Embed Size (px)
Citation preview

Di
Ja
b
a
ARR2A
KCRMX
1
obpursoon[tdwecctw
f
0d
Applied Surface Science 257 (2011) 2332–2336
Contents lists available at ScienceDirect
Applied Surface Science
journa l homepage: www.e lsev ier .com/ locate /apsusc
etermination of residual stresses within plasma spray coating using Moirénterferometry method
iang Yia,b,∗, Xu Bin-shia, Wang Hai-doua, Liu Minga, Lu Yao-huia
National Key Laboratory for Remanufacturing, Academy of Armored Force Engineering, Beijing, 100072, ChinaNaval flying academy of China, Huludao, 125101, China
r t i c l e i n f o
rticle history:eceived 31 August 2010eceived in revised form4 September 2010ccepted 24 September 2010
a b s t r a c t
In this paper, residual stresses of the Ni–Cr–B–Si coatings prepared by supersonic plasma spray process-ing were measured by moiré interferometry and X-ray diffraction method. Moiré interferometry methodwas used in measuring the distribution of residual stresses of the Ni–Cr–B–Si coatings alongside the spec-imen thickness direction, then the distribution of residual stresses both in the substrate and the coatingwas also analyzed. Experimental results showed that residual stresses in the coating and the substrate
eywords:oatingesidual stressoiré interferometry-ray analysis
are tensile and compressive separately; residual stresses of the coating are diminished with the increaseof the distance from the coating surface and almost zero at the coating–substrate interface; the maxi-mum of compressive residual stresses of the substrate are present to the vicinity of the coating–substrateinterface. It could be concluded that residual stresses in the specimen would result from the dismatchof thermophysical properties between the coating and substrate during the spray process, and the dis-tribution of residual stresses of the substrate would be influenced by the sandblasting prior to spraying.
. Introduction
The sprayed coatings have been widely used in microelectronic,ptical and structural components [1–3]. Residual stresses haveeen and still are of great interest to the researchers because of theirronounced influence on the performance of coatings [4]. Resid-al stresses are inevitably generated in the coatings, which mayesult in the failures of coatings, such as crack [5], buckling [6,7],pallation [8,9], delaminiation [10,11] and so on. Different meth-ds have been developed so far to determine the residual stressf the coatings, such as curvature method, drilling-hole, X-ray,eutron diffraction, moiré interferometry [12,13], shearography14] method. But any technique has its advantages and limita-ions [15,16]. Moiré interferometry (MI), as a method of whole-fieldisplacement/strain measurement, can offer high sensitivity andide measurement range. As one of the new methods in mod-
rn photo-mechanics developed since 1980s, high-sensitivity MI
ould offer a unique combination of high sensitivity and excellentontrast, range and spatial resolution. MI method usually needso combine with destructive mechanical methods to measure thehole field distribution of residual stresses. X-ray diffraction (XRD)∗ Corresponding author. Present address: National Key Laboratory for Remanu-acturing, Beijing 100072, China. Tel.: +86 10 66718541; fax: +86 10 66717144.
E-mail address: [email protected] (Y. Jiang).
169-4332/$ – see front matter © 2010 Elsevier B.V. All rights reserved.oi:10.1016/j.apsusc.2010.09.098
© 2010 Elsevier B.V. All rights reserved.
method is one of the most popular methods for the residual stressmeasurement because it enables a nondestructive evaluation ofsurface residual stresses of crystalline materials [17]. In this paper,residual stresses in plasma sprayed Ni–Cr–B–Si coating were mea-sured by using MI with cutting method. The residual stresses onthe coating surface were also measured by the XRD method forcomparison.
