Embed Size (px)
Citation preview

Prof. Björn Täljsten has been working in the field of FRP strengthening of concrete structures during the last 10 years. He is the author of more than 70 conference and journal papers and has also designed a great number of FRP strengthen concrete structures worldwide. The research group Prof. Täljsten heads today is focused on both FRP strengthening and structural health monitoring (SHM) of building and civil structures.
FRP Strengthening of Existing Concrete
Structures
Design Guideline

This book may be ordered from: Luleå University of Technology Division of Structural Engineering Department of Civil Engineering SE-971 87 Luleå Sweden Phone: +46 920 49 10 00 (switchboard) Fax: +46 920 49 19 13 email: [email protected] All rights reserved. No part of this book may be reproduced, stored in a database or retrieval system or published in any form or in any way - electronically, mechanically, by print, photo print, microfilm or by any other means - without the prior written permission of the publisher, Department of Civil Engineering, Luleå University of Technology, SE 971 87 Luleå, Sweden. ©2006 Printed at Luleå University printing office ISBN 91-89580-03-6

Contents Preface
Notations
Chapter 1. Strengthening of concrete structures with FRPs 1.1 Introduction 1 1.2 Fibre composites in the building industry 6 1.3 Advantages and disadvantages using FRPs in Civil Engineering 7
Chapter 2. Material properties, design and implementation 2.1 Introduction 11 2.2 Materials for GFRP strengthening 11
2.2.1 General 11 2.2.2 Fibres 12 2.2.3 Matrices 13 2.2.4 Composites 15 2.2.5 Adhesive 16
2.3 Strengthening systems 18 2.3.1 General 18 2.3.2 Laminate systems 20 2.3.3 Sheet systems 20 2.3.4 NSMR systems 21 2.3.5 Special strengthening systems 22
2.4 Design 24 2.4.1 General 24 2.4.2 Strengthening philosophy 24 2.4.3 Safety factors 24 2.4.4 Design for strengthening in bending 25 2.4.5 Design for strengthening in shear 26 2.4.6 Design for strengthening in torsion 27
i

2.4.7 Fatigue on FRP strengthened concrete structures 27 2.4.8 Design with consideration to confinement 27 2.4.9 Execution of the strengthening work 28 2.4.10 Continuous control 29
2.5 Comments regarding design, materials and implementation 29
Chapter 3. Fundamental theory of micromechanics 3.1 Introduction 31 3.2 Micromechanics - mechanical properties of composites 31 3.3 General anisotropic material 34
Chapter 4. Design for FRP strengthening in bending 4.1 Introduction 37 4.2 Conditions 38 4.3 Ductile or brittle failure 38 4.4 Calculation of stresses and strains 39
4.4.1 General 39 4.4.2 Actual strain condition 40
4.5 Design for strengthening 43 4.5.1 Possible modes of failure 43 4.5.2 Characterisation of failure modes 50
4.6 Anchorage length 51 4.7 Control of cracks 55 4.8 Control of shear- and peeling stresses 56
Chapter 5. Design for FRP strengthening in shear 5.1 Introduction 59 5.2 Type of shear failures 60 5.3 Contribution of externally bonded reinforcement 61 5.4 Tensile failure in fibre 69 5.5 Anchorage failure in concrete 70 5.6 Comments regarding FRP strengthening of RC structures in shear 71
Chapter 6. Design for FRP strengthening in torsion 6.1 Introduction 73 6.2 Basic design assumptions and equations for torsion 74 6.3 Design for strengthening in torsion 77 6.4 Comments regarding FRP strengthening in torsion 84
ii

Chapter 7. Fatigue on FRP strengthened concrete structures 7.1 Introduction 85 7.2 Characteristic process of fatigue in concrete 88 7.3 Characteristic process of fatigue in steel 90 7.4 Characteristic process of fatigue in reinforced concrete 91 7.5 Characteristic progress of fatigue in composites 91 7.6 Fatigue behaviour of FRP strengthened concrete structures 96 7.7 Suggestions of designing for FRP strengthening for fatigue 96 7.8 Comments regarding strengthening for fatigue 97
Chapter 8. Strengthening of RC columns with FRP 8.1 Introduction 99 8.2 Different methods for strengthening 100
8.2.1 General 100 8.2.2 Wrapping 101 8.2.3 Filament winding 102 8.2.4 Prefabricated shells 103
8.3 Confinement 104 8.3.1 Confinement of concrete 104
8.4 FRP-Confined concrete columns 104 8.4.1 General 104 8.4.2 Confinement model 107 8.4.3 Strength model 109 8.4.4 Strain model 109
8.5 Limitation Factors 110 8.5.1 Amount of wrap 110 8.5.2 Shape consideration 111
8.6 Design recommendations for axial loaded columns 113 8.6.1 General 113 8.6.2 Load bearing capacity of RC-columns under axial load 113
8.7 Comments regarding strengthening of RC-columns with FRP 116
Chapter 9. Workmanship and quality control 9.1 Introduction 117 9.2 Handling and protection regulations 118
9.2.1 Background 117 9.2.2 The bonding agent 117 9.2.3 Transportation and storage 121 9.2.4 Preparations 121 9.2.5 At the work site 122 9.2.6 Waste 122
iii

9.3 Accident measures 123 9.3.1 Inhalation 123 9.3.2 Consumption 123 9.3.3 Skin contact 123 9.3.4 Eyes 123
9.4 Strengthening work 123 9.4.1 General 123 9.4.2 Before strengthening 124 9.4.3 During strengthening 126 9.4.4 After strengthening 129
9.5 Quality control 129 9.5.1 Background 129 9.5.2 Materials 130 9.5.3 During strengthening 131 9.5.4 After strengthening 132
9.6 Demolition of strengthened structures 132 9.7 Comments to implementation requirements 132
Chapter 10. Safety factors 10.1 General 133 10.2 Partial coefficients 133 10.3 Environmental classes 138
10.3.1 Moisture 138 10.3.2 Temperature 139 10.3.3 Frost cycles 139 10.3.4 Chemical attack 139 10.3.5 Division in environmental classes 139
10.4 Comments to safety factors 140
Chapter 11. Durability 11.1 Introduction 141 11.2 Effect of moisture absorption on FRPs 142 11.3 Creep and stress relaxation of FRP composites 143 11.4 Physical ageing of FRPs 146 11.5 Fatigue and environmental fatigue effects of FRPs 146 11.6 Natural weathering effects on FRPs 147 11.7 Freeze and thaw effects on FRPs 148 11.8 Thermal actions 148 11.9 Alkali effect on FRPs 149 11.10 Durability in relation to FRP strengthened concrete structures 149
iv

Chapter 12. Full-scale tests 12.1 Introduction 151 12.2 Strengthening of a railway bridge 152
12.2.1 Background 152 12.2.2 Purpose of the full-scale test 153 12.2.3 Preparation work 153 12.2.4 Strengthening work 154 12.2.5 Finishing work 155 12.2.6 Theoretical calculations of stresses and deformations 155 12.2.7 Measurements 160 12.2.8 Comparison between theory and test 165
12.3 Strengthening of concrete beams for an overhead crane 167 12.3.1 Background 167 12.3.2 Strengthening works 168 12.3.3 Results from theoretical calculations 168 12.3.4 Tests program 169 12.3.5 Result from tests 171
12.4 Summary and conclusions from full-scale tests 172
References
Appendix A. Calculation example - Design for strengthening in bending
A.1 Background 179 A.2 Material data 180 A.3 Calculation in the service limit state 180 A.4 Design for strengthening 182 A.5 Calculation of required anchorage length 187 A.6 Calculation of shear and peeling stresses 190
Appendix B. Calculation example - Design for strengthening in shear
B.1 Background 193 B.2 Material data 194 B.3 Calculation of shear force capacity 194 B.4 Anchorage 197 B.5 Comments 197
v

Appendix C. Calculation example - design for strengthening in torsion
C.1 Background 199 C.2 Material data 200 C.3 Calculation of the strains in the CFRP 200 C.4 Comments 201
Appendix D. Calculation example - design for strengthening in fatigue
D.1 Background 203 D.2 Material data 204 D.3 Calculation of bending moment 204 D.4 Control of strains and stresses 205
Appendix E. Calculation example - FRP Strengthening of columns
E.1 Background 211 E.2 Material data 212 E.3 Calculation of the existing load capacity 212 E.4 Calculation of fibre thickness 215
Appendix F. Properties of CFRP Systems F.1 Background 217 F.2 Wrap systems 218 F.3 NSMR systems 218 F.4 Laminate systems 219
Appendix G. Glossary
vi

Preface The worldwide ageing infrastructure has arrested the interest of many researchers and organisations to find alternative materials and techniques to restore the deteriorating and deficient structures. Advanced composites have received great attention as materials for choice for a variety of applications in repair and strengthening projects. The area of composites in construction, and in particular for strengthening, has been one of the fastest growing new areas within civil engineering during the last 10 years. Much focus and effort has been placed on understanding the behaviour of Fibre Reinforced Polymer (FRP) strengthened concrete structures. Existing civil engineering structures are of varying quality and function, but they are all ageing and deteriorating over time. Of the structures needed in 20 years from now about 85-90 % of these are already built. Some of these structures will need to be replaced since they are in such bad condition. However, it is not only deterioration processes that make upgrading necessary, errors may have been made during the design or construction phase so that the structure needs to be strengthened before it can be used. New and increased demands from the transportation sector may be another reason for strengthening. If any of these situations should arise it needs to be determined whether it is more economical to strengthen the existing structure or to replace it. Here FRP strengthening could be one alternative to extend a structure’s life. This technique may be defined as one in which a composite plate or sheet of relatively small thickness is bonded with an epoxy adhesive to in most cases a concrete structure, to improve its structural behaviour and strength. The sheets or plates do not require much space and give a composite action between the adherents. Extensive research and laboratory testing have been carried out all over the world and at many different locations. These investigations show that the method is very effective and a considerable strengthening effect can be achieved. Experiences from strengthening projects show that the method can compete with traditional repair and strengthening methods. However, this is not always the case. Sometimes this depends on wrong production methods, too expensive materials and even little or no knowledge at the consulting firms about strengthening with FRPs.
vii

Preface
viii
When studying composite materials, one should bear in mind that they have been used in the aviation and space industries, which has provided important experience, but simultaneously does not mean that this technology can be automatically transferred to the building industry. The building industry has other demands in terms of lifespan and durability and building structures are loaded to a higher degree of static long-term loading than the more dynamic loads that are the case in the aviation industry for example. The design methods and codes that are used in these industries cannot be directly transferred to the building industry either. Work is continuously being conducted around the world attempting to compile calculation norms and rules for application within the building industry. Up until now the focus has been placed in reinforced and pre-stressed non-metallic reinforcement. For new structures or buildings, there are no specific rules that can be applied in the building industry. In the repair and strengthening field there are some design guidelines suggested in different countries, and comprehensive work has been done within FIB (Federation Internationale du Béton), where a technical report has been published, Bulletin 14, 2001. The aim of this book is to present strengthening of concrete structures with external reinforcement in the form of fibre composites. The study is mainly theoretical, but experiences from laboratory experiments and applications in full scale in the field have also been used. An effort has been made to explain how fibre reinforced polymers, especially carbon fibre reinforced polymers, can be used for strengthening existing structures. Here the focus has been placed on concrete structures, but can easily be adapted to steel and wooden structures as well. One objective of this study has been to accomplish a design guideline that can form the base for the result of accurate and good strengthening results when using fibre reinforced polymers for strengthening of concrete structures. In this book, the first chapter outlines composite materials and the applications within the building industry, together with a discussion of the possibilities of using composite materials for strengthening of structures. The second chapter summarises the design guidelines and gives the reader an easy overview of the design process. Composite theory is presented briefly in chapter three and in the five following chapters design for strengthening is presented. The design is based on ordinary design for concrete structures, but considerations have been taken to the composite material when it has been necessary. Chapter four, is the actual methodology concerning strengthening of concrete structures in bending. This includes a discussion of different failure modes, anchor lengths and peeling-stresses at the cut-off end of a laminate. Chapter five follows with the philosophy of design related to shear strengthening and relatively complicated calculations are simplified to engineering applicable design equations.

Preface
ix
In chapter six strengthening for torsion is outlined. In chapter seven the possibilities concerning fatigue are discussed and in chapter eight strengthening of axial loaded columns is presented. The final strengthening result is very much dependent on the execution process. In chapter nine experiences from actual projects are presented and suggestions to carry out the strengthening work are given. Here also the suggestions for quality control are presented. Chapter ten includes recommendations for partial coefficients and safety factors that are based on existing rules and requirements, but with particular consideration to the use of composites for strengthening of concrete structures. Chapter eleven discusses durability in relation to composite strengthening and the final chapter, chapter twelve, presents two full-scale tests carried out in Sweden. Field-tests are often expensive and complicated, nevertheless, they can give a great amount of information. The book continues with five design examples on bending-, shear-, torsion-, fatigue- and column strengthening, that will hopefully guide future design of strengthening with carbon fibre sheets or laminates. Then useful material and product data for design are presented. The book finally ends with a glossary associated with the topic in this book. It is my hope and expectation that this book shall be widely used when it comes to designing for strengthening concrete structures with polymer composite materials and I am thankful for all future comments regarding the content. I am grateful to my colleagues that have come with valuable comments during this work and I want in particular to thank my former Ph. D. student, Dr. Anders Carolin and Ph.D. student Håkan Nordin at Luleå University of Technology, for their never ending enthusiasm moving this research area forward. I also want to acknowledge SKANSKA, SBUF (Swedish Building and Development Fund) and The Swedish Road Authorities for the trust they have put in our research and of course for their financial support. Finally, yet importantly, I want to acknowledge my friend and colleague Professor Thomas Olofsson who has given support and reviewed a large part of the book. The Design Guideline was in greater demand than what I had expected when the first, second and third editions were published - and all copies have been sold out again. However, in this fourth edition I have corrected minor printing and spelling errors. Nevertheless, if additional errors or mistakes are found, please contact me, and the next coming edition will be improved. Also comments to the book are very much welcomed. Stockholm and Luleå First Edition April 2002 Second Edition April 2003 Third Edition October 2004 Forth Edition October 2006, Copenhagen
BJÖRN TÄLJSTENemail: [email protected]

Preface
x

Notations
Roman upper-case Ac cross-sectional area of composite [m2] Ac cross-sectional area of concrete [m2] Acr critical area [m2] Ae area of effectively confined concrete, columns [m2] Aef effective area [m2] Af cross-sectional area of fibre [m2] Af cross-sectional area of composite [m2] Ag gross sectional area [m2] Am cross-section area of matrix [m2] A0 cross-section area [m2] As tensile reinforcement area [m2] Asl reinforcement area in torsional reinforcement [m2] As area of steel reinforcement [m2]
'sA compression reinforcement area [m2]
Ast tensile reinforcement area [m2] Asv reinforcement area in stirrup reinforcement [m2] B width of composite strips [m] C1 constant [N/m] C1 reduction or safety factor [--] C2 constant [N] C2 reduction or safety factor [--] C3 constant [Nm] C4 constant [N] C5 constant [Nm] C6 constant [N] C7 constant [Nm] D compression force in concrete [N]
xi

Notations
Ec modulus of elasticity for concrete [Pa] Ec modulus of elasticity for composite [Pa] Ec tangent modulus in compression, concrete [Pa] Ece effective modulus of elasticity for concrete [Pa] Ecfk modulus of elasticity of composite [Pa] Ef modulus of elasticity of fibre [Pa] Efk modulus of elasticity of fibre [Pa] Em modulus of elasticity of matrix [Pa] Es modulus of elasticity of steel [Pa] Esec secant modulus in compression, concrete [Pa] EL modulus of elasticity for composite, L-direction [Pa] ET modulus of elasticity for composite, T-direction [Pa] Fa load [N] Fc compression force in concrete [N] Ff tensile force in fibre composite [N] Ff tensile force in fibre composite, hoop direction [N] Fl tensile force in bending reinforcement [N] Fs tensile force in tensile reinforcement [N]
'sF compression force in compression reinforcement [N]
Ft tensile force in torsional reinforcement [N] Fv tensile force in shear reinforcement [N] Fζ tensile force [N] Fζη tensile force [N] Ga modulus of shear for adhesive [Pa] GLT modulus of shear for composite [Pa] Ic moment of inertia for concrete [m4] Is moment of inertia for steel [m4] I1 ideal moment of inertia, stadium I [m4] I2 ideal moment of inertia, stadium II [m4] L coordinate axis [--] L crack length [m] M bending moment [Nm] MA moment in section A [Nm] MB moment in section B [Nm] Mbal calculated moment in ballast [Nm] Mcon calculated moment in concrete [Nm] M0 zero strain moment [Nm] Mx bending moment [Nm] N normal force [N] N number of cycles [--] NA normal force in section A [N] NB normal force in section B [N] Nu ultimate capacity of axial loaded columns [N] P point load [N]
xii

Notations
Pc force, acting on composite [N] Pf force acting on fibre [N] Pm force, acting on matrix [N] P1 point load [N] P2 point load [N] P3 point load [N] Q11 stiffness factor [Pa] Q12 stiffness factor [Pa] Q22 stiffness factor [Pa] Q66 stiffness factor [Pa]
16Q stiffness factor [Pa]
26Q stiffness factor [Pa] R stress/strain relationship [--] [T] transformation matrix [--] T torsional moment [Nm] T coordinate axis [--] Td designed torsional moment [Nm] V shear force [N] V variation coefficient [--] VA shear force in section A [N] VB shear force in section B [N] Vc concrete’s shear force capacity [N] Vd designed shear force [N] Vf fibre’s volume ratio [%] Vf composite’s shear force capacity [--] Vf variation coefficient [--] Vm matrix volume ratio [%] Vs shear force capacity, steel reinforcment [N] V0 original shear force capacity [N] Vρ variation coefficient [--] Wc flexural resistance [m3] Wf fibre’s weight ratio [%] Wm matrix weight ratio [%] Z plastic resistance [m3]
Roman lower case a length [m] al displacement by tensile force curve [m] b width [m] b shortest side for rectangular columns [m] bf width of composite [m] be width of composite [m] bs width of steel plates [m]
xiii

Notations
d effective height [m] dc column buckling length [m] ds effective height to tensile reinforcement [m]
'sd effective height to compression reinforcement [m] 'ccf compressive strength, confined concrete [Pa]
fcc compression strength, concrete [Pa] fcck compression strength, concrete [Pa] fctk tensile strength, concrete [Pa] fctp pull-off strength, concrete [Pa]
'0cf compressive strength, unconfined concrete [Pa]
fct splitting strength concrete [Pa] fcbt bending tensile strength, concrete [Pa] fd designed material value [Pa] fk characteristic material value [Pa] fsc compressive strength, steel reinforcment [Pa] fsl tensile strength in bending reinforcement [Pa] fsv tensile strength in reinforcement [Pa] ft formal torsion strength [Pa] fy yield stress in tensile reinforcement [Pa]
'yf yield stress in compression reinforcement [Pa]
fyv yield stress in torsional reinforcement [Pa] fv formal shear strength [Pa] h height [m] h longest side for rectangular columns [m] i radius of inertia [m] k constant [--] k1 confinement effectiveness factor [--] k2 strain enhancement factor [--] kc coefficient [--] kf coefficient [--] kg gap factor [--] ks coefficient [--] ksh shape factor [--] l1 distance [m] l2 distance [m] l length [m] la anchor length [m] lcr critical anchorage length [m] m median value [--] q shear flow [N/m] q(x) distributed load [N/m] r free distance between laminate strips [m]
xiv

Notations
xv
r radius [m] rc corner radius for rectangular columns [m] s distance between stirrup reinforcements [m] s standard deviation [--] s thickness of adhesive layer [m] s´ clear spacing between FRP wraps [m] sf distance between vertical composite reinforcement [m] t coordinate axis [--] t thickness of steel plate [m] tf thickness of fibre [m] tf FRP jacket thickness [m] tfc thickness of composite [m] uef perimeter [m] vc composite volume [m3] vf fibre volume [m3] vm matrix volume [m3] w constant [m] wc composite weight [kg] wf fibre weight [kg] wm matrix weight [kg] x coordinate [--] x inner lever arm [m] y coordinate [--] y0 distance to the centre of gravity [m] ytp,c distance to the centre of gravity of the concrete cross-section [m] z inner lever arm [m] zf inner lever arm for composite [m] zs inner lever arm for tensile reinforcement [m] z0 inner lever arm [m]
Greek upper-case θ angle [--]
Greek lower-case α angle [--] α proportionality factor for concrete [--] α1 proportionality factor, concrete /steel [--] α2 proportionality factor, concrete /composite [--] αf proportionality factor, concrete /composite [--] αs proportionality factor, concrete /steel [--] β angle [--] β proportionality factor for concrete [--] β´ angle [--]

Notations
εc strain in concrete [--] εcb strain in concrete, bottom face [--] εcc strain in concrete [--] εcc compressive strain, confined concrete [--] εcfk strain in composite, characteristic value [--] εc0 compressive strain, unconfined concrete [--] Δεc additional strain in concrete [--] εcn compressive strain in underside of concrete [--] εcr critical strain in fibre [--] εcu compressive strain in concrete [--] εct compressive strain in concrete [--] εcö compressive strain in concrete, upper side [--] εc0 compressive strain in concrete, upper side, remaining load [--] εf strain in fibre [--] εfu failure strain in fibre [--] εfuk failure strain in fibre, characteristic value [--] εm strain in matrix [--] εs strain in tensile steel reinforcement [--] εs0 strain tensile steel reinforcement, remaining load [--] Δεs0 additional strain in tensile steel reinforcement [--]
'sε compressive strain in compression steel reinforcement [--]
εu0 strain in underside concrete, remaining load [--] εx strain [--] εy strain [--] ϕ amount of creep [--] ϕef effective creep number [--] φ diameter [m] λ constant [N1/2] λ slenderness ratio [--] γn safety factor that takes consideration of the safety class [--] γm partial factor for material properties [--] γm1 uncertainty factor test specimens [--] γm2 uncertainty factor for calculation model and measurements [--] γm3 factor that takes consideration of the failure’s characteristics [--] γm4 factor that takes consideration of influence of control [--] γm5 factor that takes consideration of the load’s intensity [--] γm6 factor that takes consideration of manufacturing process [--] γm7 factor that takes consideration of fibre direction [--] γxy shear angle in xy-direction [--] γLT shear angle in LT-direction [--] η factor thatsom takes consideration of systematic differences between a test specimen’s properties and a construction’s [--]
xvi

Notations
νLT Poisson´s ratio [--] νTL Poisson´s ration [--] ν1 parameter [--] ν2 parameter [--] ν3 parameter [--] ρ reinforcement ratio [--] ρc density of composite [kg/m3] ρf density of fibre [kg/m3] ρf volumetric ratio [--] ρf comparison parameter, reinforcement ratio of composite [--] ρf0 comparison parameter, reinforcement ratio of composite [--] ρf1 comparison parameter, reinforcement ratio of composite [--] ρf2 comparison parameter, reinforcement ratio of composite [--] ρfn comparison parameter, reinforcement ratio of composite [--] ρm density of matrix [kg/m3] ρs reinforcement ratio for tensile steel reinforcement [--] ρsc ratio of longitudinal steel reinforcement to end gross area of a column section [--]
'sρ reinforcement ratio for the compression steel reinforcement [--]
σ compressive stress [Pa] σ peeling, normal stress [Pa] σa stress amplitude [Pa] σc normal stress in composite [Pa] σc normal stress in concrete [Pa] σcb normal stress in concrete, bottom face [Pa] σcc normal stress in concrete [Pa] σcm normal stress in concrete [Pa] σct tensile stress in the concrete [Pa] σcu stress in the underside of the concrete [Pa] σcö stress in concrete, upper side [Pa] σf tensile stress in the composite [Pa] σf0 tensile stress in the composite [Pa] σf,e effective normal stress in composite [Pa] σl confinement pressure [Pa] σm normal stress in matrix [Pa] σst normal stress in steel reinforcement [Pa] σs normal stress in steel reinforcement [Pa]
'sσ normal stress in compressive steel reinforcement [Pa]
σu fatigue limit [Pa] σx normal stress in x-direction [Pa] σy normal stress in y-direction [Pa]
xvii

