiberglass and facing to meet Flame Spread of 25 or less, Smoke Developed of 50
or less, when tested in accordance with UL 723.

13122 - 68529-02
7. Provide facing 3 inches (75 mm) wider on both edges than blanket.
8. W idth: As required for installation.
9. Use blanket insulation at roof.
PART 3 - EXECUTION
3.01 PREPARATION
A. Erection of the pre-engineered building shall be preformed by a company regularly engaged in the
erection of metal buildings for a minimum of 5 years.
B. W ork shall be coordinated with work of other trades so that construction work of all trades can be
properly completed.
C. Before proceeding with the erection and in time to permit correction of defective setting, the owner
shall verify the location and elevation of all anchor bolts for column bases.
D. Erection practices shall conform to the MBMA "Code of Standard Practices". Section 5
3.02 ERECTION
A. Erect building in accordance with the building manufacturer's erection drawings and written
instructions.
B. Field modifications shall not be made to structural members except as authorized by the building
manufacturer.
C. Erect building and all components plumb, true and level to lines and profiles indicated.
D. Framing: Level base plates to a true even plane with full bearing to supporting structures.
E. Purlins and Girts: Locate and space girts to suit door and window arrangements and heights.
Secure purlins and girts to structural framing and hold rigidly to straight line with temporary shoring
until secured by exterior sheeting.
F. Bracing: Provide diagonal cable bracing (or other bracing as required by design) in roof and
sidewalls as indicated on the erection drawings.
G. Siding and Roofing: Arrange and nest side-lap joints so prevailing winds blow over lapped joints.
Apply panel and associated items for neat and weather tight enclosure. Avoid panel creep or
applications not true to line. Protect factory finishes from damages.
1. Field cutting of panels by torch is not permitted.
2. Install weatherseals as per manufacturer's instruction.
H. Sheet Metal Accessories: Install gutters, downspouts, curbs, trim and other sheet metal
accessories in accordance with manufacturer's recommendations for positive anchorage to building
and weathertight anchorage.

13122 - 78529-02
I. Insulation: Install concurrently with wall and roof panels. Install blankets straight and true with both
sets of tabs sealed to provide a complete vapor barrier. Install insulation at eave and base to
prevent wicking of water from gutter and sheeting notch.
3.03 CLEAN-UP AND PAINTING
A. Clean building and components free of dirt, dust, grease and oil.
B. Prepare surfaces and touch up structural steel, purlins, girts and other framing members with
coating system of same type and color as used in shop coat.
C. Clean exposed surfaces of the building promptly after erection is completed. Clean pre-finished
work per coating manufacturer's directions.
END OF SECTION

13125 - 18529-02
SECTION 13125 - ALUMINUM CATWALK(s)
PART 1 - GENERAL
1.01 Scope
A. All engineering design and related detailing of the catwalk(s) shall be provided by the supplier. The
design and detailing shall conform to the Applicable Codes and Standards listed in the Section 2
of this document and shall comply with structural drawings/plans.
B. Catwalk(s) and its attachments shall be fully fabricated by a qualified supplier as outlined in this
document.
C. Catwalk Manufacturer shall be responsible for the delivery of all bridge materials required for
complete installation.
D. These specifications are for fully engineered clear span catwalk(s) of aluminum construction and
shall be regarded as minimum standards for design and construction.
E. The catwalk manufacturer shall have been in the design and fabrications of catwalks for a minimum
of five (5) years.
F. Documentation to ensure qualification shall be in compliance with these specifications must be
provided and shall include the following minimum criteria to be considered:
� Representative Design Calculations
� Representative Drawings
� Splicing and Erection Procedures
� W arranty Information
� Inspection and Maintenance Procedures
� W elder Qualifications
1.02 Applicable Codes and Standards
A. Governing Codes and Standards
• Catwalk(s) shall be designed in accordance with the Aluminum Design Manual
B. Reference Codes and Standards
• AASHTO, Guide Specification for Design of Pedestrian Bridges, August, latest edition
• The Aluminum Association, Specifications and Guidelines for Aluminum Structures, latest
edition
• Aluminum Structures, A Guide to Their Specification and Design, latest edition
• American W elding Society, Structural W elding Code, D1.2, latest edition
PART 2 - GENERAL FEATURES OF DESIGN
2.01 Span
Catwalk span(s) shall be as shown on the plans.
2.02 Width
Inside clear width of the catwalk shall be 2 ft and 6 inches.

13125 - 28529-02
2.03 Bridge Type
A. Catwalk(s) shall be a short span, simply supported, structural aluminum section with decking
sections, as defined in the structural drawings and this specification, or similar in look and function.
Style must be approved in accordance with section 1.1 of this specification.
B. Catwalk(s) shall be fabricated and delivered as continuous and pre-assembled structures unless
mid-span splices are required for shipping purposes.
C. Catwalk(s) shall be designed utilizing an I or C-section configuration, where the floor support
system intersects the horizontal members to increase stability. The decking shall not be required
for stability.
D. Handrail attachment system shall be rigid allowing no lateral movement.
2.04 Camber
Long span catwalk(s) shall be cambered to offset the dead load where noted on the plans.
2.05 Slope
Catwalk(s) shall be designed for level installation.
2.06 Deck
Catwalk(s) shall be in accordance with section 5.2 of this document.
2.07 Bearing Pads
W here required, catwalk shall include bearing pads, which shall allow the deck to expand and contract as
needed without binding, in accordance with section 5.3 of this document.
2.08 Safety & Hand Rails
A. Catwalk shall incorporate a Combination Rail system consisting of vertical pickets, a graspable top
rail, and curb bottom rail, which shall minimize climbing hazards and serve the function of guard,
hand, and toe rail. The Combination Rail system shall meet all the dimensional requirements of
Federal OSHA standards and the Kentucky Building Code.
1. Top of top rail shall not be less than 42” above the finished deck.
2. Clear opening between pickets shall not exceed the dimensions shown on the plans.
3. Clear opening between bottom rail and finished deck shall reject the passage of a 2” diameter
sphere.
4. Graspable portion of top rail shall be round with a 1 ½” OD or equivalent gripping surface.
5. Ends of handrails shall be returned smoothly to floor or posts.
6. A 1.5” clear distance between wall and top rail must be maintained.
7. All geometry is to be smooth with no sharp corners
PART 3 - ENGINEERING
3.01 Design Loads
A. Dead Load
The catwalk shall be designed considering its own dead load including structure and originally
designed decking only. No additional loads shall be considered.

