Embed Size (px)
Citation preview

Separation and Purification Technology 40 (2004) 191–207
Development of defect-free asymmetric polysulfone membranesfor gas separation using response surface methodology
A.F. Ismail∗, P.Y. Lai
Membrane Research Unit, Faculty of Chemical and Natural Resources Engineering,Universiti Teknologi Malaysia, 81310 Skudai, Johor, Malaysia
Received in revised form 15 February 2004; accepted 28 February 2004
Abstract
This paper reports the preparation of defect-free asymmetric membranes through the manipulation of membrane fabrication variables,including polymer concentration, solvent ratio (ratio of less volatile solvent to more volatile solvent), forced-convective evaporation time andcasting shear rate. Main effects and interaction effects of these variables on membrane structure and performance were investigated by usingfactorial design and response surface methodology in order to optimize membrane formation process. According to the results of this study,an essentially defect-free skin layer with skin thickness in the range of 6590–11330 Å was prepared for asymmetric polysulfone membranes.Selectivity of these membranes was relatively higher as compared to conventional membranes; some of them even surpassed the intrinsicselectivity. Therefore, optimal processing conditions can be developed to prepare defect-free asymmetric membranes for gas separation.© 2004 Elsevier B.V. All rights reserved.
Keywords: Asymmetric membrane; Gas separation; Polysulfone; Phase inversion; Factorial design
1. Introduction
Performance of membrane-based gas separation processstrongly depends on permeability and selectivity of mem-brane. Membrane with higher permeability leads to higherproductivity and lower capital costs whereas membranewith higher selectivity leads to more efficient separations,higher recovery and lower power costs; indeed, membranesthat simultaneously possess high values of selectivity andpermeability would lead to the most economical gas sepa-ration processes. Hence, numerous studies and efforts werecentered upon development of high performance mem-branes for gas separation process. In 1960, Loeb and Souri-rajan successfully developed the first integrally-skinnedasymmetric membranes [1,2]. An integrally-skinned asym-metric membrane consists of a very thin and dense skinlayer (0.1–1 �m) overlaying on a thick and highly poroussub-layer (100–200 �m with an average void size rangingfrom 0.01 to 1 �m), where both layers are composed ofthe same material and formed in a single operation [2–4].
∗ Corresponding author. Tel.: +60-7-5535592; fax: +60-7-5581463.E-mail address: [email protected] (A.F. Ismail).
The skin represents the actual selective barrier, while thesublayer serves only as a mechanical support for the skin,with negligible effects on separation.
In asymmetric membrane, density and mass transfer re-sistance of the skin layer is somewhat greater than that ofthe sublayer, therefore, permeability of asymmetric mem-brane does not depend on entire membrane thickness, butinstead is inversely proportional to thickness of skin layer[2,5]. Hence, a high value of permeability can be achieved inasymmetric membrane with very thin skin layer. Generally,asymmetric membrane with skin thickness of approximately1000–5000 Å is classified as ultrathin-skinned membrane;whereas hyperthin-skinned asymmetric membrane possessesa skin layer with thickness much less than that for ultra-thins [6]. Both of them are specifically designed to achievepermeability of practical interest. However, development ofthin-skinned asymmetric membranes would result in de-fects or pinholes on skin surface due to irregular packing ofkinked polymer chains and incomplete coalescence of poly-mer molecules in skin layer [7,8]. Solution-diffusion mech-anism of permeation through membrane materials is veryslow compared to Knudsen diffusion or viscous flow thatoccurs through nonselective pores in membrane; thus a de-fective area plague on membrane surface can substantially
1383-5866/$ – see front matter © 2004 Elsevier B.V. All rights reserved.doi:10.1016/j.seppur.2004.02.011

