Embed Size (px)
Citation preview

502
OLEOCHEMICALS
Distillation trainfor fatty alcohol andmethyl ester at Procter& Gamble's Sacramento,California, facility
Fatty alcohol production and use
With a production volume ofnearly two billion poundsper year, fatty alcohols arc
one of the largest-scale oleochernicalsworldwide and are used primarily asthe feedstock for surfactants andcleaning compounds. But fatty alco-hols are not derived exclusively fromnatural fats and oils. A substantialquantity is produced via petrochemi-cal processes from ethylene and istermed "synthetic alcohol." The fattyalcohol arena is one place where oleo-chemistry and petrochemistry meetand compete in the marketplace.
Manufacturing processesFatty alcohols from natural fats andoils are made by high-pressurehydrogenolysis in which fatty acidsor methyl esters react with hydrogenover a catalyst at high temperatureand pressure, typically 200 atmo-spheres and 280°C. The catalyst istypically either copper chromite orcopper-zinc and is used at a highlevel, and, in combination with therigorous conditions; this is really abrute-force reaction. Several differ-ent processes are used. Procter &Gamble, Kao. and others use a slurrycatalyst with methyl ester feed,whereas Albright & Wilson, Salim,and others use a similar slurry pro-cess, but with a fauy acid feedstock,that operates at a higher pressure andtemperature. A fixed-bed catalystwith methyl ester feed is operated byHenkel, Htns, and Salim; this systemtypically uses either a copper-zinc or
FeedstocksLauryl alcohol, composed of CI2and CI4 alcohols, is the most widelyused of the fatty alcohols. The feed-stock is a lauric oil, either coconutoil, primarily from The Philippines,or palm kernel oil (PKO), primarilyfrom Malaysia or Indonesia. Babassuoil can also be used. For longer chainCI6 and CI8 alcohols, a wider vari-ety of feedstocks is available, andfatty alcohols can be made from tal-low, lard, palm oil. palm stearin.soybean oil, canola oil, or any eco-nomically attractive triglyceride oil.
On the other hand, the feedstock forpetrochemically derived fatty alco-hols is ethylene, although one petro-chemical process also can use feed-stock derived from paraffins.
~
""....
" ~ \ ..\1 ' ~. .~'J
This article was prepared for INFORM by Richard A.Peters of Procter & Gambles Sharon Woods Tee/mi-cal Center, 11530 Reed Hartman Highway, Cincinnati,OH 45241. It is based on his presentation onfattyalcohol production and use during the 86th AOCSAnnual Meeting & Expo held May 7-JJ, 1995, in SanAntonio, Texas.
INFORM. VOL 7. no. 5 (May 1996)

503
a copper chromite catalyst. Oleofinahas developed and now uses amethyl ester process using a specialcatalyst that operates at a lower pres-sure than other processes.
One family of petrochemical pro-cesses uses Ziegler chemistry inwhich ethylene is oligomerized ontriethyl aluminum, followed by oxi-dation and hydrolysis to producefatty alcohols. This process givesalcohols with a range of carbonchains from C6 through C20 andbeyond, which are then fractionated10 the desired product ranges. Unlikethe natural alcohol processes, inwhich the operator feeds only estersor fatty acids of the desired chainlength to obtain the correspondingalcohols. the Ziegler processes pro-duce a large quantity of co-productalcohols. In order to concentrate thealcohol production in the economi-cally favorable C12-C14 region, theprocess has been modified by Albe-marle to narrow the range of alco-hols made. which makes Albemarle'splant more complex; Condea prac-tices the unmodified Ziegler process.
The other petrochemical processis Shell's SHOP/oxo process, inwhich ethylene is first oligomerizedto give higher oleflns: the olefins arerandomized and disproportionated togive internal olefins of the desiredcarbon chain length; then a modifiedoxo reaction is performed. reactinghydrogen and carbon dioxide 10 givean alcohol with one more carbonthan the starting olefin. This processmakes both odd- and even-chainalcohols and gives some chainbranching, but no co-product alco-hols are made.
