Embed Size (px)
Citation preview

int j prod res 2002 vol 40 no 13 3015plusmn3039
Development of a business model for diagnosing uncertainty in ERPenvironments
S C L KOHy and S M SAADz
It has been identireged from a comprehensive literature review and a subsequentindustrial survey that uncertainty within an Enterprise Resource Planning (ERP)-controlled manufacturing environment has not been tackled systematically andnot examined e ectively This has been shown in two areas (i) most identiregedresearch on uncertainty within an ERP environment focuses on regnding suitableapproaches to cope with uncertainty rather than tackling the underlying causesand (ii) most identireged simulation models on uncertainty controlled by ERPwhile purporting to represent such an environment do not truly model a multi-level dependent demand system with multi-products and controlled by PlannedOrder Release (POR) based on planned lead times The aim of this research is totackle these two areas simultaneously A business model that is aimed at enablingthe underlying causes of uncertainty within ERP environments is developedThis business model is verireged and validated through a comprehensive surveyinvolving ERP users operating in batch manufacture with mixed demandpatterns Validation of the business model is carried out via an extensive experi-mental programme within a simulation modelETHdeveloped using SIMAN VETHthattruly represents a multi-level dependent demand system in ERP environmentsdisturbed by uncertainty An experimental fractional factorial design is executedwhereby the simulation results are analysed using Analysis of Variance(ANOVA) The results indicated that late delivery from suppliers machinebreakdowns unexpected or urgent changes to the schedule a ecting machinesand customer design changes a ect Parts Delivered Late (PDL) signiregcantlyIt was found that the higher the level of uncertainties the higher the level ofPDL
AcronymsCDC Customer Design ChangesCRM Customer Relationship Management
FPDL Finished Products Delivered LateINST Insecure StoresLDFS Late Delivery From SuppliersMBD Machine BreakDownsMPS Master Production Schedule
MRPII Manufacturing Resource PlanningMTBF Mean Time Between FailuresMTTR Mean Time To Repair
International Journal of Production Research ISSN 0020plusmn7543 printISSN 1366plusmn588X online 2002 Taylor amp Francis Ltd
httpwwwtandfcoukjournals
DOI 10108000207540210140077
Revision received March 2002 University of She eld Management School 9 Mappin Street She eld S1 4DT UK She eld Hallam University School of Engineering City Campus She eld S1 1WB
UK To whom correspondence should be addressed e-mail SCLKohshe eldacuk
PDL Parts Delivered LatePOR Planned Order Release
PSTE Planned Set-up or change over Times ExceededUCSM Unexpected or urgent Changes to Schedule a ecting Machines
WFL Waiting For LabourWFT Waiting For Tooling
1 IntroductionModern manufacturing industry is facing increasing pressure to improve its
responsiveness to market dynamics Central to this are the issues addressed byproduction planning and control systems and philosophies Customer expectationsfor shorter delivery lead-times greater agility improved quality and reduced costshave made the e ective application of an appropriate system a signiregcant deter-minant of survival for many manufacturing enterprises
Within batch manufacture a wide variety of systems each with its own philo-sophy may be adopted These systems include Material Requirements Planning(MRP) Manufacturing Resource Planning (MRPII) Enterprise ResourcePlanning (ERP) Customer Relationship Management (CRM) Just-In-TimeOptimized Production Technology and Advanced Production Scheduling eitherused discretely or in combination Over the last 30 years many millions of poundsand considerable man-years of e ort have been invested in improving the perform-ance of MRP-based systems These systems include MRPII ERP and CRMBoston-based Advanced Manufacturing Research predicts the ERP market willreach $666 billion by 2003 at an estimated compound annual growth rate of 32(Angerosa 1999) However a contemporary study by Forrester Research identiregedthat 40 of enterprises believe ERP will not provide any optimization capabilitieswhile 46 expect them to play a partial role at best (Gormley 1998)
Whatever system is chosen it must be capable of performing within an uncertainworld As the growth of ERP is increasing even while the systems only operate bestin deterministic and predictable manufacturing environments (Dilworth 1996) thisresearch started from the basis that causes and e ects of uncertainty were not gen-erally well understood or managed within batch manufacture ERP environmentsUltimately underperformance of ERP was reported as the assessment was based onstochastic and unpredictable manufacturing environments
Cox and Blackstone (1998) deregned uncertainty as unknown future events thatcannot be predicted quantitatively within useful limits Thus the occurrence ofuncertainty is unpredictable and its e ect is di cult to quantify This implies thatuncertainty by nature is stochastic An example of this uncertainty is late delivery ofa purchased part The e ect of this would be a delay in the manufacture of the parentassembly that is di cult to quantify because the loading on the shop macroor when thepart ultimately arrives may be very di erent to that planned when it was due toarrive This may result in other planned work being displaced to make way for thedelayed assembly or the delay may be increased if a suitable production space cannotbe found
Without the existence of uncertainty the POR regle generated from the MRP runwould be a deregnitive workable plan that would guarantee time delivery Howevermodern manufacturing environments are subjected to continuous changes bothinternally and externally which require the ERP environments to be adaptive touncertainty in order to satisfy the customers
3016 S C L Koh and S M Saad
2 Literature reviewMany aspects of uncertainty within ERP environments and methods of dealing
with them have been researched over the 30 years since MRP was regrst introduced Acomprehensive review can be found in Koh et al (2002) This section relates a sampleof these aspects to typify the approaches that have been studied
When faced with uncertainty a variety of approaches can be used to cope withthe unwanted e ects eg safety stock safety lead-time overtime subcontract multi-skilling labour etc A study carried out by Mather (1977) examining changes to theMaster Production Schedule (MPS) and poor vendor performance suggestedremoval of uncertainty as a better approach than simply managing it The resultsderived from a planning heuristic suggested that rescheduling is the main cause ofuncertainty and by tackling the causes of rescheduling uncertainty could be reducedsigniregcantly
New and Mapes (1984) studied the e ect of process yield losses using the meas-ures of cost e ectiveness and customer satisfaction Their framework showed thatapplying a mean yield rate and regxed bu er stocks is appropriate in a continuousschedule Make-To-Stock environment In a continuous schedule Make-To-Orderenvironment mean yield rate regxed bu ers and a yield to regnish monitoring systemare suitable Using a similar methodology Ho et al (1995) developed a frameworkto dampen uncertainty for reducing system nervousness caused by external demandand supply and system uncertainties The framework suggested the use of safetystock safety capacity safety lead-time and rescheduling to bu er these uncertainties
Grasso and Taylor (1984) concluded that by allowing purchased parts to arrivelate more frequently than by allowing them to arrive early would be advantageousfrom a practical point of view since it results in the lowest total costs of the systemTheir simulation results showed that when bu ering against variations in supplytiming it is more prudent to use safety stock instead of safety lead-time Brennanand Gupta (1993) simulated uncertainties in external demand delivery and processlead-times ANOVA was applied to the simulation results and showed that lead-timeand demand uncertainties are individually and interactively signiregcant determinantsof performances the number of parts at a given level in the product structure and itsshape are signiregcant when lead-time and demand uncertainties were applied thechoice of lot-sizing rule has a signiregcant e ect on performances and the value ofthe ratio of set-up to holding cost has a signiregcant e ect on performances when lead-time and demand uncertainties occurred
Ho and Carter (1996) simulated static dampening automatic rescheduling andcost-based dampening to cope with external demand and systems uncertaintiesTheir simulation results indicated that the performance of dampening proceduresdepends on the operating environments within manufacturing enterprises Theresults also showed that a reduction in uncertainty as measured by reschedulingfrequency does not necessarily lead to better system performance Rather it is theappropriate use of dampening procedures and lot-sizing rules that results in systemimprovement Byrne and Mapfaira (1998) simulated system performance with uncer-tainty in capacity loading Their simulation results showed that performance of abatch manufacture environment is signiregcantly a ected when the system is over-loaded It was found that systems with low uncertainty outperform all others as aconsequence of positive knock-on e ects from normal lead-time variations
Through simulation modelling again Ho and Ireland (1998) identireged that fore-cast errors might not cause a high degree of scheduling instability and in any case
3017Diagnosing uncertainty in ERP environments
scheduling instability can be dampened using an appropriate lot-sizing rule Theirstudy concluded that applying Economic Order Quantity and Lot for Lot rulescreates signiregcantly more nervous systems than applying Silver Meal and PartPeriod Balancing rules Looking from the perspective of design for manufactureYang and Pei (1999) modelled the e ect of engineering changes on inventory level AStandard for Transfer and Exchange Product (STEP) model database integrationenvironment was developed to link design tasks with MRP activities For eachengineering change activity the Engineering Bill of Material data relating to thechange and stored in a Computer Aided Design database were extracted and trans-formed to a Manufacturing Bill of Material data stored in the MRP database Themodireged MRP record was then generated and compared with the original dataBased on this information the designer can determine an appropriate design alter-native such that the e ect on inventory level can be minimized
Murthy and Ma (1996) developed a mathematical model to measure the optimalover-planning factor required to cope with scrap resulting from both supply andprocess failures The optimal over-planning factor would then be used as a dampen-ing tool in the planning process Krupp (1997) proposed a statistical model thatexpresses deviations in units of time rather than quantity to provide safety stockcalculations that are responsive to trend andor seasonality in future forecasts Aforecast tracking signal was used to dampen forecast inaccuracy by adjusting safetystock calculations in cases where forecasts were consistently overoptimistic
Through an industrial survey of ERP users operating in batch manufacture in theUK Koh et al (2000a) identireged that industry applies these approaches with little orno discrimination and overtime and multi-skilling labour are the most robustapproaches used A review of this literature showed that uncertainty within ERPenvironments has not been studied systematically as the researchers mainly studieduncertainty by regnding suitable approaches that cope rather than by diagnosing thesigniregcant underlying causes of those uncertainties to the performance measuresused Hence ERP underperformance persists because the signiregcant underlyingcauses of uncertainty were not resolved
The review also revealed that simulation is the common method used for exam-ining uncertainty in ERP environments However most ERP-controlled simulationmodels while purporting to represent such an environment do not truly model amulti-level dependent demand system with multi-products and controlled by PORbased on planned lead times The simulation models identireged were either deregningdemand stochastically ie not driven by MPS and were hence not POR controlledcreating a simplireged matching assembly to mimic dependent demand within the Billof Materials (BOM) ie not multi-products and multi-level or releasing orders pre-maturely even when delay has occurred The ERP-controlled manufacturing envir-onment does not release the order earlier than planned If delay is encountered therelease date of parts at the upper level BOM and orders in the pipeline should beadvanced according to the amount of the delay and resources availability As theirsimulation model characteristics do not e ectively represent ERP environments theconclusions made are questionable Although some claim that their simulationmodel is representative no evidence could be found to prove the claim
3 Research methodology and models developmentTo close the identireged research gaps dual methods were deployed the regrst being
the development of a business model for diagnosing uncertainty in ERP environments
3018 S C L Koh and S M Saad
and the second being the development of a multi-products multi-level dependentdemand simulation model controlled by POR for validating the business model
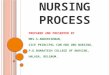
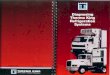
The business model was conceptualized from the construction of an Ishikawadiagram structuring causes and e ects of uncertainty in ERP environments Theultimate performance measure used was Finished Products Delivered Late(FPDL) located at level zero which was found to be the industry preferred measure(Koh and Jones 1999) The business model consists of regve separate strands namelymaterial shortages labour shortages machine capacity shortages scraprework andregnished products completed but not delivered and three levels The link betweeneach uncertainty at each level shows the cause-and-e ect relationship The under-lying causes of uncertainty are located at level three These are the potential reasonscausing FPDL No further level decomposition was considered necessary because thebusiness model was designed mainly to operate within a single tier manufactureFigures 1 and 2 show the Ishikawa diagram and the business model respectively
With such a business model tackling the signiregcant underlying causes of uncer-tainty is enabled through diagnosis within each chain Data can be collected orestimated to quantify the e ect of the underlying causes of uncertainty
31 Business model veriregcationThis business model was verireged through a comprehensive survey involving ERP
users operating in batch manufacture with mixed demand patterns The question-naire was designed and structured to verify the business model of uncertainty as itsought responses according to the structure of causes and e ects developed Failureto provide comprehensive information would invalidate the structure Correct com-pletion would provide implicit veriregcation of the structure
An overall response rate of 5635 was achieved with telephone follow-up Thiswas considered an excellent response rate Nevertheless the majority of respondentswere unable to supply objective data choosing instead to estimate the percentagecontribution of causes to specireged e ects A wide range of results was observedprompting a statistical analysis to assess the signiregcance of each uncertainty
The intention of this veriregcation was to establish the existence or otherwise ofcause-and-e ect relationships between uncertainties and their outcomes The use ofANOVA was considered entirely appropriate for this purpose The data derivedfrom the survey were largely based on estimates and the estimates themselves weretaken after the application of approaches to cope with uncertainty Therefore aconregdence level of 80 (not ˆ 020) was set
ANOVA results identireged signiregcant evidence that a total of 23 underlyingcauses of uncertainty a ect FPDL within mixed demand pattern environments(Koh et al 2000b) However this does not mean that those uncertainties with pvalues not within 020 do not a ect FPDL instead it simply means that higherconregdence was gathered that those identireged to be signiregcant have a higher like-lihood of resulting in FPDL As the respondents have satisfactorily quantireged con-tributions of uncertainties at each level of the structure the cause-and-e ectrelationship of uncertainty within the business model was verireged
32 Simulation model developmentResponses from a survey are always subject to a certain degree of reliability To
increase the reliability of the results simulation studies were carried out to validatethe business model
3019Diagnosing uncertainty in ERP environments
3020 S C L Koh and S M Saad
Ma
teri
al s
ho
rta
ge
sL
ab
ou
r sh
ort
ag
es
Ma
chin
e c
ap
aci
tysh
ort
ag
es
Scr
ap
Re
wo
rkF
inis
he
d p
rod
uct
com
ple
ted
-no
td
eliv
ere
d
Un
exp
ecte
du
rgen
tch
ange
s to
pro
duct
ion
sch
edu
le
Ina
ccu
raci
es
of
sto
ck r
eco
rds
App
lica
tion
of
inco
rre
ct s
tock
con
tro
l ru
les
Poo
r su
pplie
rd
eliv
ery
perf
orm
anc
e
Un
exp
ecte
d d
em
and
patt
ern
cha
nge
s
Dem
and
usa
ge a
nal
ysis
not u
sed
to
driv
e s
tock
con
trol
rul
es
Ina
ccur
ate
fore
cast
Cu
sto
me
r ch
ange
sde
live
ry le
ad
tim
es
Cus
tom
er c
ha
nges
ord
ere
d q
uan
tity
Cu
sto
me
r ch
an
ges
pro
duct
ord
ere
d
Cu
sto
me
r ch
ang
essp
ecifi
ed
leve
l of
qual
ity
Cu
sto
me
r de
sig
nch
ang
es d
uri
ng
afte
r p
lan
nin
g
Inte
rnal
de
sig
nch
ang
es d
urin
g
afte
r p
lan
nin
g
Abs
ente
eis
m
Sch
edul
ew
ork
-to
-lis
t no
t fo
llow
ed
Lac
k of
ski
lla
vaila
bili
ty
La
bour
ove
rloa
d
Ma
tern
ity
Sic
kne
ss
Hol
iday
Sch
edul
e
wor
k-to
-list
not
pro
du
ced
Sch
ed
ule
w
ork-
to-li
st n
otco
ntr
olle
d
Sch
edu
lew
ork
-to-
list p
rod
uced
bu
tno
t ava
ilab
le to
lab
our
Un
pla
nne
dm
achi
ne
dow
ntim
e
Ma
chin
e o
verl
oad
Idle
mac
hin
ew
aiti
ng
for
reso
urce
s
Item
s m
issi
ngin
BO
M
Inse
cure
stor
es
Poo
r tr
ansa
ctio
nre
cord
ing
Inh
ere
ntsh
ort
age
of
skill
ed la
bou
r
Une
xpe
cte
dde
ma
nd fo
rp
artic
ula
r sk
ill
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
che
dulin
gof
ma
chin
e)
Un
exp
ecte
du
rgen
tch
ange
s to
sche
dule
(M
ach
ine
ass
ign
men
t)
Re
ject
ed
by q
ual
ity
Del
iver
ed w
ithsh
ort
age
s
Lat
e d
eliv
ery
Inco
rre
ct it
ems
supp
lied
Un
acce
pta
ble
pro
duc
t qua
lity
En
gin
eeri
ng d
esi
gn
cha
nge
s du
ring
af
ter
pro
duct
ion
Pla
nne
dm
ain
ten
ance
rep
air
time
exc
eede
d
Pla
nne
d s
et-
up
cha
nge
ove
rtim
e e
xce
eded
Bre
akd
own
Lab
our
err
or
Def
ect
ive
ra
wm
ate
rial
Ma
chin
e e
rro
r
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
ched
ulin
gof
lab
our
)
Une
xpe
cte
du
rge
ntch
ang
es to
sch
ed
ule
(La
bou
r a
ssig
nm
ent
)
Aw
aitin
g q
ualit
ycl
eara
nce
Aw
aitin
g d
espa
tch
Cu
sto
me
r d
esig
nch
ange
s d
urin
gaf
ter
pro
duct
ion
Inte
rnal
des
ign
cha
nge
s d
urin
ga
fter
pro
du
ctio
n
Wai
ting
for
insp
ect
ion
fro
mla
bou
r
Wai
ting
for
insp
ect
ion
from
me
cha
nica
lro
bot
ic d
evic
e
Wa
itin
g fo
rla
bour W
aiti
ng
for
tool
ing
Wai
ting
for
mat
eria
lin
tern
ally
su
pplie
d fr
om
oth
er w
ork
ce
ntre
d
epar
tme
nts
iteW
aitin
g fo
r m
ate
rial
ext
ern
ally
su
pplie
dfr
om
in
dep
end
ent
sup
plie
rs
subc
ont
ract
ors
Item
s on
-ho
ld(F
inan
cia
l)
Un
avai
lab
ility
of t
ran
spor
t
Aw
aitin
gb
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fig
ure
1
Ish
ikaw
ad
iagra
mo
fca
use
sand
eec
tso
fu
nce
rtai
nty
leadin
gto
FP
DL
3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
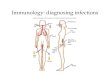
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
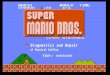
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