192 A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207
cause a dramatic loss in selectivity and prevent intrinsicselectivities from being achieved in very thin membranes.Consequently, for any given separation, there is usually atrade-off between permeability (skin thickness) and selec-tivity (skin integrity), where both parameters tend to exhibita contradictory relation, representing a major problem inproductions and applications of asymmetric membranes forgas separation process. Today, new challenges are directedtowards development of defect-free and high performanceasymmetric membranes for gas separation process, in whichfurther insight and dramatic progress are being made.
According to earlier studies, dry/wet phase inversion pro-cess is one of the most versatile methods to produce high per-formance asymmetric membranes for gas separation. Asym-metric membrane formation process involves formulationof a homogeneous multi-component solution that consistsof a polymer, solvents (a less volatile solvent and a morevolatile solvent) and a nonsolvent. The solution is tailored tobe close to thermodynamic instability limit and approachingphase transition boundary. Membrane is cast at an appropri-ate shear; followed by a forced-convective evaporation fordry phase separation. A nascent skin layer is formed from aregion with locally elevated polymer concentration due to aselective loss of highly volatile solvent from the outermostsurface of freshly cast membrane. Underlying region beneaththe nascent skin layer remains in a fluid state. The nascentmembrane is then immersed in a coagulation bath for wetphase separation, where the bulk of the membrane structureis formed by counter-diffusion of solvents and nonsolventsand extraction of the remaining components occurs [9].
Polymer concentration and solvent ratio (the ratio of lessvolatile solvent to more volatile solvent), forced-convectiveevaporation time and casting shear rate have been identi-fied as dominant fabrication parameters in controlling skinthickness and skin integrity, and thus causing substantialeffects on separation properties of asymmetric membrane.Therefore, in this study, main effects and interaction effectsof these variables on membrane structure and performancewere investigated by using factorial design and response sur-face methodology in order to optimize membrane formationprocess.
2. Experimental
2.1. Materials
Dope used in this study consisted of polysulfone(PSF (Udel-P1700)) supplied by Amoco Chemicals, N,N-dimethylacetamide (DMAc), tetrahydrofuran (THF) andethanol (EtOH) at appropriatory composition, whereas tapwater was used as a coagulation medium. Polysulfone wasbeing selected as membrane materials because of commer-cial availability, processing ease and favorable selectivity–permeability characteristics. Polysulfone was dried in anoven at 60 ◦C for overnight before use, while other organic
chemicals were obtained in reagent grade purities and usedas received.
2.2. Preparation of asymmetric flat sheet membranes
Asymmetric polysulfone flat sheet membranes wereprepared by casting solution generally consisted of poly-sulfone (polymer), N,N-dimethylacetamide (DMAc) (lessvolatile solvent), tetrahydrofuran (THF) (more volatile sol-vent) and ethanol (EtOH) (nonsolvent). Casting processwas performed by using a pneumatically-controlled castingmachine. Casting solution was cast on a glass plate with acasting knife with gap setting of 150 �m at an appropriatecasting shear. The overall casting knife geometry is 265 mmlength and 60 mm width. The shear rate experienced duringcasting were calculated from the following relationship:
Shear rate (γ̇) = Velocity of casting knife
Membrane thickness
Casting was carried out at ambient atmosphere (30 ◦C and84% relative humidity). Then, forced-convective evaporationwas induced by blowing an inert gas stream across mem-brane surface for a certain period before immersion into anaqueous bath. Finally, the membrane was solvent-exchangedwith methanol for 2 h and then air-dried for 1 day.
2.3. Gas permeation measurement
Gas permeation tests were performed with a permeationcell by using pure hydrogen (H2) and nitrogen (N2) astest gases. Circular membrane discs with an effective per-meation area of 13.5 cm2 were used. Feed pressure wascontrolled at 1, 2, 3, 4 or 5 bar while permeate side wasmaintained at atmospheric pressure. Experiments were car-ried out at ambient temperature (30 ◦C). Gas permeationrates were measured by a soap bubble flow meter. Each setof data was determined as an average of three replicates.Gas permeation rate can be calculated by(P
l
)i
= Qi
Ap
where (P/l)i is defined as pressure-normalized flux or perme-ability for gas i. The common unit of pressure-normalizedgas flux is GPU (1 GPU = 1 × 10−6 cm3 (STP) cm/cm2 scmHg). Qi is volumetric flow rate of gas i, p the pressuredifference across membrane, A the membrane effective sur-face area and l the membrane skin thickness. Selectivity(unitless) of asymmetric membrane can be determined by
αij = Pi
Pj
= (P/l)i
(P/l)j.
H2 and N2 permeability coefficients of a solution-cast poly-sulfone film at 25 ◦C have been determined to be 14.0 ×10−10 and 0.25×10−10 cm3 (STP) cm/cm2 s cmHg, respec-tively, corresponding to an ideal H2/N2 selectivity of 56 [10].

A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207 193
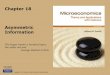
Fig. 1. Schematic representation of asymmetric membrane.
Dense film values are useful for comparison to asymmetricvalues. In addition, fine structural details of asymmetricmembrane, such as skin thickness, mean pore size and effec-tive surface porosity can be deduced from gas permeationdata, as being proposed by Marchese and Pagliero [10].
As shown in Fig. 1, asymmetric membrane consists of avery thin skin layer (labeled 1) supported on a relatively thickand porous spongy region (labeled 3). Skin layer normallysuffers from presence of surface pores or defects (labeled2). Total gas flux through asymmetric polymeric membranewith defects is sum of permeation through polymeric ma-terial of skin layer and flux through defects. The former isexclusively predominated by solution-diffusion mechanism,while the latter occurs due to a combination of Knudsendiffusion, viscous diffusion and/or bulk diffusion [10].
For simplicity in evaluation of skin structural parameters,following assumptions were made and stated as below:
(i) Asymmetric membrane consists of a skin of uniformthickness supported on a porous sublayer. The skin rep-resents the actual separating barrier, while the sublayerserves only as a mechanical support, with negligibleeffects on separation (with negligible substructure re-sistance).
(ii) Contribution of gas flux permeating through dense skinis greater than 10% of slip flux in pore (defects).
(iii) Gas permeation through asymmetric membrane is as-sumed a steady-state mode.
(iv) Intrinsic permeability (and selectivity) is taken as be-ing independent of pressure in experimental range ofexploration (200–450 cmHg) [10].
(v) Downstream pressure is negligible if compared to up-stream pressure.
The total effective permeability of gas i, Ki, through asym-metric membrane having a very dense skin of substantiallynonporous polymer can be generally expressed as
Ki = Qi
pA= P1,i
l+ P2,iε
lrq2(1)
where Ki is total effective permeability, Qi the total gas fluxfor permeant i, A the total surface area of membrane, P1the intrinsic permeability of membrane material, P2 the ef-fective permeability characteristic of pore, ε = A2/A thesurface porosity, A the membrane effective surface area, A2the porous surface area, l the skin layer thickness, lr thepore length and q the tortuosity factor. p the pressure dif-ference across membrane, given by pu − pd, where pu andpd are upstream and downstream pressure of gas permeant,respectively.
Gas flow through pores occurs by a combination of Knud-sen diffusion, viscous diffusion and bulk flow. Relative con-tribution of each transport modes for a particular case de-pends on temperature and pressure conditions in pore. Equa-tions for flow in porous media can only be approached byanalogy with flow in capillaries. Carman suggested a gen-eral equation for permeability in capillaries with noncircularcross-sections, as follows [10],
P2,i = m2p̄
k0ηip0+ 4mδ
3p0k1v̄i. (2)
The first term on right-hand side of equation is con-tributed by viscous flow term, where m is mean hydraulicradius or mean pore size, ηi the viscosity of permeanti, p̄ the mean pressure given by p̄ = (pu + pd)/2, andp0 the atmospheric pressure at which gas flux was mea-sured. The last term is contributed by Knudsen flow,where v̄i is mean molecular speed of permeant i, givenby v̄i = (8RT/πMi)
1/2, where Mi is molecular weightof permeant i, T the absolute temperature, and R the gasconstant.
Numerical factors k1 and k0 in Eq. (2) account for changesof pore shape; and δ the numerical factor for a particu-lar system. Taking an average shape for pore or defect asmore or less rectangular in commercial and asymmetricmembrane, a typical constant value of k0 should be 2.5[10]. Experiments made by various investigators showed thatδ/k1q ∼= 0.4, q = 20.5, and δ/k1 ∼= 0.8 in accordance withtheoretical expectations [10]. Eq. (2) can now be writtenas
p2,i = 0.4m2p̄
ηip0+ 1.0667
m
p0v̄i. (3)
Introducing Eq. (3) in Eq. (1) leads to
Ki = P1,i
l+ 1.0067
m
lrp0
ε
q2v̄i + 0.4
m2
lrηi
ε
q2
p̄
p0. (4)
So, a plot of Ki against p̄ should give a straight line, whereintercept, K0,i at p̄ = 0 and slope, B0,i are given by
K0,i = P1,i
l+ 1.0067
m
lrp0
ε
q2v̄i, (5)
B0,i = 0.4m2
lrηip0
ε
q2. (6)

