Embed Size (px)
Citation preview

Bioresource Technology 101 (2010) 3586–3594
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Dilute sulfuric acid hydrolysis of sugar maple wood extract at atmospheric pressure
Ruofei Hu a,b, Lu Lin b, Tingjun Liu a,b, Shijie Liu a,b,*
a Department of Paper and Bioprocess Engineering, State University of New York College of Environmental Science and Forestry, Syracuse 13210, NY, USAb State Key Laboratory of Pulp and Paper Engineering, South China University of Technology, Guangzhou 510640, China
a r t i c l e i n f o a b s t r a c t
Article history:Received 16 January 2009Received in revised form 21 December 2009Accepted 1 January 2010Available online 21 January 2010
Keywords:Hot-water wood extractDilute sulfuric acid hydrolysis1H NMR spectroscopyXyloseXylan
0960-8524/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.biortech.2010.01.005
* Corresponding author. Address: Department of Paing, State University of New York College of EnvironSyracuse 13210, NY, USA.
E-mail address: [email protected] (S. Liu).
Acid hydrolysis of hot-water wood extract was investigated. Sugar maple wood extract was obtained byhot-water extraction at 160 �C for 120 min, followed by further concentration and solid removal by mem-brane filtration. Acid hydrolysis was performed at different temperatures (85 �C, 95 �C and 105 �C) andconcentrations of sulfuric acid (wt.%: 1.5%, 3.1% and 6.2%). Hydrolyzate was analyzed by 1H NMR spec-troscopy. The concentrations of several major substances in the hydrolyzate were discussed in detail.Higher temperature, higher acid concentration and longer residence time all favor the depolymerizationof hemicellulose wood extracts. Mainly xylose and acetic acid are recovered from the hydrolysis process.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
In light of the gradual depletion of fossil resources, many recentworks have focused on converting renewable biomass to fuels,such as bio-ethanol and other valuable products (Amidon et al.,2008). In the context of biomass for fuels, biomass is often usedto mean plant-based material. Within this definition, biomasscan include a wide range of materials, such as virgin wood, energycrops, agricultural residues, food waste and industrial waste (Sán-chez and Cardona, 2008). Virgin wood is the most abundant bioma-terial on earth. Various woods, including birch (Maloney et al.,1985; Taherzadeh et al., 1999), spruce (Taherzadeh et al., 1999; Ru-dolf et al., 2005), pine (Sivers and Zacchi, 1995), poplar (Esteghla-lian et al., 1997; Cantarella et al., 2004), aspen (Reid, 1989),eucalyptus (Nunes and Pourquie, 1996), willow (Palmqvist et al.,1996) and so on, are widely investigated for ethanol productionvia a continuous technology of pretreatment – hydrolysis – fer-mentation. Typically, wood is composed of 40–50% cellulose, 25–30% hemicellulose and 20–30% lignin (Sjöstrom and Alen, 1996).Cellulose provides strength and structure to the plant biomass,while hemicellulose and lignin provide bonding to the structure(Liu and Amidon, 2007). The conversions of cellulose to hexosesand of hemicellulose to pentoses are commonly accomplishedthrough hydrolysis. Numerous works have dealt with the hydroly-
ll rights reserved.
per and Bioprocess Engineer-mental Science and Forestry,
sis of cellulose to hexoses (glucose) and of hemicellulose to pen-toses (mainly xylose) and the utilization of yeast to converthydrolyzate sugars to ethanol (Murray, 1986; Abasaeed and Man-sour, 1992; Adschiri et al., 2000; Gan et al., 2002; Lavarack et al.,2002; Roberto et al., 2003; Imai et al., 2004; Liao et al., 2004; Bél-afi-Bakó et al., 2006; Yoon et al., 2006; Orozco et al., 2007). Manyresearchers adapted two-stage hydrolysis of wood chips or woodmill to produce fermentable monomeric sugars at high tempera-tures (Beck and Strickland, 1984; Papatheofanous et al., 1995;Yan et al., 1996; Iranmahboob et al., 2002; Kim et al., 2005). Inaddition to xylose and glucose, by-products such as furfural andacetic acid are also generated. For the fermentation process, thepresence of by-products in the hydrolyzate can inhibit the subse-quent fermentation step (Sun and Cheng, 2005; Lu et al., 2008).The generation of by-products is increased with increasing temper-ature and residence time. Therefore, the dilute acid hydrolysis atatmospheric pressure could be a promising way to solve this prob-lem. Furthermore, operating at atmospheric pressure is safer andmore economic than operating at higher pressures (Téllez-Luiset al., 2002).
With the increased interest in chemical production (especiallyinterest in biofuel) from biomass and in the modified pulping pro-cesses, a more reasonable way of utilizing the hemicellulosic com-ponent of wood materials in the paper industry is to extract thehemicellulosic fraction before Kraft pulping, and hydrolyze it toproduce fermentable monomeric sugars (Amidon et al., 2008).Few literatures came out on the process of hot-water extractionfollowed by membrane concentration, acid hydrolysis and fermen-tation, which is illustrated by Fig. 1 and considered as a promising

Hot-water
Extraction
Membrane
Concentration
Acid
Hydrolysis
Membrane Separation
& Detoxification Fermentation
Sugar Maple
Woodchips
Ethanol
PHA
Butanol
Fig. 1. The flow chart for ethanol, butanol and PHA productions from biomass.
R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594 3587
way to make full use of the hemicellulosic fraction of woodybiomass.
Our research group has been dealing with a large amount ofhemicellulose extract samples from several kinds of woody mate-rials. The objective of this study is to examine the hydrolysis ofhot-water wood extracts to render fermentable sugars and otherby-products. Acid hydrolysis of concentrated wood extract wasperformed at different temperatures and concentrations of sulfuricacid at atmospheric pressure. The resulting hydrolyzate sampleswere analyzed by 1H NMR spectroscopy and several major compo-nents in the hydrolyzate were discussed in detail. As to fermenta-tion of the hydrolyzate to bio-ethanol, numerous works have beenconducted in our lab at present (Liu et al., 2009).
2. Experiments
2.1. Materials and instruments
Sugar maple wood (from the SUNY-ESF Heiberg forest in Tully,NY, approximate 30 years old), concentrated sulfuric acid (96%, AC-ROS Organics, New Jersey, USA), 3-(trimethylsily)propionic-2,2,3,3-D4 acid sodium salt (TSP) deuterium solution (Sigma–Al-drich Inc., St. Louis, Montana, USA), Bruker Advance 600 MHzNMR system (Bruker BioSpin Corporation, Billerica, Maine, USA).