2. Experimental procedures
2.1. Preparation of coating
A high-efficiency plasma spraying system, HEPJet, was devel-oped by National key laboratory for remanufacturing. As the key ofthis system, a novel hypersonic gun was used to prepare Ni–Cr–B–Sicoatings. Compared with the conventional air plasma sprayingsystem, the high-efficiency hypersonic plasma spraying systemimproved greatly the coating quality but at low cost [18,19]. Thecommercial medium carbon steel substrate with dimensions of50 mm × 8 mm × 6 mm was used. Prior to spraying, the substratewas cleaned in acetone solution, and sandblasted using with corun-
dum powder of mesh 48 size, blasting pressure of 0.6 MPa, blastingangle of 70◦, standoff distance of 100 mm, blasting time of 15 s.A commercially available Ni–Al powder was used when sprayedthe bonding coating. A commercially available Ni–Cr–B–Si powder(Ni60AA) of nominal composition Cr-18.09, Si-4.84, Fe-15.63, B-3.6,
J. Yi et al. / Applied Surface Science 257 (2011) 2332–2336 2333
CwpoN
2
ubTdtigfttAriffisSs
Fig. 1. Schematic of principle of wave front interferometry theory.
-0.6, Ni-balance (wt.%) with the particle size lower than 100 �mas used. The powder is characterized by near-perfect sphericalarticles. The cross-sectional microstructure of the coating was alsobserved by using SEM (The thickness of Ni–Al bonding layer andi–Cr–B–Si coatings was about 20 �m and 180 �m respectively.
.2. Measurement of residual stresses
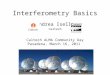
A three-dimension MI system was used to determine the resid-al stresses in Ni–Cr–B–Si coating. The MI was developed on theasis of wave front interferometry theory given by Dai et al. [20,21].he principle of MI is depicted schematically in Fig. 1. Two inci-ent beams (A and B) from three-dimension MI system coexist inhe region of intersection, and then interfere to create the walls ofnterference, which is called a virtual grating (1200 lines/mm). Arating with a frequency of 1200 lines/mm is bonded to the sur-ace of the specimen and underwent the same deformation. Sohe specimen grating is deformed in company with the deforma-ion of the specimen, it can result in the warped wave fronts:′′ and B′′. The generated interference patterns (fringe patterns)epresent the contours of x- and y- direction displacement. Fig. 2llustrated the replication of a high-sensitivity grating on the sur-ace of coating specimen. The grating is a very thin aluminum
lm with 1200 parallel lines/mm on the mold. Firstly, the adjacentide of coating (50 mm × 6 mm) was cleaned in acetone solution.econdly, the liquid adhesive was poured on the specimen andqueezed into a thin film by pressing the mold against the speci-Fig. 3. Schematic of residual stress using with m
Fig. 2. Steps in producing the specimen grating on the coating specimen.
men. After solidification of the adhesive, the grating was transferredfrom the mold (Fig. 2) to the specimen and bonded tightly to thespecimen surface.
Before the relaxation of residual stress, the grated surface mustbe protected. The alcoholic solution including the shellac resin iscovered the grated surface to avoid the damage of gating duringthe cutting process. In order to determine the residual stress in thecoating through the thickness direction, the grated specimens arecut by using linear cutting method, as shown in Fig. 3. Althoughthe cutting process is carefully, further residual stress might stillbe introduced due to cutting. Moreover, the grating near the cut-ting section can be destroyed slightly during the cutting process.In order to eliminate extra deformation due to cutting process, thecutting section was slightly polished. Then the deformation of thearea near the cutting section due to relaxation of coating residualstress was captured by the three-dimension MI system.
It should be noted that the fringe intensity is not high enough inmost measurement processes of residual stress. Hence, the alterna-tion between fringes is not reflected clearly. Two methods can beused to improve the fringe intensity, i.e., carrier fringe and phaseshifting. However, carrier fringe would not enhance the measure-ment sensitivity [22]. In this paper, the enhancement method offringe intensity is carried out by means of four-frame phase-shiftstechnique [22], which is an equal step phase shifting technique. Thismethod is suitable for liner phase shifter, such as PZT ceramic [23]. Itsequentially acquires four phase-shifted images, and the phase dis-tribution can be calculated from the intensity distribution of fourimages with a phase difference of �/2 between adjacent images.The intensity distribution of the fringe patterns (depicted in Fig. 1)
can be expressed as [12]I(x, y) = I0(x, y){
1 + �(x, y) cos [ϕ(x, y)]}
(1)
oiré interferometry and cutting method.

