Embed Size (px)
Citation preview

ORIGINAL RESEARCH
Development of system decision support tools for behavioraltrends monitoring of machinery maintenance in a competitiveenvironment
Michael Kanisuru Adeyeri1 • Khumbulani Mpofu1
Received: 5 December 2014 / Accepted: 4 January 2017 / Published online: 17 January 2017
� The Author(s) 2017. This article is published with open access at Springerlink.com
Abstract The article is centred on software system
development for manufacturing company that produces
polyethylene bags using mostly conventional machines in a
competitive world where each business enterprise desires
to stand tall. This is meant to assist in gaining market
shares, taking maintenance and production decisions by the
dynamism and flexibilities embedded in the package as
customers’ demand varies under the duress of meeting the
set goals. The production and machine condition moni-
toring software (PMCMS) is programmed in C# and
designed in such a way to support hardware integration,
real-time machine conditions monitoring, which is based
on condition maintenance approach, maintenance decision
suggestions and suitable production strategies as the
demand for products keeps changing in a highly competi-
tive environment. PMCMS works with an embedded
device which feeds it with data from the various machines
being monitored at the workstation, and the data are read at
the base station through transmission via a wireless trans-
ceiver and stored in a database. A case study was used in
the implementation of the developed system, and the
results show that it can monitor the machine’s health
condition effectively by displaying machines’ health status,
gives repair suggestions to probable faults, decides strategy
for both production methods and maintenance, and, thus,
can enhance maintenance performance obviously.
Keywords Production strategies � Machine monitoring �Maintenance � Decision tools
Introduction
Liliane et al. (2006) opined that industrial manufacturing
systems are characterised by continuous breakdowns with
significant effect on profitability of business enterprise.
These breakdowns which are critical to business success led
to expensive equipment being idled, incurring of losses due
to non-optimisation of labour, ratio of fixed cost to product
output being negatively affected and nonconformance of
output product quality as against the set standard. For man-
ufacturing industries to have competitive advantage over
others, there is need for such industries to understand the
potentials of manufacturing and maintenance. If understood,
proper strategy to exploit such potentials is highly needed.
Strategy calls for the application of senses in adopting an
approach in the right direction and at the right time. It is
bound by integrity, goal and provision of guidance in deci-
sion-making for achievement of objectives (Liliane et al.
2006; Adeyeri and Kareem 2012).
Alhad et al. (2008) made known that the production
system, sometimes, is void of satisfactory overall avail-
ability because of downtime initiated by non-conformance
to set quality standards or excessive machine/component
failures. Initial single station’s mean-time-to-failure
(MTTF) and mean-time-to-repair (MTTR) assessment
could not ascertain the overall system performance, and
dynamic resourcing and customers’ satisfaction were not
addressed in old total productive maintenance (TPM) and
manufacturing execution systems (MES).
Researchers and industrialists have adopted simulation
and optimization as veritable tools to evaluate the
& Michael Kanisuru Adeyeri
Khumbulani Mpofu
1 Department of Industrial Engineering, Tshwane University of
Technology, Pretoria, South Africa
123
J Ind Eng Int (2017) 13:249–264
DOI 10.1007/s40092-017-0184-z

performance of manufacturing systems (Olafsson and Kim
2002). However, a simple evaluation does not provide
enough details for optimal decision-making.
The works of Papakostas et al. (2010) and Oke and
Charles-Owaba (2006) revealed that the effective man-
agement of maintenance operations is highly important to
decision-makers in the industry as cost could be conserved
in the deployment of labour, strategies for development and
actualization of techniques modelling for efficient main-
tenance implementation and scheduling.
Figure 1 shows the configuration concepts of machines
monitoring and the need for decision-support tools as this
reflects the tasks that require decision-taking on such as
what to produce, how to produce, when to produce and
which maintenance strategy to use in keeping the manu-
facturing enterprise alive from being moribund and to stand
competitively.
A comprehensive predictive maintenance management
program utilizes a combination of the most cost-effective
tools, i.e. thermal imaging, vibration monitoring, tribology,
and other nondestructive testing methods, to obtain the
actual operating condition of critical plant systems, and
based on these factual data, maintenance activities on an
as-required basis are scheduled. Condition-based mainte-
nance or predictive maintenance in a comprehensive
maintenance management program will provide the ability
to optimize the availability of process machinery and
greatly reduce the cost of maintenance.
Condition-based maintenance strategy has recorded
progressive report in recent times characterised by models
and simulation addressing failure prediction problems;
however, germane issues are still not fully integrated to
make this technology result-oriented. Jardine et al. (2006),
Lee et al. (2004) pointed out that enhanced technologies
such as indicators for enhanced monitoring; fast signal
processing algorithms, fast and precise prognostic
approach, new alarm setting, tools for system performance
assessment and degradation have not been developed.
