Embed Size (px)
Citation preview

Computers and Chemical Engineering 33 (2009) 2075–2090
Contents lists available at ScienceDirect
Computers and Chemical Engineering
journa l homepage: www.e lsev ier .com/ locate /compchemeng
Design of batch operations: Systematic methodology for generation andanalysis of sustainable alternatives
Ana Carvalhoa,b,∗, Henrique A. Matosb, Rafiqul Gania
a CAPEC, Department of Chemical and Biochemical Engineering, Technical University of Denmark, DK-2800, Lyngby, Denmarkb CPQ, Department of Chemical and Biochemical Engineering, Instituto Superior Técnico, Av. Rovisco Pais, 1049-001, Lisboa, Portugal
a r t i c l e i n f o
Article history:Received 13 November 2008Received in revised form 2 June 2009Accepted 12 June 2009Available online 24 June 2009
Keywords:Sustainability
a b s t r a c t
The objective of this paper is to present a new methodology that is able to generate, screen and identify sus-tainable alternatives to continuous chemical processes as well as processes operating in the batch mode.The methodology generates the sustainable (design) alternatives by locating the operational, environmen-tal, economical and safety related problems inherent in the process (batch or continuous). Alternativesthat are more sustainable, compared to a reference, are generated and evaluated by addressing one or moreof the identified problems. A decomposition technique as well as a set of batch indicators for batch opera-tions has been developed and added to the methodology so that a wide range of processes that operate incontinuous mode, in semi-continuous and/or in batch modes can be improved. The principal calculation
Design alternativesIndicatorsContinuous processBatch operationsE
steps of the methodology for applications to continuous and batch processes are described, highlightingthe main differences between them. Through two case studies, the application of the methodology, toobtain sustainable design alternatives for batch plants, is highlighted.
1
bCepcfttptmcamaf
e(
n
0d
nvironmental impact
. Introduction
The economic and industrial activities related to chemicals-ased products are continuously increasing all over the world.onsequently, concerns about the sustainability of the modern soci-ty are growing everyday and demands for improving the industriallant operations and designs are also increasing. The use of greenhemicals and process operability at sustainable conditions are twoactors, among many others, that should be taken into account inhe retrofitting of the already existing processes. Important ques-ions to ask in this respect are—how should we improve an existingrocess (that is, generate sustainable retrofit alternatives) withoutoo much effort? What should be done in order to make the process
ore sustainable? Which are the process points that can signifi-antly improve the process performance? In order to address thesend related questions, it would be useful to develop systematicethods and tools, which enable the generation of more sustain-
ble alternatives and enhance the ability of the process to adapt to
uture needs.Much work has been done on developing optimization mod-ls for scheduling of batch operations. Chakraborty and Linninger2002) introduced the concept of combinatorial process synthesis
∗ Corresponding author at: CPQ, Department of Chemical and Biochemical Engi-eering, Instituto Superior Técnico, Av. Rovisco Pais, 1049-001, Lisboa, Portugal.
E-mail address: [email protected] (A. Carvalho).
098-1354/$ – see front matter © 2009 Elsevier Ltd. All rights reserved.oi:10.1016/j.compchemeng.2009.06.015
© 2009 Elsevier Ltd. All rights reserved.
for developing plant-wide recovery and treatment policies for batchmanufacturing sites. The authors executed a flowsheet generationstep combined with multi-objective optimization in order to obtainthe operating policies with optimal trade-off among the conflictingobjectives, cost and environmental impact. Montagna (2003) pro-posed new alternatives in the retrofit model of multiproduct batchplants. This model considered the inclusion of intermediate storagetanks, which can be simply added or the replacement of existingunits that can be sold. This allowed the author to obtain more effi-cient and real world solutions, even though it required workingwith a more complex model. In a recent review paper, Póvoa (2007)covered various approaches for design of batch plants and retrofitdesign problems. However, all these approaches only cover retrofitanalysis for scheduling of batch operations but do not consider fur-ther improvements that can be achieved in terms of sustainabledesign alternatives.
Also, methodologies taking into account environmental aspects,have been developed. For example, Zhao-Ling and Xi-Gang (2000)formulated and solved a multi-objective optimization problem forthe optimal design of batch processes with waste minimization,while Lee and Malone (2000), suggested a production planningmethod for a batch process including solvent recovery to minimize
the disposed solvent wastes.Recently, due to concerns about the time consumed andthe complexity of the problems considered in earlier solu-tion approaches, systematic methodologies to generate newdesign alternatives have been proposed. Halim and Srinivasan

2076 A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090
Nomenclature
AF accumulation factorAP accumulation-pathC total number of compoundscp heat capacityCP closed-pathCo concentrationDC demand costE energyEAF energy accumulation factorEF energy factorEWC energy and waste costF flowrateFEcp faction of energy spent in the heat/cool in a reactor
(not from the reaction)FE�HR
faction of energy spent in the heat of the reactionFVF free volume factorH total number of compound pairsIB inclusion bodiesIEP inherent energy propertiesISI total inherent safety indexISP inherently separation propertiesJ total number of operationsk reaction rate constantM massMReact mass reactedMM molar flowrateMVA material value addedMW molecular weightN total number of compoundsOP open-pathOEF operational energy factorOTF operational time factorRQ reaction qualityt timeTReact temperature of the reactionTEnt entrance temperatureTDC total demand costTF time factorTFVF total free volume factorTVA total value addedV volumeWAR waste reduction algorithmy1 binary variable to inert/solventsy2 binary variable to reactants/productsy3 binary variable to exothermic/endothermic reac-
tionsz fraction of raw material mass that is producing the
desired product
Subscripts or superscriptsAP accumulation-path indexBP by-product indexc compound indexDP desired product indexeq equipmentf finalh compound pair indexi initialj batch operationn compound indexOF operational flowsheetR residual flowrate
RM raw material indexS stream index
Greek letters�� density difference�Hf enthalpy of formation�HR enthalpy of reaction�HVap enthalpy of vaporization�HSub enthalpy of sublimation� density� viscosity
�g specific cell growth rate� stoichiometric coefficient(2006) presented an intelligent system for waste minimizationassessment of batch processes (BATCHENVOPExpert). Recently,Halim and Srinivasan (2008) also proposed an intelligentsimulation–optimization framework for identifying comprehen-sive sustainable alternatives for batch processes. An AP-graph-based approach has been used to identify the root cause forprocess waste generation and for identifying new design alter-natives. Simon, Osterwalder, Fischer, and Hungerbuhler (2008),on the other hand, proposed a decision support framework forretrofitting chemical batch processes based on indicators, heuristicsand process models. Their framework considered the identificationof improvement opportunities in a batch plant by considering firstthe product market situation.
Recently, Carvalho, Matos, and Gani (2008) proposed a genericand systematic methodology for identifying feasible retrofit designalternatives for continuous chemical processes. The methodologydetermines a set of mass and energy indicators from steady-stateprocess data, establishes the operational and design targets, andthrough a sensitivity based analysis, identifies the design alter-natives that can best match a set of design targets. An indicatorsensitivity analysis is performed to define the design targets andprocess synthesis/design methods and tools are employed to gener-ate sustainable process alternatives. A computer-aided tool, calledSustainPro has also been developed to facilitate the calculationsneeded for the application of the methodology.
The objective of this paper is to present a methodology thatcovers batch as well as continuous operations, building on the con-cepts developed earlier for continuous operations. In this extendedmethodology, several new features have been introduced. When aprocess involves batch operations a flowdiagram is created in orderto represent the sequence of operations. An algorithm to gener-ate a similar flowdiagram to represent batch operations has beendeveloped. A decomposition technique to take into account theaccumulated mass present in each operation has been developedand added to the methodology in order to address/identify prob-lems related to the batch operations. New indicators have also beendeveloped to consider the effects of sizing (equipment) parame-ters, the energy spent in each batch operation and the time spenton the batch operations. With these additions, it is now possi-ble to determine and evaluate sustainable design alternatives forcontinuous, semi-continuous and batch processes, or, mixed-modeoperations. The sustainable design alternatives generated throughthe extended methodology, are evaluated through a set of sustain-ability metrics (Azapagic, 2002), safety indices (Heikkilä, 1999) and
the WAR algorithm parameters (Cabezas, Bare, & Mallick, 1999).The application of the extended systematic methodology forthe batch process is illustrated through two case studies. The firstcase study, involves a simple batch process where consumptionof water needs to be reduced without sacrificing process perfor-

emica
msi(at
2
oc(rcrcflvl“mft
btgopoaTbso
3
(foae
3
tm
T
dp
ifott
A. Carvalho et al. / Computers and Ch
ance qualities (Wulff, Gitz, & Wenzel, 2007). Through this casetudy the application of the different steps of the methodologys illustrated. The second case study involves insulin productionPetrides, Sapidou, & Calandranis, 1995), which is quite a complexnd relatively big process. Again, application of the main steps ofhe methodology is illustrated.
