Embed Size (px)
Citation preview

Development of nano-roughness calibration standards
This article has been downloaded from IOPscience. Please scroll down to see the full text article.
2012 Meas. Sci. Technol. 23 035009
(http://iopscience.iop.org/0957-0233/23/3/035009)
Download details:
IP Address: 193.198.162.14
The article was downloaded on 23/03/2012 at 10:57
Please note that terms and conditions apply.
View the table of contents for this issue, or go to the journal homepage for more
Home Search Collections Journals About Contact us My IOPscience

IOP PUBLISHING MEASUREMENT SCIENCE AND TECHNOLOGY
Meas. Sci. Technol. 23 (2012) 035009 (9pp) doi:10.1088/0957-0233/23/3/035009
Development of nano-roughnesscalibration standardsGorana Barsic1, Sanjin Mahovic1 and Hrvoje Zorc2
1 Faculty of Mechanical Engineering and Naval Architecture, I. Lucica 1, 10000 Zagreb, Croatia2 Ruder Boskovic Institute, Bijenicka 54, 10000 Zagreb, Croatia
E-mail: [email protected]
Received 29 June 2011, in final form 24 January 2012Published 13 February 2012Online at stacks.iop.org/MST/23/035009
AbstractAt the Laboratory for Precise Measurements of Length, currently the Croatian NationalLaboratory for Length, unique nano-roughness calibration standards were developed, whichhave been physically implemented in cooperation with the company MikroMasch Trading OUand the Ruder Boskovic Institute. In this paper, a new design for a calibration standard withtwo measuring surfaces is presented. One of the surfaces is for the reproduction of roughnessparameters, while the other is for the traceability of length units below 50 nm. The nominalvalues of the groove depths on these measuring surfaces are the same. Thus, a link between themeasuring surfaces has been ensured, which makes these standards unique. Furthermore, thecalibration standards available on the market are generally designed specifically for individualgroups of measuring instrumentation, such as interferometric microscopes, stylus instruments,scanning electron microscopes (SEM) or scanning probe microscopes. In this paper, a newdesign for nano-roughness standards has been proposed for use in the calibration of opticalinstruments, as well as for stylus instruments, SEM, atomic force microscopes and scanningtunneling microscopes. Therefore, the development of these new nano-roughness calibrationstandards greatly contributes to the reproducibility of the results of groove depth measurementas well as the 2D and 3D roughness parameters obtained by various measuring methods.
Keywords: nanometrology, roughness standards, reproducibility
(Some figures may appear in colour only in the online journal)
1. Introduction
In the last two decades, there have been majordevelopments in measurement equipment in the area ofsurface metrology, particularly scanning probe microscopes(SPMs). Manufacturers of measuring equipment supplyinstrumentation standards designed specifically for a particularmeasuring device in order to verify the accuracy of the deviceand calibrate it. There are several manufacturers of standardson the market in the field of dimensional nanometrology. Ingeneral, such standards are intended for individual groups ofmeasuring instruments, such as interferometric microscopes,stylus instruments, scanning electron microscopes (SEMs) orSPMs [1]. In the field of micrometrology, requirements for thereference standards are defined by function but not size [2].
The above-mentioned standards have established thefoundation for standardization in the field of micrometrology,
while assured traceabilities are accompanied by the adoptedlevels of measurement uncertainties. However, in the areaof nanometrology, further intensive work and research arenecessary in order to introduce standardization, as well as toensure traceability and measurement unity at the global level.