Ni and Yang (2010) proposed a novel mechanism of
intelligent condition monitoring and prognostic system
based on data fusion strategy which is constructed under
the architecture of open system, condition-based monitor-
ing and prognostic modules. The mechanism utilizes fusion
condition, automatic alarm setting, nonlinear prediction
models and assessment. Chryssolouris et al. (2004) pre-
sented pilot implementation approach of human perfor-
mance in virtual manufacturing environments by
employing simulation principles of both virtual reality and
digital mannequin technologies for the performance of
industrial task.
The various maintenance models had been so helpful to
the growth of industrial activities globally. There are still
some limitations or extent to which these models and
simulation techniques could be effectively utilized. Some
of the previous works are considered and their limitations
are spelt out in Table 1.
Despite all the enormous works covered in the afore-
mentioned studies, there is still a missing gap, and the
missing link is that there have not been concerted efforts to
link maintenance decision policy with manufacturing pol-
icy. Also, most of the existing models which either deal
with maintenance or production rarely considered the
Fig. 1 Configuration concept of machines monitoring and the need for decision support tools
250 J Ind Eng Int (2017) 13:249–264
123

effect of competition which is addressed by this paper. The
paper shall be considered under the following sections:
‘‘Model development’’ outlines the methods involved in
developing the production of machines monitoring soft-
ware; the validation and verification of the development
system are enclosed in ‘‘Modelling concept for monitor-
ing’’; and finally, last section summarizes the conclusion of
the work.
Methodology
The following steps are the approaches adopted in
achieving the aim of the research:
1. Model development for manufacturing, maintenance
activities and their linkages;
2. Modelling of monitoring concept;
3. Software development.
Table 1 Comparison of past research models
S/
n
Authors Contributions/summary of previous work done Features of present work over the past researches
1 Lee and
Rosenblatt
(1987)
Presented an optimization model for the case of simultaneous
production cycle and inspection schedule determination
Maintenance and inventory are left on discussed
which is being taken into consideration
2 Albino et al.
(1992)
Study of the effect of maintenance policies on just-in-time
manufacturing
Covers more than JIT, it extends to other
manufacturing strategies
3 Ben-Daya
(1999)
Presented a model for integrated production maintenance and
quality for an imperfect process
Production maintenance and quality for an imperfect
process with epileptic power supply is just a part in
the work
4 Jardine et al.
(1999)
Developed an optimal maintenance program based on vibration
monitoring of critical bearings on machinery
This handles more than bearings, it covers electric
motors as well
5 Yuan and
Chaing
(2000)
Formulated an optimal maintenance policy for a production
system subject to aging and shocks
This is a part in the whole proposed model and purely
dynamic
6 Sterman (2000) Maintenance model covers the aspects affecting the overall
maintenance process and cost, such as worker training, reactive
versus proactive culture
The model did not take care of dynamic strategies in
manufacturing which is a major work in this
research
7 Duffuaa et al.
(2001)
Provided a conceptual model that can be used to develop a
realistic simulation
Dynamic maintenance model forms bulk of the work
8 Zineb and
Chadi (2001)
Establishment of an effective way of modeling complex
manufacturing systems through hierarchical and modular
analysis using stochastic Petri nets and Markov chains
Model takes care of quality competitors with focus
on the up keeping of the production equipment in
order to deliver products with high and consistent
quality
9 Andijani and
Dufuaa
(2002)
Review of various areas such as evaluation of maintenance
policies, organization, staffing, materials management and shut-
down policies
It integrates the business model with both
maintenance and manufacturing model to become a
single model
10 Marquez et al.
(2003)
Provided various maintenance optimization models for repairable
systems
It handles both repairable and non-repairable systems
11 Greasly (2005) Showed that the discrete-event simulation study could be done
through system dynamics
This is supporting the reality of the present approach
with quality competitors embedded
12 Mahantesh
et al. (2008)