PDL Parts Delivered LatePOR Planned Order Release
PSTE Planned Set-up or change over Times ExceededUCSM Unexpected or urgent Changes to Schedule a ecting Machines
WFL Waiting For LabourWFT Waiting For Tooling
1 IntroductionModern manufacturing industry is facing increasing pressure to improve its
responsiveness to market dynamics Central to this are the issues addressed byproduction planning and control systems and philosophies Customer expectationsfor shorter delivery lead-times greater agility improved quality and reduced costshave made the e ective application of an appropriate system a signiregcant deter-minant of survival for many manufacturing enterprises
Within batch manufacture a wide variety of systems each with its own philo-sophy may be adopted These systems include Material Requirements Planning(MRP) Manufacturing Resource Planning (MRPII) Enterprise ResourcePlanning (ERP) Customer Relationship Management (CRM) Just-In-TimeOptimized Production Technology and Advanced Production Scheduling eitherused discretely or in combination Over the last 30 years many millions of poundsand considerable man-years of e ort have been invested in improving the perform-ance of MRP-based systems These systems include MRPII ERP and CRMBoston-based Advanced Manufacturing Research predicts the ERP market willreach $666 billion by 2003 at an estimated compound annual growth rate of 32(Angerosa 1999) However a contemporary study by Forrester Research identiregedthat 40 of enterprises believe ERP will not provide any optimization capabilitieswhile 46 expect them to play a partial role at best (Gormley 1998)
Whatever system is chosen it must be capable of performing within an uncertainworld As the growth of ERP is increasing even while the systems only operate bestin deterministic and predictable manufacturing environments (Dilworth 1996) thisresearch started from the basis that causes and e ects of uncertainty were not gen-erally well understood or managed within batch manufacture ERP environmentsUltimately underperformance of ERP was reported as the assessment was based onstochastic and unpredictable manufacturing environments
Cox and Blackstone (1998) deregned uncertainty as unknown future events thatcannot be predicted quantitatively within useful limits Thus the occurrence ofuncertainty is unpredictable and its e ect is di cult to quantify This implies thatuncertainty by nature is stochastic An example of this uncertainty is late delivery ofa purchased part The e ect of this would be a delay in the manufacture of the parentassembly that is di cult to quantify because the loading on the shop macroor when thepart ultimately arrives may be very di erent to that planned when it was due toarrive This may result in other planned work being displaced to make way for thedelayed assembly or the delay may be increased if a suitable production space cannotbe found
Without the existence of uncertainty the POR regle generated from the MRP runwould be a deregnitive workable plan that would guarantee time delivery Howevermodern manufacturing environments are subjected to continuous changes bothinternally and externally which require the ERP environments to be adaptive touncertainty in order to satisfy the customers
3016 S C L Koh and S M Saad
2 Literature reviewMany aspects of uncertainty within ERP environments and methods of dealing
with them have been researched over the 30 years since MRP was regrst introduced Acomprehensive review can be found in Koh et al (2002) This section relates a sampleof these aspects to typify the approaches that have been studied
When faced with uncertainty a variety of approaches can be used to cope withthe unwanted e ects eg safety stock safety lead-time overtime subcontract multi-skilling labour etc A study carried out by Mather (1977) examining changes to theMaster Production Schedule (MPS) and poor vendor performance suggestedremoval of uncertainty as a better approach than simply managing it The resultsderived from a planning heuristic suggested that rescheduling is the main cause ofuncertainty and by tackling the causes of rescheduling uncertainty could be reducedsigniregcantly
New and Mapes (1984) studied the e ect of process yield losses using the meas-ures of cost e ectiveness and customer satisfaction Their framework showed thatapplying a mean yield rate and regxed bu er stocks is appropriate in a continuousschedule Make-To-Stock environment In a continuous schedule Make-To-Orderenvironment mean yield rate regxed bu ers and a yield to regnish monitoring systemare suitable Using a similar methodology Ho et al (1995) developed a frameworkto dampen uncertainty for reducing system nervousness caused by external demandand supply and system uncertainties The framework suggested the use of safetystock safety capacity safety lead-time and rescheduling to bu er these uncertainties
Grasso and Taylor (1984) concluded that by allowing purchased parts to arrivelate more frequently than by allowing them to arrive early would be advantageousfrom a practical point of view since it results in the lowest total costs of the systemTheir simulation results showed that when bu ering against variations in supplytiming it is more prudent to use safety stock instead of safety lead-time Brennanand Gupta (1993) simulated uncertainties in external demand delivery and processlead-times ANOVA was applied to the simulation results and showed that lead-timeand demand uncertainties are individually and interactively signiregcant determinantsof performances the number of parts at a given level in the product structure and itsshape are signiregcant when lead-time and demand uncertainties were applied thechoice of lot-sizing rule has a signiregcant e ect on performances and the value ofthe ratio of set-up to holding cost has a signiregcant e ect on performances when lead-time and demand uncertainties occurred
Ho and Carter (1996) simulated static dampening automatic rescheduling andcost-based dampening to cope with external demand and systems uncertaintiesTheir simulation results indicated that the performance of dampening proceduresdepends on the operating environments within manufacturing enterprises Theresults also showed that a reduction in uncertainty as measured by reschedulingfrequency does not necessarily lead to better system performance Rather it is theappropriate use of dampening procedures and lot-sizing rules that results in systemimprovement Byrne and Mapfaira (1998) simulated system performance with uncer-tainty in capacity loading Their simulation results showed that performance of abatch manufacture environment is signiregcantly a ected when the system is over-loaded It was found that systems with low uncertainty outperform all others as aconsequence of positive knock-on e ects from normal lead-time variations
Through simulation modelling again Ho and Ireland (1998) identireged that fore-cast errors might not cause a high degree of scheduling instability and in any case
3017Diagnosing uncertainty in ERP environments
scheduling instability can be dampened using an appropriate lot-sizing rule Theirstudy concluded that applying Economic Order Quantity and Lot for Lot rulescreates signiregcantly more nervous systems than applying Silver Meal and PartPeriod Balancing rules Looking from the perspective of design for manufactureYang and Pei (1999) modelled the e ect of engineering changes on inventory level AStandard for Transfer and Exchange Product (STEP) model database integrationenvironment was developed to link design tasks with MRP activities For eachengineering change activity the Engineering Bill of Material data relating to thechange and stored in a Computer Aided Design database were extracted and trans-formed to a Manufacturing Bill of Material data stored in the MRP database Themodireged MRP record was then generated and compared with the original dataBased on this information the designer can determine an appropriate design alter-native such that the e ect on inventory level can be minimized
Murthy and Ma (1996) developed a mathematical model to measure the optimalover-planning factor required to cope with scrap resulting from both supply andprocess failures The optimal over-planning factor would then be used as a dampen-ing tool in the planning process Krupp (1997) proposed a statistical model thatexpresses deviations in units of time rather than quantity to provide safety stockcalculations that are responsive to trend andor seasonality in future forecasts Aforecast tracking signal was used to dampen forecast inaccuracy by adjusting safetystock calculations in cases where forecasts were consistently overoptimistic
Through an industrial survey of ERP users operating in batch manufacture in theUK Koh et al (2000a) identireged that industry applies these approaches with little orno discrimination and overtime and multi-skilling labour are the most robustapproaches used A review of this literature showed that uncertainty within ERPenvironments has not been studied systematically as the researchers mainly studieduncertainty by regnding suitable approaches that cope rather than by diagnosing thesigniregcant underlying causes of those uncertainties to the performance measuresused Hence ERP underperformance persists because the signiregcant underlyingcauses of uncertainty were not resolved
The review also revealed that simulation is the common method used for exam-ining uncertainty in ERP environments However most ERP-controlled simulationmodels while purporting to represent such an environment do not truly model amulti-level dependent demand system with multi-products and controlled by PORbased on planned lead times The simulation models identireged were either deregningdemand stochastically ie not driven by MPS and were hence not POR controlledcreating a simplireged matching assembly to mimic dependent demand within the Billof Materials (BOM) ie not multi-products and multi-level or releasing orders pre-maturely even when delay has occurred The ERP-controlled manufacturing envir-onment does not release the order earlier than planned If delay is encountered therelease date of parts at the upper level BOM and orders in the pipeline should beadvanced according to the amount of the delay and resources availability As theirsimulation model characteristics do not e ectively represent ERP environments theconclusions made are questionable Although some claim that their simulationmodel is representative no evidence could be found to prove the claim
3 Research methodology and models developmentTo close the identireged research gaps dual methods were deployed the regrst being
the development of a business model for diagnosing uncertainty in ERP environments
3018 S C L Koh and S M Saad
and the second being the development of a multi-products multi-level dependentdemand simulation model controlled by POR for validating the business model
The business model was conceptualized from the construction of an Ishikawadiagram structuring causes and e ects of uncertainty in ERP environments Theultimate performance measure used was Finished Products Delivered Late(FPDL) located at level zero which was found to be the industry preferred measure(Koh and Jones 1999) The business model consists of regve separate strands namelymaterial shortages labour shortages machine capacity shortages scraprework andregnished products completed but not delivered and three levels The link betweeneach uncertainty at each level shows the cause-and-e ect relationship The under-lying causes of uncertainty are located at level three These are the potential reasonscausing FPDL No further level decomposition was considered necessary because thebusiness model was designed mainly to operate within a single tier manufactureFigures 1 and 2 show the Ishikawa diagram and the business model respectively
With such a business model tackling the signiregcant underlying causes of uncer-tainty is enabled through diagnosis within each chain Data can be collected orestimated to quantify the e ect of the underlying causes of uncertainty
31 Business model veriregcationThis business model was verireged through a comprehensive survey involving ERP
users operating in batch manufacture with mixed demand patterns The question-naire was designed and structured to verify the business model of uncertainty as itsought responses according to the structure of causes and e ects developed Failureto provide comprehensive information would invalidate the structure Correct com-pletion would provide implicit veriregcation of the structure
An overall response rate of 5635 was achieved with telephone follow-up Thiswas considered an excellent response rate Nevertheless the majority of respondentswere unable to supply objective data choosing instead to estimate the percentagecontribution of causes to specireged e ects A wide range of results was observedprompting a statistical analysis to assess the signiregcance of each uncertainty
The intention of this veriregcation was to establish the existence or otherwise ofcause-and-e ect relationships between uncertainties and their outcomes The use ofANOVA was considered entirely appropriate for this purpose The data derivedfrom the survey were largely based on estimates and the estimates themselves weretaken after the application of approaches to cope with uncertainty Therefore aconregdence level of 80 (not ˆ 020) was set
ANOVA results identireged signiregcant evidence that a total of 23 underlyingcauses of uncertainty a ect FPDL within mixed demand pattern environments(Koh et al 2000b) However this does not mean that those uncertainties with pvalues not within 020 do not a ect FPDL instead it simply means that higherconregdence was gathered that those identireged to be signiregcant have a higher like-lihood of resulting in FPDL As the respondents have satisfactorily quantireged con-tributions of uncertainties at each level of the structure the cause-and-e ectrelationship of uncertainty within the business model was verireged
32 Simulation model developmentResponses from a survey are always subject to a certain degree of reliability To
increase the reliability of the results simulation studies were carried out to validatethe business model
3019Diagnosing uncertainty in ERP environments
3020 S C L Koh and S M Saad
Ma
teri
al s
ho
rta
ge
sL
ab
ou
r sh
ort
ag
es
Ma
chin
e c
ap
aci
tysh
ort
ag
es
Scr
ap
Re
wo
rkF
inis
he
d p
rod
uct
com
ple
ted
-no
td
eliv
ere
d
Un
exp
ecte
du
rgen
tch
ange
s to
pro
duct
ion
sch
edu
le
Ina
ccu
raci
es
of
sto
ck r
eco
rds
App
lica
tion
of
inco
rre
ct s
tock
con
tro
l ru
les
Poo
r su
pplie
rd
eliv
ery
perf
orm
anc
e
Un
exp
ecte
d d
em
and
patt
ern
cha
nge
s
Dem
and
usa
ge a
nal
ysis
not u
sed
to
driv
e s
tock
con
trol
rul
es
Ina
ccur
ate
fore
cast
Cu
sto
me
r ch
ange
sde
live
ry le
ad
tim
es
Cus
tom
er c
ha
nges
ord
ere
d q
uan
tity
Cu
sto
me
r ch
an
ges
pro
duct
ord
ere
d
Cu
sto
me
r ch
ang
essp
ecifi
ed
leve
l of
qual
ity
Cu
sto
me
r de
sig
nch
ang
es d
uri
ng
afte
r p
lan
nin
g
Inte
rnal
de
sig
nch
ang
es d
urin
g
afte
r p
lan
nin
g
Abs
ente
eis
m
Sch
edul
ew
ork
-to
-lis
t no
t fo
llow
ed
Lac
k of
ski
lla
vaila
bili
ty
La
bour
ove
rloa
d
Ma
tern
ity
Sic
kne
ss
Hol
iday
Sch
edul
e
wor
k-to
-list
not
pro
du
ced
Sch
ed
ule
w
ork-
to-li
st n
otco
ntr
olle
d
Sch
edu
lew
ork
-to-
list p
rod
uced
bu
tno
t ava
ilab
le to
lab
our
Un
pla
nne
dm
achi
ne
dow
ntim
e
Ma
chin
e o
verl
oad
Idle
mac
hin
ew
aiti
ng
for
reso
urce
s
Item
s m
issi
ngin
BO
M
Inse
cure
stor
es
Poo
r tr
ansa
ctio
nre
cord
ing
Inh
ere
ntsh
ort
age
of
skill
ed la
bou
r
Une
xpe
cte
dde
ma
nd fo
rp
artic
ula
r sk
ill
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
che
dulin
gof
ma
chin
e)
Un
exp
ecte
du
rgen
tch
ange
s to
sche
dule
(M
ach
ine
ass
ign
men
t)
Re
ject
ed
by q
ual
ity
Del
iver
ed w
ithsh
ort
age
s
Lat
e d
eliv
ery
Inco
rre
ct it
ems
supp
lied
Un
acce
pta
ble
pro
duc
t qua
lity
En
gin
eeri
ng d
esi
gn
cha
nge
s du
ring
af
ter
pro
duct
ion
Pla
nne
dm
ain
ten
ance
rep
air
time
exc
eede
d
Pla
nne
d s
et-
up
cha
nge
ove
rtim
e e
xce
eded
Bre
akd
own
Lab
our
err
or
Def
ect
ive
ra
wm
ate
rial
Ma
chin
e e
rro
r
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
ched
ulin
gof
lab
our
)
Une
xpe
cte
du
rge
ntch
ang
es to
sch
ed
ule
(La
bou
r a
ssig
nm
ent
)
Aw
aitin
g q
ualit
ycl
eara
nce
Aw
aitin
g d
espa
tch
Cu
sto
me
r d
esig
nch
ange
s d
urin
gaf
ter
pro
duct
ion
Inte
rnal
des
ign
cha
nge
s d
urin
ga
fter
pro
du
ctio
n
Wai
ting
for
insp
ect
ion
fro
mla
bou
r
Wai
ting
for
insp
ect
ion
from
me
cha
nica
lro
bot
ic d
evic
e
Wa
itin
g fo
rla
bour W
aiti
ng
for
tool
ing
Wai
ting
for
mat
eria
lin
tern
ally
su
pplie
d fr
om
oth
er w
ork
ce
ntre
d
epar
tme
nts
iteW
aitin
g fo
r m
ate
rial
ext
ern
ally
su
pplie
dfr
om
in
dep
end
ent
sup
plie
rs
subc
ont
ract
ors
Item
s on
-ho
ld(F
inan
cia
l)
Un
avai
lab
ility
of t
ran
spor
t
Aw
aitin
gb
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fig
ure
1
Ish
ikaw
ad
iagra
mo
fca
use
sand
eec
tso
fu
nce
rtai
nty
leadin
gto
FP
DL
3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