194 A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207
Pore size and surface porosity can be determined by usingEq. (6), stated as
m =√
B0,ilrηip0q2
0.4ε, (7)
ε
q2= B0,ilrηip0
0.4m2. (8)
In membrane-based gas separation process with relativelylow operating pressure (or driving force) (p̄ ≈ 0), gasmolecules tend to pass across porous area in skin layer (lowresistance) by viscous flow rather than permeate throughdense skin structure (high resistance). Besides that, com-paction effects do not affect membrane exposed to low pres-sure driving force, so pore length is assumed the same asskin thickness. In this case, ε ≈ 1 and lr ≈ l, thus Eq. (7)can be rewritten as
m =√
B0,ilηip0q2
0.4. (9)
On the other hand, in membrane-based gas separationprocess with relatively high operating pressure (or driv-ing force), gas transport is mainly contributed by gas fluxthrough dense skin region. Furthermore, membrane exposedto high pressure driving force is affected by compactioneffects, which tend to reduce pore length dramatically,therefore, pore length in more or less rectangular shape isassumed to be same as pore radius. In this case, lr ≈ m,thus Eq. (8) can be rewritten as
Table 124 factorial design (permeability of membrane)
Runs Signs Treatment combination Level of factors(high level: +; low level: −)
Response: pressure-normalizedflux, P/l (GPU)
Aa Bb Cc Dd Aa Bb Cc Dd Replicates Average
i ii iii
1 (1) 22 0.54 254 15 − − − − 19.91 14.63 12.49 15.682 a 26 0.54 254 15 + − − − 16.60 17.54 12.74 15.633 b 22 1.00 254 15 − + − − 22.10 19.71 27.36 23.064 ab 26 1.00 254 15 + + − − 20.20 11.11 16.38 15.905 c 22 0.54 381 15 − − + − 16.14 19.22 18.71 18.026 ac 26 0.54 381 15 + − + − 20.58 14.13 19.60 18.107 bc 22 1.00 381 15 − + + − 17.00 41.32 15.27 24.538 abc 26 1.00 381 15 + + + − 37.84 14.50 19.75 24.039 d 22 0.54 254 18 − − − + 16.27 14.63 5.60 12.17
10 ad 26 0.54 254 18 + − − + 11.61 11.61 8.43 10.5511 bd 22 1.00 254 18 − + − + 16.54 19.56 14.41 16.8412 abd 26 1.00 254 18 + + − + 13.87 10.28 18.12 14.0913 cd 22 0.54 381 18 − − + + 13.17 10.15 18.50 13.9414 acd 26 0.54 381 18 + − + + 21.75 6.69 13.00 13.8115 bcd 22 1.00 381 18 − + + + 24.03 18.22 23.08 21.7816 abcd 26 1.00 381 18 + + + + 13.70 16.83 11.86 14.13
a Polymer concentration, PC (wt.%).b Solvent ratio, SR (wt.%/wt.%).c Shear rate, γ (s−1).d Evaporation time, t (s).
ε
q2= B0,iηip0
0.4m. (10)
Skin thickness is calculated by gas permeation data ob-tained from two different gases, A and B. Expression for skinthickness can be obtained from Eqs. (5) and (6), stated as
l = P1,A − P1,BC
K0,A − K0,BC,with C = B0,AηAv̄A
B0,BηBv̄B. (11)
3. Results and discussion
Simulation and analysis of experimental data by a com-plete 24 factorial design was systematically conducted usingStatsoft Statistica (Version 5.5A), to examine effects andinteractions of polymer concentration (A), solvent ratio (B),shear rate (C) and evaporation time (D) on permeabilityof hydrogen and selectivity of hydrogen/nitrogen for poly-sulfone membrane, within an empirically selected range ofhigh (+) and low (−) levels based on preliminary screeningexperiments, as summarized in Tables 1 and 2. A set of six-teen runs representing every combination of four factors ateach level was performed in a random order correspondingto response (total of three replicates). Treatment combina-tions are usually represented by lower case letters, wherehigh (+) level of any factor in treatment combination isdenoted by presence of corresponding letter, and low (−)level of any factor in treatment combination is denotedby absence of corresponding letter. By conventional, (1)is used to denote all factors at low (−) level. Therefore,any effects represented by single letters are main effect and