Since 1986, the Laboratory for Precise Measurements ofLength (LFSB) has used the roughness reference standards itdesigned in cooperation with the company RIZ, Zagreb. Due tothe world-class quality of these standards and their measuringfeatures, they were sold in several European countries andare still in use today as roughness reference standards inItaly, Slovenia and Croatia. However, especially during thelast decade, there has been significant progress in the fieldof nanotechnology, which led to the development of newmeasuring equipment. Due to very positive experience with theexisting LFSB roughness reference standards, it was decidedto use them as the basis for the development of a new
0957-0233/12/035009+09$33.00 1 © 2012 IOP Publishing Ltd Printed in the UK & the USA

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
nano-roughness calibration standard. The above-mentionedstandards cannot fully meet metrological requirements inthe field of nanometrology due to their size, productiontechnology and measuring features. Therefore, the searchbegan for possible limitations in the procedure for groovedepth measurements on the LFSB roughness standards. Inorder to include as many measuring devices, i.e. measurementmethods, as possible in this investigation, in 2008 the LFSBlaunched EURAMET Project 1012, Limitations of Methodsfor Measuring Groove Depth, in collaboration with the nationalmetrology institutes of Italy (INRIM), Egypt (NIS) andCroatia (LFSB), and the Ruder Boskovic Institute (RBI) ofZagreb, Croatia, as an associate participant. Within the project,measurements were performed on seven calibration standardswith different nominal groove depths: 100, 240, 860, 1600,2100, 2700 and 4100 nm.
Evaluations of the reference values for the simplearithmetic mean, inverse-variance weighted means and themedian for each groove depth standard measured havebeen performed. Given that the results had the same mean,statistically speaking, the classical chi-squared test was usedto address the question of metrological equivalence. Namely,the task was to prove that the dispersion of the results isadequately described by the measurement uncertainties statedby the participants. The measurement results showed overallgood comparability within the declared levels of measurementuncertainties [1].
However, if we consider the measurement areas withrespect to the measuring methods used, one can see thatthey are prepared by different technologies. Therefore, thereis a question of the influence of the various measurementsurfaces on the measurement results obtained with differentmeasurement methods [1].
Furthermore, a problem with the size of the calibrationstandards appeared during the atomic force microscope (AFM)measurements. Namely, the samples are 50 mm in diameterand, as such, cannot be measured by the majority of SPMdevices due to the size limitations of these instruments.
Although the results showed good comparability, a newmodel of reference standards was considered for all the reasonsdiscussed.
2. Standards in micrometrology and nanometrology
As previously discussed, a special problem in nanometrologyis represented by the lack of standardization for calibrationstandards. Tremendous effort would be required in order to listand systematize the standards in use today in micrometrologyand nanometrology. The biggest step in that direction has beenmade by the Physikalisch-Technische Bundesanstalt (PTB).In their tabulated synopsis [2, 3] is a listing of the currentlyavailable artifacts that may be used as standards and which aresuitable for the calibration of stylus or optical instruments andSPMs.
Material measures for areal surface topography measuringinstruments include crossed gratings, resolution artifacts andpseudorandom surfaces. A procedure of calibrating the scalesof a surface topography measuring instrument is reported
in [4]. Good practice guides on areal calibration have alsobeen drafted for stylus instruments, coherence scanninginterferometers, scanning confocal microscopes and focusvariation instruments [4].
Following the overview of the standards from [2, 3], a fewfacts should be pointed out. The first is certainly the choice ofmaterials used for the structure of the standards. In 75% of thecases, it is silicon or silicon dioxide.
There is also the common use of coatings, with no materialthat can be singled out with respect to predominance. Thematerials used for coating of Si and SiO2 structures are Cr, Ni,Si3N4, Pt, Ir, W or Au.
As for measuring structures, they are truly diverse and canbe found in the forms of steps, grooves, honeycombs, latticestructures, checkerboards, CD replicas, etc. Also, the reportedmeasuring ranges vary considerably from standard to standardin their vertical and lateral directions.
A common characteristic of the listed standards is thatthey are of small dimensions. In the case of rectangular forms,the dimensions do not usually exceed 10 mm.
As noted, a standard is generally designed for use withonly one type of measuring instrument and, as such, cannot beused on other types of measuring instruments.
There are standards that are solely intended for SPMsand, due to their miniaturization, cannot be used withstylus instruments. Furthermore, there are standards withmeasurement areas suitable for contact measurements thatdo not meet the requirements for optical or tunneling currentmeasurements.
3. Design of a new nano-roughness calibrationstandard
Based on the requirements for the features of standardsfrom the overview published by PTB [2, 3], as well asfrom measurement results obtained within EURAMET Project1012, a model of a new nano-roughness calibration standardhas been proposed.
