Good morning
Good morningDie, Inlay Wax And Investment
CONTENTSIntroductionDie materials What is a DieIdeal requisites
for die materialsTypes of die materialsProperties of each die
materialTechniques of die fabricationCompatibility of die material
with impression materials.
CONTENTSInlay waxIdeal requisites of inlay
waxCompositionClassificationPropertiesFabrication of wax
patternDistortion of wax pattern and prevention
CONTENTSInvestment materialsWhat is an investmentComponents of
an investment material
Types of investment materials
Indications of each investment materials
INTRODUCTIONDirect restorations are usually not feasible and
advisable in teeth where more than half the tooth structure is
lost.In such scenarios the indirect restorations come into playThey
provide the requisite resistance and retention form as well support
the remaining tooth structure.The indirect restorations are also
indicated as treatment options over direct restorations in
conditions where the anatomical contours and embrasures are to be
modified.INTRODUCTIONThe casting method for fabrication the
indirect restorations basically consists of: - Accurate
reproduction of the prepared tooth, its relation with adjacent
teeth and supporting tissues, Forming a wax pattern,Surrounding it
with a suitable investment material, Heating the investment mold to
remove the wax Finally casting the molten metal into the mold.
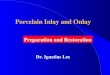
A, Impression. B, Cast. C, Wax pattern on die. D, The pattern is
attached with sprue to a rubber crucible former and invested. E,
Casting. F, Luted restoration.DIE MATERIALS
INTRODUCTIONDuring fabrication of indirect restorations,
accurate reproduction of the tooth, its relation with adjacent
teeth and supporting tissues is essential.This is where the role of
a die comes into play.DEFINITIONSIt is the positive reproduction of
the form of the prepared tooth in any suitable substance. (GPT
7)
The die is a positive reproduction of the prepared tooth and
consists of a suitable hard substance of sufficient accuracy
usually an improved stone, resin or metal. (Rosenstiel et.al)
DEFINITIONSA reproduction of a prepared tooth made from a gypsum
product, epoxy resin, a metal or a refractory material. (Anusavice
11th edition ) The die is a model of the individual prepared tooth
on which the margins of the wax patterns are finished.
(Schillingburg)
IDEAL REQUIREMENTS OF A DIE MATERIAL
They should accurately reproduce all the details in the
impression.They should be dimensionally stable.The die should have
a smooth surface and the ability to resist abrasion. They should be
compatible with impression materials and there should be no
interaction between the surface of the impression and cast or
die.
IDEAL REQUIREMENTS OF A DIE MATERIAL
The die should have toughness to resist breakage during
fabrication or burnishing of fine edges.Colour of the die should be
in contrast to the colour of wax. This helps to facilitate the
manipulative procedures that will be carried out.It should be
reasonably easy to use without excessive manipulative
procedures.
IDEAL REQUIREMENTS OF A DIE MATERIAL
It should be relatively inexpensive.
Should be compatible with separating agent used.
It should be easily wettable by the wax.
TYPES OF DIE MATERIALSA wide variety of materials have been used
for the fabrication of the dies. They may be broadly classified as
follows:GYPSUM PRODUCTS:Dental stone Type 4, high strength.Dental
stone Type 5, high strength high expansion.METALS:Electroformed or
electroplated dies.Sprayed metalAmalgam dies
TYPES OF DIE MATERIALSPOLYMERS:Metal filled resins or inorganic
filled resins.Polyester resinsEpoxy resins.CEMENTS:Silico
phosphateCERAMIC OR REFRACTORY DIE MATERIALS:For direct fabrication
of porcelain crowns or preparation of wax patterns.
TYPES OF DIE MATERIALSSelection of the type of die material
usually depends on:The impression material used.Purpose for which
the cast or die is used.Time factor involved.Materials that will be
manipulated on the cast or die.
GYPSUM PRODUCTSAccording to ADA specification No. 25 the gypsum
products are classified as follows :-Type I Impression plasterType
II Model plaster Type III Dental stoneType IV Dental stone, high
strength Type V Dental stone, high strength and high expansion
GYPSUM PRODUCTSPRODUCTION OF GYPSUM PRODUCTS : Plaster and stone
products are produced by calcining calcium sulphate dihydrate or
gypsum. Gypsum is ground and subjected to temperatures of 1100 to
1200c to drive off part of the water of crystallization and is
converted to calcium sulphate hemihydrate [ CaSO4.1/2 H2O ].
1100-1300c CaSO4.2H2O CaSO4.1/2 H2O Calcium sulphate Calcium
sulphate Dihydrate hemihydrate
GYPSUM PRODUCTSPRODUCTION OF GYPSUM PRODUCTS : Depending on the
method of calcinations, different forms of the hemihydrate can be
obtained They are : -hemihydrate hemihydrate -modified
hemihydrate
The alpha modified hemihydrate is made by boiling gypsum in a
30% aqueous solution of calcium chloride & magnesium
chloride
GYPSUM PRODUCTSSETTING REACTION
(CaSO4)2 . H2O + 3 H2O 2 CaSO4 . 2 H2O + unreacted (CaSO4)2 .
1/2 H2O + heat
Theories regarding the setting reactionColloidal theoryHydration
theory Dissolution Precipitation theoryBased on dissolution of
plaster and instant recrystalization of gypsum, followed by
interlocking of the crystals to form the set solidGYPSUM
PRODUCTSManufacture of Type IV Dental Stone and Type V Dental
Stone
Types 4 and 5 high-strength dental stones are manufactured with
a high-density raw material called densite. This variety is made by
boiling gypsum rock in a 30% calcium chloride solution, after which
the chloride is washed away with hot water (100 C) and the material
is ground to the desired fineness.
TYPE IV STONE WHIP MIX
TYPE V STONE GYPSUM PRODUCTSType IV Dental StoneThese are high
strength dental stone.