EconomicsThe economics of fatty alcohol pro-duction depends strongly on two fac-tors, raw material cost and co-prod-uct value. On the raw material side,the costs of ethylene and lauric oilsfrequently move independently ofeach other, but if feedstock costs arerelatively even, manufacturing costsfor petrochemically or oleochemical-Iy derived alcohols will be compara-ble. During the past ten years, largeswings in feedstock costs have givenfirst one process and then the other a
competitive edge. The fatty alcoholplants that have been built during thepast decade have been for naturalalcohol using coconut oil and PKOas feedstock, rather than for synthet-ic alcohol using ethylene feedstock.indicating that the long-term eco-nomics now favor the natural alco-hols.
The marketplace focus is on theC12, CI4 alcohols. but coconut oiland PKO both contain fatty acidsfrom C8 through C18, so the remain-der of the feedstock oil also has to bedealt with. The light-cut C8, CIOmaterial and the heavy-cut C 16. C 18material, so-called from the distilla-tion cuts of the fatty acids or methylesters, are considered co-productsthat must be sold at reasonable valueto keep the overall cost of the lnurylmiddle cut portion low. Typically thelight-cut materials are converted tofatty acids, the primary use of whichis for synthetic lubricants, or to fattyalcohols for plasticizer use. Theheavy-cut materials are converted tofatty alcohols for a wide variety ofuses. The glycerine freed up whenthe feedstock oils are converted tofatty acids or methyl esters is a val-ued co-product in high demand atthis time. The economic return toproducers of fatty alcohols is strong-ly dependent not only on the sellingprice of the lauryl alcohol but alsoon the value at any given time of theresultant co-products.
The Ziegler petrochemical pro-cesses make major amounts of co-product light-cut alcohols that haveuses in plasticizers. as well as co-product heavy-cut alcohols that com-pete with those made from coconutoil and PKO, so the economicsdepends on the relative values ofthese materials as well as on the sell-ing price of the lauryl alcohol. Onthe other hand, the Shell processdoes not produce significant co-products so the economics is morestraightforward.
Producers and locationThe original pattern of oleochemicalfatty alcohol production was thatproducers of cleaning products forthe consumer market built fatty alco-hol plants in the industrialized coun-
tries to satisfy their raw materialneeds. Thus plants were built byProcter & Gamble. Kao, Henkel, andAlbright & Wilson in their homecountries. Now, however, the focusof production is shifting to the lauricoil-producing countries of Malaysia,Indonesia, and The Philippines.where plants are being built as jointventures between the consumerproducts companies and local part-ners who supply the feedstock andlocal expertise, and to take advan-tage of lower production costs there.An exception to this pattern is Salimof Indonesia, which has emerged as aglobal player from an oil-producingcountry base. World scale plants of30,000 to 60,000 metric tons/yearare the nonn.
On the other hand, petrochemicalfauy alcohol plants are located in theUnited States, Europe, and Japan inpetrochemical complexes near thesource of ethylene. They tend to belarger: Shell's plant is 250,000 met-ric tons/year.
Products and co-productsThe primary fatty alcohol product isthe lauryl, or middle-cut alcohol ofC12, CI4 chain lengths. often with6% of CI6 alcohol. Middle-cut alco-hols are made with minor variationsto satisfy specific customer needs,but the variations typically are due tofine tuning of the amounts of lighterand heavier materials that are left inrather than to manipulations of theC 12 to C 14 ratio. Because PKO has aslightly different ratio of CI2 to Cl4than coconut oil, middle-cut alcoholsmade from PKO have about 3% moreCI2 and a corresponding amount lessCI4 than coconut-sourced alcohols.The heavy-cut alcohols have 20-30%C 16 and the balance is primarilyC 18, corresponding to the chainlength distribution of tallow alcohol,and tend to be designed to that speci-fication regardless of the source oil.Petrochemically sourced fatty alco-hols are distilled to match the prod-ucts made from natural fats and oils.Blends of various alcohols are avail-able, such as C 12 through C 18. orCl4 and C16, or even the very broadC8 through CI8 designed for specificapplications. Besides the mixed chain
INFORM, Vol. 7, no. 5 (May 1996)

OLEOCHEMICALS
length alcohols, pure-cut alcohols ofa single carbon chain of 95% or high-er purity are available from C8through CIS. Although the lion'sshare of fany alcohol trades as themain-line middle- and heavy-cutproducts, there are blends and specialproducts available with every con-ceivable chain-length range. Produc-ers have to juggle the carbon chainlengths of their product mix 10 matchthe amounts that the feedstocks orprocess give them.
