Embed Size (px)
Citation preview

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 1 / 40
DIRECT MATERIAL SUPPLIERS QUALITY MANUAL
Short description: Minimum requirements from Gestamp to our direct material suppliers to
ensure that the processes between Gestamp and them run smoothly.
Summary:
Keywords: Supplier, manual
Document No.: 1972880947
Degree of confidentiality:
Edited by: Jesús Najera Lorente
Approver: Vanessa Pepperell
Main changes:
Rev. Revision detail Date
1 New document 24/10/2016
2 Adaptation to new IATF 16949 and OEMs Customer Specific
Requirements (CSRs)
Note: Changes highlighted in blue colour.
18/04/2018
2.1 Link to the supplier portal updated 06/03/2019
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 2 / 40
Index 1. Preamble ............................................................................................................................... 4
1.1 Objective ....................................................................................................................... 4
1.2 Scope ............................................................................................................................. 4
2 Management System ............................................................................................................ 5
2.1 Quality ........................................................................................................................... 5
2.1.1 Quality management system ................................................................................ 5
2.1.2 Zero-defects .......................................................................................................... 5
2.1.3 Continuous improvement ..................................................................................... 6
2.1.4 Internal audits ....................................................................................................... 6
2.1.5 Gestamp second party audits................................................................................ 7
2.1.6 Special Processes ................................................................................................... 7
2.1.7 Sub-suppliers ......................................................................................................... 8
2.1.8 Documentation and archiving ............................................................................... 8
2.1.9 Order and cleanliness .......................................................................................... 10
2.2 Product Safety Officer ................................................................................................. 10
2.3 Environmental management....................................................................................... 12
2.4 Corporate responsibility .............................................................................................. 12
2.5 Legal and statutory ...................................................................................................... 13
2.5.1 Conflict minerals .................................................................................................. 13
2.5.2 REACH .................................................................................................................. 14
2.6 Occupational risk ......................................................................................................... 14
2.7 Logistics ....................................................................................................................... 14
2.7.1 MMOG/LE ............................................................................................................ 14
3 Project Management ........................................................................................................... 15
3.1 Product and/or process development planning ......................................................... 15
3.2 Preventive quality activities ........................................................................................ 15
3.3 Product and Process Approval (PPAP – PPA) .............................................................. 23
3.4 Special characteristics ................................................................................................. 26
3.5 Pass Through Characteristics (PTC) ............................................................................. 27
4 Series Production ................................................................................................................ 28
4.1 Quality assurance during serial production ................................................................ 28
4.2 Verification and acceptance of externally provided material by Gestamp ................ 29
4.3 Verification of job set-ups ........................................................................................... 29
4.4 Layout inspection and functional testing /requalification .......................................... 29
4.5 Maintenance of production means ............................................................................. 30
4.6 Control of measuring equipment ................................................................................ 31
4.7 Identification and traceability ..................................................................................... 31
4.8 Packaging and labeling ................................................................................................ 32
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 3 / 40
4.9 Control of changes on the product or process ............................................................ 33
5 Customer Care ..................................................................................................................... 34
5.1 Claims management .................................................................................................... 34
5.2 Performance evaluation .............................................................................................. 36
5.3 Controlled shipping ..................................................................................................... 36
5.4 Deviation / Concession permit .................................................................................... 37
5.5 Risk management & contingency plan ........................................................................ 38
5.6 Customer property ...................................................................................................... 39
5.7 Service parts ................................................................................................................ 40
5.8 Insurance ..................................................................................................................... 40

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 4 / 40
1. PREAMBLE
1.1 Objective
The reputation of Gestamp and our market positioning is determined by the quality of our
products, the adoption of a process approach and a high customer focus, in which the quality of
our suppliers has a significant influence. We expect and encourage our suppliers to adopt the
same principles and practices.
This Supplier Manual describes the minimum requirements in order to ensure that the processes
between Gestamp and the suppliers run smoothly both for new programs and for serial
production.
The suppliers shall commit to meet all the Gestamp requirements hereby on this Manual during the business relationship with Gestamp.
The suppliers shall equally know and fulfill:
- The current applicable statutory and regulatory requirements in the country of receipt,
the country of shipment and the customer-identified country of destination.
- The international standards of the automotive sector (IATF 16949, AIAG manuals, VDA
manuals …),
- The specific requirements from Gestamp customers or Gestamp location whenever this
applies.
Gestamp has available a Supplier Portal (https://www.gestamp.com/Suppliers), which is the
communication channel between Gestamp and suppliers, and must be mandatorily used.
In case of applicable Gestamp customers requirements, these will prevail.
1.2 Scope
This manual is mandatory for all Gestamp direct material suppliers as well as suppliers of
manufacturing processes services like e-coating, laser cutting...
Directed-buy suppliers are also requested to comply with the requirements included on this
Manual. The escalation of the problems that may arise includes a direct customer
communication. (Refer to IATF 16949 chapter 8.4.1.3)
Objetive Scope
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 5 / 40
2 MANAGEMENT SYSTEM
2.1 Quality
2.1.1 Quality management system
The suppliers must have and implement a Quality Management System:
- Gestamp recommends that their suppliers are certified according to the current
standard IATF 16949 by an IATF-recognized certification body.
- Those suppliers not certified according to IATF 16949 shall be certified, at least, in
accordance with the standard ISO 9001(*) by a certification body bearing the
accreditation mark of a recognized IAF MLA member and where the accreditation body’s
main scope includes management system certification to ISO/IEC 17021.
- The suppliers with only certification according to ISO 9001 must also comply with
requirements of IATF 16949 standard and/or MAQMSR (Minimum Automotive Quality
Management System Requirements). MAQMSR can be found through IATF website:
http://www.iatfglobaloversight.org/wp/wp-content/uploads/2016/12/Minimum-
Automotive-Quality-Management-System-Requirements-for-Sub-tier-suppliers-2nd-
Ed.pdf
(*) A business relationship with a supplier not certified in ISO 9001 is only possible after the
Gestamp customer approval.
The desire and ultimate objective is that all Gestamp suppliers become certified to IATF 16949.
The suppliers must upload a copy of their updated QMS certificates through Supplier Portal
when required by Gestamp. The suppliers shall inform Gestamp about any change in the
certification status: (initial certification, recertification, transfer to new Certification Body,
Cancellation...).
Refer to IATF chapter 4.3 and 8.4.2.3
2.1.2 Zero-defects
Gestamp expects a commitment from the suppliers to achieve a Zero-Defects approach. To do
that, the suppliers shall implement all possible actions in accordance with the state-of-the-art.
As an intermediate step to achieve this goal and in order to measure and assess the quality level
achieved, Gestamp will set out interim targets (e.g. ppm, number of claims ...).
Logistics Occupational
risk Legal
Quality Product safety Corporate
responsibility Environment
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 6 / 40
Gestamp makes an annual revision of the targets (quality and logistic), according to our
customer targets and the continuous improvement for the supplier performance.
The fulfillment of these interim targets does not relieve the supplier from its obligation and
liability in case of defects, which can lead to claims from Gestamp or Gestamp customers.
2.1.3 Continuous improvement
The suppliers shall have a documented process for continual improvement of product and
manufacturing processes.
Typical continuous improvement activities are focus on:
o Wastes reduction: overproduction, unnecessary movements, delays, transport, over-
processing, quality costs, overstock, environment wastes.
o Use of statistical methodologies to reduce process variation.
o Risk analysis. The supplier shall include lessons learned, product audits, product recalls,
field returns and repairs, complaints, scrap and rework.
Note: In some cases, the measures defined within the framework of a continuous improvement
can suppose a change on the product or process. In the chapter “4.9 Control of changes on the
product or process” is described what is considered as a change and the requirements that must
be met in these cases.
Refer to IATF 16949 chapter 10.3.1
2.1.4 Internal audits
The suppliers shall perform internal audits of system, process and product with, at least, the
following periodicity:
o Quality management system audit: The whole quality management system processes
over each three-year calendar period.
o Manufacturing process audit: Unless otherwise agreed in written, all manufacturing
processes over each three-year calendar period.
o Product audit: unless otherwise agreed in written, all Gestamp products must be
audited annually. Similar products (same technology, same requirements, same
complexity…) could be grouped after agreement with the supplied plants.
Additionally, Gestamp demands:
Safety and regulation audits: For parts with safety and/or regulation characteristics, the
supplier shall conduct annual audits. When required by Gestamp, this audit must be fulfilled
through the Supplier Portal.
For any kind of internal audit, the supplier must provide evidence(s) of conformance when
required by Gestamp.
This audit program must be prioritized based upon risk, performance trends and criticality of the
processes and be reviewed when appropriate.
The suppliers must inform Gestamp if they are not able to solve in an effective manner the non-
conformities detected in the internal audits.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 7 / 40
Internal audits where zero non-conformities are detected are not realistic.
The suppliers must ensure that their internal auditors have the following minimum competencies:
- Knowledge of automotive process approach, core tools and applicable customer specific requirements
- Understanding how to plan, conduct, report and close audits.
Refer to IATF 16949 chapter 7.2.3, 9.2.2.1, 9.2.2.2, 9.2.2.3 and 9.2.2.4
2.1.5 Gestamp second party audits
As part of Gestamp supplier management program, Gestamp reserves the right to conduct
second-party audits at supplier facility.
o Among others reasons, these supplier audits can be triggered due to:
an internal risk analysis made every year,
quality problems,
new suppliers,
new projects
o Those audits may take place at any time during the business relationship with Gestamp
and with reasonable notified time in advance.