2334 J. Yi et al. / Applied Surface Science 257 (2011) 2332–2336
wiib
I
�cf
ϕ
3
taTpetTdthpra
wsitmninstct
Fig. 4. SEM photograph of Ni–Cr–B–Si plasma sprayed coating.
here I0 is the unknown average intensity, � is the unknown vis-bility of the fringes; ϕ(x,y) is the phase distribution. After Eq. (1)ntroduces phase difference ı, then the intensity distribution cane expressed as
(x, y) = I0(x, y){
1 + �(x, y) cos[ϕ(x, y) + ı
]}(2)
To four phase-shifted images, phase difference separately is 0,/2 , �, 3�/2, and their intensity distribution (I1, I2, I3, I4) can bealculated by Eq. (2), then the phase distribution can be calculatedrom the intensity distribution of four images:
(x, y) = tan−1 I4 − I2I1 − I3
(3)
. Results and discussions
Fig. 4 shows a cross-sectional morphology of the microstruc-ure of coatings. In the bonding coating, the darker region is mainlyluminum element and the grey region is mainly nickel element.he phase shifting MI graphs of plasma sprayed coating at differenthase shifting angles are shown in Fig. 5, where the cutting line isxisted at the right edge. From these four images, it can be seenhat fringes is intensive near the coating side along the cutting line.o calculate automatically residual stress distribution, Wang [24]eveloped a special software for the three-dimension MI system,he algorithm used in this software is based on Chapters 5, 6 inis Ph.D. thesis. After overlapping all graphs in Fig. 4 to one graph,hase unwrapping with this software, the strain field after stresselaxation due to cutting can be calculated. Then stress distributionlong the cutting line can be evaluated by using [25,26]
�c = Eiεi
�s = Esεs(4)
here � is residual stress, ε is strain, E is elastic modulus; the sub-cripts of s and c denote the substrate and coating respectively, anddenotes the layer number of multi-layer coating. Elastic moduli ofhe coating and the substrate were tested by the nano indentation
ethod with the Nano Tester 600 W. After the elastic moduli by theano indentation and strain values by the software are introduced
nto Eq. (4), then, the residual stress distributions along the thick-
ess direction both in the coating and the substrate are obtained, ashown in Fig. 6. The residual stresses in the coating are tensile withhe maximum value of about 70 MPa on the coating surface. On theontrary, the residual stresses in the substrate are compressive, andhe maximum is near the coating–substrate interface.Fig. 5. Phase shifting moiré interferometry graphs of plasma sprayed coating (a)phase shifting angle T = 0; (b) T = (1/2)�; (c) T = �; (d) T = (3/2)�.
In order to compare with the results by MI, residual stressesupon the coating surface were tested by XRD method before cuttingrelaxation of residual stresses. In the middle of the coating surface,residual stresses of five uniformed spaced points along the lengthdirection of the specimen were measured when the tilt angels ofthe specimen were as 0◦, 25◦, 35◦, 45◦. In order to exclude the influ-ence of surface treatment of the coating, the treatment for reducingthe coating surface roughness such as electrolytic polishing wasnot used; the specimens were treated only by ultrasonic cleaning.
Besides the above reasons, the lack of diffracted intensity was alsorelated to the existence of amorphous phase in the thermal sprayedcoatings. In the actual test process, scanning time was increased andthe diffraction peaks were obtained by overlapping scanning resultsthree times at the same location. The testing results are shown in
J. Yi et al. / Applied Surface Scien
Fig. 6. Distribution of specimen residual stresses alongside the thickness.
FmlI
3
ciccatz
bftmtsiabQ
Fig. 7. Residual stresses upon the coating surface by XRD method.
ig. 7, the cutting line is near 20 mm from the edge of the speci-en. As shown in Fig. 7, although experimental errors are relatively
arge, the residual stresses on the coating surface are near 70 MPa.t is similar to the results of MI method.