The SHOP/oxo alcohol productsare different, the primary middle-cutalcohol product being of C 12 andel3 alcohol. with a C14, CI5 prod-uct covering the heavier range. and aC 12 through C 15 alcohol as an addi-tiona! major product.
Light-cut C8 and CIO alcohols invarious mixtures and pure cuts areavailable in small volumes fromoleochemical producers and in majorvolumes from Ziegler alcohol pro-ducers. The Ziegler processes alsomake substantial amounts of C20and higher alcohols, which are avail-able as the mixed materials.
UsesFatty alcohol is the third leg of thetriad of raw materials for cleaning
products. the other two being fattyacid and alkyl benzene. Most fattyalcohols are used in these applica-tions. Fatty alcohols are used primar-ily as the raw material for alkyl sul-fates. alkyl ethoxylates. and ethoxy-sulfates which are used as surfactantsand cleaning compounds. Alkyl sul-fates, made by the reaction with sul-fur trioxide, followed by neutraliza-tion by a base such as sodiumhydroxide or ammonium hydroxide.are used in a wide variety of personaland household cleaning productssuch as shampoos. toothpaste. andliquid dish washing products. Thealkyl ethoxylates, made by reactionwith ethylene oxide (EO) using abasic catalyst, are used as nonionicsurfactants in heavy-duty cleaningformulations such as for laundry andhard-surface cleaning use. Typicalethoxylation levels are six to twentyEO units for use as a ncnionic surfac-tant. Ethoxylates with typically threeto six EO units are sulfated and thenneutralized to produce the ethoxysul-fates, which are used in shampoosand liquid dish washing products andsimilar areas where a milder surfac-tant is desired.
Alkylpolyglucosides made fromfatty alcohols and glucose are a new
surfactant based on fatty alcohols.Some alcohol is converted to tertiaryamines. which are then reacted withhydrogen peroxide to make amineoxide surfactants. or quaternized togive materials used as cleaning com-pounds and fabric softeners.
In other application areas. esters offatty alcohols and methacrylic acid areoligomerized to give lubricant addi-tives serving as viscosity indeximprovers and pour point depressants.Thiodipropionate esters of CI2 andC 18 alcohol serve as antioxidants forpolyolefin plastics, as well as doesters of cinnamic acid. Esters of fattyalcohols and lactic acid or fatty acidsare used in cosmetics, and esters offatty alcohols and stearic acid or male-ic acid are used in specialty lubrica-tion applications. Phosphates of fattyalcohols are used as lubricants andwetting agents. and phcsphtres asantioxidants in plastics.
Some fatty alcohols are used as-is.Stick deodorants use the waxy C 18alcohol, and lipsticks and other cos-metics use CI6 and CI8 alcohols fortheir waxy character and mildness tothe skin. Skin lotions take advantageof the emollient character of thesealcohols to confer skin softening andmoisturizing properties.
/!CX:S~Membership Certificates
The decision to join the American Oil Chemists' Society may havebeen one of the most important career choices you've made. Nowyou can display your personal certificate of membership in theleading international society in the fields of fats. oils and relatedmaterials.
Membership certificates are available for $25.00 by contactingthe membership department at AOeS.
Please send order with payment toAOCS, Attn: MembershipDepartment. P.O. Box 3489,Champaign. IL 61826-3489 USAor call (217) 359-2344.