. Indicators
For all types of processes (batch and/or continuous mode ofperation), a set of five mass indicators and three energy indicatorsan be calculated. The mass indicators are: material value addedMVA), energy and waste cost (EWC), total value added (TVA),eaction quality (RQ) and accumulation factor (AF). The energy indi-ators are: demand cost (DC), total demand cost (TDC) and theeusable energy factor (REF). The mass and energy indicators arealculated for all the closed- and open-paths (determined throughowsheet decomposition, see Carvalho et al., 2008). Through thealues obtained for these indicators it is possible to identify theocations within the process (or operations) where the mass/energypaths” face “barriers” with respect to costs, benefits, or accu-ulation. These critical points therefore indicate high potential
or process (or operation) improvements. Detailed information onhese indicators can be found in Carvalho et al. (2008).
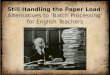
In addition to the above, a new set of batch indicators haveeen developed, addressing in this way, issues such as the time,he volume occupancy and the energy used per operation. Fig. 1ives an overview of the application of indicators for each typef path. For each type of batch operation, two new indicators areroposed: Operation indicator (compares the performance of theperation) and the Compound indicator (indicates for each oper-tion, the compound most likely to cause operational problems).hese new indicators provide important information about theatch processes in terms of which operation of a process flow-heet has comparatively more potential for improvements than thethers.
. Operation indicators
There are three operation indicators, the total free volume factorTFVF), the operation time factor (OTF) and the operation energyactor (OEF). With these indicators it is possible to have an analysisf the performances of the batch operation in terms of time, volumend energy. In the text below, the operational (batch) indicators arexplained in more details.
.1. Total free volume factor (TFVF)
This indicator gives the percentage of free volume comparedo the total ideal volume (that is, the excess volume as a result of
ixing is neglected) of the equipment.
FVFj =Vj
eq −C∑c
McAP/�c
Vjeq
(1)
In Eq. (1), Vjeq is the equipment volume in operation j, �c is the
ensity of compound c, and C is the total number of compoundsresent in operation j.
High values of this indicator indicate that the equipment volume
s not filled to a high level and consequently points to a potentialor improvements. Knowing where an equipment is not being fullyccupied, there is a good chance of changing the material disposi-ion among the operations in order to improve the performance ofhe sequence of operations. The indicator value is given as a fraction.l Engineering 33 (2009) 2075–2090 2077
3.2. Operation time factor (OTF)
This indicator points to the fraction of time that a given operationspends compared to the total time taken by the whole sequence ofoperations.
OTFj = tj
J∑j
tj
(2)
In Eq. (2), t is the time spent in operation j. High values of thisindicator show that a given operation is taking too much time andconsequently this operation can be seen as the bottleneck in the oper-ations flowdiagram. This is also the limiting operation with respectto time. This indicator value is given as a fraction and it should bereduced in order to improve the process.
3.3. Operation energy factor (OEF)
This indicator gives the percentage of energy used in a givenoperation compared to the total amount of energy consumed basedon a common reference state.
OEFj = Ej
J∑j
Ej
(3)
where Ej is the energy consumed in operation j. High values of thisindicator point to an operation consuming too much energy when com-pared to others. This indicator also helps in identifying opportunitiesfor heat integration and to trace the heat integration possibilitiesamong different equipments/operations. This indicator should bereduced to improve the process and its value is given as a fraction.
4. Compound indicators
A set of compound indicators, which allow the identificationof the compound causing a bottleneck in a given operation, havebeen developed. There are three different compound indicators:the free volume factor (FVF), the time factor (TF) and the energyfactor (EF). The TF and the EF are applied for each accumulation-path and their calculations are dependent on the type of operation,such as, mixing, reacting and separating operations.
The compound indicators are explained below.
4.1. Free volume factor (FVF)
This indicator gives the percentage of free volume compound tothe total volume of the equipment, which is not occupied by theaccumulation-path compound.
FVFj,c = Veq − McAP/�c
Veq(4)
In Eq. (4), Veq is the equipment volume, j is the batch operation,Mc
AP is the mass of accumulation-path AP with respect to compoundc and �c is the density of the compound c. High values of this indicatorindicate that the corresponding compound has a high contribution tothe problem already identified by TFVF (equipment not filled in a highlevel) and consequently also point out to potential for improvements.The indicator value is given as a fraction.
4.2. Time factor (TF)
This indicator points out the compounds that are responsible forthe time spent in a given operation. Tracing the compound which

2078 A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090
f indic
idttpba
4
tuitt
T
poi
4
oei
4cc
4atc
4asaoin
Fig. 1. Overview o
s making the operation slow, it is possible to identify what can beone in order to improve the time for the corresponding opera-ion. However, it is not possible to have only one indicator for allypes of batch operation, since in each operation there are differentroperties/factors that could make the process slower. In the textelow the compound indicators for each type of batch operationre explained.
.2.1. MixerWhen a mixing operation is taking place, the compound with
he lower flowrate is the one that will define the time to achieveniform mixing. The compounds with lower flowrates have more
nfluence in the mixing operation time and consequently they arehe ones having the higher values for the TF indicator. The equationo calculate TF for mixing operations is as follows.
Fj,c = 1
F (c)AP /
C∑c=0
FcAP
× tj
J∑j=0
tj
(5)
In Eq. (5), F (c)AP is the flowrate of accumulation-path AP for com-
ound c, tj is the time of operation j, J is the total number ofperations in the process and C is the total number of compoundsnvolved in the mixing operation.
.2.2. ReactorIn a reactor operation, the influence of each compound in the
peration time will be dependent on the compound type. Four cat-gories of compounds are considered and for each category thendicator may have different values.
.2.2.1. Desired product. The TF indicator for an accumulation-pathorresponding to the desired product is not necessary because otherompounds in the system effect its production time.
.2.2.2. Inert/solvent. When the TF indicator is being calculated forn accumulation-path related to a solvent or an inert, TF is zero ashese types of compounds do not affect the time of reaction, andonsequently, their value is set to zero.
.2.2.3. Compound involved in the reaction. Reactant: When theccumulation-path is representing a reactant, the indicator TF,
hould show if that reactant is a limiting reactant. Limiting reactantsre those that determine the residence time, and consequently, theperation time. In the TF expression, the accumulation-paths with lim-ting reactants present high values of TF, and consequently, they wouldeed to be reduced.
ators application.
By-Product: The by-products influence the reaction time whenthey are being produced from the same raw material as the desiredproduct or when they are being produced directly from the desiredproduct. This happens because they are consuming the raw mate-rials from the desired product production which means a biggerresidence time to achieve the same desired conversion. If the TFvalue for the accumulation-paths of by-products has high values theywill need to be reduced.
Incorporating all the information from above, a generic formulafor TF calculation in reaction operations has been developed. Thisequation takes into account the issues discussed above.
TFj,c = y1 + (1 − y1)
⎛⎜⎜⎜⎜⎜⎝
y2
⎛⎜⎜⎜⎜⎜⎝
k
F(c)AP
/MW(c)
�(c)
× tj
J∑j=0
tj
⎞⎟⎟⎟⎟⎟⎠
+ (1 − y2)
×MaxRM
⎛⎜⎜⎜⎜⎜⎝
(1 − z)k
F(c)AP
/MW(c)
�(c)
× tj
J∑j=0
tj
⎞⎟⎟⎟⎟⎟⎠
⎞⎟⎟⎟⎟⎟⎠
(6)
In Eq. (6), F (c)AP is the flowrate of accumulation-path AP for
compound c, tj is the time of operation j, J is the total number of oper-ations in the process, MW(c) is the molecular weight of compoundc, k is the reaction rate constant and � is the stoichiometric coeffi-cient of compound c. y1 is the binary variable for the inert/solventpresence (y1 = 0 if a compound is a inert/solvent), y2 is the binaryvariable for the reactants/by-products presence (y2 = 0 if a com-pound is a reactant and y2 = 1 if a compound is a by-product). zis the fraction of raw materials mass that reacts to give our desiredproduct. z is given by the following expression.
z = MMDP
MMDP + MMBP(7)
where, MM is the molar flowrate and the subscripts DP and BPindicate the desired product and the by-product, respectively. Itis important to mention that when the reaction rate constant (k) isnot known, it is set equal 1, in order to calculate TF indicator.