.1. Residual stresses in the coating and the substrate
Fig. 6 shows that residual stresses in coating are tensile andompressive in the substrate using with MI method. In the coat-ng, residual stresses decrease with the increase of distance to theoating surface; residual stresses would change from tensile toompressive at the coating–substrate interface; residual stressesre concentrated at the side of the substrate, with the increase ofhe distance to the interface, compressive residual stresses tend toero.
Residual stresses arise primarily as a result of (a) the materialeing deposited initially in a non-equilibrium state and (b) dif-erential thermal contraction occurring between the coating andhe substrate, during post-deposition temperature changes. Both
echanisms can generate either tensile or compressive stress inhe coating. According to the research of Kuroda and Clyne [27],
ources of residual stress within the sprayed coating were: quench-ng stress, thermal stress (differential thermal contraction stress)nd phase transformation stress. Final stress in metal coating cane expressed as the sum of quenching stress and thermal stress.uenching stress is always tensile, however, the status of thermalce 257 (2011) 2332–2336 2335
stress (�th) is depended on coefficients of thermal expansion (CTEs),as shown in Eq. (5).
�th = Ec(˛s − ˛c)�T (5)
where ˛ denotes CTEs. In this paper, thermal expansive coefficientof coating material (Ni-base alloy) is larger than one of the sub-strate; therefore, final residual stresses in the coating are tensile.On the contrary, residual stresses in the substrate are compressive.
3.2. Distribution of residual stresses alongside the thickness
According to some researches and declarations of manufactur-ers of residual stress measurement equipment, test error of XRD isabout 20 MPa, and error of moiré interferometry is about 5 MPa. ToMI method, extra errors are inevitably by some graph treatmentssuch as fringe refining. Moreover, fringe intensity is still not enoughto reflect the strain field. Strains are averaged between adjacentfringes, so the residual stresses curve in Fig. 6 is not very smooth.On the coating surface, the test result of MI is similar to the averageof the results of XRD. It can be proposed that MI method could beused to measure residual stresses of the metal-based coatings.
The distribution of compressive residual stresses in the sub-strate is shown in Fig. 6. It can be concluded that the maximumof residual stresses is not at the interface, the maximum is near thecoating–substrate interface. If numerical models such as Townsendet al. [28] are applied to analysis residual stress in the substrate, themaximum stress value would be exactly at the coating–substrateinterface, and the distribution of residual stresses would tend tozero as a function of the distance to the interface. Moreover, in thenumerical analysis of Zhang et al. [26], the position of zero ther-mal residual stress, or the neutral axis of bending moment balance,is underneath the coating–substrate interface when the coating isthin enough.
The reasons for the divergence to the experimental phenom-ena can be interpreted as follows: For the actual coating specimen,spraying pretreatments, especially sandblasting process influencesthe distribution of residual stresses near the interface. Sandblast-ing would introduce compressive stresses on a very thin layer of thesubstrate surface before spraying [2,29], according to the in-planeforces balance, on the other hand, tensile stresses are in the inte-rior of the substrate. In most of the numerical analysis, the effect ofpretreatment of spraying would not considered, so residual stressesintroduced from sandblasting cannot be calculated. But in the MIresults, the effect of sandblasting cannot be neglectful.
4. Conclusions
(1) Residual stresses within the supersonic plasma sprayNi–Cr–B–Si coatings were measured by MI with the cut-ting method. After some effective protection procedures,the specimen grating adhesive to the specimen could fullyshow the specimen distortion resulting from the relaxationof residual stresses within the coating. Then the distributionof residual stress alongside the thickness was measured andcalculated.
