Embed Size (px)
Citation preview

J O U R N A L O F M A T E R I A L S S C I E N C E L E T T E R S 2 1, 2 0 0 2, 751 – 753
Development of ultra fine grain structure by martensitic reversion
in stainless steel
A. DI SCHINOMaterials Engineering Center, University of Perugia, Terni, Italy
M. BARTERICentro Sviluppo Materiali, Italy
J. M. KENNY∗Materials Engineering Center, University of Perugia, Terni, ItalyE-mail: [email protected]
Austenitic stainless steels have good corrosion resis-tance and good formability but they have also relativelow yield strength. It is well known that the mechanicalproperties of austenitic stainless steels are very sensibleto the chemical composition (which can induce harden-ing by both substitutional and interstitial solid solution)and to microstructural features (such as grain size andδ-ferrite content). Recently there have been commercialdevelopments to exploit the effect of these variables instainless steel taking advantage of changes in the chem-ical composition induced by nitrogen addition [1, 2].
Another effective way to increase yield strength with-out impairing good ductility is grain refining. Althoughthis approach has induced the development of ultrafinegrain carbon steels (e.g. [3]), no attempts have beenstill reported on this approach for austenitic stainlesssteels. In fact, austenitic stainless steels do not undergophase transformation at typical annealing temperaturesand then the only way to refine the grain is recrystal-lization after cold rolling. However, the strengtheningby grain refining is limited, due to the high recrystal-lization temperature of this stainless steel grade. Forinstance, the recrystallization temperature of the AISI301 steel is above 900 ◦C and the minimum grain sizeobtained is in the range 10–30 µm [4]. In austeniticstainless steels, plastic deformation of austenite cre-ates the proper defect structure which acts as embryofor martensite deformation: the successive reversion ofdeformation-induced martensite (α′) enables a markedgrain refining [5, 6]. In this letter the production of anultra fine microstructure in an AISI 301 stainless steelby martensitic reversion is reported.
The chemical composition of the steel used is shownin Table I.
The procedure used to refine the grain is the following(see Fig. 1):
• Metastable γ is almost entirely transformed to α′by heavy cold rolling: in fact the retained γ cannotbe refined during the subsequent annealing.
• α′ reverts to recrystallized austenite γR during an-nealing at low temperature.
∗Author to whom all correspondence should be addressed.
The requirement of entirely transforming γ to α′ im-plies cold rolling at temperatures below Md30. In Fig. 2the percentage of magnetic phase, formed in the AISI301 steel by cold rolling both in standard conditions(no prior cooling of the steel) and after cooling in liq-uid nitrogen, is shown. Fig. 2 clearly shows the effectof the cooling on the formation of the magnetic phase(measured by ferritoscope). This phase is constituted byresidual δ-ferrite showing a constant value (estimatedby automatic image analysis as approximatively equalto 1.5%) and by α′ martensite, which increases withcold reduction. In the cooled steel γ is almost com-pletely transformed into α′, while in the rolled steelwithout any cooling treatment only 35% martensiteis produced with 90% cold reduction. Furthermore, inthe cooled steel, martensite volume fraction increaseslinearly to 60% reduction and then saturates. Thesedata are in agreement with those from analogue mea-surements performed by Takaki [7] who investigatedthe effect of cold working on the microstructure of
TABLE I Chemical composition of the studied AISI 301 stainlesssteel
C Si Mn Cr Ni Mo Cu N
0.058 0.42 1.14 17.61 7.90 0.25 0.28 0.045
Figure 1 Thermo mechanical treatment adopted to obtain an ultra finestructure by martensitic reversion.
0261–8028 C© 2002 Kluwer Academic Publishers 751
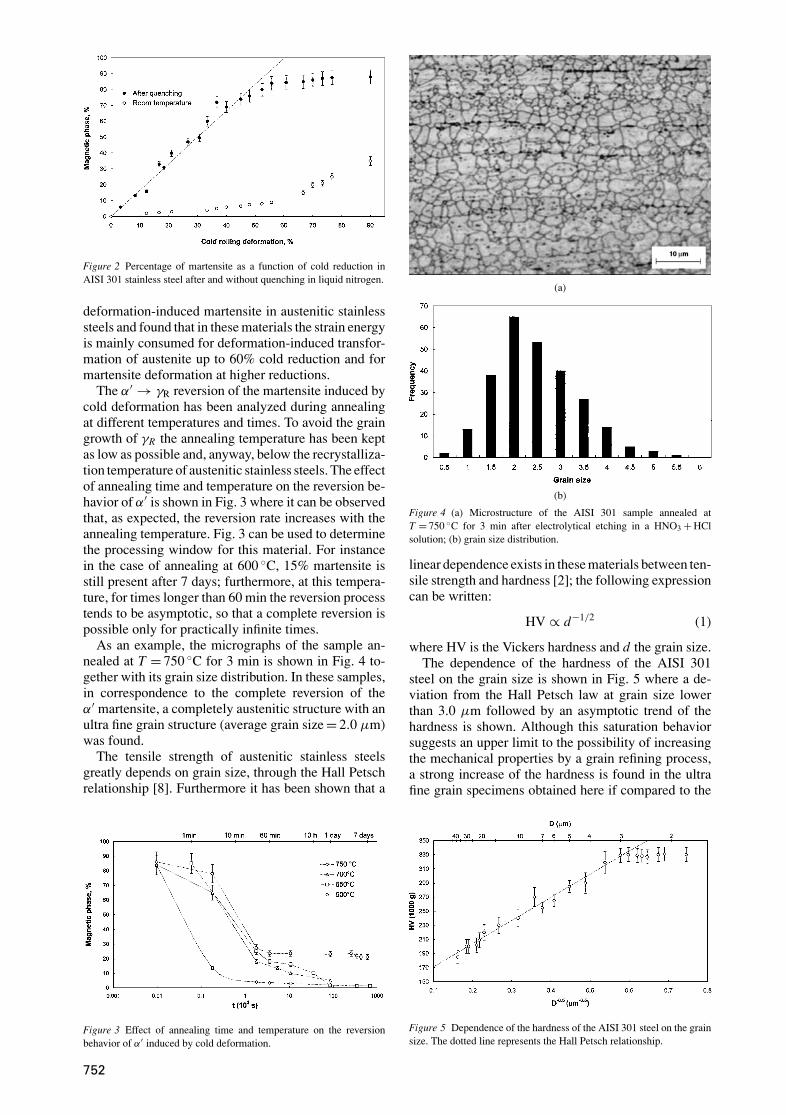
Figure 2 Percentage of martensite as a function of cold reduction inAISI 301 stainless steel after and without quenching in liquid nitrogen.
deformation-induced martensite in austenitic stainlesssteels and found that in these materials the strain energyis mainly consumed for deformation-induced transfor-mation of austenite up to 60% cold reduction and formartensite deformation at higher reductions.
The α′ → γR reversion of the martensite induced bycold deformation has been analyzed during annealingat different temperatures and times. To avoid the graingrowth of γR the annealing temperature has been keptas low as possible and, anyway, below the recrystalliza-tion temperature of austenitic stainless steels. The effectof annealing time and temperature on the reversion be-havior of α′ is shown in Fig. 3 where it can be observedthat, as expected, the reversion rate increases with theannealing temperature. Fig. 3 can be used to determinethe processing window for this material. For instancein the case of annealing at 600 ◦C, 15% martensite isstill present after 7 days; furthermore, at this tempera-ture, for times longer than 60 min the reversion processtends to be asymptotic, so that a complete reversion ispossible only for practically infinite times.
As an example, the micrographs of the sample an-nealed at T = 750 ◦C for 3 min is shown in Fig. 4 to-gether with its grain size distribution. In these samples,in correspondence to the complete reversion of theα′ martensite, a completely austenitic structure with anultra fine grain structure (average grain size = 2.0 µm)was found.
The tensile strength of austenitic stainless steelsgreatly depends on grain size, through the Hall Petschrelationship [8]. Furthermore it has been shown that a
Figure 3 Effect of annealing time and temperature on the reversionbehavior of α′ induced by cold deformation.
(a)
(b)
Figure 4 (a) Microstructure of the AISI 301 sample annealed atT = 750 ◦C for 3 min after electrolytical etching in a HNO3 + HClsolution; (b) grain size distribution.
linear dependence exists in these materials between ten-sile strength and hardness [2]; the following expressioncan be written:
HV ∝ d−1/2 (1)
where HV is the Vickers hardness and d the grain size.The dependence of the hardness of the AISI 301
steel on the grain size is shown in Fig. 5 where a de-viation from the Hall Petsch law at grain size lowerthan 3.0 µm followed by an asymptotic trend of thehardness is shown. Although this saturation behaviorsuggests an upper limit to the possibility of increasingthe mechanical properties by a grain refining process,a strong increase of the hardness is found in the ultrafine grain specimens obtained here if compared to the
Figure 5 Dependence of the hardness of the AISI 301 steel on the grainsize. The dotted line represents the Hall Petsch relationship.
752