13125 - 38529-02
B. Pedestrian Live Load
Main supporting members, including trusses, primary beams, and arches shall be designed for auniformly distributed load of 85 pounds per square foot.
Secondary members, including deck and supporting floor system shall be designed for a live load
of 85 pounds per square foot, with no reduction allowed.
C. Vehicle LoadNo vehicle impact or dynamic loading requirements are required.
D. W ind Loads
1. Horizontal W ind LoadThe Catwalk shall be designed for a horizontal wind load in accordance with the Kentucky
Building Code.
3.02 Design Limitations
A. DeflectionThe vertical deflection of the main truss due to any load combination shall not exceed L/400, where
L is the length of the unsupported span.
The horizontal deflection of the structure due to any load combination shall not exceed L/500,where L is the length of the unsupported span.
B. Allowable Stresses
All allowable stresses for aluminum shall be determined in accordance with the AluminumAssociation, Specifications and Guidelines for Aluminum Structures, supplemented by Aluminum
Structures, A Guide to Their Specification and Design. Allowable stresses are to be reduced toaccount for effects due to welding and/or fatigue where applicable. Allowable stresses for Load
Combinations which include wind loads may be increased by 25%.
PART 4 - MATERIALS
A. Structural MembersAll primary structural members are to be 6061-T6 aluminum for its high strength and corrosion
resistance. Secondary members are to be 6000 series aluminum for corrosion resistance.
B. DeckDecking shall meet the following criteria in accordance with section 3.6 of this specification
• Aluminum – Aluminum decking shall be aluminum alloy 6061-T6 extruded in accordance with
the requirements of applicable sections of Federal Specifications QQ-A-200. Extrudedaluminum slats shall have a raised ribbed surface integral to the extrusion. Ribs shall be
mechanically knurled transversely to the ribbing to provide a non skid surface. The legs of eachdecking slat shall be welded to the side members and to any longitudinal with a minimum of
1-1/4 inches of weld per leg. The decking slats shall be placed transversely.
• Aluminum Grating- Swage Locked Grating- The catwalk is to be supplied with an I-Bar swagelocked aluminum decking. Decking is to be designed only for pedestrian traffic (85psf). No
vehicular loads allowed.
C. Bearing PadsAll bearing pads shall be 1/8” thick UHMW adequately dimensioned to provide support to the
structure over the full travel resulting from expansion and contraction.
D. FastenersAll fasteners required for assembly shall be stainless steel type 304. Insulating washers shall be
provided where stainless steel and aluminum contact is anticipated to minimize the potential forgalvanic action.

13125 - 48529-02
PART 5 - FABRICATION & QUALITY ASSURANCE
A. W eldingAll aluminum members shall be welded using 5356 aluminum filler wire in accordance with AW S
D1.2.
B. Quality RequirementsCatwalk fabricator shall be certified by the American Institute of Steel Construction to have the
personnel, organization, experience, capability, and commitment to produce fabricated structuresand employ welders who demonstrate welder performance qualification and welding procedure
qualification for aluminum welding.
C. CW I W elding Inspector RequirementsEach catwalk shall be inspected by a Certified W elding Inspector that is qualified under the AW S
QC-1 program. This inspection shall include as a minimum requirement the following: review ofshop drawings, weld procedures, welder qualifications, and weld testing reports, visual inspection
of welds and verification of overall dimensions and geometry of the catwalk. A report shall beproduced indicating the above items were reviewed and shall be signed and sealed by the CW I
signifying compliance with AW S D1.2 codes.
D. W elder Qualifications W elding operators shall be properly accredited experienced operators, each of whom shall submit
satisfactory evidence of experience and skill in welding structural aluminum with the kind of weldingto be used in the work, and who have demonstrated the ability to make uniform good welds
meeting the size and type of weld required.
PART 6 - SUBMITTALS AND WARRANTY INFORMATION
A. Fabrication drawingsFabrication drawings and calculations shall be prepared and submitted for review after receipt of
the order. Submittal drawings shall be unique drawings to this project, prepared to illustrate thespecific portion of the catwalk(s) being fabricated. All relative design information such as member
size, material specification, dimensions, and required critical welds shall be clearly shown on thedrawings. Drawings shall have cross referenced details and sheet numbers. All drawings shall be
stamped, and signed by a Professional Engineer registered in the state of Kentucky.
B. At minimum the following criteria must be included for approval:
• All Relevant Catwalk Dimensions• Catwalk Cross sections
• Sufficient Detailing• Member Cross sections
• General Notes indicating material specifications and design loads• W eld Details
• Detail of Bolted Splices (if applicable)• Signature and Seal of PE licensed in accordance with this specification
• Camber Details, if needed
C. Calculations & ResultsStructural analysis results and calculations shall be prepared and submitted for review after receipt
of the order. All analysis and results necessary to determine the structural adequacy of the bridgeshall be shown.
D. W arranty
The catwalk supplier shall warrant their aluminum structure(s) to be free of design, material andworkmanship defects for a period of 5 years from the date of installation.
End of Section