The new calibration standard has two measurement areasto ensure the ability to measure groove depths, as well as 2Dand 3D roughness parameters in the field below 50 nm. Onesurface is a sequence of rectangular SiO2 grooves, while thesecond measurement area consists of three wide rectangularSiO2 grooves. Grooves with different lateral sizes are chosenin such a way that the calibration standard can be measuredby different types of instruments. The probe dimensions havebeen considered in the design of the measurement areas. Bothof the measuring surfaces of the calibration standard have thesame nominal value of the groove depth, thus ensuring a linkbetween the measuring surfaces. Two types of samples weremanufactured, one in which the nominal value of the groovedepths was 20 nm and the other in which it was 50 nm.
The impact of the measured calibration standard inuncertainty budget calculations is the one with the mostinfluence. Therefore, reductions of the measurement area havebeen considered in order to help ensure better uniformity ofthe standard measuring surfaces.
2

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
Figure 1. New nano-roughness calibration standard.
Figure 2. Cross-section of the new nano-roughness standard.
Since LFSB has more than 20 years of positive experiencewith Si/SiO2 as materials for standard structures and sincesilicon is the most widely used material today for calibrationstandards in the field of dimensional nanometrology [2, 3],the new LFSB roughness standards were made of silicon. Infigure 1, a new nano-roughness calibration standard ispresented.
Due to the transparency and electrical non-conductivityof the SiO2 layer, Si/SiO2 structures must be coated with athin metallic layer, which provides the conditions for opticalinterference measurements and measurements that requireconductivity of the measurement surface.
Therefore, the selected layer must provide the following:
– excellent mechanical properties,– good adhesion,– maintenance of the geometry of the primary Si/SiO2 struc-
ture (the same level of deviation from parallelism andflatness),
– required optical properties and– electrical conductivity.
A good candidate meeting all these requirements is chromium.Standards were coated at the RBI by evaporation usingelectron beam–physical vapor deposition. The thickness of thechromium layer was about 50 nm. In figure 2, a cross-sectionof the new nano-roughness standard is presented.
4. Testing the properties of the new nano-roughnesscalibration standards
In order to determine the characteristics of the new calibrationstandards, measurements were performed using a contactprofilometer, interference microscope, AFM and scanning
Table 1. Results of measuring the groove depths d with an AFM.
Standards d (nm) s (nm)
REH 20 20.4 0.1REH 50 49.5 0.3
Table 2. Results of the 3D roughness parameters.
REH 20 REH 50
3D roughnessparameters Area 1 Area 2 Area 3 Area 1 Area 2 Area 3
Sa (nm) 10.0 9.8 9.8 23.3 24.5 24.9Sq (nm) 10.2 10.1 10.1 24.0 24.9 25.1Sz (nm) 73.2 120.0 201.5 265.6 172.4 188.4
tunneling microscope (STM). With regard to the method used,measurements of 2D roughness parameters (Ra, Rq and Rzaccording to ISO 4287 [5]), 3D roughness parameters (Sa, Sqand Sz according to ISO 25178—2 [6]) and measurements ofgroove depths (according to ISO 5436–1 [7]) were conducted.
Although there are a number of different 2D and 3Droughness parameters, the parameters chosen for the purposesof this investigation describe the arithmetic mean and meansquare deviation of the profile (Ra, Rq) and the surface (Sa, Sq).On the other hand, the selected 2D and 3D parameters (Rz andSz) indicate the maximum deviations of the roughness profileand measured surface on the z-axis. The selected roughnessparameters are those that are usually provided in certificatesissued for roughness calibration standards.
4.1. Results obtained with the AFM
Measurements were carried out using an AFM NanoScopeMultiMode, manufactured by Veeco Instruments. Twostandards were measured, one with a nominal groove depthvalue of 20 nm (marked REH 20) and the other of 50 nm(marked REH 50). On both standards, nine scans were takenover a six-step sequence of the grooves, which corresponds toan evaluation length of 48 μm.
Table 1 shows the arithmetic mean d and estimatedstandard deviation s of the obtained groove depthmeasurements.