Notations
xviii
σz interlaminar normal stress [Pa] σB static failure load [Pa] σL normal stress in L-direction [Pa] σT normal stress in T-direction [Pa] ση normal stress in η-direction [Pa] σζ normal stress in ζ-direction [Pa] σI main stress [Pa] σII main stress [Pa] σ1 main stress [Pa] σ2 main stress [Pa] σamp stress amplitude [Pa] σmax highest level of stress [Pa] σmin lowest level of stress [Pa] σmedel median value [Pa] τ shear stress [Pa] τmax maximal shear stress [Pa] τxy shear stress in xy-direction [Pa] τxz interlaminary shear stress [Pa] τyz interlaminary shear stress [Pa] τLT shear stress in LT-direction [Pa] τηζ shear stress in ηζ-direction [Pa] ξ factor that takes consideration of the influence of effective height [--]

Chapter 1 Strengthening of concrete structures with FRPs
1.1. Introduction It is well known that concrete is a building material with a high compressive strength and a poor tensile strength. A beam without any form of reinforcement will crack and fail when subjected to a relatively small load. The failure occurs suddenly in most cases and in a brittle manner. The most common way to reinforce a concrete structure is to use steel reinforcing bars that are placed in the structure before the concrete is cast. Since a concrete structure usually has a very long life, it is quite common that the demands on the structure changes with time. The structures may have to carry larger loads at a later date or fulfil new standards. In extreme cases, a structure may need to be repaired due to an accident. Another reason can be that errors have been made during the design or construction phase so that the structure needs to be strengthened before it can be used. If any of these situations should arise it needs to be determined whether the structure should be strengthened or replaced. Over the past decade, the issue of deteriorating infrastructure has become a topic of critical importance in Europe, and to an equal extent in the United States and Japan. The deterioration of decks, superstructure elements and columns can be traced to reasons ranging from ageing and environmentally induced degradation to poor initial construction and lack of maintenance. Added to the problems of deterioration, are the issues related to the needs for higher load ratings and the increased number of lanes to accommodate the ever-increasing traffic flow on the major arteries. As an overall result, a significant portion of our infrastructure is currently either structurally or functionally deficient. Beyond the costs and visible consequences associated with continuous retrofit and repair of such structural components, are the real consequences related to losses in production and overall economies related to time and resources caused by delays and detours. As we move into the twenty-first century, the renewal of our lifelines becomes a critical issue.
1

Chapter 1 Strengthening of concrete structures with FRPs
2
However, to keep a structure at its original performance level, or sometimes only at acceptable performance level, it needs to be maintained at predestined time intervals. If lack of maintenance has lowered the performance level of the structure, the need for repair can be required. In cases when higher performance levels are needed, upgrading can be necessary. Performance level here means load carrying capacity, durability, function or aesthetic appearance. Upgrading refers to refined calculation models, strengthening, increased durability, and change of function or improved aesthetic appearance. In this book, mainly strengthening is discussed. Restoration, reparation and reinforcement of old concrete structures are becoming increasingly common. If one considers the capital that has been invested in the existing infrastructures, then, it is not always economically viable to replace an existing structure with a new one. The challenge must be taken to develop relatively simple measures such as rebuilding, restoration, reparation and reinforcement that can be used to prolong the life of structures. This challenge places a great demand on both consultants and contractors. For example, there are difficulties in assessing the most suitable method for an actual subject; as for example, two identical columns within the same structure can have totally different lifespan depending on their individual microclimate. Also strengthening structures to carry higher load or change a structures use can be complicated, especially when the load in the service limit state is high. It is therefore important to analyse the problem thoroughly to be able to select the correct measure. The choice of an unsuitable reparation method can even deteriorate the structure’s performance. In the cases where upgrading is appropriate, the intention should be to increase durability or load-bearing capacity. There are many different methods to strengthen an existing concrete structure such as; change of cross section, external pre-stressing, change of static system or design that is even more accurate where real material data and loads are considered. Another alternative strengthening method is FRP (Fibre Reinforced Polymers) plate bonding. A more frequently used method of improving a structure’s load-bearing capacity is to attach sheets of fabric or fibre composite to the structure. The fibre in the composite can either consist of glass, aramid or carbon. The latter has been proven again and again to be favourable on building structures of concrete. The adhesive that is used to bond the fabric or the laminate to the concrete surface is a hardy two-component epoxy adhesive, which together with the fibre then becomes a polymer composite on the surface of the structure. The old structure and the new bonded material create a structural relationship that has a greater strength than the original structure. The most common way to strengthen structures with advanced composites has been for bending but strengthening for shear, torsion and axial loads is also often needed. Strengthening a structure for shear or torsion can be justified by the same reason as for bending, but strengthening a structure for bending can also lead to the structure needing to be strengthened for shear since the failure mode can be changed.

Strengthening of concrete structures with FRPs Chapter 1
3
Strengthening a structure for shear is often more theoretically complicated then for bending since the shear behaviour of concrete is not as well understood as the bending behaviour. In cases strengthening are needed for columns, considerably confinement effects can be obtain by wrapping the column with FRP sheets. However, when unidirectional FRP materials are used consideration must also be given to the anisotropy of the materials. One must remember that these materials have first and foremost been developed for the space, aviation, boat and car industries. The building industry has totally different demands when looking at the use of advanced polymer composite materials. For example a bridge will have a designed lifespan exceeding 50 years, sometimes 120 years and building structures are loaded during their lifetime with large static loads whereas in the aviation industry the loads are dynamic and carried over a relatively short time. To obtain a better understanding of composite material and thereby the included components, this group of materials is briefly discussed below The unique properties of FRPs, like high corrosion resistance, make the life cycle cost lower than that of conventional materials. In many cases a composite structure can last much longer compared to structures made of conventional materials, thus ensuring a lower life-cycle cost in many cases, (Chiu and Franco, 1990). Also, increasing demand will drive down the cost of FRP. The introduction of fibre reinforced polymers in civil engineering structures has progressed at a very rapid rate in recent years. The basic ideas related to the use of FRPs for structural strengthening, along with examples of application, have been presented by (Triantafillou, 1998). The past and potential future use of FRP strengthening and rehabilitation have also recently been documented in many conference proceedings (Meier and Betti, 1997, Täljsten, 1997, Benmokrane and Rahman, 1998), keynote lectures (Maruyama, 1997, Neale and Labossiére, 1997) and journal articles (Thomas, 1998). The rapidly expanding body of literature in this area, along with a corresponding increase at the level of activity, confirms the fact that these new materials are progressively gaining wider acceptance by the civil engineering community. Japan is considered to be the country where the first civil engineering applications with FRP materials were carried out in full scale, (Fujiwara et al. 1991). Research started approximately at the end of the 80s on the strengthening effect of continuous carbon fibre sheets with the aim of preventing the cut-off areas of the longitudinal reinforcement in reinforced concrete piers from failure by the shear force. In Japan the most common way of strengthening concrete structures has been by using FRP wraps in form of fabrics or unidirectional sheets. The initial development of the FRP-strengthening technique with prefabricated laminates took place in Switzerland, (Meier, 1987) and Germany, (MPA, 1987), The first to study the use of thin CFRP laminates as flexural strengthen to concrete beams was Meier, (1987). A comprehensive analytical and experimental study of the short-term flexural behaviour of strengthened FRP reinforced concrete beams was carried out by Triantafillou and Plevris (1990 and 1992).

Chapter 1 Strengthening of concrete structures with FRPs
4
Composites consist of one or more discontinuous phases embedded in a continuous phase. The discontinuous phase is usually harder and stronger than the continuous and is called arming or arming material, while the continuous phase is called matrix. For this to function adequately as reinforcement, the arming phase must be more than 10% of the volume percentage. The properties of composites are strongly influenced by the contributing parts, their proportion and their relationship. Composite properties can be the sum of the volume ratio of the various elements, or the elements can relate in such a way that a simple volume-metric relationship cannot be applied. Consequently, to be able to describe a composite material, besides needing the properties of the elements, it is also necessary to know the geometry of the reinforcement in relation to the system. Other than the material properties of the included elements, the concentration, usually expressed as volume or weight greatly influence the composite’s properties. Furthermore, orienteering of the reinforcement is also important for the performance of the composite. When the reinforcement is in the form of same-sized particles, the composite behaves as an isotropic material; the material properties are the same in all directions. If, in contrast to this, the reinforcement is directed, for example with continuous reinforced fibre composites, being anisotropic, and the material properties will vary according to the direction. Laminate composites consist of two or more layers where two of the dimensions are substantially larger than the third. The most common fibre materials are glass, aramid or carbon fibre. Fibreglass is the oldest and most frequently occurring fibre material. Continuous fibreglass is manufactured by stretching liquid glass at a high speed through a small opening until a thin fibre is obtained. The individual fibres are then combined in one thread, which forms the basic component of most fibreglass products. Carbon fibre is manufactured by the conversion of an organic base material, a precursor, into carbon fibre. Three different base materials are used: nylon, polyacrylonatrile (PAN) and carbon compounds. The fibre is produced in a process with temperatures above 1400 °C depending on what type of product is to be obtained. Aramid fibre is organic fibre manufactured from the reaction between parafenyldiamin and tetrafenolchloride. When it comes to the matrix material, these can for example be thermosettings, thermoplastics or metals. In this book only thermosettings are discussed. The most commonly used of thermosettings are epoxy, vinylester and polyester, where epoxy is mostly used for high quality products. Advanced composite materials were developed during the 1950’s for application within the aerospace industry. Fatigue and corrosion problems using conventional materials such as different aluminium alloys was reasons seeking alternative materials.

Strengthening of concrete structures with FRPs Chapter 1
5
Higher performance obligations and lower weights of crafts have driven the development forward and there exists a wide range of advanced structures built of composite material, most obviously fighter planes and formula one cars. Here the reinforcement is usually made of carbon fibre. Fibreglass has many areas of application, mostly due to its proportionally low price. Obvious examples include the boat industry, but it has also been used in cars and airplanes as well as in a variety of other practical areas. Fibre composite, as mentioned earlier refers to fibre embedded in a matrix material. There exist a variety of methods of manufacturing fibre composites, and it is mainly the costs and the area of application that are the deciding factors when choosing a process. Presented below are some of the most common processes that have been used for applications of products related to strengthening of structures starting with the hand lay-up technique and the spray-up technique. Hand lay-up is labour-intensive, but equipment and tools are inexpensive. The method is suited to the manufacture of once-off details or to mass-production of larger products such as boats or car bodies. The models and moulds are usually made of wood or tin. The surface of the mould is waxed and a ”gelcoat” is brushed or sprayed on the surface and allowed to harden. The laminate is built up by layering, usually by rolling on fibreglass mats or fabric and polyester. Spraying can be said to be an automatic form of hand lay-up. Another common process is vacuum infusion. This method has been developed with the aim of improving the working environment. After placing the fibre in the mould a vacuum cloth is placed and sealed over the fibre. The ready-mixed adhesive is injected in one end of the mould and drives by the differences in pressure from the place of injection to the plug (outlet) where the air is compressed out. To manufacture sections with constant cross-sections, the so-called pultrusion process is used. This process simply means that rovings are impregnated with a resin, pulled through a die and are hardened with heat. The sections that are manufactured have a high fibre content, 60-70 volume percentage and have high stiffness and strength in the longitudinal direction. After curing, the sections are cut into desired lengths. Examples of pultrusion composite structures are skis, fishing rods and beams. Fibre composites generally offer many excellent properties in relation to conventional materials such as steel and aluminium. Besides high strength in relation to weight and stiffness per unit of weight, structures can be tailor-manufactured deciding the direction and amount of fibre in order to achieve the best effect.

Chapter 1 Strengthening of concrete structures with FRPs
6
• •
• •
1.2. Fibre composites in the building industry The first question, which should be posed about fibre composites in the building industry, is whether they offer any advantages in comparison to the materials that are used today? The answer to this is without a doubt ‘yes’. Durability of concrete structures are often related to corrosion in the steel reinforcement; simply put – no steel, no corrosion. Furthermore, these materials offer high strength, low weight and flexibility, e.g. new types of structures can be built that a few years ago were not dreamed possible. From a shorter perspective, possibly the most interesting applications are within the areas of maintenance, repair and strengthening of already existing structures. The existing buildings in the western world are becoming older and older and even though a large proportion are functionally competent, there are also a large amount that are in need of repair or reinforcement. Infrastructure such as bridges is influenced by society’s demands for increased loads due to increased permissible axel pressure and total weight per vehicle. This leads in the turn to the need for upgrading with respect to the load carrying capacity. Current norms can differ from when a structure was built or errors could have been made during the construction or production stages. Changing demands on structures occurs in Europe, Japan and the USA, (Vicki, 1995, Taggert, 1995, Bousel and Barno, 1996). If one looks to Eastern Europe there is a huge need for strengthening of structures, mostly due to neglected maintenance. In these cases a measure, which can recover the full function of the structure may be the adhesion of composite to the surface of the structure. Other applications for composites can be traditional reinforced or pre-stressed concrete structures in general. Interesting applications can also be completely new structures of fibre composite material. Most likely, these materials will be used in combination with traditional building materials such as steel and concrete. The use of composite material within the infrastructure sector understandably poses different demands than in other applications. Compared to the aviation industry, the following differences are obvious:
Reduced demands on very high dimensional stability; Increased need for material that under a long time (> 50 years) can resist different environmental and even static loads. Usual outdoor environments include temperature fluctuations, UV-radiation, moisture cycles etc. In normal indoor environments there are requirements concerning fire and low emissions from the material that must be taken into consideration. In the vicinity of bridges and roads there is often the presence of de-icing salts; Irregular maintenance; Requirements for low initial costs and low maintenance costs;
In the choice of a material system when selecting the matrix and reinforcing material, there are a host of factors which can determine the final result or choice of CFRP strengthening that will now be discussed in detail.

Strengthening of concrete structures with FRPs Chapter 1
7
1.3. Advantages and disadvantages using FRPs in Civil Engineering
There exist many technical solutions for structural problems and deficient concrete and the final decision is always based on many factors. Some of these factors include: material cost, demand for mechanical strength and stiffness, impact resistance and resistance to vandalism, resistance against environmental effects, long-term properties such as relaxation and creep, application and production methods. In addition, in some cases perhaps the client is not familiar with the purposed solution and therefore chooses a more conventional method. However, FRP strengthening poses a number of potential advantages: • Handling and transportation: The composite materials used for strengthening
are very light and easy to handle. In comparison to steel plate bonding where plates not longer than 2 - 3 metres could be handled practically, here almost infinitely long plates or sheets can be handled. In addition, no need for overlap plating is necessary. Also compared to traditional concrete overlays or shotcrete, much less material has to be transported when FRP strengthening are used.
• Durability and maintenance: carbon fibre composites have especially good
durability, long-term fatigue properties, and they do not need to be maintained over time.
• Thin strengthening layers: Thin strengthening layers can in many situations be
advantageous. Thin layers will not change the dimension of the existing structure and can also be combined with thin concrete overlays or surface-protecting materials. Here low underpasses for road traffic can be an application where otherwise complicated methods of strengthening would be needed.
• Time of construction: Time is always a critical factor in the construction
industry. If time can be reduced - money can be saved. FRP strengthening can often be done during short periods without closing the traffic and hardening of the bonding agents takes a short time.
• Pre-stressing possibilities: During the last few years, products have been
introduced to the market that can be pre-stressed in combination with bonding. This gives a higher utilisation of the strengthening product, at the same time reducing existing cracks, and increasing the yield load of the existing steel reinforcement. It is also possible to use pre-stressing to increase the shear capacity of concrete structures.

Chapter 1 Strengthening of concrete structures with FRPs
8
• Design: The possibility to optimise the FRP materials in the direction most
needed is a benefit for design. In addition, compared to many other strengthening techniques, few methods have undergone such thorough investigation regarding testing, design and application as FRP strengthening. Therefore, the consultant can rely on existing design guidelines.
• Cost: The cost of a strengthening work with composites compared to traditional
methods is often lower, even though the material costs are higher. Potential disadvantages can be: • Mechanical damage: Since the FRP materials themselves are brittle, they can be
damaged by vandalism or by other types of impacts. If this can be expected, they should be protected. Fortunately, if damage should occur, repairs can easily be undertaken.
• Long-term properties: Carbon fibre composites with an epoxy matrix are said to
have very good long-term properties. However, since the materials have only been used for approximately 10 years in the building industry, not enough data exists to verify this. However, the composite itself is probably not of most concern, but rather the adhesive layer. Nevertheless, the experiences from older steel plate bonding projects shows hat, many structures exist and are still in use where no deterioration of the bond layer can yet be seen. If the right type of material is used and if the strengthening work is carried out carefully, 30 years of use can be guaranteed.
• Working environment: Since epoxies are used for bonding the sheets or
laminates to the structure, the working environment is a very important issue. If these materials are not handled in prescribed way, a risk for injuries to the labourers exist. However, with correct handling the risk for injuries is very low.
• Temperature and moisture dependent: The hardening process of thermosetting
adhesives is moisture and temperature dependent. It can therefore in some environments be necessary to add extra heat to the structure.
• Lack of experience: Lack of experience is of course a large disadvantage.
However, this can be overcome with education. Importantly, the knowledge must reach the consultants and the clients.
• Conservatism: The well-known conservatism of the construction industry
towards something new can at times be difficult to overcome. As above, the cure is education and the dissemination of knowledge.

Strengthening of concrete structures with FRPs Chapter 1
9
• Design: The lack of experienced building consultants that understand
composites and how they should be used is a big drawback. Since it is the consultant that recommends a solution, if s/he doesn’t know that a certain method exists and how to handle it, s/he will of course suggest another method.
• Cost: The carbon fibre sheets or laminates are much more expensive when
compared to traditional building materials, at least per m² or per kg. In some contexts this is a fact and other methods will be used. Nevertheless, as mentioned earlier the whole strengthening project needs to be considered to get a fair comparison.
This book attempts to cover the design and execution issues regarding plate bonding with FRPs, and in particular strengthening of concrete structures with carbon fibre sheets or laminates. The introduction chapter has covered a large area regarding the use of composites in civil engineering and still very little has been said about design. However, design for strengthening cannot be discussed separately as it is closely connected to material and execution and this is especially true when composite materials are used for strengthening. So far strengthening in bending has been the most common strengthening applications of FRP in the building industry, but also strengthening in shear and wrapping of columns has been carried out extensively. Different countries can have different needs for strengthening. In Japan and in western USA the risk for earthquakes has developed design and execution methods to deal with this. In other countries, such as Sweden for example, the main needs are to adapt the area of strengthening to handle greater loads or for change in use. Design for strengthening in bending is a straightforward process where the design is very much like the one for ordinary concrete structures. However, consideration must be taken to special possible failure modes related to the FRP sheet or laminate. In addition the existing strain (stress) field on the structure can be of considerable importance. Designing strengthening for shear and torsion is more complicated, at least theoretically, than designing strengthening for bending. This depends partly on the fact that shear design for concrete structures is more complicated and partly on the fact that an anisotropic material is used for strengthening. This means that the direction of the fibre has a direct influence on the strengthening result. Designing columns for axial load is also quite common, here the confinement pressure from the FRP wrap enhance the load bearing capacity. Designing strengthening related to fatigue relates more to traditional concrete design since carbon fibre composites have very good fatigue properties. However, this is also a field where little research has been undertaken.

Chapter 1 Strengthening of concrete structures with FRPs
10
Furthermore, the execution process is of tremendous importance as it is essential to understand where and when the strengthening materials can and should be used. If the work is not carried out in a careful way - the final strengthening result could be severely affected. This is discussed thoroughly in this book.

Chapter 2 Material properties, design and implementation
2.1. Introduction In this chapter a brief overview of materials, design and the implementation process for externally bonded FRP reinforcement is presented. The purpose is to give the reader a general view and brief understanding with respect to strengthening of concrete structures with FRPs. However, it is recommended that for a more thorough understanding of the FRP strengthening method the subsequent chapters be studied.
2.2. Materials for FRP strengthening
2.2.1. General Material knowledge forms the basis for analysis and design of structural members. Properties are dependent on manufacturing and fabrication processes as well as the nature of the constituent materials. Contrary to traditional materials such as steel and concrete where extensive research and experience over the last 100 years have given us complete specifications and design guidelines, available standards for composites and composite design are very few. This forces the structural engineer to have thorough knowledge of the candidate material properties as well as manufacturing and fabrication. The material properties of composites do not differ so much from conventional materials except the anisotropy, i.e. the properties have directional characteristics. Moreover, the list of candidate materials of both reinforcement (fibres) and matrices used for composites is extensive and the range of properties can be selected for optimum result. However, here only a limited number of fibres and matrices materials are presented. Selection of materials for different strengthening systems is a critical process. Every system is unique in the sense that the fibre and chosen matrix is designed to work together. A resin system designed for one type of fibre will not automatically work properly for another. Additionally, a suitable resin system for the fibres will not necessarily provide good bond to concrete.
11

Chapter 2 Material Properties, Design and Implementation
In this section, a brief description of most commonly used fibre and matrices materials used in the construction industry will be presented. However, some materials are more suitable than others and the choice of material depends on the application. First, different types of fibres and commonly used matrices are presented are presented. Fibre and matrix form the composite and to bond the composite to a concrete structure an adhesive is needed. In appendix F some typical products and their material properties for external FRP strengthening systems are presented.
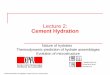
2.2.2. Fibres There are mainly three types of fibre reinforcement that are used for strengthening of civil engineering structures, namely glass, aramid and carbon fibres. The physical and mechanical properties vary between fibre types but also within each fibre. Stress-strain diagrams for different unidirectional FRPs are compared with steel in figure 2.1. Carbon is the stiffest of the fibres presented, while glass and aramid have a longer elongation at failure. All fibres have a linear elastic behaviour up to failure whereas for mild steel, a pronounced yield limit exists. Table 2.1 shows some typical properties for different fibre types.
12
Figure 2.1 Stress-strain diagrams for different unidirectional FRPs and mild steel. On a strength to weight basis glass fibre is one of the strongest and most commonly used structural materials. Glass fibre is an inorganic fibre that is manufactured through a melting process in which an appropriate mixture of raw materials, sand limestone and alumina, is melted. Glass filaments are highly abrasive to each other. In order to minimise abrasion-related degradation of glass fibres, surface treatment, or sizing are applied before the fibres are gathered into strands. Typical fibre diameters range between 8 - 25 μm.

