Embed Size (px)
Citation preview

1
Developing A Model-Based Software To Optimize Wheat Storage and Transportation System: A Real-World Application
Reza Zanjirani Farahania,b,c*
a Logistics & Supply Chain Researches & Studies Group, Institute for Trade Studies & Research, Tehran, Iran , Nasrin Asgaric, Hossein Hojabria and Amir Ardestani Jaafaria
b Department of Industrial Engineering, Amirkabir University of Technology, Tehran, Iran. c Centre for Maritime Studies, National University of Singapore, Singapore
Abstract
The case to be studied is a vast country with a variety of climates. Due to this diversity in climate and,
consequently, different farming conditions in different areas of the country, wheat is produced at
different times of year all over the country. Therefore, wheat production rate is not constant during this
period all over the country. Lack of balance between wheat production and consumption in different
provinces during different periods necessitates storage and transportation of wheat. In this paper, we
intend to find the answer to the following question: “How much wheat in each month of year must be
transported from each exporting province to each importing province?”
First, the case problem including assumptions, objective and constraints is comprehensively described.
Then, a Mixed Integer Programming (MIP) model is developed for the problem and run on a
commercial optimization software. Since, the model must be run each month in order to use updated
data and running time of the MIP model is not reasonable, a Genetic Algorithm (GA) is developed to
solve the real-size problem in an acceptable time. To prove the efficiency of this technique in terms of
runtime and quality of the computations, its results are compared with those of LINGO 10.00 for small-
sized and medium-sized test instances.
Keywords: Agriculture; Transportation; Inventory; Mixed Integer Programming; Genetic Algorithm.
Introduction
* Corresponding author. Fax: +65 6775 6762; Tel: +65 65165356; Email: [email protected]; [email protected]
2
The investigated case is in a vast country with a variety of climates. Due to this diversity of climate and
therefore different farming conditions in different regions of the country, wheat is produced at different
times of the year all around the country (from early spring till the middle of fall). For example, in the
south of the country, wheat is reaped at the beginning of spring, and in the northwest, it is harvested at
the middle of fall. Therefore, the wheat production rate during a year is not the same all over the
country. At the beginning of the spring, the wheat production rate is low, but in the summer, it
increases enormously, and falls again in the fall. However, wheat demand of each province is constant
all over the year, and depends on the population of the province. The lack of balance between
production and consumption of wheat in different provinces in different months of year makes storage
and transportation of wheat necessary. In some provinces, wheat production is more than the demand
for it; this surplus wheat is carried to other provinces or is stored to be used later.
In this paper, we focus on wheat transportation and inventory system. This system consists of fixed
entities such as warehouses, flour factories and routes. Warehouses in this system are demand points as
well as supply points; mobile entities of this system are a fleet of similar vehicles.
There are many research studies that can indirectly help us to realize, model and solve this problem.
For instance, transportation capacity has also been studied for multi-stage inventory systems with
deterministic and dynamic demands with finite horizon (Bregman et al., 1990). A comprehensive
literature summary of similar problems including the stochastic cases can be found in Kleywegt et al.
(2002). Z.-Farahani and Elahipanah (2008) developed and solved a bi-objective model for just-in-time
(JIT) distribution in the context of supply-chain management. They presented a comprehensive
literature in all levels of distribution in supply chain with their classifications.
Similarly there are real-world case studies in different areas of application that can help us see their
experiences. For example, De Boon (1978) has examined flower distribution and transportation
systems in the world’s first flower exporter (the Netherlands). It is notable that in this system, 200
different kinds of flower must be transported and distributed from 3500 sources to more than 1000

3
destinations. The daily input consists of 4-8 million flowers, which are sold in 4 hours through
approximately 20000 transactions each involving 1-250 bunches or boxes of flowers. Carlsson and
Rönnqvist (2007) study Södra, one of the larger Swedish forest companies, which is involved in all
stages of the wood-flow. They focus in particular on Södra Cell AB, a company within Södra, which is
responsible for pulp production. They describe the operations at Södra Cell and the decision support
tools used for supply chain planning. They describe five major projects or cases (including a new
distribution structures) which focus on improving their supply chain management and optimization.
Sousa et al. (2008) address a case study, inspired by a real agrochemicals supply chain (in UK), with
two main objectives, structured in two stages. In the first stage they redesign the global supply chain
network (including the production and distribution plan considering a time horizon of one year). In the
second stage, a short term operational model is used to test the accuracy of the derived design and plan.
If we want to find a relevant literature that is close to our case study at least from the application
point of view, we should mention Bilgen and Ozkarahan (2007). They address a blending and shipping
problem faced by a company that manages a wheat supply chain (in Turkey). The problem is
formulated as a mixed-integer linear programming model. The objective function seeks to minimize the
total cost including the blending, loading, transportation and inventory costs. Constraints on the system
include blending and demand requirements, availability of original and blended products; as well as
blending, loading, draft and vessel capacity restrictions.
However, one of the best and much related researches is Ahumada and Villalobos (2009). They
review the main contributions in the field of production and distribution planning for agri-foods based
on agricultural crops. They particularly focus on those models that have been successfully
implemented. The models are classified according to relevant features, such as the optimization
approaches used, the type of crops modeled and the scope of the plans, among many others. Through
their analysis of the current state of the research, they diagnose some of the future requirements for
modeling the supply chain of agri-foods.
4
In section 2, we describe the case characteristics in terms of outputs, assumptions, objectives,
constraints and inputs. In section 3, we develop a mathematical model based on the mentioned
characteristics in terms of sets and indices, variables, parameters and mathematical formulation
including objective functions and constraints. In section 4, the solution to the model is presented. In
section 5 we develop a genetic algorithm to solve the model and related computational results in
section 6 shows the efficiency of the developed algorithm. Implementation issues and conclusion of the
article is presented in sections 7 and 8, respectively.
Problem Definition
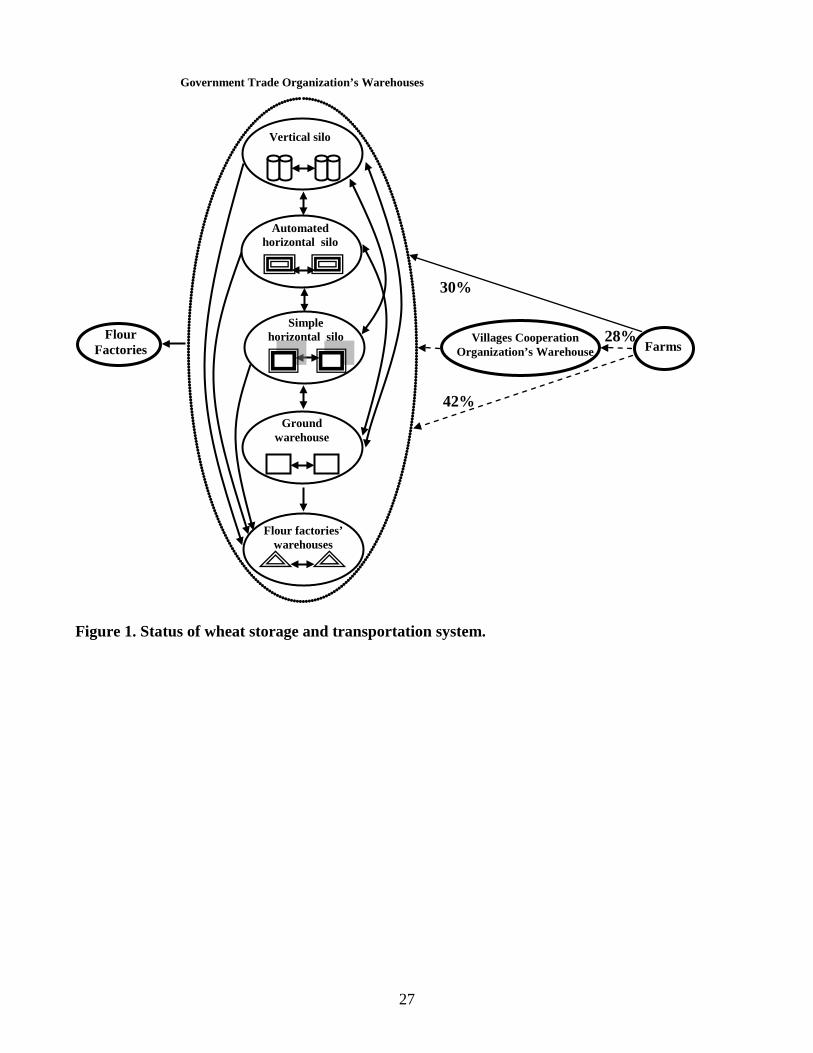
To have a better understanding of the problem we illustrate the status of the system in Figure 1. Hereby
we explain some of the notations used and the definition of the system.
Farms (F): Wheat is produced in farms; i.e. farms are where the wheat enters into the system.
Government Trade Corporation (GTC): GTC, which wants to optimize the system, is the owner of
the storage and transportation system. All system costs including coordination charges, storage costs
and transportation costs are paid by this organization.