INFORM, Vol. 7. no. 5 (May 1996)

506
OLEOCHEMICALS
Use of oleochemicals in the rubber industryEach year a vast amount of raw rub-ber-about 14 million metric Ions-isconsumed to make various rubberproducts. According to the Interna-tional Rubber Study Group (IRSG).14.25 million tons of raw rubber wereconsumed during 1994, including 5.55million Ions of natural rubber and 8.7million tons of synthetic rubber (I).Major synthetic rubbers are styrenebutadiene rubber (51 %), butadienerubber (17%). isoprene rubber (11%),ethylene propylene rubber (7%), andbutyl rubber (6%). Major consumingcountries are the United Stales (22%),Japan (12%), China (10%), Germany(5%), CIS (Commonwealth of Inde-pendent States-a-the former SovietUnion) (4%). South Korea (4%), andIndia (4%).
Rubber products are used in manymajor industries. including where suit-able raw rubber is used for each rub-ber product: automobile (tires, hoses,dampers. etc.): clothing; agricultureand agribusiness; construction; ship-ping; electronics and optics; medical;sports and sports apparel; adhesives:and plastics.
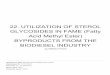
The vast majority of rubber. how-ever. is used for automobile tires. Therubber industry has grown alongsidethe automobile industry in Japan. Fig-ure I shows utilization of rubber prod-ucts in Japan (2). Almost 80% of all
This article was prepared Jor INFORM by YasuhiHirata, Tin Materials Development. BridgestaneCorporation, 3-1-0 Pgawahigashi-cho, Kordaira-shi.Tokyo, 187. Japan.
rubber products are automobile-relat-ed. Therefore rubber consumptionlargely depends upon automobile pro-duction as shown in Figure 2 (2).Because stearic acid (hardened fattyacid) is used at 1-2% in almost allrubber products. stearic acid usagefollows the same utilitzation pauem.
Rubber constitutes just about 4%,by weight. of the materials in a pas-senger car. Compared with steel orplastics. this amount is not significant.However. rubber is one of the irre-placeably important materials becauseof its unique elasticity. Likewise.stearic acid is also one of the mostimportant chemicals. though theamount used in rubber compounds issmall.
Thus. the automobile industry issupported by rubber. and the rubber
industry is supported by stearic acid.These industries have progressedtogehter.
Why has stearic acid been used inrubber compounds? The relationshipbetween rubber and oleochemicals iswhat this paper will discuss.
Rubber and oleochemicalsRubber is said to have been intro-duced to Europe by ChristopherColumbus. During his second cruisein 1493, he landed in what are nowPuerto Rico and Jamaica, where hewas surprised to see natives playingwith a ball that bounced very high-itwas made of raw rubber. Raw rubber,however, can lose its shape and is notfully functional as an elastomer.Therefore, natural rubber, during theseearly years, was used only as an eraser
16.000
t4.000
12.000
10.000,
8.000 ,6.000
»< "/'~'
'.000
2.000
~,~...
Automobilehoses2%
Rubber products125,000,000 IOns
Automobiledampers
3% ~~~~~~~~~~YmAutomobile tires
74% Hardened (any add (xiO ton) - Automobiles (xlOOO unilS)
Rubber c:omumption (x I00 ton)
FIgure 2. J.~ne .. producllon of hardened fatty eeie, automobiles, Ind rub-ber consumpllon
FIgura 1, Jlpan's rubber products by categories(1993)
INFORM. Vol. 7. no. 5 (May 1996)

Assembling Vulcaniulion
"""'" """""I ~ 1L....e~=~:.:"--...J1 ~ I_"""'_oc. I
I ~~" I c±J
MSZnSM
~ Rubber-Ss-SM -.. Rubber-~
lRubber-Ss -Rubber (Vu)
Flgur.3. V\.ilcanlzallon mechanisms with MBT,zinc oxide, stesrle acid, snd sulfur
or a toy. After Goodyear's inventionof vulcanizing in 1839. various rubberproducts have been developed and putto use.
