Embed Size (px)
Citation preview
Digital printingand sustainability
Book #03BEYOND THE SILK ROAD
THE TEXTILE INDUSTRY IN THE DIGITAL PRINTING ERA
A PROJECT BY
000-TSC_Quaderno_003_EN-COVER.indd 1 15/11/17 11:02
BEYOND THE SILK ROADBOOK #03
Digital printing and sustainability
THE TEXTILE INDUSTRY IN THE DIGITAL PRINTING ERA
All the content in this publication is the shared property of Epson Italia SpA, For.Tex Srl and F.lli Robustelli and is protected by the laws on the subject of intellectual and/or industrial property. The information, the data, the charts and the graphics in the document may be used only subject to written authorisation from Epson Italia, For.Tex and F.lli Robustelli, and the source must be clearly quoted.
ACKNOWLEDGEMENTSGianluca Brenna, Luigi Corti, Paolo Crespi, Michele Delle Fave, Dario Garnero, Michela Garnero, Angelo Marelli, Riccardo Robustelli, Valerio Robustelli, Pietro Roncoroni, Ugo Zaroli
Conception: Textile Solution Center Advisory BoardEditorial project and release: Aurora Magni e Marco Ricchetti – Blumine srlGraphic design and layout: Studio Grafico Dante CavallaroTranslation: Elisabetta Gnecchi Ruscone
The book “Digital printing and sustainability” is available on www.textilesolutioncenter.com
November 2017
© Epson Italia – For.Tex – F.lli Robustelli
ENDORSMENT
FESPA Italia Associazione
000-TSC_Quaderno_003_EN-COVER.indd 2 15/11/17 11:02
3Book 03 – digital printing and SUStainaBilitY
I t is with true pleasure that I introduce the Third issue of the series ‘Beyond the silk road’, which is devoted to a subject of great contemporary interest: the sustainability
of digital printing. Everyone concurs in recognising inkjet printing’s great potential in speeding up and per-sonalising printing in the development of samples as well as providing answers to pro-ductions that are increasingly determined by personal taste, as required by the market.But how much does this technology contribute to reducing the environmental impact of textile productions?
The water and energy savings, the reduced wastage, the reduction of contaminants in the refuse make digital printing an important resource in developing a productive and economic system that is more attentive to the environment.The issue ‘Digital printing and sustainability’ means to analyse these aspects in depth, starting from an analysis of the economic and cultural setting in which this technology is integrated, from its connections with the fashion system and with the dynamics of a market in constant evolution.
The technological aspects of the printing processes are therefore analysed in function of the effects of technology on the environment and the trends of future developments are thus delineated.The results of this study are encouraging but certainly not conclusive. The culture of sustainability, intended as the ability of satisfying needs without prejudging current and future environmental equilibrium and as a constant improvement of the environ-mental performances of human activities, requires continuous commitment and in-vestments in technical and scientific research.
In is in this spirit that in 2014 we created the Textile Solution Center and started the re-search and dissemination activities promoted by the Center. We therefore hope that this new publication will contribute to stimulate further efforts towards innovation in the textile industry and to diffuse the value of its culture.
Pietro RoncoroniChairman of the Advisory Board
Textile Solution Center
FOREWORD
003-TSC_Quaderno_003_EN-Roncoroni.indd 3 15/11/17 09:42
4 Beyond the Silk Road – the textile industry in the digital Printing era
THE COLLECTION
The books of the collection “Beyond the Silk Road. The Textile Industry in the Digital Printing Era”
maRkET ScEnaRIo: TREnDS anD kEY PLaYERS
DRYIng afTER DIgITaL PRInTIng
DIgITaL PRInTIng anD SUSTaInaBILITY
digiTal prinTing sysTems for The TexTile indusTry
evaluTaTion CriTeria for TexTile prinTing qualiTy
pre-TreaTmenT in digiTal prinTing
fabriC washing proCedures afTer The TexTile prinTing
The already issued books of the collection can be downloaded from the Textile solution Center website: www.textilesolutioncenter.it
004-TSC_Quaderno-003-EN-next-book.indd 4 15/11/17 09:43
BEYOND THE SILK ROAD
5Book 03 – digital printing and SUStainaBilitY
book #03
Introduction ........................................................................................................................................................................................................... 7
chapter 1 THE FASHIoN bUSINESS AND THE SUSTAINAbILITY REVoLUTIoN
1.1 – A paradigm shift, the new scenario for the fashion business .................................................................. 9
1.2 – Art, fashion and digital printing – Interview with Laura Strambi e Franco Gervasio ........... 13
chapter 2 DIGITAL PRINTING: ECo-FRIENDLY TECHNoLoGY
2.1 – The “scenario” ....................................................................................................................................................................................... 15
chapter 3 FUTURE TRENDS IN DIGITAL PRINTING
3.1 – Efficiency, chemical safety, innovation ........................................................................................................................... 24
chapter 4 kEY PLAYERS’ oPINIoNS
4.1 – The perimeter of innovation .................................................................................................................................................... 27
chapter 5 CHEMISTRY AND SUSTAINAbILITY IN TEXTILE PRINTING
5.1 – Evolution of the vision of chemical sustainability in textile processes ............................................ 33
chapter 6 EPSoN: THE CHoICE oF SUSTAINAbILITY
6.1 – A primary objective .......................................................................................................................................................................... 40
Glossary ............................................................................................................................................................................................................. 42
TSC Advisory Board ...................................................................................................................................................................................... 49
Digital printing and sustainability
THE TEXTILE INDUSTRY IN THE DIGITAL PRINTING ERA
005-006-TSC_Quaderno_003-EN-summary+bianca.indd 5 15/11/17 11:04

6 Beyond the Silk Road – the textile industry in the digital Printing era
005-006-TSC_Quaderno_003-EN-summary+bianca.indd 6 15/11/17 11:04

7Book 03 – digital printing and SUStainaBilitY
I nkjet printing is the future of textile printing. In fashion, a field that is particularly sensitive to
versatility, speed and customisation, an increasing share of printed textiles is produced using inkjet technology. Born to reduce the time and costs necessary for producing textile samples, twenty years later digital printing has undeniably taken on an invaluable role not only in the design, but also in the production of printed textiles. The reasons for its successes are several: 1. inkjet printing enhances the creativity of de-
signers and printers allowing the reproduc-tion of complex and photographic designs, it provides concrete answers to the need for product personalisation and uniqueness, while at the same time guaranteeing their in-dustrial reproducibility and a high qualitative level;
2. it is economically advantageous especially for contained quantities where reduction of wastage and material are apparent;
3. it reduces design and production time;4. the printer’s size is contained and requires lit-
tle space;5. compared to conventional printing inkjet print-
ing has several environmental advantages: • water and energy consumption are much
less than in traditional machinery, • working with smaller volumes permits
managing warehouses and logistics accord-ing to a logic of organisational efficiency;
• the greater speed in the execution of the digital process ensures greater guarantees for the design’s intellectual property;
• inkjet printing requires smaller quantities of dyes and chemicals.
For these reasons:a textile printed using inkjet printers contributes to reducing the environmental cost of the finished product, thus increasing its level of sustainability.
The economic, organisational and ecologic ad-vantages of inkjet printing are recognised in first instance by the printing companies, but also fash-ion brands show interest for this technology, as it has represented a kind of revolution in the way of designing and producing fashion articles as well as products for the home, for sports, protection and furniture. It is not surprising that the trend of inkjet printing machines’ diffusion is rapid-ly expanding and that the digital machines have flanked, and in many cases substituted, traditional equipment.
In the third issue of the series ‘Beyond the silk road” we describe inkjet printing as a produc-tive system that is particularly suited to satis-fying the need for creativity and sustainability. We will do so by tackling the issue from the point of view of the demand (the market and brand strategies) and of the offer (available technology and research trends) and by contex-tualising the role of chemical research.Different methodologies have been combined in this work: from analysis of the literature on the subject to interviews with opinion leaders.The main terms recurring in the debate within the textile industry are commented in a glossary of easy consultation.
Good Reading!
IntroductIon
007-008-TSC_Quaderno_003_EN-Foreword-2+bianca.indd 7 15/11/17 09:45

007-008-TSC_Quaderno_003_EN-Foreword-2+bianca.indd 8 15/11/17 09:45

9Book 03 – digital printing and SUStainaBilitY
1. The fashion businessand the sustainability revolution
1.1 A paradigm shift, the new scenario for the fashion business
Fashion is moving. It is not a new look, a new store format or a new date for fashion shows.
It is a new vision: the best creative spirits de-sign innovative collections manufactured using sustainable materials. Even more important, big mainstream brands, from luxury to fast-fashion, are part of the movement. Big brands’ role in the acceleration of the sustainability revolution de-pends on the size of value flows they command that can have large positive or negative impacts on the environment, as well as on the big brands’ ability to interact with the social imaginary and, ultimately, with individual purchase decisions.
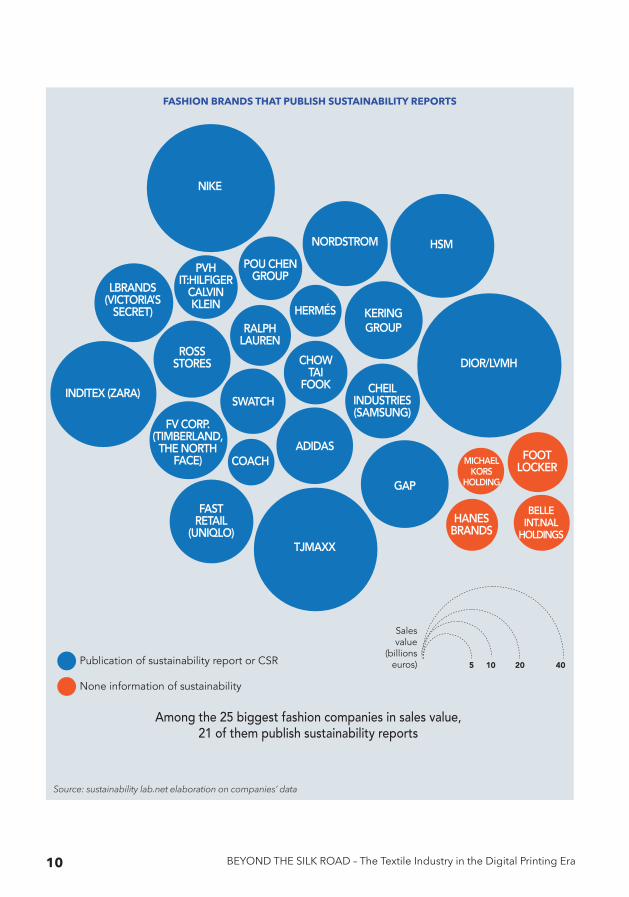
According to a sustainability-lab.net estimate, considering only eight of the most consolidated campaigns and initiatives that focused on fashion sustainability, the number of brands and companies subscribing them or being committed are over 380 and include many of the biggest companies in the business, with an estimated global turnover worth more than 250 billion Euros, that is approximately 15% of the global fashion market.The new big brands policies towards sustainabil-ity are mirrored by the mainstream press: from newspapers such as the British The Guardian
publicATion of susTAinAbiliTy reporTs-Trend
20
02010 2014
40
60
80
100
Europe +83%
World +50%
Japan +40%
USA +26%
Source: sustainability-lab.net calculation on Corporate Register.com data
The numbers of big fashion Brandsthat publish sustainability reportsis growing fast. Figures by Country, growth rate 2000-2014
009-012-TSC_Quaderno_003_EN-cap_1-1.indd 9 15/11/17 10:04
10 Beyond the Silk Road – the textile industry in the digital Printing era
fAshion brAnds ThAT publish susTAinAbiliTy reporTs
Publication of sustainability report or CSR
Salesvalue
(billions euros)
Among the 25 biggest fashion companies in sales value,21 of them publish sustainability reports
None information of sustainability
5 10 20 40
NIKE
PVHIT:HILFIGER
CALVINKLEIN
ROSSSTORES
FV CORP.(TIMBERLAND,THE NORTH
FACE)
FASTRETAIL
(UNIQLO)
LBRANDS(VICTORIA’S
SECRET)
INDITEX (ZARA)
POU CHENGROUP
NORDSTROM HSM
KERINGGROUP
FOOTLOCKERMICHAEL
KORSHOLDING
HANESBRANDS
BELLEINT.NAL
HOLDINGS
HERMÉSRALPH
LAUREN
SWATCH
COACHADIDAS
TJMAXX
CHEILINDUSTRIES(SAMSUNG)
GAP
CHOWTAI
FOOKDIOR/LVMH
Source: sustainability lab.net elaboration on companies’ data
009-012-TSC_Quaderno_003_EN-cap_1-1.indd 10 15/11/17 10:04

