Embed Size (px)
Citation preview

ScienceDirect
Available online at www.sciencedirect.comAvailable online at www.sciencedirect.com
ScienceDirect Procedia Manufacturing 00 (2017) 000–000
www.elsevier.com/locate/procedia
* Paulo Afonso. Tel.: +351 253 510 761; fax: +351 253 604 741 E-mail address: [email protected]
2351-9789 © 2017 The Authors. Published by Elsevier B.V. Peer-review under responsibility of the scientific committee of the Manufacturing Engineering Society International Conference 2017.
Manufacturing Engineering Society International Conference 2017, MESIC 2017, 28-30 June 2017, Vigo (Pontevedra), Spain
Costing models for capacity optimization in Industry 4.0: Trade-off between used capacity and operational efficiency
A. Santanaa, P. Afonsoa,*, A. Zaninb, R. Wernkeb
a University of Minho, 4800-058 Guimarães, Portugal bUnochapecó, 89809-000 Chapecó, SC, Brazil
Abstract
Under the concept of "Industry 4.0", production processes will be pushed to be increasingly interconnected, information based on a real time basis and, necessarily, much more efficient. In this context, capacity optimization goes beyond the traditional aim of capacity maximization, contributing also for organization’s profitability and value. Indeed, lean management and continuous improvement approaches suggest capacity optimization instead of maximization. The study of capacity optimization and costing models is an important research topic that deserves contributions from both the practical and theoretical perspectives. This paper presents and discusses a mathematical model for capacity management based on different costing models (ABC and TDABC). A generic model has been developed and it was used to analyze idle capacity and to design strategies towards the maximization of organization’s value. The trade-off capacity maximization vs operational efficiency is highlighted and it is shown that capacity optimization might hide operational inefficiency. © 2017 The Authors. Published by Elsevier B.V. Peer-review under responsibility of the scientific committee of the Manufacturing Engineering Society International Conference 2017.
Keywords: Cost Models; ABC; TDABC; Capacity Management; Idle Capacity; Operational Efficiency
1. Introduction
The cost of idle capacity is a fundamental information for companies and their management of extreme importance in modern production systems. In general, it is defined as unused capacity or production potential and can be measured in several ways: tons of production, available hours of manufacturing, etc. The management of the idle capacity
Procedia Manufacturing 17 (2018) 766–773
2351-9789 © 2018 The Authors. Published by Elsevier B.V.This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/3.0/)Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.10.1016/j.promfg.2018.10.127
10.1016/j.promfg.2018.10.127 2351-9789
© 2018 The Authors. Published by Elsevier B.V.This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/3.0/)Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
Available online at www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2018) 000–000 www.elsevier.com/locate/procedia
2351-9789 © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
28th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM2018), June 11-14, 2018, Columbus, OH, USA
Design of a novel equipment for automated clothing manufacturing P.M.M. Santos1, R.D.S.G. Campilho1,2,*, F.J.G. Silva1
1 ISEP – School of Engineering, Polytechnic of Porto, Rua Dr. António Bernardino de Almeida, 431, 4200-072 Porto, Portugal
2 INEGI – Pólo FEUP, Rua Dr. Roberto Frias, s/n, 4200-465 Porto, Portugal * Corresponding author. Email: [email protected]
Abstract
To achieve quality in the clothing manufacturing industry, it is necessary to innovate and automate certain processes, in order to increase productivity and reduce errors due to labor-intensive tasks. This study is based on the need to design a machine able to sew and cut collars and cuffs, to be applied on clothing. After the initial sketches, in which the types of mechanisms and the desired functions of the different systems were defined as a function of the intended movements and actions and the equipment structure, these systems have been optimized to obtain a functional unit as the final result. The Finite Element Method (FEM) was used as a design tool for the machine structure. The end result is a fully-functional solution to apply in this type of equipment. In fact, the proposed solution is a viable possibility for an automated equipment for sewing and cutting collars and cuffs. © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
Keywords: Machine design; automation; Clothing industry; Finite Element Method.
1. Introduction
Automation in general deals with the process of task accomplishment using programmed equipment, rather than using human labor in a manufacturing process, and it is invariably associated to advanced control equipment such as Programmable logic controllers (PLC) to act on physical actuators, based on signals given by sensors depending on the system status. Automation is applied in diverse areas such as machine component fabrication, clothing manufacturing, medicine, chemical plants, mining and oil industries, food processing, supply chain, storage systems
Available online at www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2018) 000–000 www.elsevier.com/locate/procedia
2351-9789 © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
28th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM2018), June 11-14, 2018, Columbus, OH, USA
Design of a novel equipment for automated clothing manufacturing P.M.M. Santos1, R.D.S.G. Campilho1,2,*, F.J.G. Silva1
1 ISEP – School of Engineering, Polytechnic of Porto, Rua Dr. António Bernardino de Almeida, 431, 4200-072 Porto, Portugal
2 INEGI – Pólo FEUP, Rua Dr. Roberto Frias, s/n, 4200-465 Porto, Portugal * Corresponding author. Email: [email protected]
Abstract
To achieve quality in the clothing manufacturing industry, it is necessary to innovate and automate certain processes, in order to increase productivity and reduce errors due to labor-intensive tasks. This study is based on the need to design a machine able to sew and cut collars and cuffs, to be applied on clothing. After the initial sketches, in which the types of mechanisms and the desired functions of the different systems were defined as a function of the intended movements and actions and the equipment structure, these systems have been optimized to obtain a functional unit as the final result. The Finite Element Method (FEM) was used as a design tool for the machine structure. The end result is a fully-functional solution to apply in this type of equipment. In fact, the proposed solution is a viable possibility for an automated equipment for sewing and cutting collars and cuffs. © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
Keywords: Machine design; automation; Clothing industry; Finite Element Method.