GTC Warehouses (GTCW): GTCW stores the purchased wheat in five different types of
warehouses.
Flour Factories: These are the final consumers in the system; i.e. there is nothing left called wheat
after entering the flour factories.
Flour Factories Warehouses (FW): Flour factories have some assigned warehouses where wheat is
kept waiting to change into flour. With respect to the capacity of warehouses belonging to flour
factories, these factories are divided into three groups; small, medium and large. Since these
warehouses are fully mechanized and capable of storing wheat in good conditions, and these are the
final destination of wheat in the system, GTC can use the large-sized warehouses especially during

5
summer (peak period) and pay its rent to the related flour factory.
Villages Cooperation Organization (VCO): An organization, which is founded to facilitate
purchasing wheat from producers. Currently, due to poor planning methods of the GTC and because of
the VCO’s failure in managing the distribution and storage issues (especially in summer when we face
peak of farms’ productions), 70% of the total purchasing wheat is done by this organization and 40% of
this wheat, which is equal to 28% of total purchased wheat, is transported to the warehouses of VCO.
In Figure 2 dotted arcs show its shares. VCO's charge is paid by GTC.
VCO Warehouses (VCOW): These are some simple warehouses which belong to VCO. These
warehouses are not able to maintain wheat well enough. However, because of the high volume of the
produced wheat, especially during summer, GTCWs do not have enough capacity to hold all the
produced wheat; therefore these simple warehouses are used to store the produced wheat temporarily.
Later, when GTCWs or FWs are available, the stored wheat in VCOWs is transferred to GTCWs or
FWs; in this case, GTC should pay the rent to VCO. Currently, 40% of the whole wheat bought by
VCO is first ported to VCO warehouses and then is carried to GTCWs (Figure 2).
UnUsable Wheat (UUW): The wheat, which has not passed the sleep period yet. Newly harvested
wheat is not useable and must be stored for a period of time, named sleep period. After passing this
period, it gains the quality to be consumed; this means that the wheat which has not passed the sleep
period leads to low-quality bread and causes a lot of bread wastes.
Usable Wheat (UW): The wheat which has passed the sleep period. It means that the wheat which
has passed the sleep period has good quality to be used.
We now describe the current situation and the necessity of mentioning such problem; there are
different types of climate and, therefore, different conditions for farming in different areas of the
country. Thus, for wheat also, which is studied in this paper, we have to deal with a variety of
conditions, such as different harvest times, quality, and sleep period (the period in which wheat should
be stored after being harvested and before it can change into high-quality flour) in different parts of the
6
country. Because of different weather conditions in different months of the year, there is unevenness in
the production volume of crops in different months of the year in various parts of the country while the
consumption rate of the crops such as wheat is almost constant during a year. According to last year’s
statistics, a constant consumption rate could be considered as the average consumption rate of wheat
per person.
There are 28 provinces in the country. Each province has a different capacity for storing wheat in its
available warehouses. In some provinces, this capacity is less than the province needs, and in some
others, too much storage capacity is available. Therefore, the provinces of the country can be divided
into three groups. To meet the constant monthly demand of different parts of the country and
considering availability of limited and various amounts of wheat in different months and climates we
have to design and execute a precise and comprehensive plan for wheat transportation and storage for
all provinces. Since the problem conditions change every year, this plan should also be compatible and
flexible enough. In this part, a complete definition of the system characteristics and the problem, which
will be solved in this paper, is presented in terms of an optimization model.
Outputs
The output of the model will be as follows:
• The amount of wheat that is transported during each month of the year
• Origin and destination provinces for transportation of wheat during each month of the year
• Wheat transportation and storage cost for a year
Assumptions
The assumptions, which are considered in the model, are as follows:
• To meet the country’s demand for wheat, only the wheat grown in the country (domestic wheat)
7
is used (no wheat is imported);
• The shortest time unit considered in the problem is month;
• The production rate of wheat in farms of provinces is dynamic, and it changes every month;
• The number, place and capacity of each type of warehouse is known;
• The harvested wheat will change into high quality flour only after passing the sleep period;
• Demand of each province is met by flour factories assigned to it;
• The extra demand of each province is supplied by other provinces (the surplus wheat of each
province is carried to other provinces);
• All the wheat transported between provinces is actually transported between warehouses;
• The capacity of all vehicles used for wheat transportation is the same and constant (10-ton
trucks);
• The ton-kilometer transportation cost for each province and among the different provinces is
assumed to follow a linear function;
• GTC is charged for the costs of wheat storage (in GTCW, FW and VCOW) and also for the
transportation costs;
• All of the existing wheat in GTCWs, FWs and VCOWs of each province (in tons) at the
beginning of the first month of a year are of the type UW;
• All farms, warehouses and flour factories (consumers) of each province are viewed as a point that
is located at the capital of each province;
• The amount of wheat produced in the farms of each province and consumed in each province
during each month of year, the capacity of warehouses and the quality of the produced wheat in
each province are all assumed to be known and deterministic;
• As mentioned before, only the wheat, which has passed the sleep period, is of the quality to be
used. This sleep period is different from province to province (from 20 days up to two months)
8
based on the related geographical conditions. In this research, we assume this sleep period is
equal to one month for all of the provinces of the country. Therefore, in month t the wheat
produced in this month has not yet passed its sleep period, and, therefore, is not ready to be used,
but it can be used in month t+1.
Objective Function
The objective of this system is to minimize wheat distribution costs (including transportation cost,
storage costs and VCO charges).
Constraints
The constraints, which should be considered in the model, are as follows:
• The consumers' demand in each province must be met in every single month of year;
• Wheat must be stored for an average time of one month in order to change into high-quality flour
(sleep period);
• The strategic stock level of each province’s warehouses at the beginning of each month should
not be less than a predetermined stock level. This stock level is a coefficient of the respective
province’s consumption;
• The average quality of the new harvested wheat stored in each warehouse should not be less than
a predetermined specific quality level;
• Because of more available utilities in some warehouses (to maintain wheat in good conditions
and quality), there are some preferences in storing; GTCWs are the first, FWs are the second and
VCOW’s are the third priority for storing wheat. On the other hand, the sequence of costs of
maintaining wheat in these warehouses do not correspond to this warehouses' preference order
(FW cost>GTC cost>VCO cost)

9
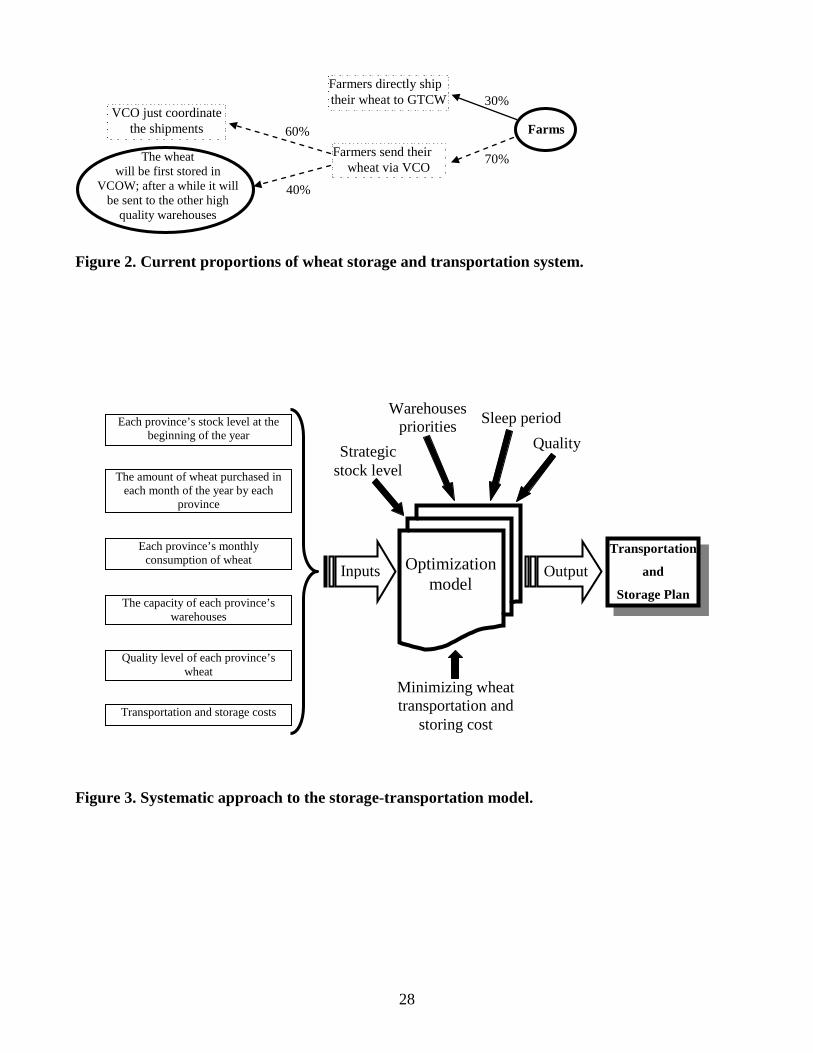
Inputs
The inputs of the system which form a basis for defining model parameters are as follows:
• Wheat transportation costs between provinces for each route and in each month of the year;
• The capacity of each province’s warehouses including GTCW, FW and VCOW;
• The predicted amount of produced wheat in each month of the year in each province;
• Each province’s wheat stock level at the beginning of the year;
• Each province’s strategic stock level;
• Each province’s monthly consumption of wheat (for the year);
• The distance between the capitals of provinces where the warehouses are located.