A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207 195
Table 224 factorial design (selectivity of membrane)
Runs Signs Treatment combination Level of factors (high level:+; low level: −)
Response: selectivity, α (unitless)
Aa Bb Cc Dd Aa Bb Cc Dd Replicates Average
I ii iii
1 (1) 22 0.54 254 15 − − − − 40.18 80.39 71.56 64.042 a 26 0.54 254 15 + − − − 37.40 75.42 80.51 64.453 b 22 1.00 254 15 − + − − 49.90 29.03 28.11 35.684 ab 26 1.00 254 15 + + − − 39.58 48.39 51.22 46.405 c 22 0.54 381 15 − − + − 72.60 44.34 75.66 64.206 ac 26 0.54 381 15 + − + − 108.56 91.13 35.11 78.277 bc 22 1.00 381 15 − + + − 61.90 60.97 40.13 54.338 abc 26 1.00 381 15 + + + − 110.95 29.95 40.67 60.529 d 22 0.54 254 18 − − − + 70.39 61.65 69.96 67.33
10 ad 26 0.54 254 18 + − − + 103.88 41.39 105.15 83.4711 bd 22 1.00 254 18 − + − + 56.29 29.67 63.40 49.7912 abd 26 1.00 254 18 + + − + 41.08 58.79 54.35 51.4113 cd 22 0.54 381 18 − − + + 70.68 60.61 82.17 71.1514 acd 26 0.54 381 18 + − + + 131.00 44.48 81.26 85.5815 bcd 22 1.00 381 18 − + + + 56.30 50.46 56.78 54.5116 abcd 26 1.00 381 18 + + + + 81.21 27.64 72.60 60.49
a Polymer concentration, PC (wt.%).b Solvent ratio, SR (wt.%/wt.%).c Shear rate, γ (s−1).d Evaporation time, t (s).
those represented by multi-letters are interaction effects[11]. Treatment combinations are reported in “standardorder” by introducing one factor at a time, with each newfactor being successively combined with those that precedeit. Overall effects of a particular individual parameter atselected operating conditions of other parameters, on mem-
Table 324 factorial design (fine structural details of membrane)
Runs Signs Treatment combination Level of factors (high level:+; low level: −)
Response
Aa Bb Cc Dd Aa Bb Cc Dd Skin thickness l(×105 cm)
Pore size m(×108 cm)
Surface porosityε/q2 (×104)
1 (1) 22 0.54 254 15 − − − − 9.93 4.13 2.082 a 26 0.54 254 15 + − − − 10.68 4.02 1.883 b 22 1.00 254 15 − + − − 7.39 4.41 2.984 ab 26 1.00 254 15 + + − − 9.76 4.23 2.175 c 22 0.54 381 15 − − + − 7.19 2.83 1.976 ac 26 0.54 381 15 + − + − 7.59 2.82 1.867 bc 22 1.00 381 15 − + + − 6.21 3.21 2.598 abc 26 1.00 381 15 + + + − 6.91 2.88 2.099 d 22 0.54 254 18 − − − + 10.14 2.56 1.26
10 ad 26 0.54 254 18 + − − + 11.33 2.10 0.9311 bd 22 1.00 254 18 − + − + 8.15 2.85 1.7512 abd 26 1.00 254 18 + + − + 9.91 2.64 1.3313 cd 22 0.54 381 18 − − + + 9.76 1.69 0.8614 acd 26 0.54 381 18 + − + + 9.83 1.65 0.8415 bcd 22 1.00 381 18 − + + + 6.59 1.85 1.4016 abcd 26 1.00 381 18 + + + + 9.69 1.77 0.92
a Polymer concentration, PC (wt.%).b Solvent ratio, SR (wt.%/wt.%).c Shear rate, γ (s−1).d Evaporation time, t (s).
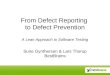
brane performance were illustrated explicitly. Furthermore,fine structural details (skin thickness, mean pore size andsurface porosity) deduced from gas permeation data forpolysulfone membrane were shown in Table 3. Fig. 2 showssome representative of electron micrographs of membranecross-section with different shear rate prepared in this study.

196 A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207
Fig. 2. Scanning electron micrographs of membrane cross-section with different shear rate: (a) 152.4 s−1; (b) 254.0 s−1; (c) 762.0 s−1 (magnification:5000×).
Contrast constants which is the value used for coding thelevel of factors and effects which is the response when fac-tors goes from its low level to its high level, associated witheach treatment combinations were determined by using atable of plus and minus signs, as illustrated in Tables 4 and
5. Sums of squares (SS) for effects can be computed from
SSAB ...K = 1
n2k(contrastAB ...K)
2
where n is number of replicates and k the number of factors.

A.F.
Ismail,
P.Y.L
ai/Separationand
Purification
Technology40
(2004)191–207
197
Table 4Contrast constants and effects for 24 factorial design (permeability of membrane)
Treatmentcombinations
Contrast constants and effects of treatment combinations Total response: pressure-normalized flux, P/l (GPU)
Runs Signs A B AB C AC BC ABC D AD BD ABD CD ACD BCD ABCD
1 (1) − − + − + + − − + + − + − − + 47.032 a + − − − − + + − − + + + + − − 46.893 b − + − − + − + − + − + + − + − 69.174 ab + + + − − − − − − − − + + + + 47.695 c − − + + − − + − + + − − + + − 54.066 ac + − − + + − − − − + + − − + + 54.307 bc − + − + − + − − + − + − + − + 73.598 abc + + + + + + + − − − − − − − − 72.109 d − − + − + + − + − − + − + + − 36.51
10 ad + − − − − + + + + − − − − + + 31.6511 bd − + − − + − + + − + − − + − + 50.5212 abd + + + − − − − + + + + − − − − 42.2713 cd − − + + − − + + − − + + − − + 41.8114 acd + − − + + − − + + − − + + − − 41.4415 bcd − + − + − + − + − + − + − + − 65.3316 abcd + + + + + + + + + + + + + + + 42.38
Contrast constants −59.31 109.36 −49.03 73.30 10.16 14.21 0.42 −112.92 −13.56 −11.17 −2.89 −13.26 −30.60 −14.57 −38.78Effects −2.47 4.56 −2.04 3.05 0.42 0.60 0.02 −4.70 −0.56 −0.47 −0.12 −0.55 −1.27 −0.61 −1.62