Integrated plant maintenance management application based on
artificial intelligence (AI) techniques, mainly knowledge-based
systems
Competition is not part of the AI techniques, and this
is being handled in the present work
13 Papakostas
et al. 2010
Discusses a maintenance decision support framework for
addressing short-term operational maintenance decisions at line
maintenance and for deferring maintenance actions that affect
the aircrafts’ dispatching
The decision support system did not consider market
competitiveness and it is solely for aircraft, while
the present paper addresses competitiveness and
centres on polyethelene bag production
14 Jasper et al.
(2011)
Formulation of empirical postulates regarding the technical
system, managerial system and workforce knowledge
Formulation of models with regards to machines
maintenance and products’ quality
15 Golmakani and
Fattahipour
(2011)
Proposed an approach in which preventive and failure
replacement costs as well as inspection cost are taken into
account to determine the optimal replacement policy and an
age-based inspection scheme
The production and competition were not considered
and these form a part of the work under
consideration
15 Kareem and
Owolabi
(2012)
Formulation of dynamic programming models for optimizing
maintenance planning using Markov chains, transition matrices
This only addresses maintenance, but the present
model incorporates maintenance and production
under competitive environment
J Ind Eng Int (2017) 13:249–264 251
123

Model development
The model development is based on the strategic decisions
for both manufacturing and maintenance activities. Adeyeri
and Kareem (2012) had once formulated models as assis-
tance for carrying out comprehensive maintenance activi-
ties plan as at when due and at the point when machines are
under stress to meeting up with customers’ demand under
competitive environment. The salient parameters needed
for the achievement of the present work shall be discussed.
Under the strategic decisions for manufacturing, the fol-
lowing parameters are considered: demand; market share;
advertising; price changes; inventory; competition; and
mode of operations/production methods, while types of
maintenance, schedule of maintenance and its dynamics
are covered under the strategic maintenance decision.
START
Input market share (MS); Pt, tb, te
Compute Qc; Pt, Pactual; Pi;
Determine Pactual
Is Pt
met?
NOYES
Is 0.2 ≤ μ ≤ 0.5
Is μ > 0.5?
Is μ ≥ 0 5
Initialize Maintenance on the basis of μ values
Use opportunistic maintenance
Use spare part inventory
Use static planned preventive and breakdown maintenance
Use opportunistic, predictive and
condition based maintenance
NO
YES
YES
YES
A
NO
NO
Is performance okay?
NOYES
Fig. 2 Flowchart of dynamic model for strategies in maintenance prediction (Adeyeri et al. 2015)
252 J Ind Eng Int (2017) 13:249–264
123

The flowchart used in the model formulation and mod-
elling linkage of production and maintenance activities is
as expressed in Fig. 2, while the mathematical formulation
of the model can be found in the publication of Adeyeri and
Kareem (2012) and Adeyeri et al. (2015). For clarity and
brevity, the terms expressed in the flowchart are defined as
: Ms (market share); Pt (total output); tb (mean time to
maintain machines i); te (expected running time of machine
(1); Qc (capacity of plant); Pactual (actual production); Pi
(total loss due to maintenance activity); and li (range of
severity).
Modelling concept for monitoring
The monitoring concept is mainly on hardware which
comprises temperature and vibration sensors, AVR
microcontroller (Atmega16; Atmega32); real time clock
NO
Is
actualP demand<, and
0.5µ <
Is
actualP demand=, and 0.5µ <
Is
actualP demand<, and 0.5µ >
Is
actualP demand>, and 0.5µ <
Is
actualP demand> ,
and 0.5µ >
Is
actualP demand= ,
and 0.5µ > NONONO
NO NO
A
Initialize choice of production method and maintenance
JIT, opportunistic or static maintenance strategy is employed
AUTO, breakdown maintenance based on opportunistic and static grouping is preferred
AUTO, preventive, dynamic maintenance and opportunistic grouping is recommended
CON, breakdown maintenance based on static opportunistic grouping is preferred
JIT, use dynamic maintenance strategy based on static and opportunistic grouping
CON, preventive, predictive maintenance with opportunistic and dynamic grouping is recommended
YES
YES
YES YES
YESY
ES
Is performance satisfactory?
STOP
YES
Fig. 2 continued
J Ind Eng Int (2017) 13:249–264 253
123

(RTC); liquid crystal display (LCD), MJ MRF24J40MA
(2.4 GHz ZigBee) transceiver, transformer, capacitor,
resistors, MiKroC board platform, Vero board and other
electrical components. The science behind the concept has
been explained by the authors in an article entitled
‘‘Development of Hardware System using Temperature and
Vibration Maintenance Models Integration Concepts for
Conventional Machines Monitoring’’ (Adeyeri et al. 2016).
The modelling concept is designed to make use of the
design shown in Fig. 3. Hardware is attached to the func-
tioning machines at the workstation and machines data are
transmitted through wireless network arrangement to the
base station for maintenance and production decisions.
The maintenance decision is aided through the model
flowchart of Fig. 4 structured by the authors as found in
(Adeyeri et al. 2016). The acronyms in the flowchart are as
defined here:
Vi?1 (predicted value of the vibration level at next
planned measuring time); ti?1 (elapsed time since damage
is initiated and its development is detected); Vi (current
vibration level value); Zi: (deterioration factor); Vc (critical
vibration level which is to be supplied by the manufac-
turer); Vo (measured vibration before Vi?1); a (gradient by
which the value of the vibration level varied since it started
to deviate from its normal state (Vo) due to initiation of
damage until detection); bi and ci (nonlinear model’s
constants); K (function of loading, speed of machine,
environmental condition); Ei (model error, which is
assumed to be identical, independent and normally dis-
tributed with zero mean and constant variance, N (0, r).The decision to be made is strongly based on this
arrangement coupled with the software provision which is
to be explained in the subsequent section.