In exceptional situations, for example due to serious quality problems, lack of supplies…,
such audits may be carried out at any time on one day prior notice, as long as they are
conducted within regular work shifts and do not interfere the normal operation of the
factory.
o The supplier will allow Gestamp to perform those audits (provide all required
information, allow access to Gestamp and Gestamp customers,…)
In justified cases, the supplier will be entitled to deny the access to some information,
which could be considered as secret or confident.
o In cases where it is not considered necessary to perform an on-site audit by Gestamp, a
self-assessment may be required using the template provided by Gestamp.
If the supplier does not submit the self-assessment documentation by the required date,
a Gestamp audit will be carried out on-site and the costs will be charged to the supplier.
2.1.6 Special Processes
Suppliers with internal or outsourced “special processes,” as identified by the Automotive
Industry Action Group (AIAG), are required to show conformance with relevant AIAG Special
Process document, using the most current version CQI standard, whenever applies:
o CQI-9 Heat treat assessment,
o CQI-11 Plating system assessment,
o CQI-12 Coating system assessment,
o CQI-15 Welding System Assessment,
o CQI-17 Soldering assessment,
o CQI-23: Molding system assessment,
o CQI-27: Casting System Assessment,
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 8 / 40
2.1.7 Sub-suppliers
The suppliers shall commit their supplier to permanently use a quality management system in
accordance with ISO 9001 or IATF 16949, in the version as amended from time to time. It is
strongly recommended for sub-suppliers to be certified according to ISO 9001 or IATF 16949 by
an accredited third-party certification.
Gestamp reserves the right to request sub-suppliers to be certified according to ISO 9001 or IATF
16949 when demanded by Gestamp’s customers.
Additionally, the suppliers must transfer all the requirements from Gestamp (including Gestamp
customer requirements, statutory and regulatory requirements, specials characteristics…) to
their suppliers, being responsible for the implementation.
Gestamp Suppliers are responsible for the quality of the product supplied to Gestamp, including
those characteristics, which depend on their suppliers. This also applies to Directed-Buy
suppliers .
The suppliers shall have criteria to evaluate their supplier’s performance taking into account
quality, logistic and technical criteria, among others. (Refer to IATF chapter 8.4.2.4)
A change on the supply chain (sub-suppliers) must be agreed with Gestamp prior to
implementation.
2.1.8 Documentation and archiving
The suppliers shall have an effective system of storage of information which must ensure the
following minimum retention requirements unless otherwise specified by Gestamp customers:
Minimum 5 years of retention period for documents/records not related to safety
and/or regulation parts
Minimum 15 years (*) of retention period for documents/records related to safety
and/or regulation parts.
The storage time is considered from:
Quality Records: from register date.
Quality Documents: When document becomes obsolete, for example, due to it has been
modified (new issue), or it has expired its validity period, (for example, in the case of a
temporal deviation permit) or after end of last production.

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 9 / 40
Type Retention
period Requirement Minimum content Example
Safety and/or Regulation
15 years (*)
- Accessibility. - Readability. - Protections
against fire, water, etc
- Only authorized access.
- No modifications of the content.
- Cybersecurity
- Creation or registration date
- Responsible person of the content
- Product reference, batch, date, …
- Modification level - Paper or
electronic signature
Documents: - Standards,
- Procedures,
- Work instructions,
- Control & test
methods,
- Control plans,
- FMEAs
- Specifications,
- etc
Records: - Control charts,
- Test results,
- Material
certifications,
- Training records,
- Audits,
- Initial samples,
- Capability studies
- etc
Others 5 years
- Preferably electronic or if not possible, other format which ensures the integrity of the document/record.
If requested, the suppliers must make available to Gestamp the documents and/or records
required within a reasonable timeframe.
The Suppliers must ensure the following activities to manage the documented information:
a) Ensure the minimum content:
- Creation or registration date
- Responsible person of the content
- Product reference, batch, date, …
- Modification level
- Paper or electronic signature
b) Storage and preservation: ensure the integrity of the information during the required
retention period.
In case of Safety and Regulation documents/records, this implies, at least:
- Provide backup copies and protective measures against fire, floods, cyberattacks,
etc.
- Only authorized access.
- Any subsequent modifications of the data must be not possible.
- Hard-copy used must ensure the preservation and legibility during the complete
retention period (e.g. thermic paper is not appropriate for that reason).
In case of others document/records, the applicable measures must ensure the integrity
of the documents/records.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 10 / 40
c) Traceability must be ensured. Supplier must be able to determine from the delivery
information and/or identification on the part, the documents and related records. See
paragraph 4.7 “Identification and Traceability”
(*)In case of longer retention periods are requested by Gestamp, Gestamp customers, and/or
legal or statutory requirements, those must be fulfilled.
Refer to VDA Volume 1
Refer to IATF 16949 chapter 7.5.3 and 7.5.3.2.1
2.1.9 Order and cleanliness
The supplier shall adopt a cleanliness standard to establish and maintain a clean and orderly
work environment including the offices. Gestamp strongly recommends the 5S methodology to
establish this standard.
2.2 Product Safety Officer
The suppliers shall have documented processes for the management of products and
manufacturing processes related to safety (Refer to IATF 16949 clause 4.4.1.2)
Gestamp requires the suppliers to define in their organization a management role known as
“Product Safety Officer (PSO)”
The nomination of the PSO must be fulfilled through the Supplier Portal:
- Contact details of PSO and its deputy. - Evidence of the qualification of the PSO, if available.
The suppliers are responsible to keep the PSO information updated in the Supplier Portal.
Similarly, the suppliers shall require their suppliers the designation of a PSO and the fulfillment
of the following requirements.
The Product Safety Officer (PSO) is responsible of the following tasks:
o Contributing to, developing and setting priorities for eliminating or preventing product
safety-relevant defect in the product development phase (error prevention).
o Working independently, initiating and verifying product, process and engineering-
relevant decisions in the course of product development and additional product
enhancement (e.g. FMEA or risk assessment procedures) provided that there is an
impact relevant to safety.
o Preparing, maintaining, and enhancing "lessons learned" checklists for the qualified
review of designs, production, processes, or for the material properties under product-
safety relevant aspects.
o Ensuring the training for personnel involved in product safety related products and
associated manufacturing processes.
o Ensuring the transfer of requirements with regards to product safety throughout the
supply chain.
o Ensuring the traceability by at minimum the manufactured lot throughout the supply
chain.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 11 / 40
o Executing or initiating and assessing component or material analyses with the goal of
detecting indications of deviations relevant to product safety at an early stage.
o Independently executing or initiating regular inspections of processes, production,
material and products of the current series for the confirmation of product safety for
proper and predictable use or misuse and the introduction as well as tracking of
(immediate) measures in the case of relevant deviations.
o Assessing the probability and frequency of failure of the affected product in the event
of failure.
o In the event of a complaint, the planned corrective measures, their implementation and
long-term effectiveness shall be verified. The effectiveness of the measures shall be
reviewed, confirmed and documented in writing by the supplier PSO.
o In the event of a complaint or voluntary declaration, communication shall be directed
via the person responsible for component with the client.
o The PSO shall advise with respect to the quality and confidentiality of the information
(clear information regarding the error pattern, limitation, probability of failure, etc.).
Note: If sub-aspects of the described tasks are not possible or not necessary due to the type of
product (e.g. with raw material suppliers) or due to the manufacturing process, this shall be
substantiated and product safety compliance shall be verified by an alternative safeguard.
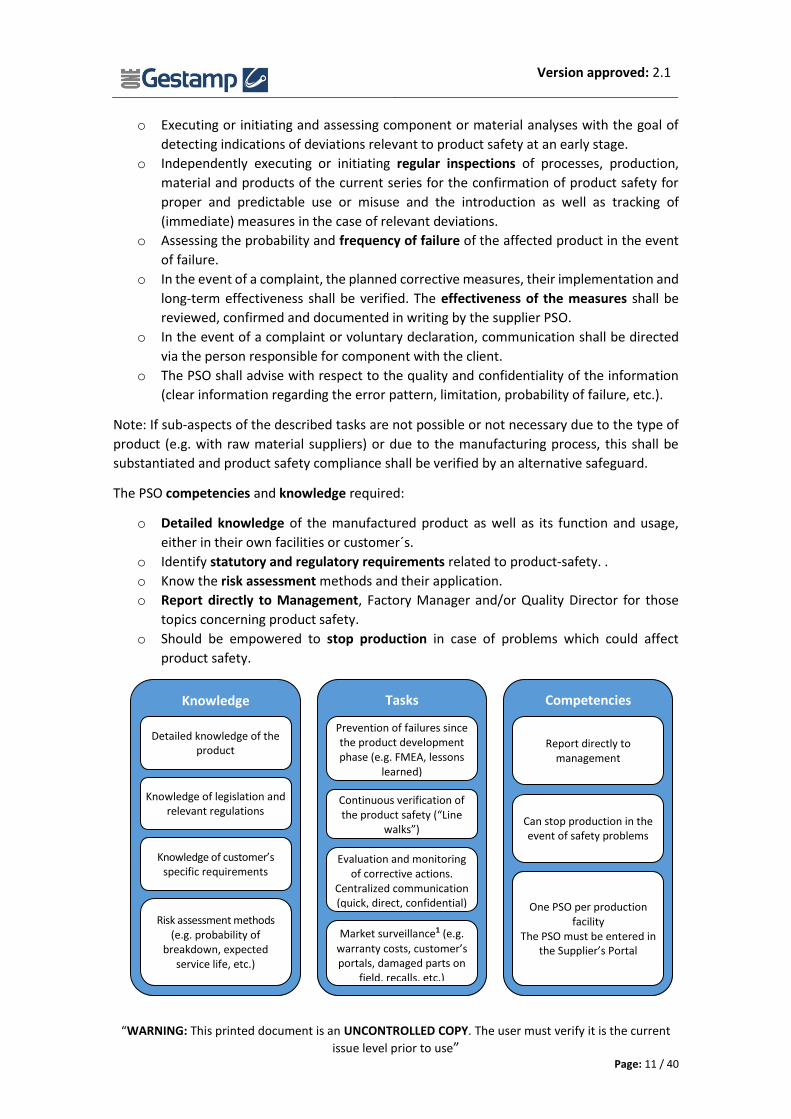
The PSO competencies and knowledge required:
o Detailed knowledge of the manufactured product as well as its function and usage,
either in their own facilities or customer´s.
o Identify statutory and regulatory requirements related to product-safety. .
o Know the risk assessment methods and their application.
o Report directly to Management, Factory Manager and/or Quality Director for those
topics concerning product safety.
o Should be empowered to stop production in case of problems which could affect
product safety.