conventional AISI 301 product (about 330 HV versusabout 220 HV in the case of 15 µm grain size).
The results reported here indicate the viability of thedevelopment of an ultra fine grain structure as an effec-tive way to harden austenitic stainless steels. Moreover,an upper limit for the effects of the grain size on thehardness of these materials has been detected.
References1. A . D I S C H I N O , J . M. K E N N Y , M. G. M E C O Z Z I and
M. B A R T E R I , J. Mater. Sci. 35 (2000) 4803.
2. A . D I S C H I N O , J . M. K E N N Y and M. B A R T E R I , Mat. En-gineering 11 (2000) 141.
3. K . T O M I M U R A , ISIJ International 31 (1991) 721.4. P . M A R S H A L , “Austenitic Stainless Steels” (Elsevier Applied Sci-
ence Publishers, 1984).5. K . T O M I M U R A , ISIJ International 31 (1991) 1431.6. F . J . H U M P H R E Y S and M. H A T H E R L Y , “Recrystallization
and related annealing phenomena” (Pergamon, 1985).7. S . T A K A K I , ISIJ International 34 (1994) 522.8. J . N . P E T C H , J. Iron and Steel Inst. (1953) 174.
Received 13 Augustand accepted 18 October 2001
753


![Delineation of Prior Austenite Grain Boundaries in a Low ...Prior austenite grain size dictates the size of several other microstructural features in steels [1]. For example, the martensitic](https://img.pdfslide.us/doc/110x75/5e5d81fb6c470d4cb472d9a6/delineation-of-prior-austenite-grain-boundaries-in-a-low-prior-austenite-grain.jpg)


























