Embed Size (px)
Citation preview

Diffusion Welding of
WC-Co (Hardmetal) / High Strength Steels
J. M. Gómez de Salazar, M. I. Barrena, N. Merino, L. Matesanz
Dpto. Ciencia de Materiales e Ingeniería Metalúrgica, Facultad de CC. Químicas, Universidad Complutense de Madrid, Avda. Complutense s/n, 28040 Madrid, España.
e-mail: [email protected]
Keywords: Diffusion welding, steel, hardmetal
Abstract. The present work shows the microstructural and mechanical results obtained in joints
WC-Co / steel 90MnCrV8 (high strength steel). The joints were carried out using diffusion welding
processes and soft interlayers Cu-Ni. The binary Cu-Ni alloys were obtained by electrochemical
deposition techniques. The microstructural and mechanical changes provoked in the steel, due to
heat treatments, were studied in order to know plastic deformation during the joints. The diffusion
welds were obtained in an Edwards vacuum furnace (10-3 - 10
-4 Pa), three welding temperatures
were used, (825 ºC, 850 ºC and 875 ºC) and 30, 45 and 60 minutes, as welding times. The constant
pressure was 5 MPa. The welding interface microstructure was studied by scanning electron
microscopy (SEM-EDX). In order to determine the mechanical behaviour of all joints were carried
out shear tests. The optimum results were obtained at 850 ºC / 45 min and 850 ºC / 60 min.
Nevertheless, the diffusion welding conditions allowed attaining high quality welding interfaces in
all joints of WC-Co / 90MnCrV8
Introduction
Tool steels are characterized by high hardness, strength, wear resistant and reasonable toughness
due to high carbon and alloy contents [1,2] On the other hand, WC-Co hardmetals are widely used
in metal cutting tools because of their high hardness, good wear-resistance, good fracture resistance
and high temperature strength [3-5]. Hardmetal and ceramic-based coatings are currently of much
interest in cutting tool industry. Wear parts and cutting tools are commonly coated in order to
increase their performance and mechanical properties, such as hardness and wear resistance [6].
There are many surface coating techniques (plasma and thermal spraying, EPD, CVD, PVD) to
obtain this type of coatings. However, the main problems associated with these processes are the
difficulty to densify the coatings (often on an already dense substrate), corrosion behaviour due to
high porosity of the cermet layer, residual stresses and new brittle phases formed at the joint
interphase [7-10]. Therefore, the different thermal stresses and damage to microstructure in
hardmetals rule out the possibility of using fusion welding techniques. These problems are
minimizes when diffusion welding processes are used [11]. Diffusion bonding is dependent on a
combination of microdeformation and diffusion mechanism operating at the interface. The
important process parameters are temperature, time, bonding load and surface roughness [12,13]. In
the present work, we have studied by metallographic techniques and mechanical test (shear test) the
application of diffusion welding to the joint of hardmetals (WC-Co) with a tool steel (90MnCrV8),
using ductile interlayers Ni-Cu in other to obtain a competitive joint process for industrial
applications.
Experimental Procedure
The present work shows the microstructural and mechanical results obtained in joints WC-Co
(hardmetal) / 90MnCrV8 (cold work tool steel). The composition of this steel is listed in Table 1.