W: P ratio - 0.22 -0.24Setting time - 12 4 minutesSetting
expansion - 0.10%Compressive strength - 5000 psiHardness - 92
RHN
GYPSUM PRODUCTSType V Dental Stone :These are high strength,
high expansion dental stones.W: P ratio - 0.18 -0.22Setting time -
12 4 minutesSetting expansion - 0.30%Compressive strength - 7000
psi
GYPSUM PRODUCTSType V Dental StoneThe Type V dental stone gypsum
product exhibits a higher compressive strength than does the type
IV dental stone. In addition setting expansion has been increased
from a maximum of 0.10% to 0.30%. This is because certain newer
alloys such as base metal alloys have a greater casting shrinkage
than noble metal alloys. Thus higher expansion is required in the
stone used for the die to aid in compensating for the alloy
solidification shrinkage.
GYPSUM PRODUCTSxAdvantages of Type IV & Type V StonesThey
are relatively inexpensiveEasy to useCompatible with all impression
material.Good surface detail reproduction (capable of reproducing a
20m-wide line as prescribed by A.D.A specification
No.19).Disadvantages of gypsum dies Susceptibility to abrasion
during carving of wax pattern.
GYPSUM PRODUCTSGypsum dies are sometimes modified to: To make
them more abrasion-resistantTo change the dimensions of the dies.To
increase the refractoriness of the dies.To produce a combination of
these effects.
GYPSUM PRODUCTSSeveral means are used to increase the abrasion
resistance Electoplating, Coating the surface with cyanoacrylate
Adding a die hardener to the gypsum
However each of these methods may increase the die dimensions
slightly thus reducing accuracy.
GYPSUM PRODUCTSDie hardenerMixing high-strength dental stone
with a commercial hardening solution containing colloidal silica
(about 30%) improves the surface hardness of the set
gypsum.Cyanoacrylate or acrylic resin(polystrene) can be applied to
the finish line area of a die to prevent abrasion by waxing
instruments during fabrication of the wax pattern.The thickness of
the cyanoacrylates at the finish line can range from 1-25m while
acrylic lacquers can add 4-10m of thickness.
GYPSUM PRODUCTSSpecial gypsum products ;Since 1991, a plethora
of new dental stones have been introduced One type is extremely
fast- setting and ready to use in 5min,but it has little working
time Another product changes color to help denote when it is ready
for use.Most recently another trend is the addition of a small
amount of plastic or resin, which reduces brittleness and improves
resistance to abrasion during the carving of wax patterns.
GYPSUM PRODUCTSDIE STONE INVESTMENT COMBINATION A commercial
gypsum- bonded material called divestment is mixed with a colloidal
silica liquid. The die is made from this mix, and the wax pattern
is than constructed on it then the entire assembly [die and
pattern] is invested in a mixture of divestment and water thereby
eliminating the possibility of distortion of the pattern on removal
from the die or during the setting of the investment.
GYPSUM PRODUCTSDIE STONE INVESTMENT COMBINATION Divestment is a
gypsum- bonded material it is not recommended for high-fusing
alloys that are used for metal-ceramic restorations but it is a
technique of choice for use with conventional gold alloys
especially for extra coronal preparations. Divestment phosphate
recommended for high fusing alloys.Type 1: For casting inlays and
crownsType 2: For casting complete and partial denture bases
GYPSUM PRODUCTSDie spacer : An agent applied to a die to provide
space for the luting agent in the finished castingTypes of die
spacers :Resins Model paintColoured nail polish
GYPSUM PRODUCTSMETHODS OF APPLICATION OF DIE SPACERPaint on
techniqueSpray techniquePen techniqueIdeal die spacer thickness is
25 micronsSpacers are applied within 0.5mm of the preparation
finish line to provide relief for the cement luting agent
ELECTROFORMED DIESElectroplating the dies can be used to
overcome the poor abrasion resistance of gypsum The electroplated
dies have moderately high strength, adequate hardness and excellent
abrasion resistance.Detail reproduction of a line 4m or less is
readily attainable on an electroplated die when an nonaqueous
elastomeric impression material is used.
ELECTROFORMED DIESAdvantages High strength, Hardness Abrasion
resistance.
ELECTROFORMED DIES The first step in the procedure is to treat
the surface of the impression material so that it conducts
electricity. This process is referred to as METALLIZING. In this
process, a thin layer of metal, such as silver is deposited on the
surface of the impression material.
Conductive silver lacquer for nonconductive surfaces, e.g.
silicone impressions, for copper plating of working
models.ELECTROFORMED DIESRequirements for electroplatingThe
impression to be coated is made the cathode.Anode is the metal to
be deposited either silver or copper Anode and cathode
holder.Electrolyte :- the solution through which the electric
current is passed. Ammeter :- the current passed is of 10mA / tooth
area for 12 hrs. It should not exceed 50mA. Plating tank glass or
hard rubber with well fitting cover to prevent evaporation.
ELECTROFORMED DIESCopper platingThe surface of the impression is
rendered conductive by coating it with fine particles of copper or
graphite. The coated impression is made the cathode (negative
electrode) of a plating bath, with an anode (positive electrode) of
copper. The electrolyte is an acid solution of copper sulfate
(about 250g/l).
ELECTROFORMED DIESCopper platingA current is passed, causing
slow dissolution of the anode and movement of copper ions from
anode to cathode, thus plating the impressionDental stone is then
cast into the plated impression.ELECTROFORMED DIESSilver
platingPolysulfide and silicone impression materials can be silver
plated by the same general technique except The impression is
coated with silver or graphite powder. The anode is silver. The
electrolyte is an alkaline solution of silver cyanide An anode of
at least twice the size of the area to be plated, should be
employed, and the electroplating is carried out approximately 10
hr, using 5 to 10 mA.
ELECTROFORMED DIESProblems in Electroplating Variable degrees of
distortion commonly occur and hence the technique must be performed
slowly.The time required to produce a cohesive film of
metal(typically 8 hrs) is ample for the development of dimensional
changes in the impression.Not all the impression materials are
suitable for plating because of their low surface energies,
silicone impression materials are difficult to electroplate
evenly.