2.2. Hot-water extraction of sugar maple chips
Sugar maple (acer saccharum), also known as hard maple orrock maple, is one of the largest and most prominent hardwoodsin eastern North America, and is extensively employed in the NorthAmerica paper industry. Hemicellulose accounts for approximately35% of sugar maple hardwood (Marvin et al., 1967). During Kraftpulping, approximately 75% of hemicelluloses are lost (Liu andAmidon, 2007). To recover this hemicellulose, the hemicellulosicfraction can be extracted beforehand.
Sugar maple wood extract was prepared by hot-water extrac-tion of sugar maple wood chips at about 160 �C for about120 min, which was shown to be the optimal extraction conditions(Mittal, 2006). The chips were obtained in the form of�2 � 3 � 0.5 cm block from maple logs. The extraction was carriedout in a 65 ft3 batch digester, with a solid to liquor ratio of about1:4. As a result of the hot-water treatment, a major portion ofhemicellulose was extracted in the form of soluble oligomers and
Fig. 2. Site and structure of O-acetyl-4-O-m
monomers in relatively clean and dilute liquor. Typical mass distri-butions and the autocatalytic hydrolysis mechanism of hot-waterextraction of sugar maple woodchips were reported in our earlyworks (Amidon et al., 2008; Liu, 2008).
The wood extract was then concentrated by membrane filtra-tion using a Nanofiltration membrane at a molecular weight cut-off of 100 Daltons operated at 400 psi. Water and other low molec-ular weight compounds, e.g. acetic acid, formic acid, methanol, fur-fural, etc., were depleted to the permeate stream, while sugarmonomers and oligomers along with other high molecular weightcompounds were concentrated in the retentate stream. The separa-tion efficiency was shown by Liu et al. (2008). The retentate streamwas then analyzed by 1H NMR spectroscopy and utilized for subse-quent hydrolysis experiments in this study.
2.3. Dilute sulfuric acid hydrolysis of concentrated sugar maple woodextract
To convert the polysaccharides into sugar monomers, the glyco-sidic linkages between the xylose residues in the backbone of xylanmust be cleaved, forming low molecular weight oligomers and xy-lose. The main methods to cleave the glycosidic linkages includeenzymatic hydrolysis and acid hydrolysis. Enzymatic hydrolysisis mild and free of by-products, and thus both energy-efficientand beneficial to environmental protection (Shi et al., 2009). How-ever, enzymatic hydrolysis is presently expensive and complicatedin terms of costs of enzymes and of maintaining sterile conditions.Acid hydrolysis is a fast process, and has low energy consumptionand a high yield in reducing sugars, usually employing such cata-lysts as sulfuric acid, hydrochloric acid, nitric acid or phosphoricacid. Hydrolysis with dilute mineral acid results in much less cor-rosion than that with concentrated acid, and recycling of the acid isnot necessary (Belkacemi et al., 1991; Mok et al., 1992).
Sugar maple wood extracts contain mainly hemicellulose oligo-mers (Liu, 2008). Glucuronoxylan, more simply referred to as xy-lan, is the predominant hemicellulose found in sugar maplehardwood. The xylose molecules in the backbone of xylan arelinked by b(1 ? 4) bonds. Residues on the backbone include acetylgroups at the C-2 or C-3 position with a substitution rate of about 7per 10 xylose units in its native form. Additionally, (1 ? 2)-linked4-O-methyl-a-D-glucuronic acid groups occur at an average rate of1 per 10 xylose units (Fengel and Wegener, 1989). Fig. 2 shows thestructure of hardwood xylan with associated side groups. One canobserve that the ring or chair structures (5-carbon + 1-O backbones
ethylglucuronoxylan from hardwood.

Table 1Operational conditions of the Bruker Advance 600 MHZ NMR system (Kiemle et al.,2004).
Probe type Broadband observe probe
Temperature 30 �C90� pulse 11 lsInterval between pulses 10 sTime for acquisition 2.73 sSweep width 10 ppmCenter of spectrum 4.5 ppmReference Acetone at 2.2 ppm
3588 R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594
of sugar units) are interconnected through –O– and also connectedto acetyl (Ac) and methyl groups through –O–. These interconnect-ing –O– bonds are the sites for H+ attack and could be broken byhydrolysis, i.e., –O– + H–OH ? –OH + HO–. Thus, hydrolysis of xy-lan forms sugars, acetic acid and methanol (Liu, 2008).
In this study, dilute sulfuric acid hydrolysis of concentratedwood extract was carried out in an oil bath system. Fig. 3 showsa sketch of the experimental set-up. As it is shown, the experimen-tal apparatus was mainly composed of an oil bath, a 3-neck boilingflask, an Allihn type condenser and an electrical stirrer. The flaskalong with quantitative concentrated wood extract was immersedinto the oil bath pre-set at the desired temperature. Once the ex-tract reached the steady temperature, a minor fraction of the ex-tract was quickly withdrawn, and concentrated sulfuric acid ofknown molarity was promptly injected into the remaining extracton a weight basis, and then samples were periodically withdrawnto monitor the extent of hydrolysis achieved over time. This cyclewas performed for temperatures of 85 �C, 95 �C and 105 �C, with1.5%, 3.1% and 6.2% concentrated sulfuric acid catalyst by weightat each temperature. Samples were collected at 2, 5, 10, 15, 20,30, 50, 80, 120 and 180 min, respectively. All samples were imme-diately quenched in an ice-water bath after being withdrawn andwere stored for further NMR analysis. All the experiments werecarried out in triplicate and data were expressed as average values.
2.4. NMR analysis for sugar contents in hydrolyzate
The quantification could be achieved by using liquid chroma-tography, gas chromatography and mass spectroscopy techniques(Saeman et al., 1945). The National Renewable Energy Laboratory(NREL) has developed a series of laboratory analytical procedures(LAPs) for biomass analysis based on HPLC technique, and alsodeveloped calculation workbooks (Excel spreadsheets) that auto-matically calculate desired compositional analysis and mass clo-sure, based on the equations and measurement procedures in thepertinent LAPs (NREL, 2006a,b,c). The LAPs have been widely used
10
Fig. 3. Hydrolysis equipment of the oil bath system.
by many researchers in the related fields (Yu et al., 2009; Yat et al.,2008; Cara et al., 2008; Karimi et al., 2006). In this study, the quan-titative saccharification of wood hydrolyzates was investigated bythe method of nuclear magnetic resonance (NMR) at the chemistrydepartment of SUNY-ESF. The method to analyze sugar distribu-tions with NMR had been developed at SUNY-ESF by Cöpür et al.(2003), Kiemle et al. (2004) and Mittal et al. (2009).