2 Literature reviewMany aspects of uncertainty within ERP environments and methods of dealing
with them have been researched over the 30 years since MRP was regrst introduced Acomprehensive review can be found in Koh et al (2002) This section relates a sampleof these aspects to typify the approaches that have been studied
When faced with uncertainty a variety of approaches can be used to cope withthe unwanted e ects eg safety stock safety lead-time overtime subcontract multi-skilling labour etc A study carried out by Mather (1977) examining changes to theMaster Production Schedule (MPS) and poor vendor performance suggestedremoval of uncertainty as a better approach than simply managing it The resultsderived from a planning heuristic suggested that rescheduling is the main cause ofuncertainty and by tackling the causes of rescheduling uncertainty could be reducedsigniregcantly
New and Mapes (1984) studied the e ect of process yield losses using the meas-ures of cost e ectiveness and customer satisfaction Their framework showed thatapplying a mean yield rate and regxed bu er stocks is appropriate in a continuousschedule Make-To-Stock environment In a continuous schedule Make-To-Orderenvironment mean yield rate regxed bu ers and a yield to regnish monitoring systemare suitable Using a similar methodology Ho et al (1995) developed a frameworkto dampen uncertainty for reducing system nervousness caused by external demandand supply and system uncertainties The framework suggested the use of safetystock safety capacity safety lead-time and rescheduling to bu er these uncertainties
Grasso and Taylor (1984) concluded that by allowing purchased parts to arrivelate more frequently than by allowing them to arrive early would be advantageousfrom a practical point of view since it results in the lowest total costs of the systemTheir simulation results showed that when bu ering against variations in supplytiming it is more prudent to use safety stock instead of safety lead-time Brennanand Gupta (1993) simulated uncertainties in external demand delivery and processlead-times ANOVA was applied to the simulation results and showed that lead-timeand demand uncertainties are individually and interactively signiregcant determinantsof performances the number of parts at a given level in the product structure and itsshape are signiregcant when lead-time and demand uncertainties were applied thechoice of lot-sizing rule has a signiregcant e ect on performances and the value ofthe ratio of set-up to holding cost has a signiregcant e ect on performances when lead-time and demand uncertainties occurred
Ho and Carter (1996) simulated static dampening automatic rescheduling andcost-based dampening to cope with external demand and systems uncertaintiesTheir simulation results indicated that the performance of dampening proceduresdepends on the operating environments within manufacturing enterprises Theresults also showed that a reduction in uncertainty as measured by reschedulingfrequency does not necessarily lead to better system performance Rather it is theappropriate use of dampening procedures and lot-sizing rules that results in systemimprovement Byrne and Mapfaira (1998) simulated system performance with uncer-tainty in capacity loading Their simulation results showed that performance of abatch manufacture environment is signiregcantly a ected when the system is over-loaded It was found that systems with low uncertainty outperform all others as aconsequence of positive knock-on e ects from normal lead-time variations
Through simulation modelling again Ho and Ireland (1998) identireged that fore-cast errors might not cause a high degree of scheduling instability and in any case
3017Diagnosing uncertainty in ERP environments
scheduling instability can be dampened using an appropriate lot-sizing rule Theirstudy concluded that applying Economic Order Quantity and Lot for Lot rulescreates signiregcantly more nervous systems than applying Silver Meal and PartPeriod Balancing rules Looking from the perspective of design for manufactureYang and Pei (1999) modelled the e ect of engineering changes on inventory level AStandard for Transfer and Exchange Product (STEP) model database integrationenvironment was developed to link design tasks with MRP activities For eachengineering change activity the Engineering Bill of Material data relating to thechange and stored in a Computer Aided Design database were extracted and trans-formed to a Manufacturing Bill of Material data stored in the MRP database Themodireged MRP record was then generated and compared with the original dataBased on this information the designer can determine an appropriate design alter-native such that the e ect on inventory level can be minimized
Murthy and Ma (1996) developed a mathematical model to measure the optimalover-planning factor required to cope with scrap resulting from both supply andprocess failures The optimal over-planning factor would then be used as a dampen-ing tool in the planning process Krupp (1997) proposed a statistical model thatexpresses deviations in units of time rather than quantity to provide safety stockcalculations that are responsive to trend andor seasonality in future forecasts Aforecast tracking signal was used to dampen forecast inaccuracy by adjusting safetystock calculations in cases where forecasts were consistently overoptimistic
Through an industrial survey of ERP users operating in batch manufacture in theUK Koh et al (2000a) identireged that industry applies these approaches with little orno discrimination and overtime and multi-skilling labour are the most robustapproaches used A review of this literature showed that uncertainty within ERPenvironments has not been studied systematically as the researchers mainly studieduncertainty by regnding suitable approaches that cope rather than by diagnosing thesigniregcant underlying causes of those uncertainties to the performance measuresused Hence ERP underperformance persists because the signiregcant underlyingcauses of uncertainty were not resolved
The review also revealed that simulation is the common method used for exam-ining uncertainty in ERP environments However most ERP-controlled simulationmodels while purporting to represent such an environment do not truly model amulti-level dependent demand system with multi-products and controlled by PORbased on planned lead times The simulation models identireged were either deregningdemand stochastically ie not driven by MPS and were hence not POR controlledcreating a simplireged matching assembly to mimic dependent demand within the Billof Materials (BOM) ie not multi-products and multi-level or releasing orders pre-maturely even when delay has occurred The ERP-controlled manufacturing envir-onment does not release the order earlier than planned If delay is encountered therelease date of parts at the upper level BOM and orders in the pipeline should beadvanced according to the amount of the delay and resources availability As theirsimulation model characteristics do not e ectively represent ERP environments theconclusions made are questionable Although some claim that their simulationmodel is representative no evidence could be found to prove the claim
3 Research methodology and models developmentTo close the identireged research gaps dual methods were deployed the regrst being
the development of a business model for diagnosing uncertainty in ERP environments
3018 S C L Koh and S M Saad
and the second being the development of a multi-products multi-level dependentdemand simulation model controlled by POR for validating the business model
The business model was conceptualized from the construction of an Ishikawadiagram structuring causes and e ects of uncertainty in ERP environments Theultimate performance measure used was Finished Products Delivered Late(FPDL) located at level zero which was found to be the industry preferred measure(Koh and Jones 1999) The business model consists of regve separate strands namelymaterial shortages labour shortages machine capacity shortages scraprework andregnished products completed but not delivered and three levels The link betweeneach uncertainty at each level shows the cause-and-e ect relationship The under-lying causes of uncertainty are located at level three These are the potential reasonscausing FPDL No further level decomposition was considered necessary because thebusiness model was designed mainly to operate within a single tier manufactureFigures 1 and 2 show the Ishikawa diagram and the business model respectively
With such a business model tackling the signiregcant underlying causes of uncer-tainty is enabled through diagnosis within each chain Data can be collected orestimated to quantify the e ect of the underlying causes of uncertainty
31 Business model veriregcationThis business model was verireged through a comprehensive survey involving ERP
users operating in batch manufacture with mixed demand patterns The question-naire was designed and structured to verify the business model of uncertainty as itsought responses according to the structure of causes and e ects developed Failureto provide comprehensive information would invalidate the structure Correct com-pletion would provide implicit veriregcation of the structure
An overall response rate of 5635 was achieved with telephone follow-up Thiswas considered an excellent response rate Nevertheless the majority of respondentswere unable to supply objective data choosing instead to estimate the percentagecontribution of causes to specireged e ects A wide range of results was observedprompting a statistical analysis to assess the signiregcance of each uncertainty
The intention of this veriregcation was to establish the existence or otherwise ofcause-and-e ect relationships between uncertainties and their outcomes The use ofANOVA was considered entirely appropriate for this purpose The data derivedfrom the survey were largely based on estimates and the estimates themselves weretaken after the application of approaches to cope with uncertainty Therefore aconregdence level of 80 (not ˆ 020) was set
ANOVA results identireged signiregcant evidence that a total of 23 underlyingcauses of uncertainty a ect FPDL within mixed demand pattern environments(Koh et al 2000b) However this does not mean that those uncertainties with pvalues not within 020 do not a ect FPDL instead it simply means that higherconregdence was gathered that those identireged to be signiregcant have a higher like-lihood of resulting in FPDL As the respondents have satisfactorily quantireged con-tributions of uncertainties at each level of the structure the cause-and-e ectrelationship of uncertainty within the business model was verireged
32 Simulation model developmentResponses from a survey are always subject to a certain degree of reliability To
increase the reliability of the results simulation studies were carried out to validatethe business model
3019Diagnosing uncertainty in ERP environments
3020 S C L Koh and S M Saad
Ma
teri
al s
ho
rta
ge
sL
ab
ou
r sh
ort
ag
es
Ma
chin
e c
ap
aci
tysh
ort
ag
es
Scr
ap
Re
wo
rkF
inis
he
d p
rod
uct
com
ple
ted
-no
td
eliv
ere
d
Un
exp
ecte
du
rgen
tch
ange
s to
pro
duct
ion
sch
edu
le
Ina
ccu
raci
es
of
sto
ck r
eco
rds
App
lica
tion
of
inco
rre
ct s
tock
con
tro
l ru
les
Poo
r su
pplie
rd
eliv
ery
perf
orm
anc
e
Un
exp
ecte
d d
em
and
patt
ern
cha
nge
s
Dem
and
usa
ge a
nal
ysis
not u
sed
to
driv
e s
tock
con
trol
rul
es
Ina
ccur
ate
fore
cast
Cu
sto
me
r ch
ange
sde
live
ry le
ad
tim
es
Cus
tom
er c
ha
nges
ord
ere
d q
uan
tity
Cu
sto
me
r ch
an
ges
pro
duct
ord
ere
d
Cu
sto
me
r ch
ang
essp
ecifi
ed
leve
l of
qual
ity
Cu
sto
me
r de
sig
nch
ang
es d
uri
ng
afte
r p
lan
nin
g
Inte
rnal
de
sig
nch
ang
es d
urin
g
afte
r p
lan
nin
g
Abs
ente
eis
m
Sch
edul
ew
ork
-to
-lis
t no
t fo
llow
ed
Lac
k of
ski
lla
vaila
bili
ty
La
bour
ove
rloa
d
Ma
tern
ity
Sic
kne
ss
Hol
iday
Sch
edul
e
wor
k-to
-list
not
pro
du
ced
Sch
ed
ule
w
ork-
to-li
st n
otco
ntr
olle
d
Sch
edu
lew
ork
-to-
list p
rod
uced
bu
tno
t ava
ilab
le to
lab
our
Un
pla
nne
dm
achi
ne
dow
ntim
e
Ma
chin
e o
verl
oad
Idle
mac
hin
ew
aiti
ng
for
reso
urce
s
Item
s m
issi
ngin
BO
M
Inse
cure
stor
es
Poo
r tr
ansa
ctio
nre
cord
ing
Inh
ere
ntsh
ort
age
of
skill
ed la
bou
r
Une
xpe
cte
dde
ma
nd fo
rp
artic
ula
r sk
ill
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
che
dulin
gof
ma
chin
e)
Un
exp
ecte
du
rgen
tch
ange
s to
sche
dule
(M
ach
ine
ass
ign
men
t)
Re
ject
ed
by q
ual
ity
Del
iver
ed w
ithsh
ort
age
s
Lat
e d
eliv
ery
Inco
rre
ct it
ems
supp
lied
Un
acce
pta
ble
pro
duc
t qua
lity
En
gin
eeri
ng d
esi
gn
cha
nge
s du
ring
af
ter
pro
duct
ion
Pla
nne
dm
ain
ten
ance
rep
air
time
exc
eede
d
Pla
nne
d s
et-
up
cha
nge
ove
rtim
e e
xce
eded
Bre
akd
own
Lab
our
err
or
Def
ect
ive
ra
wm
ate
rial
Ma
chin
e e
rro
r
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
ched
ulin
gof
lab
our
)
Une
xpe
cte
du
rge
ntch
ang
es to
sch
ed
ule
(La
bou
r a
ssig
nm
ent
)
Aw
aitin
g q
ualit
ycl
eara
nce
Aw
aitin
g d
espa
tch
Cu
sto
me
r d
esig
nch
ange
s d
urin
gaf
ter
pro
duct
ion
Inte
rnal
des
ign
cha
nge
s d
urin
ga
fter
pro
du
ctio
n
Wai
ting
for
insp
ect
ion
fro
mla
bou
r
Wai
ting
for
insp
ect
ion
from
me
cha
nica
lro
bot
ic d
evic
e
Wa
itin
g fo
rla
bour W
aiti
ng
for
tool
ing
Wai
ting
for
mat
eria
lin
tern
ally
su
pplie
d fr
om
oth
er w
ork
ce
ntre
d
epar
tme
nts
iteW
aitin
g fo
r m
ate
rial
ext
ern
ally
su
pplie
dfr
om
in
dep
end
ent
sup
plie
rs
subc
ont
ract
ors
Item
s on
-ho
ld(F
inan
cia
l)
Un
avai
lab
ility
of t
ran
spor
t
Aw
aitin
gb
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fig
ure
1
Ish
ikaw
ad
iagra
mo
fca
use
sand
eec
tso
fu
nce
rtai
nty
leadin
gto
FP
DL
3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