Materials Science Forum Vols. 514-516 (2006) pp 1526-1530Online available since 2006/May/15 at www.scientific.net© (2006) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/MSF.514-516.1526
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 130.207.50.37, Georgia Tech Library, Atlanta, USA-12/11/14,02:50:44)
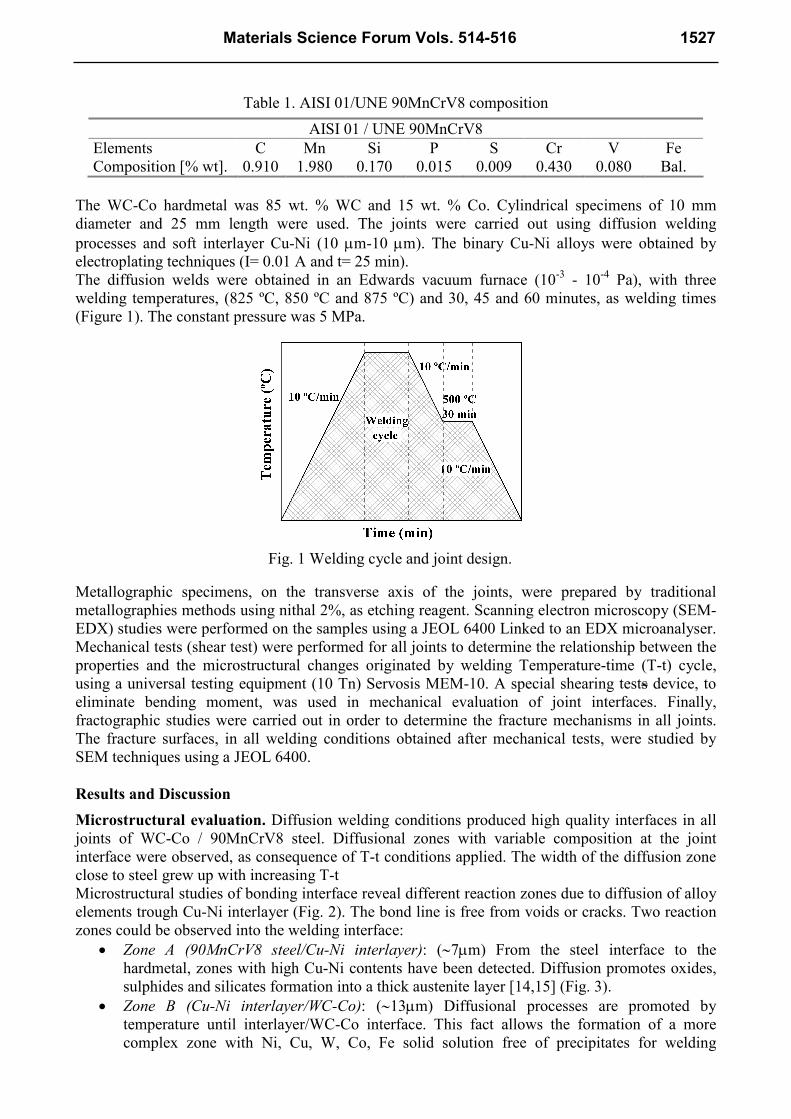
Table 1. AISI 01/UNE 90MnCrV8 composition
The WC-Co hardmetal was 85 wt. % WC and 15 wt. % Co. Cylindrical specimens of 10 mm
diameter and 25 mm length were used. The joints were carried out using diffusion welding
processes and soft interlayer Cu-Ni (10 µm-10 µm). The binary Cu-Ni alloys were obtained by
electroplating techniques (I= 0.01 A and t= 25 min).
The diffusion welds were obtained in an Edwards vacuum furnace (10-3 - 10
-4 Pa), with three
welding temperatures, (825 ºC, 850 ºC and 875 ºC) and 30, 45 and 60 minutes, as welding times
(Figure 1). The constant pressure was 5 MPa.
Metallographic specimens, on the transverse axis of the joints, were prepared by traditional
metallographies methods using nithal 2%, as etching reagent. Scanning electron microscopy (SEM-
EDX) studies were performed on the samples using a JEOL 6400 Linked to an EDX microanalyser.
Mechanical tests (shear test) were performed for all joints to determine the relationship between the
properties and the microstructural changes originated by welding Temperature-time (T-t) cycle,
using a universal testing equipment (10 Tn) Servosis MEM-10. A special shearing tests device, to
eliminate bending moment, was used in mechanical evaluation of joint interfaces. Finally,
fractographic studies were carried out in order to determine the fracture mechanisms in all joints.
The fracture surfaces, in all welding conditions obtained after mechanical tests, were studied by
SEM techniques using a JEOL 6400.
Results and Discussion
Microstructural evaluation. Diffusion welding conditions produced high quality interfaces in all
joints of WC-Co / 90MnCrV8 steel. Diffusional zones with variable composition at the joint
interface were observed, as consequence of T-t conditions applied. The width of the diffusion zone
close to steel grew up with increasing T-t
Microstructural studies of bonding interface reveal different reaction zones due to diffusion of alloy
elements trough Cu-Ni interlayer (Fig. 2). The bond line is free from voids or cracks. Two reaction
zones could be observed into the welding interface:
• Zone A (90MnCrV8 steel/Cu-Ni interlayer): (∼7µm) From the steel interface to the
hardmetal, zones with high Cu-Ni contents have been detected. Diffusion promotes oxides,
sulphides and silicates formation into a thick austenite layer [14,15] (Fig. 3).
