Embed Size (px)
Citation preview

Developments in oxy-combustion technologies
Toby Lockwood
High temperature materials in pulverised coal technology
Kyle Nicol
24th
April 2014, 2pm AEST (Melbourne, Australia)

Mission statement
The IEA Clean Coal Centre will provide a source of
unbiased information on the clean and
efficient use of coal worldwide.
Services will be delivered to governments and
industry through:
Facilitation of R&D and provision of networks
Direct advice
Review reports

Membership
Italy Japan
Republic
of Korea
UK
Glencore Xstrata
BHEL
Anglo American
Thermal Coal
USA
S Africa
Austria
Canada
Germany CEC
Beijing Research
Institute of Coal Chemistry
Australia
Coal
Association
NZ
Suek Electric Power Planning &
Engineering Institute of China
Banpu
Poland

Products and services
Reports
Mining and transport
Power generation
Pollution mitigation
Waste management
Markets and economics
Policy and regulations
Monthly Webinars
Databases: Coal Meetings, Clean Coal
Technologies, Emission Standards
Newsletter and Weekly News
Consultancy and presentations

Developments in oxyfuel
combustion of coal
Toby Lockwood
IEA Clean Coal Centre

Oxyfuel concept
• Eliminate N2 from combustion for purer stream of CO
2
(>90% dry)
• Combustion air replaced with a mixture of pure oxygen
and recycle flue gases
Conventional plant + ASU
+ CPU + flue gas recycle

Advantages
• Based on combining established technologies
• Straightforward retrofit
• Minimal interference with steam cycle
• High capture rates possible (98-99%)
• Low water use
• Reduced boiler size possible
• Potentially easier flue gas scrubbing
But:
• Energy penalty is significant (7-10 %pts) due to air
separation and CO2 purification/compression
• Capital cost
• Corrosion and air ingress issues
• Altered combustion properties

Flue gas recycle
Possible recycle locations:
• Hot recycle before FGD: High SOx = corrosion risk
• Recycle post FGD: Thermal penalty
• Dry recycle post FGC: Even bigger penalty, but needed for
coal drying/transport
• Usually post FGD for 2˚ stream, post FGC for 1˚
• Dry deSOx is another solution for hot recycle

Combustion
CO2 has very different properties to N
2:
• 1.7 x density: altered mass flows and heating rate
• 1.6 x specific heat: lower flame temperature, ignition
delay
• Active in IR spectrum: higher thermal radiation
• Reduced diffusivity of O2 and volatiles
• Gasification reactions
Oxyfuel flames are
less stable and can
detach from burner.
Flue gas RR is first
recourse to stabilise
combustion.
Air
Oxyfuel

Combustion: Recycle ratio
• Reduce flue gas dilution to match air flame temperature
• ~27-29% oxygen needed for wet recycle
• Also reduces ignition delay and stabilises flame

Combustion: Oxyfuel burners
Oxyfuel tailored burners needed for optimum
performance:
• Increase recirculation of hot exhaust with swirl or quarl
geometry
• Account for altered density/volumes on aerodynamics
• Pure oxygen injection
Alstom RWTH Aachen

Combustion fundamentals
Gasification reactions:
CO2 + C → 2CO
H2O + C → CO + H
2
Clarifying effect on each combustion stage helps improve
CFD models:
• Coal drying: largely unaffected
• Devolatilisation: similar yield, slightly longer duration
• Ignition: Slightly delayed even at same flame temperature
• Char combustion: Gasification only significant at high
temperature and low oxygen. But highly endothermic, so
total char consumption is little affected.