scheduling instability can be dampened using an appropriate lot-sizing rule Theirstudy concluded that applying Economic Order Quantity and Lot for Lot rulescreates signiregcantly more nervous systems than applying Silver Meal and PartPeriod Balancing rules Looking from the perspective of design for manufactureYang and Pei (1999) modelled the e ect of engineering changes on inventory level AStandard for Transfer and Exchange Product (STEP) model database integrationenvironment was developed to link design tasks with MRP activities For eachengineering change activity the Engineering Bill of Material data relating to thechange and stored in a Computer Aided Design database were extracted and trans-formed to a Manufacturing Bill of Material data stored in the MRP database Themodireged MRP record was then generated and compared with the original dataBased on this information the designer can determine an appropriate design alter-native such that the e ect on inventory level can be minimized
Murthy and Ma (1996) developed a mathematical model to measure the optimalover-planning factor required to cope with scrap resulting from both supply andprocess failures The optimal over-planning factor would then be used as a dampen-ing tool in the planning process Krupp (1997) proposed a statistical model thatexpresses deviations in units of time rather than quantity to provide safety stockcalculations that are responsive to trend andor seasonality in future forecasts Aforecast tracking signal was used to dampen forecast inaccuracy by adjusting safetystock calculations in cases where forecasts were consistently overoptimistic
Through an industrial survey of ERP users operating in batch manufacture in theUK Koh et al (2000a) identireged that industry applies these approaches with little orno discrimination and overtime and multi-skilling labour are the most robustapproaches used A review of this literature showed that uncertainty within ERPenvironments has not been studied systematically as the researchers mainly studieduncertainty by regnding suitable approaches that cope rather than by diagnosing thesigniregcant underlying causes of those uncertainties to the performance measuresused Hence ERP underperformance persists because the signiregcant underlyingcauses of uncertainty were not resolved
The review also revealed that simulation is the common method used for exam-ining uncertainty in ERP environments However most ERP-controlled simulationmodels while purporting to represent such an environment do not truly model amulti-level dependent demand system with multi-products and controlled by PORbased on planned lead times The simulation models identireged were either deregningdemand stochastically ie not driven by MPS and were hence not POR controlledcreating a simplireged matching assembly to mimic dependent demand within the Billof Materials (BOM) ie not multi-products and multi-level or releasing orders pre-maturely even when delay has occurred The ERP-controlled manufacturing envir-onment does not release the order earlier than planned If delay is encountered therelease date of parts at the upper level BOM and orders in the pipeline should beadvanced according to the amount of the delay and resources availability As theirsimulation model characteristics do not e ectively represent ERP environments theconclusions made are questionable Although some claim that their simulationmodel is representative no evidence could be found to prove the claim
3 Research methodology and models developmentTo close the identireged research gaps dual methods were deployed the regrst being
the development of a business model for diagnosing uncertainty in ERP environments
3018 S C L Koh and S M Saad
and the second being the development of a multi-products multi-level dependentdemand simulation model controlled by POR for validating the business model
The business model was conceptualized from the construction of an Ishikawadiagram structuring causes and e ects of uncertainty in ERP environments Theultimate performance measure used was Finished Products Delivered Late(FPDL) located at level zero which was found to be the industry preferred measure(Koh and Jones 1999) The business model consists of regve separate strands namelymaterial shortages labour shortages machine capacity shortages scraprework andregnished products completed but not delivered and three levels The link betweeneach uncertainty at each level shows the cause-and-e ect relationship The under-lying causes of uncertainty are located at level three These are the potential reasonscausing FPDL No further level decomposition was considered necessary because thebusiness model was designed mainly to operate within a single tier manufactureFigures 1 and 2 show the Ishikawa diagram and the business model respectively
With such a business model tackling the signiregcant underlying causes of uncer-tainty is enabled through diagnosis within each chain Data can be collected orestimated to quantify the e ect of the underlying causes of uncertainty
31 Business model veriregcationThis business model was verireged through a comprehensive survey involving ERP
users operating in batch manufacture with mixed demand patterns The question-naire was designed and structured to verify the business model of uncertainty as itsought responses according to the structure of causes and e ects developed Failureto provide comprehensive information would invalidate the structure Correct com-pletion would provide implicit veriregcation of the structure
An overall response rate of 5635 was achieved with telephone follow-up Thiswas considered an excellent response rate Nevertheless the majority of respondentswere unable to supply objective data choosing instead to estimate the percentagecontribution of causes to specireged e ects A wide range of results was observedprompting a statistical analysis to assess the signiregcance of each uncertainty
The intention of this veriregcation was to establish the existence or otherwise ofcause-and-e ect relationships between uncertainties and their outcomes The use ofANOVA was considered entirely appropriate for this purpose The data derivedfrom the survey were largely based on estimates and the estimates themselves weretaken after the application of approaches to cope with uncertainty Therefore aconregdence level of 80 (not ˆ 020) was set
ANOVA results identireged signiregcant evidence that a total of 23 underlyingcauses of uncertainty a ect FPDL within mixed demand pattern environments(Koh et al 2000b) However this does not mean that those uncertainties with pvalues not within 020 do not a ect FPDL instead it simply means that higherconregdence was gathered that those identireged to be signiregcant have a higher like-lihood of resulting in FPDL As the respondents have satisfactorily quantireged con-tributions of uncertainties at each level of the structure the cause-and-e ectrelationship of uncertainty within the business model was verireged
32 Simulation model developmentResponses from a survey are always subject to a certain degree of reliability To
increase the reliability of the results simulation studies were carried out to validatethe business model
3019Diagnosing uncertainty in ERP environments
3020 S C L Koh and S M Saad
Ma
teri
al s
ho
rta
ge
sL
ab
ou
r sh
ort
ag
es
Ma
chin
e c
ap
aci
tysh
ort
ag
es
Scr
ap
Re
wo
rkF
inis
he
d p
rod
uct
com
ple
ted
-no
td
eliv
ere
d
Un
exp
ecte
du
rgen
tch
ange
s to
pro
duct
ion
sch
edu
le
Ina
ccu
raci
es
of
sto
ck r
eco
rds
App
lica
tion
of
inco
rre
ct s
tock
con
tro
l ru
les
Poo
r su
pplie
rd
eliv
ery
perf
orm
anc
e
Un
exp
ecte
d d
em
and
patt
ern
cha
nge
s
Dem
and
usa
ge a
nal
ysis
not u
sed
to
driv
e s
tock
con
trol
rul
es
Ina
ccur
ate
fore
cast
Cu
sto
me
r ch
ange
sde
live
ry le
ad
tim
es
Cus
tom
er c
ha
nges
ord
ere
d q
uan
tity
Cu
sto
me
r ch
an
ges
pro
duct
ord
ere
d
Cu
sto
me
r ch
ang
essp
ecifi
ed
leve
l of
qual
ity
Cu
sto
me
r de
sig
nch
ang
es d
uri
ng
afte
r p
lan
nin
g
Inte
rnal
de
sig
nch
ang
es d
urin
g
afte
r p
lan
nin
g
Abs
ente
eis
m
Sch
edul
ew
ork
-to
-lis
t no
t fo
llow
ed
Lac
k of
ski
lla
vaila
bili
ty
La
bour
ove
rloa
d
Ma
tern
ity
Sic
kne
ss
Hol
iday
Sch
edul
e
wor
k-to
-list
not
pro
du
ced
Sch
ed
ule
w
ork-
to-li
st n
otco
ntr
olle
d
Sch
edu
lew
ork
-to-
list p
rod
uced
bu
tno
t ava
ilab
le to
lab
our
Un
pla
nne
dm
achi
ne
dow
ntim
e
Ma
chin
e o
verl
oad
Idle
mac
hin
ew
aiti
ng
for
reso
urce
s
Item
s m
issi
ngin
BO
M
Inse
cure
stor
es
Poo
r tr
ansa
ctio
nre
cord
ing
Inh
ere
ntsh
ort
age
of
skill
ed la
bou
r
Une
xpe
cte
dde
ma
nd fo
rp
artic
ula
r sk
ill
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
che
dulin
gof
ma
chin
e)
Un
exp
ecte
du
rgen
tch
ange
s to
sche
dule
(M
ach
ine
ass
ign
men
t)
Re
ject
ed
by q
ual
ity
Del
iver
ed w
ithsh
ort
age
s
Lat
e d
eliv
ery
Inco
rre
ct it
ems
supp
lied
Un
acce
pta
ble
pro
duc
t qua
lity
En
gin
eeri
ng d
esi
gn
cha
nge
s du
ring
af
ter
pro
duct
ion
Pla
nne
dm
ain
ten
ance
rep
air
time
exc
eede
d
Pla
nne
d s
et-
up
cha
nge
ove
rtim
e e
xce
eded
Bre
akd
own
Lab
our
err
or
Def
ect
ive
ra
wm
ate
rial
Ma
chin
e e
rro
r
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
ched
ulin
gof
lab
our
)
Une
xpe
cte
du
rge
ntch
ang
es to
sch
ed
ule
(La
bou
r a
ssig
nm
ent
)
Aw
aitin
g q
ualit
ycl
eara
nce
Aw
aitin
g d
espa
tch
Cu
sto
me
r d
esig
nch
ange
s d
urin
gaf
ter
pro
duct
ion
Inte
rnal
des
ign
cha
nge
s d
urin
ga
fter
pro
du
ctio
n
Wai
ting
for
insp
ect
ion
fro
mla
bou
r
Wai
ting
for
insp
ect
ion
from
me
cha
nica
lro
bot
ic d
evic
e
Wa
itin
g fo
rla
bour W
aiti
ng
for
tool
ing
Wai
ting
for
mat
eria
lin
tern
ally
su
pplie
d fr
om
oth
er w
ork
ce
ntre
d
epar
tme
nts
iteW
aitin
g fo
r m
ate
rial
ext
ern
ally
su
pplie
dfr
om
in
dep
end
ent
sup
plie
rs
subc
ont
ract
ors
Item
s on
-ho
ld(F
inan
cia
l)
Un
avai
lab
ility
of t
ran
spor
t
Aw
aitin
gb
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fig
ure
1
Ish
ikaw
ad
iagra
mo
fca
use
sand
eec
tso
fu
nce
rtai
nty
leadin
gto
FP
DL
3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