• Zone B (Cu-Ni interlayer/WC-Co): (∼13µm) Diffusional processes are promoted by
temperature until interlayer/WC-Co interface. This fact allows the formation of a more
complex zone with Ni, Cu, W, Co, Fe solid solution free of precipitates for welding
AISI 01 / UNE 90MnCrV8
Elements C Mn Si P S Cr V Fe
Composition [% wt]. 0.910 1.980 0.170 0.015 0.009 0.430 0.080 Bal.
Fig. 1 Welding cycle and joint design.
Materials Science Forum Vols. 514-516 1527
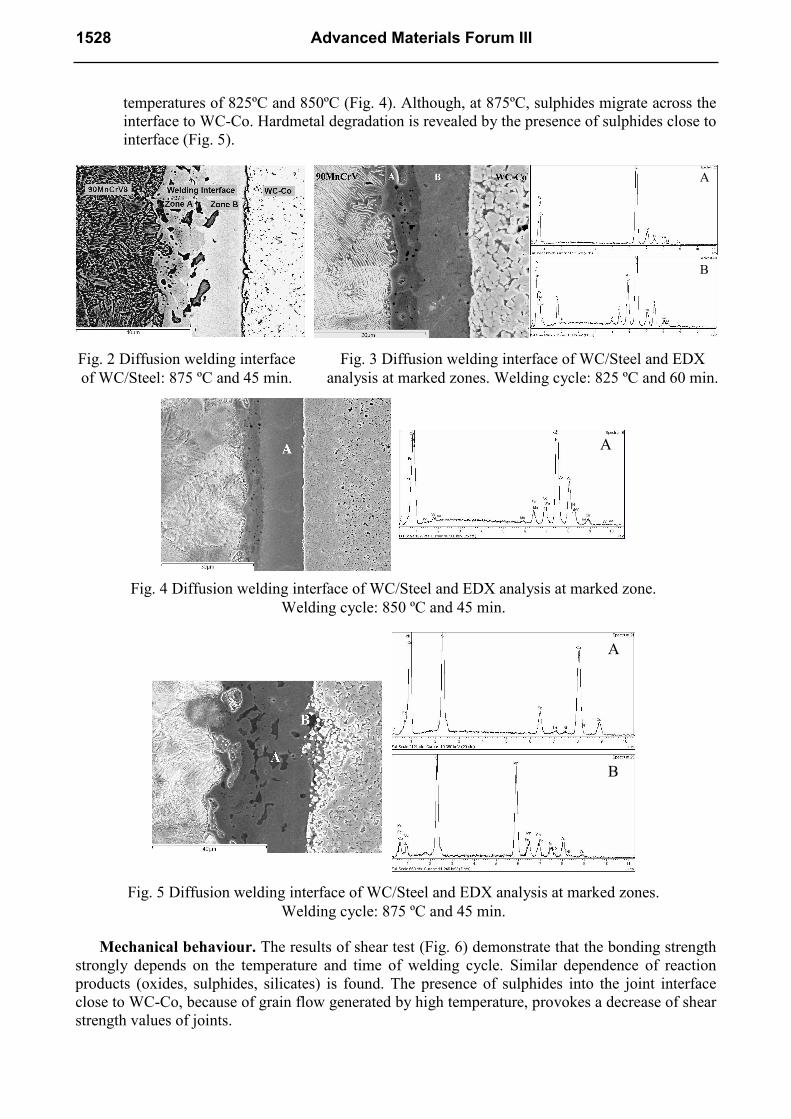
temperatures of 825ºC and 850ºC (Fig. 4). Although, at 875ºC, sulphides migrate across the
interface to WC-Co. Hardmetal degradation is revealed by the presence of sulphides close to
interface (Fig. 5).
Mechanical behaviour. The results of shear test (Fig. 6) demonstrate that the bonding strength
strongly depends on the temperature and time of welding cycle. Similar dependence of reaction
products (oxides, sulphides, silicates) is found. The presence of sulphides into the joint interface
close to WC-Co, because of grain flow generated by high temperature, provokes a decrease of shear
strength values of joints.
Fig. 2 Diffusion welding interface
of WC/Steel: 875 ºC and 45 min.
Fig. 3 Diffusion welding interface of WC/Steel and EDX
analysis at marked zones. Welding cycle: 825 ºC and 60 min.
A
B
A
Fig. 4 Diffusion welding interface of WC/Steel and EDX analysis at marked zone.
Welding cycle: 850 ºC and 45 min.
A
B
Fig. 5 Diffusion welding interface of WC/Steel and EDX analysis at marked zones.
