Embed Size (px)
Citation preview

- 1 -
DEVELOPMENT OF SIMPLIFIED LIFE CYCLE MODELS OF PLASTIC INJECTION MOULDS
César Augusto Paulo Pousa
Instituto Superior Técnico – Departamento de Engenharia Mecânica
Avenida Rovisco Pais, 1096-001 Lisboa, Portugal
ABSTRACT
The LCC and LCA methodologies, are decision tools that consider the economic and environmental
performance of a product along his life cycle. Are used in several areas.
The LCC and LCA analysis are quite slow, the main objective of this work is the creation of an analysis
simplified model of mould life cycle, in terms of costs and environmental impact, which the main aim is the plastic
injection moulds industry. It is intended to create a useful decision tool for the injection’s mould production companies.
On the LCC analysis the study objective is constituted by milling, electroerosion and injection process. The LCA several
steps are part of the study, such as the amount of necessary material and mould end of life. After the identification of all
the variables that constitute the global models, it is done its simplification, that is properly justified for each variable.
In the end is done a validation of the simplified models, using an actual case study, where it is concluded that
the model is valid.
Keywords: LCC - Life Cycle Cost, LCA – Life Cycle Assessment, Eco-Indicator 99.
Introduction
The Portuguese Moulds Industry has been heavily confronted with tensions coming from “new” world productive
regions. These “new” regions are able to achieve low labour and production costs. This way the competition with the
outside market must be faced with a dynamic of innovation and with a speedy results presentation. The Portuguese
Moulds Industry has done a remarkable investment with the objective of minimize the products impact without
compromising its performance or cost, that way being able to maintain itself on the industry top.
The made decisions on the project step might influence deeply the costs and the final impact. The LCC
methodology enables to cont with all the life cycle product resultant cost, giving a wider view of the product on a
economical level. The LCA methodology allows the incorporation of the environmental impacts such as the decision
factor during the product’s development stage, through the achievement of one of the indicators that expresses the
environmental behaviour of materials and processes.
Because the creation of LCC and LCA moulds analysis take a great deal of time, and intending to create a
useful decision tool for the injection moulds industry, comes along the present work, with the objective of creating
simplified cost and environmental models. The simplifications made, result on a series of researches, namely company
of the moulds industry, scientific articles, phone calls made to several companies, machine’s catalogue and a visit to an
exposition fair of injection machines, millings and tools. For the models validation a real case study is used, where the
associated errors to each simplified module are presented.

- 2 -
Methodology
The LCC and LCA analysis take a great deal of time and are complex, involving a large number of variables that
not always have an easy acess [1]. In spite of these methodologies being applied in a wide range of areas, so far today
there is no record of being applied on the injection moulds industry. Due to it’s complexity, it is not possible to use these
same methodologies as a backup on the plastic injection models project stage.
Therefore, the present work has the main gold of create simplified analysis LCC and LCA models of the plastic
injection moulds. The work begins with the mould life cycle cost identification. The milling, electroerosion and injection
process, belonging to the production stage and the use of the mould, are the object of the initial study of this article. The
first step was to group all the essential variables to the cost calculus of each process. Intended to create a simplified life
cycle cost model, each of intervenient variables was studied, in order to get standard values, expressions and equations
that would reduce the number of necessary inputs for this model. So simplification, is understood as the adoption of a
standard and general value and that allows to sub understand a determined input.
To be able to accomplish the simplifications, several types of research had to be made. This research allowed to
work all the variables and execute the intended simplifications with scientific accuracy and industrial representativeness.
Many of the made simplifications on the LCC model were also made on the LCA model. Although the LCA model
required a new research information. The research of scientific articles and the use of the SimaPro7.1 program were
essential to find reference values of the impact produced by the involved materials on the mould lifecycle, and for the
creation of the standard values that allow the simplification of the analysis model LCA.
To make the validation of created simplified models a real case study was used, the production of a conventional
steel mould, with reduced dimensions and for the injection of parts with a simple geometry. This case study was made on
the TJ-Moldes company. The results of the LCC and LCA models, and of the simplified LCC and LCA are presented. The
percentage associated error with the result values of the simplified models was calculated making their validation
possible.
Mould’s Life Cycle Cost
Mould’s Life Cycle Stages
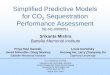
To make un analysis of the injection mould’s life cycle we have to have in mind the four main stages: the
needed manufacturing material for the mould production, the mould’s production, the use of the mould and the end of
life. In all the stages there is an entrance of energy mass and the exit of an emissions mass. On the mould’s production
and use, it is considered the waste of material. All these stages have inherent costs.
MaterialsManufacturing
MouldProduction
Use of theMould End of Life
Energy Energy Energy
Emissions
Costs
Emissions
Wastes
Costs
Emissions
Wastes
Costs
Emissions
Costs
Energy
Figure 1 – Mould Life Cycle Stages