Raw rubber produced in plantsconsists of linear polymers that usual-ly have molecular weights of morethan a hundred thousand. Because ofthis large molecular weight, rubbermolecules have intermolecular enmn-glement and therefore rubber behavesas a solid material. However, whentensile force is applied slowly. or athigh temperature. intermolecular slip-page takes place. resulting in a plasticdeformation (i.e .• it does not recoverits shape even after the force is
removed). Due to the intermolecularchemical crosslinking reaction in thepresence of a crosslinking promotersuch as sulfur with heat. three-dimen-sional stable networks are formed. andraw rubber is transformed into elas-tomer. This process is called vulcan-ization, or cure.
Prior to the invention of syntheticrubbers in the twentieth century. nmu-ral rubber was the only rubbery mate-rial. containing polyisoprene (88%).protein (5%), acetone extract abies(4%), carbohydrate (0.8%). and ash(1.7%). Natural rubber, extracted withacetone, was poorly vulcanized andthe main component of the acetone
extractable fraction was fauy acids.Benford et al. found that stearic acidrevived the vulcanization ability ofacetone-extracted natural rubber thathad been poorly vulcanized. Thusstearic acid was known as a vulcaniza-tion activator.
Stearic acid as an activatorThe effect of stearic acid as a vulcan-ization activator, however, was notfully clarified in those days. Since theinvention of an organic vulcanizationaccelerator by G. Oenslager in 1906.various accelerators have been devel-oped. The most important amongthose accelerators are mercaptoben-zothizole (MBT), developed in 1921,and its derivatives. After theMBT-zinc oxide-stearic acid systemwas found to have a high activatingeffect on rubber vulcanization withsuperior physical properties, this acti-vating effect of stearic acid was fullyinvestigated and clarified.
The mechanism illustrated in Fig-ure 3 is widely accepted as represent-ing the crosslinking reaction betweensulfur. MBT. zinc oxide, and stearicacid (3). As a first step, stearic acidreacts with zinc oxide to form zincstearate. Next this zinc stearate reactswith MDT to form the acceleratorcomplex. Finally. this complex reactswith sulfur and polymer, generatingthe sulfur crosslink.
Currently most of the rubber prod-ucts use sulfur as a crosslinking agent,MDT derivatives as accelerators, andstearic acid and zinc oxide as activa-tors.
A typical manufacturing processfor rubber products is shown in Figure4. Rubber chemicals, includingcrosslinking agents, accelerators andactivators. are added in a mixing pro-
Raw materials
----1~I Comp'''''''.
Antioxidant
Figure 4. Typk:al process for manufllCturing. rubber product
INFORM. Vol. 7, no. 5 (May 1996)
Raw I\Ibber
Carbon btackOil
Accelenlor
Activator
Sulfur
f>J7

508
OLEOCHEMICALS
Table 1Various process aIds
Sample no. 2 3 4 5 ,Activated
Zn-salts or Zn-salts of fatly acid Zn-salts ofStearic unsaturated saturated esters unsaturated
Process aids 81ank acid ratty acid (ally acid (allY alcohols (aUyacid
11in kPa's"r= 2.2 4.. 1) 100.0 94.3 75.4 75.4 82.5 87.3y=11.2("u 29.4 25.1 21.3 21.0 22.5 23.3r= 22.5 (..n 17.2 15.2 13.6 13.4 13.7 13.9't= 56.2 t.. n 8.7 7.7 '.8 '.7 '.9 '.81"" 112 (.. 1) 5.3 4.7 4.1 4.0 4.3 4.01'" 168(..1l 4.4 3.9 2.9 2.8 3.4 3.11'" 225 {..I) 3.9 3.' 2.9 2.8 3.0 2.71=450(0-1) 2.8 2.7 2.2 2.2 2.4 2.0
Extrusion speed 97 113 117 117 101 "'Extrusion OUtput 84 93 93 93 8' 91Die swell 40 40 34 36 40 34
OriginalHardness " 65 64 64 " 62Elongation 540 480 470 455 535 490Tensile strength 26.9 37.7 26.2 25.8 26.5 26.1~Modulus 12.0 15.2 14.4 15.2 11.6 13.7
70~C 7 days agedHardness 66 69 71 68 66 68Elongation 420 370 370 360 415 380Tensile strength 21.4 23.4 23.8 20.7 22.1 22.1a 300% Modulus 13.8 18.6 18.6 17.8 14.6 16.7
RecIpe: NR 80 phr; BR 10 phr. carbon bL.ck. ~jphr. process aids. 2.j pIv
"VilCOf.ily (TI) wu measun:d II ...nOlI'; war11ltc III in Illigh-rnssu",npillary rheometer
cess 10 improve the vulcanization pro-ductivity. In some cases. processingaids also are added in compounds forimproving productivity.