13135 - 18529-02
SECTION 13135 - PREFABRICATED PIPE BRIDGE(s)
PART 1 - GENERAL
1.01 Scope
A. The Contractor is responsible for all engineering design, detailing, fabricating, installation including
foundations for the pipe bridge(s). All components and anchor bolts shall be provided by the
fabricator/supplier. The design and detailing shall conform to the Applicable Codes and Standards
listed in the section 2 of this document and shall comply with structural drawings/plans and this
document.
B. Pipe bridge(s) and its attachments shall be fully fabricated by a qualified supplier as outlined in this
document.
C. Pipe bridge supplier/fabricator shall be responsible for the delivery of all bridge materials including
anchor bolts and foundation requirements. Contractor shall construct foundations using the
supplier’s requirements.
D. These specifications are for fully engineered, pre-fabricated pipe bridges(s) of steel construction and
shall be regarded as minimum standards for design and construction.
E. Fabricator/supplier must meet or exceed all the following specifications.
F. The pipe bridge manufacturer shall have been in the design and fabrication of steel bridge or
support structures for a minimum of five (5) years.
1.02 Suppliers
Documentation to ensure supplier/fabricator shall be in compliance with these specifications must be provided
and shall include the following minimum criteria to be considered:
• Representative Design Calculations
• Representative Drawings
• Splicing and Erection Procedures
• W arranty Information
• Inspection and Maintenance Procedures
• W elder Qualifications
PART 2 - APPLICABLE CODES AND STANDARDS
A. Governing Codes and Standards
1. Bridge(s) shall be designed in accordance with the American Institute of Steel Construction,
latest edition
2. Kentucky Building Code, latest edition
B. Reference Codes and Standards
1. AASHTO Guide Specifications for the Design of Pedestrian Bridges
2. American W elding Society, Structural W elding Code, D1.1, latest edition
C. Truss Design Option
Truss design shall maintain the overall dimensions and clearances shown on the plans. Design
shall accommodate the proposed utility lines to be attached including weight of contents.
PART 3 - GENERAL FEATURES OF DESIGN
A. Span
Bridge span(s) are variable and are as shown on the plans. A minimum clearance of 18'-0” shall
be maintained over roadways or drives. Location of other overhead or adjacent power lines or
structures shall be verified to maintain code mandated clearances and avoidance of conflicts.

13135 - 28529-02
B. W idth
Inside clear width of the bridge shall be as shown on the plans.
C. Bridge Type
1. Bridge(s) shall be a simple supported, multiple span steel truss, as defined in the structural
drawings and this specification, or similar in look and function. Style must be approved in
accordance with section 1.1 of this specification.
2. Bridge(s) shall be fabricated and delivered as continuous and pre-assembled structures unless
mid-span splices are required for shipping purposes.
3. Bridge(s) shall be designed utilizing lateral and transverse bracing to resist deflection and
twisting and increase stability without impeding the ability to attach utility conduits.
D. Slope
Bridge(s) shall be designed for abutments and/or piers constructed at the same elevation as
indicated in the structural drawings/plans.
E. Bearing Pads
Bridge shall include bearing pads, which shall allow the bridge to expand and contract as needed
without binding, in accordance with section 5.3 of this document.
F. Bolted Slices
Bolted splice design shall be in accordance with Section J3 of the Manual of Steel Construction.
Splices shall be designed for the actual load in the member.
PART 4 - ENGINEERING
4.01 Design Loads
A. Dead Load
The bridge shall be designed considering its own dead load including structure and fully loaded
attached utility lines. In addition, ice loads shall be considered.
B. Point Load
The pipe bridge shall be designed for an occasional 1,000 lb point loading.
C. W ind Loads
1. Horizontal W ind Load
The bridge shall be designed for a horizontal wind load of 90 mph, applied to the full vertical
projected area of the bridge as if enclosed, at right angles to the longitudinal axis of the
structure. W ind loads shall be proportionally distributed across all exposed primary member
surfaces including chords, vertical posts, and truss diagonals on the windward side.
Fatigue effects shall be considered for all load combinations incorporating wind loads, where
n=100,000 cycles.
2. Overturning W ind Load
The effect of forces tending to overturn the structure shall be calculated assuming that the wind
direction is at right angles to the longitudinal axis of the structure. In addition, an upward force
shall be applied at the windward quarter point of the transverse superstructure width. This force
shall be 20 pounds per square foot of projected surface area including pipes.
D. Top Chord/Rail Load
The top chord, top rail, and vertical posts shall be designed for a simultaneous vertical and
horizontal load of 50 pounds per linear foot or a 200 pound point load, whichever is greater,
positioned to produce the maximum load effect.
13135 - 38529-02
4.02 Design Limitations
A. Deflection
The vertical deflection of the main truss due to any load combination shall not exceed L/500, where
L is the length of the unsupported span.
The horizontal deflection of the structure due to any load combination shall not exceed L/500, where
L is the length of the unsupported span.
B. Allowable Stresses
All allowable stresses for steel shall be determined in accordance with the AISC Manual of Steel
Construction related to design requirements and allowable stresses.
C. Frame Stability
The buckling load factor for the bridge structure shall be no less than 4 for any combination of
applied loads, to ensure adequate overall stability and stiffness.
D. Vibration
The fundamental frequency of the unloaded bridge shall be no less than 3.0 Hz to avoid the first
harmonic.
E. Drain Holes
W hen the collection of water inside a structural tube is a possibility, the tube shall be provided with
a drain hole at its lowest point to let water out.
4.03 Analysis
All analysis and results necessary to determine the structural adequacy of the catwalk shall be reported. The
following analyses are required:
A. Stress and Deflection
Analysis shall be completed to determine that all bridge members, critical connections, and bridge
configurations are sufficient to adequately resist the possible load combinations
B. Frame Stability
Buckling analysis shall be completed to determine that the bridge frame is adequately stable and
sufficient to resist forces causing it to buckle.
C. Frequency
Frequency analysis shall be completed to determine that the catwalk frame is sufficient to avoid
resonance due to frequencies likely encountered under normal use and when utility lines are empty.
PART 5 - MATERIALS
5.01 Structural Members
< All primary structural members are to be ASTM A36 or A572.
< Tubular sections to be ASTM A500
< Tube steel minimum thickness ¼”
< Steel shapes minimum thickness 5/16"
< Stainless Steel U-Bolts ASTM A 276 Chromium-Nickel Grade, min. yield 30,000 psi
< Steel Bolts, Nuts, Screws and W ashers, High Strength ASTM A325 or A490
< Structural Steel W elding Electrodes E70 or E80 Series
5.02 Bearing Pads
All bearing pads shall be 1/8” thick UHMW adequately dimensioned to provide support to the structure over
the full travel resulting from expansion and contraction.

