Embed Size (px)
DESCRIPTION
Â
Citation preview

3 Design of modified atmosphere packaging forfresh produce
K. L. YAM and D. S. LEE
3.1 Introduction
Controlled atmosphere (CA) storage and modified atmosphere packaging(MAP) are two useful technologies to extend the shelf-life of freshagricultural and horticultural produce. Simply stated, these technologiesinvolve storing a fruit or vegetable in a modified atmosphere usuallyconsisting of reduced O2 and elevated CO2 concentrations compared to air.The modified atmosphere reduces the rates of respiration and ethyleneproduction, which are often associated with the benefits of retardation ofphysiological, pathological, and physical deteriorative processes occurring inthe product. Aerobic respiration is a complicated process that involves aseries of enzymatic reactions taking place through the metabolic pathways ofglycolysis, the tricarboxylic acid (TCA) cycle, and the associated electrontransport system (Kader, 1987). However, the overall reaction describing therespiration process may be simply expressed as
C6H12O6+ 6 O2 -> 6 CO2 + 6 H2O + heat (3.1)
that involves the oxidation of organic substrates (such as starch, sugars, andorganic acids) to CO2 and H2O along with heat generation. Kinetic theoryand Equation (3.1) suggest that the respiration rate may be reduced bydecreasing the O2 and/or by increasing the CO2 concentration.
There are differences between the ways CA storage and MAP create andmaintain a modified atmosphere. In CA storage, a gas generator is usuallyused to create and control the modified atmosphere in a cold warehousewhere the product is kept. In MAP, the product is kept in a carefullydesigned permeable package, and the modified atmosphere is created andmaintained through an intricate interplay between the respiration of theproduct and the gas permeation of the package. MAP is a more economicaltechnology because an expensive gas generator is not needed; however, it isalso a more difficult technology to implement because of the rathercomplicated interactions between the product and the package. This chapteris focused on the design of MAP for fresh produce.
The modified atmosphere in MAP can be created by either active orpassive modification. In active modification, the modified atmosphere iscreated rapidly by flushing the headspace of the package with a desired gasmixture. In passive modification, the modified atmosphere is created by

allowing the produce to respire inside the package so that an equilibrium isslowly attained. In both cases, once the modified atmosphere is established,it is maintained through a dynamic equilibrium of respiration and per-meation.
Designing MAP for fresh produce is a complicated task, requiring goodunderstanding of the dynamic interactions among the product, the environ-ment, and the package. The food technologist who is asked to design MAPfor fresh produce faces many difficult but practical questions, such aswhether the MAP technology is applicable to the product, what is theoptimum gas composition, what kind of packaging material is needed, and
Determine optimum conditions andtolerant limits
Determine respiration rates
Neither CA storage norMAP is suitable for the
product
Use mathematical model todetermine package requirments
IVerify model predictions with
experiments
Only CA storage is suitablefor the product
Design of MAP possibleNeed to develop new
permeable films for MAP
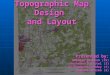
Figure 3.1 Flow chart for designing MAP for fresh produce.
Conduct literature review
Conduct feasibility study
Could CA storage provide"benefits?
Is suitable permeable filmavailable?

how to protect the product from the potential hazards of a modifiedatmosphere.
Prince (1989) has reported that the majority of modified atmospherepackages are designed by trial-and-error methods, which often lead to poordesigns that are either ineffective or injurious to the product. Althoughnumerous articles have already been written on the various aspects of MAP,almost none of them provides an overview of the design process. To fill thisgap, a simple process for designing MAP of fresh produce is presented inthis chapter. The process is necessarily somewhat simplified because manybiological aspects underlying the effects of modified atmosphere on theshelf-life of plant tissues are still not understood (Solomos, 1994). The stepsinvolved in the design process are outlined in the flow diagram of Figure3.1.
3.2 Literature review
Before designing MAP for a product, the first step is to determine whetherCA storage can indeed provide benefits for the product. Reviewing the
Table 3.1 Recommended optimal modified atmosphere conditions for produce
Commodity
Vegetables
AsparagusBroccoliBrussels sproutsCabbageCauliflowerCorn, sweetCucumberLettuceMushroomPepperSpinachTomato, partly ripe
Fruits
AppleApricotAvocadoBananaBlueberryCherry, sweetGrapefruitPeachPearPersimmonStrawberry
Temperaturerange (0C)
0-50-50-50-50-50-58-120-50-58-120-58-12
0-50-55-1312-150-50-5
10-150-50-50-50-5
Relativehumidity (%)
959595
90-959595
90-959590
90-9595
85-90
9090
85-9085-9590-9590-9585-90
9090-9590-9590-95
Modified atmosphere
O2
air1-21-23-52-52-43-52-5air3-5air3-5
2-32-32-52-5
0-103-103-101-22-3210
CO2
5-105-105-75-72-5
10-2000
10-152-8
10-200
1-22-33-102-5
11-2010-125-10
50-1
815-20
From Labuza and Breene (1989), Powrie and Skura (1991), and Katzyoshi (1992)