Figure 3 depicts outputs, objectives, constraints and inputs of the problem described.
Mathematical Model
In this part, the mathematical model developed for the whole country is described. At the end of each
year, this model is run for all provinces, the required inputs are calculated using the same year’s data
and are used by the model. First, all sets, variables and inputs of the model are defined and then the
mathematical model in close form will be presented and then fully described.
Sets and Indices
The sets and indices of the mathematical model are as follows:
M={1..12}: set of months of the year (t∈M);
P={1..28}: set of provinces (i, j∈P).
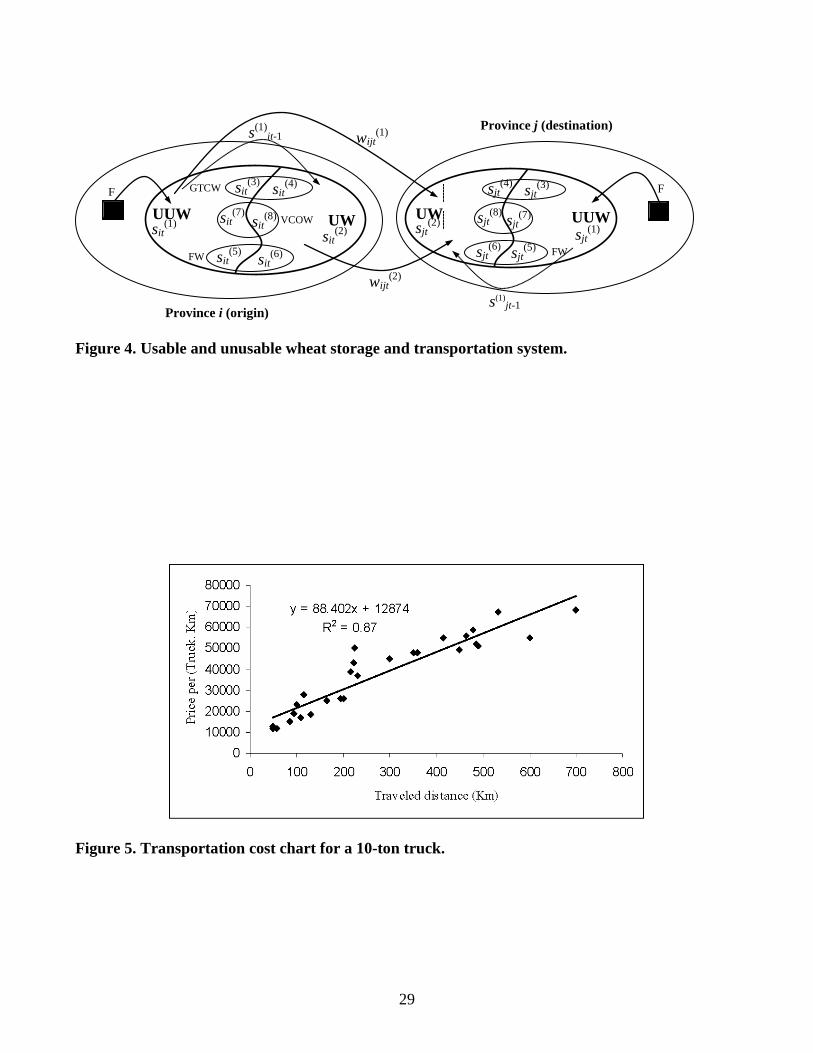
Variables
First, we define some terms which are used in the definition of variables (Figure 4). Based on the
defined outputs of the system, the variables of the model are as follows:

10
w(1)ijt : Amount of UUW transported from province i to province j in month t (i, j∈P, i≠j, t∈M);
w(2)ijt : Amount of UW transported from province i to province j in month t (i, j∈P, i≠j, t∈M);
s(1)it : Amount of UUW existing in province i in month t (i∈P, t∈M);
s(2)it : Amount of UW existing in province i in month t (i∈P, t∈M);
s(3)it : Amount of UUW stored in GTCWs of province i in month t (i∈P, t∈M);
s(4)it : Amount of UW stored in GTCWs of province i in month t (i∈P, t∈M);
s(5)it : Amount of UUW stored in FWs of province i in month t (i∈P, t∈M);
s(6)it : Amount of UW stored in FWs of province i in month t (i∈P, t∈M);
s(7)it : Amount of UUW stored in VCOWs of province i in month t (i∈P, t∈M);
s(8)it : Amount of UW stored in VCOWs of province i in month t (i∈P, t∈M);
1 If all GTCWs of province i are full in month t
0 Otherwise;
1 If all FWs of province i are full in month t
0 Otherwise;
1 If all VCOWs of province i are full in month t
0 Otherwise;
Parameters
Based on the defined inputs of the system, the parameters of the mathematical model are as follows:
f : Fixed costs of transportation (for loading and unloading) for each vehicle;
p : Variable costs of transportation for each kilometer for each vehicle;
h4 : Storage cost of each ton of wheat in a GTCW for one month;
h6 : Storage cost of each ton of wheat in a FW for one month;
h8 : Storage cost of each ton of wheat in a VCOW for one month;
y(4)it =
y(6)it =
y(8)it =
11
c(4)i : Total capacity of GTCWs in province i;
c(6)i: Total capacity of FWs in province i;
c(8)i: Total capacity of VCOWs in province i;
vi : Average monthly demand for wheat in province i;
qi: Quality of wheat grown in province i (it is a number between 1 and 3 based on the Protein content of
the wheat produced in a region; the larger this content, the higher the quality);
uit : Amount of wheat produced in the farms of province i in month t;
a : Charge paid to VCO for coordinating storage and transportation of each produced ton of wheat in
farms;
e : Capacity of wheat transporter vehicle (truck);
Q : Average quality level of wheat stored in the warehouses (a number between 1 and 3);
dij : Distance between province i and province j;
α : Coefficient of strategic stock level;
SSi: Strategic stock level for each province in each month which is a coefficient (α) of monthly wheat
consumption in each province;
β : Coefficient of VCOWs; GTC has decided that more than a minimum percent of wheat stored in the
country must be in charge of VCOW. This helps VCO have enough income to keep operating in the
system;
γ : Coefficient of VCO charge; since there are thousands of farms in each province, GTC has decided
that more than a minimum percentage of wheat produced in each province must be coordinated by
VCO to store or transport; the costs of this are paid to VCO by GTC (0≤β≤ γ≤1).
Mathematical Formulation
Hereby, the mathematical model of the system is described:

12
( ) ( ) ( )[ ]( ) ( )( )( )[ ] ∑∑∑ ∑ ∑
∑∑
∈ ∈∈ ≠,∈ ∈
)2()1(
∈ ∈
)8()7(8
)6()5(6
)4()3(4
../ . .
...
Pi Mtit
Pi ijPj Mtijijtijt
Pi Mtitititititit
uaedpfww
sshsshsshzMin
γ+++
++++++=
(1)
S.t:
MtPiwwusijPj
jitijPj
ijtitit ∈∈∀+−= ∑∑≠∈≠∈
, ,
)1(
,
)1()1( (2)
( ) MtPivwwsss iijPj
ijtijPj
jittitiit ∈≥∈∀++= ∑∑≠∈≠∈
−− 2 , -- ,
)2(
,
)2()1(1,
)2(1,
)2( (3)
( ) ( ) ( )MtPiQ
wwu
wqwqqu
ijPj ijPjijtjitit
ijPj ijPjijtijitjiit
∈∈∀≥−+
−+
∑ ∑∑ ∑
≠∈ ≠∈
≠∈ ≠∈ , .. .