The calculated values of the estimated standard deviationsconfirm the uniformity of the vertical components of thestructures measured.
In figure 3(a), a 2D scan of the REH 20 standard ispresented. In figure 3(b), there are three profiles indicatedby three colors. A very good uniformity of the profiles wasnoted in both the lateral and vertical components. Figure 3(c)shows a 3D view of the REH 20 standard. The scanned areais 50 μm × 50 μm. The figures once again corroborate theuniformity of the structures measured.
The results of 3D roughness parameters measured usingthe AFM on REH 20 and REH 50 standards are given intable 2. The scanning areas of SL surfaces were 50 μm ×50 μm.
Good agreement of the roughness parameters Sa and Sqbetween the measured surfaces has been found. The results
3

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
(a)
(b)
(c)
Figure 3. (a) AFM scan of an REH 20 standard. (b) Three profiles. (c) 3D view using an AFM.
indicate very good uniformity of the measured structures.Since these parameters describe the arithmetic mean (Sa) andmean square deviation (Sq) of the surface area, the eventualimpact of extremes on the surface, for example in the form ofimpurities, will not significantly affect the measurement result.On the other hand, the parameter Sz is defined as the maximumheight of the measured surface; therefore, the influence of anykind of impurity significantly affects the value of the saidroughness parameter. This effect is particularly significantbecause the vertical components of the measured structuresare 20 and 50 nm, so contamination of any kind significantlyincreases the measured values of the parameter Sz.
4.2. Results obtained with a contact profilometer
Measurements were performed using a Profilometer Dektak150, manufactured by Veeco Instruments.
In figures 4 and 5, profiles were taken on a measurementsurface with a grid of repetitive grooves on REH 20 andREH 50 standards. In both figures, the primary profile isindicated by the black color. The profiles indicated in green arethe roughness profiles. The roughness component is separatedfrom the primary profile using a Gaussan filter with a cut-offwavelength of λc = 0.025 mm.
Considerable waviness was noted on the primary profile.The vertical components of the measured structures wereseveral tens of nanometers. The profilometer used has anindependent datum for the stylus traverse. The stylus traversesystem with the independent datum could affect the appearanceof waviness in the vertical range measured. Therefore, the
Table 3. Results of 2D roughness parameters.
Ra (nm) Rq (nm) Rz (nm)
REH 20 REH 50 REH 20 REH 50 REH 20 REH 50
x 9.7 23.1 10.2 24.9 44.6 185.6s 0.1 0.1 0.2 0.2 21.9 2.3R 0.1 0.1 0.4 0.4 38.5 4.7
observed waviness has to be considered as a summary of theinfluence of the standard’s geometry and the impact of thestylus traverse.
In figure 6, a segment of the measurement surface with agrid of repetitive grooves on the REH 20 standard is presented.
In figure 7, a groove with the width W = 5 μm on theREH 50 standard is shown. The profile areas inside and outsidethe grooves indicate that the variations in the z-axis do notexceed 1.5 nm.
On the REH 20 and REH 50 standards, measurementsof the roughness parameters Ra, Rq and Rz were performed.The results are presented in table 3, where x stands for thearithmetic mean of the measured roughness parameter, s is anestimated standard deviation and R is a measure of range. Theparameters were measured on three roughness profiles.
The 2D roughness parameters from table 3 confirmthe conclusions related to the results of the 3D parametersgiven in table 2. Namely, the estimated standard deviationof the parameters Ra and Rq corroborates the uniformity ofthe measured structures. However, the measurement results ofthe parameter Rz once again highlight the significant influence
4

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
Lateral dimensions in µm
Vertical d
imen
sion
s in n
m
Figure 4. Profiles on the REH 20 standard.
Lateral dimensions in m
Vertical d
imen
sion
s in n
m
Figure 5. Profiles on the REH 50 standard.
of the extremes on the measurement results obtained for thatparameter.
4.3. Results obtained with an interference microscope
Absolute measurements of the groove depths were performedusing an Epival-Interphako interference microscope, manufac-tured by Mahr. An iodine-stabilized He–Ne laser was used asthe light source.