and the second being the development of a multi-products multi-level dependentdemand simulation model controlled by POR for validating the business model
The business model was conceptualized from the construction of an Ishikawadiagram structuring causes and e ects of uncertainty in ERP environments Theultimate performance measure used was Finished Products Delivered Late(FPDL) located at level zero which was found to be the industry preferred measure(Koh and Jones 1999) The business model consists of regve separate strands namelymaterial shortages labour shortages machine capacity shortages scraprework andregnished products completed but not delivered and three levels The link betweeneach uncertainty at each level shows the cause-and-e ect relationship The under-lying causes of uncertainty are located at level three These are the potential reasonscausing FPDL No further level decomposition was considered necessary because thebusiness model was designed mainly to operate within a single tier manufactureFigures 1 and 2 show the Ishikawa diagram and the business model respectively
With such a business model tackling the signiregcant underlying causes of uncer-tainty is enabled through diagnosis within each chain Data can be collected orestimated to quantify the e ect of the underlying causes of uncertainty
31 Business model veriregcationThis business model was verireged through a comprehensive survey involving ERP
users operating in batch manufacture with mixed demand patterns The question-naire was designed and structured to verify the business model of uncertainty as itsought responses according to the structure of causes and e ects developed Failureto provide comprehensive information would invalidate the structure Correct com-pletion would provide implicit veriregcation of the structure
An overall response rate of 5635 was achieved with telephone follow-up Thiswas considered an excellent response rate Nevertheless the majority of respondentswere unable to supply objective data choosing instead to estimate the percentagecontribution of causes to specireged e ects A wide range of results was observedprompting a statistical analysis to assess the signiregcance of each uncertainty
The intention of this veriregcation was to establish the existence or otherwise ofcause-and-e ect relationships between uncertainties and their outcomes The use ofANOVA was considered entirely appropriate for this purpose The data derivedfrom the survey were largely based on estimates and the estimates themselves weretaken after the application of approaches to cope with uncertainty Therefore aconregdence level of 80 (not ˆ 020) was set
ANOVA results identireged signiregcant evidence that a total of 23 underlyingcauses of uncertainty a ect FPDL within mixed demand pattern environments(Koh et al 2000b) However this does not mean that those uncertainties with pvalues not within 020 do not a ect FPDL instead it simply means that higherconregdence was gathered that those identireged to be signiregcant have a higher like-lihood of resulting in FPDL As the respondents have satisfactorily quantireged con-tributions of uncertainties at each level of the structure the cause-and-e ectrelationship of uncertainty within the business model was verireged
32 Simulation model developmentResponses from a survey are always subject to a certain degree of reliability To
increase the reliability of the results simulation studies were carried out to validatethe business model
3019Diagnosing uncertainty in ERP environments
3020 S C L Koh and S M Saad
Ma
teri
al s
ho
rta
ge
sL
ab
ou
r sh
ort
ag
es
Ma
chin
e c
ap
aci
tysh
ort
ag
es
Scr
ap
Re
wo
rkF
inis
he
d p
rod
uct
com
ple
ted
-no
td
eliv
ere
d
Un
exp
ecte
du
rgen
tch
ange
s to
pro
duct
ion
sch
edu
le
Ina
ccu
raci
es
of
sto
ck r
eco
rds
App
lica
tion
of
inco
rre
ct s
tock
con
tro
l ru
les
Poo
r su
pplie
rd
eliv
ery
perf
orm
anc
e
Un
exp
ecte
d d
em
and
patt
ern
cha
nge
s
Dem
and
usa
ge a
nal
ysis
not u
sed
to
driv
e s
tock
con
trol
rul
es
Ina
ccur
ate
fore
cast
Cu
sto
me
r ch
ange
sde
live
ry le
ad
tim
es
Cus
tom
er c
ha
nges
ord
ere
d q
uan
tity
Cu
sto
me
r ch
an
ges
pro
duct
ord
ere
d
Cu
sto
me
r ch
ang
essp
ecifi
ed
leve
l of
qual
ity
Cu
sto
me
r de
sig
nch
ang
es d
uri
ng
afte
r p
lan
nin
g
Inte
rnal
de
sig
nch
ang
es d
urin
g
afte
r p
lan
nin
g
Abs
ente
eis
m
Sch
edul
ew
ork
-to
-lis
t no
t fo
llow
ed
Lac
k of
ski
lla
vaila
bili
ty
La
bour
ove
rloa
d
Ma
tern
ity
Sic
kne
ss
Hol
iday
Sch
edul
e
wor
k-to
-list
not
pro
du
ced
Sch
ed
ule
w
ork-
to-li
st n
otco
ntr
olle
d
Sch
edu
lew
ork
-to-
list p
rod
uced
bu
tno
t ava
ilab
le to
lab
our
Un
pla
nne
dm
achi
ne
dow
ntim
e
Ma
chin
e o
verl
oad
Idle
mac
hin
ew
aiti
ng
for
reso
urce
s
Item
s m
issi
ngin
BO
M
Inse
cure
stor
es
Poo
r tr
ansa
ctio
nre
cord
ing
Inh
ere
ntsh
ort
age
of
skill
ed la
bou
r
Une
xpe
cte
dde
ma
nd fo
rp
artic
ula
r sk
ill
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
che
dulin
gof
ma
chin
e)
Un
exp
ecte
du
rgen
tch
ange
s to
sche
dule
(M
ach
ine
ass
ign
men
t)
Re
ject
ed
by q
ual
ity
Del
iver
ed w
ithsh
ort
age
s
Lat
e d
eliv
ery
Inco
rre
ct it
ems
supp
lied
Un
acce
pta
ble
pro
duc
t qua
lity
En
gin
eeri
ng d
esi
gn
cha
nge
s du
ring
af
ter
pro
duct
ion
Pla
nne
dm
ain
ten
ance
rep
air
time
exc
eede
d
Pla
nne
d s
et-
up
cha
nge
ove
rtim
e e
xce
eded
Bre
akd
own
Lab
our
err
or
Def
ect
ive
ra
wm
ate
rial
Ma
chin
e e
rro
r
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
ched
ulin
gof
lab
our
)
Une
xpe
cte
du
rge
ntch
ang
es to
sch
ed
ule
(La
bou
r a
ssig
nm
ent
)
Aw
aitin
g q
ualit
ycl
eara
nce
Aw
aitin
g d
espa
tch
Cu
sto
me
r d
esig
nch
ange
s d
urin
gaf
ter
pro
duct
ion
Inte
rnal
des
ign
cha
nge
s d
urin
ga
fter
pro
du
ctio
n
Wai
ting
for
insp
ect
ion
fro
mla
bou
r
Wai
ting
for
insp
ect
ion
from
me
cha
nica
lro
bot
ic d
evic
e
Wa
itin
g fo
rla
bour W
aiti
ng
for
tool
ing
Wai
ting
for
mat
eria
lin
tern
ally
su
pplie
d fr
om
oth
er w
ork
ce
ntre
d
epar
tme
nts
iteW
aitin
g fo
r m
ate
rial
ext
ern
ally
su
pplie
dfr
om
in
dep
end
ent
sup
plie
rs
subc
ont
ract
ors
Item
s on
-ho
ld(F
inan
cia
l)
Un
avai
lab
ility
of t
ran
spor
t
Aw
aitin
gb
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fig
ure
1
Ish
ikaw
ad
iagra
mo
fca
use
sand
eec
tso
fu
nce
rtai
nty
leadin
gto
FP
DL
3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

3020 S C L Koh and S M Saad
Ma
teri
al s
ho
rta
ge
sL
ab
ou
r sh
ort
ag
es
Ma
chin
e c
ap
aci
tysh
ort
ag
es
Scr
ap
Re
wo
rkF
inis
he
d p
rod
uct
com
ple
ted
-no
td
eliv
ere
d
Un
exp
ecte
du
rgen
tch
ange
s to
pro
duct
ion
sch
edu
le
Ina
ccu
raci
es
of
sto
ck r
eco
rds
App
lica
tion
of
inco
rre
ct s
tock
con
tro
l ru
les
Poo
r su
pplie
rd
eliv
ery
perf
orm
anc
e
Un
exp
ecte
d d
em
and
patt
ern
cha
nge
s
Dem
and
usa
ge a
nal
ysis
not u
sed
to
driv
e s
tock
con
trol
rul
es
Ina
ccur
ate
fore
cast
Cu
sto
me
r ch
ange
sde
live
ry le
ad
tim
es
Cus
tom
er c
ha
nges
ord
ere
d q
uan
tity
Cu
sto
me
r ch
an
ges
pro
duct
ord
ere
d
Cu
sto
me
r ch
ang
essp
ecifi
ed
leve
l of
qual
ity
Cu
sto
me
r de
sig
nch
ang
es d
uri
ng
afte
r p
lan
nin
g
Inte
rnal
de
sig
nch
ang
es d
urin
g
afte
r p
lan
nin
g
Abs
ente
eis
m
Sch
edul
ew
ork
-to
-lis
t no
t fo
llow
ed
Lac
k of
ski
lla
vaila
bili
ty
La
bour
ove
rloa
d
Ma
tern
ity
Sic
kne
ss
Hol
iday
Sch
edul
e
wor
k-to
-list
not
pro
du
ced
Sch
ed
ule
w
ork-
to-li
st n
otco
ntr
olle
d
Sch
edu
lew
ork
-to-
list p
rod
uced
bu
tno
t ava
ilab
le to
lab
our
Un
pla
nne
dm
achi
ne
dow
ntim
e
Ma
chin
e o
verl
oad
Idle
mac
hin
ew
aiti
ng
for
reso
urce
s
Item
s m
issi
ngin
BO
M
Inse
cure
stor
es
Poo
r tr
ansa
ctio
nre
cord
ing
Inh
ere
ntsh
ort
age
of
skill
ed la
bou
r
Une
xpe
cte
dde
ma
nd fo
rp
artic
ula
r sk
ill
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
che
dulin
gof
ma
chin
e)
Un
exp
ecte
du
rgen
tch
ange
s to
sche
dule
(M
ach
ine
ass
ign
men
t)
Re
ject
ed
by q
ual
ity
Del
iver
ed w
ithsh
ort
age
s
Lat
e d
eliv
ery
Inco
rre
ct it
ems
supp
lied
Un
acce
pta
ble
pro
duc
t qua
lity
En
gin
eeri
ng d
esi
gn
cha
nge
s du
ring
af
ter
pro
duct
ion
Pla
nne
dm
ain
ten
ance
rep
air
time
exc
eede
d
Pla
nne
d s
et-
up
cha
nge
ove
rtim
e e
xce
eded
Bre
akd
own
Lab
our
err
or
Def
ect
ive
ra
wm
ate
rial
Ma
chin
e e
rro
r
MR
P p
lan
ove
rlo
ad(I
nfin
ite s
ched
ulin
gof
lab
our
)
Une
xpe
cte
du
rge
ntch
ang
es to
sch
ed
ule
(La
bou
r a
ssig
nm
ent
)
Aw
aitin
g q
ualit
ycl
eara
nce
Aw
aitin
g d
espa
tch
Cu
sto
me
r d
esig
nch
ange
s d
urin
gaf
ter
pro
duct
ion
Inte
rnal
des
ign
cha
nge
s d
urin
ga
fter
pro
du
ctio
n
Wai
ting
for
insp
ect
ion
fro
mla
bou
r
Wai
ting
for
insp
ect
ion
from
me
cha
nica
lro
bot
ic d
evic
e
Wa
itin
g fo
rla
bour W
aiti
ng
for
tool
ing
Wai
ting
for
mat
eria
lin
tern
ally
su
pplie
d fr
om
oth
er w
ork
ce
ntre
d
epar
tme
nts
iteW
aitin
g fo
r m
ate
rial
ext
ern
ally
su
pplie
dfr
om
in
dep
end
ent
sup
plie
rs
subc
ont
ract
ors
Item
s on
-ho
ld(F
inan
cia
l)
Un
avai
lab
ility
of t
ran
spor
t
Aw
aitin
gb
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fin
ish
edP
rod
uct
sD
eliv
ered
Lat
e
Fig
ure
1
Ish
ikaw
ad
iagra
mo
fca
use
sand
eec
tso
fu
nce
rtai
nty
leadin
gto
FP
DL
3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

3021Diagnosing uncertainty in ERP environments
L
ate
de
live
ry t
o c
ust
om
er
Ma
teria
l sh
ort
ag
es
La
bo
ur
sho
rta
ge
sM
ach
ine
ca
pa
city
sho
rta
ge
sS
cra
pR
ew
ork
Fin
ish
ed
pro
du
ct c
om
ple
ted
-no
td
eliv
ere
d
Po
or
sup
plie
rd
eliv
ery
pe
rfo
rma
nce
Ina
ccu
raci
es
of
sto
ck r
eco
rds
Ap
plic
ati
on
of
inco
rre
ct s
tock
co
ntr
ol r
ule
s
Un
exp
ect
ed
u
rge
nt
ch
an
ge
s to
pro
du
ctio
nsc
he
du
le
Un
exp
ec
ted
de
ma
nd
pat
tern
cha
ng
es
De
ma
nd
usa
ge
an
aly
sis
no
t u
sed
to
dri
ve s
tock
con
tro
l ru
les
Ina
ccu
rate
fo
reca
st
Cu
sto
me
r ch
an
ge
sd
eliv
ery
lea
d t
ime
s
Cu
sto
me
r ch
an
ge
so
rde
red
qu
an
tity
Cu
sto
me
r ch
an
ge
spr
od
uct
ord
ere
d
Cu
sto
me
r ch
an
ge
ssp
eci
fied
leve
l of
qu
alit
yC
ust
om
er
de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
lan
nin
g
Inte
rna
l de
sign
cha
ng
es
du
rin
g
aft
er
pla
nn
ing
Ab
sen
tee
ism
Sch
ed
ule
w
ork
-to
-lis
t n
ot
follo
we
d
La
ck o
f sk
illa
vaila
bili
ty
La
bo
ur
ove
rlo
ad
Ma
tern
ity
Sic
kne
ss
Ho
liday
Sch
ed
ule
wo
rk-t
o-
list
no
t p
rod
uce
d
Sch
ed
ule
wo
rk-t
o-
list
no
t co
ntr
olle
d
Sch
ed
ule
wo
rk-t
o-
list
pro
du
ce
d b
ut
no
t a
vaila
ble
to
lab
ou
r
Unp
lann
ed
ma
chin
ed
ow
ntim
e
Ma
chin
eo
ve
rlo
ad
Idle
ma
ch
ine
wa
itin
g f
or
reso
urc
es
Ite
ms
mis
sin
g in
BO
M
Inse
cure
sto
res
Po
or
tra
nsa
ctio
nre
cord
ing
Inh
ere
nt
sh
ort
ag
eo
f sk
ille
d la
bo
ur
Un
exp
ect
ed
de
ma
nd
fo
rp
art
icu
lar
skill
MR
P p
lan
ove
rlo
ad
(In
finit
e s
che
du
ling
of
ma
chin
e)
Un
exp
ec
ted
urg
en
tch
an
ge
s to
sch
ed
ule
(M
ach
ine
ass
ign
me
nt)
Re
ject
ed
by
qu
alit
y
De
live
red
with
sho
rta
ge
s
La
te d
eliv
ery
Inco
rre
ct it
em
ss
up
plie
d
Un
acc
ep
tab
lep
rod
uct
qu
alit
y
En
gin
ee
rin
gd
es
ign
cha
ng
es
du
rin
ga
fte
rp
rod
uct
ion
Pla
nn
ed
ma
inte
na
nc
er
ep
air
time
exc
ee
de
d
Pla
nn
ed
se
t-u
p
cha
ng
eo
ver
time
exce
ed
ed
Bre
akd
ow
n
La
bo
ur
err
or
De
fect
ive
ra
wm
ate
ria
l
Ma
chin
e e
rro
r
MR
P p
lan
ov
erl
oa
d(I
nfi
nite
sch
ed
ulin
go
f la
bo
ur)
Un
exp
ect
ed
urg
en
tch
an
ge
s to
sch
ed
ule
(L
abo
ur
ass
ign
me
nt)
Aw
aiti
ng
qu
alit
ycl
ea
ran
ce
Aw
aiti
ng
de
spa
tch
Cu
sto
me
r d
es
ign
cha
ng
es
du
rin
g
aft
er
pro
duc
tion
Inte
rna
l de
sig
nch
an
ge
s d
uri
ng
a
fte
r p
rod
uctio
n
Wa
itin
g f
or
insp
ec
tion
fro
mla
bo
ur
Wa
itin
g f
or
insp
ec
tion
fro
mm
ech
an
ica
lro
bo
ticd
evi
ce
Wa
itin
g f
or
lab
ou
r
Wa
itin
g f
or
too
ling
Wai
ting
fo
rm
ate
ria
l in
tern
ally
sup
plie
d f
rom
oth
er
wo
rk c
en
tre
d
ep
art
me
nt
site
Wai
ting
fo
rm
ate
ria
l ext
ern
ally
su
ppl
ied
fro
min
de
pe
nd
en
tsu
pp
liers
su
bc
on
tra
cto
rs
Ite
ms
on
-ho
ld(F
ina
nci
al)
Un
ava
ilab
ility
of
tra
nsp
ort
Aw
aitin
g b
ala
nce
of
ord
er
See
kin
gco
nce
ssio
n
Lev
el 0
pe
rfor
man
ce m
easu
re
Lev
el 1
st
rand
s
Lev
el 2
Lev
el 3
un
derl
ying
ca
uses
Fin
ish
ed P
rod
uct
s D
eliv
ered
Lat
e
Fig
ure
2S
tru
cture
of
the
busi
nes
sm
od
el
A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