1. Introduction
Automation in general deals with the process of task accomplishment using programmed equipment, rather than using human labor in a manufacturing process, and it is invariably associated to advanced control equipment such as Programmable logic controllers (PLC) to act on physical actuators, based on signals given by sensors depending on the system status. Automation is applied in diverse areas such as machine component fabrication, clothing manufacturing, medicine, chemical plants, mining and oil industries, food processing, supply chain, storage systems
2 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
and others [1, 2]. The automation concepts began to develop faster after 1947, at the time when the Ford vehicle company created a dedicated department to deal with automation in the fabrication process [3]. Nowadays, automation is employed in all fields of industry, with significant advantages in precision, accuracy and productivity, while reducing human intervention [4]. Automation applied to the clothing (or garment) industry has grown fast in the last decades. Currently, clothing is mostly produced in less developed countries such as Bangladesh, China, Indonesia and India, rather than the most industrialized ones, because of the less costs associated to the fabrication personnel, which in turn enabled placing cheaper clothes in the market [5]. To meet the ever-increasing demands, the manual and labor-dependent processes should give space to highly-automated fabrication lines, controlled by digital technology and artificial intelligence. In the clothing industry in particular, and according to Stylios [6] and Nayak and Padhye [2], some factors justify the resistance in some less developed countries to this industrialization: lesser modifications to the clothing products/fabrication when compared to other industries such as automotive or electronic device, cheap work-force, unaffordable required investment, inherent difficulties arising from specificities in the cloth fabrication, fast product changes and fabrication of different sizes. However, even in these cases, few technologies are commonly accepted, such as automated button holing, button attaching, bar tacking, label attaching and pocket sewing [2]. Different studies, such as those of Yan and Fiorito [7], have been published on automation processes for clothing fabrication. This shift in paradigm enables a great improvement in the fabrication rate and cloth quality. According to Nayak and Padhye [2], the degree of automation in a clothing factory depends on the size of the factory, potential market, cloth styles/variety, financial health, management style, technical skills and current competitive advantage.
There are several areas in which automation can be used to help clothing manufacturing. One of these is the
automatic inspection of fabric, which is traditionally carried out by human labor. Automated fabric inspection systems include statistical methods, and spectral and model-based approaches [8], which use image manipulation to detect potential defects. Automation can also be applied to manufacturing preparation by computer-aided design (CAD) and computer-aided manufacturing (CAM) technologies. Actually, this helps to attain the desired quality level, higher fabrication rates and design flexibility, and faster flow of information. A recent technique is 3D body scanning [9], which is an optical method to acquire the dimensions of individuals through all angles using laser methods. This information can then be used to create individualized clothing for perfect fit. Fabric spreading and cutting is another possible application of automation. Automatic equipment can be used to position fabric on a table for further processing, including stacking different types of fabric for cloth that requires different superimposed layers. Sensors can be used to align plies in this process. Cutting machines can also improve the cloth fabrication process, in which the pattern is uploaded to the machine and then it cuts the fabric by laser, blade or water-jet [10]. Laser cutters are the best in the accuracy, absence of fraying and edge smoothness. Sewing is another potential application of automation. Apart from the automated sewing equipment, robotics can be added to the process to handle the fabric during the sewing operation [11]. Moreover, 3D robotic sewing can produce high quality clothing, diminish costs and provide a faster response time to individualized costumer needs [2]. Pressing, which is applied to improve the look of clothing, is traditionally lacking automation. Equipment for pressing includes shirt finisher, jacket finisher, pressing robots and shirt pressers. Finally, radio-frequency identification (RFID) highly improve the full fabric production process by using electromagnetic fields to track the position shift of the products in the fabrication line [12].
This study is based on the need to design a machine able to sew and cut collars and cuffs. After the initial
sketches, in which the types of mechanisms and the desired functions of the different systems were defined as a function of the intended movements and actions and the equipment structure, these systems have been optimized to obtain a functional unit as the final result. The FEM was used as a design tool for the machine structure.
2. Problem statement
The main objective and purpose of this work is to design a prototype device, capable of producing a diverse range of collars and cuffs by cutting and sewing operations, using as few human resources as possible. Fig. 1 and Fig. 2 show the two end products of the process, collar and cuff, respectively.

P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 767
Available online at www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2018) 000–000 www.elsevier.com/locate/procedia
2351-9789 © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
28th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM2018), June 11-14, 2018, Columbus, OH, USA
Design of a novel equipment for automated clothing manufacturing P.M.M. Santos1, R.D.S.G. Campilho1,2,*, F.J.G. Silva1
1 ISEP – School of Engineering, Polytechnic of Porto, Rua Dr. António Bernardino de Almeida, 431, 4200-072 Porto, Portugal
2 INEGI – Pólo FEUP, Rua Dr. Roberto Frias, s/n, 4200-465 Porto, Portugal * Corresponding author. Email: [email protected]
Abstract
To achieve quality in the clothing manufacturing industry, it is necessary to innovate and automate certain processes, in order to increase productivity and reduce errors due to labor-intensive tasks. This study is based on the need to design a machine able to sew and cut collars and cuffs, to be applied on clothing. After the initial sketches, in which the types of mechanisms and the desired functions of the different systems were defined as a function of the intended movements and actions and the equipment structure, these systems have been optimized to obtain a functional unit as the final result. The Finite Element Method (FEM) was used as a design tool for the machine structure. The end result is a fully-functional solution to apply in this type of equipment. In fact, the proposed solution is a viable possibility for an automated equipment for sewing and cutting collars and cuffs. © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
Keywords: Machine design; automation; Clothing industry; Finite Element Method.
1. Introduction
Automation in general deals with the process of task accomplishment using programmed equipment, rather than using human labor in a manufacturing process, and it is invariably associated to advanced control equipment such as Programmable logic controllers (PLC) to act on physical actuators, based on signals given by sensors depending on the system status. Automation is applied in diverse areas such as machine component fabrication, clothing manufacturing, medicine, chemical plants, mining and oil industries, food processing, supply chain, storage systems
Available online at www.sciencedirect.com
ScienceDirect
Procedia Manufacturing 00 (2018) 000–000 www.elsevier.com/locate/procedia
2351-9789 © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
28th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM2018), June 11-14, 2018, Columbus, OH, USA
Design of a novel equipment for automated clothing manufacturing P.M.M. Santos1, R.D.S.G. Campilho1,2,*, F.J.G. Silva1
1 ISEP – School of Engineering, Polytechnic of Porto, Rua Dr. António Bernardino de Almeida, 431, 4200-072 Porto, Portugal
2 INEGI – Pólo FEUP, Rua Dr. Roberto Frias, s/n, 4200-465 Porto, Portugal * Corresponding author. Email: [email protected]
Abstract
To achieve quality in the clothing manufacturing industry, it is necessary to innovate and automate certain processes, in order to increase productivity and reduce errors due to labor-intensive tasks. This study is based on the need to design a machine able to sew and cut collars and cuffs, to be applied on clothing. After the initial sketches, in which the types of mechanisms and the desired functions of the different systems were defined as a function of the intended movements and actions and the equipment structure, these systems have been optimized to obtain a functional unit as the final result. The Finite Element Method (FEM) was used as a design tool for the machine structure. The end result is a fully-functional solution to apply in this type of equipment. In fact, the proposed solution is a viable possibility for an automated equipment for sewing and cutting collars and cuffs. © 2018 The Authors. Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (https://creativecommons.org/licenses/by-nc-nd/4.0/) Peer-review under responsibility of the scientific committee of the 28th Flexible Automation and Intelligent Manufacturing (FAIM2018) Conference.