Knowledge
Detailed knowledge of the product
Knowledge of legislation and relevant regulations
Knowledge of customer’s specific requirements
Risk assessment methods (e.g. probability of
breakdown, expected service life, etc.)
Tasks
Prevention of failures since the product development phase (e.g. FMEA, lessons
learned)
Continuous verification of the product safety (“Line
walks”)
Evaluation and monitoring of corrective actions.
Centralized communication (quick, direct, confidential)
Market surveillance1 (e.g.
warranty costs, customer’s portals, damaged parts on
field, recalls, etc.)
Competencies
Report directly to management
Can stop production in the event of safety problems
One PSO per production facility
The PSO must be entered in the Supplier’s Portal
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 12 / 40
(1) Information for market surveillance can be found, among others, in the portals
http://ec.europa.eu/consumers/consumers_safety/safety_products/rapex/index_en.htm
http://www.nhtsa.gov/Vehicle+Safety/Recalls+&+Defects
2.3 Environmental management
Gestamp recommends their suppliers to be certified according to the current standard ISO
14001 “Environmental Management System”. Those suppliers not certified according to ISO
14001 are required to provide a self-assessment of compliance with environmental
requirements, which will be requested through Supplier Portal.
Whether certified or not, suppliers are required to adopt a responsible environmental
management system which satisfies all applicable legal requirements. It is the responsibility of
the suppliers to be informed of those legal requirements, including the specific requirements of
each country/sector (GADSL, REACH,…) as well as its fulfillment.
The responsibility of the supplier in environmental matters covers the materials, machines and
facilities used, the organization at workstations, warehouse, transport service, processes
definition … being necessary to analyze continuously all possibilities regarding to:
o Development, acquisition or production of products that respect the environment.
o Planning and development of processes that respect the environment.
o Ensure the environmental compatibility of the substances supplied.
o Avoid the use of problematic substances.
o Reuse of ancillary materials (lubricants, coolants, water …)
o Monitoring and continuous reduction of the use of energy, water, raw materials …
o Use of packaging, and a logistic concept respectful with the environment.
Gestamp expects that suppliers carry out, at least, the following activities regarding
environmental issues:
o Conduct periodic assessments of environmental management system.
o Determine targets for the key aspects of environmental protection (such as use of
energy, water, raw materials) and keep track of them.
o Determine and implement improvement measures in the field of environmental
protection (see above points).
o Analyze and periodically check legal provisions.
o Train and inform regularly the employees in environmental protection topics.
2.4 Corporate responsibility
Gestamp supports the 10 principles of United Nations Global Compact (see
www.unglobalcompact.org) and requires to their suppliers and their sub-suppliers to meet
these principles.
Human rights
o Principle 1: Businesses should support and respect the protection of internationally
proclaimed human rights.
o Principle 2: make sure that they are not complicit in human rights abuses
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 13 / 40
Labor
o Principle 3: Businesses should uphold the freedom of association and the effective
recognition of the right to collective bargaining.
o Principle 4: the elimination of all forms of forced and compulsory labor.
o Principle 5: the effective abolition of child labor.
o Principle 6: the elimination of discrimination in respect of employment and occupation.
Environment
o Principle 7: Businesses should support a precautionary approach to environmental
challenges.
o Principle 8: undertake initiatives to promote greater environmental responsibility.
o Principle 9: encourage the development and diffusion of environmentally friendly
technologies.
Anti-Corruption
o Principle 10: Businesses should work against corruption in all its forms, including
extortion and bribery
The supplier shall have a corporate responsibility policy which shall include at a minimum the
following principles:
a) Anti-bribery policy
b) An employee code of conduct
c) An ethics escalation policy (“whistle-blowing policy”)
The supplier undertakes to make available to Gestamp all details and information required
regarding corporate responsibility through the Supplier Portal.
Refer to IATF 16949 chapter 5.1.1.1
2.5 Legal and statutory
2.5.1 Conflict minerals
In politically unstable areas, armed groups often use forced labour to mine minerals which they
then sell to fund their activities, for example to buy weapons.
These so-called 'conflict minerals' such as tin, tantalum, tungsten and gold (3TG) can be used in
everyday products such cars.
In 2012, the U.S. Securities and Exchange Commission (SEC) adopted the final rule to implement
reporting and disclosure requirements concerning conflict minerals, as directed by Section 1502
of the Dodd-Frank Wall Street Reform and Consumer Protection Act of 2010.
In the same way, the EU passed a new regulation in May 2017, which requires EU companies to
ensure they import these minerals and metals from responsible sources only, starting 1 January
2021.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 14 / 40
Gestamp expects that the suppliers perform a responsible management of the material sources
used.
2.5.2 REACH
REACH is a regulation of the European Union, adopted to improve the protection of human
health and the environment from the risks that can be posed by chemicals, while enhancing the
competitiveness of the EU chemicals industry. It also promotes alternative methods for the
hazard assessment of substances in order to reduce the number of tests on animals.
To comply with the regulation, the suppliers must identify and manage the risks linked to the
substances they manufacture and/or market in the EU.
2.6 Occupational risk
All suppliers are obviously obliged to comply with the Labor Risk Prevention Legislation of
application in their countries. Additionally, it is positively appraised if the supplier has
implemented an occupational safety system certified according OSHAS 18001 or ISO 45001.
2.7 Logistics
2.7.1 MMOG/LE
Gestamp suppliers are requested to conduct a MMOG/LE Assessment, at least the basic version.
Global Materials Management Operational Guidelines/Logistical Evaluation (MMOG/LE) is a
supplier self-assessment and continuous improvement tool that improves materials
management efficiency and accuracy while reducing costs from errors and waste.

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 15 / 40
3 PROJECT MANAGEMENT
3.1 Product and/or process development planning
The suppliers must define a planning for product and/or process development in accordance
with Gestamp project milestones.
The suppliers are required to carry out a detailed planning at the project phase, as minimum, in
the following cases:
- New products/processes.
- Significant changes to existing products/processes.
- Transfer of productions.
The suppliers must assure that in their project planning the following aspects are considered:
- A cross-functional project team, which ensures the availability of all necessary
resources (human and infrastructure).
- Key milestones should be reflected and identified at all levels in the planning (OEM –
Gestamp – Supplier – Sub-supplier) in order to be able to check the consistency between
them. Any delay on the planning agreed with Gestamp shall be notified immediately.
- A regularly review of milestones.
- Suppliers must ensure the change management throughout the entire project. They
must have a process that guarantees that the information reaches the involved people.
The modifications that are not triggered by Gestamp or its customers must be agreed
beforehand. In any case, a new feasibility assessment must be performed.
3.2 Preventive quality activities
Within the project planning, all relevant activities related to quality assurance must be included.
Advanced Product Quality Planning (APQP) establishes the preventive quality activities to be
performed in the development phase in order to ensure that both the launch of a new project
and the series production runs smoothly.
The suppliers must carry out all activities required according to the type of product, regardless
of whether the related documentation is required or not to be submitted within the PPAP.
Development planning
PPAP-PPA Preventive
quality activities
Pass Through Characteristics
Special
characteristics
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 16 / 40
The different activities must be performed during the respective Project phase(s). The
documentation may be required at any time according to the progress of the project.
The main activities carried out during APQP are the following ones:
Manufacturing feasibility study
The suppliers shall conduct and document a manufacturing feasibility analysis for any new item
as well as for any change on product/process (e.g. modifications, transfer of production…). The
analysis shall be performed before making the offer and after making appropriate clarifications,
change proposals … Such study must be performed and approved by an interdisciplinary team
composed of all involved areas (commercial, development, production, quality, logistics …)
The feasibility study has to take into account the following:
o All project documentation (drawings, specifications, environmental regulations …)
o Generic requirements of Gestamp (purchasing requirements, logistic requirements,
quality agreements with suppliers …)
o International Standards, legal requirements …although they have not been stated
explicitly by Gestamp.
o Experiences from previous projects.
Supplier must have available all necessary generic standards (DIN, EN, ISO, VDA …) and
directives/guidelines and take into consideration always the latest version.
Such analysis includes the technical and economic feasibility as well as the availability of enough
production capacity.
The signed document “Feasibility Study” must be sent to the Gestamp Purchasing Accountable
along with the offer.
Refer to IATF 16949 chapter 8.2.3.1.3
Design review and drawings release
When the supplier is responsible of the design, the supplier must have a formal system for
performing design reviews and a drawing release. The corresponding milestones must be fixed
on project schedule. The drawing release is responsibility of Development Department of
Gestamp or Gestamp customer.
Process flowchart
The process flowchart must cover the entire manufacturing and product control process, from
reception to expeditions, including contemplated reworks.
The process steps of the flowchart must be in accordance with FMEA and Control Plan.