- 3 -
Global Mould Life Cycle Cost Model
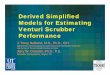
The figure 2 represents the global mould ‘s life cycle cost. The initial study of this study is the simplification of cost model
of the milling and electroerosion process belonging to the mould’s production stage and the injection process, belonging
to the mould’s use stage.
Process Time
Material Manufacturig
Cost
Inputs
Cálculo
Labour
Injection
Labour
Mould Production Cost
Life Cycle Cost
FittingComponents
End of LifeCost
Wastes
Recycling
Outputs
Material
Other Components
Material Manufaturing
Use of theMould
End of LifeMould Prodution
Milling
EDM Process time
Energy
Process Time
Labour
Energy
Energy
Use of theMould Cost
Turning
Drilling
Rectification
Figure 2 – Global Mould Life Cycle Cost
Milling, Electroerosion and Injection Cost Models
The study is initiated with grouping of all the inputs necessary to the creation of milling, electroerosion and
injection process cost models. After the getting the models, a detailed analysis of each one was done to try to simplify
them.
The simplified cost models results of several types of research, such as articles, visit to companies, equipment
fairs, and catalogues. From the research a great deal of information was extremely useful. Allowing to get equations,
relations and the creation of standard values that allowed the simplification of each model. The standard values are
obtained by defect, and the values generally are the always the same, assuming as general values for the different
companies, and are pre-fixed on the simplified models after the validation or not validation can be altered.
The inputs of the simplified cost models are the type of operation (thinning, finishing, thinning/finishing) and the
process time. Grouping the milling machines for the different operation types it was able to obtain the average power
values and the acquisition cost. This way was possible to assume pre-fixed equipment acquisition costs and power in
function of the operation inserted by the user, figure 3, on the left side. Values such as period, opportunity cost [2] and
year-hours, setup time, energy cost [3], worker occupation rate and salary are considered after the research on several
companies on the mould industry sector. The same happens on the injection and electroerosion simplified life cycle cost
models. The cutting fluid rate consumption is assumed, after the analysis of four milling machines. The hardest input to
simplify was the tooling one. Through the tool’s annual cost of two companies and the work hours/year of the machines
the obtain value was 2,86 €/h. But is advisable for each company to create its own value. There is a reduction on the
cost models inputs numbers for the milling process simplified cost from 67 inputs to 2.
The electroerosion process simplified model has a particularity relatively to the milling and the injection. This
model is interconnected with the milling process simplified cost model, due to the milling of the electrodes used on the
electroerosion. After consulting several electroerosion machine catalogues, they were separated and classified in small,
medium and large, obtaining an average value for the power and the dielectric tank volume for each type of
classification. As inputs this model only needs the maximum mould dimension, the process time, the amount of