ELECTROFORMED DIESProblems in Electroplating Polyether
impressions because of their hydrophilic nature imbibe water &
become distorted. Therefore they cannot be plated accurately.Poly
sulfide polymers can be silver plated but it is difficult to copper
plate themDrawback of silver plating is the use of a cyanide
solution, which requires special precautions because of its extreme
toxicity.
EPOXY RESIN DIESResins are used as die materials to overcome the
low strength and abrasion resistance of die stones. Most available
resin die material is epoxy resin but polyurethane is also used.The
fast setting epoxy hardens rapidly so that dies can be waxed up in
half an hour after injecting into the impression
The epoxy resin is in one cartridge and the catalyst is in the
other. Forcing the two pastes through the static mixing tip
thoroughly mixes the epoxy material, which can be directly injected
into a rubber impression.EPOXY RESIN DIESThey cannot be used with
water containing agar and alginate impression materials because the
water retards the polymerization of the resin and thus are limited
to use with rubber impression materials . Working time - 15
minSetting time - 1-12 hrs (depending on product) Shrinkage -
0.03%-0.3% Compressive strength - 9500-14200psi Hardness -
83Rhn
EPOXY RESIN DIESADVANTAGES:-It can be cured at room temperature
without expensive or complicated equipment.It is dimensionally
stable.Its abrasion resistance is many times greater than gypsum
products.High strength.
EPOXY RESIN DIESADVANTAGES:-Suitable for fabrication of precise
diesDetail reproduction is better than die stone Hence prostheses
fabricated on resin die will fit more tightly than those made of
gypsum. Good results are achieved with silicone and polyether
EPOXY RESIN DIESDISADVANTAGES:-It undergoes shrinkage during
polymerization. But the amount of shrinkage is approximately equal
to the expansion with gypsum.It is more expensive than gypsum.Not
compatible with impression materials such as polysulfide and
hydrocolloid
POLYURETHANE DIESThese resins compared to epoxy resins were
inexpensive and easily manipulated. Long and narrow tooth
preparations must be reproduced with high transverse-strength
working cast materials to avoid fracturingThe filled polyurethane
resins could be indicated for these conditions
SILICOPHOSPHATE CEMENT DIES
This is similar to the filling and cementing material.Advantage
:Has greater compressive strength than die
stone.Disadvantage:Shrinkage on setting. Loss of water on
standing.
AMALGAM DIES
Amalgam may be packed into rigid impression materials such as
compound.Advantage: -Produces a hard die -Reproduces fine details
and sharp margins. Disadvantages: -Can only be packed into a rigid
impression . -Long time to reach a maximum hardness.
METAL SPRAYED DIES
A bismuth-tin alloy, which melts at 138oc, can be sprayed
directly on to an impression to form a metal shell, which can then
be filled with dental stone. Advantage -A metal coated die can be
obtained rapidly from elastomeric impression materials.
Disadvantage -The alloy is rather soft, care is needed to prevent
abrasion of the die.
CERAMIC DIE MATERIALS:Two ceramic die materials are availableA
material for the production of dies on which porcelain restorations
are to be fabricated, without the use of a platinum foil matrix. To
form the dies heating to over 10000c is necessary. A ceramic
material, supplied as a powder and liquid, and mixed to a putty
like consistency. After 1 hour the material is removed from the
impression and fired at 6000c for 8 minutes to produce a hard
strong die.
FLEXIBLE DIE MATERIAL :
Similar to silicone or polyether impression material.Used to
make provisional restorations or indirect composite resin inlays
.eg; polyvinyl medium viscosity impression material Advantages:
-More rapid setting -ease of removal of provisional or inlay
Disadvantages: -expensive
Philip Duke et. al in 2000 conducted a study of the physical
properties of type IV gypsum, resin containing and epoxy die
materials. The results were all gypsum products expanded where as
the epoxy resin material contracted during setting. The epoxy resin
exhibited much better detail reproduction, abrasion resistance,
transverse strength than gypsum materials. In general the epoxy
resin exhibited the best properties of the materials studied
Philip Duke et al ;Physical properties of type IV gypsum, resin
containing and epoxy die materials JPD April 2000 vol 83, no. 4
p-466-73Jacinthe M et al in 2000 conducted a study on the
dimensional accuracy of an epoxy resin die material using two
setting methods and concluded that retarding the setting reaction
of an epoxy resin die material improved its accuracy. Epoxy resin
die materials had a net shrinkage but the gypsum based materials
had a net expansion .
Jacinthe M et al in 2000 dimensional accuracy of an epoxy resin
die material using two setting methods. JPD March 2000 vol 83 no3 p
301-305
DIE FABRICATIONAvailable methods for die fabrication:A varied
number of die systems or methods of fabrication have been proposed,
which may be broadly classified as follows:Working cast with a
separate die (solved cast with individual die)Working cast with
removable dies. Alternate / other die systems
WORKING CAST WITH SEPARATE DIE:
Technique:2 casts are required in this technique of die
fabrication:Working cast for full mouth.Sectional cast for die of
tooth.These can be obtained by separate impressions or by pouring
the same elastomeric impression material twice.If a double pair is
utilized, the first cast is used for fabrication of die, because it
is the most accurate.
WORKING CAST WITH SEPARATE DIE:
Pours 1 and 2 (individual dies) and 3 (definitivecast).
Sufficient bulk for the die handlesPouring an impression. Stone
added in the preparation area only. The trimmed dies and definitive
cast before articulation.Sectioning the individual diesWORKING CAST
WITH SEPARATE DIE:
Advantages:Primary advantage of this technique is its
simplicityIt keeps the relationship between the abutments fixed and
removable.The working cast requires only limited trimming and no
additional armamentarium is required for its fabrication.Since the
gingival tissues around the prepared teeth are left intact, they
can be used as a guide when contouring the restorations.It also
precludes errors caused by the removable die systems due to
incomplete seating of the die.