Refer to IATF 16949 chapter 8.3.4.3
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 17 / 40
FMEA (Failure Mode & Effects Analysis)
A FMEA is a living document which identifies potential failure modes, their causes, and the
effects of failure for a given product or process. It also describes the actions taken to mitigate
those potential failure modes or risks.
The suppliers must develop and maintain Process FMEAs and, in case of being design
responsible, also Design FMEAs for each item supplied to Gestamp.
FMEAs per family of parts, technology … are accepted. In this case, the supplier shall perform a
specific FMEA per part including those characteristics that differ or are not included on the
family FMEA.
Gestamp requires that all FMEAs are developed according to the latest version of AIAG/VDA
FMEA Handbook, which includes a complete description for developing a FMEA. FMEAs must be
used as basis for continuous improvement for design and process.
FMEAs must fulfill the following requirements:
- must include all special characteristics as well as Pass through Characteristics (PTC)
related to Gestamp and their sub-suppliers.
- must be periodically revised (annually, as minimum frequency, for generic FMEA).
- must be available for consultation to Gestamp when required.
- shall clearly determine preventive measures (to avoid occurrence) and detection
measures (to detect non conform parts).
- The detection measures must be able to prevent that in the case of the failure mode
occurs, this reaches the internal or external customer.
- The scoring for ”severity”, “occurrence” and “detection” shall perform independently,
according to AIAG/VDA instructions. The scoring for “occurrence” must be consistent
with the design newness or process maturity and the robustness of preventive actions
defined.
- The supplier must determine their own table of scorings adjusted to their own product
and process characteristics, which will be submitted to Gestamp upon request. In
combination of the three factors (”severity”, “occurrence” and “detection” ) the need
for risk-reducing actions may be prioritized as High, Medium or Low according to
AIAG/VDA FMEA handbook logic (RPN defined in older AIAG and VDA manuals
disappears).
Refer to AIAG/VDA FMEA Handbook
Prototype control plan
Whenever prototypes are provided, a prototype control plan must be established. The content
itself must be agreed with Gestamp.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 18 / 40
Control plan
The control plan is a written description of the system for controlling parts and processes.
Family Control plans are acceptable for similar parts using a common manufacturing process.
The supplier shall have a Control plan for pre-launch and production that shows linkage and
incorporates information from the process flow diagram and risks analysis (FMEAs).
Gestamp requires that all control plans are developed according to the latest version of VDA
Volume 4 and/or AIAG APQP, which includes a complete description for developing a control
plan.
Production control plans must fulfill the following requirements, among others:
- Shall include all process steps, from reception to expeditions.
- Shall include periodic product layout inspection and product audit.
- Shall include all methods used for the control of manufacturing process, including, as
minimum:
o Verification of job set-ups,
o First-off/last off part validation, as applicable,
o Controls performed over Special Characteristics and over Pass Through
Characteristics.
- Control plans shall be reviewed and updated when necessary: e.g. any change in the
product, after a customer complaint, after nonconforming products have been sent to
customer, in regularly frequency according to risk analysis…)
- Other documents may be referred to in the Control plan but always keeping its clarity.
In that case, these documents must be submitted together with the Control plan in the
PPAP.
The pre-launch Control plan must include reinforced controls during the Project start-up that
ensure the quality of the product supplied during this project phase.
VDA Volume 4 and AIAG APQP.
Refer to IATF 16949 chapter 8.5.1.1
Measurement System Analysis (MSA)
MSA aims to ensure the use of the right measurement system during production.
The Supplier must at least perform a Gage R&R (Repeatability & Reproducibility) study for each
family of control device listed on the Control Plan.
Gestamp requires that all MSAs are developed according to the latest version of VDA Volume 5
and/or AIAG MSA, which includes a complete description to qualify a measurement system for
use by quantifying its accuracy, precision, and stability.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 19 / 40
The following requirements must be fulfilled, among others:
- For special characteristics, the study shall be conducted specifically for each
characteristic.
- For other characteristics, the study performed by the same measurement device over
similar characteristics may be accepted. In this case, it shall be determined which is the
minimum variability (TV: Total Variation) of the process valid for the measurement
devices:
𝑇𝑉 ≥ 10 𝐺𝑅𝑅 Acceptable measurement system
𝑇𝑉 ≥10
3 𝐺𝑅𝑅 Measurement system acceptable under conditions
- The gauge device used should have a minimum resolution of 5% of tolerance.
- In general, variable study shall be conducted over a minimum of 10 parts, measured 3
times by 3 different operators.
- Attribute gauge study shall be conducted over a minimum of 50 parts, measured 3 times
by 3 different operators.
- In case of measuring systems in which there is no operator influence, such as measuring
automatic systems, the study can be performed with a single operator. Before
performing this type of study, it is necessary to ensure that there is not really operator
influence. For example, in measurements made in CMM with measurement program
where it may have variability between operators when putting the sample in the
measurement tool.
- The measurements must be made by operators who normally perform the controls.
- In the case of variable measurement systems, the selected sample parts shall cover the
entire process variability.
- In case of attributes measurement systems studies, OK/No-OK parts will be taken, in
both cases near the acceptation limit whenever possible.
- Measurements are performed upon the established measurement method and under
the measurement conditions in which the control will be developed during production
phase.
- When the established measurement process so requires, each operator will perform the
calibration or reset of the devices before each series of measurements, without
performing the calibration/reset again.
- The parts will be measured in a random order without operators knowing the real value
of the part to be measured and/or the result of previous measurements or others
operators.
- In order to calculate %R&R, it will be taken the required tolerance or process variation
according to the intended use for the measurement systems:
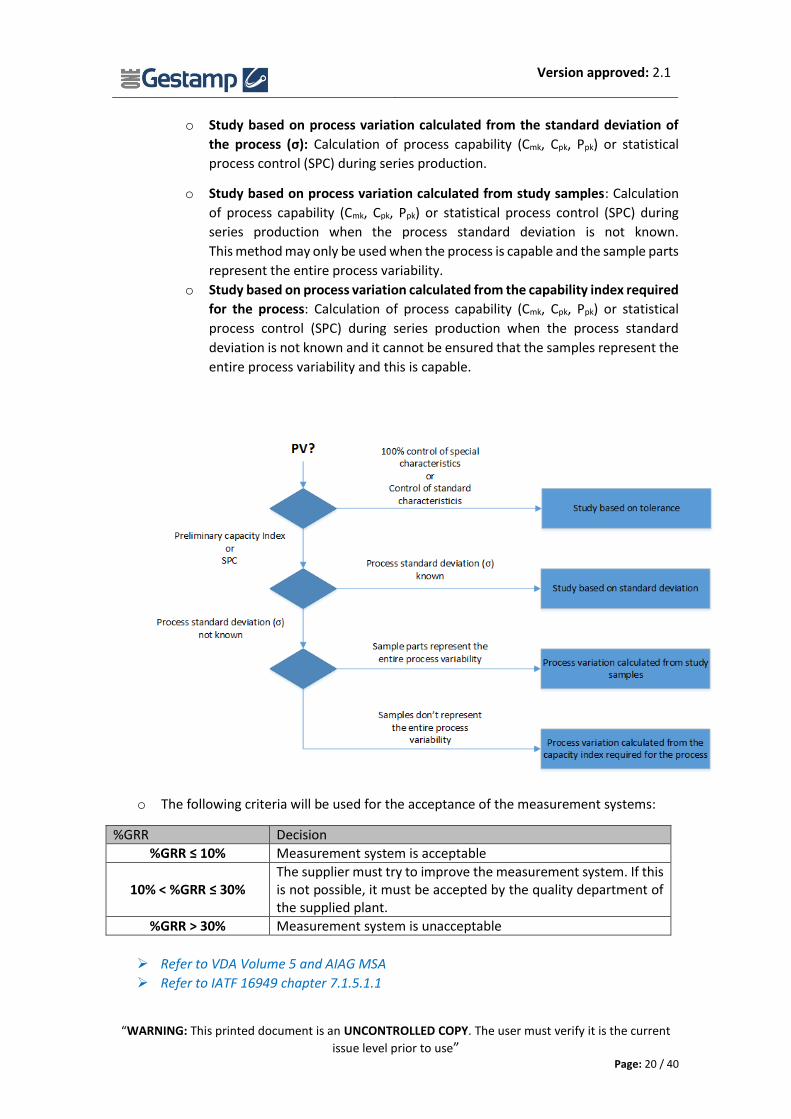
o Study based on tolerance: 100% inspection of special characteristics or control
of others characteristics during series production.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 20 / 40
o Study based on process variation calculated from the standard deviation of
the process (σ): Calculation of process capability (Cmk, Cpk, Ppk) or statistical
process control (SPC) during series production.
o Study based on process variation calculated from study samples: Calculation
of process capability (Cmk, Cpk, Ppk) or statistical process control (SPC) during
series production when the process standard deviation is not known.
This method may only be used when the process is capable and the sample parts
represent the entire process variability.
o Study based on process variation calculated from the capability index required
for the process: Calculation of process capability (Cmk, Cpk, Ppk) or statistical
process control (SPC) during series production when the process standard
deviation is not known and it cannot be ensured that the samples represent the
entire process variability and this is capable.
o The following criteria will be used for the acceptance of the measurement systems:
%GRR Decision
%GRR ≤ 10% Measurement system is acceptable
10% < %GRR ≤ 30% The supplier must try to improve the measurement system. If this is not possible, it must be accepted by the quality department of the supplied plant.
%GRR > 30% Measurement system is unacceptable
Refer to VDA Volume 5 and AIAG MSA
Refer to IATF 16949 chapter 7.1.5.1.1
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 21 / 40
Capability studies
The Supplier shall evidence statistically the capability of the process to produce parts under
specification.