(2) According to the experimental results, it was showed that resid-ual stresses of the coating are tensile and decreases as a functionof the distance to the coating surface; residual stresses in thesubstrate, on the contrary, are compressive, and the maximumof residual stresses are near the coating–substrate interface,
and tends to zero as a function of the distance of the interface.(3) In order to comparing with the results of MI, residual stresseson the coating surface were measured by XRD method. Bothresults are similar and show that residual stresses upon thecoating surface are near 70 MPa. It could be concluded that MI

2 Scien
A
ot(
R
[[[[[[[[
[
[[[[[[
336 J. Yi et al. / Applied Surface
method can apply to the measurement of residual stresses inthe metal-based coating system.
cknowledgments
This work was supported by the Natural Science Foundationf China (NSFC) under grant No. 50735006, the Founda-ion (9140C850103080C8510) and the general project of NSFC50675223).
eferences
[1] Y.C. Tsui, T.W. Clyne, Thin Solid Films 306 (1997) 23–33.[2] K.A. Khor, Y.W. Gu, Mater. Sci. Eng. A 277 (2000) 64–76.[3] N.P. Padture, M. Gell, E.H. Jordan, Science 296 (2002) 280–2844.
[4] Y. Jiang, B.S. Xu, H.D. Wang, J. Cent. South. Univ. Technol. 12 (Suppl. 2) (2005)53–58.[5] A.G. Evans, J.W. Hutchinson, Acta Metall. Mater. 43 (1995) 2507–2530.[6] T.C. Chiu, Ph.D. Dissertation, Lehigh University, Bethlehem, 1999.[7] J.S. Wang, A.G. Evans, Acta Mater. 46 (1998) 4993–5005.[8] G. Bao, H. Cai, Acta Mater. 5 (1997) 1055–1066.
[[[[[
ce 257 (2011) 2332–2336
[9] M.J. Pindera, J. Aboudi, S.M. Arnold, Int. J. Plasticity 21 (2005) 1061–1096.10] H.H. Yu, M.Y. He, J.W. Hutchinson, Acta Mater. 49 (2001) 93–107.11] S.R. Choi, J.W. Hutchinson, A.G. Evans, Mech. Mater. 31 (1999) 431–447.12] D. Post, B. Han, P. Ifjiu, High Sensitivity Moiré, Springer-Verlag, New York, 1994.13] Z. Wu, J. Lu, B. Han, J. Appl. Mech. 65 (1998) 837–843.14] K. Habib, Opt. Laser Technol. 37 (2005) 509–512.15] T.W. Clyne, S.C. Gill, J. Therm. Spray Technol. 5 (1996) 401–418.16] O. Kesler, M. Finot, S. Suresh, S. Sampath, Acta Mater. 45 (1997) 3123–3134.17] E. Atar, C. Sarioglu, U. Demirler, E.S. Kayali, H. Cimenoglu, Scripta Mater. 48
(2003) 1331–1336.18] X.C. Zhang, B.S. Xu, S.T. Tu, F.Z. Xuan, Y.K. Zhang, H.D. Wang, Y.X. Wu, Fatigue
Fract. Eng. Mater. 32 (2009) 84–96.19] S. Zhu, B.S. Xu, J.K. Yao, Mater. Sci. Forum 475–479 (2005) 3981–3984.20] F.L. Dai, J. Mckelvie, D. Post, Opt. Laser Eng. 12 (1990) 101–108.21] M. Ya, Y.M. Xing, F.L. Dai, K. Lu, J. Lu, Surf. Coat. Technol. 168 (2003) 148–155.22] Z.Y. Wang, F.L. Dai, Acta Photonica Sin. 28 (1999) 996–1001 (in Chinese).23] M. Ya, H. Miao, X. Zhang, J. Lu, Opt. Laser. Technol. 44 (2006) 68–79.24] Z.Y. Wang, Ph.D. Dissertation, Tsinghua University, Beijing, 1999.
25] A.S. Manning, S. Fuchs, Mater. Des. 18 (1997) 61–72.26] X.C. Zhang, B.S. Xu, H.D. Wang, Y.X. Wu, Thin Solid Films 488 (2005) 274–282.27] S. Kuroda, T.W. Clyne, Thin Solid Films 200 (1991) 49–66.28] P.H. Townsend, D.M. Barnett, T.A. Brunner, J. Appl. Phys. 62 (1987) 4438–4444.29] K.P. Chander, M. Vashista, K. Sabiruddin, S. Paul, P.P. Bandyopadhyay, Mater.Design 30 (2009) 2895–2902.