Pollutants
• Up to 75% less NOx due to NO reburning and lack of N2
• More SO2 retained in ash
• Species in recycled flue gas are concentrated up to 3-4
times (equivalent to combustion without nitrogen)
• No stack emissions: Mainly an issue for CO2 purification
and corrosion

Low temperature corrosion
Dew point raised by around 30˚C due to high H2O and SO
3.
Serious issue for oxyfuel pilots:
• Preheater, economiser, FGD, FGC and CPU at risk
• Avoid stagnation and leaks: Use purges and welded joints
• Stainless steels or coatings employed
• FGC can be Ni alloy
• Parts of CPU are plastic
Ciuden Schwarze Pumpe

High temperature corrosion
Several mechanisms for worse superheater corrosion:
• High CO2: carburisation (brittle metal carbides)
• High SOx: sulphidation
• High H2O: volatises Cr, aids diffusion through scale
• Hot corrosion: SOx forms molten salts with Na/K
• Many studies show higher corrosion rates
but no consensus
• Fundamental chemistry is unchanged
• Peak hot corrosion at higher temperature
• Water vapour has a significant influence

Oxygen production: Cryogenic ASU
Cryogenic air separation is an established technology
for >4000 tpd O2:
• Air is compressed and cooled to dew point
• 500 MW plant needs ~1000 tpd = 2 x largest units built
• Low purity O2 is optimum (~97%)
• Energy intensive: 10-15% of gross output, but potential
for further optimisation
• Flexibility limitations
Air Pre-
cooling
TSA
Drying
Cooled
<-170˚C ~5 bar Distillation
O2 N2

Cryogenic ASU: Optimisation
• Significant efficiency gains
made for oxyfuel ASU
• More complex process
cycles such as triple column
distillation
• Further optimisation forecast
for next few years

Liquid oxygen storage
Storing oxygen can allow operating cost saving:
• Off-peak: Use cheaper power to produce O2
• Peak: Use stored O2 and turn down ASU
• Capital intensive so need volatile market
• Can also improve ASU ramping/turndown

Ion transport membranes
Possibility for lower energy oxygen production, pre-
commercialisation:
• Based on perovskite ceramic membranes
• Air feed is 800-900˚C and >13 bar
• 5 tpd pilot from Air Products, 100 tpd pilot this year
• Modular design: Stacks of flat wafers
• Requires integration with gas turbines to realise
efficiency potential (1-2% pts)

Flue gas purification: CPU
No standard for CO2 purity. Pilot CPU have aimed for very
high purity CO2 (>99%):
• High level of dehydration (ppm levels) required to prevent
pipeline corrosion: Temperature swing adsorption used
• Very low O2 required for EOR
• O2, N
2, Ar add to compression energy
• Hg damages Al heat exchangers: Sorbent guard bed
• SOx/NOx, pipeline and compressor corrosion: Several
polishing technologies demonstrated
FG compression,
cooling + flash or
distillation
FGC Drying Cold Box:
Liquefaction,
distillation
CO2 Flue gas ~30 bar

Flue gas purification: CPU
Callide CPU
2NO + O2 → 2NO
2
2NO2 + H
2O → HNO
2 + HNO
3
‘Autorefrigeration’ by
product CO2
NaOH

SOx/NOx removal
Low volume/high pressure FG aids SOx/NOx removal. PPM
levels of SOx and NOx achieved by various means:
• Air Products: Sour compression. Exploits the catalysis of
SO2 oxidation by NO at high pressure:
NO2 + SO
2 → NO + SO
3
• Air Liquide: low pressure scrubs with NaOH or Na2CO
3
and distillation of NO2
• Linde: Cold scrub with ammonia water or NaOH at 15 bar
(LICONOX). Conversion of NOx to fertilisers or nitrogen
gas possible.
• Praxair: Activated carbon

Vent gas purification
Waste gases from distillation contain some CO2 and O
2
• Use polymer membranes or pressure swing adsorption
• Recover O2 for boiler and reduce ASU power
• Increase CO2 capture rate from 90 to 98%, reduce
capture cost per ton
Air Liquide: Membrane
Praxair: VPSA

Thermal integration of plant
Energy savings possible from thermal integration of boiler,
steam cycle, ASU, and CPU.
• ASU compressor heat for feedwater heating: 7 to 9% of
ASU energy recovered, ~0.4%pts in plant efficiency
• Lesser gains from CPU compressor heat
• Steam used for ASU/CPU sorbent regeneration
Coil wound HX for
ASU heat recovery