Gestamp requires that all process capability studies are developed according to the latest version
of VDA Volume 4 and/or AIAG SPC, which includes a complete description to measure and control
quality by monitoring the manufacturing process.
Capability of the process must be ensured for all special characteristics during:
- Submission of initial samples: Ppk must be used when reporting capability for PPAP.
- Series production: shall be statistically monitored following SPC rules (X̅ and R within its
control limits, trend analysis, behavior patterns,...).
Before assessing the process capability, supplier must confirm that the values obtained follow a
normal distribution and the measurement system is adequate (MSA study).
For those characteristics not measurable or only measurable with destructive methods, the way
of proceeding must be agreed with Gestamp.
Processes Indexes:
There are three indexes used in determining process capability:
Machine capability (Cmk)
o Minimum requirement: Cmk ≥ 1.67
o Sample: minimum 50 consecutive parts without making any adjustments on the process.
Process performance (Ppk)
o Minimum requirement: Ppk ≥ 1.33
o Sample: minimum 50 parts spread over a batch
o If the process is not in a state of statistical control this index should be used.
Process capability (Cpk)
o Minimum requirement: Cpk ≥ 1.33
o Sample: minimum 30 samples of 5 parts taken on different batches covering the entire
process variability (different batches of material, different operators, different shifts,…)
o It should be only used when the process is in a state of statistical control because it
evaluates only the variability within each sample (not between samples)
In the event of non-compliance with the capability minimum values, the supplier is required to
perform 100% inspection and/or to implement a “mistake-proofing” control method (e.g.Poka
Yoke) in order to ensure the conformity of the supplied parts. However, Gestamp encourages
their suppliers to carry out an in-depth analysis of the processes to determine the root cause of
the low capacity of the production process and meet the minimum requirements.

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 22 / 40
Index Minimum Requirement Sample
Machine capability (Cmk) Cmk ≥ 1.67 Minimum 50 consecutive parts without
making any adjustments on the process.
Process performance (Ppk) Ppk ≥ 1.33 Minimum 50 parts spread over a batch
Process capability (Cpk) Cpk ≥ 1.33
Minimum 30 samples of 5 parts taken on
different batches covering the entire process
variability (different batches of material,
different operators, different shifts,…)
The suppliers must confirm that the software used to calculate these indexes is based on the
following formulas:
𝐶𝑎𝑝𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑖𝑛𝑑𝑒𝑥 = min [𝑈𝑆𝐿 − �̂�
3�̂�,�̂� − 𝐿𝑆𝐿
3�̂�]
Where USL and LSL are respectively the upper and lower specification limits, and µ ̂and σ̂ are the
mean and standard deviation estimated of the process.
Index Estimated µ ̂ Standard Deviation σ̂
Cmk �̂� = �̅� =1
𝑛∑ 𝑥𝑖
𝑛
𝑖=1
�̂� = �̂�𝑠 = √1
𝑛 − 1∑(𝑥𝑖 − �̅�)2
𝑛
𝑖=1
Ppk �̂� = �̅� =1
𝑛∑ 𝑥𝑖
𝑛
𝑖=1
�̂� = �̂�𝑠 = √1
𝑛 − 1∑(𝑥𝑖 − �̅�)2
𝑛
𝑖=1
Cpk �̂� = �̅� =1
𝑛𝑘∑ 𝑥𝑖
𝑛𝑘
𝑖=1
�̂� = �̂��̅�𝑑2
⁄=
�̅�
𝑑2=
∑ 𝑅𝑖𝑘𝑖=1
𝑘⁄
𝑑2
or
�̂� = �̂�𝑠̅𝑐4
⁄ =
∑ 𝑠𝑖𝑘𝑖=1
𝑘⁄
𝑐4
For unidirectional characteristics (roughness, concentricity,…) will be used only the
corresponding term regarding upper or lower specification level CmkU, PpkU, CpkU o CmkL, PpkL, CpkL.
Refer to VDA Volume 4 and AIAG book SPC.
Refer to IATF 16949 chapter 9.1.1.2
Status of purchased parts
The quality planning and the approval of outsourced parts to the sub-suppliers must be
accredited in an appropriate manner.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 23 / 40
Status of in-house manufacture parts
The internal approval of in-house manufacture parts must be accredited in an appropriate
manner.
Status of means of production
The planning and approval of means of production and control must be accredited in an
appropriate manner.
List of measurement and verification systems specific to the product.
The planning and approval of the measuring and verification systems specific to the product,
either in-house manufactured or acquired from third parties, must be demonstrated in an
appropriate manner.
Packaging, identification and transport
During the development phase, packaging, identification and transport conditions shall be
defined.
Refer to paragraph 4.8 Packaging and labeling.
Standardized work Instructions and visual standards
All steps of the entire productive process must be described through controlled and approved
work instructions (e.g. assembly instructions, testing, packaging, visual aids…). These work
instructions must be clear and in the language of the operators.
Refer to IATF 16949 chapter 8.5.1.2
Process audit
Supplier must verify through an internal audit the process maturity. Such audit shall be
conducted in series production conditions before or during the initial samples manufacturing.
Capacity verification
Supplier shall conduct a capacity evaluation to confirm if the required volumes can be ensured.
For non-dedicated production means, the capacity used for others projects must be taken into
account.
3.3 Product and Process Approval (PPAP – PPA)
PPAP/PPA is the part approval process based on the submission of initial samples and their
associated documentation that must be verified by the customer prior to shipment of parts
(Refer to IATF 16949 Chapter 8.3.4.4)
Gestamp requires that all Production Part Approval Process are developed according to the latest
version of VDA Volume 2 or AIAG PPAP, which includes generic requirements for production part
approval.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 24 / 40
The supplier must perform PPAP submission in any of the following scenarios:
- Release of new part.
- A change in the product previously approved.
- A change in the process previously approved.
- A change in supplier location.
Note: If there is any question concerning the need of initial samples submission, the supplier
must contact Gestamp.
The production approval process will be performed once the process is adjusted. The supplier
must take into account, during project planning, the necessary time for the tasks related to the
shipment of PPAP including adjustment phases.
Product for PPAP/PPA shall be taken from a lot (Significant Production Run) of as minimum 300
parts or 4 labor hours (what occurs first) manufactured and controlled in series conditions
(production and control means, sequence, operators, control plans, parameters, speed ...). The
production lot will start when the process works stably and without anomalies and/or
interruptions. In exceptional cases, it may be agreed a different batch size, for example in case
of an amount of annual reduced production, expensive parts of production with many cavities.
The initial samples shall be submitted to Gestamp of each supplied plant. As a general rule, PPAP
documentation will be submitted through Gestamp Supplier Portal
(https://www.gestamp.com/Suppliers).
Gestamp will determine the method PPAP or VDA PPA required as well as the submission level
(according to AIAG PPAP or VDA PPA manuals)
In case that the same part is supplied to several Gestamp plants, it could be agreed to submit a
full PPAP to one of the plants and another simplified PPAP to the rest of the plants. This PPAP
simplified means that each of the plants will receive, as minimum:
- The cover page (PSW or PPA)
- The approval of the full PPAP / PPA by the pilot plant
- The initial samples
- The samples for assembly tests
Any other requirement can be additionally requested by the plants. It is the decision of Gestamp
to accept or not this PPAP simplified.
The supplier accepts that PPAP submission (initial samples and associated documentation) are
free of charge for Gestamp. If the PPAP cannot be approved for any reason attributable to the
supplier and a new submission is required, the cost of management of the new submission
(review of the documentation, measurement of the parts, test …) may be charged to the
supplier.
Some of the items belonging to PPAP submission are the following ones:
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 25 / 40
Initial samples
During the production lot, 6 initial samples will be taken randomly and distributed throughout
the lot (not all of them in the beginning or in the end) per line, tool, cavity…
From these 6 parts: 1 part will be retained at the supplier facility as a master sample, and the
remaining 5 parts will be sent to Gestamp along with its dimensional report.
Ballooned drawings
A ballooned drawing is a copy of the drawing where each characteristic (dimensions,
specifications, notes ...) is marked with a consecutive number. The numbers on the ballooned
drawing must correlate with the numbers of the Dimensional Report.
Authorized engineering change documents
In case of changes not yet recorded in the design records (drawing, specifications …), the
authorized engineering change documents must be submitted.
Failure Mode and Effects and Analysis
The supplier reserves the right to not submit a detailed FMEA during PPAP/PPA submission.
However, if FMEA is requested in the submission level, the supplier shall send a summary of the
FMEA: amount of failure modes with RPN, actions taken,...
In any case, the completed FMEA will be available for consultation at the supplier facility upon
Gestamp request.
Dimensional report
The suppliers are required to submit dimensional report under the following conditions:
- The dimensional report should include all drawing dimensions measured in 5 parts.
(unless otherwise agreed in written)
- In case of different lines, tooling, molds with several cavities… a dimensional report
(with 5 parts) must be submitted per line, tool, cavity,…
- The dimensional report must show the numeric values for each part (it is not acceptable
to show “OK”, “Conforming”… or only indicate the maximum and minimum values of
measured parts).
- All notes specified on the drawing must be also included on the dimensional report.
- The measured parts shall be submitted as initial samples, being numbered in a way that
are traceable with the results of reports. In the case that for measuring a part it is
necessary to cut the part, the way of proceeding will be agreed with the Quality
department of supplied plant (normally these dimensions shall be measured with other
parts produced immediately following the initial samples, indicating this fact on the
report samples). The cut pieces of parts must be also submitted with the samples.