198A
.F.Ism
ail,P.Y.
Lai/Separation
andP
urificationTechnology
40(2004)
191–207
Table 5Contrast constants and effects for 24 factorial design (selectivity of membrane)
Treatmentcombinations
Contrast constants and effects of treatment combinations Total response:selectivity, α (unitless)
Runs Signs A B AB C AC BC ABC D AD BD ABD CD ACD BCD ABCD
1 (1) − − + − + + − − + + − + − − + 192.132 A + − − − − + + − − + + + + − − 193.343 B − + − − + − + − + − + + − + − 107.044 Ab + + + − − − − − − − − + + + + 139.195 c − − + + − − + − + + − − + + − 192.616 ac + − − + + − − − − + + − − + + 234.807 bc − + − + − + − − + − + − + − + 163.008 abc + + + + + + + − − − − − − − − 181.579 d − − + − + + − + − − + − + + − 202.00
10 ad + − − − − + + + + − − − − + + 250.4211 bd − + − − + − + + − + − − + − + 149.3712 abd + + + − − − − + + + + − − − − 154.2213 cd − − + + − − + + − − + + − − + 213.4614 acd + − − + + − − + + − − + + − − 256.7515 bcd − + − + − + − + − + − + − + − 163.5416 abcd + + + + + + + + + + + + + + + 181.46
Contrast constants 208.61 −496.13 −61.62 199.48 35.34 80.02 −36.36 167.54 20.35 −51.98 −76.27 −81.09 −19.46 −32.78 72.78Effects 8.69 −20.67 −2.57 8.31 1.47 3.33 −1.51 6.98 0.85 −2.17 −3.18 −3.38 −0.81 −1.37 3.03

A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207 199
Table 6ANOVA table (permeability)
Source of variation Sum of squares (SS) Degree freedom (DF) Mean square (MS) F-tests value (F)
A 73.28 1 73.28 2.01B 249.16 1 249.16 6.83AB 50.09 1 50.09 1.37C 111.92 1 111.92 3.07AC 2.15 1 2.15 0.06BC 4.20 1 4.20 0.12ABC 0.00 1 0.00 0.00D 265.62 1 265.62 7.28AD 3.83 1 3.83 0.10BD 2.60 1 2.60 0.07ABD 0.17 1 0.17 0.00CD 3.66 1 3.66 0.10ACD 19.50 1 19.50 0.53BCD 4.42 1 4.42 0.12ABCD 31.34 1 31.34 0.86
Error 1167.52 32 36.49
Total 1989.47 47
Every effect as well as their sum of squares has singledegree of freedom. Total sum of squares (SST) for all effectswith total degree of freedom of n2k−1 is given according to
SST =∑i
∑j
∑k
z2ijk − zk... . . .
n2k
where∑
i
∑j
∑k z
2ijk denotes total sum of squares for all
factors at each levels and replicates, while zk. . . is sum ofall responses and n2k is total number of data points. Then,sum of squares for error is obtained by
SSE = SST − SSA − SSB − SSAB ... − SSAB ...K
which is assigned as 2k(n−1) degree of freedom. Note thatthere must be at least two replicates (n ≥ 2) in order to
Table 7ANOVA table (selectivity)
Source of variation Sum of squares (SS) Degree freedom (DF) Mean square (MS) F-tests value (F)
A 906.59 1 906.59 1.50B 5128.09 1 5128.09 8.51AB 79.09 1 79.09 0.13C 828.99 1 828.99 1.38AC 26.02 1 26.02 0.04BC 133.39 1 133.39 0.22ABC 27.54 1 27.54 0.05D 584.77 1 584.77 0.97AD 8.63 1 8.63 0.01BD 56.29 1 56.29 0.09ABD 121.20 1 121.20 0.20CD 136.96 1 136.96 0.23ACD 7.90 1 7.89 0.01BCD 22.39 1 22.39 0.04ABCD 110.36 1 110.36 0.18
Error 19288.91 32 602.78
Total 27467.09 47
determine sum of squares for error if all possible interactionsare included in 2k factorial designs. Then, mean squares canbe determined by dividing sum of squares for each effectwith their degrees of freedom [11,12].
Subsequently, appropriate procedure for analyzing a com-plete 2k factorial design is based on analysis of variance,which is summarized in ANOVA Tables 6 and 7, to iden-tify significance of effects or interactions of factors on aresponse. F-test is always constructed by dividing meansquares for each effect by mean square error,
F = MSEffect
MSError.
Then, calculated values of F are compared with criticalvalues of F0 at 95% confidence limit, which are provided in

200A
.F.Ism
ail,P.Y.
Lai/Separation
andP
urificationTechnology
40(2004)
191–207
0.01753
0.12034
0.42329
0.46523
0.55238
0.56498
0.59193
0.60706
1.27485
1.61598
2.04298
2.47119
3.05401
4.55667
4.70477
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Effect Estimate (Absolute Value)
ABC(+)
ABD(-)
AC(+)
BD(-)
CD(-)
AD(-)
BC(+)
BCD(-)
ACD(-)
ABCD(-)
AB(-)
A(-)
C(+)
B(+)
D(-)
Tre
atm
ent
Com
bina
tion
Fig. 3. Pareto chart for 24 factorial design (permeability of membrane).

A.F.
Ismail,
P.Y.L
ai/Separationand
Purification
Technology40
(2004)191–207
201
0.81092
0.84783
1.36583
1.47249
1.51495
2.16585
2.56733
3.03259
3.17807
3.33405
3.37840
6.98073
8.31158
8.69189
20.6722
0 2 4 6 8 10 12 14 16 18 20 22 24
Effect Estimate (Absolute Value)
ACD(-)
AD(+)
BCD(-)
AC(+)
ABC(-)
BD(-)
AB(-)
ABCD(+)
ABD(-)
BC(+)
CD(-)
D(+)
C(+)
A(+)
B(-)
Tre
atm
ent
Com
bina
tion
Fig. 4. Pareto chart for 24 factorial design (selectivity of membrane).