11Book 03 – digital printing and SUStainaBilitY
that in March 2015 entitled an article “Waste is so last season”, to the writings of opinion makers as in the “Sustainability today’s keyword” title of a post in the Vogue.it website of March 2011 by Franca Sozzani, at that time director of Vogue Ita-lia. When, in September 2017, the Milano Fashion week, was opened by the Green Carpet Fashion Award, organized by the Camera Nazionale della Moda Italiana, the “green carpet” was walked by movies stars and celebrities from the international fashion business community such as: Anna Win-tour of Vogue USA, Giorgio Armani, the CEOs of Gucci and Valentino, top model such as Naomi Campbell, Bianca Balti and Gisele Bundchen.The sustainability revolution in the fashion busi-ness has been defined as a “paradigm shift” that has progressed very rapidly in recent years, with a speed and pervasiveness that surprised the fashion community itself. Despite the difficul-ties of a system that has not yet had all the nec-essary skills, the design of beautiful, creative, and high-quality collections by major as well as small and innovative brands goes hand in hand with the search of solutions that reduce the im-pact on the environment, are socially acceptable and respect the well-being of workers and com-munities in the places where fashion goods are manufactured. Organizational models of busi-nesses are influenced, supply chains meet new requirements, and interaction with stakeholders, including environmentalist NGOs, is now much more important than before.The moment has come. A frontier in the fashion industry has already been crossed and it is hard to go back once the route has been taken. Some time ago, Rossella Ravagli, Head of Corporate Sustainability and Responsibility of Gucci, in her remarks at Copenhagen Fashion Summit, reiterated that sustainability is a “one-way jour-ney”, requiring investments and reorganization of the supply chain that are not easy to imple-ment, but which, once made, are difficult to give up. The principle maintained by Bruno Pieters,
according to whom “the story behind design must be as beautiful as design”, has found its po-sition in the fashion system.
The mATeriAls flow in ThefAshion indusTry AndThe impAcT on The environmenT
Fashion requires many raw materials: fibres, water, energy, dyes, auxiliaries and additives. Pro-capita world consumption of textile fibres has increased from around 8 kilograms in the year 2000 to about 13 in 2015 (+68%), an increase greater than that of the previous 40 years – in fact the 1960 figure was about 5 kilograms.In Europe alone, the volume of material generated each year by the fashion market amounts to around 13 million tonnes. The impact of textile manufacturing on the environment is considerable also for the resulting production waste and post-consumption refuse. It is estimated that, once they have reached end of life, only 1/5 of textile materials are destined to recycling, the rest is amassed in rubbish dumps and is destined to the production of energy.
Source: M. Ricchetti (ed.) Neo-materials in Circular Economy: Fashion, Edizioni Ambiente, 2017
fAshion And The need for speed
The revolution of seasonal calendars is another movement that is shaking the business of fash-ion. The new business model of fast fashion began the change at the turn of the new century and broke the traditional patterns: monthly or even bi-monthly streams of new products in-stead of 2 or 4 seasonal collections; 20 days/1 month from the design of the collections to stores instead of traditional 24 months, orders became more frequent but smaller in size, com-pared to traditional orders covering all sales of the season. Today the boundaries between fast fashion and the fashion of the premium brands have become increasingly blurred. A further disruption hit the fashion business in
009-012-TSC_Quaderno_003_EN-cap_1-1.indd 11 15/11/17 10:04
12 Beyond the Silk Road – the textile industry in the digital Printing era
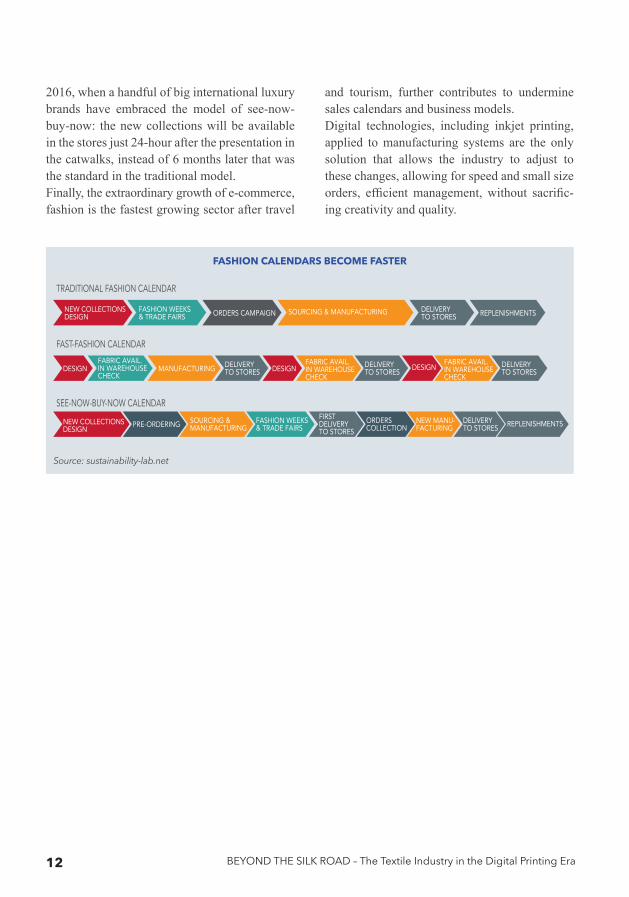
2016, when a handful of big international luxury brands have embraced the model of see-now-buy-now: the new collections will be available in the stores just 24-hour after the presentation in the catwalks, instead of 6 months later that was the standard in the traditional model. Finally, the extraordinary growth of e-commerce, fashion is the fastest growing sector after travel
and tourism, further contributes to undermine sales calendars and business models. Digital technologies, including inkjet printing, applied to manufacturing systems are the only solution that allows the industry to adjust to these changes, allowing for speed and small size orders, efficient management, without sacrific-ing creativity and quality.
fAshion cAlendArs become fAsTer
NEW COLLECTIONSDESIGN
FASHION WEEKS& TRADE FAIRS
FASHION WEEKS& TRADE FAIRS
NEW COLLECTIONSDESIGN PRE-ORDERING
ORDERS CAMPAIGN
DESIGNDESIGNMANUFACTURINGDESIGN
SOURCING & MANUFACTURING
SOURCING & MANUFACTURING
DELIVERYTO STORES
DELIVERYTO STORES
DELIVERYTO STORES
DELIVERYTO STORES
FIRSTDELIVERYTO STORES
ORDERSCOLLECTION
FABRIC AVAIL.IN WAREHOUSECHECK
FABRIC AVAIL.IN WAREHOUSECHECK
NEW MANU-FACTURING
DELIVERYTO STORES
FABRIC AVAIL.IN WAREHOUSECHECK
REPLENISHMENTS
REPLENISHMENTS
TRADITIONAL FASHION CALENDAR
FAST-FASHION CALENDAR
SEE-NOW-BUY-NOW CALENDAR
Source: sustainability-lab.net
009-012-TSC_Quaderno_003_EN-cap_1-1.indd 12 15/11/17 10:04
13Book 03 – digital printing and SUStainaBilitY
L aura Strambi (LS) is a fashion designer, she has designed for international high-end
brands including Bulgari, Borbonese, Trussar-di, Herno, Beams Tokyo, Pinko, Swarovski. In 2010 she founded her brand Laura Strambi YOJ, which combines luxury, fashion and respect for the environment. Franco Gervasio (FG) is an artist who in a long career has integrated theater and visual arts: from painting, photography to the latest Lightlands, sculptures of colored glass paste tubes that become luminescent neon.
Laura and Franco have collaborated in several creative fashion projects; the first transposition of Franco’s work on a fabric of Laura collections is in 2007.
What are the benefits of digital printing for an artist and a designer who collabo-rate in creating fashion collections?
FG. Cutting the intermediate steps between the creative stage and industrial production, that are required by traditional print, is a revolution: shorter times, lower costs, less complexity of the process and even less divergence between the creative idea and the outcome, result in less er-rors and waste. It can be said that digital printing frees the creative from the limitations that tradi-tional printing imposes.
LS. When Franco began to translate his works into inspirations for my collections, it was not an easy job, despite our experience in printing sophisticated products. The difficulties arose from the sequence of necessary steps, from scanning the painting, to screen printing, to
printing. The availability of digital technologies makes this type of project simpler and faster, thus bringing them to a wider range of creators. It is what, in general, is happening in the re-lationship between designer and manufacturing companies with the 3d print. For contemporary fashion, speed in transposing ideas into prod-ucts is a prerequisite. The other great benefit of digital printing for us is that this technology re-spects our sustainability choices, which lead us to prefer techniques with less impact, less water use, cleaner inks.
1.2 Art, fashion and digital printing
interview with laura strambi and franco gervasio
013-014-TSC_Quaderno_003_EN-cap_1.2.indd 13 15/11/17 09:46

14 Beyond the Silk Road – the textile industry in the digital Printing era
Do you think that digital printingenhances creativity compared to traditional printing?
LS. When we worked on the creation of scarves for a big luxury brand, with sophisticated, com-plex and high-quality drawings, the passage through screens and plates making, even when made by artisans and artisans of great experi-ence and competence, always acted as a kind filter that did not always respects the creator’s sign. The creative direct passage to digital print-ing allows for greater characterization of the graphic sign of the creator. In the overcrowded landscape of images where fashion is immersed, it is the character of the graphic sign that makes all the difference, in this digital printing offers a great advantage.
FG. The transition to digital can jeopardize all the extraordinary competences that have grown around the traditional printing, a world that is now closer to art than to industry. On the other hand, in digital printing, the problem of the fu-sion of the artistic skills and sensibilities with the technical and software development skills is far from being accomplished. In the contem-porary fashion market two worlds coexist, with the first, a niche, moving in a dimension close to that of art, in this field traditional and digital printing still compete, among the advantages of digital, I would like to emphasize, there is the best environmental performance, which has become fundamental to the identity of luxury
brands; the second world, which is the largest part of the market, is dominated by the need for speed, in this world digital printing is absolutely imperative, without alternatives.
Digital printing is a well-established tech-nology, but what future directions would be the most appreciated by creatives in your opinion?
LS. The first direction would undoubtedly be the development of inkjet printers for fabrics suita-ble for testing, samples and prototypes directly in the designer’s atelier, before passing images to production, which would allow an extension of creative possibilities and even more speed; the second is the development of new inks for new effects, such as transparencies, and the ex-tension of the range of inks to to natural dyes or pigments.
FG. Having a printer in the atelier to evaluate new creative effects in a short time and at a low cost would be a big step: printing a prototype on fabric reveals particulars that the prototype on paper does not allow to appreciate. I recall a case when Laura and me had designed a foulard for a big brand and after the client’s sample approval on paper the scarf was printed with the tradi-tional techniques, revealing on the fabric some effects the customer had not perceived, this led to waste and above all, the need to bring cor-rections throughout the screen printing process before reprinting.
013-014-TSC_Quaderno_003_EN-cap_1.2.indd 14 15/11/17 09:46
15Book 03 – digital printing and SUStainaBilitY
2. Digital printing:eco-friendly technology
2.1 The “scenario”
I nkjet printing is not merely a technology. It is an approach to design and production that can
contribute to reducing the environmental impact of a fashion or design product. Born in response to the need to speed up creative processes in fashion products, it rapidly became a produc-tion model characterised by flexibility, versatil-ity and favourable time-to-market index. Such characteristics are highly appreciated by com-panies working for luxury brands, but have also met an expansion in companies operating in the fast-fashion sector. After all it was fast-fashion that accelerated the consumption time for textile clothing and thus incentivised those production models focussed on the capacity of producing small batches in a short time.It is thanks to this organisation model that, be-ginning in the 1990s, the production and distri-bution of fashion articles has been revolution-ised. Consumers are offered the possibility of choosing between practically unlimited product options, and often at very low prices, thanks to the brands’ import policies. Renewal of shelf and shop window options becomes very rapid, even fortnightly, a very different rhythm from the seasonal turnover to which consumers of previous decades were accustomed.
The effects on purchasing behaviour soon also took on environmental consequences: shopping is often an impulsive act, the life cycle of cloth-ing items is shorter, and therefore waste and consumption of resources necessary for textile production have increased.
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 15 15/11/17 11:06

16 Beyond the Silk Road – the textile industry in the digital Printing era
In more recent times the fast-paced consumption mode stimulated by fast-fashion has been fur-ther reinforced by the success of e-commerce, which allows the consumer to evaluate directly from the comfort of his or her home and infinity of purchase options comparing models and pric-es. In Italy alone, for example, in 2016 online purchasing of clothing items has increased by 30% from 2015, a growth which is double that of e-commerce as a whole.1 Besides facilitating shopping, Internet is intro-ducing a true revolution also in purchasing be-haviours.Indeed, on-line commerce has direct repercus-sions on the distribution system, reducing the role of intermediaries between fashion brand and consumers that was traditionally held by the points of sale. Thanks to Internet fashion brands are now able to contact a potentially unlimited public, address purchase proposals directly to targets selected through the sophisticated obser-vation channels provided by social applications, and gather vital information for designing their collections through visits to websites and di-rect interaction with consumers. All this is also made possible by the new role that, thanks to new global players such as Amazon, Farfetch, Yoox-Net-a-Porter and many others, logistics has taken on in concentrating, organising and conveying the products to consumers, and even between consumers themselves E-commerce, however, is merely an intermediate passage: even today the most advanced brands and retailers propose models for the integration of traditional retail channels and e-commerce – the so-called Omnichannel model. The develop-ment of digital technology in fact lays the bases for multi-channelling with a deep integration of
the digital with the physical, thus revolutionis-ing the very function of stores and online plat-forms. This is accompanied by the development of applications that interact with customers by exploiting the technologies of Artificial Intelli-gence and Augmented Reality.The resulting carousel of impulsive purchasing and rapid obsolescence of objects thus seems to be unstoppable.Although this trend is evident in the clothing market, fashion is not the only involved sec-tor: also home apparel, furniture and flooring, sportswear and technical textiles are implicated. Digital printing has entered into every context in which the drawing/design is a qualifying factor for the product. It is estimated that out of the to-tal volume of printed textiles produced in 2015, 42% was destined to clothing, 12 % to furniture and articles for the home and 46% to other uses (automotive, advertising tarpaulin banners, pro-tective devices etc).2
The effects of these new sceneries are not only social and cultural, they also have an impact on the production chain. Garment makers and producers of textiles and accessories are urged by brands to reduce times for the production and delivery of goods, while orders involve batches of small and micro di-mensions. On the other hand, the required varia-tions in style, shape and colours have increased. Complex patterns and photographic images are now normally used on clothing, a phenomenon that directly involves the textile finishing firms.Acting upon colours, designs and material effects (corrosions, tears, resin coatings...), that is on those elements that more than any other differen-tiate fashion items, dyers and printers are obliged
(1) Source: Osservatori B2c politecnico di Milano http://www.ilsole24ore.com/art/mo-da/2016-07-06/l-e-commerce-moda-cresce-35percento-doppio-media-italiana-trainato-innovazione-of-ferta-e-prezzi-boom-luxury-all-estero-160444.shtml?uuid=ADHmHwo
(2) WTIN Analytics (http://www.wtin.com/channel/digital-textiles/)
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 16 15/11/17 11:06
17Book 03 – digital printing and SUStainaBilitY
to seek technological and organisational solutions that enable them to respond to the market’s re-quests. Versatility and constant experimentation are difficult to achieve in plants that are calibrated for high turn-out of batches of standard products.And this is where inkjet printing enters into play.Thanks to digital technologies the role of the fabric printer becomes less that of a maker and more that of design partner. He can reproduce complex personalised designs within a lean pro-duction logic (what is needed when it is needed), thus reducing consumption, stocks and energy. The times are shorter, the logistics optimised. All of this increases competitiveness.
EcodEsign and digital printErs
Design, intended as an activity that is able to an-ticipate the trends in style and features through the designing of consumption goods, has recent-ly integrated ecodesign.Ecodesign does not limit itself to inventing products according to their functionality and aesthetics, but designs them starting from the environment and nature. From this perspective, sustainability is not a limit to creativity, but a stimulus to thinking outside the box by bring-ing new values to the production processes. Ac-cording to a definition provided already 20 years ago by the Rathenau Institute “the environment participates in the definition of design, becom-ing a factor in the direction of product develop-ment. In this process, the environment takes on the same status as the most traditional industrial
values, such as profit, functionality, aesthetics, ergonomics, image and general quality.”3
Those firms that attribute value to sustainability select the raw materials which have less impact on the environment, analyse their manufactur-ing processes processing to find weak points in terms of emissions, consumption and waste, and in order to find solutions to reduce them. In other words, ecodesign proposes a new interpretation by turning a ‘defensive’ practice – preventing problems and therefore environmental costs –into a competitive strategy.This theme is particularly relevant to the textile manufacturers who deal with customers and market segments in which awareness of envi-ronmental, social and animal-rights issues has grown greatly in recent years.Thanks to such new ways of thinking, the idea that sustainable clothing is of low aesthetic qual-ity and that on the contrary fashion and luxury ‘inevitably’ require a high level of impact on the environment is totally surpassed. Sustainable fashion, until the last decade confined to the eth-ical craft sector and to some niche production of a few brands, now has become the challenge for great brands in fashion and global luxury, as well as for the smaller trendier brands.
How doEs inkjEt printing bEcomE an ally of EcodEsign?
Inkjet printing is at once an excellent instrument for enhancing creativity, an accelerator of ide-as and projects and an ecologically sustainable
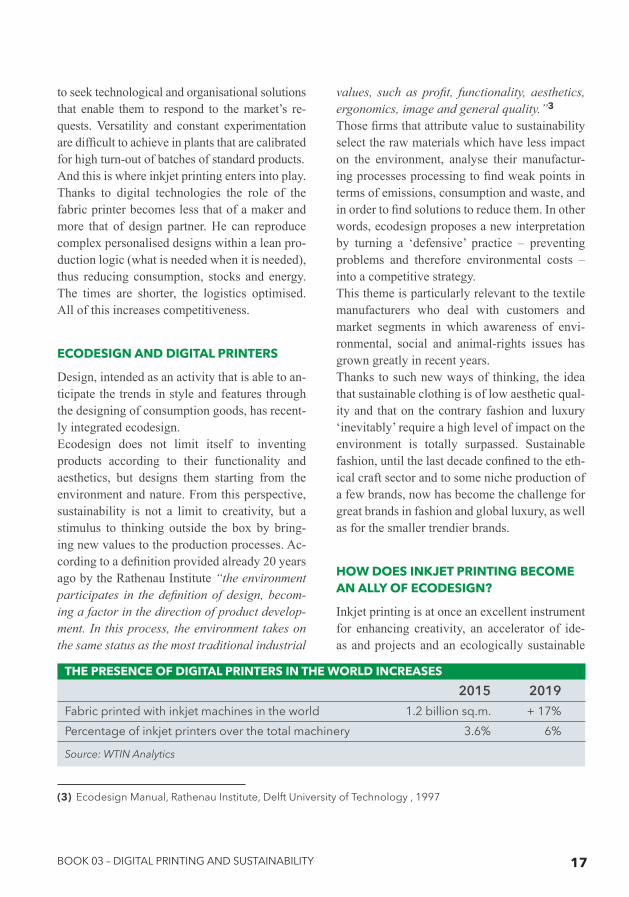
tHE prEsEncE of digital printErs in tHE world incrEasEs
2015 2019Fabric printed with inkjet machines in the world 1.2 billion sq.m. + 17%
Percentage of inkjet printers over the total machinery 3.6% 6%
Source: WTIN Analytics
(3) Ecodesign Manual, Rathenau Institute, Delft University of Technology , 1997
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 17 17/11/17 10:56