Stearic acid as a process aidStearic acid behaves not only as a vul-canization activator. but also as a pro-cessing aid. Compounded stearic acid
decreases compound viscosity bydecreasing intermolecular friction.acting as an internal lubricant. Thusstearic acid improves the fluid proper-ties of the compound.
If added in sufficient quantity to acompound. stearic acid migrates to thecompound surface and behaves as anexternal lubricant. Therefore frictionbetween the compound and metal willbe decreased and extrusion prccessibili-ty will be improved. The trade-off forthis method is a loss in tackiness of thecompound. which inhibits assemblyprocessibility. Therefore, an excessamount of stearic acid should be avoid-ed. An excess amount of stearic acidalso can deteriorate the physical proper-ties of the compound. Generally, 1-3%by weigm tc rubber is appropriate.
The most important point for pro-cessing aid is the compatibilitybetween processibility and the physi-
Cure------''''''----- .... Vulcanized rubber
C. Reaclion to polymer
Un"ulcanlud rubber
A. Low-viscosity liquid
-/" '~\<-I ,;:"",.' , I' - ,'"\ .c' , I ,...... ~'~
B. inlemallubricanl O. Quasi-gLassy C p/lase
INFORM. \tlI. 7. no. 5 (May 1996)

509
Table 2Other processing aids
Sample no. 4
Process aids Blank
Wear resistancesMooney viscositybCarbon dispersibilityc
[00.0110.0100.0
2 J
Dehydratedcastor oilfatty acid Oleic acid
125.095.0
110.0
98.0100.0100.0
Recipe: NR 100 phr. 8R 10 p/lr:carlIon blxk. 60 phr; prottS5 aids.. 2 phr
" The .... ueJ are ,ndeled 10 the bIarII<."Mooaey ~tSemiIY ""'" meawrcd in acconIanc:c ""th JI5 K6J(l(). 100"Cr c..t.on dispasibill1)1 _ measured In ~ '''th ASTM D-2663B
cal properties of a compound. Moreeffective process aids than stearic acidhave been developed. as summarizedin Table l. For example, the zinc saltof stearic acid will decrease viscositymore effectively, thus minimizing dieswell and improving extrusion pro-ductivity both in speed and in capaci-ty. These types of zinc salts are avail-able commercially.
Other examples are shown in Table2 (5). Carbon black is commonlycompounded in many rubber productssuch as tires during the mixing pro-cess. It is well known that finer pani-cle carbon black helps improve wearresistance. On the other hand, finercarbon black is difficult to disperseuniformly in compounds, resulting inless improvement than expected.Using processing aid made of unsaru-
rated fatty acid that contains manyconjugated dienes improves carbondispersion, resulting in better wearresistance. The mechanism to recon-cile better processibility and superiorphysical properties is considered to beas illustrated in Figure 5 (6).
FaU}' add esters in winter tiresWith the dramatic increase in automo-bile usage and the extensive develop-ment of road networks. the automobilehas come to playa key role in Japan'sdomestic transportation system. Theautomobile's role in Japan's everydaylife and economic activities hasreached a point where automobiles aredepended upon to function efficientlyand safely, even under severe operat-ing conditions. One of the most severechallenges is assuring safety during
Running friction 18% =rolling rJisumce 15% +
air'friction 3%
o QlU U U U M ~ M UFriction coefficienl
Figure 6. Braking friction coefficient required under differentI'OIIIdconditions
Deh)'dratedcastor oilratty acid andlinoleic acid
97.0IOllO100.0
winter driving in cold regions ofJapan.