The NMR sample was prepared by mixing 100 ll of hydrolyzate,100 ll of 3-(trimethylsily)propionic-2,2,3,3-D4 acid sodium salt(TSP) deuterium solution and 800 ll of distilled water. All samplepreparations were performed at room temperature. Sugars werethen analyzed by 1H NMR spectroscopy. The operational conditionsof the Bruker Advance 600 MHz NMR system for sugar contents areenlisted in Table 1.
3. Results and discussions
3.1. Typical NMR chemical shift of the hydrolyzate sample
As illustrated by Fig. 1, some links of the xylan hemicellulosebackbone break down when they are attacked by hydronium ions(H+), i.e. long chain sugar oligomers hydrolyze under acidic condi-tions to yield shorter chain oligomers and monomers along withacids, furfurals, etc. The amounts of monomers (mainly xylose,arabinose, etc.), acids (mainly acetic acid and formic acid), furfuraland hydroxymethylfurfural (HMF) can be calculated from the cor-responding peak areas in the NMR figures because the peak area isa function of the number of anomeric proton and molar amount ofeach component (Mittal et al., 2009). One can integrate peak area,number of anomeric protons and molarity into the followingcorrelation:
Peak area of “A ”=No: of anomeric protons in APeak area of “B ”=No: of anomeric protons in B
¼Molarity of AMolarity of B
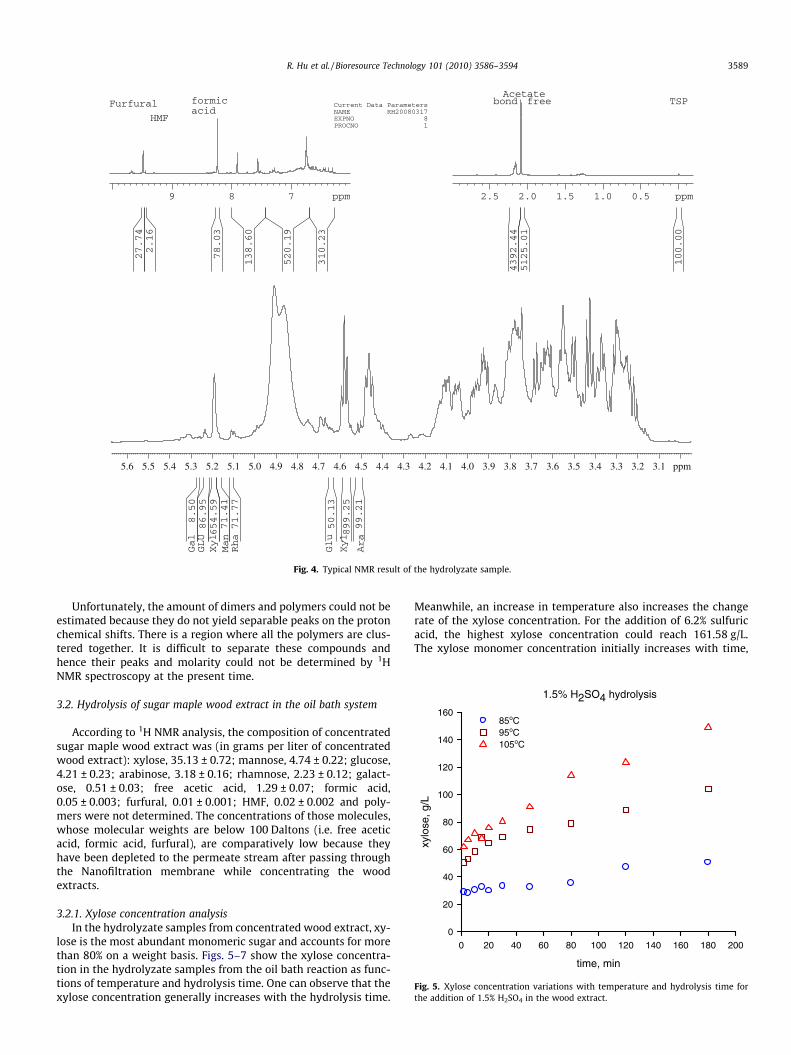
Fig. 4 illustrates a typical NMR result of the hydrolyzate sample.The peaks of compounds present within the sample were deter-mined based on their molarity using a commercial software, Bru-ker Topspin V1.3. In this study, we used 100 ll of 3-(trimethylsily)propionic-2,2,3,3-D4 acid sodium salt (TSP) deute-rium solution as internal standard; the molarity of TSP is0.003247 mol/L in the solution. TSP has nine anomeric (1H) protonsper molecule; hence, dividing the area of the TSP peak by the inte-ger 9 gives the signal area from one mole of (1H) protons. Each ofthe sugars is known to have one anomeric (1H) proton per mole-cule with both a and b doublets. The total peak area for each sugarcould be calculated by the sum of peak areas of ‘a’ and ‘b’ peaks.Thus, depending upon the total peak area of an individual com-pound in the above graph, its molarity and hence its concentrationcould be determined. In this paper, the concentrations of thosecompounds were converted into weight per volume unit fromthe NMR peak area, and were reported in grams per liter ofhydrolyzate.
3.13.23.33.43.53.63.73.83.94.04.14.24.34.44.54.64.74.84.95.05.15.25.35.45.55.6 ppm
Fig. 4. Typical NMR result of the hydrolyzate sample.