13135 - 48529-02
5.03 Anchor Bolts
Anchor bolt assemblies shall be designed and supplied by the manufacturer in accordance with ASTM A687. They shall be hot dip galvanized per ASTM A153. W ashers shall conform to ASTM F436.
PART 6 - FABRICATION & QUALITY ASSURANCE
6.01 W elding
All members shall be welded using filler metal in accordance with AW S A5.28 for the GMAW process.W elding and weld procedure qualifications tests shall conform to AW S D1.1.
6.02 Quality Requirements
All welds shall be inspected by the fabricator to verify the reliability of production as follows:
(a) Visual inspection of all welds, proof testing of welds, and sufficient destructive testing of weld samplesfabricated during the production welding.
(b) Poor welding workmanship noted by visual inspection will be sufficient cause for rejection.
6.03 CW I W elding Inspector Requirements
Each bridge shall be inspected by a Certified W elding Inspector that is qualified under the AW S QC-1program. This inspection shall include as a minimum requirement the following: review of shop drawings, weldprocedures, welder qualifications, and weld testing reports, visual inspection of welds and verification of overalldimensions and geometry of the bridge. A report shall be produced indicating the above items were reviewedand shall be signed and sealed by the CW I signifying compliance with AW S D1.1 codes.
6.04 W elder Qualifications
Before starting fabrication of structural steel, all welders shall be qualified in accordance with the latest editionof ANSI/AW S D1.1 – Structural W elding Code. W elders shall have a minimum of 6 months experience inwelding bridge structures. Requalification may be required any time there is specific reason to question thewelder's ability.
6.05
Bridge shall be sandblasted in accordance with SSPC SPC-6 “Commercial Blast Cleaning.” The bridge willthen be painted with an epoxy primer followed by an Aliphatic Urethane Gloss Enamel topcoat. Bridge shallbe supplied paint for touch-up after field erection. Primer to be Devoe, Devguard 4160, multipurpose tank andstructural primer and finish coat to be Devoe, DTM Urethane - Alkyd Gloss Enamel (3.0 mils dry) or approvedequal.
PART 7 - SUBMITTALS AND WARRANTY INFORMATION
7.01 Fabrication drawings
Fabrication drawings and calculations shall be prepared and submitted for review after receipt of the order.Submittal drawings shall be unique drawings to this project, prepared to illustrate the specific portion of thebridge(s) being fabricated. All relative design information such as member size, material specification,dimensions, and required critical welds shall be clearly shown on the drawings. Drawings shall have crossreferenced details and sheet numbers. All drawings shall be stamped, and signed by a Professional Engineerregistered in the state of Kentucky.
At minimum the following criteria must be included for approval:
• All Relevant bridge Dimensions• Bridge Cross sections• Sufficient Detailing• Member Cross sections

13135 - 58529-02
• General Notes indicating material specifications and design loads• W eld Details• Detail of Bolted Splices (if applicable)• Foundation Design• Signature and Seal of PE licensed in accordance with this specification
7.02 Calculations & Results
Structural analysis results and calculations shall be prepared and submitted for review after receipt of theorder. All analysis and results necessary to determine the structural adequacy of the bridge shall be shown.
7.03 W arranty
The bridge supplier shall warrant the completed structure(s) to be free of design, material and workmanshipdefects for a period of 10 years from the date of delivery.
PART 8 - DELIVERY AND ERECTION
8.01 Owner Information The owner will provide all necessary information about the site and soil conditions. Soil tests shall be procuredby the owner. Foundations shall be designed for a soil bearing capacity of 3,500 psf. The engineering designand construction of the bridge abutments, piers and/or footing shall be by the bridge supplier. The Contractorshall install the anchor bolts in accordance with the supplier’s anchor bolt spacing dimensions. All groundingand lightning protection shall be the responsibility of the Contractors and shall comply with 2008 NationalElectrical Code, Chapter 250.
8.02 Care
A. Contractor shall take precautions to avoid scarring or marring steel surfaces. Any such damage causingobjectionable appearance or contributing to weakness of the structure will be cause for rejection.
B. Contractor to remove all milling irregularities.
C. Tubing shall be seamless, clean, smooth and free from defects.
D. Field check all dimensions before fabrication.
8.03 W eld Quality
Regardless of the method of inspection, the acceptance or rejection of welds shall be determined by thefollowing conditions:
A. Cracks in welds or adjacent base metal are not acceptable.
B. Excess porosity is not acceptable.
C. Lack of fusion, incomplete penetration or oxide inclusions are acceptable only if small and welldispersed.
End of Section