A multi-product multi-level dependent demand simulation model controlled byPOR has been developed in SIMAN V for this purpose The data used for thesimulation studies were gathered from a commercial transformer manufacturerwho uses a proprietary ERP system for production planning and scheduling Tenproducts were modelled which consist of three runners four repeaters and threestrangers deregned by Parnaby (1988) di erentiated in Time Between Orders for creat-ing a mixed demand patterns environment The products consist of up to regve BOMlevels and a total of 434 di erent parts were purchased and manufactured An MPScovering two yearsrsquo demand was prepared for these products and run through acommercial ERP system resulting in POR data for some 50 000 batches (parts)with 60 for purchase and 40 for manufacture
These POR data control all purchasing and manufacturing start times by usingthe planned release times of the batches As the POR were generated based on thedependency within each productrsquos BOM which implies that parent assembly cannotstart until all child parts are available the parent and child relationship has implicitlybeen modelled The only time when this dependency would be displaced is wheneverdelay (uncertainty) is applied Within the MRP logic of inregnite capacity this type ofdisplacement will never occur Within a regnite capacity environment (simulation) thistype of displacement will occur and hence this dependency has to be designed Thisimplies that work will be held in a queue and cannot be started when the resourcesrequired are not available A second constraint was incorporated in the simulationmodel to model the dependent demand logic within MRP work cannot be startedwhen the planned release time is not reached
The simulation model logic was derived from the concept of the parent andchild relationship within MRP Under this logic a parent part cannot be startedfor manufacture until all required child parts are available required resources areavailable and the planned release time is reached A child part cannot be started forpurchase or manufacture until required resources are available and the plannedrelease time is reached These are the rules governing work release on dependencyupon resources availability and MRP logic Figure 3 shows the simulation modellogic
The entire POR regle was ranked in ascending order by release time and then bypart number Each individual POR record was read into the simulation model inorder and was regrst recognized as either a child or parent part A parent part will berouted into a queue to wait for all required child parts A child part will be routed forprocessing either purchase or manufacture Whenever a child part is completed asearch algorithm will then be carried out at its parentrsquos queue verifying the parentand child relationship As it could be more than a child part required by a parentpart an evaluation will be made to assess whether all child parts are present Onlywhen this condition is met can the parent part be released otherwise it remains in thequeue Upon completion of operations for parent parts it was established whetherthe part is a regnished product A regnished product leaves the system otherwise itreturns to the queue
To illustrate the implementation of the simulation logic in SIMAN V reggure 4shows the use of relevant subroutines variables and attributes in a macrow diagramThe detailed simulation sub-models logic in SIMAN V is shown in reggure 5
For verifying the simulation model the dynamic technique devised by Whitnerand Balci (1989) was employed This technique was applied using a single chainwithin a BOM a product and regnally the entire POR regle for debugging top-down
3022 S C L Koh and S M Saad
testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

testing bottom-up testing execution tracing stress testing and regression testing
Expected responses were obtained hence verifying the internal logic of the simula-
tion model
To validate the simulation model a commercial ERP system was used Thevalidation was carried out in two stages regrst to validate the POR input and secondly
to validate the simulation results Release times between the ERP systems and aver-
age resources utilizations between the ERP system and the simulation model were
compared for a range of batches over the entire MPS period In all cases exact
matches were found A residual of some late delivery was identireged from the simula-
tion model before uncertainty was modelled even when overall utilizations appearedadequate To validate this outcome it was expected that this late delivery would be
remacrected in MRP resources overload An analysis was carried out to identify the
parts involved and the timing of the late delivery For each part identireged routings
were established From this a total of regve resources were found to recur which were
those with the highest overall utilizations A spreadsheet was then devised to plot the
late delivery against resources utilizations from the ERP system A regve-day moving
3023Diagnosing uncertainty in ERP environments
POR
Is part aParent
Route to purchaserouting
When completesearch Parent
queue
Yes
No
Route to Parentqueue and wait
Are all childrenpresent
Route tomanufacture
routingRemain in queue
Is this afinishedproduct
No
No
Yes Yes
Deliver tocustomer
Figure 3 Simulation model logic
3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

3024 S C L Koh and S M Saad
ST
AR
T
RE
AD
PO
R
Pa
rent
(Child
ltgt
0)
SD
epende
nt
SE
TS
Pare
nts
Queue
WA
IT B
LO
CK
Child
= C
hild
- 1
Child
= 0
Sta
tion S
ET
S
Exi
tSys
tem
AS
SIG
NC
om
ple
ted
Tag
=P
are
ntT
ag
SE
AR
CH
SD
epend
ent
SE
TS
for
Pare
nt
Entit
y
DIS
PO
SE
EN
D
Ye
s
No
Route
Pare
nts
to
resp
ect
ive
SD
epende
nt
Sta
tion
s
RE
MO
VE
Pare
nt E
ntit
y fr
om
SD
epend
ent
Queue
Ye
s
No
AB
C
Fig
ure
4
Sim
ula
tion
mo
del
logic
inS
IMA
NV
3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

3025Diagnosing uncertainty in ERP environments
A
Pare
nt
(Child
ltgt
0)
Ro
ute
Pa
ren
ts t
ore
spe
ctiv
eS
De
pe
nd
en
tS
tatio
ns
AS
SIG
NN
S =
Ho
ldS
eq
AS
SIG
NN
S =
Hold
Seq
Hold
Se
q d
ete
rmin
es
the r
esp
ectiv
eS
De
pe
nde
nt S
tatio
ns
for
each
pa
rent
----
----
----
----
----
All
Pro
du
ct 1
1 e
ntit
ies
go
es
to S
Dep
end
ent1
1A
ll P
rodu
ct 1
2 e
ntit
ies
go
es
to S
Dep
end
ent1
2
All
Pro
du
ct 2
0 e
ntit
ies
go
es
to S
Dep
end
ent2
0
B
Sta
tion
SE
TS
AS
SIG
NN
S =
Pa
rtT
ype
AS
SIG
NN
S =
Pa
rtT
ype
Child
= 0Y
es
On
ce a
ll ch
ildre
n h
ave
be
en
mad
e p
are
nt
en
tity
is r
ele
ase
d fo
r pro
du
ctio
n
Be
fore
rele
asi
ng
pa
rent
en
tity
into
Sta
tion S
ET
its
rele
van
t S
eq
uen
ce N
um
ber
is r
ein
itia
ted
ie ch
ang
ing
NS
fro
m H
old
Seq
to P
art
Typ
e
C
SE
AR
CH
SD
ep
end
ent
SE
TS
for
Pa
rent
Entit
y
RE
MO
VE
Pa
ren
tE
ntit
y fr
om
SD
ep
en
den
tQ
ue
ue
SE
AR
CH
D
ep
en
den
tQS
et(
Ho
ldS
eq
)
(Co
mp
lete
dT
ag =
= P
art
Ta
g)
----
----
----
----
----
--R
EM
OV
E J
D
ep
end
entQ
Set(
Hold
Se
q)
CS
OP
--
----
----
----
----
----
SE
AR
CH
blo
ck g
oe
s th
rou
gh t
he r
esp
ectiv
eS
De
pen
den
t Q
ue
ue (
de
term
ine
d b
y ch
ildH
old
Se
q a
ttrib
ute
) O
nce c
on
diti
on is
sa
tisfie
d(c
hild
ha
s fo
und
its
pa
ren
t) q
ue
ue in
dex
of
the
pa
ren
t is
ass
ign
ed
to
se
arc
h in
dex
J
RE
MO
VE
blo
ck r
em
ove
s th
e J
ind
exe
d p
are
nt
from
its
respe
ctiv
e S
Dep
end
ent
Que
ue
(de
term
ine
d b
y H
old
Se
q a
ttri
bu
te)
and
go
es
toLa
be
l CS
OP
(C
he
ck S
tatu
s o
f P
are
nt)
Fig
ure
5
Sim
ula
tion
sub
-mo
del
slo
gic
inS
IMA
NV
average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

average was then calculated This reggure was selected to remacrect typical industryplanning time buckets
The results broadly supported the expectation that the late delivery occurred inperiods when there were a number of consecutive days of resources overloadAlthough a very few anomalies occurred in the absence of the ERP system thatincludes regnite scheduling this analysis provided the highest level of validation possible
This simulation model was then used as the datum for modelling uncertainty byincorporating additional stochastic algorithms The same veriregcation technique wasdeployed and was equally successful A further validation exercise was not consid-ered necessary for two reasons First that the stochastic simulation model simplyintroduced verireged algorithms to an already validated simulation model andsecondly that no appropriate simulation model could be found for validationpurposes
4 Uncertainty screening sensitivity studies and pilot experimentsThe 23 identireged underlying causes of uncertainty were screened to ensure they
could be simulated and whether di erent uncertainties could use similar simulationmodelling techniques Table 1 shows the simulation groups and the uncertainties towhich they relate
3026 S C L Koh and S M Saad
Simulation technique Uncertainty
Cycle time increment Late delivery from suppliersInsecure storesPlanned set-up or change-over times exceededWaiting for laboursWaiting for toolingWaiting for inspection laboursWaiting for materials internally suppliedUnexpected demand for particular skills (Labour)
Batch size increment Unexpected or urgent changes to schedule a ectingmachinesUnexpected or urgent changes to schedule a ecting labours
Change to queuing rule Schedules or work-to-lists not controlledSchedules or work-to-lists not produced
Mean Time Between Machine breakdownsFailuresMean Time ToRepair (MTBFMTTR)
Alternative routing Customer design changes
Probability (Passfail) Labour errorsDefective raw materialsMachine errorsItems on-hold (Financial)Unavailability of transportsSeeking concessionsAwaiting balance of orders
Use of commercial ERP MRP planned overload (Inregnite scheduling of machines)systems MRP planned overload (Inregnite scheduling of labours)
Table 1 Groups of simulation techniques with associated uncertainties
A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

A total of ten uncertainties either do not a ect the manufacturing cycle as they
occur after product completion were not considered suitable for modelling within
the practical limits of this research or else were identireged as a proxy for other un-
certainties already simulated and could be discarded from further detailed study Afurther two uncertainties had already been modelled within the ERP system and could
also be excluded A total of 11 uncertainties remained to be simulated both discretely
and in combination Table 2 lists all 13 uncertainties modelled and their codes
Sensitivity studies were performed to identify suitable settings for simulating each
uncertainty These were carried out on the basis that the settings were chosen based
upon their measurability and realismDual performance measures namely FPDL and PDL were examined FPDL
measures as a percentage of regnished products delivered late from all products due
in any time period while PDL measures as a percentage of parts delivered late from
all parts due in any time period FPDL is a remacrection of the e ects of all uncertainties
combined and hence it is purely cumulative and less sensitive in analysing the con-
tribution made by particular uncertainties PDL provides a more sensitive indicator
of the e ects of uncertainty on individual piece parts Figure 6 shows a simple BOMas an example for the use of FPDL and PDL
3027Diagnosing uncertainty in ERP environments
Code Uncertainty
LDFS Late delivery from suppliersINST Insecure storesSWTLNC Schedules or work-to-lists not controlledUCSL Unexpected or urgent changes to schedule a ecting laboursUCSM Unexpected or urgent changes to schedule a ecting machinesPSTE Planned set-up or change-over times exceededMBD Machine breakdownsWFL Waiting for laboursWFT Waiting for toolingCDC Customer design changesWFIL Waiting for inspection laboursPOL MRP plan overload (Inregnite scheduling of labours)POM MRP plan overload (Inregnite scheduling of machines)
Uncertainty modelled in an ERP system
Table 2 Uncertainties modelled with associated codes
Level No0
1
2
3
Key
10006 Wire kit (2) 10007 Tape kit (2)
Part No description (quantity per unit)
10001 Heavy duty transformer (1)
10002 Case subassembly (1) 10003 Ballast subassembly (1)
10008 Rivet kit (1) 10009 Enclosure (1) 10004 Ballast thermal fuse (1) 10005 Coil (2)
FPDL
PDL
Figure 6 A simple BOM showing the use of FPDL and PDL
If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

