Embed Size (px)
Citation preview

1
Developing 3D Anisotropic Mechanics Developing 3D Anisotropic Mechanics Model of Powder CompactionModel of Powder Compaction
Wenhai WangAdvisor: Dr. Antonios Zavaliangos
Department of Materials Science & Engineering
12-10-2004

2
OutlineOutline
1. INTRODUCTIONPowder compaction Literature review
2. PHENOMENOLOGICAL MODELS AND VUMATPhenomenological modelsIntroduction of VUMATResults and discussion
3. ANISOTROPY IN POWDER COMPACTIONAnisotropy in powder compactionAnisotropic models
4. CONCLUSIONS AND FUTURE WORK

3
Powder CompactionPowder CompactionMetal IndustryMetal Industry Pharmaceutical IndustryPharmaceutical Industry
Food IndustryFood Industry
Chemical IndustryChemical Industry
Ceramics IndustryCeramics Industry

4
Research MotivationResearch Motivation
To understand the physics of compaction mechanisms.
To develop robust and rigorous mathematical models of compaction.
To Provide via models and FEM a design and optimization tool for the engineers.
How do we get there?
How the product performs?

5
Length Scales & ModelsLength Scales & Models
10 mm 50 µm
MesoMeso--scopicscopicMacroscopicMacroscopic MicroscopicMicroscopic
Network Network ModelsModels
Micromechanical Micromechanical ModelsModels
PhenomenologicalPhenomenological ModelsModels
MPFEMMPFEM
AtomisticAtomisticSimulationSimulation

6
Past WorkPast Work
References: 19-20
Look into microscopic level, the local anisotropy is considered and macro-behavior is deduced.
Microscopic
References: 11-18
Study the particle collection. (statistics information are inherently considered)
Meso-scopic
References: 1-10
The powder is considered as a continuum.Macroscopic
1. H.A. Kuhn, C.L. Downey, Int. J. Powder Metall. 7 (1) (1971) 15-252. R.J.Green, Int. J. Mech. Sci. 14 (1972) 215-2243. S. Shima, M. Oyane, Int. J. Mech. Sci. 18 (1976) 4. D.C. Drucker, W. Prager Q. Appl. Math. 10 (1952) 157-1755. A.N. Schofield, C.P. Wroth, McGrawHill, London, 19686. F.L. DiMaggio, I.S. Sandler, J. Eng. Mech. Div., Proc. – ASCE 96 (1971)
935-9507. PM Modnet Computer Modelling Group, Powder Metall. 42 (1999) 301-
3118. I.C. Sinka, J.C. Cunningham, A. Zavaliangos, Powder Tech. 133 (2003)
33-439. Sofronis P, Memeeking RM, Mechanics of Materials 18 (1): 55-68 May
199410. A, Zavaliangos L, Anand J. of the Mech. and Phy. Of solid 41 (6): 1087-
1118 JUN 1993 11. N.A. Fleck, J. Mech. Phys. Solids 43 (1995) 1409-1431
Selected References:12. A.L. Gurson J. Eng. Mater. Tech. (Trans. ASME) (1977 January)
2-1513. B. Storakersa, N.A. Fleck, R.M. McMeeking, J. Mech. Phy. of
Solids 47 (1999) 785-81514. M.Kailasam, N. Aravas, P. Ponte Castaneda CMES, Vol. 1, pp.
105-118 200015. N. Aravas a, P. Ponte Castaneda, Comput. Methods Appl. Mech.
Engrg. 193 (2004) 3767–380516. P.R. Heyliger & R. M. McMeeking, J. Mech. Phy. Of Solid 49
(2001) 2031-205417. P. Redanz, N. A. Fleck, Acta mater. 49 (2001) 4325–4335 18. C.L. Martin, D. Bouvard, Acta Mate. 51 (2003) 373–38619. Francisco X. –Castilloa S. and Anwarb J., Heyes D.M. J. of
Chem. PHy. Vol 18(10) Mar. 8 200320. A.T. Procopio and A. Zavaliangos, submitted to J. Mech. Phy.
of Solids