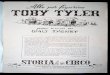
Oxyfuel pilot projects
ANL/BHP
ANL/EERC IFRF
IHI
Canmet
B&W/AL
IVD-Stuttgart
PowerGen
Jupiter
B&W
Enel
RWE-npower
Oxyxoal UK
Alstom
VattenfallCiuden CFB
Ciuden PC
Callide
0.1
1
10
100
1980 1985 1990 1995 2000 2005 2010 2015
Gro
ss o
utp
ut
(MW
e o
r M
Wt/
3)
Combustion pilot
Pilot with CPU

Schwarze Pumpe (2008)
Vattenfall 30 MWt plant in Germany was first full-chain pilot.
• Lignite-fired, 9 t/hr of CO2 produced
• Multiple burner tests, corrosion tests, plant control…
• Brief storage trial (road transport)

Es.CO2, Ciuden (2011)
30 MWt oxyCFB (Foster Wheeler) and 20 MWt oxyPC units.
• Air Liquide CPU: Full flue gas dehydration, 6% to pure CO2
• Up to 40% oxygen used in CFB
• Testing anth/petcoke blends, CFB deSOx, CPU/boiler
integration…
Air Oxy

Callide (2012)
100 MWt full-chain oxyfuel PC retrofit (IHI) from consortium
of utilities, manufacturers, and mining company.
• CPU takes ~15% of flue gas: 75 tpd liquid CO2
• Local Callide bituminous coal, no FGD
• Generates electricity to grid

Demonstration projects: Futuregen 2.0
• 167 MWe gross retrofit from consortium of energy and
mining companies (plant design: B&W and Air Liquide).
• FEED completed Dec 2013, start construction this year?
• $1 bn of CAPEX from DOE. Illinois meeting O&M deficit
• 98% capture yields 1.1 Mt CO2/yr
• 21.5% (HHV) design efficiency
• FGD by circulating dry scrubber
• 50 km CO2 pipeline to onshore saline aquifer

Other demonstrations
• Compostilla, Spain: 300 MW gross SC oxyCFB project,
FEED completed, seeking funding
• Young Dong, Korea: 100 MW retrofit, FEED completed,
government funding withdrawn
• WhiteRose, UK: 450 MW gross USC plant. FEED contract
awarded Oct 2013, finalist for £1 bn UK government
funding
• ENEL, Italy: feasibility study for 320 MW net pressurised
plant
China:
• 35 MWt HUST pilot, 200 MW FEED underway
• Several other large demos in early stages of planning

Pressurised oxyfuel
At high pressures:
• Latent heat of water vapour is recovered at temperature
usable for feedwater preheating
• Reduced air ingress
• Reduced fan power
• Reduces wet compression in CPU (shifted upstream)
ENEL operate a 5 MWt pilot, 50 MWt pilot and demo planned:
• Coal slurry
• Flameless combustion
• Low emissions
• Ash runs off as slag

Costs
• ASU is largest additional plant cost (14-20% of total
capex)
• Estimates of postcombustion and oxyfuel costs are
similar (~80% increase in COE)
• Oxyfuel potentially lower cost retrofit

Summary
• Oxyfuel ready for demonstration
• Main boiler issue is corrosion: May restrict fuel use or
recycle path
• Cryo ASU has potential for further optimisation and
integration with steam cycle
• CPU offers less potential for energy gains but lower
cost flue gas cleaning possible
• Minimum energy penalty of 6-7%pts through plant
integration and other optimisation
• Capital cost estimates equivalent to post-combustion
• Next generation systems could include pressurised
combustion and O2 production by membranes

High temperature steels and nickel
alloys in pulverised coal technology
Kyle Nicol

Introduction
Most of coal-fired power plant are pulverised type
▲ Electrical efficiency = ▼ coal use & ▼ environmental
impact & can favour plant economics
▲ steam temperature = ▲ electrical efficiency
Steam temperature limited by materials

Commercial Steels
1880s - Ferritic steels: Proven and peaked at <565ºC
1960s - Martensitic steels:
9% chromium in <600ºC superheat
11-12% chromium in <620ºC reheat
1990s - Austenitic steels: Excellent up to 665ºC, but
limited to thin-section

