Embed Size (px)
Citation preview

1 Copyright © 1999 by ASME
Proceedings of the3rd ASME/JSME Joint Fluids Engineering Conference
July 18-23, 1999, San Francisco, California
FEDSM99-7264
DEVELOPMENT OF A DUAL PURPOSE VISUALIZATION TECHNIQUE FOR THE STUDY OFROTATING SHAFT SEALS
Carlos H. Hidrovo/Massachusetts Institute ofTechnology
Douglas P. Hart/Massachusetts Institute of Technology
ABSTRACTThis paper discusses the development, improvement and
implementation of a dual purpose visualization technique tostudy rotating shaft seals. The technique is based on the use ofa transparent counter face in the form of a quartz shaft toprovide a window of observation to the seal-shaft interface andthe phenomena that takes place there. It allows for the study ofthe elastohydrodynamic (EHD) lubrication of rotating shaftseals by means of the visualization of the oil film at this interfacewith the use of the Laser Induced Fluorescence (LIF) technique.In addition, with the use of time lapse video recordings,investigations of the dirt ingestion failure mechanisms effectson the overall life and performance of rotating shaft seals can beperformed. The technique has already proved successful,providing important clues in both the understanding of thelubrication and particle ingestion failure mechanics of rotatingshaft seals.
INTRODUCTIONAlthough rotating shaft seals have been in use for decades,
there is still little understanding on how they work and whyexactly do they fail. Most of the improvements and currentdevelopments of what is consider state of the art rotating shaftseal technology have taken place on a trial and error basis. Thisis mainly due to the complex mechanics governing rotating shaftseals, which not only involve different disciplines ashydrodynamics, materials science and tribology, but is furthercomplicated by the intricate coupling of these disciplines.
As it is the case with the conceptualization of mostengineering systems, there are two approaches to studyrotating shaft seals, which need not be mutually exclusive, butactually complementary: the analytical (or theoretical) and theexperimental. Due to the previously mentioned complexmechanics of rotating shaft seals, the analytical approachrequires the use of very elaborate and complicated models andalgorithms, which could be very time consuming, and might notproduce the desired results. Furthermore, most of theadvancements in the theory and analysis of the mechanics ofrotating shaft seals to date have taken place as a result of anexperimental study. It is only after experimentation, wheresufficient knowledge has been gained and an understanding of
the basic principles has been achieved, that such advanceshave been attained. This was the case of the pioneering workdone by Jagger (1957), who discovered that a successful sealwould run on a thin film of lubricant. This lead to theinvestigation of the load support mechanism and thedevelopment of the hydrodynamic pressure generation bymicroasperities models, to explain it (Jagger, 1966; Johnston,1978; Gabelli and Poll, 1990). So is the case with the sealingmechanism, where experimental studies have lead to thesuggestion of a “reverse pumping” mechanism (Kammüller,1986; Müller, 1987; Horve, 1987, 1991, 1992) and thedevelopment of complex elastohydrodynamic models, and theuse of computer algorithms, to explain it (Salant and Flaherty,1994, 1995).
As much as experimental studies have contributed to pavethe way for further understanding of the working mechanics ofrotating shaft seals, it has still been difficult to get a full pictureof some of the phenomena going on under the seal. This ismainly due to the geometrical constraints under which rotatingshaft seals work, and which make it difficult to study them. Inaddition, most of the studies have concentrated on thelubrication and working mechanics of rotating shaft seals, butpractically no work has been done on the failure modes ofrotating shaft seals. Of particular interest is the failure modedue to dirt ingestion, since it is thought to account for as muchas 80% of all failed seals. One of the purposes of this researchwas to develop an experimental technique that would allowadditional studies of some of these phenomena by observationand examination of the area underneath the sealing lip (seal-shaft interface), under normal operating conditions. Avisualization technique, based on previous work by Poll et al.,1992, that would provide a window of observation at the seal-shaft interface was developed, allowing for two types ofstudies: oil film thickness and dirt ingestion failure.
EXPERIMENTAL APPROACHA new, but widely used, type of rotating shaft seal labeled
“unitized” was selected as the test subject for this research (Fig.1). The main reason for this decision is that not much work hasbeen done on this type of seals and, as it is the case with mostrotating shaft seal technology developments, there is no real

2 Copyright © 1999 by ASME
understanding of why these seals outperform theircounterparts, namely the radial lip seals. In addition, the resultsof this project could be compared with those of past researchdone on radial lip seals, in order to obtain a clearer and moreglobal picture of the working mechanics that must be commonto all kinds of rotating shaft seals for successful operation.