13140 - 18529-02
SECTION 13140 - PREFABRICATED EQUIPMENT PLATFORMS
PART 1 - GENERAL
1.01 Scope
A. The Owner requires the Contractor to supply and install structural steel platforms for access and
support of the DHP dryer equipment. The Contractor is responsible for all engineering design,
detailing, fabricating, installation including foundations for the platforms. All components and anchor
bolts shall be provided by the fabricator/supplier. The design and detailing shall conform to the
Applicable Codes and Standards listed in the section 2 of this document and shall comply with
structural drawings/plans and the equipment supplier drawings provided in this document.
B. Platform and its attachments shall be fully fabricated by a qualified supplier as outlined in this
document.
C. Platform supplier/fabricator shall be responsible for the delivery of all platform materials including
anchor bolts and foundation requirements. Contractor shall construct anchorages using the
supplier’s requirements.
D. These specifications are for fully engineered, pre-fabricated platforms of steel construction and shall
be regarded as minimum standards for design and construction.
E. Fabricator/supplier must meet or exceed all the following specifications.
F. The platform manufacturer shall have been in the design and fabrication of steel support structures
for a minimum of five (5) years.
1.02 Suppliers
Documentation to ensure supplier/fabricator shall be in compliance with these specifications must be provided
and shall include the following minimum criteria to be considered:
• Representative Design Calculations
• Representative Drawings
• Erection Procedures
• W arranty Information
• Inspection and Maintenance Procedures
• W elder Qualifications
PART 2 - APPLICABLE CODES AND STANDARDS
A. Governing Codes and Standards
1. Bridge(s) shall be designed in accordance with the American Institute of Steel Construction,
latest edition
2. Kentucky Building Code, latest edition
B. Reference Codes and Standards
1. American W elding Society, Structural W elding Code, D1.1, latest edition
PART 3 - GENERAL FEATURES OF DESIGN
A. Span
Platforms are variable and are as shown on the equipment supplier drawings. Dimensions where
platforms are to be installed shall be verified to avoid conflicts and maintain code clearance
requirements.

13140 - 28529-02
B. Equipment Platforms to be Supplied.
The Contractor is to fabricate and supply ten (10) equipment platforms for support of the DHP dryer
equipment. These platforms are listed in the attachment to this section and are to be fabricated in
accordance with the equipment supplier drawings which are also attached.
C. W ork Platforms to be Supplied
In addition to the equipment platforms listed herein, the Contractor is required to supply
miscellaneous work platforms to be used by workers to access various pieces of equipment or work
areas in the building. These platforms are to fabricated in the same manner as the equipment
platforms, are to be welded steel construction, painted same as the equipment platforms, must be
equipped with standard OSHA handrails on the platform level and the stairs and will be of various
dimensions to be provided by the Owner before fabrication. The number of platforms to be provided
will not exceed ten(10) and the combined weight of these work platforms will not exceed 10,000
pounds.
PART 4 - ENGINEERING
4.01 Design Loads
A. Dead Load
The platform shall be designed considering its own dead load including structure and fully loaded
attached piping, structures and live loads from personnel.
PART 5 - MATERIALS
5.01 Structural Members
< All primary structural members are to be ASTM A36 or A572.
< Tubular sections to be ASTM A500
< Tube steel minimum thickness ¼”
< Steel shapes minimum thickness 5/16"
< Steel Bolts, Nuts, Screws and W ashers, High Strength ASTM A325 or A490
< Structural Steel W elding Electrodes E70 or E80 Series
5.02 Anchor Bolts
Anchor bolt assemblies shall be designed and supplied by the manufacturer in accordance with ASTM A
687. They shall be hot dip galvanized per ASTM A153. W ashers shall conform to ASTM F436.
PART 6 - FABRICATION & QUALITY ASSURANCE
6.01 W elding
All members shall be welded using filler metal in accordance with AW S A5.28 for the GMAW process.
W elding and weld procedure qualifications tests shall conform to AW S D1.1 and the requirements of Section
05222 - Metal W elding.
6.02
Platform shall be sandblasted in accordance with SSPC SPC-6 “Commercial Blast Cleaning.” The platform
will then be painted with primer and painted blue, same as the other structural steel as required in Section
05120,herein. Platform will be supplied paint for touch-up after field erection.