7
Yield is pressure dependantSingle state variable – Relative DensityModel parameters can be calibrated by experimentsThey can be implemented in FEM to simulate complex shape compaction operations.
Phenomenological ModelsPhenomenological Models
01)()(),,( 22 =−+=Φ pDBDADp σσσ equivalent stressP hydrostatic pressureD relative density
Ellipse Model
tensile compressive p
σ
Relative density increase

8
Examples of Phenomenological ModelsExamples of Phenomenological Models
= Experimental Measurements
Classical Classical elastoplasticityelastoplasticity
Soil mechanicsSoil mechanics
“Kuhn-Shima” model (1970’s)1
2 4
3

9
Which Phenomenological Model to Use?Which Phenomenological Model to Use?
• Cap region is “OK” for these models• Shear ( ) region is not well captured• Drucker-Prager Cap model is the
best but needs more experiments
σ
0
20
40
60
80
100
120
140
160
180
0 20 40 60 80 100 120 140 160 180
Hydrostatic Stress, MPa
Effe
ctiv
e St
ress
, MPa

10
Phenomenological Models and FE Phenomenological Models and FE SimulationSimulation
W. Wang, J. Cunningham and A. Zavaliangos, PM2Tec, Las Vegas, Nevada, June 8-12, 2003 I.C. Sinka, J.C. Cunningham and A. Zavaliangos Powder Technology 133 (2003) 33– 43PM Modnet Computer Modeling Group, Powder Metallurgy, Vol. 42, 1999, 301-311
Numerical implementation of phenomenological models in FE program to solve engineering problems.ABAQUS is one of the commercial finite element program software.A lot of applications can be found in literature.

11
Phenomenological Model SuccessPhenomenological Model Success
Apply Drucker-Prager Cap model (DPC) into ABAQUS/Standard simulation (All parameters are taken as function of RD);Model predicts the inversion of radial variation of relative density and hardness (lubricated V.S. unlubricated die).
I.C. Sinka, J.C. Cunningham and A. Zavaliangos Powder Technology 133 (2003) 33– 43
UnUn--lubricated Dielubricated Die Lubricated DieLubricated Die

12
Current DPC model in ABAQUS/Standard is OK but convergence is a problem.ABAQUS/Explicit does not have flexible enough DPC model but it can address more complex geometry problems.To this end, a versatile version DPC model (All parameters are taken as function of RD) was implemented in VUMAT of ABAQUS/Explicit.
Why Do We Need VUMAT?Why Do We Need VUMAT?ABAQUS
Integrating)(),(),( tFtVtX iii )( ttX i ∆+
iε∆
)( tti ∆+σ
VUMAT
Solving equations of mechanics
)(tiσ
)( ttFi ∆+

13
Unit Cell Comparison Against ABAQUS/StandardUnit Cell Comparison Against ABAQUS/Standard
Simple compression
Constraint compression
Hydrostatic compression
Simple tensile
Constraint tensile
Hydrostatic tensile
Loading conditions:
Porosity
0.69
0.7
0.71
0.72
0.73
0.74
0.75
0 0.01 0.02 0.03 0.04 0.05 0.06
Time (s)
s11/s22
0
20000
40000
60000
80000
100000
120000
140000
0 0.01 0.02 0.03 0.04 0.05 0.06
Time (s)
Material: Avicel
ABAQUS/StandardVUMAT

14
Simple compression
Constraint compression
Hydrostatic compression
Simple tensile
Constraint tensile
Hydrostatic tensile
Loading conditions:
S22
-120000
-100000
-80000
-60000
-40000
-20000
0
20000
0 0.05 0.1 0.15 0.2
Time (s)
Porosity
0.69
0.71
0.73
0.75
0 0.05 0.1 0.15 0.2
Time (s)
S11
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
0 0.05 0.1 0.15 0.2
Time (s)
Unit Cell Comparison Against ABAQUS/StandardUnit Cell Comparison Against ABAQUS/Standard
Material: Avicel
ABAQUS/StandardVUMAT