Software development
The software model developed was based on the integra-
tion of all the aforementioned methods described above. A
section of the software is designed to monitor machines
Industrial Machines for Polyethylene
Bag production
Workstation Hardware
Base Station
Hardware
Fig. 3 Hardware architecture of the designed concept (Adeyeri et al. 2016)
254 J Ind Eng Int (2017) 13:249–264
123

START
Calculate /Predict Next Vibration Level
Calculate /Predict Next Temperature Value
Input , a, , , , , b
Input , , b, , ,
The Machine Condition
Indicates AbnormalThe Machine Condition
Indicates Normal
Stop
YES YES
NO NO
Fig. 4 Flowchart of condition-based maintenance monitoring (Adeyeri et al. 2016)
Fig. 5 Opening interface form
of the PMCMS
J Ind Eng Int (2017) 13:249–264 255
123

Fig. 6 Flowchart for sub-station module
256 J Ind Eng Int (2017) 13:249–264
123

behavior under various conditions using vibration and
temperature as key factors. The programming was done
using Microsoft Studio Visual C# because of its extensi-
bility. The modules of the software are as discussed below.
Scope of the production and machine condition
monitoring software (PMCMS)
The production and machine condition monitoring soft-
ware (PMCMS) was developed to aid in monitoring the
condition of production machines, suggesting production
strategies to adopt, computing market share values, cost of
production after certain parameters have been specified,
and displaying the status of the machines’ health behavior
over a specified period of time.
PMCMS was designed such that it works with an
embedded device which feeds it with data from the
various machines being monitored. The data are read
and stored in a database. An algorithm is used to pro-
cess the data and the results are displayed as reports
which can be exported to PDF, EXCEL, or WORD
formats. The relationships between the various data
accumulated are plotted as graphs. By containing all
these features, the PMCMS aims to reduce the cost
incurred from consulting external firms for services such
as the business strategy to adopt, determining the cost of
production, computing the plant’s market share, deter-
mining the working state of individual machines and
prediction of the states of the machines over a given
period of time.
Description of PMCMS
The followings are the list of functionalities of the various
windows available on the PMCMS software.
1. Select port page
At the launch of the application, a port selection page is
met. This allows the user to determine the port to which the
hardware is connected. The dropdown menu displays a list
of available ports currently on the system.
2. Home screen
The home screen is the main page of the application. All
other windows are designed as child forms of it. Please
note that if this window is closed, the application exits
completely. The home screen consists of a sub-window that
displays the current reading from the hardware concerning
the status of the machines being monitored. At the top of
the home screen is a menu bar. The menu bar contains
access to a list of other functional pages available for the
application.
The opening interface of the developed software named
production and machine condition monitoring software
(PMCMS) is shown in Fig. 5.
Software development for sub-station and base
station hardware
The embedded code development for the hardware devel-
opment and utilization as embedded system was achieved
through the use of C language on MiKroC platform.
Sub-station and base station flowchart
The flowchart used in coding the temperature sensor and
the vibration sensor to give room for the computer machine
interface under the C language is as shown in Fig. 6. The
base station flowchart for the programming of the hardware
used is as shown in Fig. 7.
Fig. 7 Flowchart for hardware development
J Ind Eng Int (2017) 13:249–264 257
123
Results and discussion
The implementation of the PMCMS is considered in
respect of machines’ production activities and their main-
tenance modules. The PMCMS was used on machines
involved in the production of a polyethylene bag so as to
verify and test the validity of the developed software. This
section shall be considered looking at model implementa-
tion of machines’ production activities and maintenance of
machines based on machine condition monitoring.