1.5% H2SO4 hydrolysis
time, min
xylo
se, g
/L
0
20
40
60
80
100
120
140
16085oC95oC105oC
0 20 40 60 80 100 120 140 160 180 200
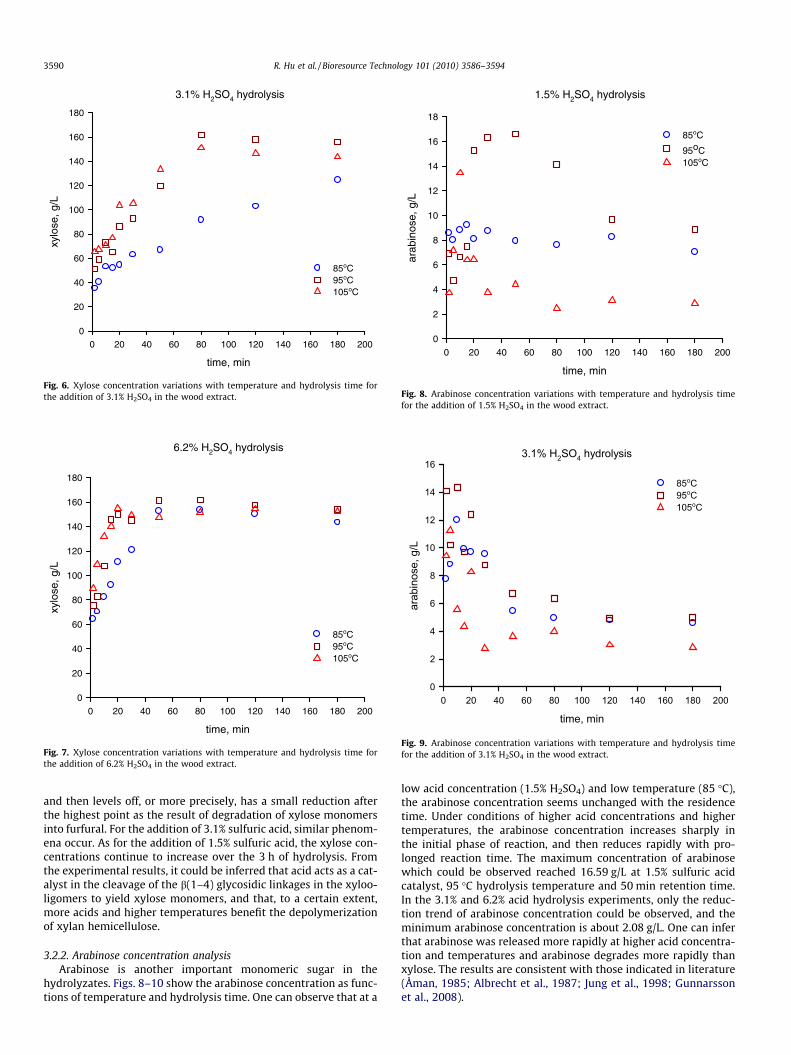
Fig. 5. Xylose concentration variations with temperature and hydrolysis time forthe addition of 1.5% H2SO4 in the wood extract.
R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594 3589
Unfortunately, the amount of dimers and polymers could not beestimated because they do not yield separable peaks on the protonchemical shifts. There is a region where all the polymers are clus-tered together. It is difficult to separate these compounds andhence their peaks and molarity could not be determined by 1HNMR spectroscopy at the present time.
3.2. Hydrolysis of sugar maple wood extract in the oil bath system
According to 1H NMR analysis, the composition of concentratedsugar maple wood extract was (in grams per liter of concentratedwood extract): xylose, 35.13 ± 0.72; mannose, 4.74 ± 0.22; glucose,4.21 ± 0.23; arabinose, 3.18 ± 0.16; rhamnose, 2.23 ± 0.12; galact-ose, 0.51 ± 0.03; free acetic acid, 1.29 ± 0.07; formic acid,0.05 ± 0.003; furfural, 0.01 ± 0.001; HMF, 0.02 ± 0.002 and poly-mers were not determined. The concentrations of those molecules,whose molecular weights are below 100 Daltons (i.e. free aceticacid, formic acid, furfural), are comparatively low because theyhave been depleted to the permeate stream after passing throughthe Nanofiltration membrane while concentrating the woodextracts.
3.2.1. Xylose concentration analysisIn the hydrolyzate samples from concentrated wood extract, xy-
lose is the most abundant monomeric sugar and accounts for morethan 80% on a weight basis. Figs. 5–7 show the xylose concentra-tion in the hydrolyzate samples from the oil bath reaction as func-tions of temperature and hydrolysis time. One can observe that thexylose concentration generally increases with the hydrolysis time.
Meanwhile, an increase in temperature also increases the changerate of the xylose concentration. For the addition of 6.2% sulfuricacid, the highest xylose concentration could reach 161.58 g/L.The xylose monomer concentration initially increases with time,
3.1% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
xylo
se, g
/L
0
20
40
60
80
100
120
140
160
180
85oC95oC105oC
Fig. 6. Xylose concentration variations with temperature and hydrolysis time forthe addition of 3.1% H2SO4 in the wood extract.
6.2% H2SO4 hydrolysis
time, min
xylo
se, g
/L
0
20
40
60
80
100
120
140
160
180
85oC95oC105oC
0 20 40 60 80 100 120 140 160 180 200
Fig. 7. Xylose concentration variations with temperature and hydrolysis time forthe addition of 6.2% H2SO4 in the wood extract.
1.5% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
arab
inos
e, g
/L
0
2
4
6
8
10
12
14
16
18
85oC
95oC105oC
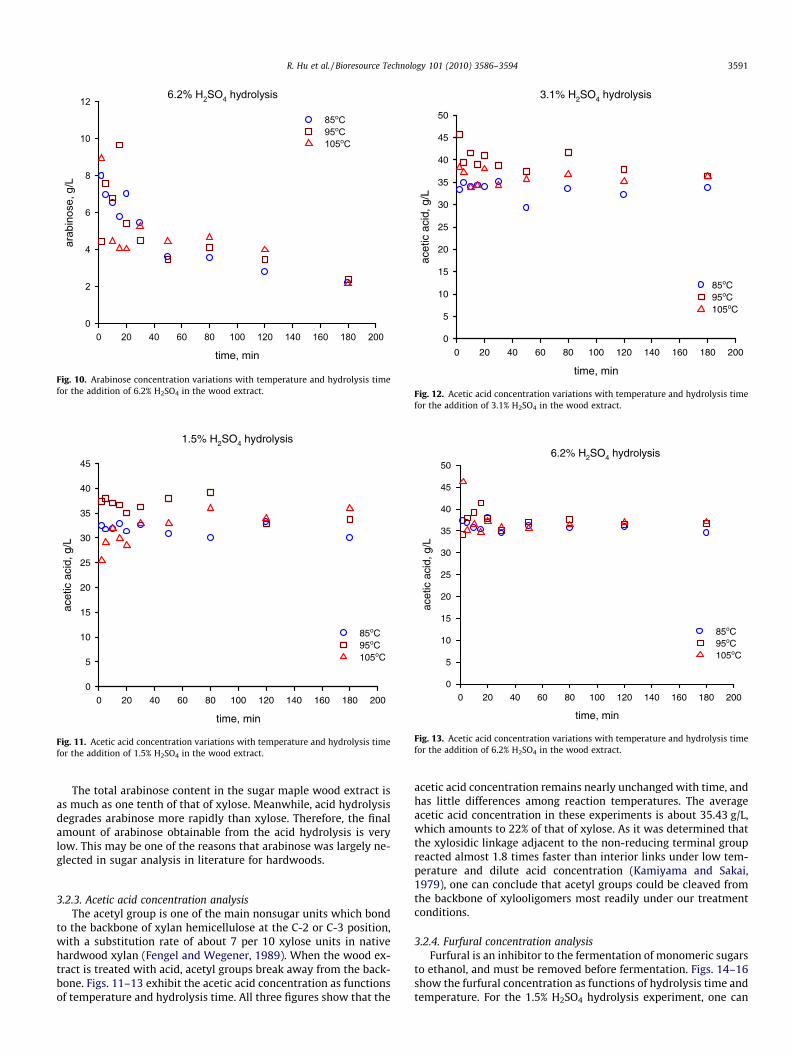
Fig. 8. Arabinose concentration variations with temperature and hydrolysis timefor the addition of 1.5% H2SO4 in the wood extract.