literature data is a good start to gather preliminary information about theproduct or similar products. Helpful information that may be available inthe literature is assessment of the potential benefit of CA storage and MAP,optimum storage conditions (such as gas concentration, temperature, andrelative humidity), O2 and CO2 tolerance limits, respiration rate, temperaturebelow which chilling injury of the product occurs, whether the product isclimacteric or nonclimacteric, and so on.
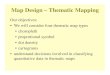
The recommended O2 and CO2 concentrations for some fruits andvegetables are listed in Table 3.1. More data are available elsewhere (Prince,1989; Labuza and Breene, 1989; Singh and Oliveira, 1994). The data mayalso be represented in the form of CO2 versus O2 plots (such as in Figures3.2 and 3.3), in which the windows represent the boundary of recommendedgas concentrations. The size of a window has a practical implication in thatthe smaller it is, the more rigid is the design requirement. However,literature data should be used only as a reference because discrepanciessometimes exist among data from different sources (due to possible reasons
CO
2 C
once
ntra
tion
(%)
Blackberry, Blueberry, Fig,Raspberry, Strawberry
Cherry
Mango, Papaya, Pineapple
Avocado
Persimmon
Banana Grapefruit
OrangeKiwi. Ne< arine, Peach
Air P = 0.8
Cranberry Plum
ApricotGrape LDPEp = Cy
O2 Concentration (%)
Figure 3.2 Recommended gas concentrations for CA storage of fruits. (Redrawn from Singh andOliveira, 1994, with permission.)

such as maturity and cultivar of the product) and the criteria used in makingrecommendations are seldom reported. Therefore conducting a feasibilitystudy is often required, particularly if no literature data are found for theproduct of interest.
3.3 Feasibility study
A simple feasibility study consists in conducting experiments to monitor thequality of the product as a function of time under various modifiedatmospheres. To define quality, a set of instrumental and sensory qualityattributes must be selected. Although the selection procedure is different foreach product, it generally includes assessment of texture, flavor, odor, color,nutritional quality, and microbial growth. The effects of CA storage on thesensory and nutritional quality of fruits and vegetables have been reviewedby Weichmann (1986).
Air P = 0.8
MushroomsAsparagus
CO
2 C
once
ntra
tion
(%)
Leeks
Broccoli
Brussels ! >pr< >uts'BeansCabbage
Parsley
Spinach
LDPE B = 0.8
Cauliflower
TomatoPepperArtichokesRadishLettuce
O2 Concentration (%)
Figure 3.3 Recommended gas concentrations for CA storage of vegetables. (Redrawn from Singhand Oliveira, 1994, with permission.)
Okra

Figure 3.4 Flow-through system (a) and closed system (b).
The modified atmosphere can be created using the flow-through system(Figure 3.4a) that involves storing the product in a glass jar that has an inletport and an outlet port through which a pre-mixed gas (consisting of loweredO2 and elevated CO2) passes. For this feasibility study, the authors suggestthe use of a 3-level factorial experimental design with O2 and CO2
concentrations as independent variables, while keeping temperature andrelative humidity constant. The response or dependable variables are two orthree relevant quality attributes for the product. The O2 and CO2 ranges areto be selected between 2 and 10% and O and 20%, respectively. Thesuggested temperature and relative humidity are 5°C and 90%, respectively.Air (21% O2 and 0% CO2) should always be used as a control.
The purpose of the feasibility study is to determine if CA storage canprovide better storage quality than air storage. If the results are notfavorable, it is likely that MAP is not a suitable technology, and the foodtechnologist should avoid spending more time on designing MAP for thisparticular product.
33.1 Optimum conditions
Further work is justified if the feasibility study confirms the benefit of CAstorage for the product. The question then is whether the same benefit can beachieved by MAP without the use of an expensive gas generator. Since thefeasibility study provides only preliminary data, more experiments areneeded to more closely define the optimum conditions. This should be doneby extending the experimental design to include additional O2 and CO2
concentrations that are expected to give good results. The effects ofadditional temperatures (O and 10°C) and relative humidities (85 and 95%)on storage quality should also be examined.
There are three major design constraints: O2 tolerance limit, CO2 tolerance
(a)Gas In Gas Out
Gas Sampling Port
ProductSamples