Keywords: Machine design; automation; Clothing industry; Finite Element Method.
1. Introduction
Automation in general deals with the process of task accomplishment using programmed equipment, rather than using human labor in a manufacturing process, and it is invariably associated to advanced control equipment such as Programmable logic controllers (PLC) to act on physical actuators, based on signals given by sensors depending on the system status. Automation is applied in diverse areas such as machine component fabrication, clothing manufacturing, medicine, chemical plants, mining and oil industries, food processing, supply chain, storage systems
2 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
and others [1, 2]. The automation concepts began to develop faster after 1947, at the time when the Ford vehicle company created a dedicated department to deal with automation in the fabrication process [3]. Nowadays, automation is employed in all fields of industry, with significant advantages in precision, accuracy and productivity, while reducing human intervention [4]. Automation applied to the clothing (or garment) industry has grown fast in the last decades. Currently, clothing is mostly produced in less developed countries such as Bangladesh, China, Indonesia and India, rather than the most industrialized ones, because of the less costs associated to the fabrication personnel, which in turn enabled placing cheaper clothes in the market [5]. To meet the ever-increasing demands, the manual and labor-dependent processes should give space to highly-automated fabrication lines, controlled by digital technology and artificial intelligence. In the clothing industry in particular, and according to Stylios [6] and Nayak and Padhye [2], some factors justify the resistance in some less developed countries to this industrialization: lesser modifications to the clothing products/fabrication when compared to other industries such as automotive or electronic device, cheap work-force, unaffordable required investment, inherent difficulties arising from specificities in the cloth fabrication, fast product changes and fabrication of different sizes. However, even in these cases, few technologies are commonly accepted, such as automated button holing, button attaching, bar tacking, label attaching and pocket sewing [2]. Different studies, such as those of Yan and Fiorito [7], have been published on automation processes for clothing fabrication. This shift in paradigm enables a great improvement in the fabrication rate and cloth quality. According to Nayak and Padhye [2], the degree of automation in a clothing factory depends on the size of the factory, potential market, cloth styles/variety, financial health, management style, technical skills and current competitive advantage.
There are several areas in which automation can be used to help clothing manufacturing. One of these is the
automatic inspection of fabric, which is traditionally carried out by human labor. Automated fabric inspection systems include statistical methods, and spectral and model-based approaches [8], which use image manipulation to detect potential defects. Automation can also be applied to manufacturing preparation by computer-aided design (CAD) and computer-aided manufacturing (CAM) technologies. Actually, this helps to attain the desired quality level, higher fabrication rates and design flexibility, and faster flow of information. A recent technique is 3D body scanning [9], which is an optical method to acquire the dimensions of individuals through all angles using laser methods. This information can then be used to create individualized clothing for perfect fit. Fabric spreading and cutting is another possible application of automation. Automatic equipment can be used to position fabric on a table for further processing, including stacking different types of fabric for cloth that requires different superimposed layers. Sensors can be used to align plies in this process. Cutting machines can also improve the cloth fabrication process, in which the pattern is uploaded to the machine and then it cuts the fabric by laser, blade or water-jet [10]. Laser cutters are the best in the accuracy, absence of fraying and edge smoothness. Sewing is another potential application of automation. Apart from the automated sewing equipment, robotics can be added to the process to handle the fabric during the sewing operation [11]. Moreover, 3D robotic sewing can produce high quality clothing, diminish costs and provide a faster response time to individualized costumer needs [2]. Pressing, which is applied to improve the look of clothing, is traditionally lacking automation. Equipment for pressing includes shirt finisher, jacket finisher, pressing robots and shirt pressers. Finally, radio-frequency identification (RFID) highly improve the full fabric production process by using electromagnetic fields to track the position shift of the products in the fabrication line [12].
This study is based on the need to design a machine able to sew and cut collars and cuffs. After the initial
sketches, in which the types of mechanisms and the desired functions of the different systems were defined as a function of the intended movements and actions and the equipment structure, these systems have been optimized to obtain a functional unit as the final result. The FEM was used as a design tool for the machine structure.
2. Problem statement
The main objective and purpose of this work is to design a prototype device, capable of producing a diverse range of collars and cuffs by cutting and sewing operations, using as few human resources as possible. Fig. 1 and Fig. 2 show the two end products of the process, collar and cuff, respectively.

768 P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 Santos et al. / Procedia Manufacturing 00 (2018) 000–000 3
Fig. 1 – Sewing collar example Fig. 2 – Sewing cuff example In the shape of cuffs or collars, the fabrics are first cut according to the intended size and shape. An interlining is
then added, which is placed between the lining and the outer garment, to give a greater stiffness in that region. The fabrics are then sewn together, making the stitching visible. The difference in the manufacture between the collars and cuffs, is in the fold used in the cuffs, which is kept during sewing. After realizing the necessary processes for the production of cuffs and collars, and taking into account the fact that the bonding of the interlinings was done previously by the user, and not by the equipment, the intended operations for the equipment are: (1) fix the fabric fold (in the case of the cuffs), (2) sewing and cutting, (3) moving the fabric along the xy plane and (4) stack the finished parts.
3. Equipment design
3.1. Final proposal and working principle
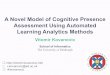
Fig. 3 shows the isometric view of the final designed equipment. It was decided to divide the equipment into 4 large groups (Fig. 3). Components 1A and 1B are the fabric movement assemblies (or presses), responsible for pressing and moving the fabric during the sewing process (1A) and during the cutting process (1B). The structure (2) is the upper assembly, which can also be called a gantry, responsible for supporting and allowing the presses to move laterally along the equipment. The frame (3) supports all the components and gear. The fabric collection group (4) is responsible for stacking the finished parts. Each is associated to a workstation: the workstation 1 is assigned to the press 1A (sewing) and the workstation 2 is assigned to the press 1B (cutting).