• The term 1 − z (see Eq. (6)) represents the measure of time thatis spent in the production of the by-product. When z is close to1, the TF for the by-product will be very similar to the TF of thereactant, which means that the reaction process is producing too

emica
•
4
wuo
T
poiTTc
4
tpdecctes
d
T
povp
fn
4
eia
pFt
A. Carvalho et al. / Computers and Ch
much by-product (when compared to the desired product), andconsequently, the by-product is responsible for the high TF value.When TF is much bigger for a reactant, it indicates that this com-pound is the limiting reactant, causing in this way the increase inthe reaction time. To improve the reaction operation focus needsto be made on this reactant to generate new sustainable designalternatives.
.2.3. Heat exchangerWhen a heat exchanger operation is taking place, the compound
ith the higher heat capacity is the one that will define the time forniform heating. The equation to determine TF for heat exchangerperations is given by,
Fj,c = F (c)AP × cp(c)
C∑c=0
FcAP × cp(c)
× tj
J∑j=0
tj
(8)
In Eq. (8), F (c)AP is the flowrate of accumulation-path AP for com-
ound c, tj is the time of operation j, J is the total number ofperations in the process, C is the total number of compoundsnvolved in the heat exchange operation and cp is the heat capacity.he compound with the higher factor of F (c)
AP × cp(c) will have higherF values as they are the ones that will consume more energy andonsequently will be responsible for a bigger time consumed.
.2.4. SeparationA separation process transforms a mixture of compounds into
wo or more distinct products in order to recover a specific com-ound. Specific properties of the separated compounds need to beifferent in order to perform the desired separation. These prop-rties are called the inherent separation properties (ISP). The timeonsumed in the separation process is high when the ISP values of theompounds being separated are similar. In this way the compoundshat have ISP values closer to the compound that should be recov-red, are the ones that have more influence on the time spent in theeparation operation.
Based on this definition, the TF for separation operations iserived as,
Fj,c = F (c)AP∣∣ISPR − ISPc
∣∣ × tj
J∑j=0
tj
(9)
In Eq. (9), F (c)AP is the flowrate of accumulation-path AP for com-
ound c, tj is the time of operation j, J is the total number ofperations in the process, ISPR is the inherent separation propertyalue for the recovery compound and ISPc is the inherent separationroperty value for any compound c.
The ISP value to be used in Eq. (9) to calculate TF can be takenrom Jaksland, Gani, and Lien (1995) who classified separation tech-iques in terms of their corresponding separation related property.
.2.5. Charge/discharge/cleanFor this set of operations, the operational times are not influ-
nced by any of the compounds. Consequently, the compoundndicators are not necessary for these operations and only oper-tional indicators are calculated to them.
Summarizing, for all types of operations, high values of TF show highotential for improvements and consequently they should be reduced.or all operations, the compound with the highest TF value is the onehat most affect the high OTF values (see Eq. (2)).
l Engineering 33 (2009) 2075–2090 2079
4.3. Energy factor (EF)
This indicator points out the compounds that are responsible forthe energy consumed in a given batch operation. For EF calculationsit is not possible to use a generic indicator expression for all typesof batch operations. So, different indicator expressions have beendeveloped for each type of operation, which are explained below.
4.3.1. MixerFor the mixing operation, the energy consumed is a consequence
of the energy spent by the impeller. The energy spent in the mixingoperation increases as the differences in densities and/or the vis-cosities of the compounds increase. The equation to determine EFfor mixing operations is given by.
EFj,c =F (c)
AP
H∑h
��h + F (c)AP �(c)
N∑n
FnAP
H∑h
��h +N∑n
FnAP�n
× Ej
J∑j=0
Ej
(10)
where F (c)AP is the flowrate of accumulation-path AP for compound c,
Ej is the energy of operation j, h is a pair of compounds, H is the totalnumber of compound pairs, n is a compound and N is the total num-ber of compounds, � is the viscosity and ��(c,n)
his the difference
between the density of compound c and n represented as the com-pounds pair h (��(c,n)
h=
∣∣�c − �n∣∣). It is important to mention that
when the density and/or viscosity of the compounds are not avail-able, then the corresponding term in Eq. (10) is neglected, in orderto calculate EF indicator. This indicator points to the compound withthe higher flowrate and a bigger density/viscosity difference comparedto the other compounds, and consequently, points to the compoundindicating a higher potential for improvement.
4.3.2. ReactorThe energy spent in a reactor is directly proportional to the heat
of the reaction for low viscosities. Therefore, to determine the influ-ence of the compounds, it is necessary to correlate the compoundswith respect to the heat of the reaction.
4.3.2.1. Desired product. The EF indicator for an accumulation-pathcorresponding to the desired product is not needed since othercompounds in the system affect its production.
4.3.2.2. Inert/solvent. The EF indicator for an accumulation-pathrelated to a solvent or an inert compound is given by:
FECp = F (c)AP × cp(c) × (TReac − TEnt)
MReact�HR +C∑c
F (c)AP × cp(c) × (TReac − TEnt)
(11)
In Eq. (11), F (c)AP is the flowrate of accumulation-path AP for com-
pound c, cp is the heat capacity, C is the total number of compoundspresent in the reactional operation, TReac is the temperature ofthe reaction, TEnt is the entry temperature, MReact is the mass thatreacted, �HR is the heat of the reaction and FEcp is the faction ofenergy that is spent to heat/cool compound c till TReac. FEcp pointsto the faction of energy that is spent to heat/cool the respectivecompound till the reaction temperature.
4.3.2.3. Compounds involved in the reaction. For the compoundsinvolved in the reaction, the energy consumption is due to twoparameters: the heat of the reaction and the energy spent toheat/cool the respective compound to the reaction temperature.

2 emica
Cs
F
pprroc
�
m
Suwc
Suwc
t
g) +)
p�
g
say(e
4pdtt
080 A. Carvalho et al. / Computers and Ch
onsequently, a new term representing the fraction of energy con-umed by a compound in the heat of reaction is added.
E�HR= F (c)
AP × �HR
MReact�HR +C∑c
F (c)AP × cp(c) × (TReac − TEnt)
(12)
In Eq. (12), F (c)AP is the flowrate of accumulation-path AP for com-
ound c, cp is the heat capacity, C is the total number of compoundsresent in the reactional operation, TReac is the temperature of theeaction, TEnt is the entry temperature, MReact is the mass thateacted, �HR is the heat of the reaction and FE�HR
is the factionf energy that is spent from the heat of the reaction by compound.
The heat of the reaction is given by the following equation.
HR =∑
�HProductsf −
∑�HReactants
f (13)
In Eq. (13), �HR is the heat of the reaction and �Hf is the for-ation heat.Using Eq. (13), the following observations can be made:Endothermic: If �HR > 0, then
∑�HProducts
f >∑
�HReactantsf .
ome energy should be added to the system. In this case the prod-cts with higher energy or the reactants with the lower energyill be the ones with more effect in the energy exchanged and
onsequently in the EF indicator.Exothermic: If �HR < 0, then
∑�HProducts
f <∑
�HReactantsf .
ome energy should be released to the system. In this case the prod-cts with lower energy or the reactants with the higher energyill be the ones with more effect in the energy exchanged and
onsequently in the EF indicator.The generic expression for the EF indicator (Eq. (14)) becomes
herefore,
EFj,c = y1FECp × Ej
J∑j=0
Ej
+
+(1 − y1)(FEcp + FE�HR(y2((y3g + (1 − y3)(1 − g))) + (1 − y2)(y3(1 −
In Eq. (14), F (c)AP is the flowrate of accumulation-path AP for com-
ound c, Ej is the energy of operation j, �HR is heat of the reaction,Hf is the heat of formation and g is given by:
= �HfC∑
c=0
�H(c)f
(15)
In Eq. (14) the binary variable y1 represents if a compound is aolvent/inert. The binary variable y2 represents if a compound in anccumulation-path is a reactant or a product. The binary variable,3, is used to define if the reaction is exothermic or endothermicy3 = 0 if the reaction is exothermic and y3 = 1 if the reaction isndothermic).
