Embed Size (px)
Citation preview

Indian Journal or Fibre & Textile Research Vol. 26, March-June 2001 , pp. 2 14-222
Development of textile products for protection and enhancement of environment
P K Banerjee"
Department o f Textile Techno logy, Indi an Inst itute or Technology, Hauz Khas, New Delhi 11 00 16, Indi a
Pre-seeded erosion control blanket, Coirsorb and Breeodrain, a imed respectively at arresting erosion, enhancing moisture retention capac ity or soil and recovering useful land rrom marshy areas, have been developed rrom eeofrie ndl y and biodegradable jute and coir fibres. The production processes or these three materials and their relevant properties have been discussed brieny and the scope of thei r applica ti on highlighted.
Keywords: Brecodrain, Coir, Coi rsorb, Jute, Prefabricated vertical drain, Pre-seeded erosion eomrol blanket, Superabsorbent mat
1 Introduction The suitability of jute, coir and sisal fibres for
geotechnical end uses is well documented in literature l.2. Ingold3
, in his report on the mechanics of soi l erosion by wind, water and gravity and its control through biotechnical measures, specifi ed the importance of short-term protection of soil prov ided by a preformed erosion control mat during the absence of vegetative cover and quantified the same by the parameter yield factor. In this respect, the results of initial tests using a rainfall simulator indicated supremacy of natural fibre products over their commercial synthetic counterparts. Whi Ie evaluating various types of woven and nonwoven commercial jute fabrics for their sui tability in erosion control, Rickson and Loveda/ concluded that for preventing loss of soil, it would be desirable to use a product with a cover which is as close to 100% as possible. This observat ion pointed to the advantage of using nonwoven jute fabrics. However, a good soil protection function has to be supplemented by vegetable establishment function . In this respect, the jute nonwoven products, which in fact are used as anti-weed 5 , were found unsuitable. They hinder the growth of vegetation, being neither suffici ently transparent to permit passage of required quantity of li ght to the germinating seeds nor sufficiently open to allow an easy passage to the shoots. Moreover, in wind erosion control application, the geotextile material must be permeable to wind, otherwise billowing takes place. As a result, the jute nonwovens were rejected as potential erosion control material and
a Phone: 6591409; Fax: 09 1-0 11 -658 1 103; E-mail : pkb @tex tile. iitd .ernet.in I [email protected]
the very open (40% cover) and very heavy (500 g/m2) woven geo-jute was recommended as the most suitable material. It is, however, qu ite conceivable to develop a nonwoven fabric based on the blend of jute and a suitable natural fibre that would lead to a more open and bulky materi al, permitti ng both light and space for growth of vegetation. Considering the two aspects of compatibility and availabilitl, coir was chosen as the second component. An intimate blending of jute and coir fi bres was, therefore, undertaken for needle punching the blended material into the required product. As a considerable amount of erosion takes place along the denuded slopes of mountainous terrains where seedi ng the surface can be difficult, it was decided to explore the possibility of trapping suitable seeds in the nonwoven fabr ic during the process of needle punching itself. Such a pre-seeded fabric would just need to be spread on a slope and suitably watered for the seeds to germinate and vegetation to take root.
Coir fibres are rod-like entities and exhibit very hi gh fl exural rigidity (Table 1). Need le-punched coir fibres, therefore, result in a very loosely bound materi al because a closely spaced looping of such fibres is difficult to achi eve. The voids in such a loose materi al can, however, be filled up by a su itable materi al and the resultant matrix can be put to a des irable end use. For example, a mat of fibres can retain substantial amount of water in the interstices (voids) amongst the fibres as well as within the fibres. This capacity can be considerably improved by treating the felt with suitable chemica ls. Such superabsorbents, when embedded in soil , can enhance the moisture retention capacity of soil. The coir fibre is ecofriendly and would gradually degrade and merge
BANERJEE: TEXTILE PRODUCTS FOR PROTECTION & ENHANCEMENT OF ENVIRONMENT 215
Table 1- Physical properties of TD-7 jute and coir fibres
Property Jute Length, mm 153a
Thickness, mm Not measured
Linear density, tex 3.95
Breaking load, cN 109.13
Tenacity, cN/tex 27.6
Breaking extension, % 3.14
Flexural rigidity, mN-mm2 4.52
Specific flexural 0.29
rigidity, mN-mm2 /tex2
a Measured on 3'd drawing sliver
with the soil due to microbial actions. Amongst the natural fibres, coir has the highest content of lignin? and would withstand the biodegradation process for the longest duration8
. A superabsorbent mat of coir fibres can, therefore, be employed for growth of vegetation wherever limited watering is possible. Its application can range from greening of dry, arid zones and man- made structures to indoor plant cultivation in cold climates.