If part number 10006 is delivered late and no slack exists to recover the latenessthen it will also cause part numbers 10005 10003 and the regnal product 10001 to belate The e ect will be 444 PDL (as there are nine parts) If FPDL is measured thee ect is 100 Thus irrespective of the number of parts late in a single BOM noincrease in FPDL can result FPDL is therefore seen to be a dampened measure andhence misleading when establishing which uncertainties are signiregcant PDL on theother hand measures the precise e ect of individual or combined uncertainties to amuch higher level of sensitivity and is therefore adopted in the simulation studies
Pilot experiments were then carried out to establish the signiregcance of the 11uncertainties ANOVA results from the pilot experiments showed that there is sig-niregcant evidence at 95 conregdence level that late delivery from suppliers (LDFS)insecure stores (INST) planned set-up or change over times exceeded (PSTE)machine breakdowns (MBD) waiting for labours (WFL) waiting for tooling(WFT) unexpected or urgent changes to schedule a ecting machines (UCSM) andcustomer design changes (CDC) a ect PDL Therefore these uncertainties would beexamined in detail and hence the simulation results used for validating the businessmodel
5 Uncertainty modelling algorithmsThe modelling algorithms together with the settings used for the eight uncertain-
ties identireged from the pilot experiments will be discussed in this section Table 3shows the settings for each level of uncertainty simulated
LDFS was modelled with a discrete probability distribution applied to a randomselection of purchased parts only The probability distribution was programmed interms of frequency and magnitude Frequency specireges the percentage of batchesthat were subjected to LDFS while magnitude specireges the times delay (minutes) foreach a ected batch The algorithm then o sets the planned release time by theminutes delay experienced The e ect of this algorithm was that all a ected pur-chased parts exceed their due date with subsequent delays for parent parts Formodelling INST an almost identical algorithm was used with the exception thatboth purchased and manufactured parts were subjected to this uncertainty
PSTE only directly a ects resources that include a set-up time and it was mod-elled with a discrete probability distribution to randomly delaying operations carriedout on those resources The e ect of this algorithm was that most a ected partsexceed their due date with subsequent delays for parent parts although it waspossible that some slack exists within the lead-time resulting in no overall delay
MBD was modelled by deregning Mean Time Between Failures (MTBF) andMean Time To Repair (MTTR) for assigned machines This results in stoppage ofcurrent work and hence late delivery causing subsequent delays to parts in the queueof the a ected resources and all associated parent parts Time-based distributionswere applied to model MTBF and MTTR and each was modelled with exponentialand gamma distributions respectively Only those resources with high utilizationswere subjected to MBD in order to increase the responses of the simulation modelLow utilizations resources would have slack time available and hence such break-downs would not result in late delivery
Again a discrete probability distribution was applied to model WFL as well asWFT The same rules applied for modelling INST were applied here with theexception that only manufactured parts were subjected to WFL WFT uses the
3028 S C L Koh and S M Saad
same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

same algorithm apart from the fact that only batches require tooling would be
randomly subjected
UCSM was modelled using a batch size multiplier coe cient applied to manu-
factured parts from a selection of orders for repeaters products with machines con-
tent Only repeaters products were subjected to this uncertainty as runners would be
very tightly controlled and strangers being irregular in nature were assumed not tobe subjected to volume changes after MRP had been run The algorithm regrst iden-
tireges selected order numbers and associated part numbers having machines content
The batch size multiplier coe cient was then executed to increase the planned batch
size by a chosen factor
CDC was modelled with a discrete probability distribution without specifying
any magnitude of delay at the outset Alternative routings were designed for a ected
manufactured parts that corresponding to the additional operations required whensuch changes occur It was assumed that purchased parts subjected to such changes
would be available when required A frequency was modelled to decide which route
3029Diagnosing uncertainty in ERP environments
Levels settingsUncertainty
code 1 2
LDFS Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
INST Discrete probability distributionFrequencyˆ 2 Frequencyˆ 2
Magnitudeˆ 480 min Magnitudeˆ 1440 min
PSTE Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
MBD MTBF Exponential distributionBRKPRS ˆ 60 000 min
CLR ˆ 24000 minWELD ˆ 30 000 min
MTTR Gamma distributionBRKPRS ˆ (300 min 2) BRKPRS ˆ (1200 min 2)
CLR ˆ (120 min 2) CLR ˆ (1200 min 2)WELD ˆ (150 min 2) WELD ˆ (1200 min 2)
WFL Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 15 min Magnitudeˆ 240 min
WFT Discrete probability distributionFrequencyˆ 5 Frequencyˆ 5
Magnitudeˆ 30 min Magnitudeˆ 480 min
UCSM Batch size multiplier coe cient ˆ 100Orders a ected ˆ 1 Orders a ectedˆ 10
CDC Discrete probability distributionFrequencyˆ 4 Frequencyˆ 10
Table 3 Uncertainty levels settings
should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

should be taken Only repeaters and strangers were directly a ected as it wasassumed that changes to runners would occur as part of a formal design changeprocedure and not have immediate e ect
6 Experiments results analysis and discussionsUsing the uncertainty modelling algorithms and settings experiments were
designed and run A fractional factorial design with resolution VIII conreggurationwas used which has resulted in 128 experiments for eight uncertainties each with twolevels Pegden et al (1995) stated that with data that may not be normally distrib-uted increasing the number of replications to ten would ensure that results would beapproximately normal This reggure was chosen for an initial pilot run for all experi-ments The distributions resulting from the pilot run were then analysed to establishthe conregdence intervals achieved as measured by the half-widths (h) of the student tdistribution The formula applied to achieve this is shown in equation (1)
h ˆ t1iexclnot=2niexcl1
Shellipxdaggern
p hellip1dagger
where
h is the distribution half-widtht1iexclnot=2niexcl1 is the standard deviate in t-distribution for not conregdence level
Shellipxdagger is an unbiased estimator of the standard deviationn is the number of replications
From the analysis it could be established whether any further replications wererequired to ensure an acceptable level of h value considered to be less than 5 of thesample mean (Saad 1994) The conregdence level was set in all cases to 95 Tocalculate the number of further replications required equation (2) was applied
n para nh
h
sup3 acute2
hellip2dagger
where
n is the total replications requiredn is the initial number of replicationsh is the initial calculated half-width for n replications
h is the desired distribution half width
This has resulted in a total of 254 additional replications which together with allsimulation results were then analysed To visualize the responses of the levels set-tings the average values of FPDL and PDL against the low and high levels settingsfor these uncertainties were plotted Figures 7 and 8 show the plots
It can be seen that changing the levels of MBD resulted in the biggest changes ofresponses to FPDL and PDL This has given a strong inclination that the e ect fromMBD to delivery performance might be signiregcant However only small incrementalresponses were observed from di erent level settings of INST PSTE WFL WFTand CDC Their e ect might not be signiregcant Larger incremental responses toFPDL and PDL from LDFS and UCSM were found suggesting that their e ectcould be signiregcant
3030 S C L Koh and S M Saad
To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

To establish a clear di erentiation between the e ects of the uncertainties from
these responses ANOVA was carried out to identify whether there is any signiregcantevidence that the uncertainties modelled a ect delivery performance PDL was used
in ANOVA because as already discussed in section 4 it is a sensitive indicator A
95 conregdence level was adopted which implies all uncertainties with p values less
or equal to 005 being signiregcant Experiment design in resolution VIII conreggurationensures up to three-way interactions are not confounded with each other Therefore
higher-order interactions were excluded from the analysis
3031Diagnosing uncertainty in ERP environments
Low
Hig
h
PS
TE WFL W
FT CD
C
INS
T
UC
SM
LDFS M
BD
012345
6
7
89
10
Levels
Uncertainties
Figure 7 Responses of uncertainties to PDL
Low
Hig
h
INS
T
PSTE W
FL WFT CD
C
UC
SM
LDFS M
BD
0
10
20
30
40
50
60
Levels
Uncertainties
Figure 8 Responses of uncertainties to FPDL
Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

Uncertainties a ecting PDL with signiregcant evidence were asterisked in allANOVA tables Table 4 shows the header and footer summary output fromANOVA of the simulation results A total of 1534 replications for the experimentswere run and analysed
61 Main e ectsThe main e ects analysis reveals the individual e ect of uncertainty to PDL The
main e ects results from ANOVA are shown in table 5 There was signiregcant evi-dence that LDFS MBD UCSM and CDC a ect PDL
Whenever any delay a ects a part within a BOM it would be propagated upthrough the BOM chain to cause additional lateness unless slack exists to recover thedelay The extent of lateness and the number of parts a ected would depend uponthe BOM level at which the uncertainty applied The term knock-on e ects wascoined to explain this phenomenon Where a delay occurs on a resource it a ectsnot only the batch being processed but also every batch held in the queue for theresource This queue could contain batches from a number of di erent BOMs thusdelays could be propagated across products which would create consequent knock-on e ects in the products concerned unless slack exists to recover the delay The termcompound e ects was coined to explain this phenomenon Details of both e ects canbe found in Koh et al (2001)
When LDFS transpires the purchase part a ected directly will be recorded asPDL Within a multi-level dependent demand ERP-controlled manufacture delay atthe lower level in the BOM chain will have a knock-on e ect to the higher level Thegreater is the rsquowhere-usedrsquo of an a ected part the larger is the knock-on e ect andhence the higher is the PDL Within any typical BOM purchase parts tend to be at
3032 S C L Koh and S M Saad
Sum of square Degree of Mean square F p
Source (SS) freedom (df) (MS) (MSMSerrordagger (Ftable lt Fobserveddagger
Corrected model 57 225029 92 622011 98463 0000
Intercept 149609592 1 149 609592 23 682779 0000
Error 9 103130 1441 6317
Total 256965068 1534
Corrected total 66 328159 1533
Table 4 Header and footer summary output from ANOVA
Source SS df MS F p
LDFS 3705849 1 3705849 586626 0000INST 19618 1 19618 3105 0078PSTE 6953 1 6953 1101 0294MBD 50881286 1 50881286 8054365 0000WFL 0240 1 0240 0038 0846WFT 0532 1 0532 0084 0772UCSM 378375 1 378375 59896 0000CDC 53634 1 53634 8490 0004
Signiregcant uncertainty at p lt 005
Table 5 Main e ects results from ANOVA
lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

lower levels resulting in a maximum knock-on e ect When a delayed part even-tually arrives it could a ect subsequent processing depending upon resource loadingat that time causing a secondary compound e ect Thus LDFS is found to besigniregcant
MBD results in machine stoppage Although the direct e ect is on parts pro-cessed at the a ected machine parts from several di erent products that are in thequeue when the event occurs will be delayed As prediction on parts that are going tobe in the queue of a broken machine in the future is di cult the consequence is moreimmense than from a knock-on e ect MBD produces compound then knock-one ects to PDL Those parts either in-processed andor in the queue of the brokenmachine will be recorded as PDL In addition their parent parts will also be delayeddue to the knock-on e ect causing multiple parts to be recorded as PDL Thispersists until the backlog is cleared These e ects have signiregcantly resulted inhigh PDL and therefore MBD was found to be signiregcant
Batch size increment for UCSM causes an extended stay within all resourcesvisited This primarily results in unexpected resources unavailability for otherbatches requiring the same resources thus inducing compound e ects When thesee ects take place it will consequently induce secondary knock-on e ects as parentparts will be started late The e ects are identical with MBD but the level of sig-niregcance was not as strong as with MBD
Additional operations of CDC have resulted in a signiregcant e ect to PDLalthough only some small incremental responses were identireged This reinforcedthe importance of statistical analysis to clarify this doubt As some resource capacityis unexpectedly consumed resource unavailability has delayed the scheduled orderand is therefore creating a queue Parts in the queue are unpredictable hence result-ing in compound e ect Consequently the timeliness of parent parts of the delayedparts will also be a ected In short CDC produces compound then knock-on e ectsto PDL
62 Two-way interactionsTwo-way interactions analysis reveals dual uncertainties that result in additional
e ect to PDL when interacting with one another It is important not only to under-stand that PDL will be increased due to their interactive e ects but also to be awareof the condition when they could interact The two-way interactions results fromANOVA are shown in table 6 It was identireged with signiregcant evidence that onlytwo two-way interactions namely LDFSMBD and MBDUCSM result in addi-tional e ects to PDL
Having identireged these interactions it was required to consider whether theycould logically be correct or whether they were the result of a statistical macruke
Interactions between LDFS and MBD could only happen when the former werefollowed by the latter On its own LDFS would result in knock-on e ects primarilybut the a ected parent batch could also experience MBD which would occur in thesame BOM chain and hence create additional compound and knock-on e ectsAlthough LDFS only a ects the purchase part directly changes in the resourcesloading proregle could result in its interaction with MBD When the a ected partultimately arrives the resources loading proregle will be di erent to what it used tobe MBD could occur in the new proregle subsequently resulting in their parent partsbeing delayed again This condition has occurred frequently and hence it was foundto be signiregcant to PDL
3033Diagnosing uncertainty in ERP environments
Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

Interactions between MBD and UCSM are logically possible when the samebatch in the same BOM chain is directly a ected at a di erent time Parts thatwere a ected by UCSM would have been delayed If they were routed to a machinewhich was broken then a second delay was applied
63 Three-way interactionsThree-way interactions analysis reveals uncertainty that results in an
additional e ect to PDL when there is an interaction with two otheruncertainties If there was no signiregcant evidence to show that the main e ects ofthe uncertainties are likely to a ect PDL then this does not imply that inter-actions with other uncertainties are not likely to occur Thus it is possible tohave signiregcant evidence of interactions between uncertainties that are themselvesnot likely to result in PDL The three-way interaction results from ANOVA areshown in table 7 This was identireged with signiregcant evidence that there arefour three-way interactions namely LDFSPSTEWFL INSTMBDWFLINSTPSTEUCSM and WFLWFTUCSM result in an additional e ect onPDL
The delay of parent parts of the purchase parts that were a ected by LDFS couldeasily be delayed again by other uncertainties As the time zone changes PSTE was
3034 S C L Koh and S M Saad
Source SS df MS F p
LDFS INST 3741 1 3741 0592 0442LDFS PSTE 3500 1 3500 0554 0457LDFS MBD 238565 1 238565 37764 0000LDFS WFL 2790 1 2790 0442 0506LDFS WFT 7019E-02 1 7019E-02 0011 0916LDFS UCSM 18429 1 18429 2917 0088LDFS CDC 0304 1 0304 0048 0826INST PSTE 6159 1 6159 0975 0324INST MBD 0441 1 0441 0070 0792INST WFL 18540 1 18540 2935 0087INST WFT 8060 1 8060 1276 0259INST UCSM 7424 1 7424 1175 0279INST CDC 3170 1 3170 0502 0479PSTE MBD 0743 1 0743 0118 0732PSTE WFL 8382 1 8382 1327 0250PSTE WFT 1695 1 1695 0268 0605PSTE UCSM 7012 1 7012 1110 0292PSTE CDC 0857 1 0857 0136 0713MBD WFL 2185 1 2185 0346 0557MBD WFT 14844 1 14844 2350 0126MBD UCSM 38791 1 38791 6140 0013MBD CDC 6730 1 6730 1065 0302WFL WFT 5890E-02 1 5890E-02 0009 0923WFL UCSM 12627 1 12627 1999 0158WFL CDC 12763 1 12763 2020 0155WFT UCSM 5120 1 5120 0810 0368WFT CDC 3107 1 3107 0492 0483UCSM CDC 13499 1 13499 2137 0144
Signiregcant uncertainty at p lt 005
Table 6 Two-way interactions results from ANOVA
3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