18 Beyond the Silk Road – the textile industry in the digital Printing era
technology that reduces the times and environ-mental costs of those tests and simulations that any creative must perform before defining a pro-posal that is suitable for industrial processes.The materials used (fabric, dyes, auxiliaries) are quantitatively inferior compared to those used by traditional methods for printing samples and swatches, while efficiency, speed and versatili-ty are increased. All this serves to reduce scraps and wastes.Furthermore, since this is a digital technology, procedures such as filing notes, sketches and sam-ples are simplified; the handling of materials and management of spaces are optimised since large warehouses are no longer necessary. This too has positive effects on the environment: less packag-ing, fewer physical movements of incoming and outgoing products, less energy employed.Inkjet printing has in fact anticipated the basic principles of the digital factory (4.0) thanks to the connection between CAD and printing, a condition that frees the designer to concentrate more on the ideational aspects of his work. After all this tech-nology was born specifically as a support to crea-tive figures during the sample-making stage.
morE susTainablE prinTing procEssEs wiTH DigiTal TEcHnology
The first element to stand out when looking at a digital printer is the considerable advantage giv-en by the possibility of producing what is needed in the necessary quantities and with the required variables, without wastes or batches lying in warehouses as they wait for a buyer.Savings in terms of printing time is certainly a significant variable. If the process of preparing printing cylinders and plates may take up to 2 weeks, the time necessary for inkjet printing is cut
down to a few hours. Also the times for resetting the machine to change the fabric or the design is much shorter. The speed of the printing process itself can reach high levels of productivity.
The second advantage is the space saved. A machine using printing plates can be up to 40 meters in length, while a digital printer takes up an average of 40/50 sq. m.; it can be installed in a much smaller space and since the plant’s layout determines its energetic costs, to obtain the best re-sult while reducing the areas used makes the entire production more ecologically and economically sustainable. Even cleansing of the printer’s belt in a digital machine (today about 4 meters in size) compared to that of a rotary or flat printer requires smaller volumes of water and energy. Claims con-cerning energy saving are especially convincing: inkjet printers allow a saving of 40 to 75% com-pared to traditional printing, depending on the type of equipment and on the design’s complexity.4 These characteristics make digital technology in-teresting also for start-up companies intending to engage with this kind of production without count-ing on large spaces or great capital investment. In order to fully evaluate digital printing’s efficiency in the productive process it is necessary to trace back to the main manufacturing stages and compare them to the processes adopted by inkjet printing.
fabric prEparaTion
Whatever technology is adopted, digital or con-ventional, this preliminary phase is important to ensure a good outcome of the printing process, that is to ensure a perfect fixing of colour on the fibres and an optimal uniformity to the design. Depending on the type of fabric, several pre-paratory procedures may be performed, such as
(4) Source: Water and electricity consumptions in textile printing. A comparison between conventional and ink-jet technologies. The final results. Como Textile Cluster Monitor LIUC University, Italy, 2008.
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 18 15/11/17 11:06

19Book 03 – digital printing and SUStainaBilitY
singeing, size-breaking, mercerization, bleach-ing, dimensional stability or thermosetting.Most important is especially the choice of chem-ical substances used to favour the processes of dye transferral and fixing on the fibre. In the case of traditional printing these are included in the printing paste, but this procedure is not possible in digital printing as the fixing agents might be incompatible with the dyes and with the metallic structure of the printheads. Thickeners and auxil-iaries are therefore applied to textiles by impreg-nation and, as occurs in traditional printing, these must be removed at the end of the process. This preparation generally involves constant quantities of urea according to the fabric’s characteristics, while in traditional printing the amount of urea varies according to the area covered by the design as well as with the textile’s characteristics.
THE ‘urEa’ quEsTion:as yET an opEn problEm
Urea is a chemical substance used to favour fixing dyes (reactive but also acid, not in the case of dispersed inks) onto the fibres. In the phase of steam fixing of the inks, urea allows the absorption of moistness, thus contributing to fixing the colour to the fabric. In traditional printing urea is mixed into the printing paste while in digital printing it is used in the preparation of the fabric, often in greater quantities than actually required for the actual design to be printed. At the end of the printing process urea may be present in the water used for washing the product, with such levels of nitrogen contamination as to require purification processes. The use of urea in printing processes (digital and traditional) represents an ecological problem. Although alternative solutions are being tested (for example atmospheric plasma treatments) its replacement with less polluting substances seems still far to come. Printing companies are therefore recommended to use only the strictly necessary quantity. Research is also been conducted on systems for reducing pollutants in refuse through the use of biomasses and techniques for separating urea and retrieve it for use in subsequent production processes.
comparison wiTH TraDiTional prinTing
Traditional printing involves a series of pre-paratory phases that vary according to the type of process and of the machinery used: from the making of the tumbler for serigraphy in the case of flat-bed printing, to the engraving of cylin-ders or the photo engraving of plates for cylin-der printing. Preparing the printers, according to the support used, may require the use of critical chemical substances such as chromic acid and nitric acid or, in the case of the engraving of cyl-inders, of galvanic treatments.A further important preparatory phase is the preparation of the printing paste, made up of the dye and the auxiliaries which allow it to be fixed onto the fabric and ensure a regular reproduc-tion of the pattern. This procedure is performed in the colour kitchens, environments equipped for the dosage, according to the dye recipe, of the right quantities of inks, chemical products and thickeners necessary for printing. At the end of each process the containers and instruments used must be washed before reusing.In inkjet printing these phases have become unnecessary as the design to be printed is elab-orated by the computer with a software which converts it into electronic impulses that are sent to the printheads. The precise distribution of ink through extremely small colouring dots al-lows for the delineation of the printed area thus avoiding dye dispersion and waste, and the con-sequent removal operations.Thanks to piezoelectric printheads the feeding flow if ink is managed with greater precision and the droplets’ size, whose diameter is smaller than that of a hair, allows the production of high quality images without waste. Most of the inkjet systems draw their ink from containers that must be washed before reusing or disposal, while sys-tems such as Monna Lisa’s employ ready-to-use ink cartridges that are removed when empty and disposed of as they are. In some plants the heat-
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 19 15/11/17 11:06
20 Beyond the Silk Road – the textile industry in the digital Printing era
ing of the printheads during the emission of ink may require chilling systems to reduce the tem-perature.At the end of the printing process the fabric must be dried, vaporised and washed.The second issue of the series ‘Beyond the silk road’ was devoted to technologies for drying textiles, emphasising the importance of this pas-sage in determining the correct performance of the whole process. As the volume of treated tex-tiles and the speed of inkjet printing increased, one reads, also the new digital technologies have had to be equipped with more advanced drying systems, involving hot air systems (from 50 to 150 degrees according to the textile’s fibre composition) and in some cases providing both solutions, thus consenting the operator to adopt the most suitable type depending on the type of fabric to be printed. Steaming serves the function of fixing the dyes
onto the fibres thanks to the joint action of chem-ical thickeners and auxiliaries, activated by tem-perature and steam.Finally, washing serves to remove the excess chemical compounds and dyes in order to op-timise the product’s performance. The tempera-tures used in the different stages of the washing process vary according to the fibrous nature of the fabric and of the colouring agents used. Re-fuse water – in particular those used in the first soaks- contain organic compounds, nitrogen and dyes. There are no significant differences in this phase of post-printing between traditional and inkjet processes.
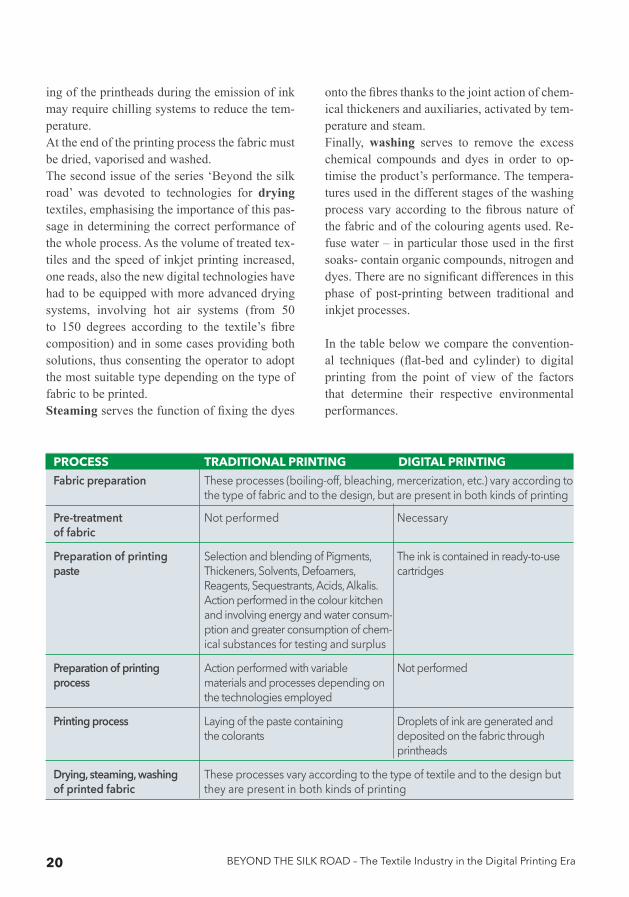
In the table below we compare the convention-al techniques (flat-bed and cylinder) to digital printing from the point of view of the factors that determine their respective environmental performances.
procEss TraDiTional prinTing DigiTal prinTing
Fabric preparation These processes (boiling-off, bleaching, mercerization, etc.) vary according to the type of fabric and to the design, but are present in both kinds of printing
Pre-treatment Not performed Necessaryof fabric
Preparation of printing Selection and blending of Pigments, The ink is contained in ready-to-usepaste Thickeners, Solvents, Defoamers, cartridges Reagents, Sequestrants, Acids, Alkalis. Action performed in the colour kitchen and involving energy and water consum- ption and greater consumption of chem- ical substances for testing and surplus
Preparation of printing Action performed with variable Not performedprocess materials and processes depending on the technologies employed
Printing process Laying of the paste containing Droplets of ink are generated and the colorants deposited on the fabric through printheads
Drying, steaming, washing These processes vary according to the type of textile and to the design butof printed fabric they are present in both kinds of printing
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 20 15/11/17 11:06
21Book 03 – digital printing and SUStainaBilitY
In synthesis we may conclude that by using dig-ital printing technology: • preparation of the printing machines is no
longer necessary thanks to the interaction be-tween computer and printer5, with the con-sequent reduction of the process’ economic and environmental costs;
• as the printing paste no longer needs to be prepared, the actions performed in the colour kitchen are avoided, as are the operations of washing the containers and equipment used in making and distribution of colour as the ink is already prepared in cartridges, conse-quently water consumption is also avoided;
• by producing only the requested lots the waste of materials is reduced;
• colourants, thickeners and auxiliaries are limited to the actual printed area, thus avoid-ing waste and reducing the emission of chemical substances in the environment.
Thanks to the methodology of Life Cycle Assess-ment it is possible to measure the environmental impact of a process by using synthetic values that give its ‘weight’ in terms of the produced CO2eq.6 This is what researchers of the Finnish VTT7 cen-tre did; they compared in terms of LCA the pro-duction of a batch of 750m of cotton printed in 5 colours using conventional and inkjet printing. The results of the study demonstrate that the use of digital machines allows a reduction of CO2 eq from 648 kg to 390 kg, with a saving of 258 kg. Also the saving of water is an important aspect: the Water Availability Footprint of the considered sample, when printed with inkjet technology, is
quantified in 196 litres/750m2 vs. the 257 litres used in screen printing.The researchers have underlined that such re-sult is aided by the optimisation of the process and by the foregoing of actions resulting in high water consumption, such as washing the screens and cylinders as well as of the drums used in the colour kitchen, and therefore of the consequent emission of pollutants in the waste water.
an imporTanT synErgy bETwEEn cHEmisTry anD mEcHaTronics
Digital printing owes its efficacy to the perfect synchrony between the chemical component of inks (based on colorants – reagents, acids, dis-persed – or pigments) and the system of emission (printheads) that must deposit the exact quantity of dye on the textile at the fastest speed possible.In other words, chemistry and electronics work together to exploit as best as possible the laws of physics. The inks vary according to the fibres:
TraDiTional anD DigiTal prinTing comparED
Extremely positive results on the environmental impact of Inkjet as compared to traditional printing ate also cited in a recent study by Provost Ink Jet Consulting Ltd (Heimtextil 2016).
• Emissions in water – 60%
• Water consumption – 69%
• Energy saving, up to 80%
• Reduction of the Carbon Footprint 40%
(5) From this point of view we might say that digital printing has anticipated that which in the language of digital technology is called the internet of things, which relies on the exchange of information between machines without human intervention.
(6) Carbon Dioxide is used as a parameter to evaluate a number of polluting gasses that may be reconduced to the lifecycle of the product under consideration.
(7) The research study was conducted in 2014 by Marjukka Kujanpää, Minna Nors & Elina Saarivuori VTT Technical Research Centre of Finland http://www.vtt.fi/inf/julkaisut/muut/2014/VTT-CR-04462-14.pdf.
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 21 15/11/17 11:06