limit, and temperature below which chilling injury occurs. Keeping O2
concentration above the O2 tolerance limit is necessary for maintainingaerobic respiration; otherwise, anaerobic respiration will lead to theformation of off-flavor and off-odor inducing compounds such as alcoholsand aldehydes. Keeping CO2 concentration below the CO2 tolerance limit isnecessary for protection of the product from unfavorable physiologicaldisorder such as breakdown of internal tissues. Keeping the product above acertain temperature is necessary for avoiding cell damage leading to loss offlavor and invasion of spoilage organism. Usually the O2 tolerance limitvaries between 1 and 3%, the CO2 tolerance limit varies between 10 and20%, and the chilling temperature varies between O and 15°C, depending onthe product - the actual values can be determined experimentally using theflow-through system illustrated in Figure 3.4a. The O2 tolerance limit maybe determined by monitoring the increase in ethanol content of the tissue.
3.4 Respiration rates
Respiration rate values are required for mathematical modeling and fordefining the package requirements. Respiration is often a good index for thestorage life of fresh produce: the lower the respiration rate, the longer thestorage life (Powrie and Skura, 1991; Lebermann et aL> 1968). As Equation(3.1) shows, respiration involves the rate of O2 consumption (R0) and therate of CO2 evolution (RCo2)- The respiratory quotient (RQ) is a convenientterm, which is defined as the ratio of CO2 evolution to O2 consumption. RQsare reported to range from 0.7 to 1.3, depending upon the metabolicsubstrate (Kader, 1987; Kader et aly 1989).
The respiration rates are known to be affected by several internal andexternal factors (Robertson, 1992). Internal factors include the type ofproduct and cultivar, maturity, resistance of plant tissue to gas diffusion, andwhether the product is climacteric or nonclimacteric. The external factorsinclude temperature, C2H4 concentration, O2 and CO2 concentrations andstress due to physical damage or excessive water loss.
34.1 Temperature effect
Temperature is the most important factor because it affects both therespiration rate and the permeability of the package. In practice, mostproducts experience some temperature fluctuations during storage anddistribution. The Arrhenius model is often used to describe the temperaturedependence of respiration, and the equations for rate of O2 consumption andrate of CO2 evolution are
/?O2 = R°2exp(-£O2/R7^ (3.2)
#co2 = Rco2 exp(-£CO2/R 7^ (3.3)

Another common way to express the temperature dependence is Q10, definedas
Respiration rate at (T + 10)°C10 "~ Respiration rate at rC
which is applicable to either O2 consumption rate or CO2 evolution rate.Typical Q10 values for vegetables are 2.5-4.0 at 0-1O0C, 2.0-2.5 at10-200C, 1.5-2.0 at 20-300C, and 1.5-2.0 at 30-400C (Robertson, 1992).Mathematically, the activation energy is approximately linearly proportionalto Q10 if the temperature range of interest is small (less than 400Cdifference), a condition satisfied by most practical circumstances. Similarly,Arrhenius-type equations can also be used to describe the temperaturedependence of gas permeabilities.
(3.5)
(3.6)
3.5 Measurement of respiration rates
Because respiration rates under modified atmospheres for most fruits andvegetables are not available in the literature, they must be determined byexperiment. There are three methods for measuring respiration rates: theflow-through system, the closed system, and the permeable system (Lee,1987). The flow-through system and the closed system are illustrated inFigure 3.4.
5.5.7 Flow-through system
The experimental setup of the flow-through system is shown in Figure3.4(a). It is important to position the inlet and the outlet tubes sufficiently farapart to ensure thorough mixing of the gas in the jar. The steady-state inletand outlet concentrations are measured with an instrument such as a gaschromatograph. The equations for calculating the respiration rates are
(3.7)
(3.8)
where the subscripts in and out denote the inlet and the outlet concentrations,respectively. The flow-through system has an advantage of being able to

provide more accurate data than the closed system. However, the usefulnessof the flow-through system is limited by the precision of the gaschromatography measurements, because the differences between the inletand outlet concentrations are usually rather small. There are three ways toincrease the concentration differences, as suggested by Equations (3.7) and(3.8): work only with produce of high respiration; reduce the gas flow rate;increase the sample weight. Another drawback of the flow-through system isthat each experiment measures only the respiration rate at a single gasconcentration, and thus much time and labor are required if respiration ratesat many gas concentrations are to be measured.
3.5.2 Closed system method
The closed system method (Figure 4b) is more efficient for measuringrespiration rates as a function of gas concentrations. This method involvesmonitoring the O2 and CO2 concentrations inside a closed jar containingthe product as a function of time (Haggar et al., 1992). The initialgas concentrations inside the jar are usually those of air, but other gasconcentrations may also be used. As the product respires, the gas con-centrations in the jar change with time - from high O2/low CO2 concentra-tions at the beginning to low O2/high CO2 concentrations toward the end.The respiration rates at these O2 and CO2 concentrations may be calculatedusing the equations
(3.9)
(3.10)
The negative sign in Equation (3.9) signifies that the O2 concentration in thejar decreases with time. In order to evaluate the first derivatives, the data ofgas concentration versus time should first be curved fitted. The recom-mended functions for fitting the data are
(3.11)
(3.12)
and their first derivatives are