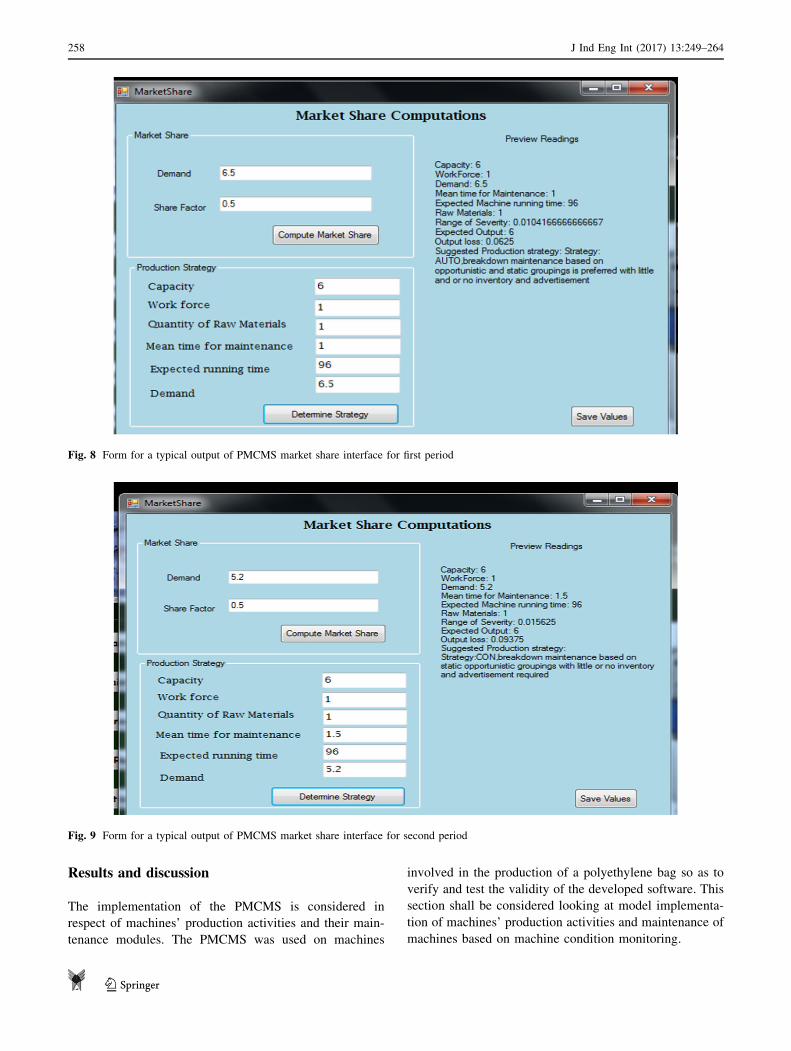
Fig. 8 Form for a typical output of PMCMS market share interface for first period
Fig. 9 Form for a typical output of PMCMS market share interface for second period
258 J Ind Eng Int (2017) 13:249–264
123

Table
2Resultsofcase
study
Period/date
Unitsofproduct
produced(m
etric
tons)
Unitsofproduct
dem
anded/sold
(metric
tons)
Cumulativechangein
unitproduct
(metric
tons)
Methodof
productionusedby
thefirm
Model
suggestionon
productionmethod
Maintenance
strategyremark
JIT
CON
AUTO
First
period(16/
04/12to
28/04/
12)
5.4
6.5
1.1
tomeetup
Conventional
(CON)
Yes
No
Yes
Breakdownmaintenance
based
on
opportunisticandstaticgroupingas
l\
0.5
Secondperiod(30/
04/12to
12/05/
12)
5.5
5.2
0.3
Unsold
Conventional
(CON)
No
Yes
No
Breakdownmaintenance
based
on
opportunisticandstatic
groupingisneeded
asl\
0.5
3rd
period(14/05/
12to
26/05/12)
5.2
5.2
0.3
Unsold
Conventional
(CON)
No
Yes
No
Breakdownmaintenance
based
onstatic
opportunisticgroupingisem
ployed
as
l\
0.5
4th
period(28/05/
12to
09/06/12)
5.4
5.0
0.7
Unsold
Conventional
(CON)
No
Yes
No
Breakdownmaintenance
based
onstatic
opportunisticgroupingisem
ployed
as
l\
0.5
5th
period(11/06/
12to
23/06/12)
4.0
5.0
0.3
tomeetup
Conventional
(CON)
Yes
No
Yes
Breakdownmaintenance
based
on
opportunisticandstaticgroupingas
l\
0.5
6th
period(25/06/
12to
07/07/12)
4.4
4.4
0Conventional
(CON)
Yes
No
No
Opportunisticorstatic
maintenance
is
employed
asl\
0.5
JITjust
intime,
CONconventional
process,AUTO
automated
process
J Ind Eng Int (2017) 13:249–264 259
123

Fig. 10 Form for a typical output of vibration data from electric motors
Fig. 11 Form for a typical output of temperature data from electric motors
260 J Ind Eng Int (2017) 13:249–264
123

Model implementation of machines’ production
The production data (production capacity, the workforce
required, quantity of rawmaterials needed), production hours,
amount of product sold and other parameters which had been
defined are supplied to the developed software. Some snap-
shots of samples displaying the software suitability are dis-
played in Fig. 8, and Figure 9 shows the summary of the
results, the various outcomes and possible maintenance sug-
gestions; while Table 2 gives the detailed summary of trans-
actions and the model suggestions on production processes
and the maintenance strategies that need to be adopted as the
demand for the polyethylene bag changes due to its compet-
itiveness under the period of review.