3.1% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
arab
inos
e, g
/L
0
2
4
6
8
10
12
14
16
85oC95oC105oC
Fig. 9. Arabinose concentration variations with temperature and hydrolysis timefor the addition of 3.1% H2SO4 in the wood extract.
3590 R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594
and then levels off, or more precisely, has a small reduction afterthe highest point as the result of degradation of xylose monomersinto furfural. For the addition of 3.1% sulfuric acid, similar phenom-ena occur. As for the addition of 1.5% sulfuric acid, the xylose con-centrations continue to increase over the 3 h of hydrolysis. Fromthe experimental results, it could be inferred that acid acts as a cat-alyst in the cleavage of the b(1–4) glycosidic linkages in the xyloo-ligomers to yield xylose monomers, and that, to a certain extent,more acids and higher temperatures benefit the depolymerizationof xylan hemicellulose.
3.2.2. Arabinose concentration analysisArabinose is another important monomeric sugar in the
hydrolyzates. Figs. 8–10 show the arabinose concentration as func-tions of temperature and hydrolysis time. One can observe that at a
low acid concentration (1.5% H2SO4) and low temperature (85 �C),the arabinose concentration seems unchanged with the residencetime. Under conditions of higher acid concentrations and highertemperatures, the arabinose concentration increases sharply inthe initial phase of reaction, and then reduces rapidly with pro-longed reaction time. The maximum concentration of arabinosewhich could be observed reached 16.59 g/L at 1.5% sulfuric acidcatalyst, 95 �C hydrolysis temperature and 50 min retention time.In the 3.1% and 6.2% acid hydrolysis experiments, only the reduc-tion trend of arabinose concentration could be observed, and theminimum arabinose concentration is about 2.08 g/L. One can inferthat arabinose was released more rapidly at higher acid concentra-tion and temperatures and arabinose degrades more rapidly thanxylose. The results are consistent with those indicated in literature(Åman, 1985; Albrecht et al., 1987; Jung et al., 1998; Gunnarssonet al., 2008).
6.2% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
arab
inos
e, g
/L
0
2
4
6
8
10
12
85oC95oC105oC
Fig. 10. Arabinose concentration variations with temperature and hydrolysis timefor the addition of 6.2% H2SO4 in the wood extract.
1.5% H2SO4 hydrolysis
time, min
acet
ic a
cid,
g/L
0
5
10
15
20
25
30
35
40
45
85oC95oC105oC
0 20 40 60 80 100 120 140 160 180 200
Fig. 11. Acetic acid concentration variations with temperature and hydrolysis timefor the addition of 1.5% H2SO4 in the wood extract.
3.1% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
acet
ic a
cid,
g/L
0
5
10
15
20
25
30
35
40
45
50
85oC95oC105oC
Fig. 12. Acetic acid concentration variations with temperature and hydrolysis timefor the addition of 3.1% H2SO4 in the wood extract.
6.2% H2SO4 hydrolysis
time, min
acet
ic a
cid,
g/L
0
5
10
15
20
25
30
35
40
45
50
85oC95oC105oC
0 20 40 60 80 100 120 140 160 180 200
Fig. 13. Acetic acid concentration variations with temperature and hydrolysis timefor the addition of 6.2% H2SO4 in the wood extract.
R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594 3591
The total arabinose content in the sugar maple wood extract isas much as one tenth of that of xylose. Meanwhile, acid hydrolysisdegrades arabinose more rapidly than xylose. Therefore, the finalamount of arabinose obtainable from the acid hydrolysis is verylow. This may be one of the reasons that arabinose was largely ne-glected in sugar analysis in literature for hardwoods.
3.2.3. Acetic acid concentration analysisThe acetyl group is one of the main nonsugar units which bond
to the backbone of xylan hemicellulose at the C-2 or C-3 position,with a substitution rate of about 7 per 10 xylose units in nativehardwood xylan (Fengel and Wegener, 1989). When the wood ex-tract is treated with acid, acetyl groups break away from the back-bone. Figs. 11–13 exhibit the acetic acid concentration as functionsof temperature and hydrolysis time. All three figures show that the
acetic acid concentration remains nearly unchanged with time, andhas little differences among reaction temperatures. The averageacetic acid concentration in these experiments is about 35.43 g/L,which amounts to 22% of that of xylose. As it was determined thatthe xylosidic linkage adjacent to the non-reducing terminal groupreacted almost 1.8 times faster than interior links under low tem-perature and dilute acid concentration (Kamiyama and Sakai,1979), one can conclude that acetyl groups could be cleaved fromthe backbone of xylooligomers most readily under our treatmentconditions.