Fig. 3 – Isometric view of the final designed equipment. Fig. 4 – Front view of the final designed equipment. The equipment must have an operator who is responsible for placing the fabrics to be sewn at their starting point
(workstation 1), indicating to the equipment the shape of the fabric to be fabricated, in order to follow the correct movement instructions during the sewing and cutting process. The user will also be responsible for checking any errors that may occur during the process, and this control is not performed automatically. In a very brief way, this
4 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
production process starts in workstation 1, through the press 1A that presses and drags the fabric to the sewing machine. The sewing operation follows. The fabric is then let loose in the middle of the equipment, where press 1B will move it to the cutting equipment, where the cut is made. This press then leaves the fabric at the left side of the workbench, where it will finally be stacked in the collection group (4). Fig. 4 presents a front view of the final equipment. To ensure the safety of those operating with the equipment, and to comply with the Machinery Directive, a safety barrier has been placed in the equipment (Fig. 4-1). Since the moving parts are all located at the upper part of the machine (above the operator’s waist), this barrier, which halts the equipment if its space is invaded during operation, is regarded as sufficient to protect the operator from hazards. In this way, any and all risk of accident is cancelled, making the equipment safe. A Human-Machine Interface (HMI) console (Fig. 4-2) was also added for the operator to interact with the equipment. The control panel (Fig. 4-3) enables the operator to initiate the process through the two production start buttons or to interrupt the operation with the emergency stop. The pedal (Fig. 4-4) is responsible for activating a mechanism that retains the cuff fabric fold previously executed by the operator, necessary before the press moves the cuff to be stitched. Fig. 3 and Fig. 4 also show the machine frame and the associated safety structure. Although not having a structural function, an aluminum alloy table top was attached to the structure. In this way, it is possible to use nylon press tools without risking to scratch the platform in case of unwanted contact between both. The table top should be strong and have a smooth surface with low friction, to allow smooth sliding of the fabric during its movement throughout the production. The safety structure consists of an aluminium frame covered with acrylic panels, which prevent access to the equipment by the sides and rear. The main structure is made of welded steel profiles, and it should be strong enough to support all elements of the equipment, further described. To prevent corrosion due to the contact between aluminium and steel, in addition to the paint applied to the steel components, nylon washers are added in the connections between the two materials.
The press is the element responsible for pressing and moving the fabric (Fig. 5) throughout the sewing and
cutting processes. This element exerts pressure on the fabric against the table top to move it between workstations. This element must be able to move along the equipment, laterally and longitudinally. It should also apply enough pressure to accurately position the fabric in the several productions stages, but not so high as to block the fabric and cancel its movement. The press assembly guarantees the longitudinal movement (transversal to the machine) by moving its tool relatively to the lower plate (Fig. 5-3). This movement is guided by linear guides and driven by spindles.
The pressure exerted on the fabric is guaranteed by the rotation of the lower plate relative to the upper one (Fig.
5-3) by combining a cylinder in the rear and bearings that ensure the connection between the upper and lower plate. The lateral displacement of the press (longitudinal to the machine) is ensured by the connection between the top plate and the top structure (Fig. 5-1). The drive system shown in Fig. 5 is comprised of two main plates. The top plate (Fig. 5-2) is fixed to linear guides carriages existing in another structure (gantry), which will be responsible for the lateral movement of this complete assembly. The lower plate (Fig. 5-3) is attached to the upper one by means of a shaft and bearings, allowing it to rotate at that same point, making it possible for the tool to rise to the rest position
Fig. 5 – Perspective view of the assembled press. Fig. 6 – Perspective view of the gantry.

P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 769 Santos et al. / Procedia Manufacturing 00 (2018) 000–000 3
Fig. 1 – Sewing collar example Fig. 2 – Sewing cuff example In the shape of cuffs or collars, the fabrics are first cut according to the intended size and shape. An interlining is
then added, which is placed between the lining and the outer garment, to give a greater stiffness in that region. The fabrics are then sewn together, making the stitching visible. The difference in the manufacture between the collars and cuffs, is in the fold used in the cuffs, which is kept during sewing. After realizing the necessary processes for the production of cuffs and collars, and taking into account the fact that the bonding of the interlinings was done previously by the user, and not by the equipment, the intended operations for the equipment are: (1) fix the fabric fold (in the case of the cuffs), (2) sewing and cutting, (3) moving the fabric along the xy plane and (4) stack the finished parts.
3. Equipment design
3.1. Final proposal and working principle
Fig. 3 shows the isometric view of the final designed equipment. It was decided to divide the equipment into 4 large groups (Fig. 3). Components 1A and 1B are the fabric movement assemblies (or presses), responsible for pressing and moving the fabric during the sewing process (1A) and during the cutting process (1B). The structure (2) is the upper assembly, which can also be called a gantry, responsible for supporting and allowing the presses to move laterally along the equipment. The frame (3) supports all the components and gear. The fabric collection group (4) is responsible for stacking the finished parts. Each is associated to a workstation: the workstation 1 is assigned to the press 1A (sewing) and the workstation 2 is assigned to the press 1B (cutting).
Fig. 3 – Isometric view of the final designed equipment. Fig. 4 – Front view of the final designed equipment. The equipment must have an operator who is responsible for placing the fabrics to be sewn at their starting point
(workstation 1), indicating to the equipment the shape of the fabric to be fabricated, in order to follow the correct movement instructions during the sewing and cutting process. The user will also be responsible for checking any errors that may occur during the process, and this control is not performed automatically. In a very brief way, this
4 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
production process starts in workstation 1, through the press 1A that presses and drags the fabric to the sewing machine. The sewing operation follows. The fabric is then let loose in the middle of the equipment, where press 1B will move it to the cutting equipment, where the cut is made. This press then leaves the fabric at the left side of the workbench, where it will finally be stacked in the collection group (4). Fig. 4 presents a front view of the final equipment. To ensure the safety of those operating with the equipment, and to comply with the Machinery Directive, a safety barrier has been placed in the equipment (Fig. 4-1). Since the moving parts are all located at the upper part of the machine (above the operator’s waist), this barrier, which halts the equipment if its space is invaded during operation, is regarded as sufficient to protect the operator from hazards. In this way, any and all risk of accident is cancelled, making the equipment safe. A Human-Machine Interface (HMI) console (Fig. 4-2) was also added for the operator to interact with the equipment. The control panel (Fig. 4-3) enables the operator to initiate the process through the two production start buttons or to interrupt the operation with the emergency stop. The pedal (Fig. 4-4) is responsible for activating a mechanism that retains the cuff fabric fold previously executed by the operator, necessary before the press moves the cuff to be stitched. Fig. 3 and Fig. 4 also show the machine frame and the associated safety structure. Although not having a structural function, an aluminum alloy table top was attached to the structure. In this way, it is possible to use nylon press tools without risking to scratch the platform in case of unwanted contact between both. The table top should be strong and have a smooth surface with low friction, to allow smooth sliding of the fabric during its movement throughout the production. The safety structure consists of an aluminium frame covered with acrylic panels, which prevent access to the equipment by the sides and rear. The main structure is made of welded steel profiles, and it should be strong enough to support all elements of the equipment, further described. To prevent corrosion due to the contact between aluminium and steel, in addition to the paint applied to the steel components, nylon washers are added in the connections between the two materials.