WORKING CAST WITH SEPARATE DIE:
DISADVANTAGES:It may be difficult to transfer complex or fragile
wax patterns from cast to die.Seating the pattern on the master
cast may be problematic because the second pour of many impression
materials is slightly larger than the first, therefore it may be
necessary to relieve the stone slightly to seat the pattern before
occlusal evaluation.This technique can be used only with
elastomeric impression materialsWORKING CAST WITH A REMOVABLE DIEIn
a removable die system, the die is an integral part of the master
cast and can be lifted from the cast to facilitate access.Precise
relocation of the die in the master cast is critical to the success
of this system is usually accomplished with brass pins or
dowels.
TechniqueSeveral methods can be employed to allow the
repositioning of a die in its working cast.Prepour technique: When
the dowels are oriented in the impression before it is poured.Post
pour techniques: when they are attached to the underside of a cast
that has been poured.
WORKING CAST WITH A REMOVABLE DIEPre-pour techniqueAdvantage:
Gives more consistent accurate placement of dowel.Disadvantages: It
makes pouring more difficult (bubbles may occur). Sticky wax may
break loose during vibration of impression. Dowel may settle into
the stone.
WORKING CAST WITH A REMOVABLE DIE
Positioning dowel pins before cast pouring with bobby pins and
sticky wax or with prefabricated wire tube aid
Dowel pins must be carefully positioned so that the first pour
of stone completely covers the knurled head; otherwise, the parts
do not separate cleanly. However, the stone should not extend onto
the shaft and reduce stability.Post pour techniqueThe dowel will be
cemented in holes drilled into flat underside of a cast that has
already been poured e.g. by Pindex system
WORKING CAST WITH A REMOVABLE DIE
The Pindex system consists of a special drill press and brass
dowels and plastic sleeves
The assembly is coated with petrolatum to ensure clean
separationPost pour technique
WORKING CAST WITH A REMOVABLE DIE
The location of each dowel is marked on the occlusal surface
Light indicates the location of the drill. The cast is held
firmly and the lever depressed; this activates the drill, which
penetrates into the castThe pins are tried in and cemented in
placePost pour technique
WORKING CAST WITH A REMOVABLE DIE
The plastic sleeves are positioned.The assembly is placed in the
special moldThe second pour of stone is made into the mold. After
some stone has been painted between the pins, the first pour is
placed into this mixSawing the diesAdvantages:Convenient to use
because wax patterns or coping need not be removed from the dies
when transferred to working cast, this helps to:Decrease the
chances of breakage during transfer of pattern.This is also
important for ceramic restorations as the unfired material is quite
fragile (up for labial porcelain margins).
WORKING CAST WITH A REMOVABLE DIEAdvantages It eliminates
discrepancies between separate die and master cast that may be
caused by impression distortion or deformation between pours by
cast and die made from separate impressions that are not
identical.A removable die also eliminates discrepancies that can
occur when the die is coated with a relief agent and the working
cast is not, or when they are coated with different thickness
WORKING CAST WITH A REMOVABLE DIEDISADVANTAGESThe principal
disadvantage of a removable die system is the risk of an
introducing an error in the pattern of the die does not reseat
accurately in the working cast.Difficulty may be encountered in
sawing the die out of the cast interproximal margins can be easily
damaged, particularly if clearance between proximal preparation
margins and adjacent tooth is minimal.
WORKING CAST WITH A REMOVABLE DIEALTERNATE / OTHER DIE
SYSTEMSDie lock traysThe system involves the use of specially
segmented trays. With a single-pour technique, the impression is
formed in the usual way.The Di-Lok tray is filled with stone and is
inserted into the impression while the stone is still wet. After
the die stone has fully set, the locking and curved arms of the
tray are removed. The cast can then be removed by tapping the
anterior pad of the tray base.
ALTERNATE / OTHER DIE SYSTEMS
Drilling holes for dowel pins as marked.Marking dowel pin
locations on clear plateTrimmed impression on alignment
fixture.
Inserting dowels in the baseplate. An adhesive is not
required.DVA Model SystemALTERNATE / OTHER DIE SYSTEMS
The impression is poured and stone is placed around the dowel
pins.The alignment fixture is replaced over poured
impressionFinally the Set cast is removed from the baseplate with
gentle tapping.
The cast is trimmed and sectioned.DVA Model SystemCOMPATIBILITY
OF DIE MATERIAL WITH IMPRESSION MATERIALS
Dental stone Impression compound Zinc oxide eugenol Agar-agar
Alginate Impression plaster when used with separator Rubber base
material Electroplated Copper Rubber base material Electroplated
silver Polysulphide Polyether Addition silicone
Epoxy Resin Polyether, Addition siliconeConclusionA good
impression and an accurate die are the first step towards the
fabrication of an accurate restoration whether its inlay, onlay or
crown. Proper selection of the die material and its manipulation
are paramount to achieve accuracy in the die.In conclusion, a wise
choice of material, combined with proper handling and meticulous
approach to the details of each step of fabrication will bring us
that much closer to perfection .
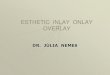
INLAY CASTING WAX
Inlay wax is a specialized dental wax that can be applied to
dies to form direct or indirect patterns for the lost wax technique
used for casting metal or hot pressing of ceramics.
Generally produced in deep blue, green or purple color.
COMPOSITION OF INLAY WAX Paraffin-60% Carnauba-25% Beeswax-5%
Ceresin-10% Natural resins(gum dammer)-less than 1% Organic
fillers- added to avoid excessive shrinkage,expansion due to temp
change Microcrystalline wax- In minute amount. Candelilla Coloring
agents
COMPOSITION OF INLAY WAX
Paraffin wax(mineral wax) 60%
Generally the main ingredient of inlay waxes.Melting range
40-71o C. Likely to flake when trimmed.Does not present smooth,
glossy surfaceConsequently other waxes and natural resins are
added.
Carnauba wax (plant wax) 25%It is quite hard, melting range
84-910CCombined with paraffin to- Decrease flow at mouth temp
increase the hardnessIt contributes to glossiness of the wax
surface.