Consolidation of soft soil, encountered in marshy land or along the shoreline of a river or sea, involves subjecting the soil mass to a compressive load with a view to effecting a reduction in intergranular space. An application of surface load results in a consequent increase in the pore pressure of the saturated soil9
.
This can be brought down quickly by draining out water under pressure from the pore spaces, thereby transferring the compressive stress to the soil grains. The traditional economic method of accelerating the consolidation process involves the use of vertical sand filled cylindrical holes known as sand drains. Such drains are, however, liable to clog during the course of consolidation as well as undergo shear deformation during the settlement. Moreover, the drains may, under circumstances, act like columns preventing complete vertical settlement. The prefabricated vertical drains (PVD) have been increasingly replacing the sand drains in view of their consistent qualities , ease of transport and installation, nonclogging potential, high discharge capacity and low smear effect lo
. In principle, such PVDs exhibit a filtering sheath, which encases a core of diverse materials, forms and shapes. Detailed studies pertaining to properties and performance of such drains made of synthetic materials have already been carried out during the past two decades 11-16. The performance of synthetic PVDs is , however, expected
Coir < 100 100-149 150-199 >200
13.6 14. 1 20.4 31.3
18.96 18.64 39.46 60.04
2 17.7 218.8 487.3 869.4
11.48 11.74 12.35 14.48
41.7 42.8 44.8 45 .2
71.4 66.75 314.69 1254.6
0.198 0.289 0.202 0.348
to be adversely affected through kinking of their relatively rigid cores l? caused by settlement of soil. Moreover, the duration of the consolidation process is in terms of months, thus rendering the presence of the synthetic drain within the soil mass over many years quite unnecessary, if not objectionable. Robust natural fibres, such as jute and coir, have on the other hand the right kind of durability for such applications and a suitable drain can, therefore, be constructed from jute and coir yarns. Such drains, after having fulfilled their functions, would gradually degrade and merge with the surrounding soil. Considering the large volume of consumption of such drains 18, it is evident that such a product, when commercialized, would also become an important outlet for the domestic jute and coir industries.
2 Pre-seeded Erosion Control Blanket (PsECB)
2.1 Production of Blended Felt
Coir fibres extracted from dry coconut husk exhibit a wide range of dimensions. The fibre length varies between 50 mm and 300 mm and the diameter between 0.1 mm and 0.4 mm in such a way that the longer fibres are also thicker. The flexural rigidity of these fibres varies between 70 mN.mm2 and 1300 mN.mm2 while that of jute varies between 3.5 mN.mm2 and 4.5 mN.mm2 although their specific flexural rigidity values are comparable (0.19-0.35 mN.mm2
/ tex2 for coir and 0.29-0.39 mN.mm2 / tex2
for j ute). For the purpose of blending with jute and needle punching, only the thinnest coir fibres come into question. These fibres are referred to as mattress fibres . A method was developed to segregate the mattress fibres from the husk during the mechanical extraction process itself. Subsequently, these fibres were thoroughly cleaned in rotary screener and

216 INDIAN J. FIBRE TEXT. RES., MARCH-JUNE 2001
decorticator to achieve nearly zero pith content. The mattress fibre length so obtained was in the range of 100-150 mm. An emulsion of cationic softener was then prepared at two different concentrations, namely 0.3% and 0.5% by weight. The idea behind choosing such a low concentration of softener was not to raise the price of the product significantly and render the same commercially non-viable. The mattress fibres were treated with the softener and piled in polythene bags for two days. It was also established 19 that the flexural rigidity of coir fibres drops by about 50 % due to this treatment. Any further increase in the softener concentration does not bring about a substantial reduction in the rigidity. TD-7 jute sliver from the breaker card was next mixed with the softened coir fibres in the proportion of 70:30, 60:40, 50:50 and 40:60. For each of these