(3.13)
(3.14)
The validity of Equations (3.11) and (3.12) should be confirmed bycomparing the fitted values with the experiment data. If the comparison ispoor, other forms of functions should be attempted. For convenience, theconversion factor a is omitted in Equations (3.13) and (3.14).
The respiration rates calculated from Equations (3.9) and (3.10) are at O2
and CO2 concentrations unique to a particular closed system experiment. Itis usually difficult to design a priori a closed system experiment to generatecertain desired gas concentrations. The question is how the respiration ratesobtained from closed system experiments can be useful to estimate therespiration rates at other gas concentrations. An answer is to first fit therespiration rate data with a model and then use the model to estimatethe respiration rates at the desired gas concentrations.
The best model presently available for this purpose is the enzyme-kinetictype respiration model proposed by Lee et al. (1991).
(3.15)
The model requires two different sets of adjustable coefficients (Vm, Km, andKj): one for ROi and the other for Rcc>2. The model has been verified quiteextensively using experimental data for a wide variety of products. Since themodel is based on the principle of enzyme kinetics, it requires less adjustablecoefficients and is likely to be more predictive than those purely empiricalmodels (Cameron et a/., 1989; Yang and Chinnan, 1988) used in theliterature. However, the applicability of the model to any new set of datashould always be confirmed by comparing the predicted values with theexperimental data. Overextending the model to predict respiration rates atconcentrations very different from those generated from the closed systemexperiments should be avoided. Table 3.2 lists the model parameter valuesand respiration activation energies for some fruits and vegetables. Theactivation energies are not strong functions of O2 and CO2 concentrations(Haggar et aL, 1992).
3.6 Model equations and package requirements
Mathematical models are useful for defining the package requirements forMAP. Several models (Jurin and Karel, 1963; Veeraju and Karel, 1966;

Table 3.2 Respiration model parameter values and respiration activation engergies for someproducts
Commodity
Blueberry"Coville"3
Broccolib
Cauliflower0
Green pepperd
Temp.(0C)
15
7
13
10
Respirationexpression
O2 consumptionCO2 evolution
O2 consumptionCO2 evolution
O2 consumptionCO2 evolution
O2 consumptionCO2 evolution
Respiration model parameters
v m(mg/kgh)
68.051.0
210.3235.2
133.7134.4
54.331.8
(% O2)
0.40.2
0.61.7
1.71.4
6.02.4
(% CO2)
2.94.9
2.31.93
3.03.1
1.34.3
Activationenergy
(kJ/mol)
147.3163.3
62.766.1
21.2-48.221.2-48.2
48.7-57.348.7-57.3
aSong et al (1992); bHaggar et al. (1992); cYam et al. (1993) and Exama et al. (1993); dExama etal. (1993).
Hayakawa et al., 1975; Deily and Rizvi, 1981) are available in the literature,and some of them have been reviewed by Zagory and Kader (1988).Basically those models use the principles of O2 and CO2 mass balances todescribe the interactions among the respiration of product, the permeabilityof the package, and the environment.
3.6.1 Unsteady-state equations
A simple model based on the principle of mass balance requires that
Rate of O2 or CO2 _ Rate of O2 or CO2 Rate of O2 or CO2
accumulated in package permeated into package generated by respiration
and the mass balance equations for O2 and CO2 are
(3.16)
(3.17)
where the subscripts i and o denote the inside and outside of the package,respectively. Equations (3.16) and (3.17) are first-order linear differentialequations that can be solved quite easily using a computer. They are usefulfor describing the unsteady-state behaviour of the MAP system, such asduring the process of passive modification and during temperature fluctu-ations. The equations can be tailored to fit a particular physical situationthrough the application of initial boundary conditions. For example, theinitial conditions for passive modification are [O2]; = 21 and [CO2]; = O at

t = O. Note that the respiration rates R02 and RCOi are functions of O2 andCO2 concentrations, which can be expressed using the enzyme-kinetic modelof Equation (3.15).
3.6.2 State-state equations
When the accumulated terms are zero, Equations (3.16) and (3.17) arereduced to the steady-state equations
(3.18)
(3.19)
where the subscript s denotes steady-state condition. Equations (3.18) and(3.19) describe the dynamic equilibrium behaviour of the MAP system,when the CO2 evolution rate equals the efflux rate of CO2 through thepackage and the O2 consumption rate equals the influx rate of O2 through thepackage. In most situations, steady-state or dynamic equilibrium is approa-ched within two days. For long storage of the product, the dynamicequilibrium behavior is more important than the unsteady-state behavior.
To use Equations (3.18) and (3.19) as design equations, it is necessary tokeep track of how many independent or design variables are available. Thereare a total of 11 variables: R02, RCOi, and W are associated with the product;P02, PCQ2, S, and L are associated with the package; [O2]o, [O2J1 s, [CO2]O, and[CO2I1 s are associated with the environment. (Although temperature is notexplicitly shown, it is an implicit variable that affects both the respirationrates and the permeabilities to O2 and CO2.) Once the product and thetemperature are selected, six out of the 11 variables are already decided: R02
and RCOi are determined by the flow-through system or the closed systemexperiments; [O2J1 s and [CO2], s are assumed to be the optimum O2 and CO2
concentrations; [O2]o and [CO2J0 are 21 and 0%, respectively. With sixvariables fixed and two equations to satisfy, there are only (11-6-2) = 3design variables. That is, only three out of the remaining five variables (W,5, L, P02 and PCO2) can be specified arbitrarily. For example, if the foodtechnologist chooses to specify the dimensions of W, S, and L (withinpractical limits), the permeabilities P02 and PCO2 must then be determined byEquations (3.18) and (3.19).
The equations also provide a convenient means to reject films not suitablefor a particular application. Dividing Equation (3.19) by Equation (3.18)yields