.3.2.4. Heat exchanger. When a heat exchanger operation is takinglace, the compound with the higher heat capacity is the one thatefines the energy consumption for a uniform heating. The equa-ion to determine EF for heat exchanger operations is similar tohe expression for the TF, considering that the time and the energy
l Engineering 33 (2009) 2075–2090
(1 − y3)(g)))) × Ej
J∑j=0
Ej
(14
spent in a heat exchange operation are inter-related.
EFj,c = F (c)AP × cp(c)
C∑c
F (c)AP × cp(c)
× Ej
J∑j=0
Ej
(16)
In Eq. (16), F (c)AP is the flowrate of accumulation-path AP for com-
pound c, Ej is the energy of operation j, J is the total number ofoperations, C is the total number of compounds involved in the heatexchange operation and cp is the heat capacity. The compound withthe higher factor of F (c)
AP × cp(c) has higher EF provided they are theones that consume the most energy.
4.3.2.5. Separation. When a separation operation needs utilities,it indicates that some heat/energy needs to be exchanged, whichconsequently means that a property is related to the exchangedheat/energy. These properties can be called inherent energy prop-erties (IEP). The properties are dependent on the type of theseparation technique used. When the separation involves phasechange the property that must be used to calculate EF is theenthalpy variation during the phase change (�HVap, �HSub, etc)(Uerdingen, Gani, Fischer, & Hungerbühler, 2003). When there is nophase change, the procedure proposed by Jaksland et al. (1995) isadopted to determine the IEP values. An expression for EF indicatorfor separation operations is given by:
EFj,c = F (c)AP × IEPc
C∑c
F (c)AP × IEPc
× Ej
J∑j=0
Ej
(17)
In Eq. (17), F (c)AP is the flowrate of accumulation-path AP for com-
pound c, Ej is the energy of operation j, J is the total number ofoperations in the process, IEPc is the inherent energy property valuefor the compound c.
Summarizing, in all operations, high values of EF show high poten-tial for improvement, and consequently, they should be reduced. For all
operations, the compound with the higher EF value is the one respon-sible for the high OEF values (see Eq. (3)).
4.4. Sustainability metrics
The process impact analysis is carried out through the use of aset of sustainability metrics defined by the Institution of Chemi-cal Engineers (Azapagic, 2002). Azapagic have defined 49 metricsdivided into three main areas: environmental, social and economi-cal. For the environmental impact related metrics, instead of usingthe definition of Azapagic, the definition proposed by Cabezas et al.(1999) has been used. Cabezas et al. proposed the WAR algorithmin order to calculate the environmental impacts from a chemicalprocess.
4.5. Safety indices
The safety of the process is also considered as a performance cri-teria to evaluate the new alternatives. The safety index, developedby Heikkilä (1999), has been implemented in this methodology. Inorder to determine the inherent safety index, values for a numberof sub-indices need to be calculated. These sub-indices are divided

A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090 2081
indic
iice
5
bis
S
cemtfiatpls
Sfl
lwapmctco
latte
sfisac
Fig. 2. Flowdiagram of the
nto two groups, one group, which takes into account the chemicalnherent safety, and the other group that is dependent on the pro-ess inherent safety. These two sets of metrics/indices are used tovaluate a new design alternative compared to the base case design.
. Methodology
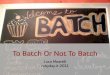
The main steps of the extended methodology are describedelow. The work-flow for the extended methodology is organized
n terms of seven steps, as shown in Fig. 2. In the text below, eachtep is explained.
tep 1: Collect data
Process data needed to apply the methodology are collected. Forontinuous processes, steady-state data related to the mass and thenergy balance are needed, however, for batch operations the infor-ation required is not the same. For the batch case, data on the
ime of each operation, the equipment volume, the initial and thenal mass for each compound in each operation, the mass enteringnd leaving each batch operation during the operation time andhe energy used in each step are required. The purchase and salerices for each chemical are also needed. All these data can be col-
ected from the real plant and/or generated through model-basedimulations.
tep 2: Transform equipment flowsheet into an operationalowsheet
For continuous processes the flowdiagram (flowsheet) high-ights a sequence of equipments joined together through streams
here specific operations are performed in each equipment. Whenprocess is operating in the batch mode, a single equipment mayerform a sequence of operations. Because of this reason, in thisethodology the batch process is treated as a “continuous” pro-
ess in terms of the material and energy (data) flow from operationo operation. Thus, the equipment-based flowsheet for batch pro-esses is transformed to an operation-based flowdiagram for batchperations (illustrated through Fig. 3).
The process presented in Fig. 3 consists of five operations asisted in the figure. In the first operation, one reactant and a solventre charged, followed by a mixing operation. The third operation ishe reaction, where the second reactant is charged during the reac-ion time. The last operation involves the discharge of the reactionffluent followed by cleaning of the equipment.
From Fig. 3 it is possible to visualize that the equipment flow-
heet has only one unit; however in this equipment, a sequence ofve operations is taking place. To transform the equipment flow-heet to an operations flowdiagram the operations are representeds “units”. In the first operation the tank is charged (fed) with twoompounds (stream 1). Assuming that the time for operation 1ator-based methodology.
(charge) is t1, the flowrate for stream 1 will be the sum of the massflowrate entering from t = 0 till t = t1. Then, the second operationconsists of mixing the charged compounds. Stream 2 represents themass inside the tank at time t1, which can be seen as the mass enter-ing the second operation, at the initial time of operation 2, ti2 = t1.Assuming that the time for operation 2 is t2 stream 3 will be themass at time t = t2. Following this procedure, it is possible to deter-mine the mass in the other streams of the process at other times ofoperation. After the remaining operations take place (reaction, dis-charge and clean) there may remain a small residue of compoundsin the equipment, even after cleaning. Consequently, for the nextround of operations, this residue will still be present inside theequipment. In this way, it can be considered that there is a recycleof mass from the last batch operation to the next one.
Summarizing, there will be three types of streams and theirflowrates are calculated in the following way.
• Streams entering/leaving the operation during the operation time(see streams 1 and 4 in Fig. 3). The flowrates for these streams arecalculated as:
FOFS,j =
∫ t=tj
t=0
FS (18)
• Streams at the end/beginning of an operation (see streams 2, 3, 5and 7 in Fig. 3). The flowrates for these streams are the mass atthe final times of the previous adjacent operation.
FOFS,j = Mt=tj−1
j−1 (19)
• Streams of residues in the equipment (see stream 8 in Fig. 3).These streams are recycled from the last operation to the first inthe new sequence of operations and their flowrates are calculatedas follows.
FOFS,j = Mt=tj
R (20)
In Eqs. ((18)–(20)) FS is the flowrate of stream S which is enter-ing/leaving an operation, Mt
jis the mass in the operation j at time t, t
is the time, tj is the final time for operation j, MR is the residual massand FOF
S is the flowrate of stream S in the operation flowdiagram,OF.
Step 3: Flowsheet decomposition
The flowsheet decomposition consists of identification of allopen- (OP) and closed-paths (CP) for each compound in the con-tinuous process flowsheet and/or batch operation diagram. The
closed-paths are the process recycles with respect to each com-pound in the process. In other words, they are the flow-paths whichstart and end at the same unit (or operation) of the process. Anopen-path consists of an entrance and an exit of a specific com-pound in the process. The entrance of the compound into the system
2082 A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090
uipme
ci(flah
otfmagecM
s
F
mo
Sp
ats
S
aittf(Tm
S
t
Fig. 3. Example for the transformation of eq
an be due to its entrance through a feed stream or by its productionn a reactor unit. The exit of a compound can be due to a “demand”exit) stream or by its reaction in a reactor unit. The flowsheet (orowdiagram) decomposition technique in open- and closed-pathss well as the calculation procedure for of the respective flowratesas been described previously by Carvalho et al. (2008).