Material Properties, Design and Implementation Chapter 2
13
Glass fibre is manufactured in different grades with different chemical compositions, providing the specific physical/chemical properties, (Kim, 1995). Glass fibres for continuous fibre reinforcement are classified into three types (FIB Bulletin 14, 2001): E-glass fibres, S-glass and alkali resistant AR-glass fibres. E-glass, or electrical grade, is a glass with a calcium aluminoborosilicate composition and a maximum alkali content of 2.0 %. E-glass is best for general-purpose structural applications. It also have good heat and electricity resistance. E-glass fibres are disadvantageous in having low alkali resistance. S-glass, or strength grade, which has a magnesium aluminosilicate composition, is a special glass with higher tensile strength and modulus with good heat resistance. In comparison to E-glass, S-glass has better resistance to acids such as H2SO4, HCL and HNO3, but it is still not resistant to alkali. To prevent glass fibre from being eroded by cement-alkali, a considerable amount of zircon is added to produce alkali resistant glass, AR-glass. AR-glass have mechanical properties similar to E-glass. Aramid fibres were first introduced in 1971. The structure of organic aramid fibres is anisotropic and gives higher strength and modulus in the fibre longitudinal direction. Aramid is resistant to fatigue, both static and dynamic. Aramid fibres respond elastically in tension but exhibit non-linear and ductile behaviour under compression. The diameter of aramid fibre is approximately 12 μm. Because of its high toughness, aramid is used for impact resistance and ballistic resistance armour. Applications of aramid fibres in civil engineering structures include ropes, cables, curtain walls, floors and ceilings, pipes and pre-stressing tendons. However, aramid fibres are sensitive to high heat, moisture and UV-radiation and are often protected before use in civil engineering applications. The term carbon fibre describes fibres that have a carbon content of 80 - 95 %. Currently available carbon fibres are made using one of the three precursor materials: polyacrylonitrile (PAN) fibres, rayon fibres or pitch. In the graphite structure, the carbon atoms are arranged in the form of hexagonal layers with a very dense packing in the layer planes. The high-strength bond between carbon atoms in the layer plane results in an extremely high modulus, while the weak van der Waals-type bond between the neighbouring layers results in a lower modulus perpendicular to the layer plane. Carbon fibre conversion processes include stabilisation at temperatures up to 400 °C, carbonation at temperatures from 800 °C to 1200 °C and graphitisation in excess of 2000 °C, and surface treatments, sizing and spooling. The structure of carbon fibre varies according to the orientation of the crystals, the higher the carbonation degree, the higher the orientation degree and rigidity as a result of growing crystals. The pitch-based carbon fibres offer general purpose and high strength/elasticity materials. The PAN-type carbon fibres yield high strength materials and high elasticity materials. Moisture, atmosphere, solvents, bases or weak acids at room temperatures, in general, do not affect carbon fibres.

Chapter 2 Material Properties, Design and Implementation
14
Table 2.1 Typical properties of fibres Fibre Elastic Modulus,
(GPa) Tensile Strength,
(MPa) Ultimate tensile
strain, (%) Glass E 72 - 77 2000 - 3700 3,0 - 4,5 S 80 - 90 3500 - 4900 4,2 - 5,4 AR 71 - 74 3000 - 3300 3,0 - 4,3 Aramid Low modulus 70 - 80 3500 - 4100 4,3 - 5,0 High modulus 115 - 130 3500 - 4000 2,5 - 3,5 Carbon PAN 230 - 600 2500 - 6000 0,9 - 2,0 Pitch 200 - 800 2100 - 3100 0,2 - 0,9
2.2.3. Matrices Fibres by themselves have limited use in engineering applications since they cannot transmit loads from one to another. However, when they are embedded in a matrix material, to form a composite, the matrix binds the fibres together, enabling transfer of loads to the fibres and protects them against environmental attack and damage due to handling, (Agarwal and Broutman, 1990). The matrix has a strong influence on several mechanical properties of the composite such as transverse modulus and strength, shear properties, and properties in compression. High strength matrices tend to be brittle and civil engineers should recall the principles used in designing reinforced concrete. In composite laminates the matrix carries forces in the transverse direction. In a reinforced concrete beam, stirrups carry transverse shear exceeding the concrete shear strength. The matrix for structural composite materials can either be of thermosetting type or of thermoplastic type, with the first being the most common. Polyester, Vinylester and epoxy are the most commonly used polymeric matrix materials used with high performance reinforcing fibres. They are all thermosetting polymers with good processability and chemical resistance. Epoxies are more expensive than polyesters and vinylesters, but have in general better mechanical properties and outstanding durability (FIB, Bulletin 14, 2001). Table 2.2 gives some typical properties for polyester, vinylester and epoxy matrices. Table 2.2 Typical properties of commonly used matrix materials Fibre Elastic Modulus,
(GPa) Tensile Strength,
(MPa) Ultimate tensile
strain, (%) Polyester 2,1 - 4,1 20 - 100 1,0 - 6.5 Vinylester 3,2 80 - 90 4,0 - 5,0 Epoxy 2,5 - 4,10 55 - 130 1,5 - 9,0

Material Properties, Design and Implementation Chapter 2
15
2.2.4. Composites Here, the designation composites aim at FRPs for external bonding. A composite is a material composition consisting of fibres, matrix and additives. Depending on the type of fibre used the FRP material is referred to as AFRP (Aramid Fibre Reinforced Polymers), GFRP (Glass Fibre Reinforced Polymer) and CFRP (Carbon Fibre Reinforced Polymer). The typical volume fraction of fibres in FRPs equals about 50 - 70 % for pultruded laminates and 25 – 35 % for hand lay-up sheets. Hence, the fibres are the stress-bearing component, while the matrix and resin, transfer stress to and protect the fibres. In civil engineering applications regarding strengthening of existing concrete structures approximately 90 - 95 % of FRP material used are various forms of CFRP. AFRP and GFRP have been used in applications of seismic retrofit of columns where their relatively ductile behaviour and high strength have come to use. In this book the focus has been placed on CFRP, but the derived design equations can easily be adopted for AFRP and GFRP systems and products. A unidirectional composite consists of parallel fibres in a matrix. Several unidirectional layers can be stacked in a special sequence of orientation to produce a laminate that will meet design strength and stiffness requirements. Each layer of a unidirectional composite is referred to as a layer, ply or lamina, (Agarwal and Broutman, 1990). A unidirectional composite has the strongest properties in the longitudinal direction. One of the most important factors in determining the properties of composites is the relative proportion between fibres and matrix. Basic mechanical properties of FRP materials may be estimated if the properties of the constituent materials and their volume or weight fraction are known. This can be performed by a relationship called the rule of mixtures, see chapter 3. Typical CFRP commercial products in the form of pultruded laminates have the material properties given in table 2.3, where the properties for mild steel are also given for comparison. These properties are used as characteristic values in design. Table 2.3 Typical properties of pultruded CFRP laminates, (FIB Bulletin 14, 2001) Material Elastic
Modulus, (GPa)
Tensile Strength, (MPa)
Ultimate tensile strain, (%)
Pultruded laminates Standard modulus 150 2700 1.8 Medium modulus 200 2200 1.1 High modulus 300 1300 0.5 Mild steel 200 400 >25, yielding 0.2

Chapter 2 Material Properties, Design and Implementation
16
In case of wrap systems where the composite is built up in situ, the properties of the pure fibres are often used in design. This is approach is different compared to laminates or pre-fabricated composites and one must be careful when comparing different strengthening systems. Despite this, if one is careful when comparing properties this should not cause any problems in design. Both approaches are explained more in detail in the following chapters.
2.2.5. Adhesive An adhesive may be defined as a material which, when applied to surfaces, can join the adherents together and resist their separation, (Mays and Hutchinson, 1992). The term adhesion refers to the attraction between substances when they are brought into contact, whereby work must be applied in order to separate them. Furthermore, adhesive is the general term used for substances capable of holding materials together by surface attachment and includes cement, glue, paste, etc. Only the most common structural adhesive will be discussed here, namely epoxy adhesive. Epoxy resins are a group of polymers with extremely different chemical, thermal and mechanical properties. The resin is obtained through refining of petroleum. The mixing of an epoxy resin with a hardener results in an epoxy adhesive. The properties of epoxy adhesives are mainly dependent on the hardener used. The rate of hardening of a thermosetting adhesive such as epoxy is strongly dependent on the ambient temperature. The reaction is slow in moderate or cold temperatures and faster in warm temperatures. A simple rule of thumb says; the time for hardening halves when the temperature is increased 10ºC and doubles when the temperature decreases 10ºC. It is very common that the chemical reaction stops, or becomes very low, if the temperature falls below 5ºC. It is difficult to get an epoxy suitable for every application. For this reason commercially sold epoxy systems contain additives such as flexibilizers, extenders, dilutents and fillers in different amounts to meet specific demands. The successful use of an epoxy system depends on the preparation of an adequate specification which must include such provision as adherent materials, mixing, application temperatures and techniques, curing temperatures, surface preparation, thermal expansion, creep properties, abrasion and chemical resistance. The specification should be so worded as to avoid any misunderstanding of these provisions for anyone concerned in design, manufacture and application of the system from the formulation chemist to the site labourer. Therefore it is of outmost importance that the strengthening systems must not be divided in separate parts, where the FRP materials comes from one supplier and the adhesive from another, unless the systems has been carefully investigated and tested together.

Material Properties, Design and Implementation Chapter 2
17
When using epoxy adhesives there are two different time concepts that need to be taken into consideration; the pot life and the open time. Pot life represents the time you can work with the adhesive after mixing the resin and the hardener before it starts to harden in the mixture vessel. Pot life for an epoxy adhesive can vary between a few seconds up to several years. Open time is the time that you have at your disposal after the adhesive has been applied to the adherents and before they are joined together. Pot life and open time for a typical epoxy adhesive at 20 °C is 20 - 90 minutes and 30 - 120 minutes, respectively. Another important parameter is the glass transition temperature, Tg. Most synthetic adhesives are based on polymeric materials, and as such, they exhibit properties that are characteristic for polymers. Polymers change from relatively hard to elastic glass-like to relatively rubbery materials at a certain temperature. This temperature level is defined as the glass transition temperature, and is different for different polymers. Epoxies have several advantages over other polymer agents for civil engineering use, (Mays and Hutchinson, 1992), namely: 1. High surface activity and good wetting properties for a variety of substrates; 2. May be formulated to have a long open time; 3. High cured cohesive strength; joint failure may be dictated by adherent strength; 4. May be toughened by the inclusion of dispersed rubbery phase; 5. Lack of by-products from curing reaction minimises shrinkage and allows the
bonding of large areas with only contact pressure; 6. Low shrinkage compared with polyesters, acrylics and vinyl types; 7. Low creep and superior strength retention under sustained load; 8. Can be made thixotropic for application to vertical surfaces; 9. Able to accommodate irregular or thick bond lines.
Typical properties for cold-cured epoxy adhesives used in civil engineering applications are given in table 2.4 (Täljsten, 1994). For the sake of comparison information for concrete and mild steel are also provided. It should also be mentioned that research is on-going regarding the possibility of replacing the epoxy adhesive with a cement-based adhesive. In some applications, the use of cement based adhesive systems is already a reality.

Chapter 2 Material Properties, Design and Implementation
18
Table 2.4 Comparison of typical properties of epoxy adhesive with concrete and steel, (Täljsten, 1994).
Property (at 20 °C)
Cold-curing epoxy adhesive
Concrete Mild steel
Density, (kg/m3) 1100 – 1700 2200 7800 Young’s modulus, (GPa) 0.5 - 20 20 - 50 205 Shear modulus, (GPa) 0.2 – 8 8 - 21 80 Poisson’s ratio 0.3 – 0.4 0.2 0.3 Tensile strength, (MPa) 9 - 30 1 - 4 200 - 600 Shear strength, (MPa) 10 - 30 2 - 5 200 - 600 Compressive strength, [MPa] 55 - 110 25 - 150 200 - 600 Tensile strain at break, (%) 0.5-5 0.015 25 Approximate fracture energy, (Jm-2) 200 - 1000 100 105-106
Coefficient of thermal expansion, (10-6/°C)
25 - 35 11 - 13 10 - 15
Water absorption: 7 days - 25 °C, (% w/w)
0.1 - 3 5 0
Glass transition temperature, (°C) 45 - 80 --- ---
2.3. Strengthening systems
2.3.1. General In contrast to traditional industries where composites have been used over a long time, such as the space and aircraft industries, composites in the construction industry must provide for longer lifespan. Existing demands on structural life of 50 years or more are common in the construction industry. Only those systems that have been extensively tested and applied in full-scale on concrete structures are possible candidates to use in external strengthening with FRP’s. Furthermore, as mentioned earlier, it is important to treat a proven system as a whole where its function has been verified by tests and applications. The earliest reported application with plate bonding is from South Africa in the end of the 1960s where a concrete beam in an office building was strengthened with steel plates, (Dussek, 1974). Since then numerous strengthening applications have been reported, both with steel plates application and in the last decade with various FRP systems. So far the performed strengthening projects shows that an object strengthened with external reinforcement has at least 30 years of life.

Material Properties, Design and Implementation Chapter 2
In this section different systems used for strengthening will be briefly described. The systems can be subdivided into prefabricated systems and in-situ systems. Whereas, prefabricated systems usually refer to pultruded flat profiles or rods, in-situ systems refer to fabrics or sheets that together with a resin forms a composite on site. Here, the systems are described in general terms and for design and strengthening works the supplier’s recommendations shall be followed. In appendix F some commercial products for strengthening are presented. However, there are three general steps that should be followed: pre-treatment, strengthening and post-treatment.
• The pre-treatment involves uncovering of aggregates, leveling and cleaning of the surface. No dust, grease or water shall exist on the surface at the moment of bonding.
• The strengthening process depends on the system chosen, but the bonding temperature shall exceed 10°C to allow the adhesive to harden. For temperatures below 10°C an external heat source or a heating device can be used.
• Post-treatment can involve fire protection, application of plaster, paint or other protection systems that are deemed necessary.
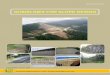
The execution work is explained in more detail in chapter 9. Different possibilities of strengthening building structures are shown in figure 2.2. FRP strengthening is suitable for concrete beams, walls, slabs and columns, but can also strengthen openings in slabs or walls. Another application is to strengthen structural elements by bonding FRP rods in the concrete cover, so-called NSMR (Near Surface Mounted Reinforcement).
Figure 2.2 Strengthening possibilities with CFRP laminates, fabrics and NSMR.
19

Chapter 2 Material Properties, Design and Implementation
2.3.2. Laminate systems The first applications with CFRP laminate system were carried out in Switzerland during the beginning of the 1990s, (Meier et. al, 1992), where a concrete bridge was strengthened due to an accident that broke pre-stressing cables. Since then a large number of objects have been strengthened worldwide. A laminate system consists of a flat laminate with a typical size of 1.2 x 100 mm. The laminates can be obtained in different grades and cross-sections. Theoretically, the length of the laminate can be unlimited but practically the length is limited to 20 meters. Other components are concrete primer and adhesive. The function of the primer is to enhance the bond for the adhesive to the concrete. The adhesive used is a high viscosity filled paste such as epoxy adhesive. A typical bond layer thickness is 1 - 2 mm. In figure 2.3, the process during strengthening of a concrete wall is shown.
Figure 2.3 Strengthening of a concrete wall with SIKA laminates Laminates are most suitable for flat surfaces such as beams, walls and slabs. After the concrete has been pre-treated, the adhesive layer is placed on to the laminate and in some cases also to the concrete surface. The two adherents are then mounted together and a light pressure is applied on the laminate. Thereafter the system is allowed to harden.
2.3.3. Sheet systems Sheets systems are usually based on dry unidirectional fabrics, but bi-directional weaves are also used. The sheet systems are more sensitive to the irregularities in the concrete surface and often more pre-treatment is needed. However, the sheet systems are flexible and can be adapted to most surfaces. Sheet systems have found their application in seismic retrofitting and the strengthening of curved structures, such as silos. These types of systems are also very suitable in cases where openings need to be strengthening in walls or slabs. A typical sheet system consists of an epoxy primer, putty, dry or pre-impregnated fibre and a resin system.
20

Material Properties, Design and Implementation Chapter 2
Often the post-treatment consists of painting, but also plaster or a thin layer of polymer concrete has been used. The sheets used normally have a width of 200 - 400 mm with a weight of 200 - 400 g/m2. In figure 2.4 the application of a sheet on a silo is shown.
Figure 2.4 Strengthening of a concrete silo with Sto FRP Sheet wrap system The strengthening process for sheet systems is a little bit more time demanding than for the laminate system. First, the concrete surface is pre-treated. A primer is then applied and in cases of large unevenness, putty is used to level out these irregularities. The next step is to apply a thin layer of low viscosity epoxy adhesive to the concrete surface and then roll the carbon fibre sheet out over this surface. The fibres are stretched, and a roller is used to press out possible air voids, then a new layer of adhesive is applied. This process can be repeated up to as much as 10 - 15 no. of layers depending on the strengthening system used.
2.3.4. NSMR systems Near Surface Mounted Strengthening (NSMR) systems are used in cases where the strengthening system needs to be protected, for example in the case of possible impact. NSMR systems are also suitable to use if the concrete surface is very uneven. Most NSMR systems consist of circular or rectangular rods that are bonded in slots in the concrete cover of a structure. It is important to control the thickness of the concrete cover before this method is chosen; a typical concrete cover depth of at least 25 mm is normally needed. The pre-treatment for this method consists of sawing slots in the concrete cover. The rods are then bonded in these slots with an epoxy adhesive or a high quality cement grout. It is of utmost importance that the slots are cleaned immediately after sawing; all concrete dust, wet concrete or ashes concrete must be removed. In cases where epoxy is used, the slot must dry prior to bonding and if cement grout is used the slot must be pre-wetted before the grout is applied. Figure 2.5, shows a typical strengthening application with NSMR.
21

Chapter 2 Material Properties, Design and Implementation
Figure 2.5 Strengthening of a bridge joint with Sto FRP Bar system The most important factor when NSMR is used is the distance to the original steel reinforcement, otherwise the pre-treatment is quite easy and the method is relatively non-sensitive to irregularities of the concrete surface.
2.3.5. Special strengthening systems There also exist other strengthening systems that should be mentioned. Firstly systems, mostly laminate systems, using pre-stressing can be advantageous. Both laboratory and analytical research (Triantafillou et. al, 1992 and Deuring, 1993) show that pre-stressing represents a significant contribution to the FRP strengthening technique. Pre-stressing laminates or rods has the following advantages (FIB Bulletin, 2001):
• Provides stiffer behaviour as at early stages most of the concrete is in compression and therefore contributes to the moment of resistance.
• Crack formation in the shear span is delayed and the cracks when they appear are more finely distributed and narrower.
• Closes cracks in structures with pre-existing cracks. • Improves serviceability and durability due to reduced cracking. • Improves the shear resistance of a member, as the whole concrete section
will resist the shear, provided that the concrete remains uncracked. • The same strengthening is achieved with smaller areas of stressed strips
compared with unstressed strips. • With adequate anchorage, pre-stressing may increase the ultimate moment of
resistance by avoiding failure modes associated with peeling-off at cracks and the ends of the strips.
• The neutral axis remains at a lower level in the pre-stressed case than in the unstressed one.
• Pre-stressing significantly increases the applied load at which the internal steel begins to yield compared to a non-stressed member.
22

Material Properties, Design and Implementation Chapter 2
It does also pose some disadvantages:
• It is more expensive than non-prestressed laminate bonding due to a greater number of operations and additional equipment needed.
• The operation takes longer. • The ends of the laminate need to be anchored sufficiently. • The equipment to push the strip up to the soffit of the beam must remain in
place until the adhesive has hardened sufficiently. However, research and development of pre-stressing systems for external reinforcement in the form of FRP laminates or NSMR is ongoing and in future commercial systems can be expected in use. Strengthening of columns with FRP is suitable with automatic wrapping. Automatic wrapping is performed by wrapping a tow or tape around columns. Two systems can be discerned, wet wrapping or dry wrapping. In the case of wet wrapping, the tow is drawn through a resin bath and automatically wound around the column. The wrap is then hardened at ambient temperature. Dry wrapping is shown in figure 2.6, where a pre-impregnated tow is wound around a column. After finishing the wrap, heat is applied from an outer heat source, in this case a system with infrared heaters.
a) Mounting of tows in the wrap
machine b) Heat is applied after wrapping is
finished Figure 2.6 Automated column wrapping, photograph of robot wrapper. This method is suitable when many columns of approximately the same size are to be strengthened. In contrast to this, traditional hand lay-up systems are more economical when only a few columns are to be strengthened.
23

Chapter 2 Material Properties, Design and Implementation
2.4. Design
2.4.1. General Strengthening of concrete structures with externally bonded CFRP laminates, sheets or NSMR is an effective strengthening method. However, the strengthening systems rely on composite action between the adherents. If composite action is not achieved, the strengthening effect is lost. Nevertheless, extensive investigations show that the method is a very effective and considerable strengthening effects can be achieved. Despite this, if the method is to be successfully used it is of utmost importance that a thorough design forms the base for the strengthening work to be carried out. Therefore, design guidelines are of utmost importance. In Sweden this was first published for steel Plate Bonding in the end of the 1980s. At the end of the 1990s design guidelines for FRP Plate Bonding was written and incorporated in the Swedish Bridge Code: BRO 94. This book is an extension of those guidelines.
2.4.2. Strengthening philosophy A structure shall only be strengthened if it is absolutely necessary. Refined calculation methods in connection with exact material parameters can show that the existing structure has a higher load-carrying capacity than what has earlier been assumed. However, if a structure needs to be strengthened and FRP is a possible solution then a number of steps should be taken. The existing structure must be closely investigated. Not only shall existing documentation be studied but also material properties and loading history. An accurate design method shall be implemented. This chapter gives an overview of the design methodology. A more detailed description can be found in chapters 3 - 8.
2.4.3. Safety factors In all design of structures hazards of different nature must be quantified. These can be divided in risks due to, the size and frequency of the loads, the properties of the materials used, deviation in structure dimensions and form in relation to the nominal figures and tolerances that are given on the drawings and used on design models. Often these uncertainties are expressed as safety factors. These factors have to give a correct description of the reality so that different materials can compete, (Nilsson, 1998). The dimensioning material values in most countries are based on the partial coefficient method:
nm
kd
ffγηγ
= (2:1)
24
where fk is the characteristic material value, lower 5 % fractile, γm is the partial factor for material properties in which the random distribution is considered.

Material Properties, Design and Implementation Chapter 2
25
η considers the systematic difference between a test specimen and the value in the structure and finally γn is related to the class of safety. In Sweden there are three safety classes, class 1 to 3. In design of FRP Plate Bonding the partial factor γm is different compared to steel or concrete. In the Swedish guideline this factor is used to compensate for uncertainties due to durability issues, the manufacturing process of the FRP material, the method used to carry out the strengthening work. Also uncertainties due to short or long time are considered. In addition, structures that are considered to be strengthened with FRPs are also divided into four different environmental classes.
2.4.4. Design for strengthening in bending Strengthening for bending has been the most common way to strengthen concrete structures with FRPs. CFRP (Carbon Fibre Composite Polymers) systems has dominated as well as the use of laminate in comparison to fabrics. The design process is quite straightforward and is based to great extent on design of reinforced concrete with special considerations to the FRP Plate Bonding part. In design of FRP Plate Bonding in bending the following assumptions are made;
• Bernoulli’s hypothesis is valid – plane cross-sections remain plain after deformation
• Complete composite action between the materials • Cracked concrete has no tensile strength • FRP behaves linear elastic up to failure.
In the design, seven primary failure modes are considered and these are controlled in the design. The failure modes are:
1. Concrete crushing 2. Yielding of tensile reinforcement 3. Yielding of compressive reinforcement 4. Laminate failure 5. Anchorage failure 6. Peeling in concrete 7. Delamination laminate
However, yielding in the tensile reinforcement in the ultimate limit state is assumed. Yielding of the reinforcement in the service ability state is not permitted. Also other failure modes are possible, for example laminate peeling off at a shear crack or peeling off at a section with extensive yielding at the bending reinforcement. However, these failures are considered as secondary failure modes.