, ,
)1()1(, ,
)1()1(
(4)
MtPissss itititit ∈∈∀++= , )7()5()3()1( (5)
MtPissss itititit ∈∈∀++= , )8()6()4()2( (6)
Mt Pi .vSSss iiitit ∈∈∀=≥+ ,)2()1( α (7)
MtPiyy itit ∈∈∀≤ , )4()8( (8)
MtPicsscy iititiit ∈∈∀≤+≤ , . )4()4()3()4()4( (9)
MtPiycsscy itiititiit ∈∈∀≤+≤ , . . )4()8()8()7()8()8( (10)
MtPiyy itit ∈∈∀≤ , )6()8( (11)
MtPicsscy iititiit ∈∈∀≤+≤ , . )6()6()5()6()6( (12)
MtPiycsscy itiititiit ∈∈∀≤+≤ , . . )6()8()8()7()8()8( (13)
MtPicss iitit ∈∈∀≤+ , )8()8()7( (14)
10,, )(.)( )2()1()8()7( <≤∈∈∀+≥+ ∑∑∑∑∈ ∈∈ ∈
ββ MtPissssPi Mt
ititPi Mt
itit (15)
MtPissss iiii ∈∈∀==== , 0)8(1
)7(1
)5(1
)3(1 (16)
Piyi ∈∀= 0)8(1 (17)
13
{ } MtPiyyy ititit ∈∈∀∈ , 1,0,, )8()6()4( (18)
MtPjijissssssssqqww ititititititititititijtijt ∈∈≠∀≥ ,)(, 0,,,,,,,,,,, )8()7()6()5()4()3()2()1()2()1()2()1( (19)
Hereby, the mathematical sentences are described:
Objective function (1): This objective minimizes the total costs including the wheat storing cost in
GTCWs, VCOWs and FWs as well as the wheat transportation cost between provinces in a year and
VCO charges which are paid for coordination activities of storage and transportation system. Note that
all available statistics related to transportation costs are in terms of truck.
By adding constraints (2-19), the system conditions are imposed on the mathematical model.
Constraint (2): The amount of the UUW found in province i in month t is equal to the wheat
produced in province i in month t added by UUW imported to that province in month t subtracted by
total UUW exported by that province in month t.
Constraint (3): The amount of the UW found in province i in month t is equal to the amount of UW
produced in province i in month t-1 added by UW imported to that province in month t subtracted by
the sum of total UW exported by that in month t and the average monthly demand for wheat in
province i.
Constraint (4): The government has decided that the average quality of UUW in each province i and
at each month t must be more than a predetermined quality level (here, 1.8).
Constraint (5): The total amount of UUW in each province in each month is equal to the amount of
the UUW available in GTCWs, FWs and CVOWs.
Constraint (6): The total amount of UW in each province in each month is equal to the amount of
UW available in GTCW, FW and CVOW.
Constraint (7): For strategic reasons, the wheat stored in each province in each month must be
greater than or equal to a predetermined stock level; this stock is a proportion of the monthly demand
of that province.

14
Constraints (8-10): These constraints show the preference of GTCW ratio to VCOW.
Constraints (11-13): These constraints show the preference of FW ratio to VCOW.
Constraint (14): To show capacity constraints of warehouses, we need to have some constraints as
follows:
MtPi css iitit ∈∈∀≤+ ,)4()4()3( (20)
MtPicss iitit ∈∈∀≤+ , )6()6()5( (21)
MtPicss iitit ∈∈∀≤+ , )8()8()7( (22)
Relations (20) and (21) are satisfied by (9) and (12), respectively. Therefore, relation (22) is added
to the model.
Constraint (15): This constraint represents GTC decision; GTC has decided that more than a
minimum percentage of stored wheat in the country must be in the charge of VCOW.
Constraint (16): This constraint shows that there is not any UUW in GTCW and FW at the
beginning of the year. Most of the produced wheat (more than 80%) in the country is reaped during the
first eight months of the year; therefore, all of the wheat available from last year has passed the sleep
period at the first month of current year and is of type UW (not UUW).
Constraint (17): This constraint ensures that there is no wheat in VCOW at the beginning of the
year. During the last 4 months of the year, no wheat is reaped and all the wheat stored in VCOWs is
transferred to GTCWs or FWs and at the beginning of the year there is no wheat in VCOW.
Constraints (18-19): These constraints describe the type of variables.
Solution of the Model
In this section, first we briefly explain how to calculate the model parameters. After that we focus on
solving the model using the genetic algorithm.
15
The Data
Here the method by which, the model’s parameters are calculated is described.
• Demand: Regarding annual population growth rate (g) and formula p1=p0(1+g), the demand of
the current year is equal to the last year’s demand increased by 1%;
• Wheat production rate by the farms of the provinces: It is equal to the last year’s production
increased by 7%;
• Wheat quality: It is calculated regarding different quality levels of wheat in each province and
assigning a value to the wheat produced in each province. This value is calculated by agricultural
laboratory based on the protein in the wheat of each province;
• Strategic stock level in each province: It is a safety stock that is equal to a coefficient (α) of
wheat consumption in each province;
• Stock level at the beginning of the year: It is equal to the stock at the end of the last month of the
previous year;
• Capacity of the warehouses: It is equal to the total nominal capacity of all warehouses in the
country at the present time;
• Distance between warehouses: In this model, distance between warehouses of different provinces
is supposed to be equal to the distance between the capitals of the provinces;
• Transportation cost: It is resulted by fitting a line for transportation costs in the previous year and
considering inflation rate to find the price for the current year (Figure 5). Transportation cost for
carrying each unit of weight for each unit of distance is estimated. The correlation ratio of the
mentioned fitness is 0.87, which was acceptable for us. In Figure 5, x is distance parameter (dij),
f=12874 and p=88.402 which is defined before.
Solving the Model

16
The model contains 22512 variables, 1008 of them are binary variables, and 5070 constraints. In large-
size problems of the present linear integer programming model, increasing the size of the problem in
polynomial order will result in an exponential increase in the computation time. This model generates a
midterm plan and could be run once a year. But we have decided to run the model monthly; in other
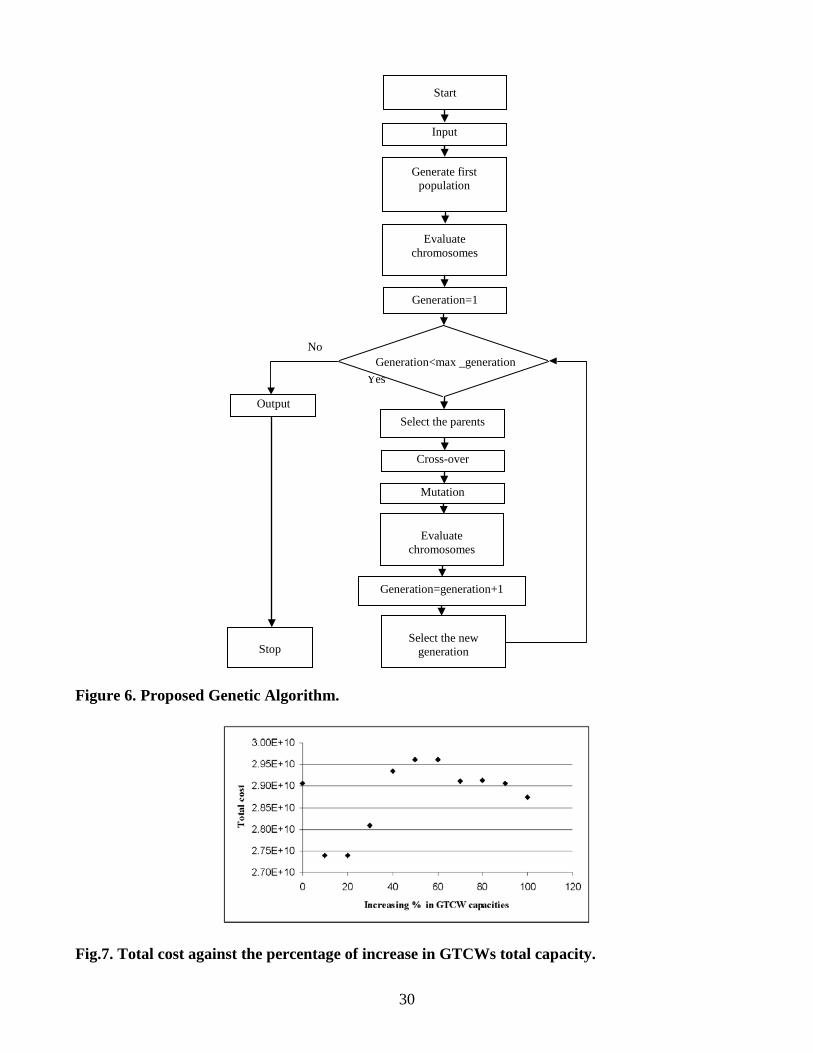
words, at the end of each month we run the model using updated data of the latest month.
Consequently, in order to solve large-sized problems, a genetic algorithm is designed as shown in
Figure 6. Running this model with the GA for the real-sized problem takes 26993 seconds i.e. 7:29:53.
This runtime meets time requirements of planning horizon. In the model, the cost breakdown is as
follows: 11.27% transportation cost, 65.29% GTCW cost, 16.17% FW cost, 7.14% VCOW cost and
0.13% VCO coordination cost.
Genetic Algorithm
The following notations are used to represent the parameters of the designed genetic algorithm:
pop_size: population size
co: coefficient of first population; in order to increase the number of feasible initial chromosomes in
first population, co* pop_size chromosomes are generated as the first population.
cross_rate: cross-over rate
mutation_rate: mutation rate for chromosomes
gen_mut_rate1: first mutation rate for genes
gen_mut_rate2: second mutation rate for genes
max_generation: maximum number of generations to be produced
Generating first population
A chromosome is represented as a binary string with the length of 3*I*T, equivalent to the binary
variables of the model, as shown in figure below.