Material certificate
The suppliers shall submit a material certificate used for the initial samples production. The
certificate cannot be older than one year.

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 26 / 40
For metallic components the material certificate will be according to EN 10204 3.1. For suppliers
out of the Europe, it could be accepted material certificates according to other equivalent
standards if the following requirements are met:
o The manufacturer declares that the products supplied are in compliance with the
requirements of the order and is supported by evidence of the manufacturer’s test
results.
o The inspection is carried out on the product to be supplied or on test units of which the
product supplied are part.
o The document is validated by the manufacturer’s authorized inspection representative,
independent of the manufacturing department.
o If test results obtained by specific inspection on primary or incoming products are
transferred to the material certificate, the supplier must assure the traceability and
provide the corresponding inspection document when required.
o The inspection document shall be validated by the responsible person (name and
position).
For other materials (non metallic components) the type of certificate will be agreed with
Gestamp.
Performance tests results
The suppliers shall submit a report with all the test results regarding material and/or
performance requirements specified by the design record.
The report must contain:
o Date tested
o Responsible
o Test conditions
o Methods used
In case of tests performed by external labs, they must be certified in accordance with ISO IEC
17025.
IMDS
The supplier is committed to complete the IMDS database (http://www.mdsystem.com/ )
concerning the presence of banned substances in the composition of the products delivered to
Gestamp, in order to comply with Directive 2000/53 / EC.
The IMDS recommendations and the individual OEM requirements must be taken into account.
The IMDS-pdf report, approved by Gestamp, must be included in the initial samples report.
3.4 Special characteristics
Special characteristics require special attention given that its non-compliance could cause that
safety, regulatory compliance, product function, assembly…is affected.

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 27 / 40
Generally, the special characteristics are categorized in:
- Critical characteristics: those characteristics whose non-compliance can affect safety or
regulatory/legal compliance.
- Significant characteristics: those characteristics whose non-compliance can affect
product function, assembly,…
Special characteristics in the parts may be defined from Gestamp or Gestamp’s customers.
However, it is also supplier responsibility, to define any special characteristics as a result of the
supplier´s risk analysis (e.g. FMEA), at the start of the project.
The special characteristics are identified by symbols in drawings and/or technical documents.
- The suppliers must know these symbols: every stakeholder involved at supplier,
including workers, must understand the meaning, importance and the applicability of
the special characteristics.
- The suppliers must include all special characteristics in all related documentation (such
as FMEA, control plans and work instructions) by using the specific symbol.
- In case of not using the specific defined symbol, the supplier can use their own symbols
for internal use but in that case the supplier shall :
o Document the equivalence of the internal symbols with the symbols defined by
Gestamp or by Gestamp’s customer (e.g. through a table).
o Send the equivalence table to Gestamp upon request.
Refer to IATF 16949 chapter 8.2.3.1.2 and 8.3.3.3
3.5 Pass Through Characteristics (PTC)
Parts with PTC are parts with features that cannot be checked prior to use by Gestamp’s
customers or final users and therefore, in case of being nonconforming, probably would not be
the detected by Gestamp; but they could cause problems at our customers or final user.
- The PTCs may or may not be special characteristics.
- The PTCs must be included both in the FMEA and Control Plan.
- The PTCs must be identified through all documents.
In case that suppliers have PTCs with their sub-suppliers, Gestamp must be informed and be
aware of the measures and controls taken by sub-suppliers, which ensure that non-conforming
items cannot be transferred to Gestamp. Such measures and controls shall be included on
FMEAs / Control Plan of Gestamp suppliers.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 28 / 40
4 SERIES PRODUCTION
4.1 Quality assurance during serial production
The suppliers shall verify and monitor the product and process quality during series production
by performing the controls defined on the Control Plan:
- In the control records, the results of each controlled characteristics must be
documented and, in case of variable characteristics, numerical results must be recorded.
- A copy of control records must be provided to Gestamp if requested.
- Any modification in the Control Plan shall be previously notified to Gestamp.
If there is any deviation from the specifications in any characteristic, the suppliers shall perform
the appropriate identification, segregation and containment measures:
- The supplier must notify immediately to Gestamp if there has been a risk of having
delivered any nonconforming part. This also applies to suspect products.
- Non-conforming products, which cannot be reworked or repaired, must be scrapped.
- The shipment of non-conforming parts or reworked parts is only possible after the
approval in writing by Gestamp (deviation permit).
- The non-conforming or reworked parts delivered under a deviation permit must be
identified and segregated of conforming parts. See also chapter 5.4 Deviation /
Concession permit.
Operators shall use the most current work instructions available at work station.
The supplier must ensure the control of parts with special characteristics during series
production, through at least:
- Identification of all special characteristics on all documents/work instructions
- Training on special characteristics to all operators involved.
- Achievement of process capability (Cpk)/ SPC, poka-yoke or 100% inspection (refer to
chapter 3.2 Preventive quality activities)
Serial production Verification and acceptance of
material
Verification of set-up
Layout inspection &
Requalification
Maintenance of production
means
Control of measuring equipment
Identification and traceability
Packaging and labeling
Changes on the product or
process
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 29 / 40
- Annual Safety and Regulation self-assessment, only for S/R characteristics (refer to
chapter 2.1.4 Internal audits)
- Gage R&R studies shall be conducted specifically for each special characteristic (refer to
chapter 3.2 Preventive quality activities)
- Ensure archiving requirements (refer to chapter 2.1.8 Documentation and archiving)
Refer to ISO 9001 chapter 8.5.1
4.2 Verification and acceptance of externally provided material by Gestamp
The suppliers are responsible for sending defect-free parts to Gestamp. The necessary controls
to ensure the quality of the parts are performed by the supplier at their facilities, according to
the Control Plan approved in the initial samples submission.
Gestamp does not necessarily perform an inspection of a 100 % of the deliveries.
In justified cases when Gestamp is forced to perform additional incoming inspections (e.g. parts
without PPAP approved, quality issues, supplier included in an improvement program…) the cost
of these inspections may be charged to the suppliers.
In case of a posteriori defect detected at Gestamp facilities or Gestamp customers, the suppliers
still have the responsibility of the defect parts.
Refer to IATF 16949 chapter 8.6.4
4.3 Verification of job set-ups
The suppliers shall have a process to verify that the set-up at the start of production has been
successfully performed:
The suppliers must determine in which situations a new verification of the start of the
production must be done (e.g. new production batch, new raw material batch, after
maintenance, tool change, adjustment of parameters, after an extended stop, shift change…)
The first-off validation and last-off part validation shall be performed, as applicable.
The documented information for set-up personnel shall be available and records of verification
of job set-ups shall be retained.
Refer to IATF 16949 chapter 8.5.1.3
4.4 Layout inspection and functional testing /requalification
The suppliers shall perform periodic layout inspection and requalification of the parts in order
to confirm that their products in series still meet requirements arising from drawings and
specifications.
The Control Plans must include both Layout inspection and re-qualification, their frequency and
number of samples to be tested.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 30 / 40
Layout inspection:
- For all parts supplied to Gestamp.
- Frequency: Every year (unless otherwise stated on project phase with Gestamp or
Gestamp customer specific requirement)
- Scope: must include all dimensions, functional tests and characteristics of drawings,
similar to the submission of initial samples (unless otherwise agreed in written with
Gestamp)
Re-qualification:
- For all parts supplied to Gestamp.
- Frequency: Every 3 years (unless otherwise stated on project phase with Gestamp or
Gestamp customer specific requirement)
- Scope: it must include:
o all PPAP documentation (Flow chart, control plan, MSA, FMEA summary ...)
(unless otherwise agreed in written with Gestamp),
o a Layout Inspection and,
o a functional testing
In the case of any deviation found, the supplier must immediately contact with Gestamp.
The supplier shall provide to Gestamp the results of the latest layout inspection and/or
requalification if requested.
The supplier shall perform such layout inspection and requalification without being required by
Gestamp. If requested by Gestamp, evidences shall be submitted.
Refer to IATF 16949 Chapter 8.6.2
4.5 Maintenance of production means
The suppliers shall develop a documented total productive maintenance system, including:
- A schedule of the maintenance activities for all production means (installations,
machines, tools, …) including preventive maintenance.
- Predictive maintenance, as applicable.
- All corrective, preventive and predictive maintenance must be recorded.
- The supplier shall establish maintenance indicators, for example: OEE (Overall
Equipment Effectiveness), MTBF (Mean Time Between Failures) and MTTR (Mean Time
to Repair).
- The maintenance plan as well as the indicator shall be regularly review and analyzed in
order to improve the maintenance system.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 31 / 40
- The status of the tools (OK, No OK, under repair) must be known to prevent the use of
non-conforming tools. After a repair, it must be verified that the quality of the produced
parts has not been affected before releasing the tool for production.
- The availability of spare parts must be assured. Among others, the supplier must define
a list of critical spare parts, control the inventory, a minimum number of spare parts …
Note: It is also supplier responsibility to include in the preventive maintenance planning all
control gauges and equipment belonging to Gestamp but located at supplier facilities, unless
otherwise agreed in written.
Refer to IATF 16949 chapter 8.5.1.5 and 8.5.1.6
4.6 Control of measuring equipment
The suppliers shall establish a documented process for managing calibration/verification
activity for all control devices and measuring and test equipment, including:
- All measuring equipment involved on product characteristics.
- All measuring systems of process characteristics (many times integrated in production
equipment’s such as thermocouples, pressure gauge,…) which have influence on the
product quality.
- Gage blocks or measurement systems used for the calibration of other measurement
systems.
Note: It is also supplier responsibility to calibrate/verify all control gauges and equipment
belonging to Gestamp but located at supplier facilities, unless otherwise agreed in written.