Chapter 2 Material Properties, Design and Implementation
26
In the design first of all the actual strain distribution over the beam is calculated, the initial calculated strain due to for example dead load is used in design. When the initial strain distribution is known the amount of material for strengthening can be calculated. Here different design equations has to be used with considerations to calculated failure mode, i.e. if the failure will arise in the laminate with or without yielding the compressive reinforcement or if it will be concrete crushing with or without yielding in the compressive reinforcement. The failure criterion for concrete is εc < εcu = 3.5 ‰ respectively εf < 0.6εfu. On the Composite Young’s modulus safety factors are used, see also chapter 10. It is assumed in the ultimate limit state that the tension reinforcement yields. The design equations are based on equilibrium. Anchorage of the laminate is essential to ensure force transfer between the concrete structure and laminate. The design equation for anchorage is quite simple to use; design equations are based on fracture mechanics and laboratory testing, (Täljsten, 1994, 1996). It has been shown that there exists a critical anchor length above which additional anchor length will not carry any extra load, but contribute to the safety (Täljsten, 1994). The maximum load that can be transferred into the concrete in the anchorage zone is approximately 20 % of the ultimate tensile capacity of the laminate. This will give the anchor length. If the calculation gives longer anchor lengths than the critical one of 250 mm, mechanical anchorage is necessary. In the design guidelines the anchorage is calculated from the section where the laminate stress is below 20 % of the ultimate tensile stress for the laminate. Special considerations have to be taken to the peeling stresses at the end of the laminate, see (Täljsten, 1994, 1997). A simplified approach on the safe side is used in the guideline.
2.4.5. Design for strengthening in shear Shear strengthening of a concrete member is from a theoretical standpoint more complicated than design for strengthening in bending. The reason for this is that the shear failure is not as well understood as the bending failure. However, in the guideline a simplified approach has been adopted. For shear strengthening it is quite common that uni- or bi-directional fabrics are used, however, laminates can also be used for this purpose. The basis of the design is taken from the truss model and the superposition principle with special consideration to the orthotropic behaviour of CFRP material. The following assumptions have been made;
• Bernoulli’s hypothesis is valid – plane cross sections remain plain after deformation
• The shear crack arises in main principal stress direction • The FRP is linear elastic up to failure • The load is presupposed to act so that the shear force can be considered
evenly distributed on the structures width perpendicular against the beam span.

Material Properties, Design and Implementation Chapter 2
27
Three main failure modes are defined:
1. Concrete crushing 2. Fibre failure in the most stressed fibre 3. Anchorage
There exists a considerable difference between the contribution from steel stirrups and CFRP sheets or laminates to the shear capacity. The reason for this is that in ultimate limit design the steel stirrups are assumed to yield. However, CFRP, does not have a yield limit and is linear elastic up to failure. If a rectangular beam is considered, the maximum shear stress is at the centre of the beam. The most stressed steel stirrup is in the mid section of the beam. When a crack is formed this stirrup yields at a certain strain level, if the load increases, the neighbouring stirrup starts to yield and so on. At a defined load level all stirrups have yielded. However since CFRP behave linear elastic up to failure the strain (stress) distribution is described by a parabolic form. In design this can be difficult to take care of and a simplified approach is necessary where an assumed strain distribution is considered. It is important to anchor the sheets or laminates in the compressive zone. This is often taken care of mechanically, however, if possible it is suggested that a closed “stirrup” is formed by the composite.
2.4.6. Design for strengthening in torsion Strengthening a concrete structure for torsion is quite unusual. However, tests by Täljsten, (1998) have shown that it is fully possible to strengthen concrete members for torsion with FRP. The torsion cracks are formed by the same mechanism as for shear. However, when it comes to torsion it is important to enclose the structure with the strengthening system used. It should also be mentioned that the theory for torsion is not as well founded as the theory for bending and shear. The same assumptions as for shear are considered and the failure modes are more or less the same as for shear failure of a FRP strengthened concrete member.
2.4.7. Design with consideration to fatigue In the design guideline it is suggested that the capacity against fatigue failure in the composite is sufficient if the strain in the composite is below 60 % of the ultimate strain, i.e. εf < 0.6εfu. In spite of this, the CFRP has a very good fatigue resistance and it is most likely that other parts of the concrete structure will fail in fatigue before the FRP used.

Chapter 2 Material Properties, Design and Implementation
28
2.4.8. Design with consideration to confinement It has been proven by a number of researchers that a confinement pressure can enhance the load bearing capacity of axial-loaded members. In the design of FRP confinement for columns an accepted approach where an enhancement factor of the concrete compressive strength is calculated and inserted in the design equation for the axial load bearing capacity of the concrete column. The design covers circular and rectangular columns. However, the design is only valid for columns that can be considered short with a defined maximum slenderness ratio.
2.4.9. Execution of the strengthening work The strengthening work with adhesive technology and advanced composite material places great demands on the worker. The demand is great both with respect to how the material is handled from the perspective of the working environment and how the actual strengthening work is performed. Only qualified persons with documented experience in FRP strengthening work should be involved here. It is also important that a comprehensive pre-study of the strengthening object is performed to classify the suitability of the chosen method. Further, consultants who perform design must be familiar with the theoretical and practical issues that accompany strengthening work. If the investigation shows that external strengthening with FRPs is the most suitable method to solve the problem, four main steps must be carried out. First the aggregates in the concrete must be uncovered, the surface must be dust free before the strengthening moment starts. The most common way to uncover the aggregates is by sand blasting, but also water blasting or grinding can be used. Pressurised air or a simple vacuum cleaner removes the dust. The next moment in the strengthening process is to apply a primer. The function of the primer is to enhance the bonding for the adhesive. After the primer has hardened the first layer of resin is applied, thereafter FRP-laminates or sheets can be bonded to the surface of the structure. If sheets are used, the process with resin and carbon fibre wrap can be repeated until enough numbers of layers have been applied. Finally a finishing layer of plaster, polymer concrete, paint or shotcrete can be applied upon the reinforcing material for an aesthetic look or for fire protection It is of utmost important that the surfaces that are to be bonded are dust free and free from contamination of substances such as grease or oil. Different adhesive suppliers can have different demands on the bonding environment but in general the temperature on the concrete surface should exceed 10 ºC and it is recommendable that the working temperature is 3 ºC over the existing dew point. The relative humidity in the air shall be below 80 %. The tensile strength of the concrete surface shall exceed 1.5 MPa. The allowed unevenness on the concrete surface depends on the strengthening system used and should be determined by the manufacturer. It is also important that the strengthening work is carried out with skilled workers with experience from these types of works.

Material Properties, Design and Implementation Chapter 2
29
Composite test bodies may be manufactured during the strengthening work and hardened at the work site in the same climate conditions as for strengthening. In the cases where the same climate is expected during the entire strengthening work, for example indoors, a test is taken. In the cases where the climate varies, the test is taken in connection with the climate variations. On a concrete surface in connection with strengthening and handled in the same way as the strengthened surface, the composite is glued for future testing and examination.
2.4.10. Continuous control Control shall partially be performed during the implementation phase as well as continuous control in connection with normal inspection of strengthened structures. If a strengthening system that does not use pre-manufactured elements is used, it is recommended that composite test specimens are manufactured in connection with the strengthening work, hardened at the work site in the same climate conditions as for strengthening and then tensile tested according to standard ASTM D3039-76. The following points shall also be controlled during implementation:
• Adhesive is mixed according to the material supplier’s instructions, • The concrete surface strength and evenness after surface treatment, • The implementation phase of strengthening is followed and is documented.
For the continuous control, the following shall be checked:
• Voids in the adhesive or in the final composite • Possible blistering • Discolouration • Anchorage zones • Adhesion of composite on the concrete surface with the ”pull-off method”
2.5. Comments regarding design, material and implementation
The discussed calculation relationships for design of strengthening for concrete structures with carbon fibre laminate should be connected to implementation, as this is essential in order to achieve a satisfactory strengthening. Attention must be taken to the choice of epoxy system and fibre material in order to avoid impairment of the system’s function, in this situation it is important that the epoxy system has documented use in the area where it is intended to be used. It is also essential that both the consultants who perform the design as well as the contractors who perform strengthening work have documented experience and knowledge of the topic. Some form of qualification is suggested in order to be able to design a FRP strengthening and to perform strengthening works in the field.

Chapter 2 Material Properties, Design and Implementation
30
It is especially important from a working environment perspective that the implementation personnel have correct education in management of thermosetting adhesives. It is also important from an environmental perspective that waste products and refuse are handled correctly.

Chapter 3 Fundamental theory of micromechanics
3.1. Introduction A structural engineer tends to rely almost entirely on test results for the evaluation of the material properties for the design. However, the application of composite material for structures is still in its infancy and the range of composite formulations is so diversified that a design engineer must be able to estimate the properties of composites from the properties of the constituent materials. The design engineer may also have to specify the property requirements or direct the manufacturing process to obtain the required properties. For this reason, some fundamental principles necessary for the design of composite laminates are given in this section. The selection has been made for the purpose of strengthening concrete structures with external bonded reinforcement in the form of polymer composites. The composite will be regarded to be a strip or a laminate that is thin in relation to the size of the original structure. A more conclusive theory of the design of composites is available in Agarwal and Broutman, 1990.
3.2. Micromechanics - mechanical properties of composites
Only the theory for long fibres extending in one direction will be treated. These fibres mainly govern the tensile strength of the composite but a large portion of the composite’s actual volume consists of the considerably weaker matrix in which the fibres are contained. Consequently, the proportion of fibre/matrix is an important factor in analyses of the strength of the composite. The volume ratio (V) and weight ratio (W) can respectively be written as:
mfc vvv += (3:1)
c
ff v
vV = ,
c
mm v
vV = (3:2)
31

Chapter 3 Fundamental theory of micromechanics
and
mfc www += (3:3)
c
ff w
wW = ,
c
mm w
wW = (3:4)
where subscripts c, f and m denotes composite, fibre and matrix respectively. Furthermore, the following relationship between volume and weight apply:
ff
cf WV
ρρ
= (3:5)
mm
cm WV
ρρ
= (3:6)
where ρc, ρf and ρm are the densities of the composite, the fibre and the matrix respectively. One layer of a composite where the fibres lie in a single direction is known as a lamina. Where several layers of a composite are found with the fibres lying in the same or different directions, it is referred to as a laminate. One can build up a laminate so that it has specific direction-dependent characteristics by varying the amount of fibre or type of fibre in different directions.
32
Figure 3.1 Longitudinal (1) and transverse (2) directions in a composite,
from Agarwal and Broutman, 1990.

Fundamental theory of micromechanics Chapter 3
Assume that the fibres in a composite lie only in a single direction, equally distributed, with the same diameter and are continuous. The adhesiveness between the fibres and matrix is perfect, i.e. no slip between fibres and matrix. The strain is evenly distributed over the whole surface when the composite is loaded, see figure 3.2. It then follows:
mfc εεε == (3:7)
Figure 3.2 Model for predicting the behaviour of a composite in the fibre direction from Agarwal and Broutman, 1990. The load carried by the composite is consequently distributed between the fibres and matrix:
mfc PPP += (3:8)
Which can also be written as:
mmffccc AAAP σσσ +== (3:9)
or
mmffc
mm
c
ffc VV
AA
AA
σσσσσ +=+= (3:10)
Using Hooke’s Law, equation (3:10) can be written as:
mmffc VEVEE += (3:11)
Equation (3:10) and (3:11) are also usually called the rule of mixture and are fundamental to micro mechanics. The fibre’s higher E-module entails that the load is not evenly distributed between fibre and matrix. At the same strain level the tensile stress will consequently be higher in the fibre than in the matrix; this is illustrated in figure 3.3.
33

Chapter 3 Fundamental theory of micromechanics
Figure 3.3 Stress/strain relationship between fibres and matrix in a composite, from Agarwal and Broutman, 1990.
3.3. General anisotropic material A fibre laminate can often be viewed as an anisotropic material, i.e. with different characteristics in the fibre direction and transverse to this fibre direction. For a laminate with principal axes orientated at an angle of θ in a reference coordinate system according to figure 3.4, the stresses and strains in the material can be transformed between the different directions.
34
Figure 3.4 A general ortotropic material

Fundamental theory of micromechanics Chapter 3
The following transformation formulation can be used in the transformation from the laminate’s main axes L and T to the coordinate system x and y:
[ ]⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧−
LT
T
L1
xy
y
x
Tτσσ
τσσ
or (3:12) [ ]⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
=⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
xy
y
x
LT
T
L
Tτσσ
τσσ
and
[ ]⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
=⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
xy21
y
x
LT21
T
L
Tγεε
γεε
(3:13)
where the transformation matrix is given by
[ ]⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−−−=
θθθθθθθθθθθθθθ
22
22
22
sincoscossincossincossin2cossin
cossin2sincosT (3:14)
or in the inverted form:
[ ]⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−−
−=−
θθθθθθθθθθθθθθ
22
22
22
1
sincoscossincossincossin2cossincossin2sincos
T (3:15)
The relationship between strain and stress for the local coordinate system can be depicted as:
[ ]⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
xy21
y
x
66
2212
1211
LT21
T
L
66
2212
1211
LT
T
L
TQ00
0QQ0QQ
Q000QQ0QQ
γεε
γεε
τσσ
(3:16)
[ ] [ ]⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧−
xy21
y
x
66
2212
12111
xy
y
x
TQ00
0QQ0QQ
Tγεε
τσσ
(3:17)
where
35

Chapter 3 Fundamental theory of micromechanics
LT66
TLLT
T22
TLLT
TLT12
TLLT
L11
G2Q1
EQ
1EQ
1EQ
=−
=
−=
−=
νν
ννν
νν
(3:18)
Equation (3:17) can also be written in the form:
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
xy21
y
x
662616
262212
161211
xy
y
x
QQQQQQQQQ
γεε
τσσ
(3:19)
where
( )( )
( ) ( )( ) ( )( ) ( )( ) ( ) θθθθ
θθθθ
θθθθ
θθθθ
θθθθ
θθθθ
sincosQ2QQsincosQ2QQQ
sincosQ2QQsincosQ2QQQ
cossinQcossinQ2Q2QQQ
sincosQcossinQ4QQQ
cossinQ2Q2cosQsinQQ
cossinQ2Q2sinQcosQQ
3661222
366121126
3661222
366121116
4466
226612221166
4412
2266221112
226612
422
41122
226612
422
41111
−−−−−=
−−−−−=
++−−+=
++−+=
+++=
+++=
(3:20)
These relationships can later be used to calculate the stiffness matrix in equation (3:19) depending on the chosen direction of fibre.
36

Chapter 4 Design for FRP strengthening in bending
4.1. Introduction For the purpose of studying bending moment for an adhesively bonded laminate, a freely supported beam with a rectangular cross-section is used. It is determined that the beam is not sufficiently strong in terms of bending moment and needs to be strengthened, see figure 4.1.
Figure 4.1 Beam strengthened for increased bending moment capacity For an accurate design, two stages are studied. In the first stage, the actual condition prior to strengthening, the condition of linear strain in the structure is investigated, as well as the actual condition of steel reinforcement and the compressed concrete and whether the bottom of the concrete beam is cracked or not. The second stage involves the design for increased bending moment capacity as a result of, for example, making of openings or demand for higher load capacity.
37

Chapter 4 Design for FRP strengthening in bending
38
4.2. Conditions In design for strengthening with bonded laminates, the following assumptions are made: • Bernoulli’s hypothesis applies, i.e. linear strain across the cross-section varies
rectilinearly. This implies that linear strain in the concrete, steel reinforcement and laminate that occurring at the same level are of the same size. Composite action apply between all the materials involved.
• Concrete stresses are obtained from the material’s characteristic curve. Concrete compressive strain is limited to an approved failure strain of εcu = 3.5 ‰.
• For a cracked cross-section the concrete’s residual tensile strength is ignored. • The stresses in tensile and compression steel reinforcement are taken from the
reinforcement’s characteristic curve corresponding to the total strain, i.e. inclusive of strain from possible pre-stressing. The total strain may not be greater than the failure strain.
• The laminate stress is obtained from the characteristic curve of the material. The total strain in laminate may not exceed the failure strain.
• The laminate is assumed to be linearly elastic until breakage, i.e. Hooke’s law applies.
• When bonding laminate to an existing structure, consideration must be given to the existing strain field in the structure, for example the dead load.
4.3. Ductile or brittle fracture The maximum bending moment of the cross-section can be limited by different primary modes of failure, see figure 4.2: 1. The compressive strain in the concrete’s compression zone is exceeded (brittle
failure) 2. The steel reinforcement yields in tension (ductile failure) 3. The steel reinforcement yields in compression (relatively ductile failure) 4. Tensile failure in the laminate (mostly brittle failure) 5. Anchorage failure in the bond zone of the laminate (often ductile failure) 6. Peeling failure at the laminate’s cut off end against concrete beam (brittle
failure) 7. Delamination in the laminate (brittle failure) A design for ductile failure is preferable since such a failure mode in most cases is preceded by a large deformation, i.e. there is a forewarning about the failure. This is in contrast to brittle failure, which occurs suddenly and unpredictably.

Design for FRP strengthening in bending Chapter4
When strengthening for increased moment capacity in the ultimate limit state it should be aimed for yielding in the tensile reinforcement. Otherwise, the degree of utilization of the composite is low. However, in cases when this is not possible a ductile failure can be obtained by anchorage failure, i.e. failure type 5, which, with sufficient anchorage lengths provides a forewarning of the propagated failure.
Figure 4.2 Possible failure modes for a concrete beam reinforced for bending, simplified explanation Failure type 4 can also entail ”safe” failure as it is often preceded by considerable deformation of the structure. Yield in the compressive reinforcement can even entail a ductile failure. Failure types 6 and 7, i.e. peeling fracture and delamination fracture in the laminate should especially be avoided. A strain failure in the concrete on the compressed side should also be avoided. In the majority of structures with T-shaped sections, the most common failure type is tensile failure in the laminate, which is preceded by large noticeable deformations.
4.4. Calculation of stresses and strains
4.4.1 General The strain condition over the beam’s cross-section is calculated for the load that is applied at the moment of strengthening. The concrete compressive strain, εc0, and strain in the tensile reinforcement, εs0, are calculated at this stage, as well as the strain of the concrete’s underside, εu0. The strains that occur after increased loading are for concrete Δεc for reinforcement Δεs, and for the laminate εf, see also figure 4.5.
39

Chapter 4 Design for FRP strengthening in bending
4.4.2 Actual strain conditions Here the construction is examined in the service limit state. The strains in the service limit state are calculated normally according to the elasticity theory with constant modulus of elasticity for concrete and steel, see The Swedish handbook for concrete structures; Betonghandboken Konstruktion 1990. The effect of creep in concrete as a result of long-term loading can be taken into consideration through a reduced modules of elasticity:
ϕ+=
1EE c
ce (4:1)
The section can be assumed uncracked and the entire cross-section effective if the concrete’s designed tensile strength for the service limit state is not exceeded according to the Swedish concrete design code; BBK 94:
ζζct
4ct
cbtf
h4.06.0
fkf ⎟
⎠
⎞⎜⎝
⎛ +== (4:2)
Where the concrete beam is in stage I. In stage II the concrete’s tensile strength is exceeded, and the entire tensile zone of the concrete cross-section, the so-called tension zone, is cracked. Stage III represents the condition at ultimate limit state. Figure 4.3 shows the different stages schematically, where
Figure 4.3 Different stages for a beam section subjected to bending, general loading case Assuming composite action and applying Hooke’s law gives::
sc εε = , and csss
s
c
c
EEσασ
σσ=⇒= (4:3a)
where
40

Design for FRP strengthening in bending Chapter4
c
ss E
E=α (4:3b)
If σct < fcbt then the cross-section is uncracked. This is checked by calculating the concrete’s strain in a studied cross-section in the beam:
yI
My
IIM
1
0
ssc
0c =
+=
ασ (4:4)
Ic and Is are the concrete and steel’s moment of inertia respectively. I1 is usually known as the ideal moment of inertia. The distance to the centre of gravity from the beams upper side, y0, can be calculated according to:
( )( ) ssc
sssc,tpc0 A1A
dA1yAy
−+
−+=
αα
(4:5a)
which can be written for a rectangular concrete section as:
( )( ) ss
sss
0 A1bh
dA12hbh
y−+
−+=
α
α (4:5b)
The maximum stress in the beam’s upper, σco and underside, σcu can respectively be expressed as:
01
00
ssc
0co y
IMy
IIM
=+
=α
σ (4:6a)
( ) ( 01
00
ssc
0cu yh
IM
yhII
M−=−
+=
ασ ) (4:6b)
The stress in the steel reinforcement is:
( ) ( 0s1
0s0s
ssc
0ss yd
IM
ydII
M−=−
+= α
αασ ) (4:6c)
The ideal moment of inertia for a rectangular section with width b and height h is:
( ) ( 20sss
2
0
3
ssc1 ydA12hybh
12bhIII −−+⎟
⎠⎞
⎜⎝⎛ −+=+= αα ) (4:7)
For an un-cracked cross-sections Hooke’s law apply:
41

Chapter 4 Design for FRP strengthening in bending
ce
coco E
σε = (4:8a)
ce
cucn E
σε = (4:8b)
In stage II the cross-section is cracked, σct > fcbt, and only the concrete contribution from the compressed area is included in the calculation, see figure 4.4.
Figure 4.4 Rectangular concrete cross-section in stage II In this case with only bending moment, the axis of the centre of gravity coincides with the neutral plane and its position is determined from an equation for the static moment around the neutral plane. For more general cases see ”Betonghandboken Konstruktion”, 1990:
( ) 0b
dA2x
bA2
xxdA2xbx sssss2
sss =−+⇒−=αα
α (4:9)
The moment of inertia in phase II can be calculated according to:
( 2sss
23
2 xdA2xbx
12bxI −+⎟
⎠⎞
⎜⎝⎛+= α ) (4:10)
where εco can be calculated as earlier in equation (4:8a) .
4.5. Design for strengthening
4.5.1 Possible modes of failure When the beam’s actual strain distribution is known, the design for strengthening can begin. In regard to strengthening, it is assumed at this phase that the beam either reaches crushing in the compression zone or that the laminate reaches its ultimate limit strain. Of the described modes of failure in figure 4.2, modes 1, 2, 3 and 4 are primarily handled here. Investigation of anchorage failure, mode 5, and peeling
42

Design for FRP strengthening in bending Chapter4
failure, mode 6 as well as delamination mode 7, is handled separately. With a double-reinforced cross-section the following design cases will be treated: I. Failure in laminate with yielding in the compression steel reinforcement II. Failure in laminate without yielding in the compression steel reinforcement III. Crushing of concrete as well as yielding in the compression steel reinforcement IV. Crushing of concrete without yielding in the compression steel reinforcement The failure criteria (see BBK 94) for concrete and laminate when designing during the failure stage are, see also chapter 10:
5.3cuc =< εε ‰ and fuf 6.0 εε ≤ ; nm
fkf
EE
γηγ= respectively
When strengthening for increased moment capacity in the ultimate limit stage it is assumed that the tensile steel reinforcement reaches its yield point. It is however important for a correct calculation model to identify the failure type according to the list above. For a beam that is assumed to have a rectangular cross-section and be reinforced and strengthened with externally bonded reinforcement in the form of a laminate on the tensile side, strain and stress distribution in the ultimate limit stage is given in figure 4.5. The stress block in the compressed concrete zone becomes similar to the concrete’s σ-ε-diagram. If this is known, the corresponding pressure resultant and its relative position in the compression block can be calculated.
Figure 4.5 Stress and strain diagram for a cross-section of a rectangular beam For a general compressive stress distribution according to figure 4.5 c) horizontal equilibrium equation gives:
fs'sc FFFF +=+ (4:11)
The moment capacity depends on failure type
43

Chapter 4 Design for FRP strengthening in bending
I. Failure in laminate with yielding in the compression steel reinforcement Moment equilibrium gives:
( ) ( ) ( )xhAExdfAdxfAM fffsyssys βεββ −+−+−= ''' (4:12)
From horizontal equilibrium we can write:
fffysyscc AEfAfAbxf εα +=+ '' (4:13)
and x can be solved as:
bffAAEfA
xcc
ysfffys
αε ''−+
= (4:14)
II. Failure in laminate without yielding in the compression steel reinforcement Moment equilibrium gives:
( ) ( ) ( ) ( xhAExdfAdxEAxh
dxM fffsys'ss
'suof
's βεββεε −+−+−+
−−
= ) (4:15)
and horizontal equilibrium:
( ) fffysssufs
cc AEfAEAxh
dxbxf εεεα +=+−−
+ '0
'
(4:16)
where x can be solved with the help of a quadratic equation:
0CxCxC 322
1 =++ (4:17)
where
( )( ) ( ) ⎪
⎪⎭
⎪⎪⎬
⎫
+++=
−−+−−=
=
hAEfAdEAC
AEfAEAbhfC
bfC
fffys'ss
's0uf3
fffyss's0ufcc2
cc1
εεε
εεεα
α
(4:18)
44