(3.20)
where [O2]0 and [CO2I0 are assumed to be 21 and 0%, respectively. Further,if RQ is assumed to be 1 and PCQJPOi is defined as (3, Equation (3.20) maybe rewritten as
(3.19)
Equation (3.19) may be represented as a straight line with slope P on a plotof [CO2I1 s versus (21 - [O2]; s). Two such lines (P = 0.8 and (3 = 5) areshown in Figures 3.3 and 3.4. As an example of application, cauliflowerrequires a P = 5 (Figure 3.3), and thus a film with (3 varying considerablyfrom 5 (such as 2) should be rejected for packaging cauliflower. However,there is no guarantee that a film with (3 = 5 will work well for cauliflowerbecause, in addition to (3, the individual F02 and PCOi must be alsodetermined by solving Equations (3.17) and (3.18) simultaneously. Satisfy-ing Equation (3.19) is a necessary but non-sufficient requirement forselecting a suitable polymeric film.
There are on-going research efforts being made to develop moresophisticated models for more accurate prediction, since none of the existingmodels considers every factor of the MAP system. A more complete modelshould include the generation of H2O and heat and the effects of N2 andC2H4 in addition to balancing the O2 consumption rate and CO2 evolutionrate. In the meantime, the simple model described above can be used toprovide helpful information for preliminary design of MAP.
3.7 Polymeric films for MAP applications
Since there are many varieties of produce, a wide range of permeabilities isrequired. High permeabilities are needed for rapidly respiring produce, lowpermeabilities for slowly respiring produce. Table 3.3 lists the per-meabilities, (3 values, and permeability activation energies of some commonfood packaging polymeric films. Among them, low-density polyethylene andpolyvinyl chloride are most widely used for packaging fruits and vegetables(Zagory and Kader, 1988).
A fortunate situation occurs when the desired P02 and PCOl requirementsare met by one or more existing commercial films. If this is the case, a goodchance exists for a successful design. Unfortunately, this is not often thecase because the choices of suitable commercial polymeric films are ratherlimited. The problem can be appreciated by examining Table 3.3, whichreveals that the (3 values for most films fall within a rather narrow range

al (1993).Table 3.3 Permeabilities at 100C and permeability activation energies for polymeric film
Permeabilities (ml mil/m2h PCO2 Activation energies (kJ/mol)atm)
Polymeric films PQ2 PQ2 PQ2 Ep.o2 E
P,co;
Polybutadiene 1118 9892 8.8 29.7 21.8Low-density 110 366 3.3 30.2 31.1polyethyleneCeramic-filled LDPE 199 882 4.4 36.8 28.4Linear low-density 257 1002 3.9polyethyleneHigh-density 2.1 9.8 4.6 35.1 30.1polyethyleneCast polypropylene 53 151 2.9Oriented polypropylene 34 105 3.1 - -Polyethylene 1.8 6.1 3.3 26.8 25.9terephthalateNylon laminated 1.7 6.0 3.5 52.6 50.0multilayer filmEthylene vinyl acetate 166 985 5.9 48.4 37.0Ceramic-filled 116 630 5.4 34.5 26.2polystyreneSilicone rubber 11170 71300 6.4 8.4 0.0Perforation (air) 2.44 X 109 1.89 X 109 0.8 3.6 3.6Microporous film 3.81 X 107 3.81 X 107 1.0 13.0 3.7
From Exama et al (1993); Lee et al. (1992); Lee et al. (1994); Ohta et al (1991); Mannapperumaand Singh (1990); Anderson (1989); and Shelekshin et al (1992).
between 3 and 6; however, Figures 3.3 and 3.4 show that many fruits andvegetables require P values outside this narrow range. This problem has alsobeen recently investigated by Exama et al. (1933), who conclude most filmsdo not satisfy both the gas flow and selectivity requirements for many fruitsand vegetables packaged in typical MAP configurations.
There are at least two possible solutions for this problem. The firstsolution is to compensate the inadequacy of the films with techniques suchas placing oxygen absorbers in the package or using two different films toselectively control the permeability. The second solution is to look for newand better films - some recent advances in the development of polymericfilms suitable for fresh produce are discussed below.
3.7.1 Perforation and microporous films
A major challenge is to develop films that have greater permeability andhave a wider range of p values than existing types. Films of enhancedpermeability are necessary for packaging high respiration rate products andfor preventing the development of anaerobiosis. A wider range of (3 values,especially those below 3, is necessary to better match the respirationbehavior of many products.
The use of either perforation systems or microporous films is a possiblesolution to meet these two requirements. These systems and films have