- 4 -
electrodes and their maximum volume, figure 3, on the right side. The electroerosion cost model is constituted by 83
inputs, and the simplified by 6 inputs.
Figure 3 – Milling and Electroerosion Simplified Cost Model
The simplified model, figure 4, presents as inputs the maximum mould dimension, the production volume, the
batch, the cycle time, the type of material, the part’s volume and the mixture time, in case of user choses the waste
triturating of the injected material. Grouping a set of 25 injection machines, three great machine groups were established:
small, medium and large. For each group an average power value and acquisition cost was achieved. The injection
process calculus model is constituted by 23 inputs and the simplified one has 8 inputs.
Figure 4 – Injection Process Simplified Cost Model
Inputs
Thinning
Equipament
Thinn/Finish
Finishing
Tools
Acquisition Cost
Opportunity Cost
Year-Hours
Period
Power
Energy Cost
OccupationRate
Unit Cost
Tools Cost €/Year
ConsumptionRate
Milling Fluid
Process Time
Process
Setup Time
Wage
Year-Hours
Operator
Pre-Set Values
Calculation
Machine-Hour EnergyConsumption
Milling FluidCost
Machine Cost Labour Cost
Man-Hour
Energy Cost
Tools Cost €/hour
Tools Cost
New Values
Validation Confirm ValuesYes No
Year-Hour Machines
Inputs
MaximumMold
Dimension
EquipamentElectrodes
Quantity
Acquisition Cost
Opportunity Cost
Year-Hours
Period
Power
Energy Cost
OccupationRate
Unit cost
Machining Cost
Unit Mat. Cost
Life TimeDielectric Fluid
Process Time
Process
Setup Time
Wage
Year-Hours
Operator
Pre-set values
Calculation
Machine-Hour EnergyConsumption
Dielectric FluidCost
MachiningCost
Labour Cost
Man-Hour
Energy Cost Electrodes Cost
New Values
Validação Confirm ValuesYes No
TankDimension Material
Volume
Electrodoes
MaximumVolume
PowerAcquisition
CostPerod
Opportunity Cost
Year-Hours
Inputs
Maximummould size
Acquisition Cost
Oportunit
Year-Hours
Period
Power
Energy CostOccupation
ProdutionVolume
Process
Setup Time
Wage
Year-Hours
OperatorPre-set Values
Calculation
Machine-Hour
Energyconsumption
Machine Cost Labour Cost
Man-Hour
Energy Cost
Validation
MaterialMaterial Type
Density
Wastes
Volume/ part m^3Batch
Equipament
Setup Cost
New ValuesYes No
Assumes Values
Material Cost
Material Cost €/Kg
Cycle Time
Yes/No
Shredding
Mixer
Recycling Cost
Machine-Hour
Energyconsumption
Mix Time

- 5 -
Comparison of The Total Inputs Number
After the analysis of the cost models and the cost simplified models it is observed that the total number of inputs
for the models are 173 and that the simplified models are 16.
Cost Models NºInputs Simplified Cost Models NºInputs
Milling 67 Milling 2
Electroerosion 83 Electroerosion 6
Injection 23 Injection 8
Total 173 Total 16
Table 1 – Comparison of the total inputs number
Mould LCA Analysis Global Model
The mould life cycle environmental impact has four stages, the manufacturing material, the mould production,
the use of the mould and the end of life. The LCA analysis simplified model has the material relatively to the
manufacturing material, all the involved materials the milling and electroerosion process referring to the mould production
stage, the materials that regard the injection process, and the materials that go to recycling and landfill, belonging these
two processes to the end of life, see figure 5.
Process Time
Material Prodution
Impact
Inputs
Cálculo
Power
Injection
Material
Mould Prodution Impact
Life Cycle Assessment
ProcessMaterial Used
End of LifeImpact
Recycling
Outputs
Material
ManufacturingMaterial
Use of theMould
End of LifeMouldProdution
Milling
EDM Process Time
Energy
Material
Energy
Use of theMould Impact
Turnning
Drilling
Rectification
Landfill
Figure 5 – Mould LCA Analysis Global Model
Mould LCA Analysis Simplified Model
The mould`s LCA analysis simplified model results from a wide information group that is needed to be bearer.
The mould’s life cycle model is divided in 4 stages and the LCA analysis simplified model contemplates the
environmental impact study of all the materials, from the manufacturing material necessary to the structure, mould`s
cavity/core, the materials used on the mould’s production, as also the injection process, until the end of life. The energy
impact used on the mould’s life cycle by these intervenient process is also countable. The environmental impact is
counted in points (pts) in accordance with the Eco Indicator 99 [4]. The impact of each used material is obtained through
its eco-indicator (pts/kg) and the total mass of the material (kg). In energy terms, knowing the total energy consumption
(kj) of the intervenient processes on the mould’s production and injection and the energy eco-indicator (pts/kj), the result
is the environmental impact of the energy used.
Many of the simplifications that were made to obtain the environmental impact analysis simplified model were
the same that were made on the LCC analysis simplified model. Namely for the power simplifications used on the
injection and production mould’s processes, as well as the simplification of the volume of the dielectric tank used on the
machines [5] and of the electrode’s material initial volume [6].