From Table 2 and Fig. 8, in the first period (16/04/
12–28/04/12), the industry sold 5.4 tons of polyethylene
bag produced, but could not meet the demand of 1.1 tons to
the customer. In view of this, the PMCMS gave suggestion
on decisions to take in meeting up for such shortfall by
adopting just-in-time (JIT) or automatic production
approach with the best maintenance decision of ‘‘break-
down maintenance based on opportunistic and static
grouping as l\ 0.5’’. In the second period, with a clue
from Fig. 9, 5.2 tons were demanded for, but the industry’s
production target was 5.5 tons, which implies that 0.3 tons
were left unsold which forms part of the provision for
inventory upkeep in the developed system. Thus, the
PMCMS system gave decision suggestion in support of the
conventional approach of production.
In the sixth period (25/06/12–07/07/12), market demand
was in favour of the industry as total quantities produced
were sold or demanded for. This was corroborated by the
decision given by the PMCMS that JIT approach would be
better for such trend of production.
Fig. 12 Form for a typical output of temperature data from gearbox
J Ind Eng Int (2017) 13:249–264 261
123
The model was able to actualize the set purpose. It
established the appropriate production and maintenance
strategies that could survive the manufacturing industry
under high competition and controllable demands.
PMCMS machines condition monitoring
implementation
As discussed earlier, the modelling concept implementa-
tion is shown in this section. The built hardware as made
known by the authors, Adeyeri et al. (2015), was part of the
system put in place to perfect the PMCMS functionalities.
The hardware when embedded into the machines with the
support platform plugin in the PMCMS, monitoring of the
behavior of the machines, as they are being run, is made
possible. The various vibration and temperature trends
monitored for the gearbox and electric motor of the
machines/plant using the hardware are as shown in
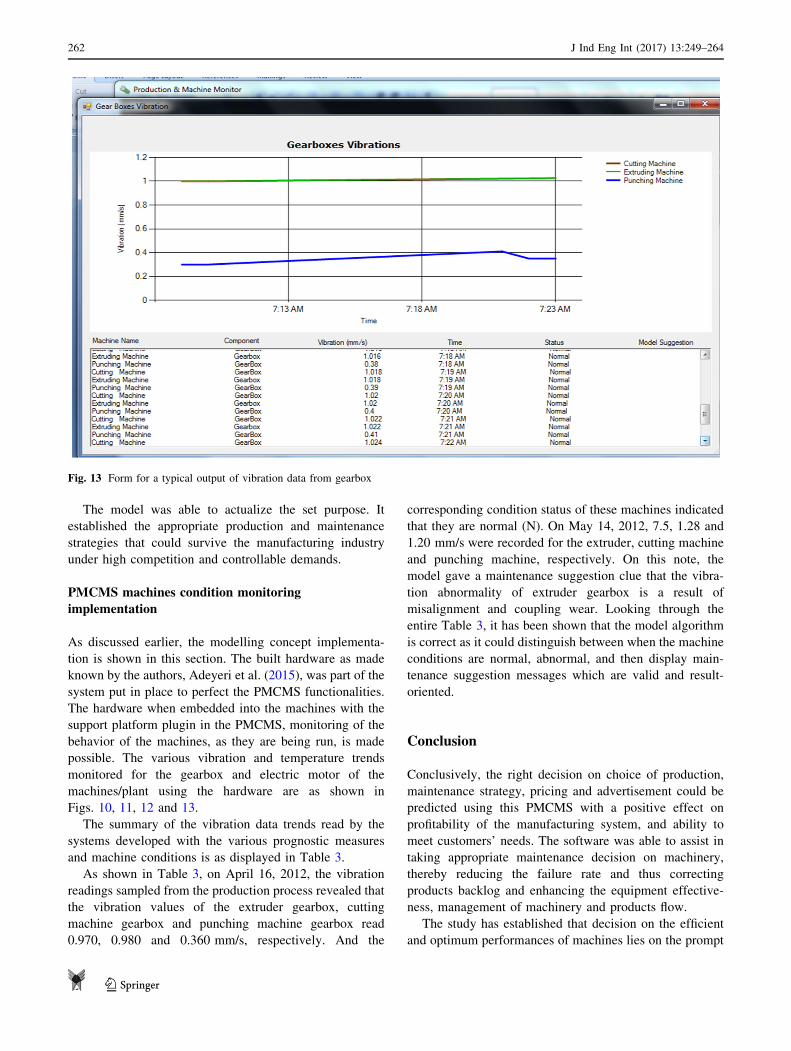
Figs. 10, 11, 12 and 13.
The summary of the vibration data trends read by the
systems developed with the various prognostic measures
and machine conditions is as displayed in Table 3.