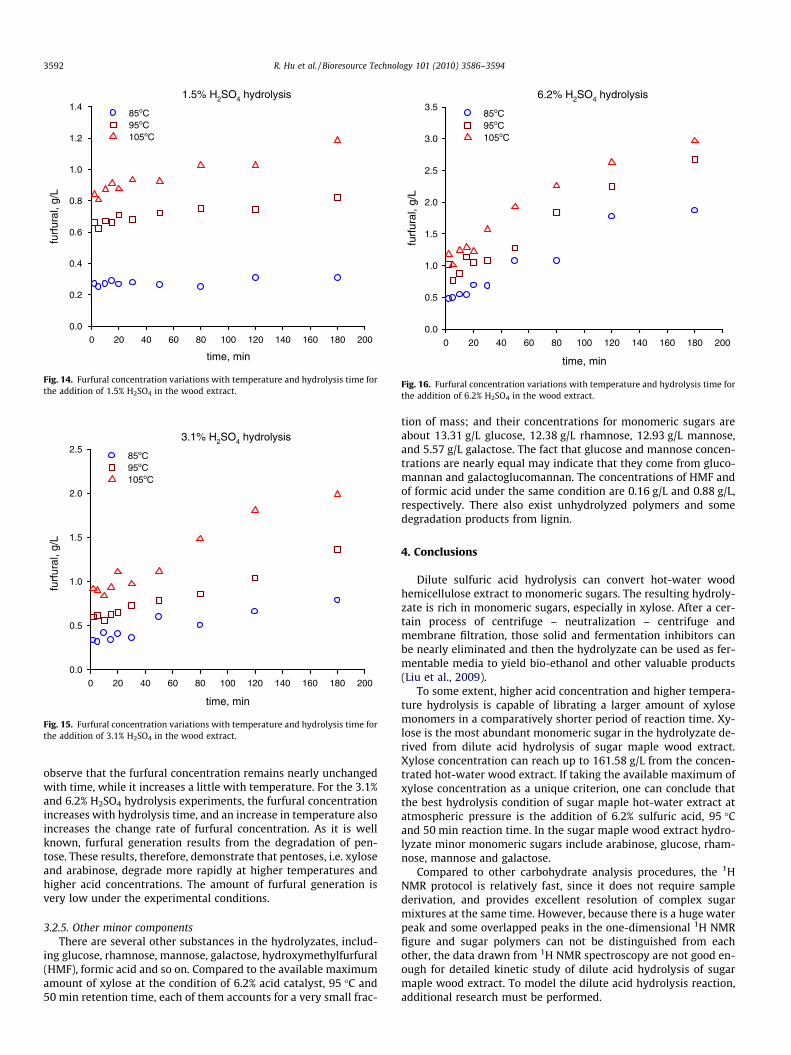
3.2.4. Furfural concentration analysisFurfural is an inhibitor to the fermentation of monomeric sugars
to ethanol, and must be removed before fermentation. Figs. 14–16show the furfural concentration as functions of hydrolysis time andtemperature. For the 1.5% H2SO4 hydrolysis experiment, one can
1.5% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
furf
ural
, g/L
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.485oC95oC105oC
Fig. 14. Furfural concentration variations with temperature and hydrolysis time forthe addition of 1.5% H2SO4 in the wood extract.
3.1% H2SO4 hydrolysis
time, min
furf
ural
, g/L
0.0
0.5
1.0
1.5
2.0
2.585oC95oC105oC
0 20 40 60 80 100 120 140 160 180 200
Fig. 15. Furfural concentration variations with temperature and hydrolysis time forthe addition of 3.1% H2SO4 in the wood extract.
6.2% H2SO4 hydrolysis
time, min
0 20 40 60 80 100 120 140 160 180 200
furf
ural
, g/L
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.585oC95oC105oC
Fig. 16. Furfural concentration variations with temperature and hydrolysis time forthe addition of 6.2% H2SO4 in the wood extract.
3592 R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594
observe that the furfural concentration remains nearly unchangedwith time, while it increases a little with temperature. For the 3.1%and 6.2% H2SO4 hydrolysis experiments, the furfural concentrationincreases with hydrolysis time, and an increase in temperature alsoincreases the change rate of furfural concentration. As it is wellknown, furfural generation results from the degradation of pen-tose. These results, therefore, demonstrate that pentoses, i.e. xyloseand arabinose, degrade more rapidly at higher temperatures andhigher acid concentrations. The amount of furfural generation isvery low under the experimental conditions.
3.2.5. Other minor componentsThere are several other substances in the hydrolyzates, includ-
ing glucose, rhamnose, mannose, galactose, hydroxymethylfurfural(HMF), formic acid and so on. Compared to the available maximumamount of xylose at the condition of 6.2% acid catalyst, 95 �C and50 min retention time, each of them accounts for a very small frac-
tion of mass; and their concentrations for monomeric sugars areabout 13.31 g/L glucose, 12.38 g/L rhamnose, 12.93 g/L mannose,and 5.57 g/L galactose. The fact that glucose and mannose concen-trations are nearly equal may indicate that they come from gluco-mannan and galactoglucomannan. The concentrations of HMF andof formic acid under the same condition are 0.16 g/L and 0.88 g/L,respectively. There also exist unhydrolyzed polymers and somedegradation products from lignin.
4. Conclusions
Dilute sulfuric acid hydrolysis can convert hot-water woodhemicellulose extract to monomeric sugars. The resulting hydroly-zate is rich in monomeric sugars, especially in xylose. After a cer-tain process of centrifuge – neutralization – centrifuge andmembrane filtration, those solid and fermentation inhibitors canbe nearly eliminated and then the hydrolyzate can be used as fer-mentable media to yield bio-ethanol and other valuable products(Liu et al., 2009).
To some extent, higher acid concentration and higher tempera-ture hydrolysis is capable of librating a larger amount of xylosemonomers in a comparatively shorter period of reaction time. Xy-lose is the most abundant monomeric sugar in the hydrolyzate de-rived from dilute acid hydrolysis of sugar maple wood extract.Xylose concentration can reach up to 161.58 g/L from the concen-trated hot-water wood extract. If taking the available maximum ofxylose concentration as a unique criterion, one can conclude thatthe best hydrolysis condition of sugar maple hot-water extract atatmospheric pressure is the addition of 6.2% sulfuric acid, 95 �Cand 50 min reaction time. In the sugar maple wood extract hydro-lyzate minor monomeric sugars include arabinose, glucose, rham-nose, mannose and galactose.
Compared to other carbohydrate analysis procedures, the 1HNMR protocol is relatively fast, since it does not require samplederivation, and provides excellent resolution of complex sugarmixtures at the same time. However, because there is a huge waterpeak and some overlapped peaks in the one-dimensional 1H NMRfigure and sugar polymers can not be distinguished from eachother, the data drawn from 1H NMR spectroscopy are not good en-ough for detailed kinetic study of dilute acid hydrolysis of sugarmaple wood extract. To model the dilute acid hydrolysis reaction,additional research must be performed.

R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594 3593
Acknowledgements
The authors are indebted to the students and staff in the Biore-finery Research group and Bioprocess Engineering group at theSUNY ESF for research support. Among others, Dr. Thomas E. Ami-don and Mr. Christopher Wood have been instrumental at the hot-water extraction. The chemical analysis was provided by DavidKiemle at the Department of Chemistry.
