-
DIRECT EXTRUSION TECHNOLOGY
1
Lalesse / Snackex 2013, slide: 1 /28
-
DIRECT EXTRUSION TECHNOLOGY
The making of direct expanded snacks
based on single screw extrusion, short screw
high shear and high temperature.
Presented by Trevor Campbell
For: Lalesse Extrusion company
Lalesse / Snackex 2013, slide: 2 /28
DIRECT EXTRUSION TECHNOLOGY
The making of direct expanded snacks
based on single screw extrusion, short screw
high shear and high temperature.
Presented by Trevor Campbell
For: Lalesse Extrusion company
Lalesse / Snackex 2013, slide: 2 /28
DIRECT EXTRUSION TECHNOLOGY
The making of direct expanded snacks
based on single screw extrusion, short screw
high shear and high temperature.
Presented by Trevor Campbell
For: Lalesse Extrusion company
DIRECT EXTRUSION TECHNOLOGY DIRECT EXTRUSION TECHNOLOGY
DIRECT EXTRUSION TECHNOLOGY
The making of direct expanded snacks
based on single screw extrusion, short screw
high shear and high temperature.
Presented by Trevor Campbell
For: Lalesse Extrusion company
-
• Extrusion
• Snacks
3
-
• Plastics
• Animal feed / Pet food
• Pasta
• Snacks / cereals
• (bakery extruders)
4
There are extruders for:
-
• Twin screw
• Single – long screw
• Single – short screw
• Random / spinning plate
5
Type of extruders:
-
Twin screw extruder:
-
7
Single screw – long screw extruder:
-
8
Single and short screw extruder:
-
9
Random extruder :
-
WHAT IS DIRECT EXTRUSION TECHNOLOGY
- HIGH SHEAR
- SHORT SCREW
- HIGH TEMPERATURE
- VERY SHORT TIME
10 Lalesse / Snackex 2013, slide: 10
/28
-
11
How is an extruder built :
-
12
Traditional set up:
-
13
Traditional set up:
-
14
Traditional set up:
-
15
Traditional set up:
-
16
Traditional set up:
-
17
Direct drive:
-
18
Direct drive:
-
19
-
• Extrusion
• Snacks
20
-
21
-
Europe : hard and crunchy
Middle East: soft ‘chewing gum’
Leading to : melt in mouth snacks
Special snacks: hard and fat
E.g. Fry type (Nik Nak)
Direct expanded tortilla
22
Snack characteristics:
-
High Pressure
High Temperature
Intermediate Plate
& Die Plate
Snacks
Corn
23
The extrusion process
-
24
Process parameters
1: Quality of corn: size / consistency / uniformity / dust /
color / smell
2: Moisture of the mix: snack size / bubble size / cell
structure / hard - soft bite
3: Temperature of the extruder: effect on viscosity / pressure /
energy
4: Feeding rate: pressure / expansion / bite / density
5: Pressure (die plate): feeding rate / die plate/ RPM /
bite
6: RPM: energy input / retention time / viscosity / bite
-
25
The extrusion process:
-
screw
sleeve
Note:
- gap
- pitch
- surface
- thickness
- height
- material
26
The extrusion process:
-
SLEEVE
SCREW
FREE FLOWBACK FLOW CAPACITY
WATER
27
Mass flow in extruder :
-
Qflowmax
P max
die characteristic
setting of die characteristic
28
-
Qflowmax
P max
screw characteristic
setting of screw characteristic
29
-
Qflowmax
P max
operatingpoint
die characteristic
screw characteristic
Qa
Pa
setting of operating point
30
-
Qflowmax
P max
operatingpoint
die characteristic
screwcharacteristic
Q1
P1
Effect of higher RPM
31
-
Qflowmax
P max
operatingpoint
die characteristic
screw characteristic
Q2
P2
Effect of higher pressure
32
-
Qflowmax
P max
operatingpoint
die characteristic
screw characteristic
Q4
P4
Effect of higher RPM-2
33
-
34
Expansion technology
-
Bite
35
-
SNACKS CHARACTERISTICS
36
Lalesse / Snackex 2013, slide: 36 /28
-
SNACKS CHARACTERISTICS
Bag filling: bag size vs grams inside
Does 50 grams fill the bag sufficient?
gr/lt bag size ltrs
80 50 0,6
70 50 0,7
60 50 0,8
50 50 1,0
40 50 1,3
37
Lalesse / Snackex 2013, slide: 37 /28
-
38
The effect of wear:
• The screw becomes smaller Ø
• The sleeve becomes larger Ø
• The gap between them increases
• Sharp edges are rounded off
Leading to:
• Less shear development
• Lower pressure in process
Outcome:
• Lower capacity
• Difficult shape definition
• Softer bite snacks
• Different density / SME
-
39
The effect of wear:
Reasons why:
• Quality of raw materials
• Frequent stops / re-starts
• Too ridgid cleaning
• Use of non-genuine parts
Solution:
• Change moisture level raw materials
• Better power supply to extruder
• Use of stop mix after extrusion process
• Careful cleaning of the wear parts
• Use only genuine wear parts
-
40
The effect of wear:
After 100 hours:
Production loss = 5 kg/hr
Average loss = 2,5 kg/hr
= 100 bags of 25 gr
Cost price / bag = € 0,05 ?
100 bags x €0,05 = € 5 /hr
In 100 hrs: € 500 !
New parts = € 2.000
2.000 / 5 = 400 hours
-
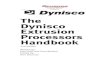
41
The effect of wear:
Blue line:
Losses in €
As result of wear
Break even point
New set = € 2.000
= 400 hrs
Red surface:
Losses that can be
Prevented when
Changing timely
-
42
Limitations + excells:
Single screw extruders are limited in:
• Use of raw materials
• Adding of sugar / fat in raw materials
• Transport of raw materials through process
• Energy management
Single screw extruder excells in:
• Simple operation
• Quick start up
• Simple to clean
• Easy to operate
• Good in short + long production runs
• High versatility
-
Various shapes can be made
43
-
Various cutters it needs
44
Lalesse / Snackex 2013, slide: 44 /28
-
Complete extrusion line
45
-
DIRECT EXTRUSION TECHNOLOGY
46
Lalesse / Snackex 2013, slide: 46 /28
-
THANK YOU VERY MUCH
Presented at Snackex 2013
By : Mr. Trevor Campbell
For : Snack Engineering
And : Lalesse Extrusion
www.snackengineering.com www.lalesse-extrusion.com
47
Lalesse / Snackex 2013, slide: 47 /28
http://www.snackengineering.com/http://www.lalesse-extrusion.com/http://www.lalesse-extrusion.com/http://www.lalesse-extrusion.com/