Welding cycle: 875 ºC and 45 min.
1528 Advanced Materials Forum III
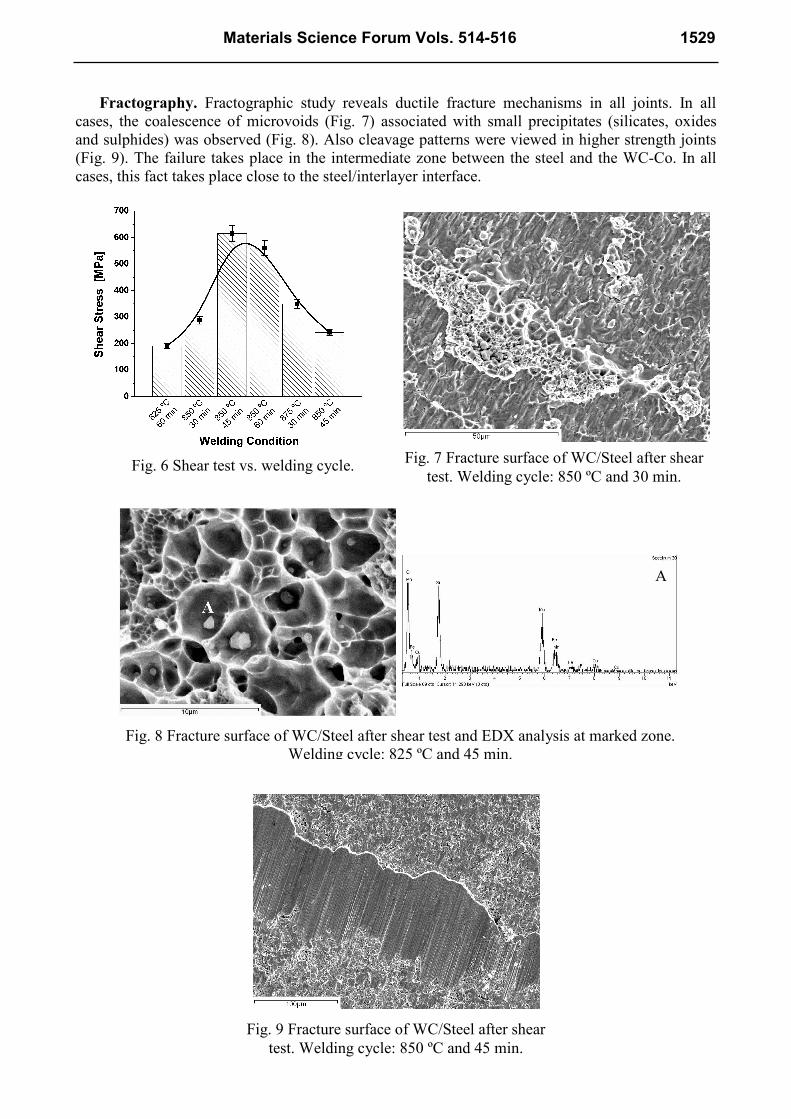
Fractography. Fractographic study reveals ductile fracture mechanisms in all joints. In all
cases, the coalescence of microvoids (Fig. 7) associated with small precipitates (silicates, oxides
and sulphides) was observed (Fig. 8). Also cleavage patterns were viewed in higher strength joints
(Fig. 9). The failure takes place in the intermediate zone between the steel and the WC-Co. In all
cases, this fact takes place close to the steel/interlayer interface.
Fig. 7 Fracture surface of WC/Steel after shear
test. Welding cycle: 850 ºC and 30 min.
Fig. 9 Fracture surface of WC/Steel after shear
test. Welding cycle: 850 ºC and 45 min.
Fig. 8 Fracture surface of WC/Steel after shear test and EDX analysis at marked zone.
Welding cycle: 825 ºC and 45 min.
A
Fig. 6 Shear test vs. welding cycle.
Materials Science Forum Vols. 514-516 1529
Conclusions
The viability of Cu-Ni as interlayer in diffusion bonding of WC-Co / 90MnCrV8 steel has been
proved by metallographic and mechanical test.
The diffusion welding conditions produce high quality interfaces in all joints of WC-Co /
90MnCrV8 steel. However, the optimum welding conditions were 850 ºC, 45-60 minutes.
The austenite is stabilised at room temperature due to the formation of a solid solution Fe-Cu-Ni.
This solid solution is generated by Ni and Cu diffusion phenomena.