permeabilities many orders of magnitude higher than those of non-perforatedpolymeric films, as well as (3 values between 0.8 and 1 (Anderson, 1989).The uses of perforation systems or microporous films in MAP are currentlybeing studied in several laboratories.
Emond et al (1991) have studied gas exchange through perforationsystems. They developed empirical equations to predict the effectivepermeabilities to O2 and CO2 for various diameters, thicknesses, andtemperatures. Their computer simulations showed that neither a siliconemembrane alone nor a perforation system alone could provide a satisfactorygas concentration for broccoli. However, a combined system, consisting ofsilicone membrane with area of 0.0061 m2 and perforations of 0.006 mdiameter and 0.0127 m thickness, could provide favorable conditions forbroccoli. Their other computer simulations also showed that while nopolymeric film or silicone membrane could provide satisfactory conditionsfor strawberries, a perforation system (with perforations 0.008 m in diameterand 0.00159 m thick) could provide an effective solution. However,experiments are required to confirm these computer predictions.
Meyers (1985) described the use of perforations in MAP of fruits. Thetechnique involved placing the product in a bag (or on a tray) constructed ofa high-barrier film such as polyvinylidene chloride. The bag was flushedwith N2 or CO2 as a preservative gas before sealing. After sealing, the filmwas perforated to assure gas outflow from the bag, to prevent distortion andto provide a gas pressure within the bag sufficient to inhibit air inflow intothe container. The packaging of strawberries and nectarines using thistechnique was described.
Mizutani et al (1993) reported that microporous polypropylene sheetscould be prepared by biaxially stretching filler-containing polypropylenesheets. Examples of fillers were CaCO3 and SiO2. The gas permeabilities ofthose sheets were controllable by adjusting filler content, particle size offiller, and degree of stretching. The average pore size ranged between 0.14and 1.4 juum.
Anderson (1989) has described the use of microporous films for MAP offruits and vegetables. The package was constructed of a gas-impermeablematerial having a microporous membrane panel to provide controlled flowsof O2 and CO2 through its walls. The microporous membrane was a biaxiallyoriented film composed of a blend of propylene homopolymer and apropylene-ethylene copoylmer having an ethylene-moiety concentration of2-5% by weight. The film was filled with 40-60% CaCO3 based on the totalweight of the film. Depending on the loading of CaCO3, the permeance(defined as permeability per unit thickness) of the film ranged between77,500 and 465,000,000 ml/m2 day atm. Good results were reported forstrawberries, mushrooms, and broccoli florets with the proper selection ofpermeance.

3.7.2 Temperature compensating films
Another challenge is to develop films that can tolerate temperaturefluctuation during storage and distribution. The problem of developing suchfilms is the mismatch of the activation energies for respiration andpermeation: respiration rates of produce are strongly affected by tem-perature, but the permeabilities of existing packaging films are only slightlyaffected by temperature. In some cases, even a small temperature increasewill cause rapid accumulation of CO2 and depletion of O2 in the package, asituation that may damage the product. Presently, research is being done ondeveloping a new class of polymeric films with permeation activationenergies more closely matching the respiration active energies of freshproduce. This class of polymeric films exhibits dramatic changes inpermeability by transforming the polymer matrix reversibly from a crystal-line state to an amorphous state as temperature is increased above a switchtemperature. This switch temperature can be controlled within ± 2°C bychanging the polymer side-chains.
3.7.3 Ceramic-filled films
In recent years, commercial ceramic-filled polymer films have beenintroduced in Japan and Korea for packaging fruits. The films usuallycontain about 5% of very fine ceramic powder, and the manufacturers claimthat these films emit far-infrared radiation or absorb C2H4 that can help toextend the shelf-life of the fruits. Although some workers (Isaka, 1988;Joyce, 1988) have reported that these films seem to improve the storagequality (especially color) of fresh produce, the benefit of using such filmshas not been reported in other laboratories. Lee et al (1992) have reportedthat the O2, CO2, and C2H4 permeabilities of ceramic-filled LDPE films arehigher than those of plain LDPE film, and that the temperature dependenceof the permeabilities follows the Arrhenius relationship. The higherpermeabilities make these films more suitable for packaging high respirationrate products. Since ceramic is a filler, it is expected that higher loadings ofceramic filler should yield higher permeabilities.
3.8 Concluding remarks
This chapter provides some practical suggestions for designing MAP offresh produce. The model equations are a time-saving tool to reduce thenumber of experiments and to answer many 'what-if questions. Asmentioned before, the model equations are oversimplified because they donot include many factors such as transpiration of the product, diffusivity ofskin and flesh to O2 and CO2, effect of C2H4, etc. Thus the model predictionsshould be used with an understanding of their limitations, and must alwaysbe verified with experimental data.