22 Beyond the Silk Road – the textile industry in the digital Printing era
acids for silk, woollen, polyamide; regents for celluloid fibres; dispersed for textiles in poly-ester, while pigments may be used on all types of material. Like all chemical compounds used in textile processes, also the colorants and pig-ments destined to inkjet printing must comply with the current legislation and rules like the European Reach, and are subject to specific cer-tifications and protocols.Inks are made up of colouring solutions blended with moistening agents (Glycol or Glycerine), solvents to ensure its solubility, auxiliaries that guarantee fluidity and a correct passage through the print head. In fact each drop of colouring substance must have the correct consistency, it must not break up into satellite droplets that would ruin the quality of the printed product, it must penetrate correctly in the fibres. The chem-ical and physical behaviour of the ink during the formation of the drop and its passage through the printer nozzles is the object of research by chem-ical and mechatronic industry as they aim to as-sure printers with finished textiles of impeccable quality. Another theme for research concerns the constant cooling conditions in which printheads function. The kinds that are able to work without overheating make outside chilling interventions superfluous, thus saving time and energy.
an inTEgraTED approacH To susTainabiliTy
Inkjet printing machines, thanks to their ver-satility, have placed printing at the heart of the fashion dynamics, and have shown themselves to be ecofriendly due to their ability to make the production more efficient and to reduce wastes and consumption. As we have seen, several factors concur to defin-ing it as a sustainable process:• the chemical products for inkjet printing
(inks, thickeners, detergents, auxiliaries) are used in smaller amounts than are required
for traditional printing, with the advantage of limiting consumption but also emissions in water and in the atmosphere. The compo-sition of the chemical compounds for pro-cessing is subject to current laws and to the protocols devised by the various certification systems, as well as to the specific Manufac-turing Restricted Substances List (MSRL) developed by customers.
The distribution of inks on the fabric occurs in a rigidly predetermined way depending of the criteria of drop formation, thus avoiding waste. An area for improvement, instead, is represented by the processes of fabric prepa-ration and by the use of urea, a theme that – because of the pollution effects on waste water – is the focus of attention for the pro-ducers of chemicals and for those in charge of water purification;
• the strong electronic component in this tech-nology, the link between software and pro-duction machines give inkjet printing pro-
inks anDpigmEnTs
Today pigments represent over half of the colorants used in traditional printing, especially for the low/medium quality segment of production. At the base of this success are also some technical advantages: steaming and washing are not necessary at the end of the process, thus saving water and energy. In inkjet printing the use of pigment inks is, to date, much less common. The reason is the high cost. The cost limitations in the adoption of pigments in inkjet printing are bound to disappear, however: this technology’s diffusion will reduce its operational costs and, above all, starting new production plants by investing on inkjet printing with pigments does not require the purchase of machinery for steaming and washing, thus reducing the costs compared to new dye-based plants.
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 22 15/11/17 11:06

23Book 03 – digital printing and SUStainaBilitY
cesses the advantages of speeding up and optimising the resourced of digital manufac-turing;
• effects on logistics: targeted productions and organisational flexibility reduce the environ-mental and economic weight of storage, the processes of internal handling of products and semi-finished products, thus rationalis-ing the times of delivery of the finished prod-uct according to the customer’s requests;
• the printer’s compactness, with its drastical-ly reduced volumes, compared to traditional printing and the elimination of preparatory phases for printing are at the basis of signifi-cant energetic and water savings.
That which today appears to be a lucky connec-tion between different technical approaches, re-ally originated in a specific cultural context in
the absence of which, perhaps, the technology we are speaking about here would have had less effective developments.In fact inkjet printing avails itself of a practice of technical and scientific cooperation which is well consolidated in certain territorial industrial contexts, in our case in the Como district, spe-cialised for centuries in the production of the fin-est silk, and that in the last 20 years has turned into an industrial laboratory of acknowledged international relevance. The presence on the same territory of produc-ers and users of the technologies has allowed and still allows today the acceleration and en-hancement of those processes of sharing and learning that are functional to the development of innovation, and to extend attention also to problems that go beyond the company but are environmentally important, as is in the case of the management of pollutants in the processes depuration of refuse water.
015-023-TSC_Quaderno_003_EN-cap_2-1.indd 23 15/11/17 11:06
24 Beyond the Silk Road – the textile industry in the digital Printing era
3.
Future trends in digital printing
3.1 Efficiency, chimical safety, innovation
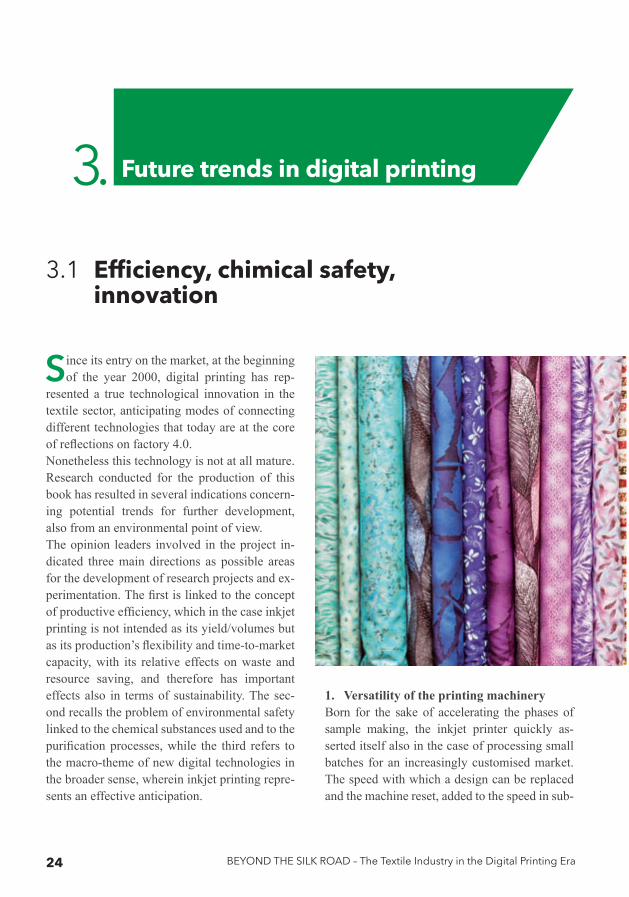
Since its entry on the market, at the beginning of the year 2000, digital printing has rep-
resented a true technological innovation in the textile sector, anticipating modes of connecting different technologies that today are at the core of reflections on factory 4.0. Nonetheless this technology is not at all mature. Research conducted for the production of this book has resulted in several indications concern-ing potential trends for further development, also from an environmental point of view.The opinion leaders involved in the project in-dicated three main directions as possible areas for the development of research projects and ex-perimentation. The first is linked to the concept of productive efficiency, which in the case inkjet printing is not intended as its yield/volumes but as its production’s flexibility and time-to-market capacity, with its relative effects on waste and resource saving, and therefore has important effects also in terms of sustainability. The sec-ond recalls the problem of environmental safety linked to the chemical substances used and to the purification processes, while the third refers to the macro-theme of new digital technologies in the broader sense, wherein inkjet printing repre-sents an effective anticipation.
1. Versatility of the printing machinery Born for the sake of accelerating the phases of sample making, the inkjet printer quickly as-serted itself also in the case of processing small batches for an increasingly customised market. The speed with which a design can be replaced and the machine reset, added to the speed in sub-
024-026-TSC_Quaderno_003_EN-cap_3-1.indd 24 15/11/17 09:48

25Book 03 – digital PRinting and SUStainaBility
stituting the inks in the printer, all proved to be strongly competitive factors for digital printing as compared to traditional printing. More recent-ly there has been a growing trend for using inkjet printers also for the production of more quanti-tatively relevant batches of fabric, in which the productive yield of digital printing must meet the standards of traditional printing. An impor-tant factor in this process is that of enhancing the print heads’ efficiency and – extending this reflection to the ‘company’ system as a whole – that of optimising storage organised along the logics of logistic automation and of the trace-ability of the batches in process (for example through Rfid or NFC systems). A greater pro-ductive efficiency would consent the extension of printing processes to new types of products, increasing the environmental advantages intro-duced by digital technology to market sectors that are not as yet interested by the new tech-nologies.
2. Reduction of the environmental impact of the chemical substances used in the print-ing process
The theme of chemical safety of textile process-es has been for some years at the centre of atten-tion of those working in the sector, of producers of colorants and auxiliaries and of analytical lab-oratories. In this context inkjet printing carries with it positive environmental credentials, as has been show in the previous chapters, owing mainly to the system for applying inks on the fabric through print heads. A procedure which – by avoiding wastes and excess materials – re-duces consumption and the presence of pollut-ants in the waste waters. To such reduction of chemical substances utilised is combined the effort made by the chemical industries to bring their products up to the standards set by the most advanced environmental protocols, be they con-nected to certification systems or to the MRSL set by their customers. Thus the observed trend
for innovation is expressed by the proliferation of research on chemical compounds whose char-acteristics comply to the limit established by current legislation (for example the European Reach regulations) in order to warrant a higher degree of safety.
Three subjects in particular emerge as important in the debate on the chemical component of dig-ital printing: • The reduction of urea in digital printing
processes, which as has been previously de-scribed, in inkjet printing is not integrated in the printing paste but applied directly to the fabric in the preparatory phase, causing a pos-sible increase of pollutants in the waste waters discharged by post-printing processes.
It is important to signal that the use of urea in digital printing is prevalently linked to printing with reactive agents on cellulose fibres (cotton, viscose or linen) and, to a lesser degree, to us-ing acids for printing on silks with a different impact on the environment. A great many re-search projects are underway for applications improving this phase of the process. Devising substances or processes to be used as alterna-tive to urea is a driving force for innovation that would be able to significantly increase the level of sustainability of digital printing.
• Tightly connected to the theme of urea are the procedures for purifying waste waters from inkjet printing, characterised by a high concentration of nitrogen. Trials on biologi-cal depuration systems, capable of neutralis-ing contaminating substances and of trans-forming ammoniacal nitrogen into gaseous nitrogen, which is harmless for the environ-ment, will become increasingly relevant.
• An increase in the use of pigments in digital printing is expected. Although they represent a minimal share today, pigments are destined to being used more and more, not just be-cause of growing use of inkjet printing also
024-026-TSC_Quaderno_003_EN-cap_3-1.indd 25 15/11/17 09:48

26 Beyond the Silk Road – the textile industry in the digital Printing era
for those productions that do not require high quality, but especially for the economic and environmental advantages which they entail. Indeed, fabrics printed with pigments do not need to be washed and vaporised at the end of the process, thus resulting in saving wa-ter, energy and emissions. This process (the absence of vaporising and washing), which in any case is the same as that applied to traditional printing, allows to further reduce the threshold for accessing the textile print-ing sector, thus allowing a company to start and/or extend their printing activities with-out making significant technological invest-ments, thus reducing the capitals necessary for launching a start up.
3. Digital Printing and Augmented Reality While the system connecting the designing/man-agement computer and the printing machines is well consolidated, the new digital technologies may yet enhance other technological functions. We are referring, for example, to the adoption of systems of augmented reality in the production systems. With this term we intend a technolo-
gy that allows the fusion of digital information elaborated by computers with – for example visual – information from the real world in real time, through the use of relevant computer in-terfaces. In a productive system that is highly focussed on the optimisation of times and re-sources, the ability to monitor and intervene on materials and processes from a distance assumes an important role. A particularly telling exam-ple, is the possibility of monitoring the correct implementation of the productive process, trans-ferring data and operate to reset, effect mainte-nance and repairs on the machine from remote posts, away from the factory. The time advan-tage is added to the environmental advantage resulting from the consumption and emissions avoided thanks to remote interventions that do not require the physical movement of the oper-ators. Human intervention on printing processes can also be further simplified thanks to wearable digital systems that may consent the operators to access production data and intervene in the processes from any post, increasing the degree of productive efficiency and preventing critical situations in the process.
024-026-TSC_Quaderno_003_EN-cap_3-1.indd 26 15/11/17 09:48

27Book 03 – digital printing and SUStainaBilitY
4.
Key players’ opinions
4.1 The perimeter of innovation
our experTGianluca Brenna (Chairman) Stamperia di Lipo-mo spa – Lipomo (Co), company founded in 1960 for textile dyeing printing and finishing.
Luigi Corti (Consultant) He has acquired a deep knowledge in the sector of high quality printing in his capacity as technical manager of Stampe-ria Achille Pinto srl (Casnate - Como).
Dario Garnero (Chairman) – Michela Garnero (Manager Inkjet Department) – Stamperia Serica Italiana spa, Villa Guardia (CO). The company was founded in 1990 and since 2010 it has adopted dig-ital printing. It works for the main fashion brands.
Riccardo Robustelli (Director) F.lli Robustelli srl (Villa Guardia – Co), producers of machin-ery for textile manufacturing since 1952, today a leader in the production of digital printers and 100% owned by Epson Group.
Pietro Roncoroni – Chairman at For.Tex srl 100% owned by Epson Group, and of the Advisory Board of the Textile Solution Center.
Meeeting coordinated by: Aurora Magni,Marco Ricchetti (Blumine)
T he participants to the roundtable are en-trepreneurs and members of the Advisory
Board of the Textile Solution Center, a group of experts created around the Fino Mornasco center to promote digital printing on textiles. They all operate in the Como district where inkjet print-ing already took its first steps almost 20 years ago and has become established to the point of being an indispensible technology, accounting for over 60% of textile printing. It is here that the industrial history of digital textile printing is be-ing made, and here, before anywhere else, many of the problems brought by this new technology have come to the fore. Listening to the voices of these entrepreneurs means to know their his-tory and the work, which they perform daily in their company, both elements which may give us essential information for the description of the perimeter of sustainable innovations in which digital printing is situated. A perimeter that is delineated by market dynamics, by the – increas-ingly global – scenes in which the companies operate, but also by the strategies that they have adopted throughout the years in order to keep alive and enhance their reputation as companies that are able to provide luxury brands with the most beautiful fabrics of the highest quality.
027-032-TSC_Quaderno_003_EN-cap_4-1.indd 27 15/11/17 09:48