17
)4(11y )4(
12y … )4(ITy )6(
11y )6(12y … )6(
ITy )8(11y )8(
12y … )8(ITy
)4(ity )6(
ity )8(ity
With respect to the model constraints, the probability of a randomly produced chromosome to be
feasible is very low. Thus, some facts, especially the constraints, should be considered in generating the
first population chromosomes to achieve the highest possible chance of feasibility.
Based on the model, some facts should be drawn out and some assumptions should be regarded in
order to set the amount of some genes in each chromosome produced in the first population to increase
the number of feasible chromosomes by as many as possible. First, as the capacity of the VCO
warehouse in each province is almost equal to the wheat produced in a year throughout the country, all
)8(ity s are equal to 0. Second, the genes related to )4(
ity s, for which the following inequality is satisfied,
had better to be set equal to 1 with the probability of 0.8: )4(iit cu ≥ . Besides, for {i, t}s whose )4(
ity s are
1, the genes corresponding to )6(ity s are set equal to 1, with the probability of 0.9. These results were
achieved through solving a great number of test instances. Moreover, considering the priority of
warehouses, after setting )4(ity s for each chromosome, the amount of )6(
ity s should be equal to or less
than )4(ity s. Finally, in generating first population, in order to increase the number of feasible
chromosomes, and also to improve the fitness of first population chromosomes, co*pop_size
chromosomes are generated (co>1, co∈N).
Thus, the following procedure is proposed to generate co*pop_size chromosomes of the initial
population:
1. The set of genes which are related to GTCWs are denoted by GTCspace.
2. chr=1 (chr is the chromosome's index), numberones=1 (numberones is the number of genes equal to
1 in each cheomosome).
3. To generate the chromosome chr, randomly choose numberones genes from the set

18
GTCspace and set them equal to 1. Moreover, set the genes related to )4(ity s, for which the following
inequality is satisfied, equal to 1 with the probability of 0.8: )4(iit cu ≥
Then, for {i, t}s whose )4(ity s are 1, set the similar genes for )6(
ity s equal to 1, with the probability of 0.9.
Check the priority of warehouses. Set the rest of the genes equal to 0.
4. If chr<co*pop_size, then go to step 5; otherwise stop the procedure.
5. If co* pop_size<I*T then set numberones= numberones+round(I*T/co*pop_size), chr=chr+1;
otherwise, if co *pop_size>I*T, set numberones=round(chr*I*T/co*pop_size). Then go to step 3.
Chromosomes Evaluation
To determine the fitness of chromosomes in each generation, a one-to-one relationship must be
established between the chromosome’s string representation, and the set of model variables or the
objective functions value. For each chromosome, determination of the equivalent values of )4(ity s, )6(
ity s
and )8(ity s in the mathematical model will transform the linear integer programming model to a linear
programming model with continuous variables. The minimum of z for each chromosome can then be
simply calculated using MATLAB optimization toolbox for linear programming. However, if the
resulted problem does not have any feasible solution, the related chromosome is infeasible and should
be omitted from the population. After applying this procedure to all the initial chromosomes, pop_size
chromosomes will be selected among current feasible chromosomes as parents to generate next
generation children.
Sorting
After evaluation, feasible chromosomes are sorted according to the value of z. The more prioritized
chromosome has less value of z.

19
Selection of Parents
The parents are selected using the following method, and are copied into the mating pool as well. The
process of selection is done (pop_size/2) times among feasible chromosomes for each population so
that the number of chromosomes for each generation remains pop_size. At each stage, two
chromosomes are randomly selected in a way that ones with the greater fitness values have more
chance to be copied into the mating pool as parents. The applied method is as follows:
1. Devote the integer numbers in ( )
−−
−−−
2_)(,
23_1
22 iisizepopiiisizepopi = [ ]ii ba , to
chromosome number i, respectively (for i=1...pop_size).
2. Generate 2 random integer numbers: rand1, rand2 ∈
+
2)1_(_,1 sizepopsizepop .
3. Select chromosomes i and j as parents for which rand1∈[ai, bi], rand2∈[aj, bj].
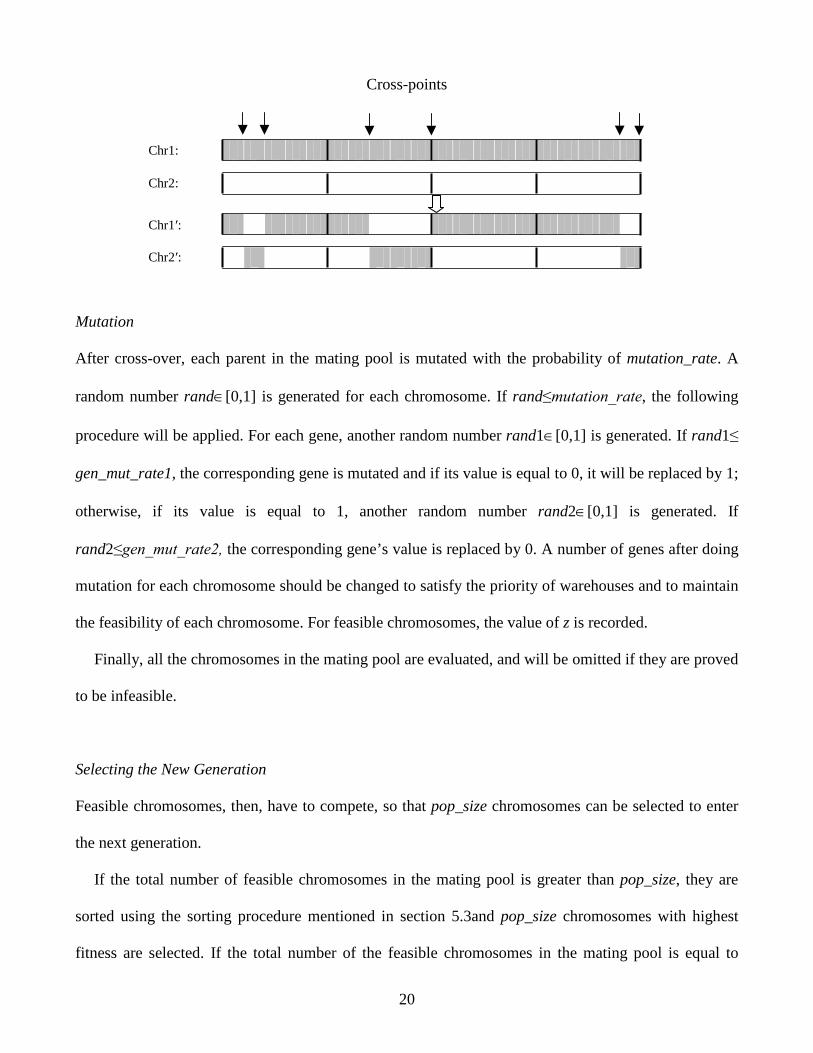
Cross-over
At each stage, two chromosomes are randomly selected from the mating pool. A random number rand
∈[0, 1] is generated. If rand≤cross_rate, children are produced and added to the population in the
mating pool; hence, they do not replace their parents. If rand>cross_rate, no crossover is performed
and parents remain in the pool. A multiple-point cross-over is applied here. If the length of a
chromosome's string is divided into 3*I equal parts, each part will represent )4(ity or )6(
ity or )8(ity values
of a province in T months with t varying from1 to T. In each part of a pair of selected parents, two
cross-points are randomly selected and the section between them is exchanged. After the cross-over is
done for each chromosome, a number of genes must change to satisfy the priority of warehouses in
order to maintain the feasibility of the chromosome. If the two selected cross-points in each part are the
same, nothing will be exchanged between the parents. Here is an example to clarify the crossover
procedure.