The press is the element responsible for pressing and moving the fabric (Fig. 5) throughout the sewing and
cutting processes. This element exerts pressure on the fabric against the table top to move it between workstations. This element must be able to move along the equipment, laterally and longitudinally. It should also apply enough pressure to accurately position the fabric in the several productions stages, but not so high as to block the fabric and cancel its movement. The press assembly guarantees the longitudinal movement (transversal to the machine) by moving its tool relatively to the lower plate (Fig. 5-3). This movement is guided by linear guides and driven by spindles.
The pressure exerted on the fabric is guaranteed by the rotation of the lower plate relative to the upper one (Fig.
5-3) by combining a cylinder in the rear and bearings that ensure the connection between the upper and lower plate. The lateral displacement of the press (longitudinal to the machine) is ensured by the connection between the top plate and the top structure (Fig. 5-1). The drive system shown in Fig. 5 is comprised of two main plates. The top plate (Fig. 5-2) is fixed to linear guides carriages existing in another structure (gantry), which will be responsible for the lateral movement of this complete assembly. The lower plate (Fig. 5-3) is attached to the upper one by means of a shaft and bearings, allowing it to rotate at that same point, making it possible for the tool to rise to the rest position
Fig. 5 – Perspective view of the assembled press. Fig. 6 – Perspective view of the gantry.

770 P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 Santos et al. / Procedia Manufacturing 00 (2018) 000–000 5
or to descend to its working position. The rotational movement of the shaft linking the upper and lower plates is promoted by the actuation of a pneumatic cylinder (Fig. 5-4), located at the rear of the system. The tool at the front of the system (Fig. 5-5) can have a variety of geometries, depending on the type of seam and cutting to be done, and is fixed to the lower plate. The tool is locked by a cylinder and locking pin (Fig. 5-6). To guide the longitudinal movement, linear guides (Fig. 5-7) are used, propelled by the spindle in the central zone between the two guides. The rotary movement of the spindle is driven by an engine at the rear of the press that transmits the movement by belts and pulleys (Fig. 5-8).
The upper structure is responsible for the lateral displacement of the fabric-moving systems along the table top to
execute the sewing and cutting operations (workstations 1 and 2 in Fig. 3, respectively). This structure consists of two supports (Fig. 6-1) that rest on the lower structure, which in turn support a steel tube (Fig. 6-2). This rectangular tube has the functions of supporting the sewing and cutting equipment (Fig. 6-3 and Fig. 6-4, respectively), and supporting the press-moving spindles at the rear (Fig. 6-5) which, in conjunction with the linear guides (not visible in the figure but below the rectangular tube), will transmit the movement to the two presses installed. The tube has a number of openings at the rear and top to allow passage of the drive belts between the motors and the spindles, and to allow tightening of the spindle bearings through the interior of the tube (e.g. Fig. 6-6). A welded steel tube structure of square section was designed (Fig. 7), which is fixed to the main frame of the equipment (4 in Fig. 3). After fabrication, the frame is shielded with 3 steel sheets of 2 mm thickness each.
In order to be able to stack successively the fabric collected by the equipment, it was necessary to develop a
system able to place them on top of each other, efficiently and simply. The solution to this problem is a system consisting of a vertical motion grid (Fig. 7-1) and a horizontal motion grid (Fig. 7-2).
Fig. 7 – Overview of the fabric collection system: isometric view (a) and back view (b).
The vertical grid is made of aluminium to be machined according to the geometry shown in Fig. 7-1, while the horizontal grid is fabricated from a steel bar, in which steel rods are welded (Fig. 7-2). The vertical grid contains 4 vertical sticks to keep the fabric from falling to the back of the grid. In order to make its vertical movement, the vertical grid (Fig. 7-1) is supported on 2 linear guides (Fig. 7-3) and a worm screw (Fig. 7-4) connected to a bar (Fig. 7-5). This bar slides vertically by the action of the worm screw, guided by the two linear guides arranged vertically and parallel to each other (Fig. 7-3). In addition to the linear guides that guide the vertical grid, horizontal grid guides are also used. The horizontal grid driving system consists of a pneumatic cylinder. It is intended, with the use of 2 grids, the provision of a system capable of receiving the final fabric from the cutting operation, and successively stacking the fabricated pieces. This process is exemplified in Fig. 8, which divides the procedure into 6 steps. Initially, the vertical grid is in a lower position (Fig. 8-1). It then rises to near the horizontal grid position (Fig. 8-2). In the next step, the horizontal grid will retract, causing the already stacked parts to fall onto the part/s that have just been raised with the vertical grid (Fig. 8-3). Then, the vertical grid rises slightly to its highest position (Fig. 8-4). Finally, the horizontal grid advances (Fig. 8-5), thus supporting the stacked pieces, and allowing the vertical grid to descend, so as to return to its initial position to collect more fabric (Fig. 8-6).
6 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
Fig. 8 – Fabric stacking sequence in the collection system.
3.2. Design process
3.2.1. Frame The analysis consisted of discretizing the structure with beam elements, since it is composed by slender and
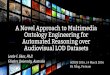
constant cross-section elements. This way, a major advantage exists in which regards the computational effort, with no loss of accuracy [13]. A 1600 N load was applied, equally distributed by the two supports holding the rectangular tube (Fig. 6-1). The body weight was also considered. The boundary conditions consisted of clamping two of the four structure’ connections to the floor and vertically restraining the other two connections. Two frame simulations were compared, both with S275JR steel tubes: with 40×40×2.5 mm3 (version A) and 40×40×2 mm3 (version B). Fig. 9 and Fig. 10 represent von Mises stresses and resulting displacements, respectively, for version B of the structure.