The organization shall ensure that calibration/verification activity fulfills the following
requirements:
- For the calibration of the measurement systems, the uncertainty calculations to be
taken k= 2.
- The gage blocks used for calibration will have an uncertainty to not exceed one third of
the required uncertainty to the control mean.
- The external calibration shall be only made by companies certified according to ISO IEC
17025 and for categories, areas and instruments for which they are accredited by a
national accredited body officially recognized (ENAC, DAkkS, COFRAC, UKAS, …).
- Exceptionally, when the calibration by an accredited body is not possible, calibrations of
specific measurement systems done by the equipment manufacturer can be accepted.
Refer to IATF 16949 chapter 7.1.5.2.1 and 7.1.5.3.2
4.7 Identification and traceability
The suppliers must have an identification and traceability system of the product during all
process phases and in all inventory locations.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 32 / 40
The identification system must ensure:
- The status of the product must be identified to mitigate the risk of suspect, non-
conforming or unapproved product being used or shipped to Gestamp.
- Containers for scrap and rework must be appropriately identified. Quarantine areas
must be clearly recognizable and preferably closed. The access to unauthorized
personnel must be restricted.
In case of risk of mixing or confusion in the flow of material, for example mixing of similar items,
operations not done (e.g. calibration, heat treatment, visual control…), in addition to the
identification, the suppliers shall implement extra measures (e.g. Poka-Yoke, bar code…)
The traceability system must comply with:
- When required by Gestamp the supplier must be able to identify all information related
to a supplied part (drawing version, production date, line, material, operator …)
- Supplier shall ensure for all parts the traceability for the batch of material used and the
production batch.
- Supplier must ensure that all parts from a production batch are consistent on
traceability level, that is, same material batch, same manufacturing process, same
parameters, same set-up …
The FIFO (First In – First Out) principle must be assured along the entire process of production
and shipping. In case FIFO is not used, the supplier must notify to Gestamp.
Refer to IATF 16949 chapter 8.5.2.1 and 8.5.4.1
4.8 Packaging and labeling
The defined packaging and labeling system must ensure the quality and correct identification of
the supplied product. The packaging system shall be documented in the appropriate packaging
sheet or instruction.
The suppliers agrees to only use the Gestamp packaging and label which has been approved
during PPAP submission.
Each box, container and pallet must be labeled to ensure proper identification and verification
of the product and quantity shipped. An identification label such as bar code labels or
equivalents are required and must be visible from opposite sides of the shipment.
Gestamp will define the type of bar coding used on the label (Odette, VDA, ANSI, etc). The
supplier is responsible for obtaining the approval of the label by Gestamp plant prior to
shipments.
The minimum information required on each label is:
o Gestamp part number including Revision level (if applicable)
o Part Description
o Quantity of parts
o Manufacturing date
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 33 / 40
o Unique Serial number/ Lot Information
o Supplier name
o Supplier plant location
o Gestamp receiving plant
4.9 Control of changes on the product or process
The suppliers shall notify Gestamp of any change in the product and/or process that impact
product realization and shall obtain the approval in writing by Gestamp prior to implementation
of the change.
These changes include, but not limited to:
o changes in the product
o modifications in production process and/or control process
o changes in the production and/or measurement means
o changes in the process parameters
o changes in the controls performed and/or its frequencies
o transfer of production to other lines or other plants, outsourcing of some processes or
transfer from one sub-supplier to a new one
o change of machine location
o suspension of production for longer than 12 months
Depending on the nature of the change, Gestamp may require actions to ensure that these
changes do not affect the product quality. In some cases, Gestamp may request a production
trial run and/or a new submission of initial samples.
These changes shall be listed in a historic document of product and process modifications,
indicating modification date and date of first supply to Gestamp. Through such document shall
be possible to know the product/process traceability.
Temporary change of process control
A temporary change of process control is a special case of change on the process and therefore
all of the above applies.
In some cases back-up or alternate methods can be pre-defined during the planning phase
within the framework of a contingency plan. Also for such cases:
o The Supplier shall obtain approval from Gestamp before delivering the parts.
o There must be a daily check to make sure that the production must still be performed
with the alternate method and going back to the original conditions is not possible.
o Finally it must be verified that all features of the control device or process are effectively
reinstated.
Refer to IATF 16949 chapter 8.5.6.1 and 8.5.6.1.1

Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 34 / 40
5 CUSTOMER CARE
5.1 Claims management
In the case of non-conforming products identified at Gestamp, Gestamp customers or by final
users, the suppliers will be notified with a claim or alert sent through the Supplier Portal
(https://www.gestamp.com/Suppliers)
The suppliers shall answer through Supplier Portal to any claim using 8D methodology. Refer to
“Suppliers Quality User Guide” document (available in the Supplier Portal) which describes in
detail how to proceed.
The suppliers are expected to answer immediately to any nonconformity and ensure the
following response time:
- 24 hours: the supplier must perform an appropriate containment measures
- 7 days: determination of the root cause and corrective actions.
- 30 days: implementation of corrective and preventive actions, and confirmation of the
effectiveness.
Gestamp expects and encourage their suppliers to meet these response times. However, in
some cases, due to the nature of the required actions, a different due date can be agreed with
Gestamp.
The suppliers must take appropriate actions not only to solve the failure but also to prevent the
recurrence in the supplied product and in other similar parts in all Gestamp plants that could be
affected.
Claims management
Performance evaluation
Controlled shipping
Deviation/ Concession
permit
Service parts Insurance Customer property
Risk management &
ContingencyPlan
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 35 / 40
Team creation
The supplier shall establish a cross functional team including operators. Must be defined also a
champion in order to coordinate the whole process.
Problem definition
The supplier should use tools such as WWWWWHH (What, Where, When, Who, Why, How, How
much) in order to define properly the problem.
As a result of this problem description, the issue can be re-defined.
Containment measures:
- The containment measures shall ensure the availability of OK parts at Gestamp and
avoid the use and/or shipment of NOK parts.
- The supplier must take into account all parts, including, among others:
o Parts in manufacturing,
o Finished parts at all supplier locations: internal/external warehouses, or in
transit between locations
o Parts in transport,
o Parts at Gestamp locations or at Gestamp customers
It must be explicitly detailed in the containment action plan when there are no parts in
some of the previous locations (e.g.: “it is confirmed there are not parts in stock”)
- The containment measures may include special shipments and/or the sorting or rework
of stored parts. The suppliers have the reasonable opportunity to organize these
containment activities at their convenience.
In the scope of the containment actions it is also included those actions taken to ensure
the quality of the supplied product till the application of final corrective/preventive
measures are implemented.
Root cause analysis:
- The supplier must perform a rigorous internal analysis by using problem solving tools
(e.g. Ishikawa, Factor Tree Analysis, 5 Whys, PDCA …).
- This analysis will led to identify the causes of the occurrence and the causes of the non-
detection of the defect.
Corrective and preventive measures:
- The supplier must apply for each of the identified root causes effective measures.
- Effective measures have the following features:
o are independent from the operator.
o solve the root cause of the problem.
o are robust in front of eventual external influences.
- control activities are only partially appropriate because they do not eliminate the root
cause of the failure
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 36 / 40
- Trainings, information and awareness to workers as a stand-alone corrective action will
not be accepted.
Effectiveness of preventive/corrective measures:
- The supplier, after implementing preventive and corrective measures, must perform a
monitoring of the following production batches.
- Only once the effectiveness of the corrective measures is confirmed, the containment
measures are not longer needed.
The supplier is responsible for all costs associated to claims management (e.g. tests costs,
sorting, reworks, scrap, additional transport, additional shifts, line stoppage,…)
The Supplier is aware that Gestamp does not always get all defective parts back from their
customers; especially in case of warranty claims or if the customer finally reworks the parts. The
Supplier, therefore, hereby agrees that in these cases they also will get back none or a small
number of defective parts (e.g. for analysis purposes) and will not lodge any claims and/or
objections to Gestamp in that respect.
Refer to IATF 16949 chapter 10.2.3 / 10.2.4 /10.2.5 and 10.2.6
5.2 Performance evaluation
Gestamp monitors the performance of their suppliers taking into account the service provided
by them (in terms of quality, logistics, customer satisfaction and costs of non-quality).
This performance is automatically calculated every month and the results are available in the
Supplier Portal [Quality Ratings] (https://www.gestamp.com/Suppliers). The supplier must
enter into the Portal every month to check its performance status.
Depending on the achieved performance, the suppliers are classified as A, B or C. In case of a
“C” scoring, the supplier may be included on an Improvement Program, with the obligation to
present an action plan through the Supplier Portal.
The supplier might be downgraded to “D” whenever any of the minimum Gestamp requirements for supplier evaluation are not fulfilled. (Refer to Instruction 6477804391 “Performance indicators of direct material suppliers” for detailed information)
Gestamp requires that the suppliers review their scoring each month and implement continuous
improvement actions in order to achieve the highest performance, not just in case of “C” scoring,
without explicit requirement by Gestamp.
Refer to IATF 16949 chapter 8.4.2.4
5.3 Controlled shipping
In case of recurrent problems and in order to prevent the shipment of non-conforming parts,
Gestamp may impose to the supplier the execution of CSL1 (Controlled Shipping Level 1). In case
of non-effectiveness of CSL1, Gestamp may request a CSL2 (Controlled Shipping Level 2).