COMPOSITION OF INLAY WAX
Beeswax (insect wax) 5%Melting range 63-700CBrittle at room
temp, becomes plastic at body tempUsed to modify the properties of
paraffin waxCOMPOSITION OF INLAY WAX
Natural resin (gum dammar)Less than 1%Added to paraffin to
improve its smoothness in moldingIt renders it more resistant to
cracking and flakingIncreases the toughness of the wax and enhances
the smoothness and lusture of the wax.
COMPOSITION OF INLAY WAX
Organic Fillers
Normally soft wax shrinks more than hard wax High shrinking wax
may cause significant pattern distortion when it solidifies.For
this reason organic filler is added , they should be completely
miscible with components of inlay wax.They should not leave an
undesirable residue after burnout.COMPOSITION OF INLAY WAX
Microcrystalline waxes(mineral)Similar to paraffin waxes.It has
a higher melting range 60-910C It is tougher and more flexible than
paraffinIt has less volumetric shrinkage during solidification than
paraffin.COMPOSITION OF INLAY WAX
Candelilla wax (plant wax)Same qualities as carnauba waxAdded to
paraffin to partially or entirely replace carnauba wax.Its melting
point is lower, and it is not as hard as carnauba wax.
COMPOSITION OF INLAY WAX
CLASSIFICATION OF INLAY WAXESAccording to ADA SPECIFICATION
4
TYPE 1 -medium wax used for direct wax pattern
TYPE 2 - soft wax used for indirect wax patternDENTARUM
(Germany)Crown and Bridge Inlay Wax
In ropes In bulk
Dark blue-hard, for crowns bridges and inlays.
Light blue-soft, for crowns bridges and inlays
Lilac-stress free, for copings and cervical margins
Red- adhesive, connecting and adhesive wax
Wax Preforms are available (ceratom wax preforms, Dentaurum)It
simplifies wax up and shorten finishing procedure. DESIRABLE
PROPERTIES OF INLAY CASTING WAX
1.) When softened the wax should be uniform.2) The color should
be such that it contrasts with the die material or prepared tooth.
3) There should be no flakiness or similar surface roughening when
the wax is bent and molded after softening DESIRABLE PROPERTIES OF
INLAY CASTING WAX
4) During carving wax should not pull away with carving
instrument or should not chip as it is carved.5) Wax should burn
out , forming carbon which is later eliminated by oxidation to
volatile gases.6) The wax pattern should be completely rigid and
dimensionally stable at all times until it is eliminated .
PROPERTIES OF INLAY CASTING WAXES
FLOW
Type of wax T=300C T=370C T=400C T=400C T=450 T=450C (max) (max)
(min) (max) (min) (max) I --- 1.0 --- 20 70 90 II 1.0 --- 50 --- 70
90
The maximum flow permitted for Type I waxes at 37oC (98oF) is
1%. Type I and Type II waxes must have a minimal flow of 70% and a
maximum flow of 90% at 45oC (113oF). THERMAL PROPERTIES Thermal
conductivity of waxes is low and time is required to both heat them
uniformly and to cool them to body or room temperature.Inlay wax
thermally expand and contract more per degree of temp change than
any other dental material.This is one of the inherent disadvantages
of waxes when they are used in the direct technique.A maximum of
0.6% linear change in dimension when heated from 25-37oC (77-99oF)
is permitted for Type I wax.
PROPERTIES OF INLAY CASTING WAXESThis property is not
significant when wax is used in indirect technique because the
pattern is not subjected to a change from mouth to room temp,
provided no marked variations in temp occurs after the removal of
pattern from die.
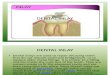
93MANIPULATION OF INLAY WAX
Armamentarium for manipulation of inlay wax
Electric waxing instruments. Top to bottom: PKT Nos. 1 to
5.MANIPULATION OF INLAY WAX
Armamentarium for manipulation of inlay wax
B. Left to right, closer view of these threeinstruments.AB
DPT6 Darby Perry trimmer (wax burnisher). A. Top to bottom, No.
2 Ward and Nos. 1/2 and 3 Hollenback..
Always heat the shank of the instrument so that wax flows off
its tip.Wax pattern fabricationDirect wax pattern technique
Indirect wax pattern technique
Wax pattern fabricationDirect wax pattern technique
-with matrix band adaptation [closed technique]introduced by
Volland
-without matrix band adaptation [open technique]introduced by
Sturrock -with copper band adaptation.
Wax pattern fabricationIndication In easy accessible areas. When
cavity is small with minimal proximal extension. When cavity walls
are flat and line angles are definite.
AdvantagesThe pattern is carved on tooth and not on model.Little
laboratory work compared to indirect technique.Time saving.