The authors are grateful to the financial support from the NewYork State Energy and Development Research Authority (NYSERDA),United States Department of Energy (US DOE), the Natural ScienceFoundation of China (50776035, U0733001), Foundation of Scien-tific Research for Universities (20070561038) and Initiative GroupResearch Project (IRT0552) from Ministry of Education of China, Na-tional High Technology Project (863 project) (2007AA05Z408) andNational Key R&D Research Program (2007BAD34B01) as well as Na-tional Key Basic Research Program (2010CB732201) from the Minis-try of Science and Technology of China.
References
Abasaeed, A.E., Mansour, M.E., 1992. Thermal effects on acid hydrolysis of cellulose.Bioresour. Technol. 40 (3), 221–224.
Adschiri, T., Sasaki, M., Fang, Z., Fukushima, Y., Arai, K., 2000. Cellulose hydrolysis insupercritical water to recover chemicals. React. Eng. Pollut. Prevent. 205, 220.
Albrecht, K.A., Wedin, W.F., Buxton, D.R., 1987. Cell-wall composition anddigestibility of alfalfa stems and leaves. Crop Sci. 27, 735–741.
Åman, P., 1985. Chemical composition and in vitro degradability of major chemicalconstituents in botanical fractions of red clover harvested at different stages ofmaturity. J. Sci. Food Agric. 36 (9), 775–780.
Amidon, T.E., Wood, C.D., Shupe, A.M., Wang, Y., Graves, M., Liu, S., 2008.Biorefinery: conversion of woody biomass to chemicals, energy and materials.J. Biobased Mater. Bioenergy 2 (2), 100–120.
Beck, M.J., Strickland, R.C., 1984. Production of ethanol by bioconversion of woodsugars derived from two-stage dilute acid hydrolysis of hardwood. Biomass 6(1–2), 101–110.
Bélafi-Bakó, K., Koutinas, A., Nemestóthy, N., Gubicza, L., Webb, C., 2006. Continuousenzymatic cellulose hydrolysis in a tubular membrane bioreactor. EnzymeMicrobial Technol. 38 (1), 155–161.
Belkacemi, K., Abatzoglou, N., Overend, R.P., Chornet, E., 1991. Phenomenologicalkinetics of complex systems: mechanistic considerations in the solubilization ofhemicelluloses following aqueous/steam treatments. Ind. Eng. Chem. Res. 30(11), 2416–2425.
Cantarella, M., Cantarella, L., Gallifuoco, A., Spera, A., Alfani, F., 2004. Comparison ofdifferent detoxification methods for steam-exploded poplar wood as a substratefor the bioproduction of ethanol in SHF and SSF. Process Biochem. 39 (11),1533–1542.
Cara, C., Ruiz, E., Oliva, J.M., Sáez, F., Castro, E., 2008. Conversion of olive treebiomass into fermentable sugars by dilute acid pretreatment and enzymaticsaccharification. Bioresour. Technol. 99, 1869–1876.
Cöpür, Y., Kiemle, D.J., Stipanovic, A.J., Koskinen, J., Makkonen, H., 2003. 1H NMRspectroscopic determination of carbohydrates in pine and maple pulps. Paperija Puu 85 (3), 158–162.
Esteghlalian, A., Hashimoto, A.G., Fenske, J.J., Penner, M.H., 1997. Modeling andoptimization of the dilute-sulfuric-acid pretreatment of corn stover, poplar andswitchgrass. Bioresour. Technol. 59 (2–3), 129–136.
Fengel, D., Wegener, G., 1989. Wood: Chemistry, Ultrastructure, Reactions. Walterde Gruyter, New York.
Gan, Q., Allen, S.J., Taylor, G., 2002. Design and operation of an integrated membranereactor for enzymatic cellulose hydrolysis. Biochem. Eng. J. 12 (3), 223–229.
Gunnarsson, S., Marstorp, H., Dahlin, A.S., Witter, E., 2008. Influence of non-cellulosestructural carbohydrate composition on plant material decomposition in soil.Biol. Fertil. Soils 45 (1), 27–36.
Imai, M., Ikari, K., Suzuki, I., 2004. High-performance hydrolysis of cellulose usingmixed cellulase species and ultrasonication pretreatment. Biochem. Eng. J. 17(2), 79–83.
Iranmahboob, J., Nadim, F., Monemi, S., 2002. Optimizing acid-hydrolysis: a criticalstep for production of ethanol from mixed wood chips. Biomass Bioenerg. 22(5), 401–404.
Jung, H.G., Morrison, T.A., Buxton, D.R., 1998. Degradability of cell-wallpolysaccharides in maize internodes during stalk development. Crop Sci. 38,1047–1051.
Kamiyama, Y., Sakai, Y., 1979. Rate of hydrolysis of xylo-oligosaccharides in dilutesulfuric acid. Carbohydr. Res. 73 (1), 151–158.
Karimi, K., Kheradmandinia, S., Taherzadeh, M.J., 2006. Conversion of rice straw tosugars by dilute-acid hydrolysis. Biomass Bioenerg. 30, 247–253.
Kiemle, D.J., Stipanovic, A.J., Mayo, K.E., 2004. Proton NMR methods in thecompositional characterization of polysaccharides. ACS Symp. Ser. 864, 122–139.
Kim, K.H., Tucker, M., Nguyen, Q., 2005. Conversion of bark-rich biomass mixtureinto fermentable sugar by two-stage dilute acid-catalyzed hydrolysis.Bioresour. Technol. 96 (11), 1249–1255.
Lavarack, B.P., Griffin, G.J., Rodman, D., 2002. The acid hydrolysis of sugarcanebagasse hemicellulose to produce xylose, arabinose, glucose and otherproducts. Biomass Bioenergy 23 (5), 367–380.
Liao, W., Liu, Y., Liu, C., Chen, S., 2004. Optimizing dilute acid hydrolysis ofhemicellulose in a nitrogen-rich cellulosic material – dairy manure. Bioresour.Technol. 94 (1), 33–41.
Liu, S., 2008. A kinetic model on autocatalytic reactions in woody biomasshydrolysis. J. Biobased Mater. Bioenergy 2 (2), 135–147.
Liu, S., Amidon, T.E., 2007. Essential components of a wood based biorefinery.Technical article, O Papel, 84–105.
Liu, S., Amidon, T.E., Wood, C.D., 2008. Membrane filtration: concentration andpurification of hydrolyzates from biomass. J. Biobased Mater. Bioenergy 2 (2),121–134.
Liu, T., Lin, L., Hu, R., Liu, S., 2009. A study on strain adaptation of recombinant E. coliFBR5 challenged by concentrated wood hemicellulosic hydrolysate. J. BiobasedMater. Bioenergy 3 (4), 1–7.