Figure 1: Two types of rotating shaft seal designs.
For the study of the oil film thickness, the Laser InducedFluorescence (LIF) visualization technique was adopted, since ithas been widely used in the past, with great success, for oil filmthickness measurements of engine piston rings duringoperation. This scenario is closely connected to the one in thisresearch, where the rotating shaft seals studied are those usedin engine crankshafts, making it a perfect guideline on which tobase this work.
For the study of the dirt ingestion failure mode, it wasdecided to use a test dust with a known particle distribution, inthis case the Arizona fine dust. Once a window of observationto the seal-shaft interface is provided, the dirt ingestion failureprocess can be recorded with the use of a camera and framegrabber, to take pictures of the phenomena going on under theseal. Since the dirt ingestion failure process takes severalhours, the best way to study it is to “speed it up”. This can beaccomplished by subjecting the seal to a very dustyenvironment and by making sure that the dirt goes into the seal-shaft interface. This would in fact accelerate the real time failureprocess, by subjecting the seal to very extreme conditions.Another option is to use time lapse video, where the process isartificially accelerated by means of taking pictures or videos ofthe dirt ingestion phenomena at a given rate or speed and thenplaying these pictures or videos at much higher rates or speeds.
In addition, the dirt ingestion failure mode study can befurther aided with the use of fluorescent particles, which aremixed with the test dust. This allows better visualization andtracking of the dust as it makes it ways through the area ofinterest (in this case the seal-shaft interface).
EXPERIMENTAL SETUPIn order to gain optical access to the seal-shaft interface, a
hollow quartz shaft was manufactured. This would indeedprovide a window of observation to this area, with minimalperturbation of the normal operating conditions of the rotatingshaft seal. Due to the good optical qualities of the quartz, theshaft can be rotating without hindering the observation of theseal-shaft interface area. For full optical access to the area, amirror angled at 45° must be located in the hollow cavity of thequartz shaft. In order to provide illumination to the area ofobservation, a scheme based on the total internal reflection oflight inside the shaft (Poll et al., 1992) was used. The light isinjected through the frontal beveled face of the hollow shaft and
due to the difference in refractive indices between quartz andair, the light bounces back inside the shaft, in a similar fashionas in a fiber optic (Fig. 2). Once the light reaches the seal-shaftinterface, if it encounters the surface of the seal contacting theshaft, the incident light is reflected by that seal surface. If thelight encounters oil, it leaves the shaft and travels through thelubricant, since quartz and oil have very similar refractiveindices, where it can be absorbed or reach the seal surface andbe reflected by it. Figure 3 shows the area of observation andthe images obtained with this experimental setup.
Figure 2: Experimental setup schematic.
Figure 3: Area of observation relative to seal lip.
An 8-bit, 512x460 pixels, CCD camera with a maximum framerate of 30 Hz and minimum shutter exposure of 1/16,000 sec., wasused to obtain images of the seal-shaft interface. For LIFpurposes, the oil was mixed with a fluorescent substance. Twodifferent dyes were tried: Rhodamine 6G and Pyrromethene 567.Initial tests were carried out using Rhodamine 6G. However,Pyrromethene 567 proved to be a much better dye because of itshigher fluorescent efficiency and oil solubility when comparedto Rhodamine 6G. Likewise, two types of Lasers were used: acontinuous Argon-Ion Laser and a pulsed Nd:YAG Laser. Thecontinuous Laser was used to obtain average oil film thicknessimages. Since normal operating conditions for the rotating shaft

3 Copyright © 1999 by ASME
seals studied required the shaft speed to be 1800 RPM (30 Hz),using the Argon-Ion Laser with the camera running in acontinuous mode (no shutter), provided LIF images of theaverage oil film thickness over one revolution of the shaft. Toobtain instantaneous images of the oil film thickness, the pulsedNd:YAG Laser had to be used, since even with the minimumshutter exposure of the camera, a ten pixel displacement of theshaft would have been recorded. This is avoided with theNd:YAG Laser which provides light for a very short period oftime (7-9 ns pulse), recording a three thousands of a pixeldisplacement of the shaft, and effectively freezing the image(Fig. 4).
Figure 4: Camera aperture time and laser pulse widthcomparison.
To make dirt ingestion recordings, images of the seal-shaftinterface, under dusty conditions, were taken every 5 seconds,until the seal failed (visually detected profuse oil leakage). Thepictures were then played at a rate of 15 frames per second,speeding up the failure process 75 time.