3035Diagnosing uncertainty in ERP environments
Source SS df MS F p
LDFS INST PSTE 3746 1 3746 0593 0441LDFS INST MBD 2905 1 2905 0460 0498LDFS INST WFL 7418 1 7418 1174 0279LDFS INST WFT 1787 1 1787 0283 0595LDFS INST UCSM 17826 1 17826 2822 0093LDFS INST CDC 0504 1 0504 0080 0778LDFS PSTE MBD 1922 1 1922 0304 0581LDFS PSTE WFL 25076 1 25076 3970 0047LDFS PSTE WFT 0120 1 0120 0019 0890LDFS PSTE UCSM 7984 1 7984 1264 0261LDFS PSTE CDC 2925 1 2925 0463 0496LDFS MBD WFL 2285 1 2285 0362 0548LDFS MBD WFT 3499E-02 1 3499E-02 0006 0941LDFS MBD UCSM 5894 1 5894 0933 0334LDFS MBD CDC 4889 1 4889 0774 0379LDFS WFL WFT 1390 1 1390 0220 0639LDFS WFL UCSM 4289 1 4289 0679 0410LDFS WFL CDC 4337 1 4337 0687 0407LDFS WFT UCSM 1072 1 1072 0170 0680LDFS WFT CDC 5557 1 5557 0880 0348LDFS UCSM CDC 2810 1 2810 0445 0505INST PSTE MBD 1149E-02 1 1149E-02 0002 0966INST PSTE WFL 5699 1 5699 0902 0342INST PSTE WFT 6791E-03 1 6791E-03 0001 0974INST PSTE UCSM 43305 1 43305 6855 0009INST PSTE CDC 3237 1 3237 0512 0474INST MBD WFL 29125 1 29125 4610 0032INST MBD WFT 1551 1 1551 0245 0620INST MBD UCSM 0309 1 0309 0049 0825INST MBD CDC 4253 1 4253 0673 0412INST WFL WFT 8392 1 8392 1328 0249INST WFL UCSM 14411 1 14411 2281 0131INST WFL CDC 7622E-02 1 7622E-02 0012 0913INST WFT UCSM 16836 1 16836 2665 0103INST WFT CDC 5130 1 5130 0812 0368INST UCSM CDC 7289E-03 1 7289E-03 0001 0973PSTE MBD WFL 9729 1 9729 1540 0215PSTE MBD WFT 2459 1 2459 0389 0533PSTE MBD UCSM 8607 1 8607 1363 0243PSTE MBD CDC 0474 1 0474 0075 0784PSTE WFL WFT 1353 1 1353 0214 0644PSTE WFL UCSM 17624 1 17624 2790 0095PSTE WFL CDC 14235 1 14235 2253 0134PSTE WFT UCSM 1964 1 1964 0311 0577PSTE WFT CDC 5912 1 5912 0936 0334PSTE UCSM CDC 7584 1 7584 1201 0273MBD WFL WFT 1766 1 1766 0280 0597MBD WFL UCSM 0779 1 0779 0123 0726MBD WFL CDC 6426 1 6426 1017 0313MBD WFT UCSM 2190 1 2190 0347 0556MBD WFT CDC 5017 1 5017 0794 0373MBD UCSM CDC 0179 1 0179 0028 0866WFL WFT UCSM 30846 1 30846 4883 0027WFL WFT CDC 9779 1 9779 1548 0214WFL UCSM CDC 8887 1 8887 1407 0236WFT UCSM CDC 2675 1 2675 0424 0515
Signiregcant uncertainty at p lt 005
Table 7 Three-way interactions results from ANOVA
found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

found to be interactive because the set-up or changeover routine will be distorted andwill therefore result in a further delay at the machine-oriented resources This con-dition invited WFL to occur because labour that was scheduled to work on the partswill now not be available as it will be working on other parts that are on scheduleInteractions between LDFS PSTE and WFL were found to be frequently occurringand hence producing signiregcant additional e ects on PDL Note that both PSTE andWFL are themselves not signiregcant but create a signiregcant interactive e ect
INST was found to be not signiregcant in the main e ects analysis INSC has thesame type of knock-on e ect as LDFS with the extension that it also a ects man-ufactured parts Delays resulting from INST at the parts a ected or parent partswere found to be exacerbated by PSTE and UCSM The same condition for theabove discussion of interactive e ects from LDFS and PSTE can be applied here Itwas found that if the delayed parts whether they have been a ected directly orindirectly are a ected also by UCSM a signiregcant additional PDL wouldbe recorded As UCSM itself is signiregcant and produces a compound e ect thesigniregcant interactions found between INST PSTE and UCSM is not surprising
Delays resulting from INST at parts a ected or parent parts were found to beexacerbated this time by MBD and WFL When the delayed parts are routed to abroken machine or are being processed by a not-yet broken machine then additionalPDL will be recorded These delays will result in labour that was scheduled to beconsumed now being allocated to other on-scheduled work therefore producing theWFL e ect The interactions between INST MBD and WFL were found to producesigniregcant additional e ects on PDL
When WFL and WFT a ect the same part twice at a di erent time additionalPDL will be recorded This could easily happen because completions of all manu-facture orders require inputs from labour and tools If UCSM also a ects the partsthen further delay will result due to resource unavailability Since the frequency ofthis condition was found to be high interactions between WFL WFT and UCSMproduced a signiregcant additional e ect on PDL
The former three interactions each consist of primary knock-on e ects of LDFSor INST and secondary compound e ects In all cases it was logically possible foreach uncertainty to occur on the same batch within the same BOM chain whichultimately resulted in additional compound and knock-on e ects whereas the lastinteractions only consist of primary compound e ects of each and therefore thelikelihood of additional e ects on PDL would be high
64 Business model validationValidation of the business model was achieved in two stages by showing that
those underlying causes of uncertainty do a ect PDL and the higher the level ofuncertainty the worse the PDL The regrst stage sought to validate the structure of thebusiness model by proving the existence of cause-and-e ect relationships of uncer-tainties The second stage sought to validate the relationship between levels ofuncertainties and delivery performance
Since the simulation results showed that the eight uncertainties induced latedelivery the cause-and-e ect relationships were proven and hence the general struc-ture of the business model is validated However ANOVA revealed some signiregcantevidence of interactions between uncertainties These regndings do not imply that theinteractions negate the cause-and-e ect relationship rather they mean that addi-tional late delivery will occur as a result of the interactions
3036 S C L Koh and S M Saad
To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

To show that delivery performance is dependent upon the levels of uncertaintiesFPDL and PDL from the above experiments were plotted for four scenarios alluncertainties set to low levels all uncertainties set to high levels signiregcant uncer-tainties set to low with non-signiregcant uncertainties set to high levels and signiregcantuncertainties set to high with non-signiregcant uncertainties set to low levels Figure 9shows the plot for the four scenarios A proportional relationship between uncer-tainty levels and FPDL and PDL does exist hence satisfying the second stage ofvalidation It can be seen that high levels of signiregcant uncertainties produce deliveryperformances as bad as when all uncertainties were set too high
In spite of the fact that not all identireged uncertainties were modelled an ex-amination of the behaviour of the business model through simulation and validationled to a high degree of conregdence that the results and validations obtained areextendable to the entire business model
7 ConclusionsA business model to enable the underlying causes of uncertainty to be diagnosed
within an ERP-controlled manufacturing environment has been developed Thisbusiness model verireged through a comprehensive survey involving ERP users oper-ating in batch manufacture with mixed demand patterns that the structure of thecause-and-e ect relationship of uncertainty exists Validation of the business modelwas carried out via an extensive experimental programme by modelling uncertaintywithin a simulation model developed using SIMAN V that truly represents a multi-level dependent demand system with multi products and which is controlled by PORbased on planned lead times
Simulation studies were carried out amongst uncertainties namely late deliveryfrom suppliers insecure stores planned set-up or changeover times exceededmachine breakdowns waiting for labours waiting for tooling unexpected or urgentchanges to schedule a ecting machines and customer design changes identireged from
3037Diagnosing uncertainty in ERP environments
753117
9168
1846 1605
221
9107
1848
0
10
20
30
40
50
60
70
80
90
100
Alluncertainties
low
Alluncertainties
high
Significantuncertainties
low
Significantuncertainties
high
Scenario
FPDL
PDL
Figure 9 FPDL and PDL plot under four scenarios of uncertainties levels settings
the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

the pilot experiments Dual performance measures were examined and it was identiregedthat FPDL is less sensitive for measuring the e ect of uncertainty while PDL is moresensitive and hence was applied
The fractional factorial design of experiments was executed whereby the simula-tion results were analysed in ANOVA There was signiregcant evidence identireged thatlate delivery from suppliers machine breakdowns unexpected or urgent changes to
schedule a ecting machines and customer design changes a ect PDL In additionthere was also signiregcant evidence identireged that interactions between late deliveryfrom suppliers and machine breakdowns machine breakdowns and unexpected or
urgent changes to schedule a ecting machines late delivery from suppliers plannedset-up or changeover times exceed and waiting for labours insecure stores machinebreakdowns and waiting for labours insecure stores planned set-up or changeover
times exceed and unexpected or urgent changes to schedule a ecting machines andwaiting for labours waiting for tooling and unexpected or urgent changes to sche-
dule a ecting machines result in additional e ects to PDLEach uncertainty produces knock-on and compound e ects within which its
occurrences are dependent upon whether the uncertainty directly a ects a batch in
a BOM chain or a ects resource availability that could be expandable across prod-ucts
Validation of the business model was proven from the simulation results in two
stages the regrst being that all uncertainties modelled induce late delivery and thesecond being that the higher the level of uncertainties the worse the delivery per-formances
For the regrst time a validated business model for diagnosing uncertainty in ERPenvironments was developed hence enabling the underlying causes of uncertaintythat signiregcantly a ect delivery performance to be tackled systematically
AcknowledgementsThe research was partially funded by the ORS Award from the Council of Vice
Chancellors and Principals (CVCP) The authors wish to acknowledge the helpful
suggestions received from the reviewers of this paper and the editor of this journal
References
Angerosa A M 1999 The future looks bright for ERP APICS The PerformanceAdvantage October 4plusmn6
Brennan L and Gupta S M 1993 A structured analysis of material requirements plan-ning systems under combined demand and supply uncertainty International Journal ofProduction Research 31 1689plusmn1707
Byrne M D and Mapfaira H 1998 An investigation of the performance of MRP plan-ning in an uncertain manufacturing environment Proceedings of the 14th NationalConference on Manufacturing Research Derby UK pp 211plusmn216
Cox J F and Blackstone J H 1998 APICS Dictionary 9th edn (APICSETHThe educa-tional society for resource management VA USA)
Dilworth J B 1996 Operations Management 2nd edn (McGraw-Hill)Gormley J T 1998 The Chain GangETHManaging the Supply Chain A Computer and
Finance Special Report Forrester Research SeptemberGrasso E T and Taylor B W 1984 A simulation based experimental investigation of
supplytiming uncertainty in MRP systems International Journal of ProductionResearch 22 485plusmn497
3038 S C L Koh and S M Saad
Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments

Ho C J and Carter P L 1996 An investigation of alternative dampening procedures tocope with MRP system nervousness International Journal of Production Research 34137plusmn156
Ho C J and Ireland T C 1998 Correlating MRP system nervousness with forecasterrors International Journal of Production Research 36 2285plusmn2299
Ho C J Law W K and Rampal R 1995 Uncertainty dampening methods for reducingMRP system nervousness International Journal of Production Research 33 483plusmn496
Koh S C and Jones M H 1999 Manufacturing uncertainty and consequent dilemmascauses and e ects Proceedings of the 15th International Conference on ProductionResearch Limerick Ireland 1 pp 855plusmn858
Koh S C Jones M H and Saad S M 2001 Holistic modelling of uncertainty in MRPERP environments Proceedings of the 16th International Conference on ProductionResearch Prague Czech Republic
Koh S C Jones M H Saad S M Arunachalam S and Gunasekaran A 2000aMeasuring uncertainties in MRP environments Journal of Logistics InformationManagement 13 177plusmn183
Koh S C Jones M H and Saad S M 2000b Identifying and measuring underlyingcauses and e ects of uncertainty in Material Requirements Planning (MRP) environ-ments Proceedings of the Special International Conference on Production ResearchBangkok Thailand
Koh S C L Saad S M and Jones M H 2002 Uncertainty under MRP-planned manu-facture review and categorisation accepted for publication in the International Journalof Production Research
Krupp J A G 1997 Safety stock management Production and Inventory ManagementJournal 3rd quarter 11plusmn18
Mather H 1977 Reschedule the reschedules you just rescheduledETHWay of life for MRPProduction and Inventory Management Journal 18 60plusmn79
Murthy D N P and Ma L 1996 Material planning with uncertain product qualityInternational Journal of Production Planning and Control 7 566plusmn576
New C and Mapes J 1984 MRP with high uncertainty yield losses Journal of OperationsManagement 4 315plusmn330
Parnaby J 1988 A systems approach to the implementation of JIT methodologies in LucasIndustries International Journal of Production Research 26
Pegden D Shannon R E and Sadowski R P 1995 Introduction to Simulation usingSIMANC 2nd edn (McGraw-Hill)
Saad S M 1994 Design and analysis of a macrexible hybrid assembly system PhD thesisUniversity of Nottingham UK
Whitner R B and Balci O 1989 Guidelines for selecting and using simulation modelveriregcation techniques Proceedings of the 1989 Winter Simulation ConferenceWashington DC USA pp 559plusmn568
Yang C O and Pei H N 1999 Developing a STEP-based integration environment toevaluate the impact of an engineering change on MRP International Journal ofAdvanced Manufacturing Technology 15 769plusmn779
3039Diagnosing uncertainty in ERP environments