Design for FRP strengthening in bending Chapter4
III. Crushing of concrete as well as yielding in the compression steel reinforcement Moment equilibrium gives:
( ) ( ) ( xhAEx
xhxdfAdxfAM ff0ucusys's
's
's βεεββ −⎟
⎠⎞
⎜⎝⎛ −
−+−+−= ) (4:19)
together with horizontal equilibrium:
ff0ucuys'y
'scc AE
xxhfAfAbxf ⎟
⎠⎞
⎜⎝⎛ −
−+=+ εεα (4:20)
x can be solved with the help of a quadratic equation:
0CxCxC 542
1 =++ (4:21)
where
( )⎪⎭
⎪⎬
⎫
−=
++−=
=
hAEC
AEfAfAC
bfC
ffcu5
ff0ucuys'y
's4
cc1
ε
εε
α
(4:22)
IV. Crushing of concrete without yielding in the compression steel reinforcement Moment equilibrium moment gives:
( )
( ) ( )xhAEx
xhxdfA
dxEAxdxM
ff0ucusys
'ss
'scu
's
βεεβ
βε
−⎟⎠⎞
⎜⎝⎛ −
−+−+
+−⎟⎟⎠
⎞⎜⎜⎝
⎛ −=
(4:23)
together with horizontal equilibrium:
ff0ucuyss's
's
cc AEx
xhfAEAxdx
bxf ⎟⎠⎞
⎜⎝⎛ −
−+=⎟
⎟⎠
⎞⎜⎜⎝
⎛ −+ εεα (4:24)
x can be solved with the help of a quadratic equation:
0CxCxC 762
1 =++ (4:25)
where
45

Chapter 4 Design for FRP strengthening in bending
( )( ) ⎪
⎪⎭
⎪⎪⎬
⎫
+−=
++−=
=
hAEdEAC
AEfAEAC
bfC
ff'ss
'scu7
ff0ucuyss'scu6
cc1
ε
εεε
α
(4:26)
The type of failure should now be determined. To determine the strain in the compression steel reinforcement, the following relation is used:
( css
's
c's d
dεεεε +−≥ ) (4:27a)
which at ultimate limit stage can be written as:
( cuss
's
cu's d
dεεεε +−≥ ) (4:27b)
After strengthening and with an original strain in the underside of the beam during strengthening, the following is valid in the ultimate limit stage for compression steel reinforcement:
( cuufs
cus hd
εεεεε ++−≥ 0
'' ) (4:27c)
After the calculation of the strain condition in compression steel reinforcement is performed, a comparative parameter, ρf, needs to be calculated. This parameter, which can also be called the strengthening ratio, is chosen from the strain condition in the compressed steel reinforcement, where the compressed steel reinforcement either reaches the yield point or not. The comparative parameter can be compared to the reinforcement ratio, ρ, but instead of using the steel reinforcing area, the carbon reinforcement area is used. If the compressed steel reinforcement is yielding a horizontal equilibrium equation gives:
fff'y
'syscc EAfAfAbxf εα +−= (4:28)
Strain compatibility for the cross section gives:
0uss
cus
sf d
hd
dhεεεε −+⎟⎟
⎠
⎞⎜⎜⎝
⎛ −= (4:29)
1scu
cu
sdx ν
εεε
=+
= (4:30)
46

Design for FRP strengthening in bending Chapter4
Equation (4:30) into (4:29) is then merged into equation (4:28) which, after division with b and ds gives:
f0us1
cu
's
'syscc1
1f
E1dh
fff
⎥⎦
⎤⎢⎣
⎡−⎟⎟
⎠
⎞⎜⎜⎝
⎛−
+−=
εν
ε
ρρανρ (4:31)
where ρs is the reinforcement ratio for tensile steel reinforcement and ρ’s the reinforcement ratio for the compression steel reinforcement. In the case where compression steel reinforcement does not yield, an equilibrium equation gives the following:
fffs's
'syscc EAEAfAbxf εεα +−= (4:32)
The deformation conditions are identical to equation (4:29) and (4:30); however the strain in the compression steel reinforcement is expressed as the following:
cu1s
's'
s dd
1 εν
ε ⎟⎟⎠
⎞⎜⎜⎝
⎛−= (4:33)
where
scu
cu
s1 d
xεε
εν+
== (4:34)
Equation (4:33) into (4:32) after division with b and ds gives:
f0us1
cu
ss1
's
cu'syscc1
2f
E1dh
Ed
d1ff
⎥⎦
⎤⎢⎣
⎡−⎟⎟
⎠
⎞⎜⎜⎝
⎛−
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−
=
εν
ε
νερραν
ρ (4:35)
In order to determine if the concrete is crushed or the laminate reaches its ultimate strain limit, the structure’s failure mode needs to be determined. Normally a structure is designed so that the tensile steel reinforcement reaches yielding before the concrete is crushed, the so-called normally reinforced cross-section. When strengthening a structure with a brittle laminate, a normally reinforced cross-section cannot be reached; rather it will be balanced or over-reinforced. However, as a result, the actual failure will not necessarily be sudden and brittle since considerable deformations can be expected before failure.
47

Chapter 4 Design for FRP strengthening in bending
Normally-reinforced strengthened cross-section With normal or under-reinforced cross-sections, the composite sheet fails before the concrete is crushed. An equilibrium equation gives:
fff'y
'syscc EAfAfAbxf εα +−= (4:36)
From which the strengthening ration ρfu can be expressed as:
ff
's
'sys
scc
fu E
ffdxf
ε
ρραρ
+−= (4:37)
where the strain and stress in the compressed steel reinforcement can be verified by:
( 0
''
ufs
s xhdx
εεε +−−
= ) (4:38a)
s's
's Eεσ = (4:38b)
respectively. To calculate the strengthening ratio an iterative process is necessary. Assume first a stress level in the compressed steel reinforcement and calculate the distance to the neutral layer. Verify the compressive steel strain using equation (4:38a) and the stress using equation (4:38b) and so on. Finally, use equation (4:37) to calculate the strengthening ratio. Balanced strengthened cross-section With so-called balanced cross-sections, the concrete is crushed at the same time as the composite laminate fails. An equilibrium equation gives:
fffs's
'syscc EAEAfAbxf εεα +−= (4:39)
Strain in the compression steel reinforcement is expressed as:
cu2
's'
s hd
1 εν
ε ⎟⎟⎠
⎞⎜⎜⎝
⎛−= (4:40)
where
cu0uf
cu2 h
xεεε
εν
++== (4:41)
48

Design for FRP strengthening in bending Chapter4
Equation (4:40) into (4:39) after division with b and ds gives the strengthening ratio as:
ff
s2
's
cu'sys
s
2cc
fn E
Eh
d1fd
hf
εν
ερρναρ
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−
= (4:42)
Over-reinforced strengthened cross-section In an over-reinforced cross-section the concrete is crushed without the composite laminate failing. An equilibrium equation gives:
fffsssyscc EAEAfAbxf εεα +−= '' (4:43)
The laminate strain and the compression strain in the steel reinforcement can be expressed as:
0ucu3
's
f 1d
h εεν
ε −⎟⎟⎠
⎞⎜⎜⎝
⎛−= (4:44a)
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
3cu
's
11ν
εε (4:44b)
where
'scu
cu's
3 dx
εεε
ν−
== (4:45)
Equation (4:44) into (4:43) after division with b and ds gives the strengthening ratio as:
f0u3
's
cu
s3
cu'sys
s
3's
cc
fo
E1d
h
E11fd
df
⎥⎥⎦
⎤
⎢⎢⎣
⎡−⎟⎟
⎠
⎞⎜⎜⎝
⎛−
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−
=
εν
ε
νερρ
να
ρ (4:46)
49

Chapter 4 Design for FRP strengthening in bending
4.5.2 Characterisation of failure modes. To characterise the mode of failure, the following design cases can be used: I. Failure in laminate with yielding in the compression steel reinforcement
fn1ffu ρρρ ≤≤ (4:47)
II. Failure in laminate without yielding in the compression steel reinforcement
fnfu2f ,ρρρ ≤ (4:48)
III. Crushing of concrete as well as yielding in the compression steel reinforcement
fofn1f ,ρρρ ≥ (4:49)
IV. Crushing of concrete without yielding in the compression steel reinforcement
fo2ffn ρρρ ≤≤ (4:50)
The values of α and β in the above equations for different qualities of concrete and for two different assumed stress-strain curves for concrete are given in table 4.1, see also Betonghandboken Konstruktion, 1990. According to BBK 94, it is however permitted to calculate with a simplified compression volume with constant stress over the compression zone, see figure 4.5 d). In this situation it is also permitted to calculate with concrete stresses equal to the design compression strength fcc in the section of the compression zone that is bound by a line of distance 0,8x from the compressed edge, if x is the compression zone’s elevation. With a simplified calculation, α can thus be replaced with 0.8 and β with 0.4 in the above equations. In terms of calculations performed in other countries it will be possible to replace the above parameters α and β with values corresponding to respective national codes.
50

Design for FRP strengthening in bending Chapter4
Table 4.1 Values of α, β and α/2β for appropriate σ-ε-curves
Curve A Curve B
Concrete quality
β α βα2
β α βα2
K12 0,477 0,953 0,999 0,480 0,969 0,999 K20 0,463 0,923 0,998 0,467 0,939 0,997 K30 0,451 0,898 0,996 0,456 0,908 0,996 K40 0,439 0,873 0,993 0,447 0,887 0,992 K50 0,430 0,851 0,990 0,439 0,869 0,990 K60 0,421 0,831 0,986 0,432 0,852 0,986 K70 0,413 0,811 0,982 0,425 0,836 0,984 K80 0,404 0,788 0,977 0,418 0,820 0,981
4.6. Anchorage length The anchorage length is of central importance if an effective strengthening design is to be achieved. A correct performed design, will always give a concrete failure. An anchorage failure is characterised by failure mode 5 in figure 4.2. Laboratory tests performed by (Täljsten, 1994) and (Holtzenkämpfer, 1994), among others, show that there exists a so-called critical anchorage length over which the anchorage does not contribute to increased load-bearing capacity, but instead to increased safety in the form of cracking along the anchorage. Note that the internal tensile steel reinforcement is not allowed to yield in the anchorage zone for the models described below. The variation of the tensile force in the steel reinforcement is proportional to the variation of the bending moment, which means that the moment diagram can be used to describe changes in the tensile force. The value that the tensile force receives from the moment curve must be corrected due to the inclined cracking that the shear force causes. The tensile force curve is displaced a distance al compared to the moment curve in the direction toward the supports, see figure 4.6. In a studied cross-section, the following yields:
dMMzFzF ffss +=+ (4:51)
51

Chapter 4 Design for FRP strengthening in bending
Figure 4.6 The displacement of the tensile force curve in relation to the moment curve Since the derivative of the moment is equal to the shear force:
dVdx
dM= (4:52)
by calculating the distance al as the addition dx, it can be written:
aVdM d= (4:53)
and
aVMzFzF dffss +=+ (4:54)
The shear force is carried by the stirrups that crosses the inclined shear crack. If the outer load is neglected for the studied part of the beam in figure 4.7, the following equilibrium conditions can be derived:
52

Design for FRP strengthening in bending Chapter4
0sinFV vd =− β (4:55)
02
cotzcotzsinFzFzFcotzVM vffssd =+
−−−+βαβα (4:56)
Figure 4.7 Beam section with intervening forces for determination of the tensile force Ff in carbon fibre laminate with consideration to an inclined crack section Equation (4:55) and (4:56) gives:
( βα cotcot2
zVMzFzF d
ffss −+=+ ) (4:57)
where
( )β
βαβ sin
scotzcotzAf
VsinFVV svsv0v0d
++=+= (4:58)
For vertical stirrups with β = 90° this becomes
αcots
zAfVV svsv
0d += (4:59)
The stirrups contribution Vs to the shear force capacity is:
szAf
V svsvs = (4:60)
Equation (4:60) in equation (4:59) gives:
53

Chapter 4 Design for FRP strengthening in bending
s
d
VV
cot =α (4:61)
Comparing equation (4:54) and (4:57) gives the tensile force’s displacement as:
( βα cotcot2za −= ) (4:62)
The following holds for β = 90°:
s
d
VV
2za = (4:63)
Using an approximate inner lever arm of z = 0.9d finally gives:
s
d
VV
d45.0a = (4:64)
Where bending cracks are not expected and no statically effective shear force reinforcement occur, al = 0 can be set. This rule, however, must only be applied at the distance from the bending-cracked area that is required for anchorage of the force F2 – F1 in the steel reinforcement or in the laminate, see figure 4.8. The practical procedure for determining the tensile force displacement and anchorage of the laminate is shown in the example in appendix A. It is clear from the above reasoning that the tensile force necessary to maintain the equilibrium from the bending moment M + ΔM is divided between existing steel reinforcement and laminate. The force in steel reinforcement as well as in laminate can be limited considering the actual anchorage length or other anchorage possibilities. The tensile force in the laminate can be calculated as:
f
ss
ff z
zF
zdMMF −
+= (4:65)
where Fs is the largest force that can be handled by the steel reinforcement, limited either to stress level or available anchorage. According to the experimental work by (Täljsten, 1994), Ff may not exceed 1/5 of the laminate’s tensile capacity in the anchorage section; i.e.:
fffdf
ff E2.0f2.0
AF
εσ =≤≤ (4:66)
54

Design for FRP strengthening in bending Chapter4
The force Ff should also be possible to absorb within adequate anchorage length, la. According to (Täljsten, 1996), a fracture mechanics approach can be applied to calculate anchorage length. If the bonded zone is relatively brittle and the stiffness for the concrete beam or slab is considerably larger than for the laminate there exists a critical anchorage length lcr:
ffct
ffcra twEf
E2.0 ε= (4:67)
where lcr = 250 mm w = 0.5 mm, crack width based on fracture mechanics and tests in mode I and II
Figure 4.8 The variation of tensile force between bending cracks and the uncracked area in a beam without shear reinforcement. The anchorage length, lcr, shall however be at least double the theoretical calculated length, or at least 250 mm. This is because a short anchor length is vulnerable to air voids or mistakes during the execution process.
4.7. Control of cracks When a concrete structure is reinforced with strips a crack calculation according to BBK 94 or other national codes is recommended. If the whole surface is covered, no crack calculation is required.
55

Chapter 4 Design for FRP strengthening in bending
4.8. Control of shear and peeling stresses The maximum moment can also be limited due to shear- and normal stresses in the bond zone. Calculation of shear- and normal stresses for structures loaded in bending is relatively complicated. The stresses will vary according to the placement of the exterior load and along the beam, see figure 4.9 and 4.10. The maximum shear stress for an arbitrarily placed point load can be calculated according to:
( )( )2
cc
amax
1aa
ba2WsE2PG
λλτ +
+−+
= (4:68a)
⎥⎥⎦
⎤
⎢⎢⎣
⎡++=
cc
0
ccff
fa2
WEz
AE1
AE1
sbG
λ (4:68b)
Figure 4.9 Shear and peeling stresses and strains on the end of a concrete beam reinforced with laminate. The derivations for normal stresses are considerably more complicated, see (Täljsten, 1997). A simplification on the safe side is to assume that normal stresses are equal to shear stresses. The following failure criterion is used:
ctk1 f<σ (4:69)
where σ1 is the principal stress, which can be expressed as:
56

Design for FRP strengthening in bending Chapter4
21
2xy
2yxyx
1 22 ⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛ −+
+= τ
σσσσσ (4:70)
( )xτ , [MPa] ( )xσ , [MPa]
0,0
1,0
2,0
3,0
4,0
0 50 100 150 200
FE - analysis
Analytical calculation
57
x, [mm] x, [mm] Figure 4.10 Principle sketch of the variation in shear and peeling stresses along a strengthened beam with a symmetrical point load In figure 4.11 the failure criterion is shown schematically. σx is derived from the bending moment in the cut-off point, compare to equation (4:6b):
-0,5
0,0
0,5
1,0
1,5
2,0
0 50 100 150 200
FE - analysis
Analytical calculation
Figure 4.11 The failure criterion for peeling failure at the laminate end
( 01
xx yh
IM
−=σ ) (4:71)

Chapter 4 Design for FRP strengthening in bending
where I1, the moment of inertia in Stage I can be written as:
( )
( ) ( ) ( )20fff2
0sss
2
0
3
ffssc1
ydAydA1
2hybh
12bhII1II
−+−−+
+⎟⎠⎞
⎜⎝⎛ −+=+−+=
αα
αα (4:72)
If vertical cracks exists at the end of the laminate, the moment of inertia in Stage II should be used i.e. equation (4:71) becomes:
( xhI
M
2
xx −=σ ) (4:73)
where I2, moment of inertia in Stage II, can be written as:
( ) ( 2fff
2sss
23
ffssc2 xdAxdA2xbx
12bxIIII −+−+⎟
⎠⎞
⎜⎝⎛+=++= αααα ) (4:74)
A typical design of strengthening for bending with bonded laminates is presented in appendix A.
58

Chapter 5 Design for FRP strengthening in shear
5.1. Introduction This chapter will focus on shear strengthening design of external reinforcement in the form of fabrics or laminates in addition to the traditional steel reinforcement, see figure 5.1. The fibre material can be glass, aramid or carbon where carbon is the most commonly used. In contrast to designing for bending, a generally accepted physical model for shear design does not exist. The shear design models are mainly based on empirical studies, mostly on extended experiments on beams, often analysed by means of simple equilibrium models for the failure zone, for example the truss model. However, there exist shear models that attempt to give a more comprehensive theoretical background to the shear behaviour of reinforced concrete beams, see for example (Collins and Mitchell, 1996). However, here the traditional truss model is used.
Figure 5.1 Concrete beam strengthened for shear with external reinforcement in the form of CFRP fabric The strengthening material can be applied in the form of sheets or over the entire beam or as strips. In addition, the reinforcement can be vertical, horizontal or inclined.
59

Chapter 5 Design for FRP strengthening in shear
5.2. Type of shear failures The cause of shear failure is a result of a complicated mechanism. A combination of the effect of shearing together with shear force influence creates a multi-axial stress-state in the beam, where the maximum tensile stresses are generated at angles between 30 – 60° (depending on reinforcement and loading) in relation to the construction’s longitudinal axis. This leads to the formation of inclined shear cracks and ultimately to failure, see figure 5.2.
60
Figure 5.2 Main types of shear force failure We must have a basic understanding of the behaviour and different types of shear failures to be able to strengthen concrete structures in shear. In normal situations, a concrete structure is designed to reach large deformations before failure, which means that the failure is often a bending failure. However, for a concrete beam with conventional steel stirrups the shear failure can be characterised in the following main categories: • Web shear failure. Arise in those regions where the beam is not affected by
bending cracks. The failure occurs when the principal tensile stress exceeds the concrete’s tensile strength in the web. The failure is often a result of insufficiently or lack of shear reinforcement.
• Bending shear failure. The failure initiate from bending cracks to inclined shear
cracks. The crack grows from the structure’s tensile zone towards the compression zone. The final failure is crushing or splitting of the compressed zone. Shear reinforcement and external strengthening that crosses the cracked zone contributes to the shear force resistance. The shear and bending reinforcement acts as tensile bars and the concrete in the beam’s compression zone and the inclined concrete struts between the shear cracks act as compressive bars in the truss model.

Design for FRP strengthening in shear Chapter 5
• Compressive failure in web. The failure is caused is caused by compression failure in the inclined concrete struts in the truss. The failure can occur when the shear reinforcement is over-dimensioned. In this case, the steel reinforcement do not reach the yield limit before the concrete’s compression strength is reached.
When a concrete beam is also strengthened with external composites, another two failure modes can occur, see figure 5.3. • Fibre failure in the composite. Occurs when the fibre’s critical strain capacity is
exceeded. The failure is often characterised by a propagating failure where the composite gradually fails, especially for fabrics. The failure is usually brittle. However, the orientation of fibres in relation to the greatest principal strain affects the ductility.
• Anchorage failure. Occur when the concrete’s external strength is too low or the
anchorage area is too small to transfer the shear forces between the reinforcement and the concrete. In many cases this type of failure can be avoided by wrapping the beam with fabric to create closed FRP stirrups.
Figure 5.3 Shear failure in a rectangular concrete beam strengthened with composites.
5.3. Contribution of externally bonded reinforcement Only the equilibrium equations is used to evaluate the external composite contribution to a beam shear force capacity. No consideration is taken to the stress and strain distribution i.e. the effects of the dead load or other loads at the moment of strengthening are neglected. The following conditions apply: • The shear force is assumed to be equally distributed along the entire width of the
structure, perpendicular to the beam axis. • The shear cracks occurs in the direction of greatest principal tensile stress. • Bernoulli’s hypothesis applies, i.e. plane cross-sections remain plain under load.
61

Chapter 5 Design for FRP strengthening in shear
Figure 5.4 Concrete beam strengthened for shear force with external reinforcement and loaded with a distributed load q(x) Let us study a simple supported beam with a rectangular cross-section that is strengthened for shear and loaded with a distributed load q(x), see figure 5.4. The original beam is reinforced with both bending and shear reinforcement. The shear force capacity of the original beam is obtained by V0 = Vs + Vc and the capacity of the strengthened beam is obtained by V = V0 + Vf for external composite reinforcement. The external reinforcement is angled β from the horizontal plane. The greatest principal tensile strain occurs at right angles to the crack plane, i.e. in the local direction ς. Consider a beam strengthened with bonded FRP sheets at an angle β´to the horizontal plane. The angles α and β´ represent the direction and normal of the shear crack plane with respect to the horizontal plane respectively. Since the composite material is anisotropic, special consideration must be taken to the fibre direction on the strengthened beam. Study a section from a reinforced concrete beam such as in figure 5.5. Equilibrium equation in the vertical direction gives:
∑ = 0V (5:1) 0cosFsinFVVa)x(q ''0A =−++− ββ ςης
With the assumption that q(x)a negligible compared to the other terms we get:
∑ = 0V (5:2) ''0A cosFsinFVV ββ ςης −+=
62

Design for FRP strengthening in shear Chapter 5
Figure 5.5 A section from a strengthened concrete beam and applicable forces within Since:
( ) ααβ cos90sinsin ' =−= (5:3a)
( ) ααβ sin90coscos ' =−= (5:3b)
Equation (5:2) can be written:
∑ = 0V αα ςης sinFcosFVV 0A ++= (5:4)
The components from the composite contribution:
efi
if nbt2dLt2F ςςς σσ == ∫ (5:5)
and
efi
if nbt2dLt2F ςηςηςη ττ == ∫ (5:6)
where Li is the length of the shear crack, be the width of the section of composite strip crossing the shear crack, n number of strips, be the width of each strip on section L. Thus:
63

Chapter 5 Design for FRP strengthening in shear
αsinzL = (5:7)
αsin1
bz
bLn
ee== (5:8)
Using equations (5:7) and (5:8) in (5.5) yields:
ασ ςς sin
1zt2F f= (5:9)
and in equation (5.6):
ατ ςηςη sin
1zt2F f= (5:10)
The capacity shear force capacity in the studied section can then be expressed as:
∑ = 0V ( )ςηςςης ταστασ −+=−+= cotzt2Vzt2cotzt2VV f0ff0A (5:11)
Using z = 0.9d in equation (5.11), we finally obtain:
∑ = 0V ( )ςης τασ −+= cotd9.0t2VV f0A (5:12)
The stress components in the local coordinate system, ς-η, can be written as:
[ ]⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧−
LT
T
L1T
τσσ
τ
σ
σ
ςη
η
ς
(5:13)
where
[ ]⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−−
−=−
θθθθθθθθθθθθθθ
22
22
22
1
sincoscossincossincossin2cossincossin2sincos
T (5:14)
The composite’s properties, σL, σT and τLT, are usually found by material test; see discussion in chapter 3. Equation (5:12) can be difficult to use in design practice. A simplified derivation of the shear force contribution from a composite sheet or strip on a reinforced concrete beam is needed. Assume the following:
64

Design for FRP strengthening in shear Chapter 5
The composite takes only force in the direction of the fibre. The shear crack inclination is α = 45° and the principal tensile stresses are normal to the crack plane. Two strengthening cases are studied; 1) entire side covered with composite and 2) strengthening with strips. Applying the truss model, see figure 5.6 gives:
Figure 5.6 Strengthened concrete beam, entire side covered
f0A VVV += (5:15)
βsinnFV ff = (5:16)
where
( )s
cotcotzn βα += (5:17)
65

Chapter 5 Design for FRP strengthening in shear
fe,ff AF σ= (5:18)
Equation (5.17) and (5.18) in (5:16) gives:
( )β
βασ sin
scotcotzA
Vf
fe,ff
+= (5:19)
The effective stress have to be considered in the composite and its direction relative to the shear crack. Figure 5.7 shows the relationships between the angle of fracture α, fibre direction β, and the angle between the principal tensile stress and the fibre, θ.
Figure 5.7 Relationship between angle α, β and θ It then follows:
90−+= βαθ , where 45° < β < 90° (5:20)
The effective stress in the fibre, σf,e, can more simply be expressed as:
θεθσσ 2ff
2fe,f cosEcos == (5:21)
Giving the contribution of the composite as:
( )θβ
βαε 2
f
ffff cossin
scotcotzA
EV+
= (5:22a)
where Af = 2tfbf z = 0.9d α = 45° Equation (5:22) can also be written in the following form:
66

Design for FRP strengthening in shear Chapter 5
( ) θββε 2
ffffff cossin
scot1d9.0Ebt2V +
= (5:22b)
If the entire side is covered, sf becomes:
βsinb
s ff = (5:23a)
For a beam strengthened with strips figure 5.8b) we get:
βsinrb
s ff
+= (5:23b)
Figure 5.8 Strengthening of an entire side or with strips However, compared to steel stirrups a considerable difference exists. For steel reinforcement in the ultimate limit design, the stirrups are assumed to yield. However, FRP does not have a yield limit and behaves linear elastic up to failure. For a rectangular beam, the maximum shear stress is at the centre, see figure 5.9. Steel stirrups can distribute the load until all steel bars yields and the condition in Vs is fulfilled. However, this is not possible for FRP materials. The first strip reaching the ultimate stress will define the failure load, i.e. the capacity of the strengthening.
67
P
ε(y)y
h
τ(y)
Figure 5.9: Shear stress over a rectangular cross-section and converted to maximum principal strains over a shear crack, Carolin (2001).