The experimental setup, which allows the observation of aparticular and unique location on the seal, was further improvedwith the use of a rotary shaft encoder to synchronize all theequipment with respect to the quartz shaft. This provided andadditional restraining handle on the setup, which could be usedto fix the seal-shaft interface location to be observed andstudied. This would provide better quality time lapse videos, bygetting rid of some of the "noise" produced by random surfaceirregularities along the circumference of the shaft during theacquisition of a movie.
OIL FILM THICKNESSThe LIF images of the lubricant at the seal-shaft interface
provided a qualitative measure of the oil film thickness throughthis interface. It was found that instead of decreasingmonotically from the air side to the oil side, as would have beenexpected from the shape of the oil lip when the seal is notinstalled, the oil film thickness reaches a minimum in the middleof the oil lip contact band. In addition, it was found that thegrooves etched on the surface of the oil lip do not display thatmuch oil (Fig. 5). These grooves are though to have a “reversepumping” effect, which prevents the seal from leaking. It wasbelieved that they accomplished this effect by carrying oil inthemselves from the air side to the oil side, against the pressuredifference. However, the LIF images show that they do notseem to carry that much oil at all, so this is not the mechanismby which they produce “reverse pumping”, if they do at all.
Figure 5: Instantaneous LIF images. Top Right: Schematic ofoil film thickness. Bottom Right: Grayscale versus pixelposition plot.
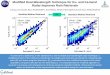
Figure 6: LIF images of average oil film thickness underforward running (normal) conditions. Top: 900 RPM. Bottom:1800 RPM.
Figure 7: LIF image of average oil film thickness underreverse running conditions.

4 Copyright © 1999 by ASME
Investigation of the oil film thickness versus shaftrotational speed revealed a film thinning with increasing speedbehavior (Fig. 6). Of interest is the fact that this film thinningoccurs mainly towards the air side, with the oil side filmthickness remaining essentially constant. The film thinningcould be attributed to a “reverse pumping” effect, althoughchanges in the oil viscosity due to higher temperatures withinthe lubricant, induced by higher sliding surfaces speeds, couldcontribute to the film thinning behavior. LIF images underreverse running of the shaft revealed that the oil film at the seal-shaft interface is disrupted and can no longer be sustained,suggesting leakage (Fig. 7). This agrees with observations andassessments of oil leakage during tests with reverse running ofthe shaft.
DIRT INGESTION FAILUREOne of the expectations from the dirt ingestion recordings
was to have the ability to quantify the degree of failure incurredby the rotating shaft seal through time. It was thought that theseal surface would incur an aggressive wear, which could havebeen quantitatively measured. Previous work done by Ayala etal., 1995, had used the lapse time video technique on oscillatingface seals, in order to asses failure and wear on these type ofseals when subjected to an abrasive slurry environment.Successful measures of the wear band on the seal surfacethrough time were achieved with this technique (Fig. 8).
Figure 8: Oscillating face seals in an abrasive slurry. Left:Start of test. Right: End of test. The wear band that hasformed on the face of the seal is quite visible at the end of thetest.
The dirt ingestion time lapse videos showed that there wasno particular "wear" pattern on the surface of the rotating shaftseal. An arrangement of irregularly placed amorphous "pits"started to form on the surface of the rotating shaft seal contactband area (Fig. 9). The number and size of these pits seem toincrease with time, and more importantly, their progression seemto coincide with the onset of profuse oil leakage (i.e., sealfailure). It was initially thought that these "pits" correspondedto irregular wear zones on the rotating shaft seal surface. Aposteriori examination of the surface of failed rotating shaftseals, after clean up, with the use of a Scanning ElectronMicroscope (SEM) revealed that even though the surface of theseals incurred some wear, it was minimal, and it did notcorresponded to the "pits" observed on the dirt ingestionvideos. The "pits" were far greater in size and much moreirregular than any of the observed wear features on the surfaceof the seal. Further examination of failed rotating shaft sealsright off from the test rig, no clean up, under the SEM revealed a
dirt layer sediment and dirt particles clustering on the surface ofthe rotating shaft seals. By carefully reviewing the dirtingestion time lapse videos, it was found that the "pits" mostlikely correspond to irregular indentation and clustering in thedirt layer that forms on the rotating shaft seal surface.
Figure 9: Dirt ingestion at failure. Note the presence ofirregular "pits" on the upper part of the oil lip.