proportions, 10 kg of blended material was taken for processi ng and then this mix was processed in the finisher card. The blended slivers were then drawn through the first and second draw frames with a doubling of two. The effective draft in the first and second draw frames worked out to be 2.6 and 6.1 respectively. The blended drawn slivers were tested for uniformity of blend proportion and the values are given in Table 2. From the results , it is observed that the 0.3% softenertreated blends show higher coir fibre droppings during processing through card and draw frames than the 0.5% softener-treated ones. Moreover, it was observed that irrespective of the percentage of softener, increasing the coir component in the blend to more than 50% resulted in frequent breakages at the first draw frame. Hence, a 50:50 jute-coir ratio with a 0.5% softener treatment for the coir fibres was inferred as the best combination for blending the two fibres under consideration. Needle-punching of the blend was carried out by processing the same on a jute Garnett card followed by cross-lapping the web
Table 2- Uniformity of jute and coir proportions of the second drawn sliver
Jute/coir Softener Jute Coir blend % proportion proportion
70/30 0.3 69.9 30.1
70/30 0.5 69.0 31.0
60/40 0.3 67.5 32.5
60/40 0.5 61.9 38.1
50/50 0.3 62.6 37.4
50/50 0.5 49.1 50.9
40/60 0.3 51.1 48.9
40/60 0.5 43.0 57.0
suitably into the desired batt. The batt was then fed to a needle-punching machine along with a suitable jute scrim. After one passage of punching the jute-coir batt on the scrim, the punched felt was wound up on a cloth roller. The unpunched side of the felt was then fed to the punching machine along wi th a fresh layer of jute-coir on top and the assembly was punched again. The jute scrim had the following specifications:
Areal density 70 g /m2
Count of warp 8 lb Count of weft 8 lb No of ends/dm 14 No of picks/dm 6
The specifications of the needle and needle board are given below: Needle 13 x 16 x3.5
R 333 G 1002
Width of needle board 115 cm Total number of needles 1220 Number of rows 122 x 2 Number of needles in each column 5
The feed rate and depth of needle penetration were varied systematically to prepare the samples A, B, C, D, E and F (Table 3). For the sake of comparison, two pure coir samples (samples 1 and 2) were prepared from the lightest batt that could be generated with the given machines. All these samples were tested for thickness (at 2 kPa pressure), areal density and tensile property on a wide width tester (Tables 4 and 5) .
2.2 Properties of Felt To facilitate comparison amongst the samples, the
value of bulk density was calculated for each sample from the corresponding values of thickness and areal
Table 3-Characteristics of the needle· punched samples
Sample Blend Feed rate Punching Depth of Areal proportion m/min density needle density (Jute/Coir) Punchesl penetration g/m2
in2 mm
A 50/50 2.94 36.0 9 380
B 50/50 4.41 24.0 9 440
C 50/50 6.86 15.42 9 600
D 50/50 2.94 36.0 6 500
E 50/50 4.41 24.0 6 565
F 50/50 6.86 15.42 6 860
I 10010 2.94 36.0 9 750
2 10010 4.41 24.0 9 1150

BANERJEE: TEXTILE PRODUCTS FOR PROTECTION & ENHANCEMENT OF ENVIRONMENT 217
Table 4-Thickness and density of the needle-felt samples
Property A B C
Thickness, mm 4.4 5.6 7.8 Areal density, g/m 2 380 440 600 Bulk density x 10-3
, g/cc 86.4 78.6 76.9
Table 5-Tensi Ie strength and elongation of needle-punched felts
Sample Direction Tensile strength Elongation kN/m %
A M/C 1.07 3_27
Cross 0.81 12.13
B M/C 1.83 6.00
Cross 0.55 19.8
C M/C 2.17 2.6
Cross 0.39 21.6
D M/C 2.43 4.0
Cross 0.33 5.6
E MlC 2.43 3.8
Cross 0.45 10.7
F M/C 2.69 6.6
Cross 0.27 23.3
MlC 1.05 5.0
Cross 0.15 16.9
2 M/C 1.01 9.0
Cross 0.58 16.9
Scrim from A M/C 0.88 3.76
Scrim from B M/C 1.91 4.66
density (Table 4). As a resu lt, one can infer the following facts:
• Reduction in the depth of penetration results in a heavier felt.
• Increase in punching density results in a denser felt.
• At the lower depth of penetration, the effect of change in punching density on the bulk density of the samples is less pronounced than that at the higher value. In fact, the most dense and the least dense fe lts were obtained at the highest and the lowest punching density values when the machine was operated at the highest needle-penetration depth.