For a batch process, it is possible to perform the identificationf all the open- and closed-paths for each compound as in the con-inuous mode once the flowdiagram has been generated. However,or batch operation flowdiagram, a new path related to the accu-
ulation of mass and energy is introduced. This new path is calledccumulation-path (AP) and corresponds to the accumulation in aiven operation. This path represents an average of the mass forach compound during the operation time. The procedure for cal-ulating the accumulated mass (MAP) is illustrated in Fig. 4, where
i and Mf are the initial and the final mass of a given compound.Once the accumulated mass has been determined, the corre-
ponding AP flowrate is calculated through the use of Eq. (21).
AP = MAP
tj(21)
In Eq. (21) FAP is the accumulation-path flowrate, MAP is theass of accumulation-path AP (see Fig. 4) and t is the time spent in
peration j.
tep 4: Calculate the indicators, the sustainability and the safetyarameters
Calculate the indicators (open-paths, closed-paths, batch oper-tion, batch compound operation), the sustainability metrics andhe safety indices (see Sections 4.4 and 4.5) using the results fromteps 1 to 3.
tep 5: Indicator sensitivity analysis (ISA) algorithm
In this step the target indicators are determined using the ISAlgorithm (see Carvalho et al. (2008)). To apply this algorithm thendicators having the highest potential for improvements are iden-ified first. Then an objective function such as the gross-profit orhe process total cost is specified. A sensitivity analysis is then per-ormed to determine the indicators that allow the largest positivefor profit) or negative (for cost) change in the objective function.he most sensitive indicators are selected as targets for improve-ents.
tep 6: Operational sensitivity analysis
A sensitivity analysis with respect to the operational (parame-ers) variables, which influence the target indicators, is performed.
nt flowsheet in an operational flowdiagram.
The analysis identifies the operational variables that need to bechanged to improve the process in the desired direction.
Step 7: Generation of new design alternatives
To generate the new sustainable design alternative (see Carvalhoet al. (2008)), the first step, is to verify in which operation type,the operational parameter (determined in Step 6) can be included.That is, identify if the operational parameter is involved in a sep-aration, or involved in a reaction, or in flowrate reduction in aclosed-path, or in a flowrate reduction in an open-path. Next, anappropriate process synthesis algorithm is employed to generatethe new sustainable alternatives that are able to change the opera-tional parameters. The following synthesis algorithms may be used.
• Separation synthesis: apply algorithm of Jaksland et al. (1995).• Improvement in a separation unit: apply algorithm of
D’Anterroches and Gani (2005).• Improvement in a reactive unit: apply algorithm of D’Anterroches
and Gani (2005).• Selection of new solvents: apply algorithm of Harper and Gani
(2000).
Finally, a validation and a comparison to the new alternatives thatmatch the design targets in terms of their improvements in theperformance criteria, is done.
6. Case studies
The application of the new extended methodology is highlightedthrough two case studies. The first case is related to a simple processthat requires a reduction of water consumption and comes from alaundry process in Denmark. The second case study involves insulinproduction, which is a quite complex and relatively big process.
6.1. Water management case study
This case study is based on data provided by a laundry in Fred-eriksborg, Denmark (Wulff et al., 2007). In this laundry they havethree types of washing machines: washing tunnel, three small batchmachines and three Milnors. The washing tunnel had already been
optimized and the small batch machines do not use external waterduring the operation sequence. Consequently the study presentedhere is based on the Milnor machines. In each Milnor process thereis a sequence of five operations; pre-wash, principal wash, cooling,rinse and last rinse.
A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090 2083
Fig. 4. Schematic diagram of the algorithm to the determination of the accumulated mass.
Fig. 5. Equipment and operational flowdiagram for the laundry case study.

2084 A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090
Table 1Mass indicators and their calculated values for the laundry case study.
OP Path Component Flowrate (kg/h) MVA (×103$/year) EWC (×103$/year) TVA (×103$/year)
OP 1 S1–S2 H2O 3.41 −182.50 0.00 −182.50OP 2 S1–S5 H2O 0.61 −32.86 0.40 −33.27OP 3 S1–S8 H2O 0.01 −0.55 0.01 −0.56OP 4 S1–S11 H2O 0.00 −0.03 0.00 −0.03OP 5 S1–S14 H2O 0.00 0.00 0.00 0.00OP 6 S1–S15 H2O 0.00 0.00 0.00 0.00OP 7 S4–S5 H2O 34.39 −1840.34 0.00 −1840.34OP 8 S4–S8 H2O 0.58 −30.81 0.00 −30.81OP 9 S4–S11 H2O 0.03 −1.78 0.00 −1.78OP 10 S4–S14 H2O 0.00 −0.24 0.00 −0.24OP 11 S4–S15 H2O 0.00 −0.04 0.00 −0.04OP 12 S7–S8 H2O 8.77 −469.59 0.00 −469.59OP 13 S7–S11 H2O 0.51 −27.15 0.00 −27.15OP 14 S7–S14 H2O 0.07 −3.64 0.00 −3.64OP 15 S7–S15 H2O 0.01 −0.57 0.00 −0.57OP 16 S10–S11 H2O 3.49 −186.73 0.00 −186.73OOOO
S
bia
Sfl
nos
S
w0
Sp
ceapia
S
cvstp
TB
A
12345
P 17 S10–S14 H2O 0.47P 18 S10–S15 H2O 0.07P 19 S13–S14 H2O 3.49P 20 S13–S15 H2O 0.54
tep 1: Collect dataThe required detailed process data for the laundry process given
y Wulff et al. (2007) have been used. All the data needed for thendicator calculation, such as prices, were also taken from Wulff etl. (2007).
tep 2: Transform equipment flowsheet in an operationalowdiagram
The equipment flowsheet consists of only one unit, the Mil-or washing machine. However, it operates in a sequence of fiveperations and consequently the operational flowdiagram is theequence of those operations (see Fig. 5).
tep 3: Flowsheet decompositionWithin the five operations there are 20 streams and 1 compound,
ater. For this case study the flowsheet decomposition generatedclosed-paths, 20 open-paths and 5 accumulation-paths.
tep 4: Calculate the indicators, the sustainability and the safetyarameters
For the entire set of flow-paths, the full-set of indicators werealculated. In Table 1 the mass indicators values are listed. Thenergy indicators are not listed here because they did not showny significant potential for improvement. The batch indicators areresented in Table 2. The sustainability metrics as well as the safety
ndex were also calculated (their values are presented in Table 4,fter step 7).
tep 5: Indicator sensitivity analysis (ISA) algorithmFor this case study the indicators selected as possible target indi-
ators were the MVA for OP 1, 7, 12, 16 and 19. They presentedery negative values, which means that a lot of money was beingpent with the entrance and the exit of the water for them. In ordero determine the indicators which present higher influence on therocess cost, the ISA algorithm was applied. In Table 3 the scores,
able 2atch indicators and their calculated values for the laundry case study.
P Operation Compound Flow (kg/s) TFVF OTF OEF
FV H2O 0.67 0.98 0.156 0.013VR H2O 2.50 0.86 0.364 0.855NK H2O 1.87 0.96 0.169 0.132S H2O 0.67 0.98 0.156 0LS H2O 0.67 0.98 0.156 0
−25.07 0.00 −25.07−3.89 0.00 −3.89
−186.73 0.00 −186.73−28.96 0.00 −28.96
obtained through the ISA algorithm for each indicator are given. Thevalues of the target indicators should be increased. Regarding thebatch indicators, it can be seen that operations VR and NK have veryhigh OTF values when compared with the other operations in theprocess. Consequently, they are the most sensitive indicators. Thehigh OTF value indicates that these two operations are spendingtoo much time in their execution, and consequently, their opera-tional time should be reduced. The OTF for AP 2 and AP 3 in thisway becomes the target indicators.
Step 6: Sensitivity analysisThrough a sensitivity analysis the operational parameters influ-
encing the target indicators were analyzed and it was found that theflowrates of OP 1, 7, 12, 16 and 19 are the most significant param-eters. For the batch target indicators the most sensitive parameterwas found to be the temperature of the cooling water used in NKoperation. Due to operational constrains, it was found that the oper-ational parameters that influence OTF in VR operation cannot beimproved because they are already optimized.