Analysis of the groove depths was performed oninterferograms, such as those presented in figures 8 and 9.
Table 4. Groove depth results obtained using an interferencemicroscope.
W = 100 μm W = 40 μm W = 5 μm
Standard d (nm) s (nm) d (nm) s (nm) d (nm) s (nm)
REH 20 20.5 0.8 20.2 0.7 19.7 0.7REH 50 48.6 0.5 49.4 0.3 48.8 0.1
The measurement results presented in table 4 indicategood uniformity of the deposited chromium layer.Furthermore, the geometry of the interference fringes implies
5

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
Lateral dimensions in m
Vertical d
imen
sion
s in n
m
Figure 6. Segment of the profile on the REH 20 standard.
Lateral dimension in µm
Gro
ove d
epth
in nm
Figure 7. Groove W = 5 μm on the REH 50 standard.
(a) (b) (c)
Figure 8. Interferogram on the REH 20 standard. (a) Groove width W = 5 μm. (b) Groove width W = 40 μm. (c) Groove widthW = 100 μm.
6

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
(a) (b) (c)
Figure 9. Interferogram on the REH 50 standard. (a) Groove width W = 5 μm. (b) Groove width W = 40 μm. (c) Groove widthW = 100 μm.
Figure 10. Groove segment on the REH 20 standard.
that there was no destruction of the rectangular geometry ofthe primary Si/SiO2 structure.
4.4. Results obtained with an STM
The last instrument used was an STM developed at the Instituteof Physics of Zagreb, Croatia, based on the research ofWilms, Schmidt, Bermes and Wandelt [8]. Measurements werecarried out on the REH 20 standard. The scanning areas were700 nm × 700 nm.
In figure 10, a segment of one of the grooves scanned withthe STM is presented.
Groove depth measurement was performed on threeprofiles. The arithmetic mean of the results wasd = 19.9 nm, with an estimated standard deviation ofs = 0.1 nm.
Measurements of the 3D roughness parameters werepreformed on a measurement area with a grid ofrepetitive grooves. The scanning areas of SL surfaces were700 nm × 700 nm. In the first area (P-I), a segment of thegroove was scanned, while the second measured area (P-II)
Table 5. 3D roughness parameters obtained with an STM.
3D roughness parameter
Scanning area Sa (nm) Sq (nm) Sz (nm)
P-I 9.1 10.4 43.1P-II 0.7 1.1 11.9
was the surface inside the groove. The measurement resultsare shown in table 5.
The measurement results of the parameter Sq obtained inthe scanning area P-I confirm good agreement with the resultsachieved with the AFM (table 2). The obtained value of theparameter Sz once again indicates the significant influence ofimpurities on that surface parameter.
The measurement results of the 3D parameters Sa and Sqin the scanning area P-II confirm small deviations from surfaceflatness.
The measurement results confirmed that the measuringsurface on REH 20 standards is highly suitable formeasurements using tunneling currents. Thus, the finalexpected property of the new nano-roughness standards hasbeen positively confirmed.
7

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
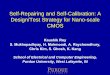
Figure 11. Groove depth measurement results on REH 20 standard.
Figure 12. Groove depth measurement results on REH 50 standard.
4.5. Analysis of measurement results
With regard to the method used, measurements of groovedepth, 2D and 3D roughness parameters were conducted.Groove depth d was measured using interference microscopeand AFM. Figures 11 and 12 present summarized groove depthmeasurement results on REH 20 and REH 50 standards.
Despite the fact that the grooves were measured in differ-ent areas on the calibration standards, achieved results revealeda good uniformity within a standard’s measuring areas, aswell as a good comparability between measuring areas.
Three-dimensional roughness parameters were measuredusing the AFM and STM. Measurement results are presentedin summary table 6.
Good agreement of the roughness parameters Sa and Sqbetween the measured surfaces has been found. The estimatedstandard deviation of the parameters Sa and Sq corroboratesthe uniformity of the measured structures.
However, the measurement results of the parameter Szhighlight the significant influence of the extremes, such asimpurities, on the measurement results obtained for thatparameter.