• The thinnest, lightest but also the densest fe lt resulted out of the combination of highest punching density and the higher depth of penetration.
Sample D E F 2
6.0 6.9 10.7 10.8 15.7 500 56.5 860 750 115 83.3 81.8 80.4 69.4 73.2
• For comparable values of punching density and depth of penetration, the jute-coir blended felt is much lighter than the corresponding 100% coir felt.
The resu lts of the wide-width tensile strength test , carried out on 200 mm x 100 mm samples at the crosshead speed of 10 mm/min (Table 5), reveal the following: -
• Tensile strength of the blended fe lt is higher in the machine direction than that in the cross direction. This is due to the 2.3 times higher thread density of warp threads of the jute scrim as compared to that of weft threads.
• The strength of the felt is lower at higher values of needle-penetration depth and punching density , caused by the damage to the scrim. This is evident from the residual strength of the scrim in the machine direction when tested after being removed from the felt (Table 5). These values establish the progressive damage being caused by the barbs of needle along all the three edges . Evidently, the needles with barbs along two edges would have been preferable.
• By comparing the strength of the needled felt and the residual strength of the scrim, the contribution of needle punching to the longitudinal strength works out to be about 25 % on the average.
• The values of elongation percentage along the mach ine direction are dictated by that of the scrim. This is evident from the corresponding values of the samples A and 0 and those of the respective scrims. However, the values of elongation percentage in the cross direction are considerably higher and exhibit a decreasing trend with the increase in punching density. Considered along with the corresponding strength values and the fact that the largest number of fibres is oriented in the cross machine direction, one can infer that a more intensive punching does result in greater consolidation of the felt.

218 INDIAN J. FfBRE TEXT. RES., MARCH-JUNE 2001
• The 100% coir samples (Samples 1 and 2) do not show any significant difference in strength. It is, however, evident that the overall consolidation of the 100% coir samples is inferior to that of the blended felt.
The inferences drawn from Tables 4 and 5 clearly underline the advantage of blending jute with coir for developing a needle-punched blanket that would be lighter and stronger than 100% coir felt. The density of the blended felt would, however, be marginally higher. Incidentally, the actual blend proportion in the needled samples was tested and it was found that the starting value of 50: 50 jute-coir got modified to nearly 58:42 in the final product. Apparently, a 10% loss in coir fibres was taking place at the jute Garnett card. Hence, an improved needle-punching line for the blended felt would call for modification of the card in terms of wire points and settings as also selection of the double-edged needle for the actual punching.
2.3 Preparation and Performance .of PsECB
As the combination of relatively high punching density and a moderately low depth of needle penetration is expected to yield a fairly compact and light blanket with moderate loss in strength of the scrim, a punching density of 36 punches/in2 and 7 mm depth of needle penetration were chosen for the preparation of PsECB. To this end, the jute-coir crosslapped batt was placed on the scrim cloth and punched as per the specifi.cations. During the punching of the reverse side with another layer of the batt, the seeds were manually fed into the gap between the two layers along the machine width just in front of the punching zone. Initial trials were carried out with two seeds, namely Guinea Reversadale and Stylos x Anthus Hamata. The needle-punched felt coming out of the machine carries the seeds, which are clearly visible even to the naked eye. The experimental PsECB was laid on prepared soil and watering was done regularly. Part of the seeds did germinate within a period of two weeks, as can be observed from the Fig. 1. The clear opening that the shoot and the root of the germinating seeds could create in the blanket underlines that the blanket is fairly open and, therefore, can be employed for the purpose of erosion control through re-establishment of the vegetation.