Direct wax pattern techniqueDisadvantagesGreat skill and
patience is required to carve pattern in mouthWhen it is carved in
indirect vision it is difficult and fatigueDiscrepancies of the
pattern at the gingival margin are difficult to detect until the
pattern has been carved and withdrawnIf the casting fails, the
patient has to be recalled Direct wax pattern techniqueWith Matrix
Band Adaptation [Closed Technique] Isolate the tooth using cotton
rolls. Apply matrix band and retainer. Coat the internal surface of
band using separating media like vaseline.Soften the inlay wax by
heating and moving it over a alcohol flame.Compress the softened
inlay wax into the prepared tooth for few minutes with finger
pressure. This technique is called compression technique. Direct
wax pattern techniqueWith Matrix Band Adaptation [Closed
Technique]Remove excess of wax and do the carving. With a hot egg
burnisher, contour the occlusal portion of the wax pattern.Now
remove the matrix band and retainer carefully without disturbing
the wax pattern.Ask the patient to bite in centric occlusion for a
few seconds after placing a thin layer of cotton soaked in warm
water.Examine the occlusal surface for high points and remove
them.Do the occlusal carving.Direct wax pattern techniqueWith
Matrix Band Adaptation [Closed Technique]Pass a floss through the
contact area while holding the pattern in place.Smoothen the
proximal surface of the pattern with fine soft silk.Evaluate and
correct all the margins of the pattern.Burnish and remove any
excess wax over the axial margins with a warm hollenback waxing
instrument.Finally, examine the pattern. There should be a slight
excess of wax over the gingival margin.Direct wax pattern
techniqueWith Matrix Band Adaptation [Closed Technique]Once the
satisfactory wax pattern is formed, attach the sprue former and
reservoir to the thickest point of the wax patternRemove the wax
pattern from the preparation and examine it for marginal
integrity.Direct wax pattern techniqueWithout use of Matrix Band
Adaptation [OPEN TECHNIQUE]Here the technique is same except that
matrix band is not used during fabrication of wax pattern. In this,
after the carving of occlusal portion is done, use dental floss to
remove extra wax from the proximal portion and to produce proper
contact and contour..Direct wax pattern techniqueINDIRECT WAX
PATERNINDICATIONS Large preparations like onlays, full coverage
crowns and MOD restoration.Insufficient access and visibility.When
minute details like skirts and collars are presentINDIRECT WAX
PATERNADVANTAGESEasily made in inaccessible areasLess chair side
timeDirect vision is used in pattern fabricationMade on articulated
models better occlusal restorationPolishing is done outside the
oral cavity If casting failure occurs, patient recall not
necessary
INDIRECT WAX PATERNDISADVANTAGES Impression may be
distorted.Dentist depends on technician.More laboratory work.Errors
in cast can result in inadequate casting. Indirect wax pattern
technique
The die is lubricatedProximal surfaces are developed, with
correctly located contact areas
The occlusal surfaces are developed with a wax addition
technique.margins are reflowed, and the wax pattern is finished
DISTORTION OF WAX PATTERN
Wax distortion is probably the most serious problem during
forming and removal of the pattern from the mouth or the
die.Distortion results from -thermal changes -relaxation of
stresses (on cooling) -occluded air -molding -carving -removal and
the time and temperature of storage
Waxes tend to return to their original shape after manipulation,
this property is known as wax memory.The casting fits best when the
pattern is invested immediately after its removal from the die.
Inlay wax softened over bunsen burner and left in room temp
water for several hours. It tends to return to its orignal shape,
the inner mol were under compression while outer ones under
tension. DISTORTION OF WAX PATTERN
One can minimize the incorporation of residual stress by
softening a wax uniformly by heating at 500C for at least 15 min
before use , also by using warmed carving instruments and a warmed
die, by adding wax to the die in small amounts.Greater distortion
results at higher storage temperature.Inlay wax pattern if allowed
to stand longer than 30 minutes, should be kept in a refrigerator ,
the distortion will be less as compared to room temperature.
PREVENTION Of DISTORTION OF WAX PATTERN
During spruing distortion can be reduced by use of solid wax
sprue or hollow metal sprue filled with sticky wax. If the pattern
was stored margins should be re-adapted. Sprue position- Ideal area
for the sprue former is the point of greatest bulk in the pattern
to avoid distorting thin areas and permit complete flow of the
alloy into the mold cavity.It should be attached with the pattern
on the master die, provided the pattern can be removed directly in
line with its path of withdrawl from the die.PREVENTION Of
DISTORTION OF WAX PATTERN
Sprue diameter- same size as the thickest area of the wax
pattern , if the pattern is small, the sprue former must also be
small.Length should be adjusted , Gypsum bonded investment 6 mm of
the open end of ring Phosphate bonded investment 3 - 4mm PREVENTION
Of DISTORTION OF WAX PATTERN
Dental Investment MaterialINTRODUCTIONWhen a restoration or
appliance is being made by a lost wax process, the wax pattern is
embedded in an investment material. The wax is then removed from
this mold, and the mold space thus formed will be filled by the
molten casting alloy from which the restoration is to be
madeDEFINITIONAn investment can be described as a ceramic material
which is suitable for forming a mold into which a metal or alloy is
appropriately cast.The procedure for forming the mold is described
as investing. Robert G Craig As these materials can withstand high
temperatures, they are also known as refractory materials.
IDEAL REQUIREMENTSEasily manipulatedSufficient strength at room
temperatureStable at higher temperaturesSufficient expansionIDEAL
REQUIREMENTSShould be porous enough to permit the air or other
gases in the mold cavity to escape easily during the casting
procedure.Should have a smooth surface and fine detail and margins
on the casting should be preserved.Investment should break away
readily from the surface of the metal and should not have reacted
chemically with it.Should be inexpensive.
CLASSIFICATIONBASED ON PROCESSING TEMPERATUREHigh
TemperaturePhosphate Bonded InvestmentSilica Bonded InvestmentLow
TemperatureGypsum Bonded Investment
BASED ON REFRACTORY MATERIAL Quartz InvestmentCristoballite
InvestmentBASED ON TYPE OF BINDER USED
Gypsum bonded investments : According to ADA Specification 2
Uses Shrinkage compensationType I Inlay, Crown Thermal expansion
Type II Inlay, Crown Hygroscopic expansionType III R.P.D. Frame
workThermal expansion
Phosphate bonded investments
Silicate bonded investments
CLASSIFICATIONGENERAL COMPOSITIONRefractory MaterialMaterial
that withstands high temperature without decomposing or
disintegrating.Resists heat and force of castingExpands and
compensates for casting shrinkageBinder The refractory material
alone does not form a coherent solid mass, so some kind of binder
is needed. Commonly used binders are ; - Calcium sulfate
hemihydrateOthers are Sodium silicate, Ethyl silicate, Ammonium
sulfate, Sodium phosphate.
Other Chemical Modifiers Usually a mixture of refractory
materials and a binder alone is not enough to produce all desirable
properties required of investment.Other chemicals such as sodium
chloride, boric acid, potassium sulfate, graphite, copper powder or
magnesium oxide are often added in small quantities to modify
various physical properties.