Chapter 5 Design for FRP strengthening in shear
In figure 5.10 all steel stirrups reach the yield limit, S1 to S5 in the crack plane, see stress-strain diagram. However for the fibre sheet the distribution will be such that C3 is the strip with the highest strain (stress). Even though the contribution from the FRP sheets is considerable at fibre failure of C3. In engineering design this can be difficult to handle. A simplified approach is necessary where the effect of the strain distribution is considered
P
P
ε(y)
12
34
5
V
V
σ
ε
Steel
CFRP
1, 5
32, 4
S1, S5
C1, C5C2, C4C3
S2, S4
S3
x
xx
x
x x x
V1V2 > V1
12
34
5
σ = fsy
σ = f(ε)
Figure 5.10 Principal model of shear capacity contribution for steel and CFRP Tests by Carolin (2001) have shown that a factor of 0.6 of the ultimate strain, i.e. εf = 0.6εfu gives a good estimation of the shear capacity for rectangular beams strengthened with carbon fibre composite sheets. This means that equation (5:22) can be written as:
( ) θββε 2
ffffff cossin
scot1d9.0E6.0bt2V +
= (5:24)
68

Design for FRP strengthening in shear Chapter 5
For design, the most realistic is to strengthen a construction for shear either with vertical or inclined reinforcement, β = 45°. Depending whether the entire side is being reinforced or if strips are being used, we get four design cases: Case 1: Entire side strengthened with inclined fibres, β = 45° .
d9.0Et2.1V ffff ε= (5:25a)
Case 2: Entire side strengthened with vertical fibres, β = 90° .
d9.0Et6.0V ffff ε= (5:25b)
Case 3: Strengthening with inclined strips, β = 45° .
d9.0Erb
bt2.1V ff
f
fff ε
+= (5:25c)
Case 4: Strengthening with vertical strips: β = 90° .
d9.0Erbbt6.0
V fff
fff ε
+= (5:25d)
5.4. Tensile failure in fibre Tensile failure in the fibre is probably a very rare type of failure and the construction has usually failed in another way before that actually happens. However, it still must have to be considered. Fibre failure can happen if the ultimate strain exceeds the maximum allowable strain of the fibre material or:
crfu εε < (5:26)
Here the strain in the fibre during static loading is limited to:
fuf 6.0 εε < (5:27)
In the same way as for bending, the stress level for steel reinforcement is checked so that it does not reach yielding in the service limit state.
69

Chapter 5 Design for FRP strengthening in shear
5.5. Anchorage failure in concrete Anchorage failure in concrete is most likely the most common type of failure when strengthening with external reinforcement especially when using thin strips. The reason for this is that it can be difficult to obtain sufficient anchorage lengths. This is especially true for T-sections where it can be difficult to anchor the laminates/strips in the compression, see figure 5.11. When the entire side is strengthened, the anchorage length is not usually a problem since the anchorage area is very large.
Figure 5.11 Anchorage of externally bonded reinforcement a) strengthening with strips b) strengthening of the entire side The anchorage in shear can be studied with the same expressions as for bending, (especially when thin strips are used), hence the following relations must be fulfilled:
fffd0ff
ff E2.0f2.0
AF
εσσ ==≤≤ (5:28)
The force Ff be taken up within a sufficient anchorage length, la, see chapter 4:
ffct
ffcra twEf
E2.0 ε= (5:29)
where lcr = 250 mm w = 0.5 mm, constant based on fracture mechanics from trials in mode I and II fct = concrete tensile strength Ef = Young´s modulus of composite tf = thickness of composite
70

Design for FRP strengthening in shear Chapter 5
The minimum permitted anchorage length is double the theoretically calculated, or at least 250 mm. However, if possible, it is recommended to wrap FRP shear strengthening around the beam, see figure 5.12.
PW
CFRP Strengthened T-Section
CFRP rod with fibre bundle
Rounded corners
A hole is drilled throughthe T-section
Figure 5.12 Anchor for wrap systems
5.6. Comments regarding strengthening of RC structures in shear
When strengthening a RC beam in shear it is always beneficial if the FRP material can form a closed loop, a “stirrup”. However, this is not always possible and therefore the next best option is to anchor the FRP in the compressive zone. If proper anchorage cannot be obtained suggestions for another strengthening method shall be given. Furthermore, it is most effective both from a strengthening and an economical point of view to place the fibres perpendicular to the shear crack. However, in many situations it is more practical to place the fibres vertically. A horizontal placement of the fibres will only give a limited contribution to the strengthening effect. Nevertheless, if the strengthening work and the design is carried out in a careful way, considerable strengthening effects can be obtained. It is also advisable to check whether the failure mode after strengthening has changed, i.e. to avoid compressive failure in the concrete. Appendix B, gives an example on how to strengthen a RC beam in shear with FRP.
71

Chapter 5 Design for FRP strengthening in shear
72

Chapter 6 Design for FRP strengthening in torsion
6.1. Introduction Strengthening concrete structures in bending with external composite reinforcement is relatively common around the world. The applications for shear strengthening are fewer and no on strengthening for torsion have so far been published. Most likely, the need for strengthen a structure for torsion is not as great as for strengthening in bending and shear. This chapter is largely based on earlier work by (Täljsten, 1998). One type of structure that has potential for strengthening in torsion is box-girder bridges. These bridges are best suited for long spans and are therefore not as prevalent as other bridge types. Figure 6.1 shows a cross-section of a typical box-girder bridge. Other types of structures are of course conventional beams and columns.
Figure 6.1 Cross-section of a concrete box-girder bridge This chapter focus is on strengthening for torsion with composite materials, however. However, first we are going to repeat the basic design equations for torsion.
73

Chapter 6 Design for FRP strengthening in torsion
6.2. Basic design assumptions and equations for torsion The design relationships for reinforced structures in torsion have their base in regular design for concrete structures. According to BBK 94 (Swedish concrete codes) the torsion capacity of a concrete element can be written as:
cttsd f4.0ZZfT ⋅== (6:1)
and for pre-stressed reinforced concrete:
74
)( cmcttsd 2.0f4.0ZZfT σ+== (6:2)
where Z, ft, fct and σm are the plastic resistance, formal torsion strength, concrete tensile strength and normal stress in concrete, respectively. The amount of required steel reinforcement in torsion is found from:
θtanfA2
Ts
A
svef
dst = (6:3)
where Ast, s, Td, Aef and fsv are steel reinforcement, distance between stirrups, torsional moment, effective concrete area and tensile stress in steel reinforcement, respectively. These equations are based on St. Venant’s principle; that the shape of the cross-section remains unchanged after the torque being applied. Also, the deformation perpendicular to the cross-section is zero and the only stress present in the cross-section is the shear flow q, see figure 6.2. The shear flow is the result of the shear stress over the thickness of the walls in the studied cross-section. If a membrane element, ABCD in figure 6.2 is cut out, this element is only exposed to shear forces, where 1τ is the shear stress on AD and 2τ the shear stress on the area BC. The thickness of the element is for the area AD and for the area BC. An equilibrium equation in the direction gives:
1h
2h
tt
AB
CD
dt
r
qdt
q
T
CD
BA
h1
h2
hq
τ1
τ1τ2
τ2
l
l
1
1
Figure 6.2 Arbitrary cross-section exposed to a torsional moment and a cut-out membrane from the larger element

Design for FRP strengthening in torsion Chapter 6
2211 hh ττ = (6:4)
Since the shear stress on opposite perpendicular planes must be equal, the shear stress on side AB must be 1τ in point A and 2τ in point B. It follows from equation (6:4) that τh on area AB must be the same in points A and B, which by the definition of shear flow, hq τ= , means that q is as large in point A as B. The relation between the torsional moment, T, and the shear flow, q, can be derived with a moment equilibrium equation around axle . The shear force over a length dt is qdt. The contribution of this element to the total torsional capacity is qdt(r), where r is the distance from the centre to the shear force. The total torsion capacity can thus be written as:
∫= rdtqT (6:5)
Note that rdt in the integral corresponds to twice the area of the triangle formed by r and dt in figure 6.2. If this is summed around the entire cross-section, the following is obtained:
∫ = 0A2rdt (6:6)
where A0 is the cross-section Equation (6:6) and equation (6:5) now gives:
0A2Tq = (6:7)
Equation (6:7) was first derived by (Bredt, 1896). For a rectangular cross-section, see figure 6.3. Similar approximate relation can be written, see (Betonghandboken Konstruktion, 1990).
b
Aef
q
q
h
F /4l
q/tanθ
F /4l
F /4l
F /4l
Figure 6.3 Rectangular cross-section exposed to a torsion
75

Chapter 6 Design for FRP strengthening in torsion
bh2T
A2Tq
ef== (6:8)
If we now apply the truss-model on figure 6.4, an equilibrium equation can be established. A vertical equilibrium equation for the tensile steel reinforcement and a vertical as well as horizontal balanced equation for the compressed concrete element give:
↑ ααα tanhVtanq
sF
0cothsF
qhV tt +=⇒=−+ (6:9)
↑
→ (6:10) αα
αα
cotVcotqhNF0asinDqhV
0cosDFN++=⇒
⎭⎬⎫
=−+=−+−
In the case of pure torsion, 0N = and 0V = and the equations (6:9) and (6:10) together with equation (6:8) finally gives:
αα tanbh2Ttanq
sFt == (6:11)
αα tan1
bh2T
tan1q
h==
F (6:12)
Figure 6.4 Truss-model for torsion This can be compared with the expression in (BBK 94), where equations (6:11) and (6:12) are written as:
θtanA2T
sfA
ef
stst ≥ (6:13)
76

Design for FRP strengthening in torsion Chapter 6
θtanA2u efef
slsl =1TfA
(6:14)
These equations are in fact equal since for the two-dimensional case, uef = h. For the three-dimensional case, uef corresponds to 2(b+h), which is the perimeter for the cross-section, see also figure 6.3. Stresses are taken in both concrete and longitudinal steel reinforcement and stirrups, with the inclination θ in the concrete struts. For a given structure, the crack-angle under load will adjust to the capacity of the tensile reinforcement as well in the stirrups. In an under-reinforced concrete structure where both the bending and shear reinforcement reach the yield stress before failure, the following relation for the crack-angle is obtained:
slyl
efstyv
Afu
sAf
tan =θ (6:15)
6.3. Design for strengthening in torsion Cracks in concrete due to torsional loading usually follow the same mechanism as concrete cracking under shear loading. However, it is important to understand how a torsional fracture develops. In figure 6.5, this is shown schematically. Here two beams have been folded out and compared to each other. The first one is loaded in torsion and the second in shear. In both cases it is possible to follow the crack on both sides of the beam, but in contrast to the beam loaded in shear, the crack for the beam loaded in torsion follows a spiral pattern.
77
Figure 6.5 The forming of a torsion crack in comparison with a shear crack. In figure 6.6, three alternative methods of strengthening a rectangular concrete structure with fibre composites are reviewed.

Chapter 6 Design for FRP strengthening in torsion
Figure 6.6 Main alternatives for strengthening a concrete beam for torsion using fibre composites. For rectangular beams, the strengthening material can be wrapped around the structure, which is not possible on box-girder bridges or, for example, on T-beams. In the first case the composite can be anchored in the corners and in the latter in the slab. Otherwise the only possibility is to strengthen each side. Strengthening the sides have some effect, (Täljsten, 1998) but the method is not recommended especially not for structures loaded in torsion. When strengthening a concrete structure for torsion with fibre composites, the same method as in shear can be used assuming that the truss-model applies. However, the fibre composite is an anisotropic (orthotropic) material. The placement of the fibres in relation to the principal strain direction must be considered. There are many different methods to strengthen a concrete beam using fibre composites. However, the placement is limited to vertical or inclined fibres on the sides of the beam, according to figure 6.6. The concrete structure can be strengthened with CFRP laminates of wraps. For ordinary reinforced concrete structures, especially rectangular concrete beams wrapping, is more favourably. The reasoning is twofold, early cracking is prevented and the beam is held together by the external composite reinforcement. This assumes good adhesion and sufficient bonding zones for the attached strengthening material. In strengthening for torsion, wrapping with fabrics is recommended.
78

Design for FRP strengthening in torsion Chapter 6
Before a concrete beam reinforced with fibre composite is analysed we will first use an outer reinforcement of an isotropic material such as steel. The reason is that the design derivations become more refined and it is then more simple to follow than corresponding derivations for CFRP strengthening. The truss-model is assumed applicable when steel strips surround a beam. Equation (6:13) can be applied in the same manner as with normal steel-reinforcement. In this case of outer steel strips:
αtanbh2T
stfb sts ≥ (6:16)
where bs and t are the sheet metal’s width and thickness respectively. Here it is assumed that all four surfaces of the beam are strengthened with steel plates.
Figure 6.7 Element strengthened with external reinforcement exposed to torsion In the case when the reinforcement is applied on the sides of a beam loaded with the torsional moment, T, we obtain:
bh2Tq0
2bqh2
2bqh2T =⇒=−− (6:17)
Equation (6:9) with the help of equation (6:17) can then be written as:
αtanbh2T
sFt = (6:18)
The next step is to study a more hypothetical case where the reinforcement is applied at an angle to the concrete beam, β. Studying figure 6.8, and setting up equilibrium equations for the cross-section, give:
79

Chapter 6 Design for FRP strengthening in torsion
Figure 6.8 Concrete beam strengthened with inclined reinforcement of isotropic material such as steel
↑ ⇒=+
−+ 0sins
cothcothFqhV t ββα
( ) ( ) ββαββα sincotcot1
hV
sincotcot1q
sFt
++
+=⇒ (6:19)
In the case of pure torsion, equation (6:19) reduces to:
( ) ββα sincotcot1q
sFt
+= (6:20)
When the reinforcement is applied on four sides according to figure 6.8, the expression for the torsional moment, T, can be written as:
bh2Tq2
2hqb2
2bqhT =⇒+= (6:21)
which with equation (6:20) gives:
( ) ββα sincotcot1
bh2T
sFt
+= (6:22)
which with β = 90° is identical to equation (6:18).
80

Design for FRP strengthening in torsion Chapter 6
The next step is to analyse the strengthening with external fibre composites. Similar to shear strengthening, the studied cross-section can be strengthened with laminates or narrow strips, or the entire side can be covered. We will concentrates on the engineering-related origins of strengthening in torsion; that is to say, consideration is only given to the stress that the fibres build-up perpendicular to the crack plane. The following simplification can then be made: • The composite only takes up forces in the fibre direction and, it is assumed that the
crack angle is α = 45° and that the principal tensile stresses are perpendicular to this crack-plane.
Two strengthening cases are studied; strengthening with strips, (a) in figure 6.9 and when the beam is completely covered with fabrics, (b) in figure 6.9. Equilibrium gives:
↑ ⇒=+
−+ 0sins
cothcothFqhVf
f ββα
( ) ( ) ββαββα sincotcot1
hV
sincotcot1q
s f
t
++
+=⇒
F (6:23)
In the case of pure torsion:
( ) ββασ
sincotcot1q
sA
sF
f
fe,f
f
t
+==⇒ (6:24)
The torsional moment as function of shear flow, see figure 6.9, becomes:
bh2Tq = (6:25)
Substituting equation (6:25) into (6:24) yields:
( ) ββασ
sincotcot1
bh2T
sA
f
fe,f
+= (6:26)
with Af = 2tfbf α = 45°
θεθσσ 2ff
2fe,f cosEcos == (6:27
θ = α + β -90°, where 45° < β < 90°
81

Chapter 6 Design for FRP strengthening in torsion
Figure 6.9 Concrete beam with inclined reinforcement in the form of fibre composites. Equation (6:26) can now be written in the form:
( ) ββαε
sincotcot1
bh2T
sEbt2
f
ffbf
+= (6:28a)
It yields further, see chapter 5, that the strain distribution is uneven over the cross-section and that the ultimate limit strain needs to be reduced with a factor of 0.6. Therefore equation (6.28a) can be written as:
( ) ββαε
sincotcot1
bh2T
sEbt2.1
f
ffbf
+= (6:28b)
Furthermore, for the two alternatives:
82

Design for FRP strengthening in torsion Chapter 6
βsinb
s ff = (6:29a)
if the entire side is covered, as well as
βsinrb
s ff
+= (6:29b)
if the side is covered with strips, r is the distance between these strips. Just as with shear strengthening, it is assumed to be most realistic to strengthen a structure with vertical, β = 90° or inclined β = 45° strips or wraps. The four design cases can now be written as: Case 1: Entire side strengthened with inclined fibres, β = 45°.
bhTEt4.2 fff =ε (6:30a)
Case 2: Entire side strengthened with vertical fibres, β = 90°.
bhTEt2.1 fff =ε (6:30b)
Case 3: Strengthening with inclined strips, β = 45°.
bhT
rbEbt4.2
f
ffff =+
ε (6:30c)
Case 4: Strengthening with vertical strips, β = 90°.
bhT
rbEbt2.1
f
ffff =+
ε (6:30d)
These equations are the basis for design of strengthening in torsion with CFRP materials. A reinforced concrete structure subjected to torsion can fail in one of the following ways: • Compression failure in the concrete struts • Exceeding the ultimate strain in the fibre or steel • Anchorage failure between concrete and composite The first fracture type is controlled with conventional concrete theory. The second and third types can be investigated with the same method as for shear strengthened structures, see chapter 5, sections 5.4 and 5.5.
83

Chapter 6 Design for FRP strengthening in torsion
6.4. Comments regarding FRP strengthening in torsion The derived design equations based on the truss-model, see for example Hsu, 1984. The theoretical study is simplified and a more in-depth study should be of interest. Generally, it is very simple to undertake strengthening with external reinforcement in torsion, especially when using fabrics where the method can be compared to wallpapering. However, in order to achieve the desired strengthening result, it is important that the concrete and the included reinforcement material be handled appropriately. It is also recommended that a closed shear flow should be created by wrapping the structure around its cross-section. Figure 6.10 shows in principle how reinforcement of a box cross-section for a box-girder bridge could be performed with carbon fibre fabrics. Considering the possibility of relatively simply increasing the torsional stiffness in a box-girder bridge using external reinforcement, it is recommended to strengthen with fabrics placed at ± 45° in both the web and flange; the corners can be anchored for example with angle irons.
Figure 6.10 Principle suggestion for strengthening of box bridges Appendix C shows how strengthening with fibre composite can be performed for a rectangular concrete beam.
84

Chapter 7 Fatigue on FRP strengthened concrete structures
7.1. Introduction A good deal of research has been directed to investigate the mechanisms behind fatigue and there is still no complete explanation for this phenomenon. It is not a simple problem to handle theoretically or experimentally since the process begins in the atom structure and develops from the first load intervals to over thousands or millions of intervals to a potential failure. Fatigue failure can occur in a structure that is exposed to a large number of repeated load cycles. The strength at fatigue failure is usually substantially lower than the strength observed for a single load cycle. Building and civil engineering structures are exposed to and are affected by wind, waves, the weight of traffic, machines, cranes in motion, repeated constrained movements as a result of temperature and humidity variations, etc. All of these varying loads can be a cause of fatigue failure. The problems related to fatigue have become more important in the last few years in the building and civil engineering industry. There are several reasons for this: • Design and analysis methods have been improved and refined. Previously, rough
calculation methods in combination with high safety factors risk of fatigue failure were somehow accounted for. In today’s refined methods, the safety for fatigue must be evaluated separately. This requires increased knowledge about the strength of fatigue.
• The quality of material is improving and higher values are being attained for
example in the static failure strength. However, higher failure strength often means that the material becomes more brittle and the fatigue strength in relation becomes lower.
• New types of structures are being built where fatiguing loads occur to a greater
extent than what has previously been common.
85

Chapter 7 Fatigue on FRP strengthened concrete structures
In the early 20th century, several engineers became interested in failure in mechanical components that were exposed to stresses well below the tensile strength. These engineers were perplexed that the components created from plastic material such as soft carbonised steel could fail in a manner that appeared to be brittle. Some definitions and measures that are commonly used in fatigue are:
( )minmax21
mean σσσ += mean value of tensile stress ( )minmax2
1amp σσσ −= amplitude of tensile stress
maxminR σσ= stress ratio ampmean σσσ ±= stress interval
minmaxr σσσ −= stress range uσ = limit of fatigue at stress levels below this limit, fatigue is
not reached, see figure 7.1. fσ = level of stress tensile stress interval that leads to failure
after a specified number of loads
Fatigue is characterised by the initiation of micro cracks that propagate slowly to a sudden failure. The planes of rupture are crystalline and show no sign of yielding, not even in ductile steel. A material’s characteristic properties are usually shown in a S-N diagram (Wöhler diagram). Where the stress range σr or log σr are given as a function of the number of load cycles to failure, N, see figure 7.1. It should be noted that the limit of fatigue is not directly measurable. For each separate test it is only possible to find out if the chosen tensile stress interval is over or under the real fatigue limit.
1 10 102 103 104 105 106 107
σa
σB
σu
N
Figure 7.1 S-N diagram also called Wöhler diagram or σ-N diagram, σa = stress amplitude, σB = static failure load, σB u = fatigue limit, N = number of cycles to failure.
86

Fatigue on FRP strengthened concrete structures Chapter 7
For steel there exists a fatigue limit, under which fatigue does not arise. This value is valid for a large number of load cycles. For concrete, no distinct fatigue limit has be found. The difference between steel and concrete is that steel is a strain-hardening material, while concrete is a strain-softening material. This means that the steel strength increases at large strain levels while concrete strength decreases. Fatigue testing is normally carried out on test specimens where the load is varied in a sinusoidal form and between two constant load levels (constant amplitude testing). However, ordinary structures are not subjected to this type of loading, the load levels are varied more or less randomly, see figure 7.2. Figure 7.2 Normal fatigue loading for structures. The mean value is marked with a straight line. The effect of this type of load variation is usually described by Palmgren-Miners cumulative sub-defects theory (Palmgren, 1924 and Miner, 1945):
∑=
=k
1i i
i 1Nn
(7:1)
Palmgren-Miners rule states that if a body is loaded with n load changes at an amplitude which corresponds to a lifespan of N load changes, the number ni/Ni is the sub-defect. When the sum of all sub-defects reaches the value one, a fatigue failure occurs. In general, three phases, crack initiation, crack growth, and failure of the fatigue process can be found: • Crack initiation: micro-cracks initiate in the material at discontinuities and stress
concentrations. This phase can be up to 30 % of the structure’s total lifetime, calculated in the number of load changes. However, this does not apply to concrete. In concrete, micro-cracks form already during the hardening process.
• Crack growth: the crack successively grows a small amount with each load change. Different assumptions have been made about how this happens and the phenomenon is not entirely explained.
• Failure: when the crack has reached sufficient size it results in a static failure in the remaining uncracked section.
87

Chapter 7 Fatigue on FRP strengthened concrete structures
88
Investigations of fatigue in strengthened structures have been sparse. More research is needed if fatigue in FRP strengthened structures shall fully be understood. However, from literature it is found that FRP strengthened concrete structures behave more favourably in fatigue than ordinary reinforced concrete structures. Still it is necessary to estimate the fatigue performance after strengthening a structure in order to avoid fatigue failure in other parts of the structure. In this section the mechanism of fatigue will be described more generally in concrete and steel and also for reinforced concrete structures. Then, the fatigue behaviour of composites will be described briefly. Finally, the chapter ends with a discussion of how the fatigue concept can be adapted to FRP strengthened concrete structures. Strengthening with external composite materials is often favourable from a fatigue perspective. One reason could be that in normal reinforced concrete structures the stress is concentrated to one or a few cracks in the concrete that grow during the course of fatigue. The composite material is therefore exposed to fatigue loads in these sections. In the cases where an external composite reinforcement is applied, the fatigue load spreads the cracks over a larger area resulting in more and finer cracking as well as less concentrated forces in the embedded steel reinforcement, see also Hjort (1998).
7.2. Characteristic process of fatigue in concrete Concrete is an inhomogeneous material and during hardening receives a large number of air voids and micro-cracks. Stresses due to temperature and shrinkage makes existing inhomogeneities grow and develop to macro-cracks before any load has been applied. The failure procedure consists therefore mainly of crack growth. The development of cracks is slow in the beginning and accelerates at the end. The final failure when the remaining part of the cross-section cannot sustain the load. The complex structure of concrete and its inhomogeneous nature imply that a number of cracks in the most loaded part of the structure arise and increase simultaneously. If the concrete is exposed to repeated loads, the deformations and the size of the cracks will increase gradually. During the fatigue process the concrete will become more and more cracked, and the deformation will increase until final failure. It seems that concrete lacks a clear fatigue limit, at least for load changes less than 107 cycles. According to ACI’s (American Concrete Institute) committee for fatigue, concrete’s fatigue strength after 10 million load cycles is approximately 55% of the static failure strength, regardless of whether the object has been exposed to compression, tension or bending. For that reason the fatigue strength is related to corresponding static strength and number of load cycles, see figure 7.3.