Fig. I-Close-up view of the blanket wi th seeds and growing grass
3 Superabsorbent Coir Mat (Coirsorb) Coir fibre can absorb 1.3 times its own weight of
water. A mat of coir fibres, prepared by needlepunching process, exhibits considerable amount of inter-fibre void, which is very useful in permitting growth of plant root. Indoor potted plants in cold climatic conditions are commonly grown on a bed of such mats. If this void is however filled up, even partly by a suitable absorbent substance, the absorbency of the composite can increase considerably. Such a superabsorbent coir mat would not only enable ,easier maintenance of indoor plants but may also be employed for plant cultivation in dry and arid climatic conditions where the scarce water would be retained by the mat laid under the soil and released to the root slowly. Thereby, it is important to choose the absorbent in such a way that both the substance and the process of its application to the coir mat should be ecofriendly and relatively cheap so as not to detract from some of the basic appeals of the coir fibre. Accordingly, a powdery water-soluble material was chosen20 and after a few trials, a semidry process was developed. This process involved spraying the surface of a thin coir mat with water and then sprinkling a definite amount of the powder evenly over the entire surface. This sequence of water spraying and powder sprinkling is to be repeated three times. Subsequently, another thin layer of coir mat is to be subjected to one cycle of sprayi ng with water and spri nkling with powder. The treated surfaces of the two mats are then joined face to face and the resultant sandwich is to be put in an oven for curing. The curing process results in a crosslinking among the wet powdery particles and between these particles and

BANERJEE: TEXTILE PRODUCTS FOR PROTECTION & ENHANCEMENT OF ENVIRONMENT 219
the coir fibres. The time and the temperature of curing have to be balanced against the desired extent of crosslinking and finally the required absorbency. To this end, the cured product - termed as Coirsorb - was tested for water absorbency as per the ASTM method DII17-74. Accordingly, a sample of the cured material is to be placed on a wire screen and both kept immersed in water for 10 min. After the stipulated period, the screen along with the sample is to be taken out of water and allowed to drain for a further period of 10 min. From the weight of sample before immersion and after complete draining out, the percentage absorbency is calculated on the basis of the dry weight of the Coirsorb. As an extension of this standard test method, the wet sample was dried in oven for removing the water completely and its weight measured. The difference between the weight of the parent sample and that of the dried sample indicates the loss of absorbent in water. This loss is an indirect measure of the extent of crosslinking; the greater the crosslinking, the less would be the loss of absorbent in water. The absorbency test was repeated for the dried sample and the percentage absorbency was worked out. These cycles of testing and drying were repeated a few times and it was observed that in spite of some loss of the absorbent, the absorbency of the mat keeps on increasing up to the third cycle after which it remains more or less constant.
An experimental plan was drawn up to produce different samples of Coirsorb with different time and temperature of curing. These samples were tested for absorbency as per the modified ASTM test method as described above. The test results show that an increase in temperature or time of curing results in a higher degree of crosslinking and a drop in absorbency. Changing the percentage add-on of the absorbent material to the coil' mat can, of course, vary the absorbency. Thus, a case exists for optimizing the percentage add-on, time of curing and the temperature of curing for minimizing the cost of the Coirsorb.
A typical value of absorbency of the Coirsorb for a 20% add-on of the absorbent can be about 400%. Such a product would, however, be about ten times more expensive than the fibre itself. This aspect was improved upon by using coir pith which absorbs four times its own weight of water but is a waste material and costs next to nothing. A modified Coirsorb was accordingly developed employing coil' fibre-coir pithabsorbent combination. For this purpose, a suitable paste of graded coir pith (410 Il and finer) and the absorbent was applied on both sides of a coir felt.
Two more pieces of felt were coated with this paste on one side only. Keeping the double-side-coated coir felt at the center and the single-side-coated ones on its top and bottom resulted in a sandwich having the two untreated sides exposed to the outside. This ensures that the paste material is trapped inside. This sandwich on curing yielded results shown in Table 6. The significant contribution of the waste material, namely the coir pith, in lowering the cost and enhancing the absorbency of the product is clearly discernible.
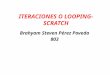
To test the efficacy and the compatibility of the Coirsorb with plant root, a young plant was potted in a bed of Coirsorb with some organic manure while a similar one was potted in normal soil as a control. A regular watering schedule was maintained for both. Figs 2 and 3 show the root growth after a period of two weeks in the soil and in Coirsorb respectively. The outcome of this limited laboratory trial can be termed as encouraging.