- 6 -
Following the same logic of the LCC simplified model, using standard values, the LCA analysis simplified model
presents a general value for the eco-indicator of the structure’s material, the cavity/core and for the injected material [7].
There is a great reduction of the mould’s life cycle environmental impact analysis model inputs to the simplified model,
from 42 to 14. The mould’s LCA analysis simplified model is represented on figure 6.
Time Process
Cavity/Core Mass
Prodution Material Impact
Inputs
Calculation
Dielectric FluidImpact
Setup Time Material
Total Mass Tools
Tools Material Impact
EnergyConsumption
Enrgy Impact
Fluid Volume
Outputs
Mould Material Volume
Material Density
Material
Eco-Indicator
Material
Mould Prodution
Milling FluidImpact
Milling
ElectrodesMilling
EDM
Process Energy Process Materials
MachiningTools
Nº Tools
Midle WeightToolsTools
Eco-Indicator
Superficial Tension
Milling Fluid
Maximum MouldDimension
Mat.MouldDensity
Density MillingFluid
Milling Fluid Eco-Indicator
Liquido Dieléctrico
Dielectric Life
DielectricDensity
Dieléctric Eco-Indicator
Electrodes
NºElectrodes
GraphiteInicial Volume
GraphiteDensity
Graphite Eco-Indicator
Cycle Time
ProdutionVolume
Setup Time
Injecton
EquipementPower
ProcessEnergy
PolasticProdution
Piece Volume
Injected Mat. Volume
ProdutionVolume
Polymer Eco-Indicator
End of Life
Eco Indicador daReciclagem
Eco Indicador do Aterro
Recycling
Structure Material Volume
Structure Mass Fluid Mass
Dielectric Consumption
Dielectric Volume
Electrodes Material Impact
Energy Consumption
Injection EnrgyImpact
Injected Materila
Plastic InjectionImpact
Mould
RecyclingImpact
Scrap
Tools
Plastic
Final Volume Cavity/Core
Mould ProdutionMould Prodution Material Injection End of Life
Life Cycle Assessment
Type of Material
ElectrodesSize
New Values
Validation Confirm ValuesYes No
Pre-Set Values
Wastes
WastePercentage
Tank Volume
Type Operation
Power
Energy
Eco-Indicator
Figure 6 – LCA Analysis Simplified Model
LCC and LCA Validation Models
To validate the injection, electroerosion and milling processes cost simplified models, as well as the mould’s
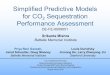
LCA analysis simplified model, a real case study was used. The mould is made of steel, with 360mm of height, 396mm
wide and 396mm deep, figure 7. The produced part by the mould is of polycarbonate, has 302mm wide and 279 of
height.
Figure 7 – Mould Cavity/Core and Part Produced
The cost model and the milling process cost simplified model present as result the values on table 2. The milling
process cost simplified model presents an error of 8,38%, due to the presented values differences essentially on the
machine and tools

- 7 -
Milling Cost Model Simplified Model Percentage
Milling Fluid Cost 0,13 € 0,13 € -
Labour Cost 112,12 € 112,12 € -
Energy Cost 63,88 € 57,56 € -10,98%
Machine Cost 241,83 € 287,93 € 16,01%
Tools Cost 38,69 € 40,68 € 4,89%
Total 456,65 € 498,43 € -
Associate Error 8,38%
Table 2 – Milling Process Total Costs and Associated Error
The electroerosion process cost model and the simplified cost model, that include the cost of electrodes milling
process, present similar values. The associated error to the simplified model is only 2,73%, table 3.
Electroerosion Cost Model Simplified Model Percentage
Dielectric Cost 14,40 € 15,53 € 7,28%
Labour Cost 220,42 € 220,42 € -
Energy Cost 22,82 € 27,15 € 15,95%
Machine Cost 760,66 € 784,00 € 2,98%
Electrodes Cost 527,68 € 542,20 € 2,68%
Total 1.545,98 € 1.589,30 € -
Associate Error 2,73%
Table 3 – Electroerosion Process Total Costs
Putting together both processes and the material cost, the mould production total cost is obtain, where simplified
model relatively to the global model presents an error of 1,5%, being the electroerosion and milling processes simplified
models valid.
Mould Prodution Cost Global Model Simplified Model Percentage
Material Cost 2.940,77 € 2.940,77 € -
Process Material Cost 398,42 € 400,98 € 0,64%
Lbour Cost 777,96 € 777,97 € -
Energy Cost 139,03 € 141,20 € 1,54%
Machine Cost 1.240,19 € 1.318,55 € 5,94%
Tools Cost 70,25 € 72,24 € 2,75%
Mould prodution Total Cost 5.566,63 € 5.651,71 € -
Associate Error 1,50%
Table 4 – Mould Prodution Total Cost
Relatively to the cost calculus simplified model this one presents an error of 14,23%, table 4, essentially due to
the setup time assumed by the model, because it is 1 hour, and on the real case study it is only 40 min.