As shown in Figure 6, the frictioncoefficient between an icy road and atire is very low, and dangerous slip-page tends to occur (7). Therefore, thedevelopment of new tread (the tireportion that directly contacts the road)compounds exhibiting improved fric-tion on ice is desired,
Generally. the friction (F) betweenlire tread compound and road surfacecomprises of adhesive friction (Fa),digging friction (Fd), and hysteresisfriction (Fh). as expressed in the fol-lowing equation:
F=Fa+Fd+Fh (lJ
where Fa originated from energy losscaused by detaching adhered tread
Mechan,,,;~"'i' _friction,%
Enginefriction.....
Accelenttion(weight)"..
Figure 7. Energy c:onsumption 0' a passenger ear
INFORM. Vol. 7. rIO. 5 (May 1996)

510
OLEOCHEMICALS
Rolling resistance
Oeforaation frequency
let Brake
)
Figur. 8. Origin of roiling resistance end friction
compound to road surface; Fd origi-nated from energy loss caused by dig-ging road surface and wearing treadcompound; and Fh originated fromenergy loss caused by heal generationwith deformation of tread compound.
Furthermore, in situations where afrozen road surface exists, owing tothe lubricating effect of liquid waterpresent between the road surface andthe tire tread compound. another fac-tor (a) must be incorporated into theequation, where a is the workrequired to eliminate the lubricant.Accordingly, the following equation isobtained:
F= o.(Fa+ Fd)+ Fh [2]
The viscoelastic properties of thetire tread compound is carefully con-trolled in order to improve adhesivefriction (Fa) and hysteresis friction(Fh). It is possible to upgrtade adhe-sive friction (Fa) by using a softerrubber because adhesive friction is
proportional to the actual contact areabetween road and rubber surface. Hys-teresis friction (Fh) increases in pro-portion to an increase in tan 0 value(the hysteresis loss at dynamic strain,usually measured by a viscoelastictester). The effect of Fh, however, isconsiderably smaller even when tan 0is at a larger value because a frozenroad surface is smoother than a nor-mal road surface. Accordingly, theviscoelastic properties of winter tiretread compound are designed so thatcompound does not harden so mucheven at lower temperatures.
As a method to decrease hardnessat low temperatures, addition of fattyacid ester is well known. Fatty acidester, widely used as a lubricant forplastics. is also effective for rubberapplications. The examples are shownin Table 3 (6). If used 10 replace panof the aromatic oil thai commonly isused for rubber softener, fatty acidester can decrease hardness at lowtemperatures (below OQC) significant-
ly, which affects braking perfonnanceon icy surfaces. However, such usageis limited because wear resistancetends to decrease with the use of fattyacid ester.
Possible future issuesMany rubber products have beendeveloped for automobiles. improve-ments in automobiles have providedpeople with faster, safer, and morecomfortable transportation. On theother hand. environmental concernssuch as global warming and resourceconservation have arisen.
Rubber products especially affectfuel (resource) usage and conserva-tion. Figure 7 shows the distributionof energy consumption for a passen-ger car (2). Engine friction accountsfor about 40% of energy consumption.Higher temperatures, resulting fromimprovements in engine efficiency orin engine oil, require heat resistanceor oil resistance on the pan of rubberproducts, such as rubber hoses.
Total rolling resistance of tiresaccounts for about 15% of energyusage. Rolling resistance of tires canbe attributed primarily to the hystere-sis loss (tan 0) of rubber material.