13140 - 38529-02
PART 7 - SUBMITTALS AND WARRANTY INFORMATION
7.01 Fabrication drawings
Fabrication drawings and calculations shall be prepared and submitted for review after receipt of the order.
Submittal drawings shall be unique drawings to this project, prepared to illustrate the specific portion of the
platforms being fabricated. All relative design information such as member size, material specification,
dimensions, and required critical welds shall be clearly shown on the drawings. Drawings shall have cross
referenced details and sheet numbers. All drawings shall be stamped, and signed by a Professional Engineer
registered in the state of Kentucky.
At minimum the following criteria must be included for approval:
• All relevant platform dimensions
• Cross sections
• Sufficient detailing
• Member cross sections
• General Notes indicating material specifications and design loads
• W eld Details
• Anchorage design
• Signature and Seal of PE licensed in accordance with this specification
7.02 W arranty
The platform supplier shall warrant the completed structure(s) to be free of design, material and workmanship
defects for a period of 10 years from the date of delivery.
PART 8 - DELIVERY AND ERECTION
8.01 Owner Information
The owner will provide all necessary information about platform loads and locations.
8.02 Care
A. Contractor shall take precautions to avoid scarring or marring steel surfaces. Any such damage causing
objectionable appearance or contributing to weakness of the structure will be cause for rejection.
B. Contractor to remove all milling irregularities.
C. Tubing shall be seamless, clean, smooth and free from defects.
D. Field check all dimensions before fabrication.
8.03 W eld Quality
Regardless of the method of inspection, the acceptance or rejection of welds shall be determined by the
following conditions:
A. Cracks in welds or adjacent base metal are not acceptable.
B. Excess porosity is not acceptable.
C. Lack of fusion, incomplete penetration or oxide inclusions are acceptable only if small and well
dispersed.
End of Section

13140 - 48529-02
THE FOLLOWING DOCUMENTS ARE PROVIDEDBY FLEX FILMS (USA), INC.
ATTACHMENT FOR SECTION 5175PLATFORM DRAWINGS (METRIC)
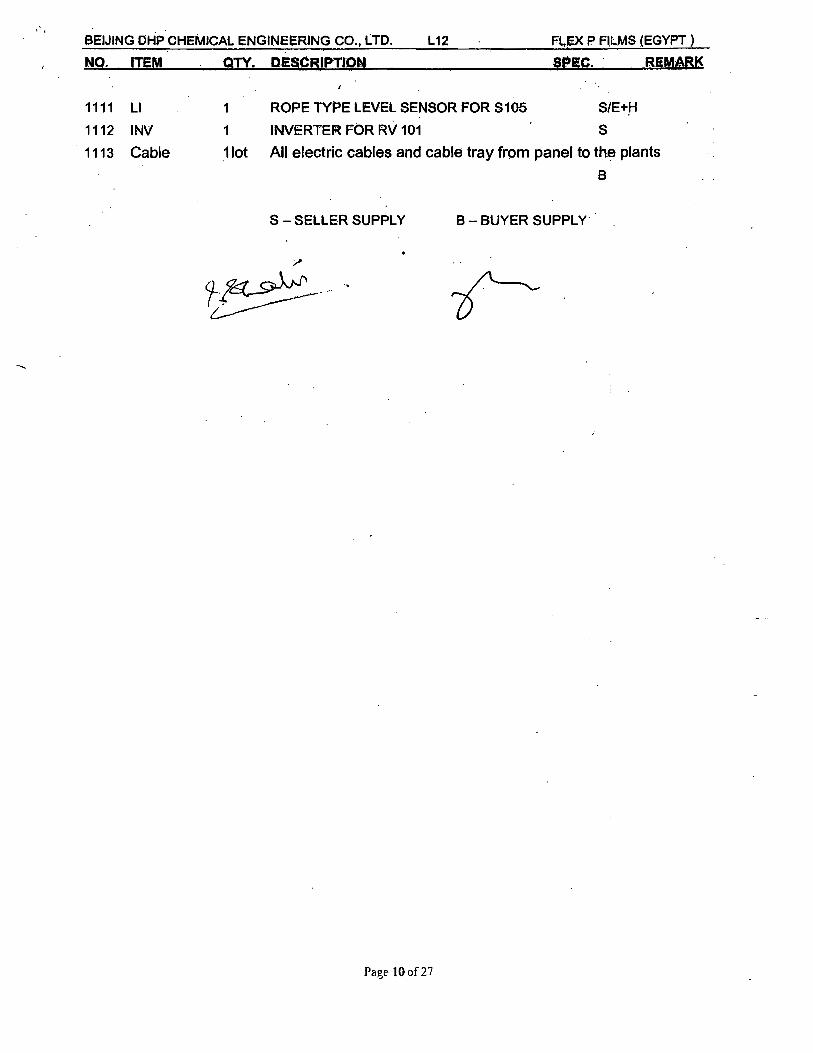
K771 - 1FE-92 Steel Structure for Dry Chip Hopper
K771 - 1FE-92.1 Vibro Feeder Steel Platform
K771 - 1FE-93 Dryer Crystallizer Support
K771 - 1FE-93.1 Cyclone Support at 21.9 Meter Level
K771 - 1FE-93.2 Steel Structure for Cyclone
K771 - 3FE-94 Steel Structure for W et Chip Hopper
K771 - 3FE-94.1 S101 Hopper - Steel Platform
K771 - 3FE-94.2 Steel Structure for Comaterial Dosing Equipment









13390 - 18529-02
SECTION 13390 - RAW MATERIAL FEEDING SYSTEM
PART 1 - GENERAL REQUIREMENTS
The Owner requires the General Contractor to install the raw material feeding system piping from the storage
silos to the various pieces of equipment in the plant. The Owner has provided the following PID for Raw
Material Handling and associated conveying layout information drawings. Also attached is the scope of
material to be supplied including material handling equipment and piping details. The layout drawings shown
are for the Line 11 plant but the material list and PID are for the Line 12 plant in Elizabethtown.
PART 2 - WORK INCLUDED
Install all piping and piping related materials shown in the drawings. All piping materials to be supplied by
others as shown in the list of materials.
Note that these drawings show the truck unloading piping with 3 separate 8" (200mm) lines from the ground
to the top of 3 raw storage silos. This piping will be 5" (125mm) and will be supplied and installed by the
General Contractor at the location shown on the plans. The 8" piping is not required. The silo vent piping
shown in equipment drawings is to be supplied by others and installed by the General Contractor.