These observations laid the groundwork for the proof offailure due to dirt ingestion. This failure mechanism can bedescribed as follows: Dirt particles enter the seal-shaft interface(1) and begin to accumulate on the rotating shaft seal’s surface,forming a dirt layer that coats most of the oil lip’s surface (2).As time progresses, the dirt layer grows thicker with theingestion and adhesion of more dirt particles entering the seal-shaft interface (3). As the dirt layer grows thicker, it alsobecomes more irregular (4) with dirt particles accumulating andclustering at certain points while at other points detaching dueto the shearing motion of the rotating shaft. This leads to theformation of the "pits" on the surface of the dirt layer (5), thesize and shape of the irregularities being proportional to thethickness of the dirt layer. The growing dirt layer starts to pushthe seal away from the shaft, increasing the distance betweenthe seal lip and the shaft. However, the effective average of thegap remains unchanged because of the layer of dirt that hasattached to the seal’s surface. As the dirt layer grows, itbecomes more irregular. As portions of the dirt layer aredetached through the shearing motion of the shaft, the "pits"can amalgamate, producing channels of sufficient size for the oilinside the chamber to leak (Fig. 10).

5 Copyright © 1999 by ASME
Figure 10: Dirt ingestion failure mechanism sequence. Asthe dirt layer grows, the gap at the seal-shaft interfaceincreases. The dirt layer grows until the onset of aggressive"pitting" causes the system to leak.
Although the quartz shafts used on the dirt ingestion testsdid show very clear and distinct wear tracks, it is believed thatthe main reason rotating shaft seals fail due to dirt ingestion isbecause of this dirt layer formation on their surfaces, and thesubsequent seal-shaft interface gap increase. For further proofof this theory, a rotating shaft seal "failed" (profuse oil leakage)during a dirt ingestion test was clean up and the dirt layerremoved from its surface. It was then run, on top of the weartracks of the quartz shaft, for six hours with forward rotation andsix hours with reverse rotation. No detectable amount of oilleakage was register during the entire test. A dirt test was alsoperformed using LIF in order to asses the oil film thickness atthe seal-shaft interface during the dirt ingestion failure process.For this test only the oil was mixed with the fluorescent dye(Pyrromethene 567), so fluorescence (and therefore lightintensity in the pictures) would be proportional to oil filmthickness and independent, to a first approximation, of particleconcentration under the seal-shaft interface. During actualtesting it was found that due to the mixing of the dust with theoil, it was possible to partially track some of the dirt that hadclustered and trapped oil. Figure 11 shows a sequence ofsnapshots taken during the test, where it can be seen how thedust starts to form dirt clusters that creep under the seal-shaftinterface. Of special interest is the fact that while theprogression and accumulation of clusters under the seal-shaftinterface takes place, the oil film thickness remains essentiallyunchanged, up to the point where an almost sudden inrush ofoil from the sump fills the seal-shaft interface and failure occurs(profuse leakage). This seems to support the theory that failureoccurs due to the formation of a dirt layer on the seal surface,which increases the actual seal-shaft gap and subsequentlydevelops channels through which oil can flow and flood theseal-shaft interface, culminating in massive failure (profuse oilleakage). The sudden nature of the seal failure (inflow of oil intothe seal-shaft interface with subsequent leakage) is due to thefact that certain factors have to come together in order toproduce leakage. The dirt layer, which presumably builds upgradually, needs to reach a certain thickness, so that the actualseal-shaft gap (distance between the surface of the seal and thesurface of the shaft, disregarding the presence of a dirt layer) islarge enough to overcome the possible surface tension effectsthat keep the oil film intact and within the seal-shaft interface.In addition "pits" in the dirt layer must be big enough to allow
for oil to fill and flow through them (this is probably also relatedto dirt layer thickness). Finally, there must be enoughinterconnections between the dirt layer "pits" to allow the oilfrom the sump to flood the seal-shaft interface, culminating inmassive failure (profuse leakage).
Figure 11: Sequence of snapshots taken during a dirt testwhere LIF was used to monitor the oil film thickness at theseal-shaft interface. Light intensity is proportional to oil filmthickness. The sudden inrush of oil through theinterconnected "pits" can be seen in the last two snapshots.
Finally, a dirt ingestion test using fluorescent particles wasperformed. The particles were made of a polymeric resin thatwhen cured encapsulated the desired fluorescent dye (in thiscase Rhodamine 6G). The polymeric nature and spherical shapeof the particles made them non-abrasive, helping assure thatthey would only act as tracers for the dirt, with no mayorparticular role in the dirt ingestion failure. To further ensure thatthe particles would not interfere or have a particular effect onthe dirt ingestion failure mode, and to provide even distributionof the particles with the dust, their size distribution was keptaccordingly with that of the test dust. A mixture 25%fluorescent particles, 75% dust by volume was prepared. Figure12 shows a sequence of snapshots taken during the test.Assuming an even mixing and distribution of fluorescentparticles with the dust, and since the oil was not mixed with afluorescent dye, light intensity in the pictures corresponds todirt concentration. The progression and clustering of dustparticles in the seal-shaft interface can be seen in this sequence.