As shown in Table 3, on April 16, 2012, the vibration
readings sampled from the production process revealed that
the vibration values of the extruder gearbox, cutting
machine gearbox and punching machine gearbox read
0.970, 0.980 and 0.360 mm/s, respectively. And the
corresponding condition status of these machines indicated
that they are normal (N). On May 14, 2012, 7.5, 1.28 and
1.20 mm/s were recorded for the extruder, cutting machine
and punching machine, respectively. On this note, the
model gave a maintenance suggestion clue that the vibra-
tion abnormality of extruder gearbox is a result of
misalignment and coupling wear. Looking through the
entire Table 3, it has been shown that the model algorithm
is correct as it could distinguish between when the machine
conditions are normal, abnormal, and then display main-
tenance suggestion messages which are valid and result-
oriented.
Conclusion
Conclusively, the right decision on choice of production,
maintenance strategy, pricing and advertisement could be
predicted using this PMCMS with a positive effect on
profitability of the manufacturing system, and ability to
meet customers’ needs. The software was able to assist in
taking appropriate maintenance decision on machinery,
thereby reducing the failure rate and thus correcting
products backlog and enhancing the equipment effective-
ness, management of machinery and products flow.
The study has established that decision on the efficient
and optimum performances of machines lies on the prompt
Fig. 13 Form for a typical output of vibration data from gearbox
262 J Ind Eng Int (2017) 13:249–264
123

and real-time monitoring of the machine components and
behavior; production machines, products demand and
manufacturing processes could be knitted and monitored
under the same module to support maintenance planning;
and functionality with availability of machines is improved
through integrated production and dynamic maintenance
strategies in competitive environment.
Authors’ contributions The collation, documentation and drafting
of the research work was done by Dr. MKA. While Prof KM provided
motivation and editorial services on the article.
Open Access This article is distributed under the terms of the
Creative Commons Attribution 4.0 International License (http://crea
tivecommons.org/licenses/by/4.0/), which permits unrestricted use,
distribution, and reproduction in any medium, provided you give
appropriate credit to the original author(s) and the source, provide a
link to the Creative Commons license, and indicate if changes were
made.
References
Adeyeri MK, Kareem B (2012) Maintenance dynamics tools for
machines functionality in a competitive environment. Ind Eng
Lett 2(7):12–19
Adeyeri MK, Mpofu K, Kareem B (2015) Modelling of product
demand as pointer tool for choice of maintenance strategy. Afr J
Sci Technol Innov Dev 7(2):144–150
Adeyeri MK, Mpofu K, Kareem B (2016) Development of hardware
system using temperature and vibration maintenance models
integration concepts for conventional machines monitoring: a
case study. J Ind Eng Int 12(1):93–109
Albino V, Carella G, Okogbaa O (1992) Maintenance polices in just-
in-time manufacturing lines. Int J Prod Res 30:369–382
Alhad A, Xiaohui C, Jay L, Jun N and Ziming Y (2008) Optimized
maintenance design for manufacturing performance improve-
ment using simulation. In: Proceedings of the 40th Conference
on Winter Simulation Conference, IEEE, pp 1811–1819
Andijani A, Duffuaa S (2002) Critical evaluation of simulation
studies in maintenance systems. Prod Plan Control
13(4):336–341
Ben-Daya M (1999) Integrated production maintenance and quality
model for imperfect processes. IIE Trans 31(6):491–501
Chryssolouris G, Mavrikios D, Fragos D, Karabatsou V, Alexopoulos
K (2004) Analysis of assembly and maintenance processes using
virtual reality and digital mannequin technologies. Virtual
Augment Real Appl Manuf. doi:10.1007/978-1-4471-3873-0_6
Duffuaa SO, Ben-Daya M, Al-Sultan KS, Andijani AA (2001) A
generic conceptual simulation model for maintenance systems.
J Qual Maint Eng 7(3):34–40
Golmakani HR, Fattahipour F (2011) Age-based inspection
scheme for condition-based maintenance. J Qual Maint Eng
17(1):93–110 (Emerald Group Publishing Ltd.)