Cyclic Operation
Cyclic operation results in cracks
Methods can accurately predict component lifetime
Preventative action can be economically favourable

Commercial boiler steels
Boiler component and steam
temperature
Materials Fireside
corrosion
resistance
Steamside
oxidation
resistance
Creep
resistance
Fatigue
resistance
PWHT Comments
Tube: Waterwall <480°C Ferritic: T11, T12 Low Very Low Very Low Very Low No None
Tube: Waterwall <565°C Ferritic: T22, T23, T24 Moderate Low Low Low No SCC of T24
Tube: Superheater and
reheater 550-575°C
Ferritic: T22, T23, T24
Moderate Moderate Low -
Moderate
Low -
Moderate
No SCC of T24
Martensitic: T91 Yes Type IV
Tube: Superheater and
reheater <600°C
Martensitic: T92, E911,
T122, NF12, SAVE12
High High Very High
(superheat
) High
(reheat)
Very High
(superheat)
High
(reheat)
Yes Type IV
Austenitic: 347HFG, 310 Yes DMW
Tube: Reheater <620°C Austenitic: Super 304H,
Esshete 1250, 17-14
CuMo, Sanicro 28,
NF709, HR3C, SAVE 25
Very High Very High Moderate Moderate Yes DMW
Pipe: Headers <580°C and <22
MPa
Martensitic: P91 Moderate Moderate High Moderate Yes Type IV
Pipe: Header <600°C and 22-25
MPa
Martensitic: P92, E911,
P122
High High Very High High Yes Type IV
Pipe: Headers <620°C and <10
MPa
Martensitic: NF12,
SAVE12
Very High Very High High Moderate Yes Type IV
Pipe: Superheat <600°C and
22-25 MPa
Martensitic: P92, E911,
P122
None High Very High Very High Yes Type IV
Pipe: Reheat <620°C and <10
MPa
Martensitic: NF12,
SAVE12
None Very High Moderate Moderate Yes Type IV
Furnace floors, upper furnace
walls, convection pass
enclosures and economisers
Ferritic: High carbon
grades, chromoly steels
Moderate None Low Low Yes None
Baffles, supports, hanger
fittings, oil burner impellers,
soot-blower clamps and
hangers
Austenitic: 25Cr-20Ni,
25Cr-12Ni
High None Moderate Moderate Yes None

Commercial turbine steels
Steam turbine component Materials
Steamside
oxidation
resistance
Creep
resistance
Fatigue
resistance Comments
HP/IP Rotor <620°C Martensitic: 9-12CrMoVNbN, 9-12CrWCo,
E, FB2, TR1150, TOS110 High High High
Single material to
avoid DMW.
HP/IP Rotor <593°C Martensitic: TR1100, TOS107 Moderate Moderate Moderate
HP/IP Rotor <566°C
Ferritic: 1CrMoV
Martensitic:, 11CrMoVTaN (TOS101),
12CrMoVW, 12CrMoVNbN,
26NiCrMoV11.5
Low Low Low
LP Rotor <600°C Martensitic: 3.5NiCrMoV Moderate Moderate Moderate
LP Rotor <566°C Martensitic: NiCrMoV Low Low Low
Blades <620°C Martensitic: 9-12CrWCo High High High Coatings may be
applied to protect
against erosion, but
not corrosion.
Blades <593°C Martensitic: 9CrWCo, R26 Moderate Moderate Moderate
Blades <566°C Ferritic: 1.25CR-0.5Mo (cast)
Martensitic: Alloy 422, 10CrMoVNb Low Low Low
Inner casing and vale body <620°C
Martensitic: 9CrMo(W)VNbN, CB2,
12CrMoVCbN (cast or forged), 9-12CrW,
12CrWCo (cast)
Austenitic: 19Cr12.5NiNbMoC (CF8C-
Plus)
High High High
Thermal coefficient of
casings must be
similar. Inner casing and vale body <593°C Martensitic: 9Cr1MoVNb, 10CrMoVNb Moderate Moderate Moderate
Inner casing and vale body <566°C
Ferritic: 2.25CR-1Mo (cast), 1.25CR-
0.5MoV (cast), 1.25CR-0.5Mo (cast)
Martensitic: 10CrMoVNb, 9CrMoVNb
Low Low Low
Outer casing <600°C Ferritic: 2.25Cr-1Mo (cast) Negligible Moderate Moderate None
Outer casing <566°C Ferritic: 1.25Cr-0.5Mo (cast) Negligible Low Low
Valve internals and turbine nozzles
<620°C Martensitic: 9-10CrW, 12CrWCo High High High
None
Valve internals and turbine nozzles
<593°C
Martensitic: 9Cr1MoVNb cast,
10CrMoVNb, 12Cr1MoVNbN Moderate Moderate Moderate
Valve internals and turbine nozzles
<566°C
Ferritic: 2.25CR-1Mo (cast), CrMoV
Martensitic: 10CrMoVNb (cast) Low Low Low
Bolts <620°C Martensitic: 9-12CrMoV,
Nickel alloy: IN718, A286 Negligible High High
Thermal coefficient
must be similar to that
of casings.
High stress relaxation
resistance
Bolts <593°C Martensitic: Refractory 26
Nickel alloy: Nimonic 85A Negligible Moderate Moderate
Bolts <565°C Martensitic: Alloy 422, 9-12CrMoV,
Nickel alloy: Nimonic 80A, IN718 Negligible Low Low