- 8 -
Injection Cost Model Simplified Model Percentage
Material Cost 2,19 € 2,19 €
Setup Cost 7,50 € 9,18 € 18,30%
Lbour Cost 0,13 € 0,06 € -116,67%
Machine Cost 0,11 € 0,14 € 21,43%
Energy Cost 2,61 € 3,03 € 13,86%
Total 12,53 € 14,61 €
Associate Error 14,23%
Table 5 – Injection Process Total Costs
The mould’s LCA analysis simplified model includes the mould’s material environmental impact, the impact of
the materials used on the mould’s production, the impact of the materials used on the injection process and end of life of
all materials belonging to the mould’s life cycle, the model has an error of 5,66%, so model can be considered valid.
LCA (EI'99) Analysis Model Simplified Model Percentage
Mould Material Impact 63,61 64,19 0,90%
Mould Prodution Material Impact 72,55 78,76 7,88%
Injection Impact 1,56 1,7 8,24%
End of Life Impact -22,58 -22,58
Total (pts) 115,15 122,07
Associate Error 5,66%
Table 6 – Simplified and Global LCA Analysis Moldels
Conclusions
The present work contributed for the development of two materials selection simplified methodologies applied to
the mould industries. The identification of all the intervenient variables on the presented models, is assumed as a
difficulty, because they are a lot of them, and for a correct analysis none can be forgotten. After the identification of each
of the intervenient variables on the cost models and in the environmental impact model, its simplification was made. The
simplification are made based on a profound research on scientific articles, books, catalogues and a cooperation work
with the mould’s sector companies. The tools input simplification as one of the hardest variables to simplify in spite of the
determined value being global, it might not adapt to all the companies.
The obtained models were validated through a real case study, where the percentage error is low, associated to
the total value of each one of the models, 1,53% on the mould’s life cycle cost and 5,66% on the environmental impact
analysis. These values are accepted because these models have for principal the comparison and not exact values.
As you can see, there is a huge reduction on the inputs, on the cost models it was able to reduce from 173
inputs to 16, on the environmental impact from 42 to 14. So the companies’ users might get comparisons of different
options that they can choose, in a much quicker way, and that demands less detailed knowledge of the inputs to
introduced. This gives a higher importance to developed work, because the created models are a useful decision support
tool for the mould industry sector. This way they will be able to decide properly, and with speed, knowing before what is
the more economic and less impact way. Therefore the work excellence levels presented by each company will certainly
rise.

- 9 -
References
[1] Barringer, Paul H.; Weber, David P. Life Cycle Cost Tutorial. Fifth International Conference on Process Plant
Reliability. Houston, Texas. 3.5 – 3.9. October 1996.
[2] Informação fiscal ano 2008, consultado em:
<http://www.inforfisco.pt/GuiaFiscal/IRC/Amortizacao.htm>
[3] Tarifário de energia eléctrica. Consultado em: Maio 2008, em: <http://www.edp.pt>
[4] The Eco-indicator 99 Manual for Designers disponível em:
<http://users.rowan.edu/~everett/courses/soclii/LCA/EI99_manual_v3.pdf>
[5] Munoz AA, Sheng, An analytical Approach for determining the environmental impact for Machining Processes,
disponivel em: <www.springerlink.com/index/q4u8136337jluu45.pdf>
[6] Pehnt, Martin Life-cycle assessment of fuel cell stacks, 10 Agosto 2001, disponível em:
doi:10.1016/S0360-3199(00)00053-7
[7] Rydh, Carl Johan Life cycle inventory data for materials grouped according to environmental and material properties,
disponível em:
<http://homepage.hik.se/staff/tryca/battery/Rydh_Sun_2005_LCI_data_material_groups.pdf>