Fig. 9 – von Mises equivalent stresses in the lower frame version B. Fig. 10 – Resulting displacements in the lower frame version B.
Table 1 – Comparison between frames of version A and B regarding stresses and displacements.
Version A Version B Weight reduction Maximum von Mises
stresses Maximum
displacements Maximum von Mises
stresses Maximum
displacements 19% 21.6 MPa 0.35 mm 25.2 MPa 0.39 mm
Table 1 makes the comparison between frames of version A and B. The initial simulation (version A) showed
that the structure is oversized, since the yield stress of the material (275 MPa) is much higher than the maximum von Mises stress, giving a safety factor of 12.3. The reduction of the tubes’ thickness (version B) resulted in an acceptable safety factor of 10.9. The maximum displacement was kept at low values. Since a certain degree of robustness is necessary, version B was regarded as the final solution. The weight reduction achieved with this optimization was 19%.

P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 771 Santos et al. / Procedia Manufacturing 00 (2018) 000–000 5
or to descend to its working position. The rotational movement of the shaft linking the upper and lower plates is promoted by the actuation of a pneumatic cylinder (Fig. 5-4), located at the rear of the system. The tool at the front of the system (Fig. 5-5) can have a variety of geometries, depending on the type of seam and cutting to be done, and is fixed to the lower plate. The tool is locked by a cylinder and locking pin (Fig. 5-6). To guide the longitudinal movement, linear guides (Fig. 5-7) are used, propelled by the spindle in the central zone between the two guides. The rotary movement of the spindle is driven by an engine at the rear of the press that transmits the movement by belts and pulleys (Fig. 5-8).
The upper structure is responsible for the lateral displacement of the fabric-moving systems along the table top to
execute the sewing and cutting operations (workstations 1 and 2 in Fig. 3, respectively). This structure consists of two supports (Fig. 6-1) that rest on the lower structure, which in turn support a steel tube (Fig. 6-2). This rectangular tube has the functions of supporting the sewing and cutting equipment (Fig. 6-3 and Fig. 6-4, respectively), and supporting the press-moving spindles at the rear (Fig. 6-5) which, in conjunction with the linear guides (not visible in the figure but below the rectangular tube), will transmit the movement to the two presses installed. The tube has a number of openings at the rear and top to allow passage of the drive belts between the motors and the spindles, and to allow tightening of the spindle bearings through the interior of the tube (e.g. Fig. 6-6). A welded steel tube structure of square section was designed (Fig. 7), which is fixed to the main frame of the equipment (4 in Fig. 3). After fabrication, the frame is shielded with 3 steel sheets of 2 mm thickness each.
In order to be able to stack successively the fabric collected by the equipment, it was necessary to develop a
system able to place them on top of each other, efficiently and simply. The solution to this problem is a system consisting of a vertical motion grid (Fig. 7-1) and a horizontal motion grid (Fig. 7-2).
Fig. 7 – Overview of the fabric collection system: isometric view (a) and back view (b).
The vertical grid is made of aluminium to be machined according to the geometry shown in Fig. 7-1, while the horizontal grid is fabricated from a steel bar, in which steel rods are welded (Fig. 7-2). The vertical grid contains 4 vertical sticks to keep the fabric from falling to the back of the grid. In order to make its vertical movement, the vertical grid (Fig. 7-1) is supported on 2 linear guides (Fig. 7-3) and a worm screw (Fig. 7-4) connected to a bar (Fig. 7-5). This bar slides vertically by the action of the worm screw, guided by the two linear guides arranged vertically and parallel to each other (Fig. 7-3). In addition to the linear guides that guide the vertical grid, horizontal grid guides are also used. The horizontal grid driving system consists of a pneumatic cylinder. It is intended, with the use of 2 grids, the provision of a system capable of receiving the final fabric from the cutting operation, and successively stacking the fabricated pieces. This process is exemplified in Fig. 8, which divides the procedure into 6 steps. Initially, the vertical grid is in a lower position (Fig. 8-1). It then rises to near the horizontal grid position (Fig. 8-2). In the next step, the horizontal grid will retract, causing the already stacked parts to fall onto the part/s that have just been raised with the vertical grid (Fig. 8-3). Then, the vertical grid rises slightly to its highest position (Fig. 8-4). Finally, the horizontal grid advances (Fig. 8-5), thus supporting the stacked pieces, and allowing the vertical grid to descend, so as to return to its initial position to collect more fabric (Fig. 8-6).
6 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
Fig. 8 – Fabric stacking sequence in the collection system.
3.2. Design process
3.2.1. Frame The analysis consisted of discretizing the structure with beam elements, since it is composed by slender and
constant cross-section elements. This way, a major advantage exists in which regards the computational effort, with no loss of accuracy [13]. A 1600 N load was applied, equally distributed by the two supports holding the rectangular tube (Fig. 6-1). The body weight was also considered. The boundary conditions consisted of clamping two of the four structure’ connections to the floor and vertically restraining the other two connections. Two frame simulations were compared, both with S275JR steel tubes: with 40×40×2.5 mm3 (version A) and 40×40×2 mm3 (version B). Fig. 9 and Fig. 10 represent von Mises stresses and resulting displacements, respectively, for version B of the structure.
Fig. 9 – von Mises equivalent stresses in the lower frame version B. Fig. 10 – Resulting displacements in the lower frame version B.
Table 1 – Comparison between frames of version A and B regarding stresses and displacements.
Version A Version B Weight reduction Maximum von Mises
stresses Maximum
displacements Maximum von Mises
stresses Maximum
displacements 19% 21.6 MPa 0.35 mm 25.2 MPa 0.39 mm
Table 1 makes the comparison between frames of version A and B. The initial simulation (version A) showed
that the structure is oversized, since the yield stress of the material (275 MPa) is much higher than the maximum von Mises stress, giving a safety factor of 12.3. The reduction of the tubes’ thickness (version B) resulted in an acceptable safety factor of 10.9. The maximum displacement was kept at low values. Since a certain degree of robustness is necessary, version B was regarded as the final solution. The weight reduction achieved with this optimization was 19%.