Step 7: Generation of new design alternativesTo generate new sustainable design alternatives it is necessary
to verify in which category the operational parameters are included(see step 7 of the methodology). In this case the operational param-eters (flowrates of OP 1, 7, 12, 16 and 19) are in the category ofreducing an open-path flowrate. This indicates that a recycle ofwater needs to be added. Due to some operational constraintsdescribed in Wulff et al. (2007), the flowrate of water coming fromOP 7 and OP 12 cannot be recycled. All the other open-path flowrateswere recycled and consequently reduced.
Regarding the batch operation indicators, the OTF for NK can beimproved reducing the temperature of the water coming into theoperation (decrease to 278K). The operation time decreases withthis modification and consequently the OTF is reduced.
Table 3ISA algorithm results for the laundry case study.
Path Indicator Scores
OP 7 MVA 12OP 1 MVA 8OP 12 MVA 5OP 16 MVA 2OP 19 MVA 1

A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090 2085
Fig. 6. Operational flowdiagram with the new de
Table 4Comparison of the performance criteria between the “reference” design and the newsustainable design alternative for the laundry case study.
Metrics Initial Final Improvement (%)
Total net primary energyusage rate (GJ/year)
77.26 77.26 0
% Total net primary energysourced from renewables
1% 1% 0
Net water consumed (kg) 56.46 44.39 21WAR 0 0 0Safety index 9 9 0Costs ($/year) −2912770 −1701015 42
Table 5Improvements in target indicators for the laundry case study.
Target indicator Initial Final
MVA–OP 1 −1.82 × 105$/year 0 $/yearMMO
tootitcai(
6
s
(
(
flowdiagramThe equipment flowsheet consists of 31 units, which can be seen
in Fig. 8 (some equipments are represented more than once in theflowsheet; they have however, the same name). Taking into accountthe sequence of operations, the operational flowdiagram is deter-
VA–OP 16 −1.86 × 105$/year 0 $/yearVA–OP 19 −1.86 × 105$/year 0 $/yearTF–AP 3 0.17% 0.16%
The new sustainable design alternative consists of recyclinghree streams as well as using colder water for the coolingperation. This new design alternative can be seen in the newperational flowdiagram presented in Fig. 6. The new alterna-ive shows the reduction of the operational costs by 42% and themprovement of the water metrics by 21%. All the other parame-ers remain constant (see Table 4). An estimation of the investmentosts related to the purchase of the intermediate tanks was donend they are paid off within one year. The target indicators aremproved by 100% and the batch indicators are improved by 5%see Table 5).
.2. Insulin production case study
The insulin process, Petrides et al. (1995), is divided into fourections:
1) Fermentation: Here the E. coli cells are used to produce the Trp-LE′-MET-proinsulin precursor of insulin, which is retained in the
cellular biomass. Fermentation takes place in order to achievethe desired biomass.2) Primary recovery: In this section high pressure homogenizer isused to break the cells and release the inclusion bodies. Thenwith a set of centrifuges and solvents the inclusion bodies arerecovered with a higher purity.
sign alternative for the laundry case study.
(3) Reactions: In this part of the process there is a sequence of reac-tions till the production of insulin. For a better understandingsee Fig. 7.
(4) Final purification: Finally, a purification sequence based onmultimodal chromatography, which exploits differences inmolecular charge, size, and hydrophobicity, is used to isolatebiosynthetic human insulin. The crystallization of insulin is thelast step of the process.
The flowsheet for the insulin production process is shown inFig. 8.
Step 1: Collect the steady-state dataThe required detailed process data for the insulin synthesis
plant were taken from a simulation available on SuperPro Designer(2008) software package. The prices and costs were taken fromPetrides et al. (1995), where the insulin production simulation isdescribed in detail.
Step 2: Transform equipment flowsheet in an operational
Fig. 7. Human insulin from proinsulin fusion protein (adapted from Petrides et al.,1995).

2086 A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090
t for i
m1
S
sa
Sm
cdssatteiwEsVwopw
Fig. 8. Equipment flowshee
ined (see Fig. 9). The operational flowdiagram has 92 operations,69 streams and 38 compounds.
tep 3: Flowsheet decompositionFor this case study the operations flowdiagram decompo-
ition generated 418 closed-paths, 1022 open-paths and 3344ccumulation-paths.
tep 4: Calculate the indicators, the sustainability and the safetyetrics
For the entire set of flow-paths, the full-set of indicators wasalculated, except for some batch compound indicators whoseata were not available. The most sensitive mass indicators wereelected and they are listed for each section in Table 6. For this casetudy the most sensitive indicators are the MVA – material valuedded, for the open-paths listed in Table 6. They have very nega-ive values, which means that a lot of money is wasted from theime the material (compound) enters to system to the time theyxit the system. The energy consumption, as well as, the recyclesn the process do not allow very high potential for improvements
hen compared with the very high values of MVA (see also theWC values in Table 6). The most sensitive batch indicators wereelected and they are listed for each section in Table 7. Operations
-102R, V-103(P8)R, V-105R and V-111R present high values of OTFhen compared with the other operations, which means that theseperations are spending too much time to execute their respectiverocess operation. V-102R and DS-101(P9) have high values of OEFhen compared with the other operations. This indicates that these
nsulin production process.
two operations have high energy consumption. These indicatorsshow high potential for improvements and their values should bereduced.
The options for improvements in each section are analyzedbelow.
(1) Fermentation: In this section the most critical points are relatedto the waste water. This water is produced as a by-product inthe main reaction which means that the chances for reducingthis by-product are not too big. Consequently this is not thebest choice for a process improvement. Regarding the batchindicators it can be seen that a very high value of OTF hasbeen calculated for the fermentation operation (V-102R). Ana-lyzing the compound indicators for this operation it is seen thatammonia is the compound which is limiting the operation time.Consequently to improve the fermentation process it would benecessary to take into consideration the ammonia concentra-tion and the related parameters, which influence the rate of thereaction (this point is further discussed in steps 6 and 7).
(2) Primary recovery: Here the most critical points are related to theTris base waste. This solvent is used as a buffer to facilitate theseparation of the cell debris particles from the inclusion bod-ies. Tris base has been used without being recycled. Purifying
this compound will allow its recycle to the process and con-sequently reduce the money wasted with this solvent (MVAwill consequently decrease). In this section the separationoperation DS-101(P9), indicates a high OEF, which means thatcompared with the other operations this operation is having
A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090 2087
am fo
(
Fig. 9. Operational flowdiagr
high utilities consumption. The compound which is mainlyresponsible for this high value is the water (it can be seenfrom in EF value in Table 7). To reduce OEF and EF indicators,
the separation operation needs to be improved or a new sep-aration technique, which makes the separation easier, may beused.3) Reactions: This section involves many solvents (urea, WFI,formic acid, HCL, NaCl) which are also not recovered and recy-
r insulin production process.
cled within the process. The best option to improve theseindicators, and consequently, the process is to recover thesolvents and recycle. For some of them it might not be eco-
nomically feasible. Some waste solvents, however, may besold to other users. For example, urea can be further pro-cessed and utilized as nitrogen fertilizer (Petrides et al. (1995)).Here, two operations, V-103R and V-105R, indicate high val-ues of OTF, which point out that their operation time should
2088 A. Carvalho et al. / Computers and Chemical Engineering 33 (2009) 2075–2090
Table 6Mass indicators and their calculated values for the insulin production case study.