202 A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207
statistical tables. A great difference between F and F0 showsthat a particular effect is relatively significant. Significancesof effects and interactions of factors on a response can alsobe shown in a Pareto Chart (Figs. 3 and 4), where dominatingeffects that are likely to be most important and influentialcan be diagnosed.
Results based on assessment of 24 factorial designsshowed a number of trends as highlighted in the followingstatements:
1. In general, main effects of polymer concentration (A),solvent ratio (B), shear rate (C) and evaporation time (D)were more dominant than their interaction effects withrespect to both permeability and selectivity of membraneover a selected range of operating levels.
2. However, importance of various interaction effects couldnot be neglected. Note that insignificant of interactioneffects did not necessarily mean that these particular fac-tors were unimportant; but just implied that interactionsamong them had little influence on responses.
3. Except for main effect of shear rate (C), which waspositive for both permeability and selectivity of mem-brane, other main effects of polymer concentration (A),solvent ratio (B) and evaporation time (D) showed op-posite signs with respect to permeability and selectivityof membrane over operating range of exploration. Thisphenomenon was consistent with trade-off relationshipof permeability–selectivity that an increase in permeabil-ity through a single effort was often accompanied witha decrease in selectivity, or vice versa. Hence, optimalperformance of membrane can normally be directed toeither permeation flux or separation factor, but seldomboth. Nevertheless, one cannot simply conclude whetheran interaction effect affected performance of resultant
12.68613.80414.92216.0417.15818.27619.39420.51221.6322.747above 0.5
0.60.7
0.80.9
1.01.1
14.515.0
15.516.0
16.517.0
17.518.0
18.5
5
10
15
20
25
30
35
40
45
Respond: Permeability, P/l (GPU); B: Solvent ratio, SR (wt.%/wt.%); D: Evaporation time, t (s)
Respond
DB
Fig. 6. Response surface and contour plot of permeability vs. solvent ratio and evaporation time.
15.14615.99816.84917.70118.55219.40320.25521.10621.95822.809above 21.5
22.523.5
24.525.5
26.5
0.50.6
0.70.8
0.91.0
1.1
5
10
15
20
25
30
35
40
45
Fig. 5. Response surface and contour plot of permeability vs. polymerconcentration and solvent ratio.
membrane positively or negatively without performingstatistical analysis because any individual factors that in-volved in interactions must be considered jointly. Obvi-ously, contribution of each factor must be finely balancedto achieve optimum membrane properties.
4. Main effects of solvent ratio (B) and evaporation time(D) had the strongest influence on permeability of mem-brane, while main effect of solvent ratio (B) appeared tobe a dominant factor responsible for selectivity of mem-brane. Interestingly, four-way interaction effect of fac-tors (ABCD) was prominent for both permeability andselectivity of membrane as compared to the rest of otherinteraction effects.

A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207 203
13.38714.3115.23216.15517.078
1818.92319.84620.76821.691above 240
260280
300320
340360
380400
14.515.0
15.516.0
16.517.0
17.518.0
18.5
5
10
15
20
25
30
35
40
45
Respond: Permeability, P/l (GPU); C: Shear rate, (s-1); D: Evaporation time, t (s)
Respond
DC
.
Fig. 7. Response surface and contour plot of permeability vs. shear rate and evaporation time.
Furthermore, an empirical study on the relationship be-tween responses and input variables over a selected regionof interest was carried out using response surface methodol-ogy (Figs. 5–12). Second-degree model (in two dimensions)and contour plots were fitted to give a functional relation-ship of system. Interrelationship among fabrication param-eters, including polymer concentration, solvent ratio, evap-oration time and shear rate, induced substantial effects onmembrane properties and structures. Nevertheless, in someinstances, presence of antagonistic and competing effectsopposing against each other, would lead to controversy inmembrane formation process. Therefore, serious compro-
47.41850.81954.2257.62161.02164.42267.82371.22474.62578.026above 21.5
22.523.5
24.525.5
26.5
0.50.6
0.70.8
0.91.0
1.1
40
60
80
100
120
140
Respond: Selectivity, (Unitless); A: Polymer concentration, PC (wt.%); B: Solvent ratio, SR (wt.%/wt.%)
Respond
BA
Fig. 8. Response surface and contour plot of selectivity vs. polymer concentration and solvent ratio.
mises were necessary to achieve defect-free and high selec-tivity asymmetric gas separation membranes.
Increasing solvent ratio could decrease skin thicknesswhile increase surface porosity, leading to a high value ofpressure-normalized flux but a relatively low degree of se-lectivity (Figs. 5 and 8). An increase of polymer concentra-tion resulted in a denser and thicker skin layer, leading toan improved selectivity and a significant flux loss (Figs. 5and 8). Therefore, simultaneous adjustment of polymer con-centration and solvent ratio would offset limitations broughtby both parameters. Hence, a desirable solution viscosityand coagulation rate could be maintained in order to achieve