Fatigue on FRP strengthened concrete structures Chapter 7
Number load cycles, N
Figure 7.3 Fatigue strength normalised to static strength as a function of number of load cycles, (Elfgren and Gylltoft, 1994) A number of factors affect the fatigue strength of concrete. Most important are load history, static strength and the surrounding environment. The maximum stress, σmax is the most crucial factor for the fatigue strength. The minimum stress, σmin also has a decisive effect on the fatigue strength. This is obvious since a high minimum stress is directly proportional to the static load of the structure. The minimum stress is often related to the permanent load, while the maximum state of stress occurs when the permanent load is combined with one or more variable loads. A prolonged loading time causes increased creep in the concrete, which in turn gives a lower fatigue strength. Low temperatures have a favorable effect on the fatigue strength. Tests performed by Ohlsson, et al., (1990), on un-reinforced concrete beams loaded in four point bending at + 20 °C and at - 24 °C showed that the static strength increased at the lower temperature and that the fatigue strength increased even more than the static strength. The concrete’s age and the condition of hardening at the moment of testing are crucially important both in the static failure strength and in the fatigue strength. A typical concrete quality has an average fatigue life 2000 times larger at 2 years of age compared to 4 weeks of age. According to BBK 94, the decrease in strength from fatigue is considered together with the number of stress intervals n between two stress levels σmin = σ1 and σmax = σ2. The number of load cycles for a specific load case can be evaluated from the diagram in figure 7.4, which contains both tensile and compression stresses. In the diagram, σ1 and σ2 are normalised against the static characteristic strength fct and fcc .
89

Chapter 7 Fatigue on FRP strengthened concrete structures
Figure 7.4. Diagram for determination of fatigue strength in concrete, from BBK 94
7.3. Characteristic process of fatigue in steel Steel reinforcement products used in the building industry are straight or bended bars, nets, tendons and cables for pre-or post-tensioning. Increased static strength of the steel reinforcement does not mean that the fatigue strength increases correspondingly. The most important factors for fatigue resistance are the geometry, load range and environment (corrosion). The appearance of steel reinforcement affects the length of life and binding to the concrete. Deformed bars have a better adherence to the concrete but the ridges on the bars create local concentrations of stress that will shorten the life span. Even the diameter of the steel bars has an effect on the lifetime. A larger diameter means lower fatigue strength. The speed of crack growth for isotropic materials during specific constant amplitude of load is expressed as an increase of length per interval da/dN. The stress intensity factor steers crack growth phenomenally during the fatigue load. This is described by Paris-Erdogan’s law:
( )mKCdNda Δ= (7:2)
where C and m are two constants to the microstructure, frequency, environment, temperature and tension factor R(R = σmin /σmax). Through Paris’ law the fatigue’s lifetime in a specific material under certain conditions can be determined if the initial and critical crack size is known.
90

Fatigue on FRP strengthened concrete structures Chapter 7
91
7.4. Characteristic process of fatigue in reinforced concrete
When fatigue in reinforced concrete is discussed. It is important to separate over or under reinforced sections. The fatigue capacity in an under-reinforced section is governed mainly by the characteristics of the reinforcing steel. While an over-reinforced section will fail in the compression zone, unless a shear fatigue failure occurred precedes the compression fatigue failure. Fatigue in compression is manifested through massive cracking in the compressed zone with slowly increasing deformations as a result. Therefore, this type of fatigue failure can be detected and characterized as ductile as opposed to a static compressive failure subjected to monotonic loading. However, in an under-reinforced section the fatigue failure will be brittle with no warning in contrast to the static failure. The compressed section of the concrete cross-section during the progress of fatigue is subjected to redistributed stresses. As the concrete material softens the stresses redistributes from the concrete to the steel reinforcement in the compressed zone. Cyclic loads can over time cause cracking in the compressed zone at very low stress levels.
7.5. Characteristic progress of fatigue in composites Since composites are anisotropic materials, that is, i.e. with different properties in different directions, it is important to use the material correctly. In this work, only laminates that are exposed to tensile fatigue and have fibres in one direction are handled. The progress of fatigue in composite material is very complex and difficult to predict. There are several possibilities for failure: • Matrix failure (failure within a laminate) • Fibre failure • Adhesion failure (failure in the boundary between fibre and matrix) • Delamination (separation between different composite layers) These fatigue processes are more likely to lead to a general breakdown of the composite than to give discrete cracks as they do in metals. This can cause fatigue damage, which leads to impaired strength and stiffness. Generally, the fatigue properties in typical graphite/epoxy laminate with fibre in one direction are better compared to metals when they are exposed to cyclic loads in the fibre direction

Chapter 7 Fatigue on FRP strengthened concrete structures
Fatigue of isotropic material is a rather well known area. This is not the case for composite materials, perhaps because they have long been regarded as insensitive to fatigue. Composite materials have very good fatigue properties combined with high strength and stiffness, good resistance to corrosion and a low density, which make them suitable in many structural applications. However, many new composite materials designed to have larger failure strain with retained strength under higher temperatures show worse fatigue properties (for example the composite PEEK, which is a carbon reinforced thermoplastic composite). The reason for this is not known. The fatigue properties in composites compared with metals and alloys are very good. This is a result of large differences in the failure mechanism. For metals, fatigue failure is characterised by a well-localised and dominant crack. The crack initiation occurs always in the surface of the metal as a result of the stress concentration. For this reason, the fatigue properties in metals and alloys can be improved by handling the mechanical properties and the structure of the surface. In composites, breakdown is not concentrated but instead more spread out. The crack growth is irregular and cannot be described by Paris-Erdogan’s law. Almost all acoustic emission from fibre failure, (Jamison, 1986; Murthy, 1993) and measurable reductions in stiffness, (Awerbuch & Hahn,1981; Piggott & Lam, 1991), appear in the last percentage of the total lifespan for the composite before final failure. Delamination is a failure type that is unique for composite laminate and can happen both under static and dynamic load. Delamination means that layers in a laminate separate from one another. This is one of the most common failure types for these materials. There are different types of delamination, but only delamination at free ends will be handled here, see figure 7.5. Free ends include also the free ends of fibres where holes have been made in a laminate. The free end in a composite with many layers shows a unique behaviour that has not been observed in isotropic metal structures. End-delamination has long been considered as a subject for academic studies and has often been ignored in design. The reason is probably that the majority of laminates are very wide, and that the end effect does not affect the net tension significantly. However, in some applications, for instance the rotor blade of a helicopter, the end effect cannot be ignored.
Figure 7.5. Delamination at free ends
92

Fatigue on FRP strengthened concrete structures Chapter 7
93
The occurrence and growth of delamination depends on the shape and the stress field in the laminate, which in turn are dependant on the laminate’s structure. The inter-laminar stresses at the free end are dependent on the relationship between width and thickness in the laminate. For example, the inter-laminar tensions, which are critical for end-delamination, near zero when the ratio of width/thickness is 30 or greater. Composite laminates that are apt to delaminate at the ends show a reduced stiffness during delamination. If the delaminated layers are still able to carry the load, the failure strain will be equal to the failure strain in the original laminate. In this case, the strength will reduce in proportion to the reduction of the Young’s modulus. If, however, the laminate is used in strengthening of concrete structures, i.e. the load is applied only from one side of the laminate, then the parts of the laminate that are attached to the concrete will take a reduced load. There is a risk for catastrophic failure if delamination occurs and therefore delamination must always be considered when choosing laminates. If the tensile stresses exceed the failure stress of the matrix, transverse cracks develop in the matrix. The matrix undergoes a fatigue process where crack initiation and crack perpendicular to the longitudinal tensile stress develops. These cracks are randomly distributed and limited to the lateral direction of the fibres, see figure 7.6b). The failure mechanism can be divided into three different types;
1. Fibre failures with adhesion failure in the boundary area 2. Matrix cracks 3. Shear failure in the boundary area between fibre and matrix.
Fibre failure appears when the local stresses exceed the weakest fibres strength in the composite. A fibre failure creates a shear stress in the area between the fibre and the matrix near the fibre breakage. A failure then occurs in the boundary area between fibre and matrix, a so-called peeling failure, which causes the fibre to slip from the surrounding matrix, see figure 7.7a). The length of the fracture is normally small, a few diameters of a fibre. The failure area acts as stress concentration for tensile stresses in the length direction. If the cyclic stress were sufficiently low, the fibres would fill up the cracks. However, if the local stress exceeds fibre’s tensile strength, the crack will break the fibre and propagate, see figure 7.7c). A shear failure will then occur at the crack tip. One or more of these failure mechanisms can occur simultaneously. The final failure occurs when a sufficiently large crack has been generated.

Chapter 7 Fatigue on FRP strengthened concrete structures
Figure 7.6. Fatigue failure’s mechanisms in composites. a) Fibre failure, adhesion failure in boundary area b) Matrix cracks c) Shear failure in the boundary area Fatigue data for composite material is usually presented in a Wöhler diagram and breakdown of material is usually characterised by a linear S-N log curve derived from linear regression of the measured data. This presentation is rather rough since the composite’s fatigue properties are dependant on which area in the actual load level the material can be found. In this diagram, strain is used instead of stress, where the strain is equal in both the matrix and the fibre but the stress is different as a result of different volume proportions and different modulus of elasticity in the composite. The lower boundary (Region III) in the diagram is given by the matrix’s fatigue boundary εm, the strain by which the matrix’s cracks are limited by the fibres. This boundary is approximately the fatigue limit for non-reinforced matrix material. The upper boundary (Region I) in the diagram is given by the fibre and composite’s failure strain εc. The failure mechanism for static failure (fibre failure and accompanying adhesive failure in the boundary area) is marked in the diagram. The inclined section of the diagram (Region II) is the result of the failure mechanism where the matrix cracks and the crack advances through the fibres followed by shear failure in the fibre matrix’s boundary zone. Using high strength carbon fibre in a standard epoxy matrix gives very little information when considering increased static strength or increased fatigue strength. Figure 7.8 shows the greatest strain against the logarithm of the number of cycles to failure for several different composites built in the same matrix but with different fibres. The final fatigue strength does not distinguish itself significantly despite the fact that the fibre’s strengths are different. This is because the fatigue strength is dependant on the matrix’s properties rather than the fibre’s strength. For laminate with fibre in one direction, the fibres take for the most part the entire load, which means that the tensile fatigue properties are expected to only depend on the fibres.
94

Fatigue on FRP strengthened concrete structures Chapter 7
Figure 7.7 Fatigue diagram for composites with fibres in one direction with
Cracking in matrix Shear failure in the interface
Fibre failure, anchorage failure in the interface
Fatigue limit of the matrix
log N
load parallel to the fibres Since carbon fibre is not sensitive to fatigue, it is expected to have good properties. However, experiments have shown that the incline in the S-N curve is determined almost entirely by the strain in the matrix. During the past few years, the manufacturers have doubled the strength of carbon fibre and increased the elasticity module by 40%. The ductile properties of the matrix have been increased and their resistance against outer environmental effects has increased. Generally, it can be said that the stiffer the fibre, the less strain in the matrix and shallower S-N curve. Many new more ductile matrix materials show greater sensitivity for fatigue loads with steeper S-N curves, this is especially true for thermoplastics, Curtis, 1989.
Figure 7.8 Greatest strain against logarithm of the number of cycles to failure for carbon laminate with fibre in one direction. Comparison of different fibres in the same matrix, (Curtis, 1989).
95

Chapter 7 Fatigue on FRP strengthened concrete structures
7.6. Fatigue behaviour of FRP strengthened concrete structures
Tests reported from RC beams strengthened with FRPs and tested in fatigue are sparse. However, reported tests show a good fatigue behaviour for strengthened concrete beams, but that attention should be given to avoid fatigue failure in the original structure. Tests on RC beams strengthened with CFRP and loaded in fatigue are reported by Ferrier and Hamelin, (2000). These tests show that the strengthening increases the fatigue behaviour compared to unstrengthen beams. From the tests it would appear that fatigue in steel rebars and concrete (in tension or compression) is the dominant factor governing failure. The tests have mainly shown that the stress range in the rebars should be limited to that permitted in an unstrengthen beam. Tests by Shahawy and Beitelman, (1998), indicate that the fatigue performance of reinforced concrete beams strengthened by bonded CFRP laminates, is significantly improved with respect to stiffness, ultimate capacity and extended fatigue life. The percentage increase in fatigue life of beams strengthened with two and three layers of CFRP fabric were 600 and 1000 percent, respectively, when compared to the fatigue life of a reference specimen. Similar results have been reached at Luleå University of Technology for beams that have been tested for fatigue in shear by Mattsson, (1999), and in bending, by Hjort, (1998). Here it seems that it is the properties of the concrete that are the governing factors for failure. For tests in shear, the static failure loads after 1 million cycles at a load range between 40 - 60 % of the ultimate static failure load, was higher compared to the reference beams.
7.7. Suggestion for designing for strengthening for fatigue
When discussing design for fatigue related to FRP strengthened concrete beams, it is difficult especially since it is a relatively unresearched area. In the following suggestions for design, it is assumed that a composite with fibres in one direction is used as well as that the composite is only loaded in the direction of the fibres and that the composite is exposed to tensile stresses. Furthermore, it is assumed that it is the material properties of the existing structures that govern failure. It is then suggested that the fatigue strength in a FRP laminate can be considered sufficient if:
fuf 6.0 εε ≤ (7:3)
where εf = actual strain in fibre εfu = failure strain in fibre
96

Fatigue on FRP strengthened concrete structures Chapter 7
97
An investigation of the concrete structure fatigue capacity is further suggested as a result of the changes in stiffness that occurs during strengthening. A typical example of design in fatigue is examined in appendix D.
7.8. Comments regarding strengthening for fatigue There is no clear correlation to apply to composites in the context of reinforcement exposed to fatigue. In the majority of situations where it is of interest to strengthen a structure, for instance a bridge, which has been exposed to varying and repeated load during a longer time, the stresses on the composite are very low. This is often a result of the demands that are placed on the strengthening. In this situation, it is attempted to strengthen a structure so that the tensile reinforcement is not exposed to strains, which means that the yield limit in the steel reinforcement is reached. It then follows that the useful degree in the fibre composites lies somewhere between 20 – 60 %. From trials and tests in, among others, the flight industry, it has been found that especially for carbon fibre the fatigue strength is very good and is not affected by these load limits. Instead, the concern may be cracking in the matrix and that humidity or pollutants can force their way into cracks and affects the adhesion to the fibre material. When carbon fibre is used this is not believed to be a problem. It has been determined during an investigation that when strengthening with carbon fibre composites, it is only necessary to examine the stress level in the fibre material. However, it can be important that the concrete structure be studied with consideration to fatigue according to the approved standards when a change in stiffness or change in load can have affected the structure.

Chapter 7 Fatigue on FRP strengthened concrete structures
98

Chapter 8 Strengthening of RC columns with FRP
8.1. Introduction A column may be defined as a constructive element loaded in its longitudinal direction, where this direction is considerably bigger than every other dimension, width, diameter etc. For columns (and walls) the axial force is applied eccentric, partly due to way of loading and imperfections, partly due to deflection during loading gives cause to moments of higher order (deflection times additional eccentricity). However, if the column can be considered to be short and with high stiffness the deflections due to loading become small so that the moment of higher order can be neglected. If a column needs strengthening and if the dimensions are to be kept the most beneficial method to increase the load bearing capacity of an existing column is to apply a confinement pressure. It has been proven by numerous researchers that a confinement pressure can enhance the load bearing capacity of axial loaded members. In a traditional reinforced structural member, the confinement is provided for by lateral steel reinforcement. The lateral steel induces compressive confining stresses on the concrete core, due to the elongation of the steel, which is caused by the expansion of the concrete, the Poisson effect, see figure 8.1. When the axial strain increases, the confining pressure in the two transverse directions increases, and the strength of the concrete core in the axial direction is enhanced as well.
Figure 8.1 Lateral expansion of concrete and the response of a stirrup with high retaining action at the corners
99

Chapter 8 Strengthening of RC columns with FRP
100
The confinement of concrete columns is a well-established technique for improving both compressive behaviour, (Richart et al., 1928, 1929, Ahmad and Shah, 1982 and Mander et al., 1988) and flexural response (Chai et al., 1991). Traditionally for new built columns, this is taken care of in design of the steel stirrups. However, for repair and strengthening of existing columns various methods have been proposed for the structural enhancement through confinement, these are briefly described in the next section. Depending on the purpose of the repair or strengthening scheme the shear strength, axial strength and/or ductility can be enhanced. For flexural strengthening of columns, fibre reinforced polymers, sheets or near surface mounted FRP rods can be bonded to the column in an axial direction. Various researchers have suggested different design equations of fibre wrapped concrete columns over the world. These equations are most often related to the national codes of the country and can in some cases be difficult to follow since they in many cases are related to empirical results from tests. This chapter is based on fundamental theory but design suggestions from other researchers have also been incorporated. The design for strengthening columns is considered for short and stiff columns loaded in pure compression. If slender columns are strengthened, additional theory must be used since the effect of second order forces must be taken into account.
8.2. Different methods for strengthening 8.2.1. General Deterioration of reinforced concrete columns due to corrosion of the reinforcing steel and spalling of concrete has been and is a major problem of the aging civil engineering concrete structures around the world. This problem is most common in regions with a temperate climate and also in areas with high humidity, warm weather and salt water, such as the Middle East. However the cold winter regions are not spared corrosion with especially humid and warm summer and the compound effect of de-icing salts used during the winter period. The most common methods for repair and retrofit of concrete columns are concrete jacketing, with traditional concrete castings or shotcrete, steel jacketing, where the column is built in with a steel shell and FRP jacketing. For the last method, fibre wrapping with fabrics, filament winding or prefabricated shells are the most common methods. When concrete jacketing is used for the column, first old concrete needs to be removed, for example by water jetting, normally old corroded steel reinforcement are removed or/and protected with a corrosion inhibitor. Often additional steel reinforcement needs to be added around the existing column and then new concrete is cast. With additional reinforced concrete cages the stirrups must be closely spaced, which can lead to difficulties in casting the concrete. Furthermore, for this repair method, progressive corrosion in the steel reinforcement and spalling of the originally concrete cover is not necessarily completed.