8529-02
DRAWINGS AS PROVIDED BY FLEX FILMS (USA), INC.




























13391 - 18529-02
SECTION 13391 – PROCESS PIPING WORK
PART 1 - GENERAL
The OW NER requires the Contractor to provide and install miscellaneous sections of process piping including
fittings, hangers, isolation valves and any other attachments required for a complete and workable installation.
PART 2 - MATERIALS
2.01 Piping for extrusion heating. The Contractor is required to provide and install the following piping to be
supplied and erected for extrusion electrical heating:
A. 2” X 50 feet length – six (6) sets of piping Sch 40 ASTM A 106 seamless, to be connected to
machine at both ends with S.S flexible hoses at both ends having flanged ends with 4 bends in each
pipe. The pipe must be insulated with fiber glass insulation and 24 gauge aluminum cladding. Each
pipe will be installed with one isolation valve. The temperature of the oil to be handled in the pipe
line will be max. 340 deg. F. Pipe installation is to be welded connections.
B. 1” X 25 feet length – three (3) sets Sch 40 ASTM A 106 seamless, to be connected at one end to
the machine and other end free. This is an overflow pipe from the expansion tank. Each pipe will
have 3 bends each. Pipe installation is to be welded connections.
2.02 Hot oil piping to coating room: Contractor is required to supply and erect two (2) sets 1” size Sch 40
ASTM A 106 seamless pipes, to be connected at one end to the hot oil header of 6” and other end to
be terminated with flanged isolation valve. The temperature of the fluid to be handled in the pipe line will
be at approx. 500 deg. F. Approx. length of each pipe will be max. 50 feet with 4 bends in each pipe.
Pipe installation is to be welded connections.
2.03 Chilled water connection to coating room: Contractor is required to supply and erect two(2) sets 1-1/2”
(40 NB) size, Sch 40 ASTM A 106 seamless, to be connected at one end to the chilled water header
of 6” and other end to be terminated with flanged isolation valve. The temperature of the fluid to be
handled in the pipe line will be at approx. 40 deg. F. Approx. length of each pipe will be max. 50 feet with
4 bends in each pipe. Pipe installation is to be welded connections.
2.04 SS 304 pipe from coating room to machine: Contractor is required to supply and erect one (1) pipe of
1-1/2” (40 NB) size, sch 20, approx. Length 70 feet with approx 6 bends, welded pipe connections and
2 isolation flanged valves.
PART 3 - EXECUTION
Submit manufacturer’s material specification sheets for approval of all piping, fittings, valves, supports and
miscellaneous components required for complete installation. Comply with Metal W elding Specification 05222,
herein, for all welded connections. Make careful measurements and confirm the pipe routing in place before
cutting pipe material and making connections.
End of Section

13395 - 18529-02
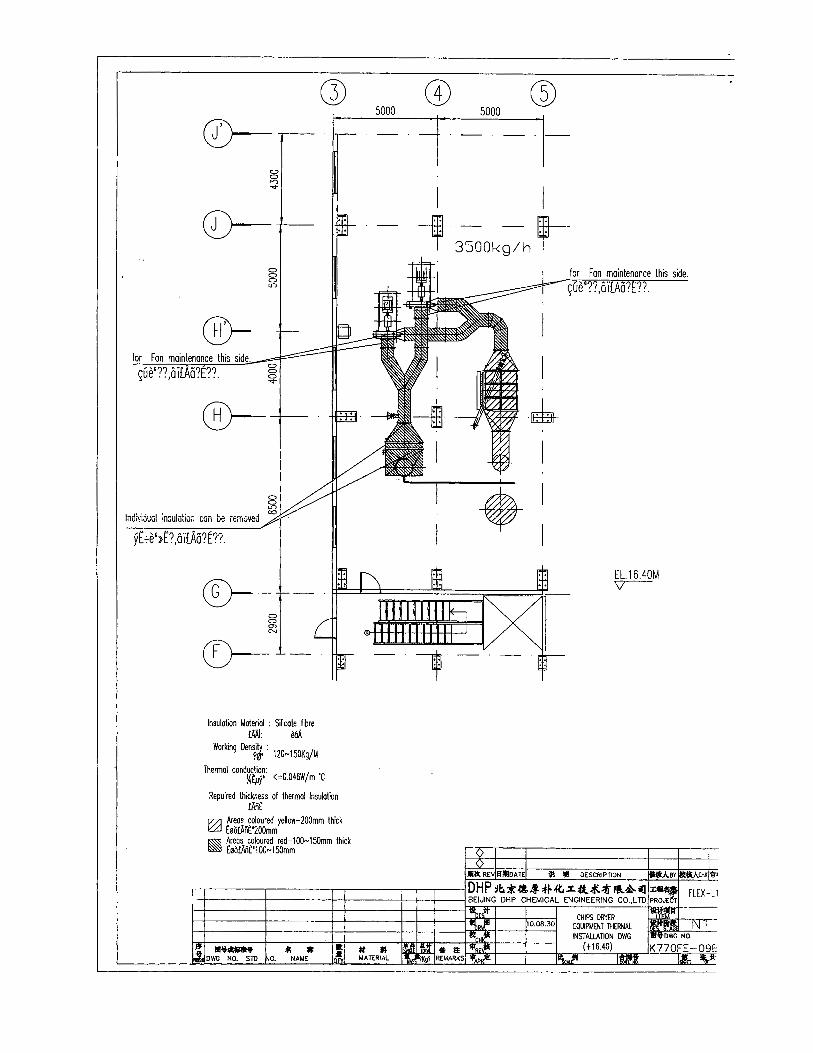
SECTION 13395 - DRYER EQUIPMENT INSULATION
PART 1 - GENERAL
The Owner requires the contractor to install thermal insulation on various pieces of drying and related
equipment. Insulation installation drawings are provided here showing the insulation work to be done on the
Owner’s process equipment. The drawings provided are for the Owner’s Line 10 plant but the equipment is
stated by the Owner to be the same as Line 12 in Elizabethtown.
PART 2 - MATERIALS
The contractor is to provide “Silicate Fibre” insulation (aluminum silicate wool), 150 MM (6") and 200 MM (8")
sizes to insulate the various pieces of equipment. Insulation having a density of 120 - 150 Kg/m (7.51 - 9.353
pcf) and thermal conductivity less than or equal to 0.046 w/meter per °C (.0266 Btu/L ft. hr. °F) is required.
Fiberglass insulation having equivalent insulating value will also be acceptable.
PART 3 - INSTALLATION
Insulation is to be wrapped on all components, pipes and surfaces shown in the following drawings. Insulation
shall be installed with wire mesh (1" galvanized, 25 x .7 mm) on both sides using wire ties (stainless steel, 16
SW G). Insulation shall be protected with a 24 gauge aluminum cladding over the exposed surfaces. Joints
in cladding shall be offset from joints in insulation.
End of Section