20
Cross-points
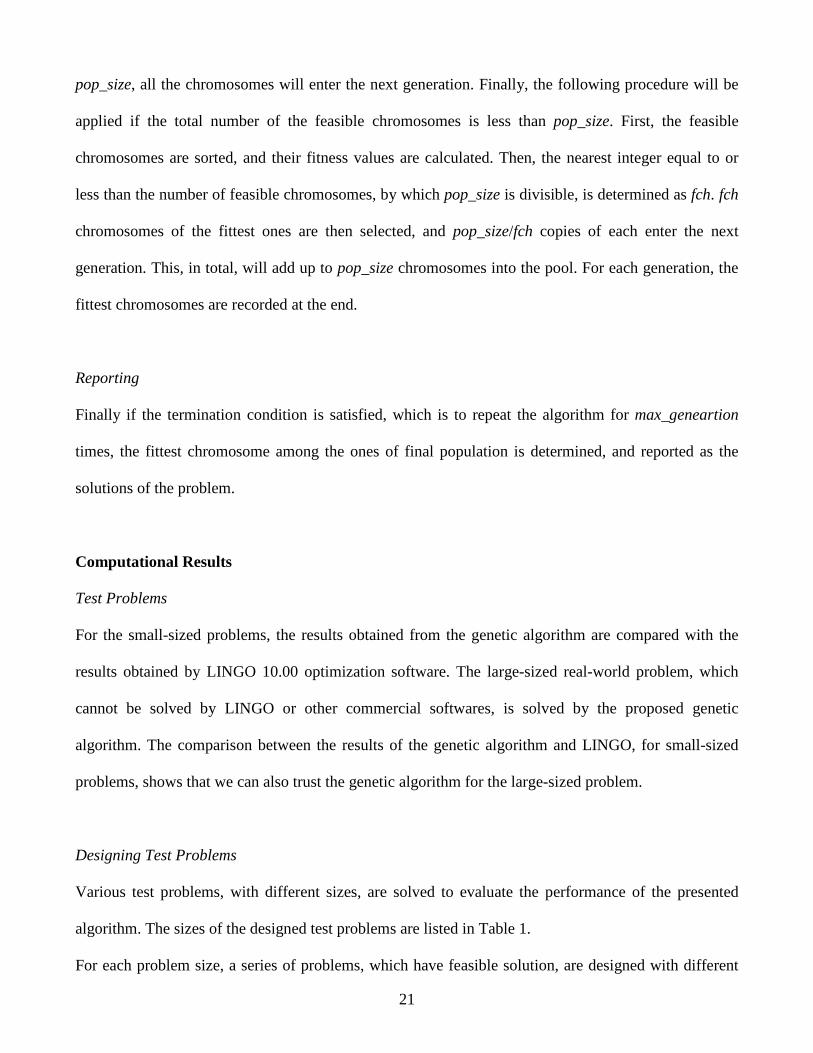
Mutation
After cross-over, each parent in the mating pool is mutated with the probability of mutation_rate. A
random number rand∈[0,1] is generated for each chromosome. If rand≤mutation_rate, the following
procedure will be applied. For each gene, another random number rand1∈[0,1] is generated. If rand1≤
gen_mut_rate1, the corresponding gene is mutated and if its value is equal to 0, it will be replaced by 1;
otherwise, if its value is equal to 1, another random number rand2∈[0,1] is generated. If
rand2≤gen_mut_rate2, the corresponding gene’s value is replaced by 0. A number of genes after doing
mutation for each chromosome should be changed to satisfy the priority of warehouses and to maintain
the feasibility of each chromosome. For feasible chromosomes, the value of z is recorded.
Finally, all the chromosomes in the mating pool are evaluated, and will be omitted if they are proved
to be infeasible.
Selecting the New Generation
Feasible chromosomes, then, have to compete, so that pop_size chromosomes can be selected to enter
the next generation.
If the total number of feasible chromosomes in the mating pool is greater than pop_size, they are
sorted using the sorting procedure mentioned in section 5.3and pop_size chromosomes with highest
fitness are selected. If the total number of the feasible chromosomes in the mating pool is equal to
Chr1:
Chr2: Chr1′:
Chr2′:
21
pop_size, all the chromosomes will enter the next generation. Finally, the following procedure will be
applied if the total number of the feasible chromosomes is less than pop_size. First, the feasible
chromosomes are sorted, and their fitness values are calculated. Then, the nearest integer equal to or
less than the number of feasible chromosomes, by which pop_size is divisible, is determined as fch. fch
chromosomes of the fittest ones are then selected, and pop_size/fch copies of each enter the next
generation. This, in total, will add up to pop_size chromosomes into the pool. For each generation, the
fittest chromosomes are recorded at the end.
Reporting
Finally if the termination condition is satisfied, which is to repeat the algorithm for max_geneartion
times, the fittest chromosome among the ones of final population is determined, and reported as the
solutions of the problem.
Computational Results
Test Problems
For the small-sized problems, the results obtained from the genetic algorithm are compared with the
results obtained by LINGO 10.00 optimization software. The large-sized real-world problem, which
cannot be solved by LINGO or other commercial softwares, is solved by the proposed genetic
algorithm. The comparison between the results of the genetic algorithm and LINGO, for small-sized
problems, shows that we can also trust the genetic algorithm for the large-sized problem.
Designing Test Problems
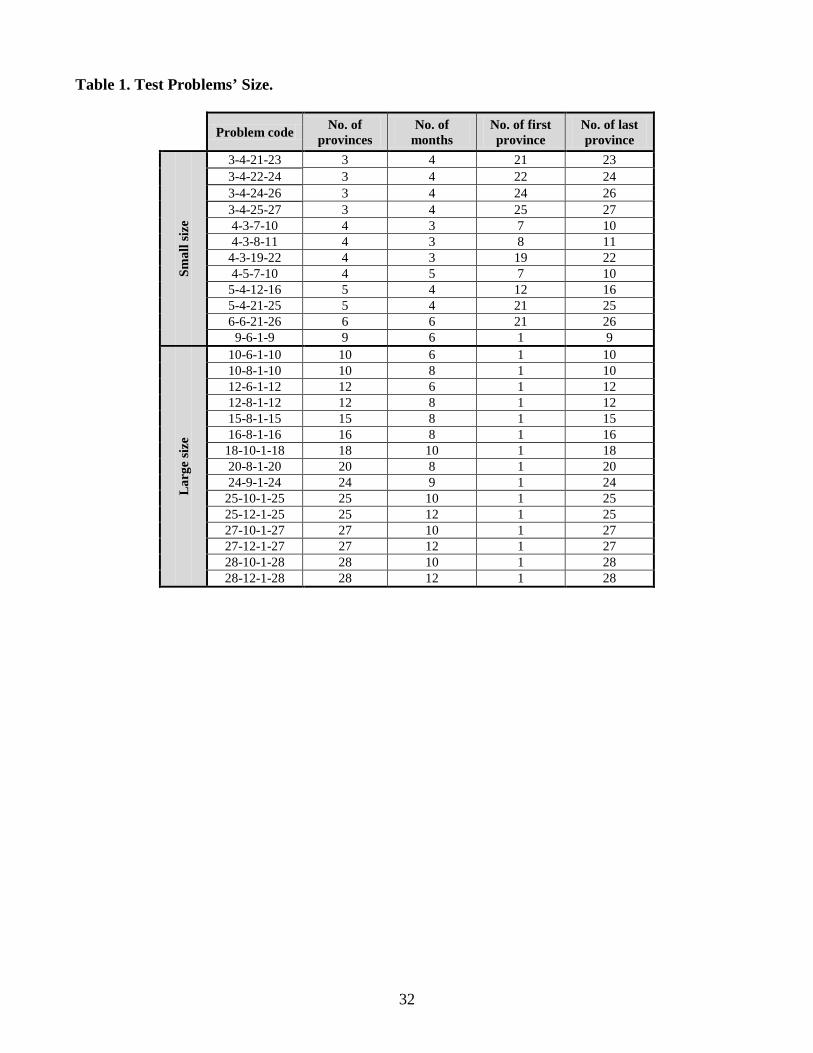
Various test problems, with different sizes, are solved to evaluate the performance of the presented
algorithm. The sizes of the designed test problems are listed in Table 1.
For each problem size, a series of problems, which have feasible solution, are designed with different

22
combinations of the provinces.
Genetic Algorithm Parameters Fitting
Parameters of the designed genetic algorithm include co, max_generation, pop_size, cross_rate,
mutation_rate, gen_mut_rate1and gen_mut_rate2. Primary tests are carried out in order to determine
the value of these parameters.
In this case, a trade-off between solution time, and quality of solutions determined the appropriate
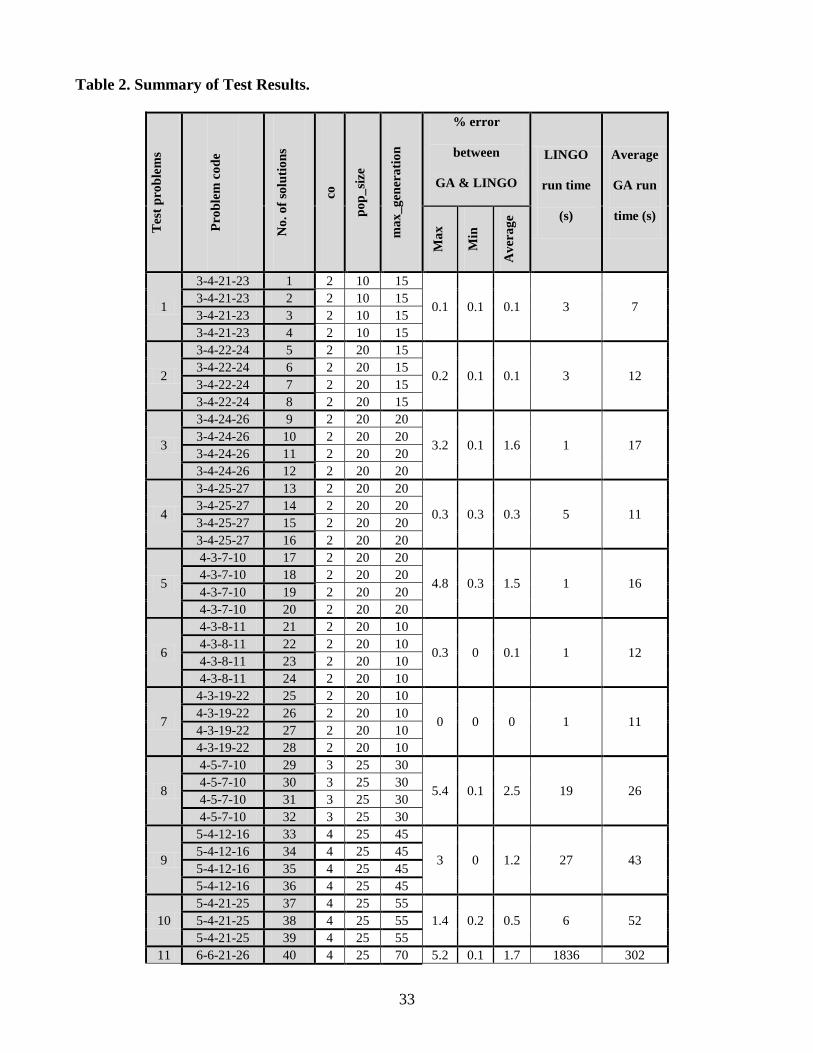
values for these parameters. For small-sized problems co, pop_size and max_generation are set to be
corresponding values in Table 2. For large-sized problems, these three parameters are set equal to 5, 35,
and 130, respectively.