Two-dimensional roughness parameters were measuredonly on the contact profilometer with results presented in
Table 6. Results of 3D roughness parameters.
3D roughness parameter
Scanning Sa Sq SzStandard Instrument area (nm) (nm) (nm)
REH 20 AFM Area 1 10.0 10.2 73.2Area 2 9.8 10.1 120.0Area 3 9.8 10.1 201.5
STM P-I 9.1 10.4 43.1P-II 0.7 1.1 11.9
REH 50 AFM Area 1 23.3 24.0 265.6Area 2 24.5 24.9 172.4Area 3 24.9 25.1 188.4
table 3. The 2D roughness parameters from table 3 confirmthe conclusions related to the results of the 3D parametersgiven in summary table 6.
5. Conclusions
With the intensive progress of nanotechnology, newmeasuring instruments with sub-nanometer resolution havebeen developed. Consequently, problems with the referencestandards in the nano-area have appeared. Furthermore, inthe area of nanometrology there are particular difficulties in
8

Meas. Sci. Technol. 23 (2012) 035009 G Barsic et al
ensuring the reproducibility of measurement results obtainedusing different measuring devices (methods).
As far as the authors are aware, the new design of thecalibration standards discussed makes them unique. Namely,there are commercially available standards for a surface witha sequence of rectangular SiO2 grooves but they are uncoated.These standards are usually intended to be used by AFMs butcannot be measured by interferometry or measurements thatrequire electrical conductivity of the measured surface. As forgroove depths, i.e. step heights with different widths that canbe measured by a variety of different measuring methods, thereare, of course, standards that were measured in the NANO2intercomparison.
The new design of the calibration standard, which hastwo measuring surfaces with the same nominal value ofgroove depths, thus ensuring a link between the measuringsurfaces, makes these standards unique. Furthermore, thechromium layer of these standards provides all the requiredconditions on the measuring surface for measurement withoptical instruments, stylus instruments, SEMs, AFMs andSTMs. Studies have confirmed the uniformity of the standardmeasurement surfaces in both the lateral and verticaldirections.
In further research, comparative measurements of groovedepth on new nano-roughness standards will be carried outusing different measuring devices (methods) in order todetermine the level of the repeatability and reproducibility ofthe measurement results. Moreover, a study on the suitabilityof a surface with repetitive grooves for the reproduction of 2Dand 3D roughness parameters in the field of nanometrologywill be conducted.
Acknowledgments
The authors would like to acknowledge the support of GeorgJakopic, PhD, from Joanneum Research, Weiz; Suzana Segota,PhD, from the Ruder Boskovic Institute, Zagreb; and HrvojeKralj, PhD, from the Institute of Physics, Zagreb.
References
[1] Barsic G, Mahovic S, Picotto G B, Amer A M and Runje B2011 Groove depth measurements at the Croatian NationalLaboratory for Length (LFSB) Meas. Sci. Technol.22 094020
[2] Review of standards by measurement techniqueshttp://www.ptb.de/nanoscale/standards/Standards_Measurement_Techniques_preliminary.pdf
[3] Review of standards by their design http://www.ptb.de/nanoscale/standards/Standards_preliminary.pdf
[4] Giusca C L, Leach R K, Helery F and Gutauskas T 2011Calibration of the geometrical characteristics of arealsurface topography measuring instruments J. Phys.: Conf.Ser. 311 012005
[5] ISO 4287 1997 Geometrical Product Specifications(GPS)—Surface texture: Profile method—Terms,definitions and surface texture parameters
[6] ISO 25178–2 2011 Geometrical product specifications(GPS)—Surface texture: Areal—Part 2: Terms, definitionsand surface texture parameters
[7] ISO 5436–1: 2000 Geometrical Product Specifications(GPS)—Surface texture: Profile method; Measurementstandards—Part 1: Material measures
[8] Wilms M, Schmidt M, Bermes G and Wandelt K 1998 Newand versatile ultrahigh vacuum scanning tunnelingmicroscope for film growth experiments Rev. Sci. Instrum.69 2696
9