Panel Discussion
28 Beyond the Silk Road – the textile industry in the digital Printing era
Let us begin from a consideration: invest-ments in digital technology has allowed printers to become more efficient in responding to the demands of the mar-ket. But, besides the advantages that may be summarised as greater flexibility and speed in production, do customers also appreciate the ecological results obtained?
Dario GarneroThe printing plants of the Como district mainly work for the highest luxury brand sector and, in more recent times, also fast-fashion brands have arrived. Working for demanding clients who are strongly oriented towards aesthetic innovation in the product also means guaranteeing workmanship of excellent quality and, especially, a fast delivery time. In recent years the district’s printing com-panies, like many other companies ‘upstream’ in the fashion industry production chain, have been asking themselves about how to reduce their envi-ronmental footprint. They do so, for example, by investing in photovoltaic power systems and in technologies that allow savings in water and ener-gy and the reduction of emissions. Digital printers are part of this strategy because, as well as accel-erating production, they allow saving energy and consumption and to avoid excesses in production. To be sustainable is, together with being efficient and flexible, a fundamental prerequisite for being in the fashion market today. However the sustaina-bility approach is not always the desired one. Inkjet printing is immediately appreciated for its twofold advantage of speeding up production and obtaining the, even tiny, batches required with the expected features of quality; the environmental advantages of digital technology and the printer’s commitment to mitigating the impacts on the environment of print-ing activities are not so immediately appreciated. Things change in the transition between developing the collection to its industrial production. It is at this point that customers take action through specifi-cations and controls on the fabrics, with company
auditing to verify the conformity to the required parameters of the batches in production on the one hand, and the printers’ policies in terms of environ-mental prevention and work safety on the other.It is also worrying to find that during commer-cial negotiations the company’s actions to en-sure a more ecological printing process are not recognised in economic terms.
pieTro roncoroniWe must not forget that we are working with-in a legislative system that is very attentive on the productive processes’ effects on the environ-ment, suffice it to think of the European Reach regulations concerning the chemical substances and compounds that may be used in the process-es. In recent years, however, a new and important phenomenon has come about: the printing plants themselves have given themselves even more restrictive objectives in terms, for example, of emissions, compared to those that are provided for by law. We can say that it is very often some of the more farsighted companies in textile fin-ishing who push on the accelerator of sustain-ability; they surpass the legal requirements by anticipating even the customers’ requests.
In other words the printing companies set themselves objectives and strategies that are not merely an answer to the market’s demands but they try to move beyond them, what are the reasons urging them in this direction?
Gianluca BrennaAn on-going cultural transformation is engaging the entire production system. The paradigm based on productivity, on which the fashion system has been predicated for decades, is no longer credi-ble. The idea that a new machine is sufficient for becoming more productive belongs to a way of doing business that is obsolete now. A crisis of the western production model, an almost twen-
027-032-TSC_Quaderno_003_EN-cap_4-1.indd 28 15/11/17 09:48

key players’ opinions
29Book 03 – digital printing and SUStainaBilitY
ty-year comparison with the global competitors, a decrease in consumption, have set new param-eters upon which to distinguish the companies that have a future from those that are destined to failure. And these parameters are ecological ones. The companies that have a future are those that are already committed today to leaving a small-er footprint on the environment. The others are not sustainable, ecologically or economically. We have great trust in this. It is a persuasion that urges us to choose the least polluting technolo-gies, that save water and energy, and to invest
in energy from renewable sources. This is not a new approach: saving on resources has always been in the DNA of those who ‘do business’ by thinking of the future.It is therefore necessary to consider that sustaina-bility is a global economic theme, not reducible to a chemical specification. It is about resource man-agement, the relationship of society as a whole, economic sustainability. Our way of being a busi-ness refers on a daily basis to this philosophy that goes beyond the bureaucratic approaches and the lists of chemical substances. To inflect the theme of
The players of The panel Discussion
Gianluca Brenna Chairman of Stamperia di Lipomo
luiGi corTiConsultant, Past Director of Production at Stamperia Achille Pinto
Dario GarneroChairman at Stamperia Serica Italiana
Michela GarneroManager Inkjet Department at Stamperia Serica Italiana
riccarDo roBusTelliDirector at F.lli Robustelli and member of Advisory Board Textile Solution Center
pieTro roncoroniChairman at For.Texand of Advisory Board of the Textile Solution Center
027-032-TSC_Quaderno_003_EN-cap_4-1.indd 29 15/11/17 09:48

Panel Discussion
30 Beyond the Silk Road – the textile industry in the digital Printing era
sustainability in the printing processes also means to ask questions such as: what is the environmental weight of a storage or of peaks in production flows to respond to multiple orders? But most of all: how much do working conditions in which these pro-cesses occur, the degree of safety, of social equity, the growth in employees’ expertise account for? If all these factors have a value for the upstream production chain represented by, often small, sub-contractors, we may well understand how much it may be worth to global brands that are constantly under the spotlight of public opinion. I believe that today those operating in the sector of textile finish-ing processes and of printing in particular have a more proactive attitude. Those among us entrepre-neurs who believe in sustainability have surpassed the bureaucratic and merely façade vision to field a more integral approach, based on seeking more innovative solutions that are able to improve both the processes and our productive offer. This change however does not only concern the management of technologies, but affects the new organisation models, the capacity for dialogue with multiple subjects within and without the company who con-tribute to creating value and to characterising the production chain also in terms of sustainability.
Of course the culture of sustainability cannot be improvised. How important is it for a company to be able to combine technological investments with control practices, analysis of critical points, and the valorisation of even the smallest daily behaviours aimed at downsizing consump-tion and waste?
luiGi corTiIt is very important, and my experience confirms this. I have worked for years in the Stamperia Achille Pinto, a vertically structured company working in Como’s district, and I had the oppor-tunity to be constantly in relationship with cus-tomers, but especially to develop company actions
that were able to anticipate the logics of water and energy saving necessary to ensure the ecologi-cal and economic sustainability of the company. Choices that the company made well before when sustainability became an important subject in the fashion world, and which allowed us to be ready to meet the customers’ requests. In my experience in Pinto, the visits and audits by suppliers were fre-quent and they often served the function of stimu-lating further improvements. Certainly the compa-ny’s fundamental ecological culture has favoured us in meeting requests that were made and to take these on as an opportunity to seek out ever more advanced solutions on the sides of protecting the environment and of product security.In this context the introduction of inkjet machines is a concrete step forward in the production of prints with a smaller environmental impact.There is an element of truth in identifying digital printing as more ecological, and this is essential-ly true for small batches, as well as for sample books. Compared to traditional printing, and I a referring here to cylinder printing which is the most common today, we must consider that these plants, once they are running at full regime, are not particularly high energy consumers if the aim is to work on large volumes. The situation is rad-ically different if those plants are used to produce a few metres of fabric only. Energy consumption concerns mainly the post-printing phases, drying in particular since the costs of heating the system are out of proportion if considered in relation to the amounts of fabric treated. The same is true for the consumption of colorants. Printing small batches on standard machines means to allocate a mere 20% of the colorant to the fabric, while the remaining 80% remains in the circuit, in the pumps, in the tubes and in the cylinder. This is a serious waste because the printing paste is a pre-cious material that cannot be reused. Indeed all attempts at reusing it have failed. The high quali-ty printing required by our clients does not allow messing around with pastes prepared for different
027-032-TSC_Quaderno_003_EN-cap_4-1.indd 30 15/11/17 09:48
key players’ opinions
31Book 03 – digital printing and SUStainaBilitY
projects, and it is therefore preferable to wash the machines and start from scratch, with the conse-quent emissions and consumptions. A risk which does not occur with digital printing, that is there-fore confirmed as being much more effective.
The experience of the Como district is intere-sting as it captures an image of an industrial reality in which printers, textile machinery and chemical companies all confront each other on shared problems. Can a territorial unit really stimulate innovation and the solu-tion to environmental problems?
riccarDo roBusTelliF.lli Robustelli has been a pioneer company in the adoption of digital technologies when traditional printing was still held to be adequate for satisfying the market requirements. The fact of existing in a silk production district has certainly characterised the research aims that we set ourselves over the years. Our machines were developed also thanks to our clients and they were tested for their concrete needs. Currently the presence of inkjet printers in the Como area is over 60% of the total of active printing equipment. Being ahead of time is not simple, but it consents the field testing of technical solutions to im-prove them. From the very beginning of our adven-ture as textile machinery producers, the companies in the district have lent themselves to becoming an ex-ceptional laboratory for testing the effectiveness, also environmental, of a technology devised for its pro-ductive flexibility. This may lead to thinking that the destination of digital printing is limited to high range production, characterised by small volumes and high quality, but this is not the case. In fact it is interesting to highlight the positive trend of inkjet printing’s pen-etration also in different contexts from those linked to niche production of the high end, like fast-fashion or products for the home and furniture. Among the several innovation introduced I wish to call attention to the environmental advantages brought by the use of pigments in the printing phase, as these allow to
eliminate post-printing treatments and thus lower the economic but also, and especially, the environmental costs of the processes. Being among the first to de-velop a machine that is able to print using pigments, already in 2004, has opened up an interesting horizon for research. The design experience acquired through Monna Lisa therefore allows us to say that digital technology is a powerful instrument to adapt printing to the new business models.
Dario Garnero An ecological problem that is well known in the Como district given the high concentration of printing companies is represented by the process-ing waste waters, especially urea, and by their depuration. Disposal fees in treatment plants is determined by the concentration of pollutants and this prompts the enterprises to dilute their refuse in order to fit into the lower fee bracket. Of course this is an irrational practice from the environmen-tal point of view as it increases consumption and waste of water. At the moment there are no chem-ical alternatives to urea, but there are many on-go-ing studies and research projects: what we can do today, however, is to seek ways to reduce nitrogen in the waste water, an objective shared by several companies in the Como district that are working on it with the support of universities. I have mentioned the situation in our district and the on-going re-search carried out here but I believe that this prob-lem affects all the areas in the world where there is a concentration of textile printing, and that the results obtained here will be an advantage to all.
Inkjet printing in many ways anticipated and field-tested the potentials of digital or 4.0 factories that are much talked about today. In dialogue with the users one has the impression that in the Italian setting there is a two-speed textile industry: one which is already capable of relating to a more advan-ced degree of automation and computeri-sation of its processes, and therefore more
027-032-TSC_Quaderno_003_EN-cap_4-1.indd 31 15/11/17 09:48

Panel Discussion
32 Beyond the Silk Road – the textile industry in the digital Printing era
strongly interested in, for example, availing itself of remote control and maintenance systems, and a more backward one, which is reluctant to abandon approaches linked to an artisanal culture of production.
Michela GarneroThe diffusion of digital technologies is already a given fact at the global level, of course this is so also in our Como district, and it is a situation from which there is no going back. After all our professional and social life is pervaded by the new technologies, which have become indispensible. Making a high quality printed fabric, however, cannot be wholly delegated to a computer and to a machine, no matter how advanced; it requires a knowledge of the materials and a sensibility that are developed by operators especially by working with less automated approaches such as those of traditional printing. What concerns me is that in training the new generations of printers it is mainly the learning of digital functions that are privileged, loosing sight of the material knowledge about the textiles, colorants and auxiliaries or the reactions that occur during the printing processes, in the preparatory phases as well as during the finishing processes. Such loss of knowledge does not only involve the young designers, but also us young en-trepreneurs, who are at risk of giving up this expe-riential component linked, for example, to the tac-tile effects of a material. Since it is an activity with a strong element of creativity, textile printing must preserve also the more manual aspects of its tradi-tion in order to make the best use of inkjet’s poten-tials. This consideration is born of the experience of Como but I believe that it can be transferred to any context where printing projects and processes are developed. This too is sustainability: that is the capacity to attribute value to a territory’s cultural and social identity through its industrial history. It is needless to say that the education and training system must play a fundamental role by divulging such knowledge and information.
The efficacy of a technology is fully realised in a cultural and organisational context that is able to appreciate its potentials and fully exploit them. In the case of textile printing, beyond the advantages highlighted before in terms of production efficiency and coherence with the market and consumption trends, the-re is the added advantage of sustainable pro-duction. Can textile printing, being a creative industry par excellence, become a laboratory for experimenting new models of technical, cultural and organizational innovation?
Gianluca BrennaAll our considerations refer to an integrated vi-sion of sustainability, in which digital technolo-gy is undoubtedly one of the key elements, but not the only one. The question is: how much impact do the different types of printing, digital and traditional, have in a process of lean econo-my? And, if it is true that the paradigm based on the old productive model on the basis of which once the samples have been made the aim is to produce the maximum quantity of selected sam-ples is no longer sustainable, to what degree is a model based instead on flexibility and versa-tility sustainable? At this point in time the busi-ness models inspired by sustainability are the winners, on the condition that answers are not only sought in technological solutions, but also involve the overall organisational system. At the same time, we must not undervalue the objec-tive problems in the system: we are confronting a new industrial paradigm based on sustainabil-ity with companies that were created 30 years ago and were organised to ensure the maximum industrial output. The question, therefore, is: is this system, regardless of the territorial bound-aries within which it is operating, able to adjust also from the cultural point of view, to the pro-duction logics that are made possible by the cul-ture of digital industry, and thus fully exploit its advantages?
027-032-TSC_Quaderno_003_EN-cap_4-1.indd 32 15/11/17 09:48
33Book 03 – digital printing and SUStainaBilitY
5. Chemistry and sustainabilityin textile printing
5.1 Evolution of the vision of chemical sustainability in textile processes
O ne of the most powerful incentives for the sustainability revolution in fashion of the
last five years has arisen from a new vision con-cerning management of the products’ chemical safety and of the risk of releasing chemical sub-stances that are dangerous for the environment and for health. Awareness of direct dangers has spread widely: textile products are those which come in closest contact with the body and the presence of dangerous chemical substances that may also have been transferred to the fabric during printing pro-cesses, may be harmful to health. On the other hand, more recently an enormous indirect risk has been recognised as possibly deriving from the contami-nation of air and water during textile processes, for example during the processes of dyeing, printing or washing the textiles, or even when the garments are laundered in the consumers’ own homes. Such risks increase when the substances involved have potentially carcinogenic, mutagenic effects or are dangerous for the reproductive cycle and can be transmitted within the food chain and accumulate in the human organism.With few exceptions this problem was traditional-ly managed through two strategies: depuration and managing/minimising the risks.
Depuration of potential pollutants from refuse waters at the end of the process, or the end-of-pipe approach, has a consolidated history. The take-off of the textile districts in Italy during the second half of the last century went hand in hand with the creation of consortiums for communal depuration systems; the paradigmatic example is that of the Prato district, one of the most impor-tant textile production centres in Europe, where in the 1970s the local administration created a vast network of industrial waste water depura-tion capable of serving all the firms operating on its territory. This approach has some limits: the incentive to take action through innovations in the production processes to reduce dangerous substances used is limited to the sole econom-ic advantage given by the reduction of fees for depuration charged to the company; it does not eliminate the risk factors. Indeed the possibility remains that dangerous substances are released in the environment anyway, due to accidents, malfunctioning or incorrect behaviour, and the chances that it may occur increase with the lack of control determined by greater fragmentation and decentralisation of the production processes, as typically happens in the fashion industry.
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 33 17/11/17 11:05