The higher contents of sulphur in the 90MnCrV8 steel promote the presence of cupper sulphides,
like covellite (CuS) and chalcosite (Cu2S), into the interface, which have a negative influence in the
mechanical properties of the joints.
The fracture of the joints takes place by ductile coalescence of microvoids, associated with fine
precipitates. Crack propagation is always close to steel/interface because of the amount of fine
precipitates and of the presence of the austenite phase formed during the thermal cycle.
Acknowledgements
The authors wish to thanks the financial support provided by the project MAT 03-05004.
References
[1] Tool Steels Metals Handbook, Vol 1, tenth ed., Properties and selection: Iron and high
performance alloys, ASM International, Ohio, 1997.
[2] B.J. Moniz: Metallurgy (American Technical Publishers, Inc, USA, 1994)
[3] F. L. Zhang, C. Y. Wang, M. Zhu: Scripta Mater. Vol. 49 (2003), p. 1123-1128
[4] Cemented Carbides ASM Handbook, Vol. 2, tenth ed., Properties and selection: Non ferrous
alloys and special purpose materials, ASM International, Ohio, 1998.
[5] Cermets ASM Handbook, Vol. 2, tenth ed., Properties and selection: Non ferrous alloys and
special purpose materials, ASM International, Ohio, 1998.
[6] S. Put, J. Vleugels, G. Anné, O. Van der Biest: Scripta Mater Vol. 48 (2003), p. 1361-1366
[7] C. Monticelli, A. Frignani, F. Zucchi: Corr. Sci. Vol. 46 (2004), p. 1225-1237.
[8] J.M. Miguel, J.M. Guillemany, B.G Mellor, Y.M. Xu: Mater. Sci. Eng. A Vol. 352 (2003), p.
55-63
[9] P.H. Shipway, L. Howell: Wear Vol. 258 (2005), p. 303- 312
[10] A. Collazo, X.R. Nóvoa, C. Pérez: Electrochim. Acta Vol. 44 (1999), p. 4289-4296
[11] J. M. Gómez de Salazar, A. Ureña: J. Physique IV Vol. 3 (1993), p. 1093-1098
[12] B. Derby, E. R. Wallach: J. Mater. Sci. Vol. 19 (1984) p. 3149-3158
[13] N.F. Kazakov: Diffusion bonding of metals. (Pergamon Press, Moscow, 1981).
[14] Binary Alloys Phase Diagrams, Vol. 1 and 2 (Joanne L. Murray, ASM Metals Park Ohio,
USA, 1986)
[15] W.C. Leslie: The physical metallurgy of steel ( Mc Graw-Hill, New York, 1981)
1530 Advanced Materials Forum III
Advanced Materials Forum III 10.4028/www.scientific.net/MSF.514-516 Diffusion Welding of WC-Co (Hardmetal)/ High Strength Steels 10.4028/www.scientific.net/MSF.514-516.1526
DOI References
[10] A. Collazo, X.R. Nóvoa, C. Pérez: Electrochim. Acta Vol. 44 (1999), p. 4289-4296
doi:10.1016/S0013-4686(99)00144-9 [12] B. Derby, E. R. Wallach: J. Mater. Sci. Vol. 19 (1984) p. 3149-3158
doi:10.1007/BF00549798 [3] F. L. Zhang, C. Y. Wang, M. Zhu: Scripta Mater. Vol. 49 (2003), p. 1123-1128
doi:10.1016/j.scriptamat.2003.08.009 [7] C. Monticelli, A. Frignani, F. Zucchi: Corr. Sci. Vol. 46 (2004), p. 1225-1237.
doi:10.1016/j.corsci.2003.09.013 [9] P.H. Shipway, L. Howell: Wear Vol. 258 (2005), p. 303- 312
doi:10.1016/j.wear.2004.04.003 [10] A. Collazo, X.R. Nvoa, C. Prez: Electrochim. Acta Vol. 44 (1999), p. 4289-4296
doi:10.1016/S0013-4686(99)00144-9
















![wc EME žäC&ff DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 ... · DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 wc (DÎIÉ] 167 wc 9155} 7—Jb wc -k ;knlc 220km 61 km 55B R 167 45](https://img.pdfslide.us/doc/110x75/5f097c067e708231d4270c2d/wc-eme-cff-daiou-illust-map-77-wc-wc-wc-y5-260-260-daiou-illust.jpg)