Section OP Path Component Flowrate (kg/h) MVA (×103$/year) EWC (×103$/year) TVA (×103$/year)
Fermentation OP 37 S4–S26 Water 25881.8 −22560 68.90 −22629Primary recovery OP 552 S28–S34 TRIS 251.1 −11934 1.14 −11935
Reactions
OP 620 S79–S80 Urea 10399.9 −205917 0.00 −205917OP 591 S54–S60 Formic acid 10837.6 −137334 0.34 −137334OP 613 S77–S80 Urea 4564.4 −90375 0.00 −90375OP 657 S62–S69 HCL 2987.9 −74542 0.01 −74542OP 659 S62–S80 HCL 2047.1 −51070 0.01 −51070OP 598 S43–S49 Urea 2199.6 −43552 0.01 −43552OP 615 S77–S92 Urea 1913.4 −37885 0.02 −37885OP 316 S85–S92 WFI 27170.1 −21519 17.82 −21537OP 313 S79–S80 WFI 25009.5 −19808 0.00 −19808OP 173 S50–S49 WFI 22301.8 −17663 0.00 −17663OP 403 S103–S104 WFI 20616.6 −16328 0.00 −16328OP 335 S91–S92 WFI 16596.3 −13144 0.00 −13144OP 292 S77–S80 WFI 13334.5 −10561 0.00 −10561OP 721 S103–S104 NaCl 1204.4 −12210 0.00 −12210
Final purification
OP 1016 R V108–S138 Insulin 1.6 −639591 0.00 −639591OP 1009 R V108–S149 Insulin 1.4 −564122 0.00 −564122OP 1011 R V108–S159 Insulin 1.3 −507708 0.00 −507708OP 1005 R V108–S121 Insulin 0.9 −343498 0.00 −343498OP 822 S137–S138 Acetonitrile 2905.0 −80527 0.00 −80527OP 804 S148–S149 Acetic acid 6117.1 −169566 0.00 −169566OP 797 S145–S149 Acetic acid 3738.3 −103624 0.00 −103624OP 790 S142–S149 Acetic acid 1869.1 −51812 0.00 −51812OP 789 S137–S138 Acetic acid 1756.8 −48698 0.00 −48698OP 521 S148–S149 WFI 55053.9 −43603 0.00 −43603
25.3670.7835.3
(
TB
S
F
P
R
F
OP 821 S135–S138 Acetonitrile 13OP 514 S145–S149 WFI 33OP 507 S142–S149 WFI 16
be reduced. Regarding the compound indicators for these twooperations, it is possible to see from Table 7 that IB anddenatured proteins, are respectively, the compounds caus-ing the high time consumption. In order to decrease thetime factor, it is necessary to analyze the rate of reactionconditions.
4) Final purification: In this last section the insulin purificationindicates some problems. The paths listed in Table 6, for insulin,
have very low flowrates, although, their MVA values are verynegatives. This happens because the insulin price is very high.These very negative values for MVA indicate that even verysmall losses of insulin imply very high loss in revenue. Toimprove the purification operations two options could be con-able 7atch indicators and their calculated values for the insulin production case study.
ection Operation TFVF OTF OEF AP
ermentation V-102R 0.829 0.065 0.332 230231232233234235236
rimary recovery DS-101(P9) 0.387 0.022 0.205 497498499500
eaction V-103(P8)R 0.869 0.029 0.013 943944945
V-105R 0.737 0.043 0.002 1388138914021403
inal purification V-111R 0.987 0.043 0.001 30393040
−36736 0.00 −36736−26667 0.00 −26667−13334 0.00 −13334
sidered, to improve the existent separation process and/or addnew separation operation that can achieve higher insulin recov-ery. In this section, also, there are solvents (acetonitrile, aceticacid and WFI) that are being wasted. As mentioned above,these solvents might be purified and recycled or they may besold to other users (Petrides et al., 1995). In this section V-111R is the operation which indicates the biggest potential forimprovements, due to the high OTF value. Considering the TF
values, it is possible to visualize that insulin is the limitingcompound. As in the previous section, the operational variablesinvolved in the rate of the reactions need to be investigatedin order to reduce the reaction time, and consequently, thisindicator.Compound Flow (kg/s) TF EF
Oxygen 6.84 × 10−2 27058 0.06Glucose 4.95 × 10−2 9884 0.07Salts 5.16 × 10−3 63021 0.00Water 5.30 × 10−1 66039 3.06Biomass 8.66 × 10−3 Non-defined Non-definedAmmonia 5.14 × 10−3 66244 0.00CO2 1.79 × 10−2 44668 0.10
Glucose 3.93 × 10−2 5.48 × 10−6 0.01Salts 5.74 × 10−3 1.65 × 10−6 0.00Water 9.98 × 10−1 3.27 × 10−3 0.18Biomass 5.14 × 10−2 Non-defined 0.009884671
Cont proteins 9.36 × 10−4 20410.07 Not availableIBs 3.85 × 10−3 90061.83 Not availableTrp-proinsulin 2.79 × 10−3 Non-defined Not availableNaSO3 6.97 × 10−3 23.49 Not availableNa2O6S4 3.48 × 10−3 100.90 Not availableDenatured protein 5.62 × 10−4 660080.16 Not availableProinsulin-SSO3 5.41 × 10−4 Non-defined Not available
Insulin 1.63 × 10−4 1513336.07 Not availableInsulin crystal 1.34 × 10−4 Non-defined Not available

A. Carvalho et al. / Computers and Chemica
Table 8ISA algorithm results for the insulin production case study.
Path Indicator Compounds Scores
OP 721 MVA NaCl 2OP 620 MVA Urea 3OP 613 MVA Urea 2OP 403 MVA WFI 2OP 335 MVA WFI 8OP 313 MVA WFI 5OP 292 MVA WFI 3OP 173 MVA WFI 4OP 316 MVA WFI 10OP 591 MVA Formic acid 15OP 615 MVA Urea 10OP 598 MVA Urea 11OP 657 MVA HCL 7OP 659 MVA HCL 6
Table 9List of feasible sep-aration processesavailable for formicacid purification.
New separation
DistillationLiquid membrane
as
S
oTlb
StMCibo
considered by Huang, Ball, and Kaner (1998). Using this informa-
TC
M
T%TTTTFFHNNSWP
Liquid adsorptionGas adsorptionPervaporation
The sustainability metrics as well as the safety index werelso calculated (their values are listed in Table 9 presented aftertep 7).
tep 5: Indicator sensitivity analysis (ISA) algorithmDue to the large size of the flowsheet it is not possible to present
r discuss all the modifications to improve the whole process.herefore, in the remaining steps, only Sections 1 and 3 are high-ighted with respect to improvement of their mass indicators andatch indicators.
To apply the ISA algorithm the indicators listed in Table 6 forection 3 were selected as possible target indicators. After applyinghe ISA algorithm it is seen that from the selected indicators, the
VA indicator related to OP 591 for formic acid is the most sensitive.
onsequently, this indicator is considered the target indicator formprovements (see Table 8, row highlighted with bold letters). Foratch indicators, the most sensitive indicator in Section 1 is the TFf ammonia in the fermentation operation (V-102R).
able 10omparison of the performance criteria between the “reference” design and the new sust
etrics Initial
otal net primary energy usage rate (GJ/year) 26727Total net primary energy sourced from renewables 0.72
otal net primary energy usage per kg product (kJ/kg) 29239otal net primary energy usage per unit value added (kJ/$) 4.55 ×otal raw materials used per kg product (kg/kg) 43029otal raw materials used per unit value added (kg/$) 6.70 ×raction of raw materials recycled within company 0raction of raw materials recycled from consumers 0azardous raw material per kg product (kg/kg) 4932.3et water consumed per unit mass of product (kg/kg) 7162.2et water consumed per unit value added (kg/$) 1.11 ×afety index 20AR 23709
rofit ($/year) 7.42 ×
l Engineering 33 (2009) 2075–2090 2089
Step 6: Process sensitivity analysisFrom a sensitivity analysis of the operational parameters influ-
encing the target indicator (MVA–OP 591) it was found that themost significant operational parameter is the flowrate of OP 591.
The fermentation process time is mainly dependent on thespecific cell growth rate, which is represented by the followingequation (Singh, Gernaey, & Gani, 2009)
�g = �gCoGlucose
(kGlucose + CoGlucose)CoO2
(kO2 + CoO2 )CoNH3
(kNH3 + CoNH3 )
× CoH3PO4
(kH3PO4 + CoH3PO4 )(22)
In Eq. (22), �g is the specific cell growth rate, �g is the max-imum specific cell growth rate, k is the monod constant for eachcompound and Co is the concentration.
To analyze the operational parameters that influence the batchtarget indicator (TF), Eq. (22) was used and it was possible to ver-ify that the ammonia (NH3) concentration is the most significantparameter in order to reduce the time of the reaction.