6 Copyright © 1999 by ASME
Figure 12: Sequence of snapshots taken during a dirt testwhere fluorescent particles were used to track the dustpenetration and clustering at the seal-shaft interface. Lightintensity is proportional to dirt concentration.
CONCLUSIONSThe experimental technique described in this paper proved
to be an exceptional tool in the study of rotating shaft seals. Inaddition, it has many advantages over similar techniques usedin the past. Normal operating conditions of rotating shaft sealsare closely replicated by having the quartz shaft rotating insteadof the seal, as is the case with most rotating shaft sealsvisualization techniques. The use of the pulsed Nd:YAG laserallows for instantaneous, still pictures of the phenomena goingon at the seal-shaft interface. Finally, the use of time lapsevideo allows for better understanding of the long termphenomena that might play an important role in the workingmechanics and overall life of rotating shaft seals, and that mightnot be easily disclose by short term examination.
Some preliminary observations of the oil film at the seal-shaft interface of "unitized" rotating shaft seals, using LIF, havebeen made, providing some qualitative understanding of itsbehavior. More significantly the use of time lapse video hasprovided important information regarding the dirt ingestionfailure mechanisms that affect the long term behavior andoverall life of rotating shaft seals.
REFERENCESAyala, H., Hart, D. P., Boyce, M., 1995, current work for the
MIT-CATERPILLAR Seal Science Program.Gabelli, A. and Poll, G., 1990, "Formation of Lubricant Film
in Rotary Sealing Contacts - Part I: Lubricant Film Modeling",Joint ASME/STLE Tribology Conference, Toronto, Canada,October 7-10.
Horve, L., 1987, "A Macroscopic View of the SealingPhenomenon for Radial Lip Oil Seals", Proceedings, 11thInternational Conference on Fluid Sealing, B. S. Nau, ed., BHRA,pp. 710-731.
Horve, L., 1991, "The Correlation of Rotary Shaft Radial LipSeal Service Reliability and Pumping Ability to Wear TrackRoughness and Microasperity Formation", SAE InternationalCongress and Exposition, Detroit, paper No. 910530.
Horve, L., 1992, "Understanding the Sealing Mechanism ofthe Radial Lip Seal for Rotating Shafts", Proceedings, 13thInternational Conference on Fluid Sealing, B. S. Nau, ed., BHRA,pp. 5-20, Kluwer Academic Publishers.
Jagger, E. T., 1957, "Study of the Lubrication of SyntheticRubber Rotary Shaft Seals", Proceedings, Conference onLubrication and Wear, Inst. of Mech. Eng., pp. 409-415.
Jagger, E. T., 1966, "Further Studies of the Lubrication ofSynthetic Rubber Rotary Shaft Seals", Proceedings, Institutionof Mechanical Engineers, Vol. 181, Part 1, No. 9, pp. 191-204.
Johnston, P. E., 1978, "Using the Fraction Torque of RotaryShaft Seals to Estimate the Film Parameters and the ElastomerSurface Characteristics", Proceedings, 8th InternationalConference on Fluid Sealing, B. S. Nau, ed., BHRA.
Kammüller, M., 1986, "Zur Abdichtwirkung von Radial-Wellendichtringen", Dr.-Ing. Thesis, Universität Stuttgart,Stuttgart.
Müller, H. K., 1987, "Concepts of Sealing Mechanism ofRubber Lip Type Rotary Shaft Seals", Proceedings, 11thInternational Conference on Fluid Sealing, B. S. Nau, ed., BHRA,pp. 698-709.
Poll, G., Gabelli, A., Binnington P. G., Qu, J., 1992, "DynamicMapping of Rotary Lip Seal Lubricant Films by FluorescentImage Processing", Proceedings, 13th International Conferenceon Fluid Sealing, B. S. Nau, ed., BHRA.
Salant, R. F. and Flaherty, A. L., 1994, "ElatohydrodynamicAnalysis of Reverse Pumping in Rotary Lip Seals withMicroundulations", ASME JOURNAL OF TRIBOLOGY, Vol.116, pp. 56-62.
Salant, R. F. and Flaherty, A. L., 1995, "ElatohydrodynamicAnalysis of Reverse Pumping in Rotary Lip Seals withMicroasperities", ASME JOURNAL OF TRIBOLOGY, Vol. 117,pp. 53-59.