4 Brecodrain -The Ecofriendly PVD 4.1 Preparation
A detailed report on the method of production of this prefabricated vertical drain, braided from jute and
Table 6-Specifications of the modified Coirsorb
Specification Sample I Sample 2
% absorbent add-on on the weight of 7.6 9.4 coir and pith
% pith add-on on the weight of coir 22.5 52.5
% absorption of water on the total 496.5 618.0 weight of sandwich
Approximate cost, Rs/kg 27 32
Fig. 2-Root growth in normal soil
220 INDIAN 1. FIBRE TEXT. RES., MARCH-JUNE 2001
Fig. 3-Root growth in Coirsorb
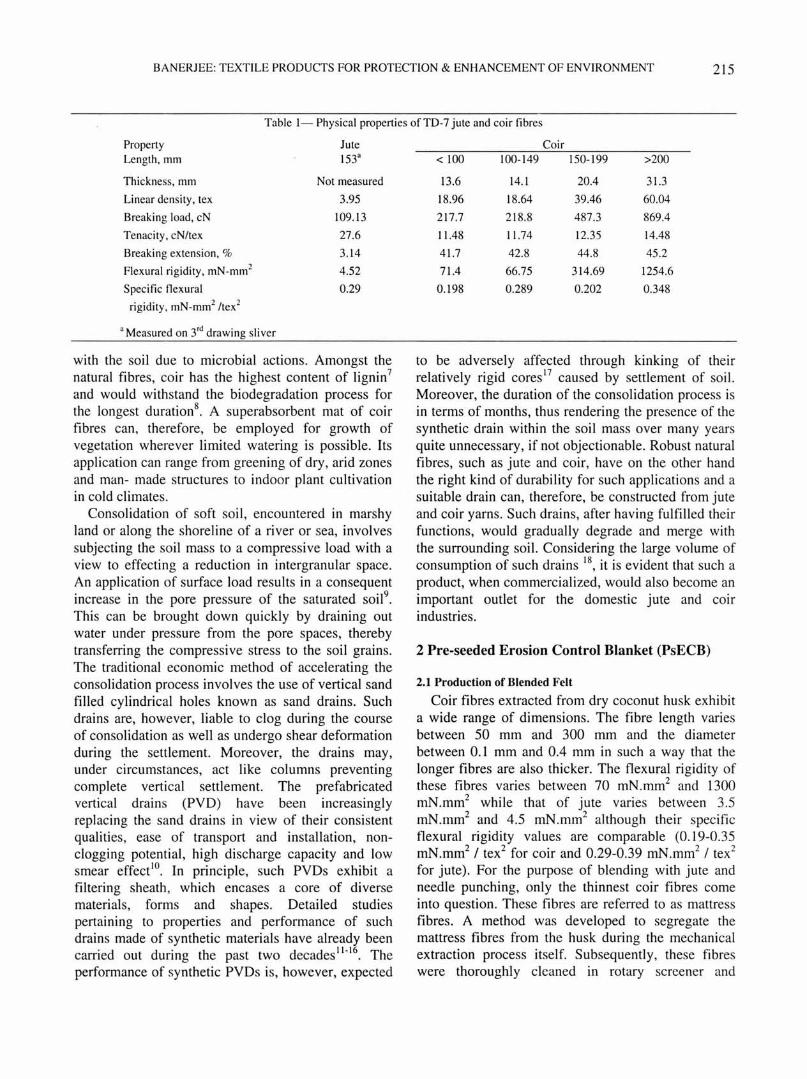
coir yarns, has been recently published21• It involves
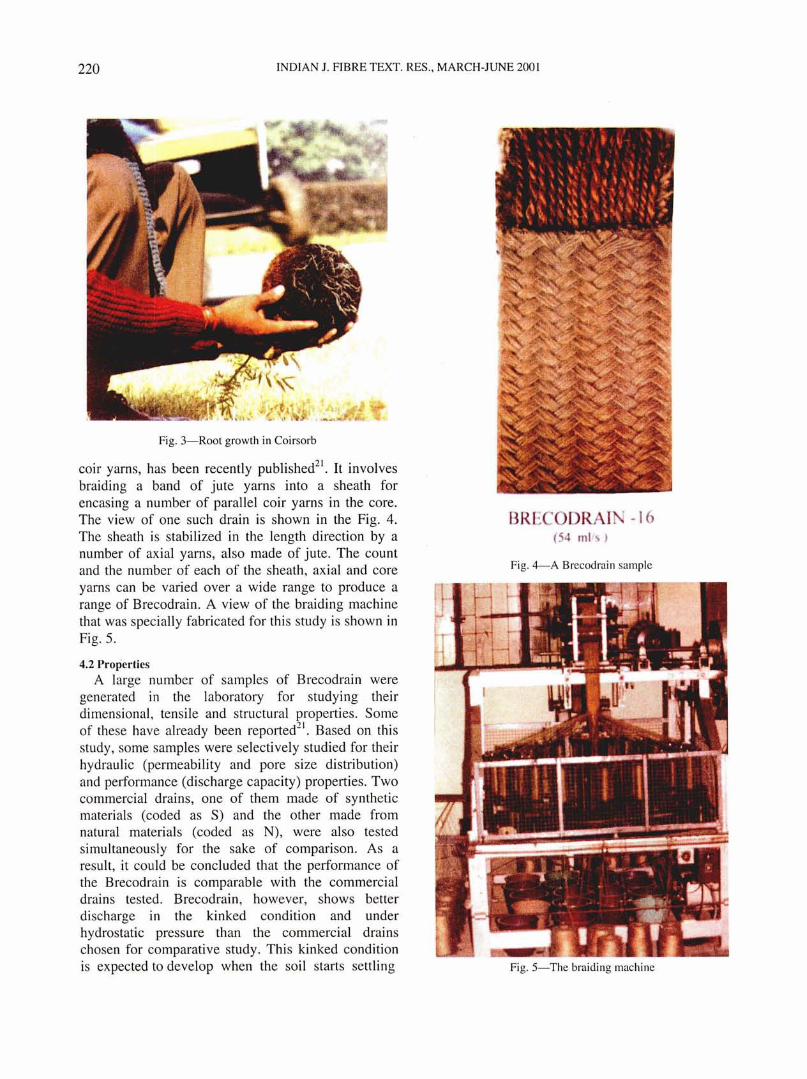
braiding a band of jute yarns into a sheath for encasing a number of parallel coir yarns in the core. The view of one such drain is shown in the Fig. 4. The sheath is stabilized in the length direction by a number of axial yarns, also made of jute. The count and the number of each of the sheath, axial and core yarns can be varied over a wide range to produce a range of Brecodrain. A view of the braiding machine that was specially fabricated for this study is shown in Fig. 5.
4.2 Properties A large number of samples of Brecodrain were
generated in the laboratory for studying their dimensional , tensile and structural properties. Some of these have already been reported21
• Based on this study, some samples were selectively studied for their hydraulic (permeability and pore size distribution) and performance (discharge capacity) properties. Two commercial drains, one of them made of synthetic materials (coded as S) and the other made from natural materials (coded as N), were also tested simultaneously for the sake of comparison. As a result, it could be concluded that