By means of the execution of the CSL1 measure, the supplier is obliged to perform at their
expense the following activities:
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 37 / 40
o An immediate revision of 100% of the stocks in all locations i.e. supplier, Gestamp and
customer facilities, intermediate warehouses, transit...at the notification moment.
o A redundant revision for new productions of 100% by the supplier. Such verification
must be done outside the normal manufacturing process, normally when the parts are
ready to enter the warehouse, and does not replace any of the established controls in
the Control Plan.
o Recording of results of manufacturing process verification (first revision) as well as 100%
inspection (second revision) and its daily provided to Gestamp.
By means of the execution of the CSL2 measure, the supplier is obliged to perform at its expense
the following activities:
o An immediate revision of 100% of the stocks in all locations i.e. supplier, Gestamp and
customer facilities, intermediate warehouses, transit ... at the notification moment by
an external sorting company. The choice of the service company requires the approval
of Gestamp.
o A redundant revision for new productions of 100% (second revision) by the supplier.
Such verification must be done outside the normal manufacturing process, normally
when the parts are ready to enter the warehouse, and does not replace any of the usual
controls established in the Control Plan.
o A redundant additional revision of 100% (third revision) by an external sorting
company. Such verification must be performed at Gestamp facilities.
o Recording of the results of manufacturing process verifications (first revision) as well as
the redundant 100% inspections and its daily provided to Gestamp.
In order to come back to a normal manufacturing process, the supplier in CSL1 situation must
attest a period of 20 labour days (in case of continuous manufacturing) or 3 consecutive batches
(in case of batch manufacturing) without failures in second revision. In case of a supplier in CSL2,
the return to a normal supply situation will always go through CSL1. To switch from CSL2 to CSL1,
it must be also meet 20 days or three consecutive batches without failures in second and third
revision. The minimum size of batches shall be agreed with Gestamp. The removal of CSL1 or
CSL2 shall be always confirmed by Quality department of supplied plant.
5.4 Deviation / Concession permit
The supplier must obtain a written approval from Gestamp for the shipment of parts whenever
the product or the manufacturing process is different from which is currently defined/approved.
The request for deviation/concession permit may take place:
o During the initial samples submission, when for example:
- There is not all necessary information for evaluation.
- The parts have not been manufactured according to the final process.
- The parts are not according to the drawings or specifications.
o During the series production when the parts or the manufacturing process are
temporarily different from the approved one during the submission of the initial
samples, such as:
- Change of supplier or production transfer to a supplier.
- Loss of process capability.
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 38 / 40
- Product deviations from the approved one in the submission of the initial samples.
- Changes in the manufacturing process, manufacturing equipment or control …
- Minor defects that may be tolerable.
o In case of reworks of the parts such as:
- Due to quality problems.
- In order to modify the part according to a new drawing issue.
The deviation /concession permit must be requested by the supplier with enough time before
the planned shipment of the parts, so that Gestamp can perform the necessary checks, analysis,
additional measures … for final decision.
If several Gestamp plants are affected, a written approval of each of them will be mandatory.
The deviation /concession permit is always temporary, for a period of time or a number of parts.
Therefore, the deviations must be corrected during the period of validity of the permit.
The supplier must clearly specify on the request for deviation/concession permit the scope of
deviation /concession permit (e.g. affected parts, lots, production lines, specifications,
nonconforming characteristics with the maximum value for which the deviation/ concession is
requested,…). The deviation/concession permit will be only accepted for the defined scope.
Other defects or deviations/concessions on the same or different parts will require a new
deviation permit.
The supplier is required to take actions in order to avoid or minimize the risks associated to
such parts.
If an unexpected case arises after a deviation/concession permit has been granted, it can be
revoked and the supplier must apply the necessary corrective measures and assume the
associated costs.
The affected Gestamp plant may request to open an 8D to assure that the root cause is
understood and medium-term and long-term measures are carried out.
Refer to IATF 16494 chapter 8.7.1.1
5.5 Risk management & contingency plan
The suppliers shall develop a risk management based on internal and external issues, in order
to ensure the continuity of supply on time, quantity and quality. As an example, the supplier
may take into account the following situations:
- Failures of machine, installation or key equipment
- Interruption of supplies, delivery problems at sub-suppliers
- Recurring natural disasters such as fires, floods, earthquakes…
- Labour shortages
- Cyberattacks
- Lack of electrical power supply, gas…
The suppliers must conduct risk management reviews at a set frequency and keep them up-to-
date.
Each threat must be classified and prioritized taking into account its occurrence and severity.
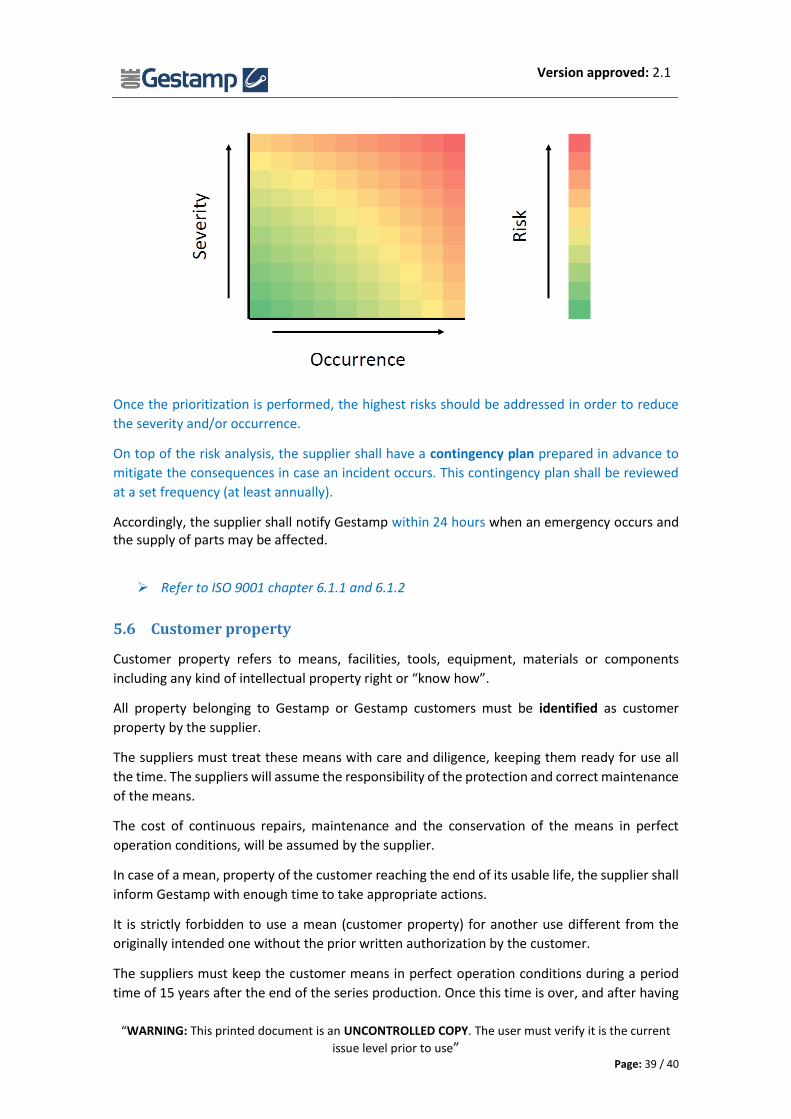
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 39 / 40
Once the prioritization is performed, the highest risks should be addressed in order to reduce
the severity and/or occurrence.
On top of the risk analysis, the supplier shall have a contingency plan prepared in advance to
mitigate the consequences in case an incident occurs. This contingency plan shall be reviewed
at a set frequency (at least annually).
Accordingly, the supplier shall notify Gestamp within 24 hours when an emergency occurs and the supply of parts may be affected.
Refer to ISO 9001 chapter 6.1.1 and 6.1.2
5.6 Customer property
Customer property refers to means, facilities, tools, equipment, materials or components
including any kind of intellectual property right or “know how”.
All property belonging to Gestamp or Gestamp customers must be identified as customer
property by the supplier.
The suppliers must treat these means with care and diligence, keeping them ready for use all
the time. The suppliers will assume the responsibility of the protection and correct maintenance
of the means.
The cost of continuous repairs, maintenance and the conservation of the means in perfect
operation conditions, will be assumed by the supplier.
In case of a mean, property of the customer reaching the end of its usable life, the supplier shall
inform Gestamp with enough time to take appropriate actions.
It is strictly forbidden to use a mean (customer property) for another use different from the
originally intended one without the prior written authorization by the customer.
The suppliers must keep the customer means in perfect operation conditions during a period
time of 15 years after the end of the series production. Once this time is over, and after having
Version approved: 2.1
“WARNING: This printed document is an UNCONTROLLED COPY. The user must verify it is the current
issue level prior to use” Page: 40 / 40
notified this fact in writing to the customer, the obligation of the supplier to keep such means is
ended.
The suppliers must immediate return of any customer property means, being in perfect
operation conditions, as well as any documentation relating to them, upon request and without
having to make any financial compensation or any other.
Refer to IATF 16949 chapter 8.5.3
5.7 Service parts
The suppliers undertake to ensure that service parts for all products supplied by them for series
production are available for at least 15 years after the end of production (after sales). Adequate
quantities of service parts to be called off by Gestamp shall be available on at least at the same
conditions and at the same quality provided before the end of production. The parties will come
to a mutually acceptable agreement on the reimbursement of any additional costs, e.g. for
packaging, transport, small quantities, etc., which may arise from the supply of spare parts.
5.8 Insurance
The suppliers undertake to keep an insurance coverage with renowned insurance companies,
which must cover appropriately the supplier’s liability towards Gestamp and third parties.
The insurance policy shall be available to Gestamp for consultation at any time.
The Suppliers shall immediately inform Gestamp of any changes to the policy.





