34 Beyond the Silk Road – the textile industry in the digital Printing era
In Europe these limits have led since the mid 1990s1, to choose alternative strategies for manag-ing and minimising risk through direct interven-tions and innovation of the production process-es. The basic principles of this approach are the adoption of the Best Available Techniques (BAT), balancing between environmental benefits and costs for the companies and the emphasis on pol-lution risk prevention rather than on end of pipe cleaning by depuration. From the point of view of norms, this strategy is expressed by restrictions concerning the maximum acceptable threshold for dangerous chemical substances present in the processes and on the products. This strategy gave birth to the European REACH regulation (see box) in 2006. The imposition of restrictions is an incentive to introduce new approaches that capa-ble of mitigating the role of potentially polluting composites (for example through the reduction in the volumes of chemical substances used and the improvement of printing processes and dye reci-pes). Innovation on the front of technologies is of-ten more radical, as in the case of the development of closed-cycle systems that recover and recycle the totality or the greater part of the chemical sub-stances, for example in washing processes using perchloroethylene, or the recovery and re-using of solvents in the Lyocell production cycle.
However this strategy also foresees a second line of action for the most dangerous chemical sub-
stances, those that are carcinogenic, bioaccumu-lative, mutagenic or dangerous for the reproduc-tive system, for which control and restrictions maximum levels are not sufficient and for which the recognition of the principle of precaution2
imposes “the substitution of dangerous by less dangerous substances where suitable alterna-tives are available”. (Commission of the Euro-pean Communities, White Paper. Strategies for a Future Chemicals Policy, 2001).
It is on this last aspect that during the last five years a new vision on managing the risk of releasing dangerous chemical substances was developed, bringing to an acceleration in the transformations of the fashion industry. In this new vision the elimination or risk, through the elimination and replacement of dangerous substances – which in the previous approach was already indicated as an objective but was not well specified and in some way remained as a subordinate objective – has been made operative and situated at the core of the action. This vision affirms itself in the panorama of the global fashion market start-ing from 2011, with Greenpeace’s DETOX my Fashion3 campaign. The revolutionary element of the new vision for fashion industry is there-fore not in the novelty of its principles which was a already a part of the European rule system, but in the priority it attributed to risk elimination and to the replacement of dangerous substances,
(1) See for example: European Commission, Directive 96/61/EC on Integrated Pollution Prevention and Control (IPPC), 1996; European Commission, White paper. Strategies for a future Chemicals Policy. COM(2001) 88 def., 2001; European Parliament, Report on the Commission White Paper on Strategy for a future Chemicals, 2001.
(2) In Europe the importance of the precaution principle and its forms and ways of application in decision making has been defined by the COM Commission (2000).
(3) In July 2011, Greenpeace International has published the Dirty Laundry report which analyses the grave and immediate threats to ecosystems and human health deriving from the leaking of dangerous chemical substances in water by the global fashion production chain, and calls, in the pragmatic and prevocatio-nal style typical of the environmentalist NGO, for urgent action to eliminate the use and release of these substances.
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 34 17/11/17 11:05
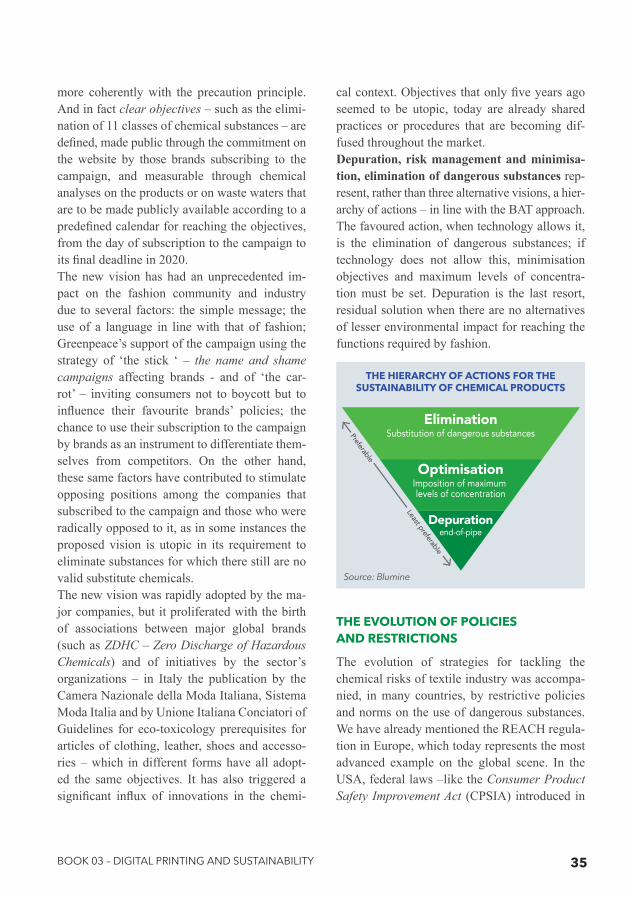
35Book 03 – digital printing and SUStainaBilitY
more coherently with the precaution principle. And in fact clear objectives – such as the elimi-nation of 11 classes of chemical substances – are defined, made public through the commitment on the website by those brands subscribing to the campaign, and measurable through chemical analyses on the products or on waste waters that are to be made publicly available according to a predefined calendar for reaching the objectives, from the day of subscription to the campaign to its final deadline in 2020. The new vision has had an unprecedented im-pact on the fashion community and industry due to several factors: the simple message; the use of a language in line with that of fashion; Greenpeace’s support of the campaign using the strategy of ‘the stick ‘ – the name and shame campaigns affecting brands - and of ‘the car-rot’ – inviting consumers not to boycott but to influence their favourite brands’ policies; the chance to use their subscription to the campaign by brands as an instrument to differentiate them-selves from competitors. On the other hand, these same factors have contributed to stimulate opposing positions among the companies that subscribed to the campaign and those who were radically opposed to it, as in some instances the proposed vision is utopic in its requirement to eliminate substances for which there still are no valid substitute chemicals.The new vision was rapidly adopted by the ma-jor companies, but it proliferated with the birth of associations between major global brands (such as ZDHC – Zero Discharge of Hazardous Chemicals) and of initiatives by the sector’s organizations – in Italy the publication by the Camera Nazionale della Moda Italiana, Sistema Moda Italia and by Unione Italiana Conciatori of Guidelines for eco-toxicology prerequisites for articles of clothing, leather, shoes and accesso-ries – which in different forms have all adopt-ed the same objectives. It has also triggered a significant influx of innovations in the chemi-
cal context. Objectives that only five years ago seemed to be utopic, today are already shared practices or procedures that are becoming dif-fused throughout the market. Depuration, risk management and minimisa-tion, elimination of dangerous substances rep-resent, rather than three alternative visions, a hier-archy of actions – in line with the BAT approach. The favoured action, when technology allows it, is the elimination of dangerous substances; if technology does not allow this, minimisation objectives and maximum levels of concentra-tion must be set. Depuration is the last resort, residual solution when there are no alternatives of lesser environmental impact for reaching the functions required by fashion.
ThE hiErarChy of aCTions for ThE susTainabiliTy of ChEmiCal produCTs
Preferable
Least preferable
EliminationSubstitution of dangerous substances
OptimisationImposition of maximum levels of concentration
Depurationend-of-pipe
Source: Blumine
ThE EvoluTion of poliCiEs and rEsTriCTions
The evolution of strategies for tackling the chemical risks of textile industry was accompa-nied, in many countries, by restrictive policies and norms on the use of dangerous substances. We have already mentioned the REACH regula-tion in Europe, which today represents the most advanced example on the global scene. In the USA, federal laws –like the Consumer Product Safety Improvement Act (CPSIA) introduced in
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 35 17/11/17 11:05

36 Beyond the Silk Road – the textile industry in the digital Printing era
2008 by President Obama and further reinforced in 2011 – and State laws – for example the fa-mous Proposition 65 in California and others in Connecticut, Illinois, Minnesota and Wash-ington State – impose restrictions on the use or presence of dangerous substances on textiles and items of clothing. For many years the situation in Asia has been different, and indeed in many cases the absence of rules in Asian countries has been an incen-tive to transferring production to those coun-tries. The gap between Europe, the USA and Asia however, is rapidly narrowing. Starting in 1972 with the introduction in Japan of law 112, imposing restrictions on azo dyes; in 2005 China has introduced the GB18401 regulation; between 2010 and 2012 South Korea and Tai-wan have introduced other restrictions. It must be underlined that often the regulations imposed by Asian countries concern products that are im-
ported or used on the national territory and do not restrict use in production; this implies that many dangerous chemical substances may be used on exported products resulting in “export-ing risks and dangerous substances”, which turn into pollution of water and air of the destinations countries (mainly Europe and the USA), and causing damages to health in these countries.An even greater impact resulted in recent years from self-regulation policies implemented by the major brands, imposing RSLs (Restricted Substances Lists) on their suppliers, with limits on the presence of dangerous chemical substanc-es, or even MRSL (Manufacturing Restricted Substances Lists), which impose limits on the substances used in the production processes, re-gardless of whether said substances themselves remain on the fabric or are eliminated through washing processes. Front-liner in these initia-tives was, once again, Greenpeace’s DETOX my
ThE rEaCh rEgulaTion and ECha
Attention to the danger of chemical substances and their industrial processes has been boosted in Europe by the enforcement, in 2007, of the European Community’s REACH Regulation for Registration, Evaluation, Authorization and Restrictions of Chemicals (EC Regulation n.1907/2006), which defines
the degree of safety or danger of the substances used. The regulation has the objectives of ensuring a greater level of protection of human health and of the environment, and of improving knowledge of dangers and risks deriving from the use of chemical products. Around 30,000 chemical substances and products are subject to analysis to determine their dangerousness and are included into a database shared by all member States of the European Union; it establishes common management practices or, if necessary, prohibits their use. Producers of colorants, auxiliaries and additives, and their users, must document the use of chemical substances and compounds through technical records ensuring traceability in the processes.
The burden of proof concerning the safety of substances is upon the firms that must identify and manage the risks associated to the substances that they produce and sell, demonstrate to ECHA (European CHemicals Agency) how they manage the risks and inform users of the risk management measures adopted. If such risks are not manageable, authorities have the faculty of imposing various kinds of limitations to the use of substances and, in the long term, the more dangerous substances must be replaced with less dangerous ones. Substances that are defined in the regulations as being “of very high concern” are included in a specific list (Annex XIV to REACH); they may be put on the market, for specific and controlled uses, only after a request is made by the firms and only if authorised by the European Commission. The REACH Regulation is made up of 141 articles and 17 technical annexes.ECHA, with offices in con Helsinki, Finland, performs the role of technical-scientific coordination of all activities provided for by the REACH Regulation and organises the database for collecting and managing the data provided for the registration of substances, also with the objective of guaranteeing the public’s access to information about chemical substances.
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 36 17/11/17 11:05

37Book 03 – digital printing and SUStainaBilitY
fashion campaign as the list of restricted sub-stances is very similar in the RSL or M-RSL of all the major brands, while the main differences concern the existence of admissible quantities of substances or the requirement that they are com-pletely eliminated, the methods of analysis re-quired to prove conformity, and the existence of the clause of non intentional use of substances. In conclusion, the theme of the sustainability of the chemical products used in textile processes and the knowledge of the panorama of restric-tions applied in the norms of different countries or the RSL or M-RSL imposed by the brands have become, for all companies that carry out printing activities on textiles, a crucial factor in knowing the market, and conforming to the re-strictive standards has become a necessary and critical factor for their competitiveness and even presence in the market.
inks for digiTal prinTing: susTainabiliTy and ConformiTy To ThE sTandards rEquirEdby ThE markET
Printing is one of the phases of production that is at the centre of attention for the management of sustainability in the use of chemicals in textile pro-duction processes. The use of digital technologies allows, in comparison to traditional printing, a reduction of the amounts of colorants and inks used. In the scenario described it is nonetheless necessary to respect either the normative limita-tions or those of voluntary RSL/M-RSL set our by the brands. Among the most well-known cer-tifications we mention here:
OEKO-TEX® StandardOEKO-TEX® is the first system to guarantee the safety of textile products in Europe, and Nissen-ken is the exclusive certification authority in Ja-pan. Certifications concern all the phases of man-ufacturing the raw material, the products and the
environment within the firm. The OEKO-TEX® STANDARD 100 certification is over 20 years old, and has granted over 160,000 certificates for millions of finished textile products to more than 10,000 participating firms, belonging to all sectors of textile production chain. ECOPASS-PORT is the most recent and updated protocol for the certification of sustainable production of textile products, it may be considered as sort of highest common factor in relation to the most part of conformity requirements demanded by the market.
BluesignThis is an independent industrial textile standard developed in Switzerland in 2000, based on the principles of resource productivity, consumer safety, emissions, water usage and quality and health and safety of the workplace. This is an increasingly recognised standard for sustainable wet processing, and an instrument that consents improving the raw materials’ efficiency along the entire supply chain of textile products. The popularity of this system of certification is lar-gerly due to the integrated vision it proposes by not taking into consideration a single product, but its entire production process and the working conditions of workers involved in its production.
Global Organic Textile StandardIt is a standard developed by leading interna-tional organisations in organic farming to guar-antee the consumer that organic textile products are obtained according to the rigorous environ-mental and social criteria applied to all levels of production, from the harvesting of natural fibres to the following manufacturing phases, to the labelling of the finished product. Certifi-cation may be obtained by textile products that can be shown to contain at least 95% of organic natural textile fibres (vegetable and animal), that is obtained in accordance to the criteria set by organic agriculture. Therefore this excludes
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 37 17/11/17 11:05