THE FOLLOWING DOCUMENTS ARE PROVIDED
BY FLEX FILMS (USA), INC.













13398 - 18529-02
SECTION 13398 - PROCESS EQUIPMENT EXHAUST DUCT WORK
PART 1 - GENERAL
The Owner requires the General Contractor to provide and install exhaust duct for the following machines:
1.01 Extruder and chilled hot air exhaust.
1.02 PVC Exhaust from Coating Machine and TUT.
1.03 TDO Exhaust with Insulated Ducting.
PART 2 - MATERIALS
2.01 Extruder and Chilled Hot Air Exhaust. The Owner requires the Contractor to supply and install black
carbon steel, medium gage pipe for exhaust ducting for extruder and chilled hot air exhaust: Required
diameter is twenty (20) inch size X three(3) sets ducting. Duct to have a welded flange at one end and
the other end open to atmosphere and equipped with a screen.. Length approximately 60 feet each and
each duct is equipped with one long radius bend all with welded joints. The maximum temperature of
exhaust air to be handled by ducting will be 170 deg. F. Note that necessary penetrations are to be
provided through the wall for each of the ducting to go out through wall for each of the ducts. Includes
necessary hangers, brackets and flashing, sealing of the wall penetration for a complete installation.
2.02 PVC exhaust ducting: Contractor is required to supply and install one (1) each - eight (8)”size PVC , PN
20 approx length 70 feet with two bends and pipe unions from coating machine exhaust through building
wall to outside atmosphere and fitted with a screen. Includes necessary hangers, brackets and flashing,
sealing of the wall penetration for a complete installation.
2.03 Owner requires Contractor to supply and install two (2) each - eight (8)” size PVC PN 20, approximate
length is one hundred (100) feet each with three (3) bends each and pipe unions from TUT to outside
of building. Termination of duct outside, to be fitted with a screen. Note that necessary penetrations
are to be provided in the wall for this ducting to extend through wall for both ducts. Include necessary
brackets, hangers, flashing and sealing of the wall penetration for a complete installation.
2.04 TDO Exhaust Ducting: The Owner requires the Contractor to supply and install duct and insulation
between the TDO filters and the outside of the building. Seven (7) ducts are required as shown in the
following table. Duct shall be fabricated from 18 gage galvanized sheet metal with an angle flange
connection provided at the filter. Installation includes supply and erection of exhaust ducting along with
supply and installation of the fiber glass duct insulation, two (2)” thickness with aluminum foil cladding,
stainless wire ties, hangers, brackets, wall penetrations, flashing and sealing to be provided. Install
screen at outside termination of each duct. The duct length may vary +/- 10% depending upon the site
conditions. Note that necessary through wall penetrations must be made in accordance with the
manufacturer’s recommended pipe penetration detail. Penetrations through wall required for each of
seven (7) sizes identified below.
Exhaust Duct for TDO out of Dornier Scope
Duct No. 1 Duct No. 2 Duct No. 3 Duct No. 4 Duct No. 5 Duct No. 6 Duct No. 7
Long 1.5m 1.7m 0.8m 1.8m 2.8m 2.7m 1.7m
Diameter 0.46m 0.81m 0.81m 0.46m 0.57m 0.57m 1m
The seven (7) exhaust ducts between the TDO and the filters are to be provided by the equipment supplier.
Owner requires Contractor to install the duct and to provide and install the duct insulation from TDO to the
filters. Contractor to supply and install fiber glass insulation, two (2)” thickness, with aluminum foil covering
on the TDO exhaust duct to filters. Approximate quantity of insulation required to be installed is 5200 square
feet.

13398 - 28529-02
PART 3 - EXECUTION
3.01 Provide submittals (catalog information) for all ducting and insulation materials and provide
manufacturer’s recommended detail for wall penetrations and sealing for Architect’s approval.
3.02 Do not penetrate walls until flashing detail has been approved.
3.03 Provide necessary hangers, supports and brackets for independent support of entire length of duct lines.
Provide stainless wire ties for installation of insulation.
End of Section


















![Paper Class Xiii[Leader(Xii Xiii)]](https://img.pdfslide.us/doc/110x75/577cc5851a28aba7119ca7e3/paper-class-xiiileaderxii-xiii.jpg)