Lu, X., Zhang, Y., Liang, Y., Yang, J., Zhang, S., Suzuki, E., 2008. Kinetic studies ofhemicellulose hydrolysis of corn stover at atmospheric pressure. Korean J.Chem. Eng. 25 (2), 302–307.
Maloney, M.T., Chapman, T.W., Baker, A.J., 1985. Dilute acid hydrolysis of paperbirch: kinetics studies of xylan and acetyl group hydrolysis. Biotechnol. Bioeng.27, 355–361.
Marvin, J.W., Morselli, M., Laing, F.M., 1967. A correlation between sugarconcentration and volume yields in sugar maple-an 18-year study. Forest Sci.13 (4), 34–351.
Mittal, A., 2006. Kinetics of Hemicellulose Extraction during Autohydrolysis of 425Sugar Maple Wood. PhD Thesis, SUNY-ESF.
Mittal, A., Scott, G.M., Amidon, T.E., Kiemle, D.J., Stipanovic, A.J., 2009. Quantitativeanalysis of sugars in wood hydrolyzates with 1H NMR during the autohydrolysisof hardwoods. Bioresour. Technol. 100, 6398–6406.
Mok, W.S., Antal, M.J., Varhegyi, G., 1992. Productive and parasitic pathways indilute acid catalyzed hydrolysis of cellulose. Ind. Eng. Chem. Res. 31 (1), 94–100.
Murray, W.D., 1986. Cellulose hydrolysis by bacteroides cellulosolvens. Biomass 10(1), 47–57.
NREL Ethanol Project CAT Task Laboratory Analytical Procedure #013, 2006. ‘‘HPLCAnalysis of Liquid Fractions of Process Samples for Monomeric Sugars andCellobiose”.
NREL Ethanol Project CAT Task Laboratory Analytical Procedure #014, 2006. ‘‘DiluteAcid Hydrolysis Procedure for Determination of Total Sugars in the LiquidFraction of Process Samples”.
NREL Ethanol Project CAT Task Laboratory Analytical Procedure #015, 2006. ‘‘HPLCAnalysis of Liquid Fractions of Process Samples for Byproducts and DegradationProducts”.
Nunes, A.P., Pourquie, J., 1996. Steam explosion pretreatment and enzymatichydrolysis of eucalyptus wood. Bioresour. Technol. 57 (2), 107–110.
Orozco, A., Ahmad, M., Rooney, D., Walker, G., 2007. Dilute acid hydrolysis ofcellulose and cellulosic bio-waste using a microwave reactor system. ProcessSafety Environ. Prot. 85 (5), 446–449.
Palmqvist, E., Hahn-Hägerdal, B., Galbe, M., Zacchi, G., 1996. The effect of water-soluble inhibitors from steam-pretreated willow on enzymatic hydrolysis andethanol fermentation. Enzyme Microbial Technol. 19 (6), 470–476.
Papatheofanous, M.G., Billa, E., Koullas, D.P., Monties, B., Koukios, E.G., 1995. Two-stage acid-catalyzed fractionation of lignocellulosic biomass in aqueous ethanolsystems at low temperatures. Bioresour. Technol. 54 (3), 305–310.
Reid, I.D., 1989. Optimization of solid-state fermentation for selectivedelignification of aspen wood with Phlebia tremellosa. Enzyme MicrobialTechnol. 11 (12), 804–809.
Roberto, I.C., Mussatto, S.I., Rodrigues, Rita C.L.B., 2003. Dilute-acid hydrolysis foroptimization of xylose recovery from rice straw in a semi-pilot reactor. Ind.Crops Prod. 17 (3), 171–176.
Rudolf, A., Alkasrawi, M., Zacchi, G., Lidén, G., 2005. A comparison between batchand fed-batch simultaneous saccharification and fermentation of steampretreated spruce. Enzyme Microbial Technol. 37 (2), 195–204.
Saeman, J.F., Bubl, J.L., Harris, E.E., 1945. Quantitative saccharification of wood andcellulose. Ind. Eng. Chem. Anal. Ed. 17 (1), 35–37.
Sánchez, O.J., Cardona, C.A., 2008. Trends in biotechnological production of fuelethanol from different feedstocks. Bioresour. Technol. 99 (13), 5270–5295.
Shi, J., Sharma-Shivappa, R.R., Chinn, M., Howell, N., 2009. Effect of microbialpretreatment on enzymatic hydrolysis and fermentation of cotton stalks forethanol production. Biomass Bioenergy 33 (1), 88–96.
Sivers, M.V., Zacchi, G., 1995. A techno-economical comparison of three processesfor the production of ethanol from pine. Bioresour. Technol. 51 (1), 43–52.
Sjöstrom, E., Alen, R., 1996. Analytical Methods in Wood Chemistry. Pulping andPapermaking. Series in Wood Science. Springer. p. 316.
Sun, Y., Cheng, J.J., 2005. Dilute acid pretreatment of rye straw and bermudagrassfor ethanol production. Bioresour. Technol. 96 (14), 1599–1606.
Taherzadeh, M.J., Niklasson, C., Liden, G., 1999. Conversion of dilute-acidhydrolyzates of spruce and birch to ethanol by fed-batch fermentation.Bioresour. Technol. 69 (1), 59–66.
Téllez-Luis, S.J., Ramírez, J.A., Vázquez, M., 2002. Modelling of the hydrolysis ofsorghum straw at atmospheric pressure. J. Sci. Food Agric. 82 (5), 505–512.
Yan, Y., Li, T., Ren, Z., Li, G., 1996. A study on catalytic hydrolysis of peat. Bioresour.Technol. 57 (3), 269–273.
3594 R. Hu et al. / Bioresource Technology 101 (2010) 3586–3594
Yat, S.C., Berger, A., Shonnard, D.R., 2008. Kinetic characterization for dilute sulfuricacid hydrolysis of timber varieties and switchgrass. Bioresour. Technol. 99,3855–3863.
Yu, Q., Zhuang, X., Yuan, Z., Wang, Q., Qi, W., Wang, W., Zhang, Y., Xu, J., Xu, H., 2009.Two-step liquid hot-water pretreatment of Eucalyptus grandis to enhance sugar
recovery and enzymatic digestibility of cellulose. Bioresour. Technol. 10.1016/j.biortech.2009.11.051.
Yoon, K.Y., Woodams, E.E., Hang, Y.D., 2006. Enzymatic production of pentoses fromthe hemicellulose fraction of corn residues. LWT – Food Sci. Technol. 39 (4),388–392.