38 Beyond the Silk Road – the textile industry in the digital Printing era
man-made fibres and natural fibres obtained by standard or OGM procedures. Among the pre-requisites considered are also the conditions in which the fibres and the products are made (respect of the rules for workers’ safety and rights and of the principles of social equity). As well as textile products and manufacturing ac-tivities, also chemical products used in textile industry can be certified as GOTS.
gEnEsTa for monna lisa: a ChoiCE for qualiTy and susTainabiliTy
For.Tex, the chemical firm that has been cho-sen since 2000 by Seiko Epson Corporation together with F.lli Robustelli as official partner in their sustainable printing project, has de-veloped its enterprise policy in full coherence with this principle. Born in 1986 in Fino Mor-nasco (Como), since 2015 the firm is entirely controlled by Epson Italia. The combination of territorial rootedness in the heart of the Como district and the international dimension of the organisation has permitted the intensification of research and development activities, which have resulted in the offer of a vast range of colorants, inks, pigments, printing auxiliaries, finishing products and adhesives.
The whole array of Genesta inks developed for the Monna Lisa series – acid, reagent, disperse, pigment and disperse sublimation – have been developed and are produced by taking account of the evolution of the requisites for conforming to the standards for sustainability of chemical products, and following the hierarchy of actions mentioned above: elimination of dangerous sub-stances by replacing them with other non dan-gerous ones whenever the technology allows it, minimising their quantity in those cases for which an alternative does not as yet exist, com-mitment to research to find alternative solutions as soon as possible.
The monitoring and control of the safety and sus-tainability of their inks by qualified and independ-ent organisms is an important prerequisite, for For.Tex as well as for its customers who request guarantees of conformity to market norms and requirements. For this reason Epson is undergo-ing further important certification processes and has enlisted in the OEKO-TEX® testing proto-cols to obtain the ECO PASSPORT certification, which it has already obtained for its Ultrachrome DS inks for sublimation printing of the Epson SureColor F series, and for the Ultrachrome DG inks for direct printing of t-shirts with Epson SureColor F-2000. In order to obtain this certification the Genesta inks had to pass two series of tests by accred-ited OEKO-TEX® laboratories. The first en-tailed a screening of the chemical compounds at the level of the ingredients, according to the
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 38 17/11/17 11:05
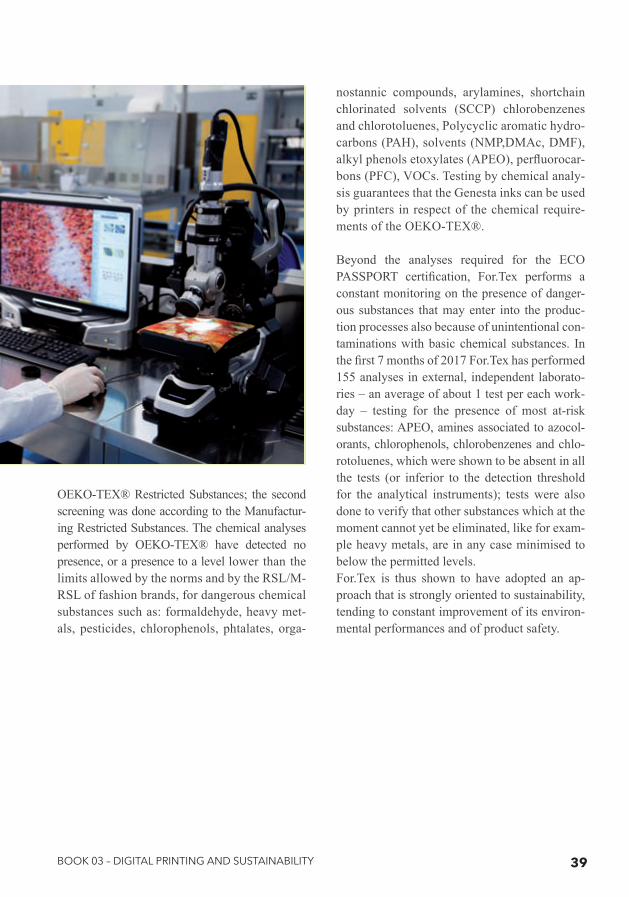
39Book 03 – digital printing and SUStainaBilitY
OEKO-TEX® Restricted Substances; the second screening was done according to the Manufactur-ing Restricted Substances. The chemical analyses performed by OEKO-TEX® have detected no presence, or a presence to a level lower than the limits allowed by the norms and by the RSL/M-RSL of fashion brands, for dangerous chemical substances such as: formaldehyde, heavy met-als, pesticides, chlorophenols, phtalates, orga-
nostannic compounds, arylamines, shortchain chlorinated solvents (SCCP) chlorobenzenes and chlorotoluenes, Polycyclic aromatic hydro-carbons (PAH), solvents (NMP,DMAc, DMF), alkyl phenols etoxylates (APEO), perfluorocar-bons (PFC), VOCs. Testing by chemical analy-sis guarantees that the Genesta inks can be used by printers in respect of the chemical require-ments of the OEKO-TEX®.
Beyond the analyses required for the ECO PASSPORT certification, For.Tex performs a constant monitoring on the presence of danger-ous substances that may enter into the produc-tion processes also because of unintentional con-taminations with basic chemical substances. In the first 7 months of 2017 For.Tex has performed 155 analyses in external, independent laborato-ries – an average of about 1 test per each work-day – testing for the presence of most at-risk substances: APEO, amines associated to azocol-orants, chlorophenols, chlorobenzenes and chlo-rotoluenes, which were shown to be absent in all the tests (or inferior to the detection threshold for the analytical instruments); tests were also done to verify that other substances which at the moment cannot yet be eliminated, like for exam-ple heavy metals, are in any case minimised to below the permitted levels. For.Tex is thus shown to have adopted an ap-proach that is strongly oriented to sustainability, tending to constant improvement of its environ-mental performances and of product safety.
033-039-TSC_Quaderno_003_EN-cap_5-1.indd 39 17/11/17 11:05
40 Beyond the Silk Road – the textile industry in the digital Printing era
I n 1987, when the Epson Group first came to Italy, the role it would play in the textile indus-
try was not foreseeable.At the end of the 1990s the world began talking about digital printing on textiles. A potential tech-nological revolution to which Epson brought its technology of inkjet printing with piezoelectric printheads that is considered to be more suitable for the textile world; two leading companies from the Como area immediately believed in its potential. These are F.lli Robustelli, a company for textile ma-chinery born in the early 1950s which has always designed and produced machines for photo-engrav-ing and printing on fabric, and For.Tex, born in 1986 and specialised in the sale of chemical products for printing (dyes, pigments, pastes, thickeners, etc.).The three companies began to work on designing a reliable printer capable of producing prints of extremely high quality. A “production” printer, that is a printer with high productive capacity, suited for industrial production. And thus began the story of Monna Lisa and high quality digital printing on textiles at the industrial level.
Epson’s 2017 sustainabilityREpoRt
Epson’s 2017 Sustainability Report shows a pic-ture of what the Group has done over the years to reduce the environmental impact of its activities and states the future objectives it intends to meet.
The objective indicated for 2050, when the world population is expected to be 9 billion people and the effects of climate change will be very worry-ing if action is not taken in time, is a 90% reduc-tion of the CO2 emissions produced by its prod-ucts’ life-cycle and by the provided services. The current data, relative to the whole range of Epson production, show that this policy is already underway and that its first concrete results can be recorded. Thanks to the innovations introduced (the reduction of consumption and recycling of materials), in 2016 the CO2 emissions attributable to the group as a whole show a reduction of 43% since 2006, and the water saving for the same pe-riod amounts to 55%.In order to meet such important ecological goals the company’s entire organisational model is in-spired by the culture of sustainability.An approach that places the accent of the choices
6.1 a primary objective
6.
Epson: the choice of sustainability
040-041-TSC_Quaderno_003_EN-cap_6.1.indd 40 17/11/17 11:08

41Book 03 – digital PRinting and SUStainaBility
made over the years, in terms of quality through the ISO 9001 certification system, the ISO 14000 system for environmental certification and the ISO 26000 system for social certifica-tion, as well as specific voluntary certifications for given lines of products (such as, for example, ECOPASSPORT by OEKO-TEX®).As far as the textile market is concerned the ambi-tious aims undertaken by the Corporation are fa-voured by the ecodesign approaches shared by the producers of the Monna Lisa: a compact, flexible machine characterised by low energy consump-tion, devised to last over time without replacing structural components that would result in dis-carding bulky material.These concepts, already outlined in the 2005 Principles of Corporate Behaviour, are summa-rised by the slogan ‘Better Products for a Better Future’ and made concrete through compliance to
environmental guidelines such as the EU guide-line European Waste and Electronic Equipment Directive, and more generally, through a close relationship with stakeholders
innovation and sustainabilityin pRinthEads
Epson’s main contribution to textile printing may be identified in its printheads that work by apply-ing the principles of piezoelectric physics.The diffusion of such technology as an alternative to conventional printing systems – reads the 2017 Epson Group Sustainability Report – will enable a reduction of CO2 emissions by 90% within 2050.In defining such innovative approach the company has made use of the technologies based on silica and glass developed in the making of semicon-ductor chips for integrated circuits, used to create accelerometers for motorcars and cellular phones, hard disk components and other devices. This is a good example of ‘contamination’ between different technologies and of the transferral of innovation benefiting other industrial sectors. The technology of PrecisionCore printheads is in fact the result of one of the greatest investments in research and de-velopment in Epson’s history, which associated the company’s expertise in producing MEMS (Micro Electro Mechanical Systems) devices, to the ad-vancements made in the science of materials.
thE pREcisioncoREpRinthEad
this technology is based on piezoelectric crystals only one micron in thickness,
placed onto a structure made of flexible silica that changes shape when exposed to electrical tension, thus activating the tiny “ink pumps” inside each printhead nozzle. the use of a piezoelectric component has the effect of doubling the flection capacity of the actuator compared to a traditional printhead. this characteristic, coupled with a new configuration of the ink flux, allows for extreme minimisation of the printing process and permits the positioning of a great number of nuzzles, favouring precision and speed in the process as a whole. each one of the elements is activated around 50,000 times per second and PrecisionCore nozzles are also able to “reconfigure” automatically in around 1/10,000 of a second to emit small round drops of variable sizes, suitable for guaranteeing the perfect covering of the substratum. the ecological advantage is to be found in the minimisation of consumption since the colour is deposited only where it is needed without excessive emissions or defects that would produce wastage and require reprinting the designs.
The PrecisionCore printhead
040-041-TSC_Quaderno_003_EN-cap_6.1.indd 41 17/11/17 11:08

GLOSSARY
42 Beyond the Silk Road – the textile industry in the digital Printing era
A
(AOX)(Absorbable Halogenated hydrocarbons)The AOX index represents the total amount of chlorine, bromine and iodine present in the wastewater. As an aggregate index, however, it does not provide information on the toxicity of the various contaminants. In the textile industry, they can be derived from multiple processes such as, for example, fiber bleaching phases. AOXs are limited in many regulations and cer-tifications.
ApeO(AlkylPhenol EthOxylates)A group of nonionic surfactants, the most commonly used being nonylphenol ethox-ylate (NPEO) and ethoxylated ottylphenol (OPEO). The chemical structure of these mole-cules has led to widespread use in textile pro-cesses, particularly in wet processes, for their dispersing, detergent and emulsifying action. APEOs are dangerous for the environment and for aquatic organisms. Recent studies confirm that APEOs are potential endocrine disruptors, as well as being highly bio-accu-mulative and persistent. APEOs are already subject to restrictions in Europe since 2005. EU Directive 2003/53 / EG prohibited the use of NPEO, the main APEO group, in concen-trations above 0.1% in chemical formulations. However, the presence of this group of sub-stances in the processes of European com-panies and end products may be induced by semi-finished products and chemicals pro-duced in countries where APEO is permitted. In 2017, ECHA (European Chemicals Agency, established by the REACH Regulation) gave a favorable opinion on the European market for imported products containing APEO.
B
BiOmAss Disposal of agricultural and forestry crops, residues from the wood and paper process-ing industry, organic products derived from the biological activity of animals and humans such as those contained in urban waste. More generally, a biomass is all of animal and veg-etable origin is produced on Earth based on a life cycle. Biomass can be recycled, used as fertilizer or in waste-to-energy production.
BiOpOlymer Polymers obtained through biological pro-cesses. They can be of synthetic origin such as derived from some polyesters, polyester amides or from alcohol, or derived from ma-terials of vegetable origin and therefore re-newable (eg starch).The European Bioplastics Association distin-guishes them in:• Biodegradable Polymers with composta-
bility approved on the basis of EN 13432. In this case the source (renewable or fossil fuel) is not relevant for the definition;
• Polymers based on renewable source. In this case they could be biodegradable or not.
BluesignAn independent industrial textile standard de-veloped in Switzerland in 2000, built around the principles of resource productivity, con-sumer safety, air emission, water use and emis-sion and occupational health and safety. It is an increasingly recognised standard to follow for sustainable wet processing and is a tool which enables improved sources efficiency along the whole of the textiles supply chain.
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 42 15/11/17 09:52

the words of textile sustainability
43Book 03 – digital printing and SUStainaBilitY
C
CArBOn fOOtprintIt is the weighted sum of the greenhouse gas-es generated within the life cycle of a prod-uct/service or by an organization. Expressed in terms of CO2eq, it is the human contribu-tion to the natural greenhouse effect.
CirCulAr eCOnOmyAn alternative to the traditional linear econo-my (make, use and dispose). It is an economic system where products and services are ex-changed in closed circuits or ‘cycles’. A circu-lar economy is characterized as an economy that is regenerative for design, in order to maintain the greatest possible value of prod-ucts, parts and materials. This means that the aim should be to create a system that allows long life, optimum reuse, renewal, recycling and recycling of materials. The use of waste and resources is minimized and when a prod-uct reaches the end of life, it is still used to create additional value.
CO2eq (equivAlent)It is the unit by which is measured the Carbon Footprint of a product, process, or organiza-tion. It represents the total amount of carbon dioxide (CO2) and other greenhouse gases (CH2, N2O, HFC etc) associated with a product (a good or a service) throughout its entire life cycle, thus representing the actual and over-all contribution of that human activity to the global greenhouse effect. The use of CO2e allows to: • bundles of greenhouse gases to be ex-
pressed as a single number;• easily compare different bundles of GHGs in
terms of their total global warming impact.
CO2 OffsettingCompensatory action by an individual or a firm to neutralize its direct and indirect CO2eq
emissions. It is normally accomplished by the economic support of projects to increase CO2 absorption, such as trees planting or avoiding greenhouse gases emissions (eg. production from renewable energy sources).
CrAdle-tO-CrAdleLiterally “from cradle to cradle” defines pro-duction techniques essentially that are essen-tially waste free and aimed to reuse pre and post-consumer waste. In cradle-to-cradle pro-duction, all material inputs and outputs exist in a technical or biological cycle. Technical nutrients can be recycled or reused without quality loss and organic nutrients composted or consumed for example as fertilizers.
E
eCOdesignDesign techniques characterized by the integra-tion of environmental aspects into the product definition in order to improve its environmental performance throughout its life cycle.
eCOpAsspOrt (By OekO-teX)A certification system through which textile chemicals suppliers demonstrate that they can be used for sustainable textile produc-tion. The ECOPASSPORT program offers two distinct yet complementary stages:- Stage 1: Restricted Substance List (RSL) and
Manufacturing Restricted Substance List (MRSL) screening;
- Stage 2: Analytical verification performed in an OEKO-TEX® member institute laboratory
Products passing the requirements of all two processes earn the ECOPASSPORT by OEKO-TEX® certification and will be entered into the OEKO-TEX® buying guide which is the OEKO-TEX® central sourcing platform of pre-certified articles and materials.
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 43 15/11/17 09:52