Nomenclature
[CO2] % CO2 concentration[CO2J1 % CO2 concentration inside the package at any time[CO2J1 s % CO2 concentration inside the package at steady state[CO2] in Inlet CO2 concentration in flow-through system (%)[CO2]out Outlet % CO2 concentration in flow-through system[CO2]O CO2 concentration outside the package (%); 0% for air[O2] O2 concentration (%)[O2J1 O2 concentration inside the package at any time (%)[O2]in Inlet O2 concentration in flow-through system (%)[C^lout Outlet O2 concentration in flow-through system (%)[Cy^s Steady-state O2 concentration inside the package (%)[O2]o O2 concentration outside the package (%); 2 1 % for aira Conversion factor (1 hr"1)(S Permeabi l i ty ratio, PCQJPO2 (dimensionless)a t , a2 Coefficients ( I r 1 )b j , b 2 , C1, c2 Coefficients (dimensionless)JE1CO2, E02 Activat ion energies for respiration (J /mole)EpCO2, EpOi Activat ion energies for permeabi l i ty (J /mole)F Gas flow rate (ml/h)K1n Michae l i s -Men ten constant (% O2)K1 Inhibit ion constant (%• CO 2 )L Thickness of film (mm)MC O 2 Molecular weight of C O 2 (0.044 kg/mole)M 0 2 Molecular weight of O 2 (0.032 kg/mole)Pa tm Pressure of 1 atmosphere (atm)^co2> ^ 2 Pre-exponential factors for permeabil i ty (mg mil /m 2 h atm)PCO2 Permeability to CO2 (mg mil/m2 h atm)P 0 2 Permeability to O2 (mg mil/m2 h atm)P Pressure in the package or the jar (Pa)R Gas constant (8.314 J/mol K)^Co2' R o 2 Pre-exponential factors for respiration (mg/kg h)RCo2 Rate of CO2 evolution (mg/kg h)RQ2 Rate of O2 consumption (mg/kg h)S Package surface areas (m2)t Time (h)T Absolute temperature (0K)V Free volume in package or in jar (ml)Vm Maximum respiration rate (mg/kg h)W Product weight (kg)