On the other hand, as expressed inEquation I, the friction between lireand road relates to the hysteresis loss.Using rubber material with a small tano value, hysteresis friction (Fh)decreases result in a decrease in brak-ing performance. Especially on wetsurfaces, water behaves as a lubricant,decreasing adhesion friction (Fa) anddigging friction (Ft!). Therefore, use
Table 3Application of esters In winter tires
Sumple no. I 2 3 4Aromatic oil 30.0 20.0 20.0 20.0Esters Dioctyl Dioctyl Buryl
phathalate sebacateoleate
Ice brakinge 100.0 107.0 110.0 112.0Snow brakinge 100.0 103.0 108.0 110.0WeI braklnge 100.0 110.0 100.0 100.0Wear resistance" 100.0 99.0 97.0 97.0Rolling resistances 100.0 102.0 103.0 104.0
Recort': NR 100 phr. (...rooo bl.d. 70 pIIr. t>tCB, 10 phr
a The ,·al\leS are indeJ<e<l'Q!hI: blank.
INFORM. Vol. 7. no. 5 (May 1996)

'et Brake
t
Rollingresistance
oIO,OOOHz
Temperature ("C) - 20------~~--~~--~---Frequency
20 60
100Hz
40
Figure 9. Tempenllur.'requency correspondence and tire performance
of rubber material with a small tan 0value could become a serious issuefrom the viewpont of safety on wetroads. How can this conflict betweenfuel savings and safety be resolved?
A clue lies in the temperaturedependence of the tan 0 of rubbercompound. Tire compound usuallywill deform corresponding to tirerotation of low frequency (some tenHz). At braking, however, the surfaceof the rubber compound deforms at ahigh frequency of more than tenthousand Hz, corresponding to theroad roughness as shown in Figure 8(2).
According to the time-tempera-ture correspondence theory of theWilliams-Landel-Ferry equation (9),applied frequency to a rubber com-pound can be converted into tempera-ture, where low frequency corre-sponds to high temperature, and viceversa. Therefore hysteresis losswhich affects the rolling resistancecan be represented by a tan 0 value ataround 50°C. whereas hysteresis losseffects to friction on a wet road canbe represented by a tan 0 value ataround O°C (Figure 9). Therefore, aspecial softener that reduces hardnessat low temperature, without influenc-ing the value of Ian 0 at oDe isrequired for compatibility of winterperformance. fuel conservation, andsafety on wet roads.
Thus, improved technology to con-
trol viscoelasticity is required. Uniquerubber additives that will pennit suchimprovements are needed from theoleochemical industry.
ReferencesI. Rubber Statistica! Bulletin,
International Rubber StudyGroup, Vol. 50,1995, pp. 2--47.
2. Hirata, Y., Taiy yuoy Gomu Zairyono Kaihatu Doukou. Kinzokll65%5-772 (1995).
3. GOI1lI1Kougyou Benran, 4th edi-tion. Nippon Gomu Kyouka, 1994,pp.404.
4. Morche, K., and H. Ehrend, TireCompounds and Process Aids,Kautschuk+ G!I"''''; KunststofJe42"015-'0'6 (1989).
5. Nakane, S., Tire Tread RubberComposition, International PatentW0931l9578 (1993).
6. Nakane, S., A New Process Aid,Proceedings of the Tire Society's/3th Meeting. The Tire Society,Akron, Ohio, 1993. p. 14.
7. Hiraya, Y., Sutaddoresu Taiya noZairyo Tokusei. Seppyo 4:390,395 (1995).
8. Takiguchi, E., Seppyoro n iKouteke i na Kuukiiri Taiya.Japanese Patent Tokkaisho 59-206209 (1984).
9. William. M.L., R.E Landel andJ.D. Ferry, 1. Am. Chem. Soc.77:3701-3707 (1955). •
511
LAUDATVT 1
The ultimate system fordynamic measurement
• Dynamic range down to 1 s
• Surface/Interfacial tensionrange from 0,1 mN/m upto100 mN/m
• Reproducability better than±0,01 mN/m
• Complete sealed samplechamber- constant vapor pressure- no evaporation- inert gas atmosphere- easy to thennostat
• New colour evaluation soft-ware
Please ask tor detailed leaflets
LAUD ... DR. R. WOBSER GMBH & co. KGP. O. B.1251, 0..97912 Lauda-Kooigshofen,Phone (09343) 503-0, Fax (09343) 503222TIx. 689523lauwo d.
For Information circle tl2A