GLOSSARY
44 Beyond the Silk Road – the textile industry in the digital Printing era
envirOnmentAl CertifiCAtiOnsInstruments adopted by organizations and com-panies wishing to quantify and manage the en-vironmental footprint of their activities, commu-nicating their commitment transparently through an official and documented recognition.They can distinguish in product certifications (eg Ecolabel, Environmental Product Decla-rations-EPD) and process certifications (eg Environmental Management System, EMAS).To achieve some product certifications in-troduced above, technical tools are used to evaluate environmental impacts along the life cycle of goods and services such as the Life Cycle Assessment-LCA (also referred to as the carbon footprint and the water footprint) .There are also a number of instruments thought for public administrations and aimed at reducing the environmental impact of pur-chasing procedures of Public Administration (Green Public Procurement - GPP).They are useful tools for sustainable develop-ment, as certified organizations take concrete action to limit their environmental impacts both direct (from their own activities) and indirect (environmental aspects on which that may have some influence), improve emissions reduction, encourage recycling and good environmental practices. The main commitment of the certified organization is the continuous improvement policy of their environmental performance.
envirOnmentAl fOOtprintIt indicates the environmental burden due to a product or organization.
F
fOrmAldehyde A volatile organic compound present in na-ture in small quantities. Large quantities can cause burning sensations in the eyes, nose, and throat; coughing; wheezing; nausea; and skin irritation. Long term exposition can lead to an increase in the risk of cancer.
The ECHA (European Chemical Agency) high-lights the danger.According to the harmonised classification and labelling (ATP06) approved by the Eu-ropean Union, this substance is toxic if swal-lowed, it causes severe skin burns and eye damage, can cause cancer and is suspected of causing genetic alterations.
G
gOts (Global Organic Textile Standard)A worldwide textile processing standard for organic fibres, including ecological and so-cial criteria, backed up by independent cer-tification of the entire textile supply chain. The aim is to define world-wide recognized requirements that ensure organic status for textiles, from harvesting of raw materials, through manufacturing up to labelling in order to provide a credible assurance to the end consumer.
green ChemistryGreen Chemistry is an ethical approach based on criteria, priorities and goals that derive from the scientific knowledge of chemistry to guide the applications of this discipline, starting with industrial ones, towards sustainable modes.The 12 Principles of Green Chemistry, first pro-pounded by Anastas and Warner, are a widely accepted set of criteria for assessing the “green-ness” or environmental acceptability of process-es for the manufacture of chemical products:1. It is better to prevent waste than to treat or
clean up waste after it is formed.2. Synthetic methods should be designed to
maximise the incorporation of all materials used in the process into the final product.
3. Wherever practicable, synthetic method-ologies should be designed to use and generate substances that possess little or no toxicity to human health and the envi-ronment.
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 44 15/11/17 09:52

the words of textile sustainability
45Book 03 – digital printing and SUStainaBilitY
4. Chemical products should be designed to preserve efficiency of function while re-ducing toxicity.
5. The use of auxiliary substances (e.g. sol-vents, separation agents, etc) should be made unnecessary wherever possible and, innocuous when used.
6. Energy requirements should be recog-nised for their environmental and eco-nomic impacts and should be minimised. Synthetic methods should be conducted at ambient temperature and pressure.
7. A raw material of feedstock should be re-newable rather depleting wherever tech-nically and economically practicable.
8. Unnecessary derivatisation (blocking group, protection/deprotection, temporary mod-ification of physical/chemical processes) should be avoided whenever possible.
9. Catalytic reagents (as selective as possi-ble) are superior to stoichiometric rea-gents.
10. Chemical products should be designed so that at the end of their function they do not persist in the environment and break down into innocuous degradation prod-ucts.
11. Analytical methodologies need to be further developed to allow for real-time, in-process monitoring and control prior to the formation of hazardous substances.
12. Substances and the form of a substance used in a chemical process should be chosen so as to minimise the potential for chemical accidents, including releases, ex-plosions and fires.
greenpeACe detOX CAmpAignThe Detox campaign was launched in 2011 by Greenpeace to expose the direct links between global clothing brands, their sup-pliers and toxic water pollution around the world. Fieldwork and investigations in man-ufacturing countries, along with the testing of branded garments for traces of hazardous chemicals, resulted in the release of reports. As consequence by 2017 28 fashion brands and 53 producers have signed the Detox
Commitment where they agree to eliminate all hazardous substances from the supply chain.
gWp(Global Warming Potential)It represents the “climatic alteration capacity” of a greenhouse gas.Carbon dioxide (CO2) is assigned a GWP of 1; gases with a higher GWP have a greater effect on climate change. For example, methane has a GWP of 25, meaning that 1 Kg of methane released in the atmosphere has “greenhouse impact” equivalent to 25 Kg of CO2.
H
heAvy metAlsHeavy metals are naturally occurring ele-ments. Their multiple applications have led to their wide distribution in the environment; raising concerns over their potential effects on human health and the environment. Be-cause of their high degree of toxicity, arsenic, cadmium, chromium, lead, and mercury rank among the priority metals that are of public health significance. These metallic elements are considered systemic toxicants that are known to induce multiple organ damage, even at lower levels of exposure and are also classified as human carcinogens. Their pres-ence in textile products and production cy-cles, due to their generalized toxicity and the high environmental impact, is increasingly monitored by both legislation and ecological quality labels.
higg indeX A suite of self-assessment tools that empow-er apparel and footwear industry brands, retailers and facilities to measure their envi-ronmental and social and labor impacts and identify areas for improvement. The Higg Index delivers a holistic overview of the sus-tainability performance of a product or com-
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 45 15/11/17 09:52

GLOSSARY
46 Beyond the Silk Road – the textile industry in the digital Printing era
pany. Launched in 2012, it was developed by the Sustainable Apparel Coalition, the United States government Environmental Protection Agency, and other nonprofit entities.
L
lCA (Life Cycle Assessment)Technical methodology for assessing the en-vironmental footprint of a product or service throughout its life cycle.According to Iso 14040/14044, four opera-tional phases are planned:- Definition of objectives and scope (pur-
pose, functional unit, system boundaries, ie activities / processes taken into account);
- Inventario: quantification of the inputs and related emissions for each phase of the life cycle;
- Impact Assessment: determines the po-tential effects of the system on the environ-ment based on specific impact categories;
- Interpretation of the results: it allows to identify the results obtained by an action to mitigate the environmental impact and the areas of improvement.
M
m-rsl (Manufacturing Restricted Substances List)List of hazardous chemicals subject to restric-tions during production and discharge into the environment during processing.
N
nOrm gB 18401-2010(National General Safety Technical Code for Textile Products)Norm issued by the Standardization Adminis-tration of the People’s Republic of China. It reg-ulates the presence of hazardous substances in textile and clothing products sold in the Chi-nese market and sets out some technical spec-ifications with the aim to improve quality and safeguarding consumers health and safety.The standard divides textile products in three categories: for children (0-36 months), in di-rect contact with the skin, without direct con-tact with the skin, and assigns technical re-quirements for each type.The technical specifications refer to: limits for formaldehyde, the color fastness with respect to sweat, saliva and abrasion resistance, smell, presence of carcinogenic aromatic amines.
O
OekO-teX 100 stAndArdGlobal standard issued in 1992 by the Inter-national Association for Research and Test-ing in the Field of Textile Ecology (Oeko-Tex). Is an independent testing and certification system for raw, semi-finished, and finished textile products at all processing levels, as well as accessory materials used. Tissues and products with this certification have a specif-ic set of harmful substances below the set limit values.
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 46 15/11/17 09:52

the words of textile sustainability
47Book 03 – digital printing and SUStainaBilitY
P
pfAs(Per- and polyfluoroalkyl substances)Class of chemicals introduced since the 50s to make it waterproof and grease and dirt re-sistant different materials including fabrics.They are very persistent in the environment and if ingested or inhaled in the human body. Do not degrade when exposed to air, water or sunlight. In 2006, the European Union in-troduced restrictions on the use of PFOS, one of the most widely used PFAS molecules, to be applied by Member States.
pfC (Perfluorocarbons)They are artificial substances widely used by the industry for non-stick, hydro-and oleo-re-pellent properties. In the textile industry, they are used to produce waterproof and stain-re-sistant leather and fabrics. Tests show that many PFCs are difficult to dispose of because they persist in the environment and may ac-cumulate in the tissues and increase their lev-el through contamination of the food chain. Once assimilated by the body, some PFCs have effects on the liver and, as endocrine disrupters, can alter growth levels and hor-mone reproduction.
prOduCt end Of lifeThe state of a product having reached the end of its first use until its final disposal, reuse or recycle.
R
reACh(Registration, Evaluation, Authorisation of Chemicals)EC Regulation n. 1907/2006. The main objec-tive of REACH is to improve knowledge of the
dangers and risks arising from existing chem-icals (those introduced before September 1981) and new ones (after September 1981) and at the same time maintain and strength-en competitiveness and the innovative ca-pabilities of the European chemical industry. REACH is an integrated registration, evalua-tion and authorization system for chemicals that aims to ensure a higher level of protec-tion of human health and the environment. Through REACH, you will get more compre-hensive information on:- the hazardous properties of the manipulat-
ed products- exposure hazards- the safety measures to be applied.“Extremely dangerous” substances are in-cluded in a specific list (Annex XIV of the Regulation) and may be marketed for specific and controlled uses and only on request by the companies and only if authorized by the European Commission.The REACH Regulation, consisting of 141 ar-ticles and 17 technical annexes, provides for the establishment of a European Chemicals Agency (ECHA), headquartered in Helsinki (Finland). ECHA has the role of technical and scientific coordination of the activities under the REACH Regulation, first, organizing a da-tabase to collect and manage data provided for the registration of the substances, in or-der to ensure public access to information on chemicals.
S
sA8000A social certification standard for production activities and organizations. It was established by Social Accountability International in 1997 as a multi-stakeholder initiative. Over the years, the Standard has evolved into an overall frame-work that helps certified organizations demon-strate their dedication to the fair treatment of workers across industries and in any country.
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 47 15/11/17 09:52
GLOSSARY
48 Beyond the Silk Road – the textile industry in the digital Printing era
The Standard reflects labor provisions con-tained within the Universal Declaration of Hu-man Rights and International Labour Organi-zation (ILO) conventions.
V
vOC(Volatile Organic Compounds)Volatile organic substances of different type and origin (eg hydrocarbons, paint solvents, essential oils, etc.) which can contaminate the environment by diffusing into the atmosphere and affecting people’s health.
W
WAter fOOtprintIndicator of direct and indirect use of water in the production of a product or delivery of a service, in a lifecycle logic. The footprint is
measured in terms of the volumes of water consumed (evaporated or incorporated into a product) and/or polluted per unit of time.
Z
ZdhC A coalition that includes 22 signatory brands, 24 value chain affiliates, and 10 associates. Started in 2011, the ZDHC Programme aims to eliminate or substitute priority hazardous chemicals in products and their manufacture, apply a transparent screening process to pro-mote and support safer chemistry, implement common tools, best practices and training that advance chemical stewardship. The coa-lition partners with stakeholders to promote chemical use and discharge transparency.
ZerO WAsteDesign and manage products and process-es to systematically eliminate and reduce the volume and toxicity of waste and materials, preserve and recover all resources.
042-048-TSC_Quaderno_003_EN-GLOSSARY.indd 48 15/11/17 09:52
49Book 03 – digital printing and SUStainaBilitY
TSC AdviSory BoArd
The Textile Solution Center Advisory Board is a panel of experts that meets within TSC and sets itself the objective of promoting awareness of digital textile printing through targeted initiatives.
The mission of the TSC Advisory Board is to identify and put forward activities and initiatives aimed at:
• Analysing market trends in high quality textile and fashion printing;
• Promoting the understanding, awareness, and spread of high quality digital textile printing;
• Promoting the development of skills and research in the field of high quality digital textile printing.
With these aims, the TSC Advisory Board intends to work both through the promotion of events and initiatives in line with its mission and through the organisation of themed events such as exhibitions, conferences and round tables. These involve all the key players in the textile industry, from schools in the industry to designers, from the key industry players to brand owners, to textile retailers and to the sector press. There is a particular focus on analysis of the critical aspects and the environmental impact in the digital printing sector.
All the activities promoted by the TSC Advisory Board are described on the Centre’s websitewww.textilesolutioncenter.com
The memBerS of The TSC AdviSory BoArd
Fulvio Alvisi Associazione Italiana Disegnatori Tessili - AIDT
Salvatore Amura Accademia di Belle Arti Aldo Galli – IED Como
Gianluca BrennaUnindustria Como
Alberto Cigada Politecnico di Milano
Luigi CortiConsultant
dario GarneroSistema Moda Italia – SMI
daniela Guerci Epson Italia
Angelo MarelliFor.Tex
roberto PeverelliISIS Paolo Carcano Como
Massimo Pizzocri Epson Italia
Annie rattiFondazione Antonio Ratti
riccardo robustelliF.lli Robustelli
Pietro roncoroniFor.Tex
049-050-TSC_Quaderno_003-EN-Advisory-Board+bianca.indd 49 15/11/17 09:52

049-050-TSC_Quaderno_003-EN-Advisory-Board+bianca.indd 50 15/11/17 09:52

Textile Solution Center is a hub dedicated to research, assistance, training and promo-tion of industrial textile digital printing.Founded as a joint venture between Epson and For.Tex, it combines the former’s inkjet technology and the latter’s experience in textile printing. Based on Epson’s inkjet printing solutions, TSC can support each step of the textile digital printing process, from pre-treatment to print to post-treatment. The Textile Solution Center Advisory Board actively promotes initiatives designed to in-form and educate on the textile digital printing process. Among those initiatives is the series “Beyond the Silk Road. The Textile Industry in the Digital Printing Era”, first pub-lished in November 2015.
EpSON is a global innovation leader dedicated to exceeding expectations with solutions for markets as diverse as the office, home, commerce, industry and textile printing pro-duction. Epson’s lineup ranges from inkjet printers, printing systems and 3LCD projectors to industrial robots, smart glasses and sensing systems and is based on original compact, energy-saving, and high-precision technologies.Led by the Japan-based Seiko Epson Corporation, the Epson Group comprises more than 72,000 employees in 94 companies around the world, and is proud of its ongoing contri-butions to the global environment and the communities in which it operates.
For.Tex was founded in 1986 and in June 2015 became part of Epson Italia. Since its foundation, the company has been able to establish itself as a reliable supplier for dyes, thickeners and printing specialties on the Italian market and has gradually strength-ened its expansion into foreign markets by constantly widening its product range. For.Tex is currently operating in 16 countries through an efficient sales and distribution network.In 2000, For.Tex was selected by Seiko Epson Corporation and Italian textile machinery producer F.lli Robustelli – which was acquired by Epson in July 2016 – as an official part-ner for the project Monna Lisa® and Genesta®, that led to the creation of the first digital printer for textiles.
FESpA Italia is an Italian association grouping together those companies working in the screen and specialist printing, as well as in the digital and textile printing. FESPA Italia provides its members with the resources they need to keep up with the evolution of the market and nurture their national and international competitiveness. The associa-tion focuses on building up expertise networks and on promoting an efficient use of the technology and of the processes for the creation, personalisation, production and use of special printed products.FESPA Italia is a member of FESPA, an international federation that includes 37 associ-ations in as many nations in the world. Founded in 1962, FESPA provides its members with the opportunity of being part of a worldwide network of experts and sharing their successful experiences of this international platform.
F.lli Robustelli srl, located in Villa Guardia (Como, Italy), is a company 100% owned by Epson Italia. Operating since the 1950s, F.lli Robustelli has always designed and produced photogravure and textile printing machinery and systems. Thanks to an ongoing relation-ship with its clients and the ability to blend textile and mechanical knowhow with new digi-tal technologies, F.lli. Robustelli has developed partnerships across the world. Over 15 years ago, F.lli Robustelli developed an important partnership with SEIKO EPSON CORPORATION that resulted in the MONNA LISA® project. For this project, the company product engineered the first digital textile printing machine on Epson print technology resulting in a product that is known in the textile industry as the best digital textile printer in the world and making of F.lli Robustelli one of the major players in the digital textile printing revolution.
THE pARTNERS Of THE pROjEcT
000-TSC_Quaderno_003_EN-COVER.indd 3 15/11/17 11:02

Textile Solution CenterVia Livescia 11 – 22073 Fino Mornasco (CO)Ph. +39 031 927988 – Fax +39 031 929688
www.textilesolutioncenter.it
000-TSC_Quaderno_003_EN-COVER.indd 4 15/11/17 11:02