15
Unit Cell Comparison Against ABAQUS/StandardUnit Cell Comparison Against ABAQUS/Standard
Simple compression
Constraint compression
Hydrostatic compression
Simple tensile
Constraint tensile
Hydrostatic tensile
Loading conditions:
Porosity
0.62
0.64
0.66
0.68
0.7
-0.2 -0.15 -0.1 -0.05 0
Strain
S11
-2500000
-2000000
-1500000
-1000000
-500000
0-0.2 -0.15 -0.1 -0.05 0
Strain
S22
-800000
-700000
-600000
-500000
-400000
-300000
-200000
-100000
0-0.2 -0.15 -0.1 -0.05 0
Strain
The origin of the difference is the Elastic modulus. It appears that ABAQUS/Standard does not update the modulus. Simulations with higher modulus show no difference.
ABAQUS/StandardVUMAT

16
Convex Tablet CompactionConvex Tablet Compaction
0 0.0125
Porosity
Unlubricated
Lubricated
ABAQUS/Explicit results (run with VUMAT) show good agreement with experimental results!
0.25
0.30
0.35
0.40
0.45
0.50
0 0.002 0.004 0.006 0.008 0.01 0.012 0.014
radius
poro
sity
--- EXPLICIT--- Experiment
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0 0.002 0.004 0.006 0.008 0.01 0.012 0.014
radius
poro
sity

17
Density distribution is well predicted!
DruckerDrucker--Prager Cap ModelPrager Cap Model
How about the strength & modes of fracture prediction?
σ
p
Shear failure Region
CapRegion
Non-associated plasticity
Associated plasticity
Failure+Dilation Densification
DPC model shows the different densification trend when the stress hit different yield surface regions. (Shear failure region v.s. Cap region)

18
Tablet Diametrical CompactionTablet Diametrical CompactionDiametrical Compaction
Tablets compacted with different die lubrication show different fracture behaviors.
Die Compaction
Unlubricated Lubricated
Diametrical compression tests are carried out in the pharmaceutical industry to test the “hardness” of tablets.

19
33--D FE Model of Tablet Diametrical D FE Model of Tablet Diametrical CompactionCompaction
Final Relative density distribution (2-D)
Initial Relative density distribution (3-D)
Die Compaction
Diametrical Compaction
Mapping
Mapping
Unlubricated Lubricated

20
Tablet Diametrical CompressionTablet Diametrical Compression-- UnlubricatedUnlubricated
Low density in the middle somewhat indicates the initial fracture development from the center.
Before failure After failure

21
Tablet Diametrical CompressionTablet Diametrical Compression--LubricatedLubricated
Convergence problems may happen when larger time step was selected.
Before failure After failure

22
ForceForce--displacement displacement Comparing with experimental dataComparing with experimental data
Comparing with experiment results, Simulation results show good trends.
Force Displacement
0
20
40
60
80
100
120
140
0.00 0.20 0.40 0.60 0.80 1.00 1.20
Displacement (mm)
Forc
e (N
)
UnlubricatedLubricated
020406080
100120140160180200
0 0.2 0.4 0.6 0.8 1 1.2
Distance, mmFo
rce,
N
lubricated die unlubricated die
0.3740.3800.416
0.464
0.505
0.560
0.590
0.422
0.433
0.472
0.510
0.5590.612
Simulation Experiment
0.59
0.59

23
Phenomenological Model LimitsPhenomenological Model LimitsDie Compaction
Isostatic Compaction
Triaxial Compaction
Σ
Τ
Σ
Τ
Σ
Τ
Σ=78 ;Τ∼0.5 Σ Σ=Τ=60 ;Τ=12Σ=80
RDσf
85% 85% 85%20 Ksi 25 Ksi 55 Ksi
R.M. Koerner Ceramic Bulletin Vol. 52, No. 7 1973
• Stress path affect final property.
• Relative density is not the only state variable.
Strength in Die Strength in Die ≠≠ Isostatic Isostatic ≠≠ Triaxial CompactionTriaxial Compaction
σ
p