Table 3 Gearbox vibration readings and maintenance model suggestion decision for extruder, cutting and punching machines
Sampling
dates
Extruder’s gearbox vibration (mm/s),
conditions and decision
Cutting machine gearbox vibration (mm/
s), conditions and decision
Punching machine gearbox vibration
(mm/s), conditions and decision
Vibration
(mm/s)
Conditions Model decision
suggestion on
maintenance
activities
Vibration
(mm/s)
Conditions Model
decision
suggestion on
maintenance
activities
Vibration
(mm/s)
Conditions Model
decision
suggestion on
maintenance
activities
16/4/2012 0.970 N 0.980 N 0.360 N
18/4/2012 0.350 N 0.350 N 0.300 N
28/4/2012 1.380 N 1.300 N 1.280 N
30/4/2012 1.400 N 1.320 N 1.240 N
10/5/2012 1.340 N 1.240 N 1.180 N
14/5/2012 7.500 A Misalignment
and coupling
wear. Stop
machine for
repairs
1.280 N 1.200 N
15/5/2012 0.820 N 1.200 N 1.100 N
18/5/2012 1.100 N 1.250 N 0.880 N
28/5/2012 1.460 N 1.200 N 1.200 N
09/6/2012 2.000 N 1.240 N 2.200 N
11/6/2012 1.220 N 4.700 A Mechanical
looseness,
stop machine
1.800 N
22/62012 1.200 N 2.240 N 1.340 N
25/6/2012 1.800 N 1.880 N 0.960 N
04/7/2012 1.600 N 1.900 N 1.400 N
N normal machine status, A abnormal machine status
J Ind Eng Int (2017) 13:249–264 263
123
Greasly A (2005) Using system dynamics in a discrete-event
simulation study of a manufacturing plant. Int J Oper Prod
Manag 25(6):534–548
Jardine AKS, Joseph T, Benjevic D (1999) Optimising condition-
based maintenance decisions for equipment subject to vibration
monitoring. J Qual Maint Eng 5(3):192–202. (http://www.
emerald-library.com). Accessed June 2012
Jardine AKS, Lin D, Banjevic D (2006) A review on machinery
diagnostics and prognostics implementing condition-based main-
tenance. Mech Syst Signal Process 20(7):1483–1510
Jasper V, Warse K, Hans W (2011) Managing condition-based
maintenance technology, a multiple case study in the process
industry. J Qual Maint Eng 17(1):40–62 [http://www.emerald-
library.com]. Accessed 13 June 2012
Kareem B, Owolabi HA (2012) Optimizing maintenance planning in
the production industry using the markovian approach. Technol J
Eng Res 9(2):46–63
Lee HL, Rosenblatt MJ (1987) Simultaneous determination of
production cycle and inspection schedule in a production system.
Manag Sci 33(9):1125–1136
Lee J, Qiu H, Ni J, Djurdjanovi D (2004) Infortronics technologies
and predictive tools for next-generation maintenance systems.
IN: 11th IFAC Symposium on information control Problems in
Manufacturing
Liliane P, Srinivas KP, Ann V (2006) Evaluating the effectiveness of
maintenance strategies. J Qual Maint Eng 12(12):7–20 (Emer-ald Group Publishing Ltd.)
Mahantesh N, Ramachandra A, Satosh Kumar AN (2008) Artificial
intelligence-based condition monitoring for plant maintenance.
Assem Autom 28(2):143–150
Marquez CA, Gupta JND, Herguedas SA (2003) Maintenance
policies for a production system with constrained production
rate and buffer capacity. Int J Prod Res 41(9):1909–1926
Ni G, Yang B-S (2010) Intelligent condition monitoring and
prognostics system based on data-fusion strategy. Expert Syst
Appl 37:8831–8840
Oke SA, Charles-Owaba OE (2006) An approach for evaluating
preventive maintenance scheduling cost. Int J Qual Reliab
Manag 23(7):847–879
Olafsson S, Kim J (2002) Simulation Optimization. In: Yucesan E,
Chen CH, Snowdon JL, Charnes JM (eds) Proceedings of the
2002 winter simulation conference. Institute of Electrical and
Electronics Engineers Inc., Piscataway, pp 79–84
Papakostas N, Papachatzakis P, Xanthakis V, Mourtzis D, Chrys-
solouris G (2010) An approach to operational aircraft mainte-
nance planning. Decis Support Syst 48(4):604–612. doi:10.1016/
j.dss.2009.11.010
Sterman JD (2000) Business dynamics: systems thinking and
modeling for a complex world. McGraw-Hill, Kingsport
Yuan J, Chaing J (2000) Optimal maintenance policy for a production
system subject to aging and shocks. J QualMaint Eng 6(3):200–216
Zineb S, Chadi S (2001) Maintenance integration in manufacturing
systems: from the modeling tool to evaluation. Int J Flex Manuf
Syst 13(3):267–285 (Springer Netherland)
264 J Ind Eng Int (2017) 13:249–264
123

























![PT CHANDRA ASRI PETROCHEMICAL TBK [TPIA.JK] · PDF filenew polyethylene plants, ... Macroeconomic Growth and Consumption Trends 11 (1) GDP, ... Plastic bags Drinks cups Food containers](https://img.pdfslide.us/doc/110x75/5ab0ef327f8b9ad9788ba5a5/pt-chandra-asri-petrochemical-tbk-tpiajk-polyethylene-plants-macroeconomic.jpg)