772 P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 Santos et al. / Procedia Manufacturing 00 (2018) 000–000 7
3.2.2. Press The press was mainly fabricated with AW 6063-T6 aluminum alloy (except standard parts). Because of the press
geometry, a solid element analysis was considered instead, with a surface-based mesh populated with tetrahedral elements with a side dimension between 2 and 20 mm. A 46 N load was applied to the tool, to simulate the pressure applied to the table top, together with the body weight of the motor and structure. The boundary conditions consisted of fixing the holes of the upper plate. The changes from version A to B were essentially thickness reductions. The thickness of the upper (Fig. 5-2) and lower plates (Fig. 5-3) reduced from 20 to 10 mm, the thickness of the bearing supports to rotate the lower plate reduced from 20 to 15 mm, the rotating axle diameter diminished from 20 to 10 mm and, finally, the thickness of the component attaching the lower plate to the tool reduced from 15 to 10 mm. Fig. 11 and Fig. 12 represent the von Mises equivalent stresses and displacements, respectively, in both cases for version B.
Fig. 11 – von Mises equivalent stresses in the fabric press version B. Fig. 12 – Resulting displacements in the fabric press version B.
Table 2 – Comparison between presses of version A and B regarding stresses and displacements.
Version A Version B Weight reduction Maximum von Mises
stresses Maximum
displacements Maximum von Mises
stresses Maximum
displacements 30% 11.4 MPa 0.07 mm 12.7 MPa 0.135 mm
Table 2 compares the versions A and B. The structure was initially oversized, since the yield stress of the
material (AW 6063-T6; σced=215 MPa) was much higher than the maximum von Mises stress (safety factor of 18.9). The geometric optimization enabled to reduce the safety factor of 16.9 (further weight reductions were discarded, although still viable, due to the necessity to achieve structural robustness). The maximum displacement was kept close to one tenth of a millimeter. A weight reduction of 30% was accomplished between versions A and B.
3.2.3. Gantry A FEM with solid elements was undertaken, similarly to the press analysis. The applied loads were: 500 N at the
sewing machine location, 100 N to simulate the cutting operation, 300 N at a middle position to simulate the presses’ weight, and the body weight. The two side supports were fixed. The changes made between versions A and B consisted of changing the tube’s cross-section from 250×150×4 mm3 to 220×140×4 mm3, reducing the flange length of the I-shaped supports from 250 to 220 mm due to the change in the tube’s dimensions, and increasing its flange thickness from 20 to 40 mm. Fig. 13 and Fig. 14 represent von Mises stresses and displacements for version B, respectively. Table 3 compares the maximum stresses and displacements. Initially, the structure was over designed, with a minimum safety factor of 4.7. The optimization process resulted in a safety factor reduction to 3.1, which is acceptable. Regarding the maximum displacements, a 77% reduction was found. Only a 0.1% weight reduction was accomplished, since the applied thickness reductions were accompanied by an increase of the beam cross-sectional dimensions.
8 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
Fig. 13 – von Mises equivalent stresses in the gantry version B. Fig. 14 – Resulting displacements in the gantry version B.
Table 3 – Comparison between presses of version A and B regarding stresses and displacements.
Version A Version B Weight reduction Maximum von Mises
stresses Maximum
displacements Maximum von Mises
stresses Maximum
displacements 0.1% 45.6 MPa 3.0 mm 87.4 MPa 0.7 mm
4. Conclusions
Design of this equipment was based on the operational needs throughout the manufacturing process of the collars and cuffs, in order to find constructive solutions in order to automate the respective fabrication stages. After the design and optimization processes, the initially proposed objectives were fulfilled: (1) to define a common system for different sizes of fabrics to be manufactured, (2) to create a system capable of sewing the fabrics, (3) to create a system capable of cutting the fabric after sewing, (4) to stack the parts after their manufacture, and (5) to ensure automation of the entire manufacturing process. The result is an equipment that cancels the need for manual operation during sewing and cutting, and needs only one operator to feed the raw fabrics in the sewing workstation. A major cost reduction should be achieved because of this, alongside with an increase of production due to task optimization and respective partial elimination of the human factor. A way of improvement would lie on the study of new techniques and ways to perform and more efficiently solve the tasks of sewing, cutting, stacking and dragging the fabric between steps. Nonetheless, the proposed equipment is a major improvement compared against the former state, in which the automated tasks were done manually.
References
[1] N. Viswanadham, The past, present, and future of supply-chain automation, IEEE Robotics & Automation Magazine, 9 (2002) 48-56. [2] R. Nayak, R. Padhye. 1 - Introduction to automation in garment manufacturing. Automation in Garment Manufacturing: Woodhead Publishing; 2018. p. 1-27. [3] P. Jarvis, Globalisation, the Learning Society and Comparative Education, Comparative Education, 36 (2000) 343-55. [4] P. Raja, R. Victor, Humans and Automation: Use, Misuse, Disuse, Abuse, Human Factors, 39 (1997) 230-53. [5] R. Nayak, R. Padhye. Garment manufacturing technology: Elsevier; 2015. [6] G. Stylios, The principles of intelligent textile and garment manufacturing systems, Assembly Automation, 16 (1996) 40-4. [7] H. Yan, S.S. Fiorito, CAD/CAM diffusion and infusion in the US apparel industry, Journal of Fashion Marketing and Management: An International Journal, 11 (2007) 238-45. [8] H.Y.T. Ngan, G.K.H. Pang, N.H.C. Yung, Automated fabric defect detection—A review, Image and Vision Computing, 29 (2011) 442-58. [9] R. Nayak, R. Padhye, The use of laser in garment manufacturing: an overview, Fashion and Textiles, 3 (2016) 5. [10] R. Nayak, D.P. Gon, A. Khandual, Application of laser in apparel industry, Man-Made Textiles in India, 51 (2008) 341-6. [11] J.-M. Lu, M.-J.J. Wang, C.-W. Chen, J.-H. Wu, The development of an intelligent system for customized clothing making, Expert Systems with Applications, 37 (2010) 799-803. [12] R. Nayak, A. Singh, R. Padhye, L. Wang, RFID in textile and clothing manufacturing: technology and challenges, Fashion and Textiles, 2 (2015) 9. [13] T.I. Zohdi. A Finite Element Primer for Beginners: The Basics: Springer; 2015.