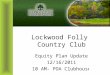
Raising the steel barrier to 650ºC
580
590
600
610
620
630
640
650
660
670
Thin-section superheater
and reheater (all pressures)
Thick-section, superheater
header, pipe and valves
(high pressure)
Thick-section, reheater
header, pipe and valves
(low pressure)
Steam turbine
Ste
am
te
mpera
ture
(°C
)
State-of-the-art materials 650°C Steels

Advanced Ultrasupercritical (700ºC)
Advanced ultrasupercritical (AUSC) steam at 700ºC permit
>50% η, achieved with high cost nickel based alloys

Advanced Ultrasupercritical (700ºC)
199
8
199
9
200
0
200
1
200
2
200
3
200
4
200
5
200
6
200
7
200
8
200
9
201
0
201
1
201
2
201
3
201
4
201
5
201
6
201
7
201
8
201
9
202
0
202
1
202
2
202
3
202
4
202
5
202
6
China: Stage 3b (operate FSDP)
China: Stage 3a (build FSDP)
China: Stage 2 (CTF)
China: Stage 1 (inc long-term creep)
China: Stage 1 (exc long-term creep)
India: Stage 3b (operate FSDP)
India: Stage 1, 2 and 3a (build FSDP)
Japan: Stage 3b (operate FSDP)
Japan: Stage 3a (build FSDP)
Japan: Stage 2 (CTF)
Japan: Stage 1 (inc long-term creep)
Japan: Stage 1 (exc long-term creep)
USA: Stage 3b (operate FSDP)
USA: Stage 3a (build FSDP)
USA: Stage 2 (CTF)
USA: Stage 1 (inc long-term creep)
EU: Stage 3b (operate FSDP)
EU: Stage 3a (build FSDP)
EU: Stage 2 (CTF)
EU: Stage 1 (inc long-term creep)
EU: Stage 1 (exc long-term creep)

Conclusions
If cycling older plant then re-assess material
lifetimes to avoid catastrophic failure
1880-2010s: 600ºC steels = <47% ŋ (net, LHV)
2020s: 650ºC steels = 48-50% ŋ (net, LHV)
2030s: 700ºC nickel alloys = 50-53% ŋ (net, LHV)
Materials development give tangible benefits

Next Webinar
Upgrading the efficiency of worlds coal fleet to reduce
carbon dioxide emissions
Wednesday 14th
May 2014 Midday UK time
Ian Barnes

Thank you for listening
Questions?
Toby Lockwood
Kyle Nicol
46