24
Anisotropy In Powder CompactionAnisotropy In Powder Compaction

25
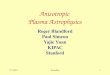
Anisotropy of Powder CompactsAnisotropy of Powder Compacts-- Path DependencePath Dependence
Data courtesy of Steve Galen
Loading History
Triaxial Testing
SR=Stress Ratio= axial
radial
σσDibasic Calcium Phosphate (A-Tab) d = 180 µm

26
Strength Anisotropy of Powder CompactsStrength Anisotropy of Powder Compacts
Normal Strength SN
Transverse Strength ST
SN ST
Data courtesy of Steve Galen
The same sample after die compaction shows the different strength in transverse direction and normal direction.
Anisotropy!

27
State VariablesState Variables
p
σ Drucker-Prager Cap
...),,( RDPσΦState variables:
Relative densityRelative density
““BB”” tensortensor““ss”” tensortensor

28
Anisotropic Mechanics Models
M. KailasamN. Aravas
P.Ponte Castaneda
N. A. Fleck
Continuum model with isolated pores;Takes into account the evolution of the porosity and the development of anisotropy due to change in the shape and the orientation of the voids during deformation.
Micromechanics model with discrete particles;An internal state variable (B tensor) is used to describe the evolution of anisotropy under general loading.
Anisotropic constitutive modelAnisotropic constitutive modelMicromechanics model Micromechanics model
N.A. Fleck, J. Mech. Phys. Solids 43 (1995) 1409-1431M.Kailasam, N. Aravas, P. Ponte Castaneda CMES, Vol. 1, pp. 105-118 2000N. Aravas a, P. Ponte Castaneda, Comput. Methods Appl. Mech. Engrg. 193 (2004) 3767–3805

29
FleckFleck’’s Models Model
N.A. Fleck, J. Mech. Phys. Solids 43 (1995) 1409-1431B. Storakersa, N.A. Fleck, R.M. McMeeking, J. Mech. Phy. of Solids 47 (1999) 785-815
Assumes affine motion.Macro plastic strain Micro velocity field
ijE& ijV
Goal: Find the yield locus in macroscopic level.
jiji nERv &02=

30
FleckFleck’’s Model (cont.)s Model (cont.)Anisotropic factor ----“B” Tensor :(i) The distribution of contact area;(ii) The number of contacts per unit
surface area of particle;(iii)The hardness of each contact.
]cos)sin(sin)cos(sin
[)1(4
1 222
0
0
zzyyxx
zzyyxxjiij EEE
EEEDDD
nnB&&&
&&&
++
++
−−
=φθφθφ
Hydrostatic Compaction:
)1(121
0
0
DDDnnB jiij −
−= Constant!
Die Compaction:
φ2
0
0 cos)1
(41
DDDnnB jiij −
−=

31
Obtaining The Yield SurfaceObtaining The Yield Surface
2-D Axisymmetric
Put a perturbation, calculate the differential
EW&
&
∆∆
=∑
Macroscopic stress may be calculated by differentiation of plastic dissipation with respect to plastic strain rate .
ijΣ
W&
ijE&
ijij E
W&
&
∂∂
=Σ
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
-1.5 -1 -0.5 0 0.5 1 1.5
Initial loading pointm∑
∑
XXZZ EEH 2+= &&
)(32
XXZZ EEE &&& −=
Plastic strain rate
HW
m &
&
∂∂
=∑
EW&
&
∂∂
=∑
Macroscopic stress
Die Compaction
Hydrostatic Compaction

32
Critique of FleckCritique of Fleck’’s Models ModelPredicts path dependence but exaggerates the effectMajor “problems” :--Affine motion assumption shown to be incorrect by DEM, leads to overestimate of loads;--Cannot address triaxialities less than die compaction (can not be implemented into FEM)Predicts “wrong” anisotropy in diametrical compression
which is constant ratio and does not vary with relative density.However, experiments show opposite trend and vary with relative density.
1<=Normal
Transverseratioσ
σ

33
Anisotropic constitutive modelAnisotropic constitutive model(P&A Model)(P&A Model)
N. Aravas a, P. Ponte Castaneda, Comput. Methods Appl. Mech. Engrg. 193 (2004) 3767–3805