P.M.M. Santos et al. / Procedia Manufacturing 17 (2018) 766–773 773 Santos et al. / Procedia Manufacturing 00 (2018) 000–000 7
3.2.2. Press The press was mainly fabricated with AW 6063-T6 aluminum alloy (except standard parts). Because of the press
geometry, a solid element analysis was considered instead, with a surface-based mesh populated with tetrahedral elements with a side dimension between 2 and 20 mm. A 46 N load was applied to the tool, to simulate the pressure applied to the table top, together with the body weight of the motor and structure. The boundary conditions consisted of fixing the holes of the upper plate. The changes from version A to B were essentially thickness reductions. The thickness of the upper (Fig. 5-2) and lower plates (Fig. 5-3) reduced from 20 to 10 mm, the thickness of the bearing supports to rotate the lower plate reduced from 20 to 15 mm, the rotating axle diameter diminished from 20 to 10 mm and, finally, the thickness of the component attaching the lower plate to the tool reduced from 15 to 10 mm. Fig. 11 and Fig. 12 represent the von Mises equivalent stresses and displacements, respectively, in both cases for version B.
Fig. 11 – von Mises equivalent stresses in the fabric press version B. Fig. 12 – Resulting displacements in the fabric press version B.
Table 2 – Comparison between presses of version A and B regarding stresses and displacements.
Version A Version B Weight reduction Maximum von Mises
stresses Maximum
displacements Maximum von Mises
stresses Maximum
displacements 30% 11.4 MPa 0.07 mm 12.7 MPa 0.135 mm
Table 2 compares the versions A and B. The structure was initially oversized, since the yield stress of the
material (AW 6063-T6; σced=215 MPa) was much higher than the maximum von Mises stress (safety factor of 18.9). The geometric optimization enabled to reduce the safety factor of 16.9 (further weight reductions were discarded, although still viable, due to the necessity to achieve structural robustness). The maximum displacement was kept close to one tenth of a millimeter. A weight reduction of 30% was accomplished between versions A and B.
3.2.3. Gantry A FEM with solid elements was undertaken, similarly to the press analysis. The applied loads were: 500 N at the
sewing machine location, 100 N to simulate the cutting operation, 300 N at a middle position to simulate the presses’ weight, and the body weight. The two side supports were fixed. The changes made between versions A and B consisted of changing the tube’s cross-section from 250×150×4 mm3 to 220×140×4 mm3, reducing the flange length of the I-shaped supports from 250 to 220 mm due to the change in the tube’s dimensions, and increasing its flange thickness from 20 to 40 mm. Fig. 13 and Fig. 14 represent von Mises stresses and displacements for version B, respectively. Table 3 compares the maximum stresses and displacements. Initially, the structure was over designed, with a minimum safety factor of 4.7. The optimization process resulted in a safety factor reduction to 3.1, which is acceptable. Regarding the maximum displacements, a 77% reduction was found. Only a 0.1% weight reduction was accomplished, since the applied thickness reductions were accompanied by an increase of the beam cross-sectional dimensions.
8 Santos et al. / Procedia Manufacturing 00 (2018) 000–000
Fig. 13 – von Mises equivalent stresses in the gantry version B. Fig. 14 – Resulting displacements in the gantry version B.
Table 3 – Comparison between presses of version A and B regarding stresses and displacements.
Version A Version B Weight reduction Maximum von Mises
stresses Maximum
displacements Maximum von Mises
stresses Maximum
displacements 0.1% 45.6 MPa 3.0 mm 87.4 MPa 0.7 mm
4. Conclusions
Design of this equipment was based on the operational needs throughout the manufacturing process of the collars and cuffs, in order to find constructive solutions in order to automate the respective fabrication stages. After the design and optimization processes, the initially proposed objectives were fulfilled: (1) to define a common system for different sizes of fabrics to be manufactured, (2) to create a system capable of sewing the fabrics, (3) to create a system capable of cutting the fabric after sewing, (4) to stack the parts after their manufacture, and (5) to ensure automation of the entire manufacturing process. The result is an equipment that cancels the need for manual operation during sewing and cutting, and needs only one operator to feed the raw fabrics in the sewing workstation. A major cost reduction should be achieved because of this, alongside with an increase of production due to task optimization and respective partial elimination of the human factor. A way of improvement would lie on the study of new techniques and ways to perform and more efficiently solve the tasks of sewing, cutting, stacking and dragging the fabric between steps. Nonetheless, the proposed equipment is a major improvement compared against the former state, in which the automated tasks were done manually.
References
[1] N. Viswanadham, The past, present, and future of supply-chain automation, IEEE Robotics & Automation Magazine, 9 (2002) 48-56. [2] R. Nayak, R. Padhye. 1 - Introduction to automation in garment manufacturing. Automation in Garment Manufacturing: Woodhead Publishing; 2018. p. 1-27. [3] P. Jarvis, Globalisation, the Learning Society and Comparative Education, Comparative Education, 36 (2000) 343-55. [4] P. Raja, R. Victor, Humans and Automation: Use, Misuse, Disuse, Abuse, Human Factors, 39 (1997) 230-53. [5] R. Nayak, R. Padhye. Garment manufacturing technology: Elsevier; 2015. [6] G. Stylios, The principles of intelligent textile and garment manufacturing systems, Assembly Automation, 16 (1996) 40-4. [7] H. Yan, S.S. Fiorito, CAD/CAM diffusion and infusion in the US apparel industry, Journal of Fashion Marketing and Management: An International Journal, 11 (2007) 238-45. [8] H.Y.T. Ngan, G.K.H. Pang, N.H.C. Yung, Automated fabric defect detection—A review, Image and Vision Computing, 29 (2011) 442-58. [9] R. Nayak, R. Padhye, The use of laser in garment manufacturing: an overview, Fashion and Textiles, 3 (2016) 5. [10] R. Nayak, D.P. Gon, A. Khandual, Application of laser in apparel industry, Man-Made Textiles in India, 51 (2008) 341-6. [11] J.-M. Lu, M.-J.J. Wang, C.-W. Chen, J.-H. Wu, The development of an intelligent system for customized clothing making, Expert Systems with Applications, 37 (2010) 799-803. [12] R. Nayak, A. Singh, R. Padhye, L. Wang, RFID in textile and clothing manufacturing: technology and challenges, Fashion and Textiles, 2 (2015) 9. [13] T.I. Zohdi. A Finite Element Primer for Beginners: The Basics: Springer; 2015.