Step 7: Generation of new design alternativesTo generate a new sustainable design alternative, the first thing
to do is to verify in which category the selected parameter isincluded (see step 7 in methodology section). It was found thatthe operational parameter is related to the reduction of an open-path flowrate. This pointed to a reduction of the OP 591 flowrateby considering, the recycle of the formic acid. To recycle formicacid, a separation operation needs to be inserted in order topurify/recover this compound. Applying the process separationalgorithm of Jaksland et al. (1995), a set of feasible separation tech-niques for the recovery of formic acid coming from stream S60 wereidentified and they are listed in Table 9. From Table 9, the pervapo-ration is selected as the separation operation, because it involveslower operational costs when compared with the other separationtechniques and it does not need external compounds for the sep-aration. In the literature, Nakatani, Sumiyama, and Kusuki (1994),found that membranes such as aromatic imide polymer asymmet-ric, are available to purify/recover formic acid from water (which isthe main impurity compound in S60). To estimate the selectivity ofthe membrane, it is assumed that this system (membrane to sepa-rate) have the same behavior as the behavior of a similar mixture
tion the process was simulated again in order to validate the newdesign alternative.
To reduce the fermentation time the concentration of ammonianeeds to be increased. The concentration was increased by 2% and
ainable design alternative for the insulin production case study.
Final Improvement (%)
26727 00.72 0
7 292397 010−4 4.46 × 10−4 1.94
42083 2.2010−5 6.42 × 10−5 4.10
0 00 0
5 3986.22 19.182 7162.22 010−5 1.09 × 10−5 1.94
20 016188 31.7
109 7.56 × 10−9 1.98

2090 A. Carvalho et al. / Computers and Chemica
Table 11Improvements in target indicators for the insulin production case study.
T
M
0spit
tamipihr(a
7
mfsapapaibdl(romaforaaiidtant
arget indicator Initial Final
VA–OP 591 −1.37 × 108$/year −169 × 103$/year
.2% of fermentation time reduction was achieved. This is not aignificant improvement. This fact indicates that the fermentationrocess is already optimized and nothing could be done in order to
mprove it. Also, the fermentation operation has more constraintshat cannot be violated without changing the enzyme.
For the new sustainable design alternative, which consists ofhe recycling of formic acid, the following improvements werechieved. The profit increased by 1.98%, the water and the energyetrics per value added improved by 2%. The material metrics
mproved by 2% and 4% respectively per kg of final product ander value added. Finally, the environmental impact output was
mproved by 31.7%. The rest of the performance criteria parametersave remained constant. All the values for the performance crite-ia are listed in Table 10. The target indicator improved by 99.9%see Table 11). These results show that a more sustainable designlternative is obtained.
. Discussion and conclusions
The development of a systematic and generic indicator-basedethodology for analysis of continuous and batch processes and
or generating sustainable (design) improvements, has been pre-ented and highlighted with two case studies. This approach isble to trace and then locate possible problems related to the com-ounds being handled in the process across the flowsheet (open-nd closed-paths) and also for the operation time (accumulation-ath). The methodology is systematic and generic in nature andny type of chemical process can be studied, including those operat-ng in mixed-mode of operations (continuous, semi-continuous andatch). With the additional set of batch indicators and the flowsheetecomposition technique for batch operations, it is now possible to
ocate the bottlenecks in a batch operation and to trace the causesfor example, the compound that has the highest influence) of theespective problems. As shown through the insulin process, the sizef the problem is not an issue since the objective is to locate theost sensitive indicators and their related variables, which usually
re not that many. The limitations of the methodology are the needor data for the reference design; the need to obtain the cost andther data related to sustainability metrics, safety metrics and envi-onmental impact calculations; and the model assumptions (suchs ideal mixing for volume, etc). These limitations may restrict thepplications of the methodology to some chemical and/or biochem-cal processes. On the other hand, one principal advantage is that thendicator analysis for each process needs to be performed for each
esign only once for each life cycle of the process. This means thathe identified sustainable alternative can be implemented whenppropriate (at a future time) as long as the reference design hasot been changed. Current and future work will further develophe methodology in terms of “fine-tune” it to handle more typesl Engineering 33 (2009) 2075–2090
of batch and continuous processes as well as to further extend themethodology to handle uncertainties in the data and also to developthe SustainPro software.
Acknowledgement
The authors gratefully acknowledge financial support fromFundacão para a Ciência e a Tecnologia (under Grant No.SFRH/BD/24470/2005).
References
Azapagic, A. (2002). Sustainable development progress metrics. IChemE SustainableDevelopment Working Group, IChemE Rugby, UK.
Cabezas, H., Bare, J., & Mallick, S. (1999). Pollution prevention with chemical pro-cess simulators: The generalized waste reduction (WAR) algorithm. Computers& Chemical Engineering, 23(4–5), 623–634.
Carvalho, A., Matos, H. A., & Gani, R. (2008). Design of sustainable chemical processes:Systematic retrofit analysis generation and evaluation of alternatives. ProcessSafety and Environmental Protection, 86, 328–346.
Chakraborty, A., & Linninger, A. A. (2002). Plant-wide waste management. 1. Synthe-sis and multiobjective design. Industrial and Engineering Chemistry Research, 41,4591–4604.
D’ Anterroches, L., & Gani, R. (2005). Group contribution based flowsheet synthesis,design and modelling. Fluid Phase Equilibria, 228–229, 141–146.
Halim, I., & Srinivasan, R. (2006). Systematic waste minimization in chemical pro-cesses. Part III. Batch operations. Industrial and Engineering Chemistry Research,45, 4693–4705.
Halim, I., & Srinivasan, R. (2008). Designing sustainable alternatives for batchoperations using an intelligent simulation–optimization framework. ChemicalEngineering Research and Design, 86, 809–822.
Harper, P. M., & Gani, R. (2000). A multi-step and multi-level approach for com-puter aided molecular design. Computers & Chemical Engineering, 24(2–7),677–683.
Heikkilä, A.-M. (1999). Inherent safety in process plant design—An index-basedapproach. Ph.D-thesis. VTT Automation, Espoo, Finland.
Huang, S. C., Ball, I. J., & Kaner, R. B. (1998). Polyaniline membranes for pervaporationof carboxylic acids and water. Macromolecules, 31, 5456–5464.
Jaksland, C., Gani, R., & Lien, K. (1995). Separation process design and synthesis basedon thermodynamic insights. Chemical Engineering Science, 50(3), 511–530.
Lee, Y., & Malone, M. F. (2000). Batch process planning for waste minimization.Industrial and Engineering Chemistry Research, 39, 2035–2044.
Montagna, J. (2003). The optimal retrofit of multiproduct batch plants. Computers &Chemical Engineering, 27, 1277–1290.
Nakatani, M., Sumiyama, Y., Kusuki, Y. (1994). “Pervaporation method of selectivelyseparating water from an organic material aqueous solution through aromaticimide polymer asymmetric membrane”. European Patent:EP0391699, 14 Dec1994.
Petrides, D., Sapidou, E., & Calandranis, J. (1995). Computer-aided process analysisand economic evaluation for biosynthetic human insulin production—A casestudy. Biotechnology and Bioengineering, 48(5), 529–541.
Póvoa, A. (2007). A critical review on the design and retrofit of batch plants. Com-puters & Chemical Engineering, 31, 833–855.
Simon, L. L., Osterwalder, N., Fischer, U., & Hungerbuhler, K. (2008). Systematicretrofit method for chemical batch processes using indicators, heuristics, andprocess models. Industrial and Engineering Chemistry Research, 47, 66–80.
Singh, R., Gernaey, K. V., & Gani, R. (2009). Model-based computer-aided frameworkfor design of process monitoring and analysis systems. Computers & ChemicalEngineering, 33(1), 22–42.
SuperPro Designer (2008). Example files – Biosynthetic Human Insulin Production.Uerdingen, E., Gani, R., Fischer, U., & Hungerbühler, K. (2003). A new screening
methodology for the identification of economically beneficial retrofit options
in chemical processes. AIChE Journal, 49, 2400–2418.Wulff, L., Gitz, T., Wenzel, H. (2007). Model til identification af optimalt genbrug afvand på industrielt vaskeri under brug af pinchteknikken. MSc-thesis, TechnicalUniversity of Denmark, Lyngby, Denmark.
Zhao-Ling, Y., & Xi-Gang, Y. (2000). An approach to optimal design of batch processeswith waste minimization. Computers & Chemical Engineering, 24, 1437–1444.