the performance of the Brecodrain is comparable with the commercial drains tested. Brecodrain, however, shows better discharge in the kinked condition and under hydrostatic pressure than the commercial drains chosen for comparative study. This kinked condition is expected to develop when the soil starts settling
DR IN - 16 (54 011.,)
Fig. 4- A Brecodrain sample
Fig. 5- The braiding machine

BANERJEE: TEXTILE PRODUCTS FOR PROTECTION & ENHANCEMENT OF ENVIRONMENT 221
" ~ 60
'" .c ~ o 50
40 A Straight conditIOns 8
-0- N·drain
..... S-dram
*" Sample F1 ..... Sample r
After 20% kink 0 After 30% kink E
30~;=;~~'=;:=;:=;:~=;==;=:::;=~:;=:;:::='~ a 50 100 15 0 a 50 100 150 a 50 100 150 a 50 100 150
Pressure (kPa)
Fig. 6-Discharge capacity of va rious drains under kinked condition
owing to consolidation. During this process, the elements of the flexible Brecodrain can re-adjust themselves and continue performing better than the compared drains. The results of this particular study have been plotted in Fig. 6. The two samples of Brecodrain (coded Fl and I) show initially a lower rate of discharge than the two other drains in the straight condition. However, with the increase in hydrostatic pressure, the performance of the N drain exhibits a sharp drop and falls below that of the Brecodrain. The S drain retains, however, the superiority throughout the pressure range of 0-200 kPa. This scenario changes drastically on kinking and the performance of the S drain starts dropping sharply with every increment of kink so much so that at the 30% kink level, it falls considerably below that of the Brecodrain. Results of this study would suggest that whenever a large settlement is expected, the Brecodrain should prove superior to the other drains in all respects.