In addition, the values for cross_rate, mutation_rate, gen_mut_rate1 and gen_mut_rate2 are set to be
0.5, 0.9, 0.1 and 0.2 respectively, after many runs of the proposed GA with different sets of parameters’
values. The selected values proved to result in better quality of solutions. The quality of solutions failed
to improve, moving forward the iterations, in runs with lower rates set for these four parameters.
Furthermore, the higher rates for mutation_rate and gen_mut_rate1 and gen_mut_rate2 increased the
risk of infeasibility and increase in z value of the chromosomes.
Results
The genetic algorithm is coded in MATLAB 7.5.0, and LINGO 10.00 software is used to compare the
results of small-sized problems. All the test problems are solved on a Pentium 4 computer with 1024
MB of RAM and 2.26 GHz CPU. In order to compare the solutions of the two methods, the minimum
value of the objective function (z) for the resulting model is calculated. Therefore, the reported time for
LINGO software will be recorded for these optimization problems. The results are summarized in
Table 2.
A quality criterion, the percentage of error, is defined to show the percentage of deviation of the z
23
values of the GA solutions from the z values of LINGO, according to the following equation:
100*.LINGO
.LINGO.%Z
ZZGAerror −=
For each test problem, the values of this criterion, is calculated. The results show that the
computational time increases with a rise in the number of the binary variables. However, the ratio of
GA time to LINGO time decreases when the problem size increases which demonstrates the time
efficiency of the proposed algorithm compared with LINGO. Furthermore, the average of error
percentage for all test problems of each problem code never exceeds 5.4, which shows a small value of
error.
Implementation
Benefits of the Model
This model has the following benefits for GTC:
• Total cost of this model for the current year is 14.29% less than the hand-made plan, which
had been prepared before the beginning of this year; it is a big value which is enough for storage
and transportation of more that 11 million tons of wheat!
• The plan, which is obtained after solving the model, is made after about 7 hours; this plan can
be updated at the end of each month by using the data of the previous month as input or
parameters on the model. Currently, these decisions are made by hand-made plans based on
previous personal experiences; a full time person is working on generating and updating this plan.
• In current situation, constraints of quality, strategic stock level and priority of GTCWs, FWs
and VCOWs are not satisfied but in our model, they are. Having more wheat in VCOWs and not
satisfying quality constraint, we will finally get low-quality bread in some of the provinces and
this means more waste. In the previous years, the amount of imported wheat to the country was
equal to the value of wasted bread!
24
Sensibility Analysis
Hereby we represent the results of the sensibility analysis done. This analysis will be a basis for
suggestions to improve the system and propose some future works. Doing the analysis took many days;
i.e. more than one day has been spent to apply every change in the mode and running it.
GTC is the owner of the system, so we can investigate the effect of increasing the capacity of
GTCWs. In Figure 7, this analysis is depicted.
We see that increasing 10% in GTCWs total capacity decreases total cost of the system in comparison
with the current situation. Of course, this analysis is not well enough to make such decision because we
have not calculated warehouses construction costs; however conducting a feasibility study on such
increase in capacity may be worthwhile.
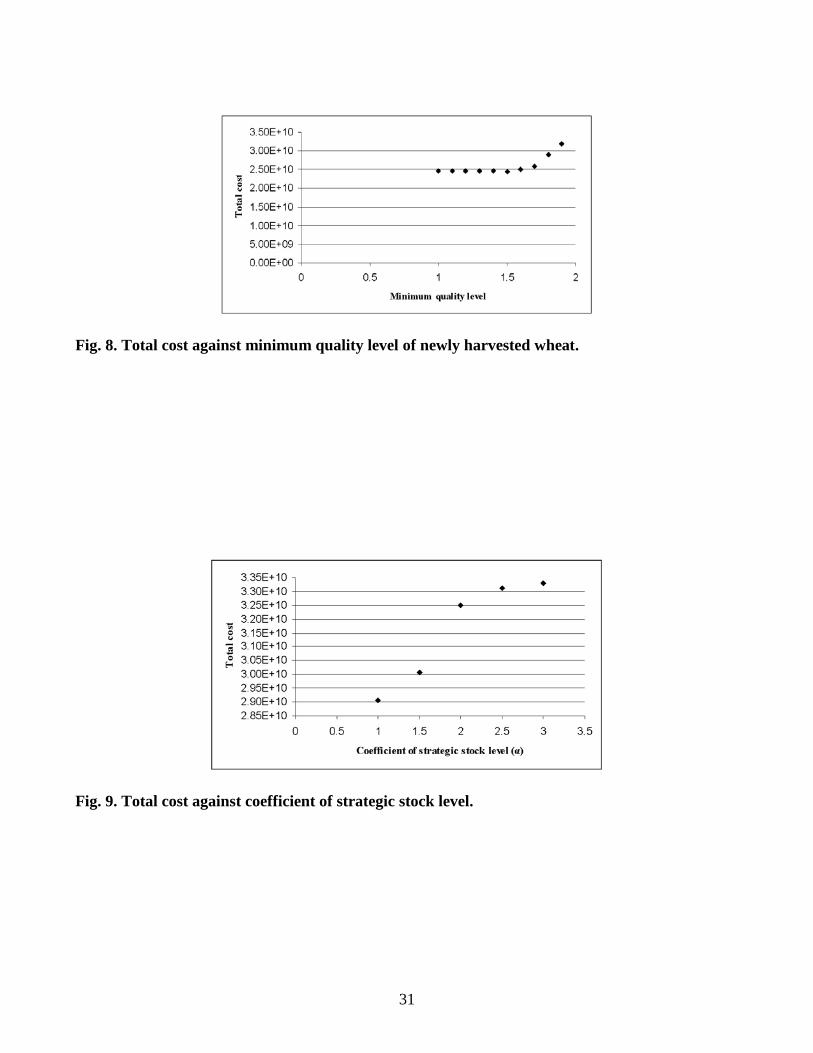
Figure 8 shows an analysis on the minimum quality level of new harvested wheat in each province.
In the basic model, the minimum quality level was set on 1.8. Figure 8 shows that for low quality levels
(≤1.4), the quality constraint (4) is redundant and we already have the minimum cost. For high quality
levels (≥2) no feasible solution was found. Quality constraint is very important in decreasing the
amount of bread wasted in the country and 1.9 minimum quality level may be a better solution.
However, using additives to increase the quality of wheat (instead of bearing storage and transportation
costs) is worth investigating. Besides importing high-quality wheat to the country and exporting low
quality wheat to poor countries may be a worthwhile future work.
For every country, wheat is considered strategic and, therefore, having some safety stock of wheat is
important. In this problem, we set coefficient of strategic stock level on α=1. Figure 9 shows changing
of this coefficient against total cost of the system. For α≥3 no feasible solution was found. As we see in
the Figure, changing total cost from α equal 1 up to α equal 3 causes total cost to increase from
2.91E+10 to 3.33E+10 units; this change in the system is not significant from the owner’s point of
view. Therefore, the output plan is based on α=3.
25
Future Works
While studying different scenarios and situations, the following issues seemed appropriate for later
researches concerning relative problems:
• Feasibility study of increasing storage capacity of GTCWs and finding the relative costs. In
addition, some investigations should be conducted into the location of new warehouses in the
provinces;
• Feasibility study of adding additives to wheat to improve its average quality level and finding
relevant costs;
• Studying the possibility and influence of importing high quality wheat and exporting poor
quality wheat to improve average quality level of wheat and finding relative costs of it;
• Carrying out facility locating, transportation planning, inventory planning and control projects
simultaneously to optimize the system.