References
Anderson, H.S. (1989) Controlled atmosphere package. US Patent 4842875.Cameron, A.C., Boylan-Pett, W. and Lee, J. (1989) Design of modified atmosphere packaging
systems: modeling oxygen concentrations within sealed packages of tomato fruits. J. FoodScL, 54, 1413-16, 1421.
Deily, K.R. and Rizvi, S.S.H. (1981) Optimization of parameters for packaging of freshpeaches in polymeric films. /. Food Processing, 5(1), 23-41.
Emond, J.P., Castaigne, F., Toupin, CJ. and Desilets, D. (1991) Mathematical Modeling ofGas Exchange in Modified Atmosphere Packaging. Transactions of the ASAE, 34(1),239-45.
Exama, A., Ami, J., Lencki, R.W., Lee, L.Z. and Toupin, C. (1993) Suitability of plastic filmsfor modified atmosphere packaging of fruits and vegetables. J. Food ScL, 58(6),1365-70.
Haggar, P.E., Lee, D.S. and Yam, K.L. (1992) Application of an enzyme kinetics basedrespiration model to closed system experiments for fresh produce. J. Food ProcessEngineering, 15, 143-57.
Hayakawa, K., Henig, Y.S. and Gilbert, S.G. (1975) Formulae for predicting gas exchange offresh produce in polymeric film package. J. Food ScL, 40, 186-91.
Isaka, T. (1988) Recent trends in use of far IR radiations: use on packaging films. Food lnd.(Shokuhin Kogyo, Jpn.), 31(24), 27.
Jurin, V. and Karel, M. (1963) Studies on control of respiration of Mclntosh apples bypackaging method. Food Technol. Xl, 104-8.
Joyce, D.C. (1988) Evaluation of a ceramic-impregnated Plastic Film as a Postharvest Wrap.HortScience, 23, 1088.
Kader, A. A. (1987) Respiration of gas exchange in vegetables. In: Post Harvest Physiology ofVegetables, J. Weichmann (ed.), Marcel Dekker, New York, Chapter 3.
Kader, A.A., Zagory, D. and Kerbel, E.L. (1989) Modified atmosphere packaging of fruits andvegetables. CRC CHt. Rev. Food ScL Nut., 28(1), 1.
Katzyoshi, T. (1992) Freshness keeping packaging. In: Handbook of Food Preservation. K.Umeda, K. Yasmoto, K. Utagawa, T. Yokoyama and T. Yamaguchi (eds), Creative, Tokyo,365-74.
Labuza, T.P. and Breene, W.M. (1989) Application of 'active packaging' for improvement ofshelf-life and nutritional quality of fresh and extended shelf-life foods. / Food Proc. andPres., 13, 1-69.
Lebermann, K.W., Nelson, A.I. and Steinberg, M.P. (1968) Post-harvest changes of broccolistored in modified atmosphere: I. Respiration of shoots and color of flower head. FoodTechnol., 22(4), 143-6.
Lee, D.S., Haggar, P.E. and Yam, K.L. (1992) Application of ceramic-filled polymeric filmsfor packaging fresh produce. Packaging Technology and Science, 5, 27-30.
Lee, D.S., Haggar, P.E., Lee, J. and Yam, K.L. (1991) Model for fresh produce respiration inmodified atmosphere based on principles of enzyme kinetics. J. Food ScL, 56(6), 1580.
Lee, J. (1987) The design of controlled or modified packaging systems for fresh produce. In:Food Product-Package Compatibility, Proceedings, J.I. Gray, B.R. Harte and J. Miltz (eds),Technomic Publishing, Lancaster, PA, USA.
Mannapperuma, J.D. and Singh, R.P. (1990) Micromodel optimization of modified atmospherevegetable/fruit packaging. In: Proceedings of the Fifth International Conference onControlled/Modified Atmosphere/Vacuum Packaging-CAP90, San Jose, Calif., January17-19.
Mannapperuma, J.D. and Singh, R.P. (1994) Design of Perforated Polymeric Packages for theModified Atmosphere Storage of Fresh Fruits and Vegetables. 1991 IFT Annual Meeting,Paper 21-8.
Mizutani, Y. et al. (1993) Microporous polypropylene sheets. Ind. Eng. Chem. Res., 32,221-7.
Meyers, R.A. (1985) Modified Atmosphere Package and Process. US Patent 4515266.Ohta, H., Nakatani, A., Saio, T., Nagota, Y., Yoza, K. and Ishitani, T. (1991) Gas Permeability
of Commercial Plastic Films. Report of Ginki Chogoku National Agricultural Experimenta-tion Station, 82, 43-6.

Powrie, W.D. and Skura, BJ. (1991) Modified atmosphere packaging of fruits and vegetables.In: Modified Atmosphere Packaging of Food, B. Ooraikul and M.E. Stiles (eds), EllisHorwood, New York.
Prince, T.A. (1989) Modified atmosphere packaging of horticultural commodities. In:Controlled/Modified Atmosphere/Vacuum Packaging of Foods, A.L. Brody (ed.), Food &Nutrition Press, Trumbull, Connecticut, 67-100.
Robertson, G.L. (1992) Packaging of horticultural products. In: Food Packaging: Principlesand Practice, Marcel Dekker, New York, 470-506.
Shelekhin, A.B., Dixon, A.G. and Ma, Y.H. (1992) Adsorption, permeation, and diffusion ofgases in microporous membranes. II. Permeation of gases in microporous glass membranes./ Membrane ScL, 75, 233-44.
Singh, R.P. and Oliveira, F. (1994) Minimal Processing of Foods and Process Optimization.CRC Press, Boca Raton, Florida, 438-9.
Solomos, T. (1994) Some biological and physical principles underlying modified atmospherepackaging. In: Minimally Processed Refrigerated Fruits and Vegetables, R.C. Wiley (ed.),Chapman & Hall, New York, 183-225.
Song, Y.S., Kim, H.K. and Yam, K.L. (1992) Respiration of blueberry in modified atmosphereat various temperatures. J. Amer. Soc. Hort. Sci., 117(6), 925-9.
Veeraju, M. and Karel, M. (1966) Controlling atmosphere in fresh-fruit package. ModernPackaging, 40, 168, 170, 172, 174, 254.
Weichmann, J. (1986) The effect of controlled-atmosphere storage on the sensory andnutritional quality of fruits and vegetables. Hort. Rev., 8, 101-27.
Yam, K.L., Haggar, P.E. and Lee, D.S. (1993) Modeling respiration of low CO2 toleranceproduce using a closed system experiment. Foods Biotechnol., 2(1), 22-5.
Yang, CC. and Chinnan, M.S. (1988) Modeling the effect of O2 and CO2 on respiration andquality of stored tomatoes. Trans. ASAE, 31, 920-5.
Zagory, D. and Kader, A.A. (1988) Modified atmosphere packaging of fresh produce. FoodTechnology, 42(9), 70-7.