GYPSUM BONDED INVESTMENTADA SPECIFICATION NO.2
TYPE-1 Inlays or crowns Thermal expansionTYPE 2 Inlays or crowns
Hygroscopic expansionTYPE 3 Fixed partial dentures with gold
alloys
COMPOSITION - GYPSUM BONDED INVESTMENTBinder
-Hemihydrate Gives strength Holds ingredients together Provides
rigidity
RefractorySilicaQuartz Tridymite Cristobalite Fused QuartzSilica
(SiO2) is added to provide a refractory during the heating of
investment and to regulate thermal expansion.If proper form of
silica is employed in investment, the contraction during heating in
an investment can be eliminated and changed to an expansion.
COMPOSITION - GYPSUM BONDED INVESTMENTQuartz and cristobalite
are of particular dental interest.When quartz, tridymite or
cristobalite is heated, change in crystalline form occurs at
transition temperature characteristic of particular form of silica.
Low form High form (Alpha quartz) 575C ( Beta quartz) Cristoballite
200C to 270CTridymite 2 inversions at 117C & 163C. Density
decreases as alpha form converts to beta form, with resulting
increase in linear expansion.
COMPOSITION - GYPSUM BONDED INVESTMENTModifiers
Reducing Agent Carbon Provides a non oxidizing atmosphere
Coloring Agent Powdered copper
Modifying chemicals Boric acid, NaCl Regulates Setting expansion
& Setting time Prevents most of the shrinkage when gypsum
heated above 300C
COMPOSITION - GYPSUM BONDED INVESTMENTSETTING REACTION - GYPSUM
BONDED INVESTMENTSame as Dental stone. CaSO4 H2O + H2O CaSO42H2O +
3900 Cal / gmol. (Ca. Sulfate hemihydrate) (Ca. Sulfate
dihydrate)
Sets to form a solid mass which binds the silica particles
together.
Reaction is exothermic.
Microstructure of set material shows rod like particles of
gypsum intermeshed with large irregular particles of silica
refractory.
PROPERTIES- - GYPSUM BONDED INVESTMENT ADA Specification No.
2Setting Time9-18 minutes.This can be altered by addition of K2SO4,
NaCl (Increase setting time), Borax and potassium citrate (decrease
setting time). ExpansionExpansion aids in enlarging mold. This
property of investment is needed for compensation of casting
shrinkage of alloy. Expansions are of 3 types : Normal setting
expansion. Hygroscopic setting expansionThermal expansion
PROPERTIES- - GYPSUM BONDED INVESTMENT Normal Setting
ExpansionSilica & calcinated gypsum results in setting
expansion greater than that of gypsum used alone.Silica particles
interferes with the intermeshing & inter-locking of crystals as
they form.Thus, thrust of crystals is outward during growth,
resulting in increased expansion. 0.6% expansion.
PROPERTIES- - GYPSUM BONDED INVESTMENT Factors Affecting Normal
Setting ExpansionGreater the gypsum content of the investment,
greater the exothermic heat transmitted to the wax pattern and
greater the mould expansion.Lower the W/P ratio for the investment,
greater the exothermic heat and greater the setting expansion.
PROPERTIES- - GYPSUM BONDED INVESTMENT Factors Affecting Normal
Setting ExpansionThinner the walls of the wax pattern, greater the
setting expasion of the investment.Softer the wax, greater the
setting expansion. If a wax softer than Type B inlay wax is used,
the setting expansion may cause a serious distortion of the
pattern.
PROPERTIES- - GYPSUM BONDED INVESTMENT Hygroscopic Setting
ExpansionThis occurs when the gypsum is allowed to set under or in
contact with water. Hygroscopic setting expansion of an investment
may be more than six times the normal setting expansion. The ADA
specification no.2 for Type II investments requires a minimal
hygroscopic setting expansion of 1.2% and a maximal expansion of
2.2%.PROPERTIES- - GYPSUM BONDED INVESTMENT Hygroscopic Setting
ExpansionWater Immersion Technique :- the investment mould is
placed into water.Water Added Technique :- a measured volume of
water is placed on the upper surface of the investment material
within the casting ring. PROPERTIES- - GYPSUM BONDED INVESTMENT
Factors Affecting Hygroscopic Setting ExpansionComposition:-
Increase in silica content increases the hygroscopic setting
expansion.W/P ratio:- Higher the W/P ratio of the original
investment water mixture, less the hygroscopic setting
expansion.Spatulation:- Shorter the mixing time, less the
hygroscopic expansionShelf life of investment :- The older the
investment, less is its hygroscopic setting expansion
PROPERTIES- - GYPSUM BONDED INVESTMENT 139Factors Affecting
Hygroscopic Setting ExpansionConfinement :- Both the normal and
hygroscopic setting expansions are confined by opposing forces,
such as the walls of the casting ring or the walls of the wax
pattern.Temperature of the water bath :- Higher the temperature of
the water bath used for immersion, greater the hygroscopic
expansionAmount of added water :- An increase in the amount of
water added, increases the hygroscopic setting expansion upto a
certain point, after which further addition of water does not
create any expansion
PROPERTIES- - GYPSUM BONDED INVESTMENT 140Factors Affecting
Hygroscopic Setting ExpansionParticle size of silica :- Finer
particles of silica produce greater hygroscopic
expansionSilica/binder ratio :- If this ratio increases, greater
will be the hygroscopic expansion and lesser the
strength.PROPERTIES- - GYPSUM BONDED INVESTMENT 141Thermal
ExpansionThermal expansion of gypsum is directly related to amount
of silica present & to type of silica employed.The thermal
expansions of type II investments to be between 0.0 to 0.6% and of
Type I investments which rely principally on thermal expansion for
compensation, to be between 1.0 to 2.0%.
PROPERTIES- - GYPSUM BONDED INVESTMENT Thermal ExpansionThermal
expansion is influenced by particle size of quartz, type of gypsum
binder & resultant W/P ratio to provide workable mixInvestments
containing cristobalite expand earlier than those containing
quartz.Expansion occurs at a lower temperature because of lower
inversion temperature of cristobalite compared to
quartz.PROPERTIES- - GYPSUM BONDED INVESTMENT StrengthMust be
adequate to prevent fracture or chipping of mould during heating
and casting of gold alloy.Contraction of investment is fairly
constant until it cools below 5500C. Thus, when alloy is still
quite hot and weak, investment can resist alloy shrinkage by virtue
of strength and constant dimension. Compressive strength 2-4
MPa.