Conclusion
In this paper, wheat storage and transportation system in the country is defined and formulated by an
MIP model. Using the proposed genetic algorithm, this model has been solved. Some sensitivity analysis
has been performed and the results have been studied; some related future research topics have been
suggested as well. However, considering this problem as a national one and being aware of its
economic side-effects for the country, such as the remarkable costs of garbage bread as a result of poor
quality, it is still efficient and useful.
Acknowledgment
We would like to thank Nasim Akbarzadeh and Nasibeh Zanjirani Farahani for their invaluable
26
comments on this work and. We express our gratitude for their mindful suggestions.
References
Ahumada, O., Villalobos, J.R. 2009. “Application of planning models in the agri-food supply chain:
A review.” European Journal of Operational Research 196(1): 1-20.
Bilgen, B., Ozkarahan I. 2007. “A mixed-integer linear programming model for bulk grain blending
and shipping.” International Journal of Production Economics 107: 555–571.
Bregman, R.L., Ritzman, L.P., Krajewski, L.J.. 1990. “A heuristic for the control of inventory in a
multi-echelon environment with transportation costs and capacity limitations.” Journal of the
Operational Research Society 41: 809–820.
Carlsson, D., Rönnqvist, M. 2007. “Backhauling in forest transportation – models, methods and
practical usage.” Canadian Journal of Forest Research 37: 2612-2623
De Boon, H. 1978. “A flower transportation-distribution system.” Journal of Operational Research
Society 29: 19-31.
Kleywegt, A.J., Nori, V.S., Savelsbergh, M.W.P. 2002. “The stochastic inventory routing problem
with direct deliveries.” Transportation Science 36: 94–118.
Sousa, R., Shah, N., Papageorgiou, L.G. 2008. “Supply chain design and multilevel planning-An
industrial case.” Computers and Chemical Engineering 32(11): 2643-2663
Z.-Farahani, R., Elahipanah, M. 2008. “A genetic algorithm to optimize the total cost and service
level for just-in-time distribution in a supply chain.” International Journal of Production Economics
111(2): 229-243.
27
Figure 1. Status of wheat storage and transportation system.
Government Trade Organization’s Warehouses
Villages Cooperation Organization’s Warehouse
Simple horizontal silo
Ground warehouse
Flour factories’ warehouses
Flour Factories
Vertical silo
Automated horizontal silo
30%
42%
28% Farms
28
Figure 2. Current proportions of wheat storage and transportation system.
Figure 3. Systematic approach to the storage-transportation model.
Optimization model
Quality Sleep period Warehouses
priorities Strategic
stock level The amount of wheat purchased in each month of the year by each
province
Each province’s monthly consumption of wheat
The capacity of each province’s warehouses
Quality level of each province’s wheat
Transportation and storage costs
Each province’s stock level at the beginning of the year
Transportation
and
Storage Plan
Inputs
Minimizing wheat transportation and
storing cost
Output
Farmers directly ship their wheat to GTCW
Farmers send their wheat via VCO
30%
Farms
The wheat will be first stored in
VCOW; after a while it will be sent to the other high
quality warehouses
VCO just coordinate the shipments
70%
60%
40%
29
Figure 4. Usable and unusable wheat storage and transportation system.
Figure 5. Transportation cost chart for a 10-ton truck.
Province i (origin)
wijt(2)
wijt(1)
F GTCW
VCOW
FW
UUW UW sit
(2)
sit(4) sit
(3)
sit(8) sit
(7)
sit(6) sit
(5)
sit(1)
s(1)it-1
FW
UW
UUW sjt
(1)
sjt(3) sjt
(4)
sjt(7) sjt
(8)
sjt(5) sjt
(6) sjt
(2)
F
s(1)jt-1
Province j (destination)
30
Figure 6. Proposed Genetic Algorithm.
Fig.7. Total cost against the percentage of increase in GTCWs total capacity.
Yes Generation<max _generation
Start
Generate first population
Input
Evaluate chromosomes
Generation=1
Select the parents
Cross-over
Mutation
Generation=generation+1
Evaluate chromosomes
Select the new generation
Output
Stop
No
31
Fig. 8. Total cost against minimum quality level of newly harvested wheat.
Fig. 9. Total cost against coefficient of strategic stock level.
32
Table 1. Test Problems’ Size.
Problem code No. of provinces
No. of months
No. of first province
No. of last province
Smal
l siz
e
3-4-21-23 3 4 21 23 3-4-22-24 3 4 22 24 3-4-24-26 3 4 24 26 3-4-25-27 3 4 25 27 4-3-7-10 4 3 7 10 4-3-8-11 4 3 8 11
4-3-19-22 4 3 19 22 4-5-7-10 4 5 7 10
5-4-12-16 5 4 12 16 5-4-21-25 5 4 21 25 6-6-21-26 6 6 21 26
9-6-1-9 9 6 1 9
Larg
e siz
e
10-6-1-10 10 6 1 10 10-8-1-10 10 8 1 10 12-6-1-12 12 6 1 12 12-8-1-12 12 8 1 12 15-8-1-15 15 8 1 15 16-8-1-16 16 8 1 16
18-10-1-18 18 10 1 18 20-8-1-20 20 8 1 20 24-9-1-24 24 9 1 24
25-10-1-25 25 10 1 25 25-12-1-25 25 12 1 25 27-10-1-27 27 10 1 27 27-12-1-27 27 12 1 27 28-10-1-28 28 10 1 28 28-12-1-28 28 12 1 28
33
Table 2. Summary of Test Results.
Tes
t pro
blem
s
Prob
lem
cod
e
No.
of s
olut
ions
co
pop_
size
max
_gen
erat
ion
% error
between
GA & LINGO
LINGO
run time
(s)
Average
GA run
time (s)
Max
Min
Ave
rage
1
3-4-21-23 1 2 10 15
0.1 0.1 0.1 3 7 3-4-21-23 2 2 10 15 3-4-21-23 3 2 10 15 3-4-21-23 4 2 10 15
2
3-4-22-24 5 2 20 15
0.2 0.1 0.1 3 12 3-4-22-24 6 2 20 15 3-4-22-24 7 2 20 15 3-4-22-24 8 2 20 15
3
3-4-24-26 9 2 20 20
3.2 0.1 1.6 1 17 3-4-24-26 10 2 20 20 3-4-24-26 11 2 20 20 3-4-24-26 12 2 20 20
4
3-4-25-27 13 2 20 20
0.3 0.3 0.3 5 11 3-4-25-27 14 2 20 20 3-4-25-27 15 2 20 20 3-4-25-27 16 2 20 20
5
4-3-7-10 17 2 20 20
4.8 0.3 1.5 1 16 4-3-7-10 18 2 20 20 4-3-7-10 19 2 20 20 4-3-7-10 20 2 20 20
6
4-3-8-11 21 2 20 10
0.3 0 0.1 1 12 4-3-8-11 22 2 20 10 4-3-8-11 23 2 20 10 4-3-8-11 24 2 20 10
7
4-3-19-22 25 2 20 10
0 0 0 1 11 4-3-19-22 26 2 20 10 4-3-19-22 27 2 20 10 4-3-19-22 28 2 20 10
8
4-5-7-10 29 3 25 30
5.4 0.1 2.5 19 26 4-5-7-10 30 3 25 30 4-5-7-10 31 3 25 30 4-5-7-10 32 3 25 30
9
5-4-12-16 33 4 25 45
3 0 1.2 27 43 5-4-12-16 34 4 25 45 5-4-12-16 35 4 25 45 5-4-12-16 36 4 25 45
10 5-4-21-25 37 4 25 55
1.4 0.2 0.5 6 52 5-4-21-25 38 4 25 55 5-4-21-25 39 4 25 55
11 6-6-21-26 40 4 25 70 5.2 0.1 1.7 1836 302

34
6-6-21-26 41 4 25 70 6-6-21-26 42 4 25 70
12 9-6-1-9 43 4 25 90 3.9 0.1 2.8 87005 672 9-6-1-9 44 4 25 90 13 10-6-1-10 45 5 35 130 - - - >100000 1129 14 10-8-1-10 46 5 35 130 - - - - 2124 15 12-6-1-12 47 5 35 130 - - - - 2867 16 12-8-1-12 48 5 35 130 - - - - 3832 17 15-8-1-15 49 5 35 130 - - - - 5125 18 16-8-1-16 50 5 35 130 - - - - 6014 19 18-10-1-18 51 5 35 130 - - - - 7832 20 20-8-1-20 52 5 35 130 - - - - 7531 21 24-9-1-24 53 5 35 130 - - - - 10447 22 25-10-1-25 54 5 35 130 - - - - 13407 23 25-12-1-25 55 5 35 130 - - - - 16288 24 27-10-1-27 56 5 35 130 - - - - 15539 25 27-12-1-27 57 5 35 130 - - - - 16671 26 28-10-1-28 58 5 35 130 - - - - 18136 27 28-12-1-28 59 5 35 130 - - - - 26993