The studies on the discharge capacity also led to a better insight into the mechanics of the process. It was found that the numerous fine channels oriented along the drain axis of the drain, which are located in the sheath, in the core and between the core and the sheath, are eventually responsible for the discharge capacity. The finer and more numerous the channels, the higher is the discharge. Depending on the compressional rigidity of the drain, these channels get blocked to varying degree on application of pressure, affecting the discharge in the process. Hence, the finest core yarns in large number in conjunction with a thin · sheath, braided from the finest available jute yarns, would be expected to yield the highest discharge. S Conclusions
The PsECB, the Coirsorb and the Brecodrain are made from jute and coir fibres which grow
abundantly in the subcontinent and are ideally suited for technical applications. These ecofriendly fibres are also renewable and, hence, enjoy a global appeal. The production processes of all the three items involve simple techniques which are non-polluting. The performance tests, as evidenced from limited lab-scale trials of the products, have also yielded encouraging results. However, the prerequisite to a commercial success is large-scale field trials. The first and the third products are geotextiles and, therefore, need support of geotechnical engineers. The second product, on the other hand, has horticultural or agricultural application. A feedback from large-scale trials would be essential for fine-tuning the products into their final shape.
References I Banerjee P K & Unni E B, Growth prospects of natural
geotextiles, paper presented at the Geosy nthetics Asia, Bangalore, 26 - 29 November 1997.
2 Oosthuizen P & Kruger B, The lise of sisal Fibre as nall/ral geotextile to erosion control, paper presented at the Fifth International Conference on Geotextiles, Geomembranes and Related Products, Singapore, 1994.
3 Ingold T S, The mechanics of erosion control, paper presented at the Second International Workshop on Geotextiles, New Delhi. 11-1 2 January 1994.
4 Rickson R 1 & Loveday A D, Technical specification & market study on potentially important jute-geotextile products, Techno-economic manual presented at the 110 Workshop, Dhaka, September 1996.
5 l ayachandran K & DUlla U, Development & promotioll of jute geotextiles, paper presented at the Workshop on lute Geotextiles, Calculla, 19 August 1997.
6 Guha A, Studies on physical properties of coir fibres and its compatibility with jute, M.Tech. thesis, Indian Institute of Technology, Delhi, 1995.
7 Batra K, Long vegetable fibres in Handbook of Fibre Science and Technology, Vol. 4, edited by M Lewin & E Pearce (Marcel Dekkar Inc., N. York), 1985.
8 Scurholz H, Use of woven coir geotextiles in Europe, paper presented at the conference on Coir Geotextiles, USA, 1991 .
9 Baron R A, Trans Asce 2346 (1948) 718-54.
10 Hansbo S, Ground Eng, 12(5) (1979) 16-25.
II Oostveen 1 P & Troost G H, Discharge index tests 011
vertical drains, paper presented at the Fourth Internat ional Conference on Geotextiles, Geomembranes and Related Products, Balkema, ROllerdam, 28 May - I June 1990.
12 Holtz R D & Christopher B R, Characteristics of prefabricated drains for accelerating consolidation, paper presented at the Ninth European Conference on Soil Mechanics and Foundation Engineering, Balkema, Dublin, Ireland, August 1987.
13 Chen R H & Chen C N, Permeability characteristics of prefabricated verticaL drains , paper presented at the Third International Conference on Geotextiles, Vienna, Austria, 7 -II April 1986.

222 INDIAN J. FIBRE TEXT. RES., MARCH-JUNE 2001
14 Akagi T, Hydraulic applications of geosynthetics to filtration and drainage problems with special reference to prefabricated band-shaped drains, keynote address presented at the Fifth International Conference on Geotextiles, Geomembranes and Related Products, Singapore, September 1994.
15 Hansbo S, How to evaluate the properties of prefabricated drains, paper presented at the Eighth European Conference on Soil Mechanics and Foundation Engineering, Helsinki , May 1983 .
16 Rathmayer H & Komulanein H, Quality Requirements of Prefabricated Strip Drains, Finn Road Administration Report No.22/92, Helsinki , 1992.
17 Koerner R M, Designing with Geosyl11hetics, 4th edn (Prentice-Hall, New Jersey, USA), 1990,761.
18 Rawes B C, Geosynthetics 1111, 4( 1) (1997) 51-64.
19 Palaniswamy N K, Blending of jute and coir fibres for production of felt, M.Tech. thesis, Indian Institute of Technology, Delhi, 1997.
20 Bisen Y K, Increasing the absorbency of coir felt, M.Tech. thesis, Indian Institute of Technology, Delhi , 1998.
21 Banerjee P K, Sampath Kumar J P & Rao G Y, Indian J Fibre Text Res, 25 (2000) 182-194.