34
Representative Volume ElementsRepresentative Volume Elements
P
P is a material point surrounded by a material neighborhood.(macro element)
E1
E2
E3
Cracks Grain boundaries
Voids
Inclusions
Magnified
Possible microstate of an RVEfor material neighborhood of P

35
Porous Material RepresentationPorous Material Representation
The local state is represented by the average shapes and orientations of voidsAll the voids initially have the same shape and orientation and distributed randomly in a elastic-plastic matrixUnder finite plastic deformation, the voids remain ellipsoidal but change their volume, shape and orientation with the “local” macroscopic deformationThe size of the voids is assumed to be much smaller than the scale of variation of the macroscopic fields

36
Description of the Constitutive ModelDescription of the Constitutive Model
1. Average rate-of-deformation tensor
2. Elastic part
pe DDD +=
0~ σMDe =is the effective elastic compliance tensorM~
is the spin of the voids (antisymmetric tensor) ωf is porosity and Q is a microstructure tensor )( sILQ −=
Q /s depend on the shape and orientation of the ellipsoidal voids.
),,,,,( )3()2()1(21 nnnwwfs =
X1
X2
X3
ab
c
bcwacw /;/ 11 ==
ωσσωσσ +−= &0
1
1~ −
−+= Q
ffMM

37
The plastic behavior described by the macroscopic potential is fully compressible.Φ~
Yield Condition and Plastic FlowYield Condition and Plastic Flow
2)(1
))(~(),(~yf
sms σσσσ −−
⋅=Φ
The effective yield function can be written:
yσ is the yield strength in tension of the matrix material.
m~ corresponds to an appropriately normalized effective viscous compliance tensor.
3. Plastic partND p Λ= &
σ∂Φ∂
=N
Λ& is the plastic multiplier, larger than zero.

38
Evolution of the MicrostructureEvolution of the Microstructure
When the porous material deforms, the state variables evolve and, in turn, influence the response of the material.
Porosity),()1()1( shNfDff kk
pkk σΛ≡−Λ=−= &&&
Shape),()( 1
'11
'3311 shDDww pp σΛ=−= &&
),()( 2'
22'
3322 shDDww pp σΛ=−= &&
Orientation)3,2,1()()( == inn ii ω&
M.Kailasam, N. Aravas, P. Ponte Castaneda CMES, Vol. 1, pp. 105-118 2000N. Aravas a, P. Ponte Castaneda, Comput. Methods Appl. Mech. Engrg. 193 (2004) 3767–3805

39
Models ComparisonModels Comparison
Limitations:No contact area and coordination number evolutionSymmetric yield surface, not appropriate for “powder”
Limitations:Affine motion
Stage II Compaction (RD>0.9)Stage I Compaction (RD<0.9)
Ellipsoid voids with shape and orientation
Contact area and coordination number
“s” tensor“B” tensorMatrix with voids insideInteraction of particles
P&A ModelP&A ModelFleckFleck’’s Models Model

40
ConclusionsConclusionsA versatile version of the Drucker-Prager model was
implemented in VUMAT of ABAQUS/Explicit.State of the art models of compaction predict densification but not post processing properties because of
- Path dependence- Anisotropy- Brittle behavior of compacts
Fleck’s and P&A models were reviewed to check if they can address the weakness of Drucker-Prager model
- Fleck’s model has major problemsAffine motion assumption; Cannot address low triaxialites cases; Predicts wrong anisotropy…
- P&A model is not appropriateNo contact area and coordination number evolution; Symmetric yield surface, notappropriate for “powder”

41
Framework of Future WorkFramework of Future WorkFE ModelFE Model Micromechanical ModelMicromechanical Model
Continuum mechanics ModelContinuum mechanics Model
Stage I compaction
Take into account of the anisotropy in microscopic level (“B” Tensor)
Modify the assumption of “affine motion”
Combine micromechanical model and continuum mechanics model
Develop new model and implement it to VUMAT
Study the modes of fracture during diametrical compaction of tablet with new model