PROPERTIES- - GYPSUM BONDED INVESTMENT Factors Affecting
StrengthAlpha hemihydrate ----- strengthModifiers -------
strengthWaterHeating investment to 700oc may increase or decrease
strength depending on composition.After investment has cooled to
room temparature its strength decreases.
PROPERTIES- - GYPSUM BONDED INVESTMENT PHOSPHATE BONDED
INVESTMENT
PHOSPHATE BONDED INVESTMENTMost common type of investment for
casting high melting alloys is phosphate bonded investment.
Common BrandsSilikan, Auro bond, Calsite, Deguvest, Eurocent,
Nirobond, etc.
COMPOSITIONBinder- 20%Acidic part ammonium diacid phosphateBasic
part magnesium oxide
Refractory- 80%Silica (cristobalite or quartz or mixture of
two)Provide high temperature thermal shock resistanceProvide
thermal expansion at high temperatureModifiers- CarbonActs as
reducing agent
MODE OF SUPPLYPowder + liquidPOWDERAmmonium diacid
phosphateMagnesium oxideSilicaTraces of carbonLIQUID Colloidal
silica
SETTING REACTIONNH4H2PO4 + MgO NH4MgPO4 + H2O OR
NH4H2PO4 + MgO +H2O NH4MgPO4.6 H2O150SETTING AND THERMAL
EXPANSIONWhen phosphate bonded investments are mixed with water
they exhibit shrinkage between 2000C to 4000C. This contraction is
eliminated when colloidal silica replaces water.
Early thermal shrinkage of phosphate bonded investments is
because of decomposition of binder and is accompanied by evolution
of ammonia.
For gypsum, shrinkage is caused by transformation of calcium
sulfate from hexagonal to rhombic configuration.
SETTING AND THERMAL EXPANSIONWorking And Setting TimeWorking
Time - 2 minutes SettingTime - 1 hour Warmer the mix, faster it
sets. Increased mixing time, faster is the set. Increased L/P
ratio, increased is working time.
PROPERTIES
Compressive strength ----- 2.5- 3 MpaSetting expansion ------
0.4%Hygroscopic setting expansion ------ 0.8%Thermal expansion with
water----- 0.8% With special liquid ---1.2%
ADVANTAGEHigh green strengthHigh fired strength less mold
cracking and few fins on castingCan withstand temperature up to
1000c for short period of time
DISADVANTAGESTemperature of 1375c ----- mold breakdown and
roughen surface of castingSpecial liquid ---- less porous mold
-----incomplete castingProduces oxides difficult to remove from
castings
SILICATE BONDED INVESTMENTSThese investment materials are being
used since 1930 but are slowly loosing there popularity due to
complicated and time consuming procedures involved.
COMPOSITIONBinder ---- silica gelRefractory ------
silicaAdditives---- magnesium oxideWetting agent
PROPERTIESCompressive Strength 1.5 MPa Setting Contraction 0 -
0.4% Thermal Expansion 1.5 1.8%, this has only thermal expansion.
Can Withstand High Temp 10900C to 11800C AdvantagesHigh
permeability, yields sharply defined castingsLow setting
expansionSmooth castingsLow burnout strength easy removal of
casting & cleaning of oxides from castings
DisadvantagesLimited shelf life of liquidVery expensiveGives off
flammable components during processingPotential of cracking during
burnout.
InvestmentPrimary useDental plaster or stone Gypsum-bonded
materials
Phosphate-bonded materials
Silica-bonded materialsMould for acrylic dentures.Mould for gold
casting alloys.Mould for base metal and gold casting alloys, mould
for cast ceramics and glasses; mould for soldering.Mould for base
metal casting alloys.PROBLEMCAUSESOLUTIONROUGH SURFACEBREAKDOWN OF
INVESTMENTDONT OVERHEAT MOULD OR ALLOYAIR BUBBLES ON WAX
PATTERNWETTING AGENT/VACCUM INVESTING TECHNIQUEWEAK INVESTMENTAVOID
USING EXCESS WATER OR TOO MUCH WETTING AGENT ON WAX FINSCRACKING ON
INVESTMENTAVOID HEATING INVESTMENT RAPIDLYSULPHURBREAKDOWN OF
INVESTMENTDONT OVERHEATROUNED MARGINSBACK PRESSURE OF AIR DUE TO
LOW POROSITY OF MOULDPATTERN 6-8 MM FROM END OF CASTING RINGPROBLEM
CAUSED BECAUSE OF INVESTMENTSRECENT ADVANCEMENTSMore recently new
investment materials have been marketed for casting commercially
pure titanium. These investments are based on alumina, spinels,
zirconia and magnesia. The objective in developing these
investments has been to minimise the interactions between molten
titanium and the investment moulds on casting. In the
magnesia-based investment the expansion is controlled using
zirconium. As this reaction occurs, investment expands.
INVESTING Two main methods of investing the wax pattern are:1.
Hand investing.2. Vacuum investing.
INVESTING
The mix is hand-spatulatedWith the crucible former in place, the
ring is attached tothe mixing bowl.The vacuum hose is
attachedINVESTING
The bowl is inverted, and the ring is filled under vibrationThe
vacuum hose is removed before the mixer is shut offThe filled ring
and crucible former are removed from the bowl.
When the investment has set, the skin at the top of the ring is
trimmed off.
The rubber crucible former is removed, and any loose particles
of investment are blown off. The ring is then placed in the furnace
for the recommended burnout schedule.
References: Philips science of dental materials - Anusavice
Notes on dental materials - E C CombeRestorative dental materials -
Robert G CraigFundamentals of fixed Prosthodontics - Shillingberg.
Contemporary fixed Prosthodontics - Stephen F.RosenstielPhilip Duke
et al ;Physical properties of type IV gypsum, resin containing and
epoxy die materials JPD April 2000 vol 83, no. 4 p-466-73.