204 A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207
54.54256.48858.43560.38162.32764.27366.2268.16670.11272.058above 21.5
22.523.5
24.525.5
26.5
240260
280300
320340
360380
400
40
60
80
100
120
140
Respond: Selectivity, (Unitless); A: Polymer concentration, PC (wt.%); C: Shear rate, (s-1)
Respond
CA
.
Fig. 9. Response surface and contour plot of selectivity vs. polymer concentration and shear rate.
defect-free and high performance asymmetric membranesfor gas separation. A similar interpretation had been studiedand exploited most by Pesek and Koros [9].
Physical events occurring during dry phase inversion mayconsiderably affect membrane formation process. Basically,skin layer of asymmetric membrane is generated from a dryphase-separated region during solvent evaporation [9,13].Therefore, structure and properties of skin layer were closelyrelated to solvent ratio and evaporation time. As shownin Figs. 6 and 11, decreasing solvent ratio or increasing
42.59346.03149.46852.90656.34359.78163.21866.65570.09373.53above 0.5
0.60.7
0.80.9
1.01.1
240260
280300
320340
360380
400
40
60
80
100
120
140
Respond: Selectivity, (Unitless); B: Solvent ratio, SR (wt.%/wt.%); C: Shear rate, (s-1)
Respond
C
B
.
Fig. 10. Response surface and contour plot of selectivity vs. solvent ratio and shear rate.
evaporation time would cause an increase in amount ofevaporated solvent from membrane and thus enlarged dryphase-separated region with higher polymer concentration.As a result, a decrease in surface porosity and an increase inskin thickness would form a low flux yet selective asymmet-ric membrane; or vice versa. However, demixing and pre-cipitation of dry phase-separated structures also dependedon polymer concentration.
Casting of a shear-thinning and viscoeleastic poly-mer solution induced molecular orientation in skin layer,

A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207 205
47.82851.09154.35457.61860.88164.14467.40770.6773.93377.197above 0.5
0.60.7
0.80.9
1.01.1
14.515.0
15.516.0
16.517.0
17.518.0
18.5
40
60
80
100
120
140
Respond: Selectivity, (Unitless); B: Solvent ratio, SR (wt.%/wt.%); D: Evaporation time, t (s)
BD
Respond
Fig. 11. Response surface and contour plot of selectivity vs. solvent ratio and evaporation time.
which could heighten asymmetric membrane selectivity[14–16,19,23]. Hence, fluid properties (dope rheology) aswell as casting conditions became imperative in controllingdegree of molecular orientation and enhancement of selec-tivity in asymmetric membrane. Dopes with higher polymerconcentration exhibited more shear-thinning behavior andslow relaxation process than those with lower polymer con-centration [17]. Nascent skin layer cast from the formersolution could be instantaneously precipitated during dryphase inversion to yield asymmetric membrane with highlyoriented structures as compared to those cast from the latter
51.28453.06654.84856.6358.41260.19461.97663.75865.5467.322above 240
260280
300320
340360
380400
14.515.0
15.516.0
16.517.0
17.518.0
18.5
40
60
80
100
120
140
Respond: Selectivity, (Unitless); C: Shear rate, (s-1); D: Evaporation time, t (s)
Respond
DC
.
Fig. 12. Response surface and contour plot of selectivity vs. shear rate and evaporation time.
solution. Furthermore, aggressiveness of forced convectionconditions caused by lower solvent ratio or longer evapo-ration time would lead to a smooth and efficient preprecip-itation of oriented nascent skin. Therefore, shear-inducedmolecular orientation was locked into skin layer beforerelaxation could occur [18]. As a result, an increase ofselectivity was corresponding to simultaneously increasingshear rate, polymer concentration and evaporation time, ordecreasing solvent ratio, as depicted in Figs. 9, 10 and 12.
In addition, the pressure-normalized flux was also foundto increase with increasing shear rate. This may relate to

206 A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207
an increase in molecular orientation at higher shear. Fur-thermore, an increase in molecular orientation inducedat the skin layer resulted in higher free volume in theskin layer and this resulted in this phenomenon of in-creasing pressure-normalized flux with increase shear rate[19,20].
As a result, the combined effects of phase inversion andrheological factors had successfully developed defect-freeand high selectivity asymmetric membranes for gas separa-tion. Experimental data of this study reflected a high degreeof reproducibility (93.75%). An essentially defect-free skinlayer with effective thickness in the range of 6590–11330 Åwas prepared for asymmetric polysulfone membranes pro-duced in this study; some of them even surpassed the gen-erally recognized intrinsic selectivity (Tables 1–3).
Selectivity of asymmetric membrane, preferably abovethe intrinsic value for corresponding dense film, was at-tributed to a more oriented molecular packing density inskin layer of asymmetric membrane than in dense film[21,22]. Chen et al. employed pore flow model in an at-tempt to explain selectivity levels beyond those describedby solution diffusion mechanism [23]. Chen postulated thatwhen pore size was around kinetic diameter of the largerpenetrates, that species would scarcely be accommodatedin pore. Friction against movement of that species signifi-cant caused an extremely high surface viscosity and in turnminimized transport of the larger penetrates. Under thesecircumstances, membrane became highly selective towardsthe smaller penetrates. Therefore, enhancement of mem-brane selectivity beyond the intrinsic value was possiblewhen pore flow prevailed. Robeson had also addressed thisphenomenon, where super-selective membrane could evenapproach Robeson upper bound region [24].
4. Conclusion
The results presented here show that defect-free asym-metric membranes can be prepared by optimizing dopeformulations and preparation conditions in membrane for-mation. Polymer concentration and solvent ratio (ratio ofless volatile solvent to more volatile solvent) of castingsolution, forced-convective evaporation time and castingshear rate were identified as dominant fabrication param-eters in controlling skin thickness and skin integrity, andthus substantially influenced separation properties of asym-metric membrane. According to analysis of 2k factorialdesigns, main effects of these fabrication parameters weremore dominant than their interaction effects with respectto both permeability and selectivity of membrane over aselected range of operating conditions. The optimized pa-rameters obtained in this study are: polymer concentration:22–26%, solvent ratio: 0.54–1.00 wt.%/wt.%, shear rate:254–381 s−1, and evaporation time: 15–18 s.
Main effects of solvent ratio and evaporation time hadthe strongest influence on permeability of membrane, while
main effect of solvent ratio appeared to be a dominant factorresponsible for selectivity of membrane. As a conclusion,correlation of rheological aspects with primary phase in-version conditions had successfully developed defect-freeasymmetric membranes for gas separation process. Essen-tially defect-free skin layers with effective thickness inthe range of 6590–11330 Å were prepared for asymmetricpolysulfone membranes. Selectivities achieved by thesemembranes were even surpassed the generally recognizedintrinsic selectivity for corresponding dense films.
References
[1] D.R. Paul, Y.P. Yampol’skii, Introduction and perspective, in. D.R.Paul, Y.P. Yampol’skii, Polymeric Gas Separation Membranes, CRCPress, Boca Raton, 1994, pp. 1–15.
[2] H. Strathmann, Synthetic membranes and their preparation, in: P.M.Bungay, H.K. Lonsdale, M.N. De Pinho, Synthetic Membranes: Sci-ence, Engineering and Applications, D. Riedel Publishers, Dordrecht,1986, pp. 1–38.
[3] T.S. Chung, X.D. Hu, Effect of air-gap distance on the morphologyand thermal properties of polyethersulfone hollow fibers, J. Appl.Polym. Sci. 66 (1997) 1067–1077.
[4] I.F. Wang, B.S. Minhas, Asymmetric Polyimide Membranes, USPatent 5,067,970 (1991).
[5] R.E. Kesting, Synthetic Polymeric Membranes, McGraw-Hill, USA,1971, pp. 117–157.
[6] M.T. Wang, X.G. Zhu, L.D. Zhang, Hole structure and its formationin thin films of hydrolyzed poly(styrene maleic anhydride) alternatingcopolymers, J. Appl. Polym. Sci. 75 (2000) 267–274.
[7] R. Datta, S. Dechapanichkul, J.S. Kim, L.Y. Fang, H. Uehara, Ageneralized model for the transport of gases in porous, nonporous,and leaky membranes. Part I. Application to single gases, J. Membr.Sci. 75 (1992) 245–263.
[8] I. Pinnau, W.J. Koros, Gas-permeation properties of asymmetricpolycarbonate, polyestercarbonate, and fluorinated polyimide mem-branes prepared by the generalized dry–wet phase inversion process,J. Appl. Polym. Sci. 46 (1992) 1195–1204.
[9] S.C. Pesek, W.J. Koros, Aqueous quenched asymmetric polysulfonemembranes prepared by dry/wet phase separation, J. Membr. Sci. 81(1993) 71–88.
[10] J. Marchese, C.L. Pagliero, Characterization of asymmetric polysul-fone membranes for gas separation, Gas Sep. Purif. 5 (1991) 215–221.
[11] D.C. Montgomery, Design and Analysis of Experiments, Wiley, NewYork, 1991, pp. 1–318.
[12] S.C. Pesek, W.J. Koros, Aqueous quenched asymmetric polysulfonehollow fibers prepared by dry/wet phase separation, J. Membr. Sci.88 (1994) 1–19.
[13] I. Pinnau, W.J. Koros, A qualitative skin layer formation mechanismfor membranes made by dry/wet phase inversion, J. Polym. Sci.:Part B: Polym. Phys. 31 (1993) 419–427.
[14] A.F. Ismail, S.J. Shilton, I.R. Dunkin, S.L. Gallivan, Direct measure-ment of rheologically induced molecular orientation in gas separa-tion hollow fiber membranes and effects on selectivity, J. Membr.Sci. 126 (1997) 133–137.
[15] S.J. Shilton, G. Bell, J. Ferguson, The rheology of fiber spinningand the properties of hollow-fiber membranes for gas separation,Polymer 35 (1994) 5327–5335.
[16] S.J. Shilton, A.F. Ismail, P.J. Gough, I.R. Dunkin, S.L. Gallivan,Molecular orientation and the performance of synthetic polymericmembranes for gas separation, Polymer 38 (1997) 2215–2220.

A.F. Ismail, P.Y. Lai / Separation and Purification Technology 40 (2004) 191–207 207
[17] J.J. Qin, J. Gu, T.S. Chung, Effect of wet and dry-jet wet spinning onthe shear-induced orientation during the formation of ultrafiltrationhollow fiber membranes, J. Membr. Sci. 182 (2001) 57–75.
[18] S.A. Gordeyev, G.B. Lees, I.R. Dunkin, S.J. Shilton, Super-selectivepolysulfone hollow fiber membranes for gas separation: rheologi-cal assessment of the spinning solution, Polymer 42 (2001) 4347–4352.
[19] A.F. Ismail, I.R. Dunkin, S.L. Gallivan, S.J. Shilton, Production ofsuper selective polysulfone hollow fiber membranes for gas separa-tion, Polymer 40 (1999) 6499–6506.
[20] A.K. Fritzsche, M.K. Murphy, C.A. Cruse, R.F. Malone, R.E. Kest-ing, Characterization of asymmetric hollow fiber membranes withgraded-density skin, Gas Sep. Purif. 3 (1989) 106.
[21] W.J. Koros, I. Pinnau, Membrane formation for gas separation pro-cesses, in: D.R. Paul, Y.P. Yampol’skii, Polymeric Gas SeparationMembranes, CRC Press, Boca Raton, 1994, pp. 209–271.
[22] P.H. Pfromm, I. Pinnau, W.J. Koros, Gas transport through integral-asymmetric membranes: a comparison to isotropic film transportproperties, J. Appl. Polym. Sci. 48 (1993) 2161–2171.
[23] Y. Chen, A.E. Fouda, T. Matsuura, A study on dry cellulose acetatemembranes for separation of carbon dioxide and methane gas mix-tures, in: Advances in Reverse Osmosis and Ultrafiltration, NationalResearch Council of Canada, Vancouver, 1989, pp. 259–278.
[24] A.F. Ismail, Novel Studies of Molecular Orientation in SyntheticPolymeric Membranes for Gas Separation, University of Strathclyde,Ph.D. Thesis, 1997.