Strengthening of RC columns with FRP Chapter 8
When steel jacketing is used, the concrete column is normally left in its original state and a steel jacket is placed and welded around the column. To increase the effectiveness of the steel jacket concrete or mortar can be cast or injected behind the steel jacket. Here specialised equipment must be used. For high columns, design for buckling of the steel jacket often gives very large steel thickness. Furthermore, the outside of the steel jacket needs corrosion protection. An alternative to concrete or steel jacketing is then FRP jacketing. This is a promising method to enhance the existing circumferential and axial strength of existing concrete columns. Both active and passive confinement is possible, where passive strengthening is most common. Techniques for FRP´s strengthening of columns are described more in detail in the next section. For FRP´s strengthening techniques it is of utmost importance that the concrete surfaces are treated in a prescribed manner to ensure bond and force transfer between the column and the strengthening material used.
8.2.2. Wrapping Wrapping columns with fabrics or thin sheets in situ with a wet hand lay-up process is the most common strengthening method with FRP´s. In this method, unidirectional fabrics or sheets are bonded to the column in its hoop direction. Two main options to wet the fibres exist; either the sheets or fabrics are wet close to the work site with special wetting equipment and the wet fabric is then mounted on to the column. Alternatively, the fibres are wet in a continuous process at the column where a layer of resin is rolled on to the column, the dry fabric is then placed in the resin and a new layer of resin is rolled on. A column can be fully or partially wrapped with fabrics. The first known applications were undertaken in Japan during the mid 1980s (ACI 1996). It is very important that the fibres are wet thoroughly. From a practical point of view, direct sunshine on the column during strengthening shall be avoided. The reason for this is that the increased heat enlarges small air voids in the concrete or in the resin and larger voids can then appear. However, if larger voids come up these shall be punctured. In figure 8.2 a typical wrap system is shown.
Sto FRP Sheet hand-lay up system. A unidirectional fibre is bonded or wrapped to the column.
The column is first strengthen for bending
In the next step the column is wrapped circumferential
Figure 8.2 Hand lay-up system, Sto FRP Sheet. Strengthening of concrete columns in Sweden, Photo by B. Täljsten.
101

Chapter 8 Strengthening of RC columns with FRP
Multiply layers are possible. It is important to ensure that the overlap length in each layer is enough, normally it should exceed 200 mm. Furthermore, the overlap joints shall not be placed in the same section over the beam. After strengthening, painting can increase the aesthetic value of the columns. In some cases it is also possible to apply a layer of plaster to the column. In this case, to increase the bond to the composite, it is recommended that a thin layer of quartz sand be placed in the last resin layer. This method is most suitable when repairing and strengthening only a few columns or if the columns are small in size or with different dimensions or cross-sections, or when columns are difficult to access. It has the advantages of being flexible in coping with different column shapes. No special equipment is needed and it is easy to handle on site. However, the method is quite labour intensive and the quality control is extensive.
8.2.3. Filament winding Filament winding and wrapping are similar FRP strengthening methods. However, the former involves a more advanced and automated method. Here a computer-controlled winding machine is used. The equipment is mounted around the column and an almost fully automated, continuous process takes place, see figure 8.3. A yarn is wrapped in multiple layers in the hoop direction of the column while at the same time the equipment is moved in the axial direction. Since the process is continuous, the joints between the fibres are avoided. Two processes can be distinguished, wet or dry winding. When wet winding is used, the fibres are pulled through a resin bath and wound around the column. The resin is then cured at ambient temperature. In the case of dry winding, a pre-impregnated yarn is wound around the column. The curing is ensured with a controlled heating source, for example, a computer-controlled heating device that is placed outside the column
Filament winding of columns is one method to increase the ductility or/and restore or increase the load bearing capacity. Winding equipment is mounted around the column. The winder can move vertically along the column. At the same time, the yarn is spun around the column. In this particular case, a dry system is used and the resin in the yarn is activated by heat after finishing the winding process.
Figure 8.3 Automatic winding machine developed by XXSYS Inc. Ca. USA, photo by B. Täljsten
102

Strengthening of RC columns with FRP Chapter 8
This method is most suitable when many columns at the same site, or very large columns need to be repaired or strengthened. This method has reduced flexibility in coping with different column shapes and the special equipment for winding is costly. However, the quality of the strengthening work is often good and the method is not labour intensive.
8.2.4. Prefabricated shells Existing concrete columns can also be strengthened by means of pre-fabricated FRP shells, see figure 8.4. The shells are pre-fabricated under controlled conditions. Different manufacturing processes can be used, where vacuum infusion, most likely produces shells of the highest quality. Two primary manufacturing methods dominate. Alternatively the shells are manufactured in halves and bonded together around the column on site, or the shell is manufactured and an axial cut is made in the longitudinal direction so that the shell is bent around the column. In both cases, the anchor length at the joint is of utmost importance. Also here a minimum of 200 mm is recommended, normally the manufacturer prescribes 500 mm in anchor or overlap length.
Snap Tite jacket bonded to a concrete column. Two jackets are bonded on top on each other. The joints are placed on the opposite sides. When the shells have been bonded together an outer pressure with straps is applied. Typical installation time is about 3 hours.
Figure 8.4 Prefabricated shells manufactured by Snap Tite As opposed to the two former methods, a high (or at least higher) viscosity adhesive is used to bond the shell to the column. In many cases, the resin can be injected behind the shell. There also exist cases where shrinkage-compensated cement grout or mortar has been injected between the shell and the column (Nanni and Norris, 1995). This method is not as common as wrapping and filament winding. However, it has been used in cases when many columns with similar dimensions need to be strengthened. The method can in particular be useful for construction works where the main construction work has a long extension in time and the column repair or strengthening needs to be done at certain time intervals within this period, but not necessarily continuously.
103

Chapter 8 Strengthening of RC columns with FRP
It is easy to control the quality of the prefabricated shells, however, it is still important to follow up the execution work on site. This method is the least labour intensive of the FRP-confining methods mentioned. The method can have quite a high cost in fabrication of the shells but above all it has reduced flexibility in coping with different column shapes.
8.3. Confinement 8.3.1. Confinement of concrete The confinement associated with transverse reinforcement significantly increases the ductility and energy absorption capacity of reinforced concrete columns. The model by Mander et al., (1988) is the most widely used of all the models developed to date, and although it was originally developed for conventionally concrete columns, it has since then been applied to steel jacked columns as well as FRP jacked columns. The stress strain model of (Mander et al., 1988) for confined concrete is shown in figure 8.5. From figure 8.5, it can clearly be seen that the axial stress can be increased considerably if the concrete is confined.
Figure 8.5 Stress-strain model for confined concrete, (Mander et. al., 1988, Teng et. al., 2001)
8.4. FRP-Confined concrete columns 8.4.1. General For traditional concrete columns with steel stirrups, yielding in the steel occurs at a specified load level, the confining pressure in the concrete remains fairly constant and only increased strain in the strain hardening region of the steel will result in a limited further increase of confining pressure (Claesson, 1998).
104

Strengthening of RC columns with FRP Chapter 8
105
As opposed to steel, Fibre Reinforced Polymers have an elastic behaviour up to failure and therefore influence its confining action under axial load in a different way. FRP exerts a continuously increasing action. The amount of this action depends on the lateral dilatation of concrete, which in turn is affected by the confining pressure. The failure strength of the confined concrete is directly and closely related to the ultimate strain of the FRP strengthening material used. However, in comparison to standard tensile tests the failure hoop strain can be considerably lower due to reasons described in the next section (FIB, Bulletin 14, 2001). In the design it is assumed that the FRP jacket acts compositely with the concrete column, which aims to be able to provide transverse confinement and simultaneously axial load carrying capacity. This depends on the type and arrangement of fibres, inclined position of column, characteristics of bond interface which in turn depends on type of adhesive, concrete quality, execution work etc. If the execution work is performed poorly, the bond to the concrete surface can be inferior with no composite action as a result. If the surface is too uneven and the fibres are not stretched, the effectiveness of the wrap is impaired. Local bumps or hollows can create microbuckling for the FRP jacket. Fibres may also be damaged at improperly rounded edges or local protrusion. Furthermore, size effects can occur when multiply layers are applied, and it is of utmost importance that bond between each layer is ensured. Also long term and environmental effects must be considered. Only products that have proven their function for FRP strengthening shall be approved. Caution regarding the outer environmental factors shall be taken. If, for example, the column is situated in water and in cold region with minus degrees during the winter there will maybe be a risk for freeze-thaw problems if the total column is wrapped with FRP. If the concrete underneath the FRP wrap is frozen to pieces - no composite action will occur and the load carrying capacity will decrease. In figure.8.6 a comparison between three concrete columns is made, showing unreinforced concrete, concrete reinforced concrete with steel stirrups and well-confined concrete with FRP-jacket (Holloway and Head, 2001). It can be noticed from figure.8.6 that the initial slopes of the three columns are similar, the unreinforced column fails after cracks have developed, while the reinforced column reflects a gradual decrease in strength after the concrete has cracked. On the other hand, the column with the FRP wrap proceeds to bear a gradually increasing load. The stress/strain relationship is almost linear and the slope is directly proportional to the amount of FRP material in the wrap, (Holloway and Head, 2001).

Chapter 8 Strengthening of RC columns with FRP
FRP JacketWell confined concrete
Discontinuous steel stirrups
Unreinforced concrete (unconfined)
Axi
al c
ompr
essi
ve s
tress
Axial strain
Elas
tic z
one
Tran
sitio
n zo
ne
Plas
tic z
one
fcc
fco
ecueco
Figure 8.6 Comparison of the axial compressive stress as a function of the axial Strain for an unreinforced, reinforced with steel stirrups and FRP-wrapped column, after Holloway and Head, (2001). The confinement effect is without a doubt the most effective for circular columns. However, rectangular columns are built as frequently as circular ones. Strengthening of rectangular columns is not as effective as for circular ones. The amount of confinement provided by a FRP jacket to an elliptical column is between that of a circular and rectangular column, (Teng et al., 2001).
106
Figure 8.7 Different shapes of columns A rectangular column has approximately a confined concrete area as shown in figure 8.8. However, to enhance the effectiveness of the confinement it is possible to modify rectangular columns to a more elliptical form, see figure 8.9.

Strengthening of RC columns with FRP Chapter 8
Figure 8.8 Effective confined concrete in a rectangular column, after Teng et al., (2001)
Figure 8.9 Shape modification of a rectangular column However, depending on the cross section of the column another alternative to FRP wrapping can be traditional concrete casting with a new steel basket around the rectangular column.
8.4.2. Confinement model When a concrete column that is confined by a FRP jacket is subjected to axial load, this causes an axial compression in the concrete, which in turn leads to the concrete expanding laterally and the FRP produces a confining action (shown in figure 8.10). If the column is circular and if the total concrete surface is covered by FRP a uniform confinement pressure provided by the FRP can be evaluated:
fF2d =σ (8:1a)
Which can be rewritten as:
dAE2 fffεσ = (8:1b)
107

Chapter 8 Strengthening of RC columns with FRP
where, σl is the lateral confining pressure, Ff, the tensile force in the FRP in the hoop direction, tf is the FRP jacket thickness, Ef the Youngs modulus of the FRP material and εf the circumferential strain in the FRP jacket. However, since a unit length of one is considered equation (8.1b) can be rewritten as:
dtE2 fffεσ = (8:1c)
Furthermore, if the thickness of the composite is small in consideration to the diameter of the concrete column a FRP volumetric ratio can be introduced:
dt4
2d
2dt
2d
f2
22
f
f ≈
⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛ +
=
π
ππρ (8:2)
and equation (8.1c) can be expressed for fully wrapped columns as:
fff E21 ερσ = (8:3)
108
Figure 8.10 Lateral confining action exerted by the FRP composite Since the FRP wrap is affected by tension in the hoop direction, possible failures occur when the ultimate strain in the hoop direction is reached. This failure mode has been reported for a majority of performed tests on FRP confined cylinders, (Lam and Teng 2001a, Teng et al., 2001). However, premature failures due to lap joint separation have also been reported in some studies, for lap joints with insufficient anchor length (Demers and Neale, 1994, Nanni and Bradford, 1995).

Strengthening of RC columns with FRP Chapter 8
8.4.3. Strength model For column strengthening with FRP wrap it is necessary to be able to calculate the increase in concrete strength due to the confinement. This can be done with a strength model. A great number of researchers have presented various strength models for FRP-confined concrete such as (Karbhari and Gao, 1997), (Miyauchi et. al., 1999), (Saafi et. al, 1999) and (Toutanji, 1999) just to mention a few. A majority of the presented strength models are expressed on the following form:
0c1
0c
'cc
fk1
ff σ
+= (8:4a)
where f’cc and fc0 are the compressive strengths of the confined and unconfined concrete respectively, k1 is the confinement effectiveness factor and σl the lateral confining pressure defined in equation (8:3), see also figure 8.5. The confinement effectiveness factor is based on empirical studies and was first proposed by (Richard et. al., 1928) for actively confined concrete with steel stirrups. The confinement effectiveness factor, k1, for FRP wrapped columns has been expressed differently by various researchers and has been in most cases a function of test results with best fit equations. However, an very good and extensive study by (Teng et. al, 2001), (Lam and Teng, 2001a), has revealed all existing models and present a confinement effectiveness factor corresponding to 2.0. This has also been done by best curve fitting from a large amount of tests. A value of 2.0 on k1 is also somewhat restrictive to be on the safe side. Equation (8:4a) can then consequently be written:
0c0c
'cc
f0.21
ff σ
+= (8:4b)
8.4.4. Strain model In correspondence with the strength model, it is also possible to derive a strain model for confined concrete. Early investigations by (Richart et al., 1929) showed that for steel confined concrete, the axial compressive strain, εcc, for concrete at the peak axial stress can be related to the lateral confining pressure, see also (Teng et al., 2001) and the following model on the compressive strain for the steel confined concrete has been suggested:
⎟⎟⎠
⎞⎜⎜⎝
⎛+=
0c20ccc f
k1σ
εε (8:5)
where εc0 is the axial strain of the unconfined concrete at its peak stress and k2 is the strain enhancement factor, here set to 5k1 for steel confined concrete.
109

Chapter 8 Strengthening of RC columns with FRP
Extensive experimental results have shown that the stress-strain behaviour of FRP-confined concrete is significantly different from that of steel confined concrete. As for the strength model a number of models has been proposed in the past few years. (Lam and Teng, 2001b) has in detail studied the effect of FRP material on the ultimate axial strain of confined concrete to the confining pressure. By means of many existing models they have defined the strain enhancement factor k2 by the following expression:
'0c
20c
cc
fk2
σεε
+= (8:6)
provided that the concrete is enough confined by the FRP wrap. The axial strain in the unconfined concrete, εc0, is assumed to have the value of 0.002 which then predicts an ultimate strain of 0.004 for unconfined concrete. The strain enhancement factor is strongly dependent on the material used for wrapping. Here, it is assumed that CFRP is used. From (Lam and Teng, 2001a) the ultimate axial strain on normal CFRP wrapped concrete can be approximated by:
'0c0c
cc
f152
σεε
+= (8:7)
8.5. Limitation Factors 8.5.1. Amount of wrap If the column is not fully wrapped, and if spaces or gaps exists between the FRP sheets, then the wrap is less efficient and unconfined zones exists (FIB Bulletin 14, 2001). In this case the lateral confining pressure is obtained by introducing a gap factor, kg ≤ 1.0. The gap factor is obtained by considering that the transverse pressure from the confining wrap is only effective where the confining pressure has fully developed due to arching action. The arching effect is assumed to be described by a parabola with an initial slope of 45°, (FIB Bulletin 13, 2001), see figure 8.11. The area between two adjacent FRP wraps is unconfined and the area of effectively confined concrete core Ae is:
2
e 2'sd
4A ⎟
⎠⎞
⎜⎝⎛ −=
π (8:5)
where s’ = sf - bf is the clear spacing between the FRP wraps. The gap factor, kg, is then obtained by considering the ratio Ae/Ac, with Ac = Ag - As, the area of the concrete (gross cross-sectional area minus area of longitudinal steel reinforcement):
110

Strengthening of RC columns with FRP Chapter 8
sc
2
sg
eg 1
d2's1
AAA
kρ−
⎟⎠⎞
⎜⎝⎛ −
=−
= (8:6)
where ρsc is the ratio of the longitudinal steel reinforcement to the gross area of the column section. Equation (8:3) can then be expressed as:
fffg Ek21 ερσ = (8:7)
where depending on area of wrapped concrete around the column. 0.1k0 g ≤≤
Figure 8.11 Lateral confining action exerted by the FRP composite
8.5.2. Shape consideration For rectangular columns the confining effect is not as beneficial as for circular columns and a shape reduction factor that consider this is needed. Taking the sum of all unconfined concrete, parabolas, in figure 8.11, where the initial slopes of the parabolas being the same as the adjacent diagonal lines, see also (Teng et. al, 2001) give the total area of unconfined concrete:
111

Chapter 8 Strengthening of RC columns with FRP
Figure 8.11 Confinement factor for rectangular wrapped FRP columns, after (Teng et. al., 2001).
( ) ( ) ⎥⎦⎤
⎢⎣⎡ −+−= 2
c2
cu r2bbhr2h
hb
31A (8:8)
the effective confinement area ratio Ae/Ac, is then given by:
( ) ( )
( )sc
scg2
c2
c
c
e
1
A3r2bbhr2h
hb1
AA
ρ
ρ
−
−⎥⎦⎤
⎢⎣⎡ −+−−
= (8:9)
The shape factor, ksh, is defined as the effective confinement area ratio divided by the aspects ratio:
c
esh A
Ahbk = (8:10)
In figure 8.11 the fictive circle encircle the rectangular section. The diameter d in the circle is hypotenuse in the rectangular section and can be defined as the equivalent diameter in a circular column as:
22 bhd += (8:11)
The equivalent confining pressure for a rectangular column can then be expressed as:
22
fff
bh
tE2
+=
εσ (8:13)
112

Strengthening of RC columns with FRP Chapter 8
8.5.3. Short columns In design the column to be strengthening considerations are not taken to moments of higher order. This means that the column must consider being short and stiff. This condition is fulfilled if:
3.6hlc < (8:14)
where, lc is the buckling length and h the height of the cross section respectively.
8.6. Design recommendations for axially loaded columns
8.6.1. General In general, the increase in axial compressive strength in FRP-confined concrete can be expressed as:
σshg10c'cc kkkff += (8:15)
where the coefficients k1, kg and ksh have earlier been explained. Equation (8:15) is used in design for axially loaded columns where the value of replaces the value of the compressive strength of the concrete for non-confined columns.
'ccf
To calculate the load bearing capacity for axially loaded columns in general a contribution from the concrete and the longitudinal steel is used in the calculation. However, national codes over the world consider this differently and different values of constants and safety factors are often used. Nevertheless, the load-bearing capacity usually ends up to nearly the same value.
8.6.2. Load bearing capacity of RC-columns under axial load The ultimate capacity of axial loaded columns without confinement is normally expressed as:
scs2ccc1u fACfACN += (8:16)
where Ac is the cross section of the concrete, As the longitudinal steel cross section and C1 and C2 reduction or safety coefficients. However, in this section it has been chosen to use the Swedish code for the ultimate load-bearing capacity of axially loaded columns, see BBK 94. The load-bearing capacity for axial loaded concrete columns can without confinement be calculated as:
scssef
ccccu fAk
k1fA
kN ++
=ϕϕ
(8:17)
113

Chapter 8 Strengthening of RC columns with FRP
where, ϕef, is the effective creep number, kc, kf and ks are coefficients that depend on the steel reinforcement, concrete quality and the relation between lc/h, see table 8.1 where lc is the column buckling length and h the height of the cross section is in the direction of buckling for rectangular columns, and 12i for circular columns, where i is the radius of inertia. The coefficients kc, kf and ks can be found in table 8.1 where they are expressed as function of the quality of the concrete, see also BBK 94. Table 8.1 Coefficients kc, kf and ks
lc/h Concrete quality 0 10 20 30 40 50 K16 1 0.90 0.77 0.63 0.45 0.29 K30 1 0.89 0.73 0.55 0.36 0.20 K50 1 0.88 0.69 0.48 0.27 0.13 K80 1 0.87 0.65 0.40 0.19 0.09
kc
K16 0 0.02 0.10 0.29 0.60 0.90 K30 0 0.04 0.16 0.48 0.87 1.00 K50 0 0.05 0.24 0.71 0.99 1.00 K80 0 0.06 0.35 0.90 1.00 1.00
kϕ
K16 1 0.79 0.50 0.23 0.19 0.15 K30 1 0.81 0.52 0.33 0.22 0.19 K50 1 0.82 0.62 0.37 0.27 0.22 K80 1 0.82 0.70 0.41 0.31 0.24
ks MPa420f230 yk ≤≤
K16 1 0.72 0.35 0.15 0.13 0.10 K30 1 0.72 0.35 0.21 0.15 0.13 K50 1 0.74 0.41 0.24 0.18 0.15 K80 1 0.77 0.47 0.28 0.21 0.16
ks MPa620f420 yk ≤≤
The radius of inertia can be expressed as:
AIi = (8:18)
where I is the moment of inertia and A the cross section of the structural member. Furthermore, the buckling length of a structural member is defined as:
crc N
EIl π= (8:19a)
which also can be written as:
2c
2
cr lEIN π
= (8:19b)
114

Strengthening of RC columns with FRP Chapter 8
where, EI is the bending resistance of a structural member and Ncr critical load at which the structural member becomes unstable. The slenderness ratio is defined as:
ilc=λ (8:20)
The buckling length, lc, of the structural member, column, depends on the type of restraint. Different theoretical buckling lengths are shown in figure 8.12, and the critical buckling load is summarised in table 8.2
115
Figure 8.12 Theoretical buckling lengths.

Chapter 8 Strengthening of RC columns with FRP
Table 8.2 Critical buckling load, see also figure 8.12. Column Constraint Buckling length Critical Buckling
Load
(a) Bar fixed in one end, free in the other end lc = 2l 2
2
cr l4EIN π
=
(b) Bar hinged in both ends lc = l 2
2
cr lEIN π
=
(c) Bar hinged in one end fixed in the other end lc = 0.7l 2
2
cr lEI2N π
=
(d) Bar fixed in both end. No cross sliding. lc = 0.5l 2
2
cr lEI4N π
=
(e) Bar fixed in both ends. Possible cross sliding lc = l 2
2
cr lEIN π
=
For FRP-confined columns loaded eccentrically the procedure is similar to that for conventional columns and can be found in numerous textbooks.
8.7. Comments regarding strengthening of RC-columns with FRP
Using FRP wraps, automatic winding or pre-fabricated shells for strengthening of concrete columns is a very suitable method to increase the load bearing capacity and also sometimes to increase the ductility of the column. The main objectives for FRP column strengthening are to prevent the concrete cover from spalling, to provide lateral support to the longitudinal steel reinforcement and to enhance the concrete strength and deformation capacities. The increased load carrying capacity is achieved by a confinement effect that enhances the compressive strength of the concrete. This confinement effect is largest for circular columns and less effective for rectangular columns. It is of utmost importance that enough anchor lengths are used and also that the fibres are not bent in the hoop direction. To achieve better strengthening results it can in some cases be necessary to smoothen out or level the concrete surface before strengthening. In risk of impact it can be advisable to protect the column. In appendix E a design example on how to strengthen a RC column is presented.
116

Chapter 9 Workmanship and quality control
9.1. Introduction The following workmanship requirements and quality controls are primarily directed to the strengthening method with externally bonded FRPs. The requirements and quality controls are firstly applicable to concrete structures but large parts can also be used for other building materials such as steel, brick, wood etc. The requirements that are put on execution have a direct effect on the final strengthening result. Apart from workmanship, knowledge about the working environment and handling of the products included in the strengthening system is essential; here the material supplier in many cases can give good advice and support. The workmanship requirements and handling suggestions have their base in field works that the author has taken part in during the last ten years in FRP strengthening of concrete structures. However, in selected sections experience and knowledge from other works is presented, see for example (fib Bulletin 14, 2001). Most manufacturers deliver their strengthening products as a system with FRP reinforcement, bonding agents and finishing systems. It is not recommended that the system used be divided. In most cases long research regarding strengthening effects, fibre wetting, moisture uptake etc. has been undertaken to ensure that prescribed strengthening effects and long-time properties will be fulfilled. Normally, when bonding external FRPs to a concrete structure, a two-component epoxy adhesive is used. Epoxies must be handled carefully, and special focus has therefore been placed on this. Furthermore, there exists mainly two different strengthening methods; the use of laminates or fabrics. Laminates are prefabricated mostly in a pultrusion process, but also vacuum infusion can be used. The laminates are bonded to the concrete surface with a thixotropic adhesive. Fabrics or sheets are characterised by a dry fibre that is wet with a low viscosity epoxy adhesive at the moment of strengthening. The workmanship process is in many ways similar but there are some differences that must be considered.
117

Chapter 9 Workmanship and quality control
118
An additional FRP strengthening method, NSMR (Near Surface Mounted Reinforcement), is to bond a laminate in the concrete cover after a slot has been sawn up and both epoxies or high quality cement mortars can be used. This method is treated separately. One form of FRP strengthening that is not described here is pre-stressing with FRPs as a structural strengthening member. This method is still, in many cases, under development and special execution processes and quality controls must be followed. An overview of the main characteristics and some typical aspects of the mentioned types of strengthening methods with FRP are given in table 9.1, see also fib Bulletin 14, 2001. In the following sections, general regulations regarding handling of thermo-setting adhesives are described. After this, suggestions for control points before, during and after strengthening are given. Finally, the requirements are commented.
9.2. Handling and protection regulations
9.2.1 Background Before considering strengthening a building or civil engineering structure with FRPs, it is extremely important that the structure is thoroughly investigated and that the collected data is suitable for satisfactory strengthening of the structure. This then includes knowledge about the existing structure, its design, building part to be strengthened, existing materials and materials used for strengthening, etc. If it is then decided that FRP strengthening is suitable, a series of action needs to be taken. Design of the strengthening itself, choice of material and then the strengthening and execution phase. Some important aspects of execution include the handling of the epoxy components, that the temperature and humidity be maintained within the manufacturer’s prescribed limits. Furthermore, it is essential that the contractor undertaking the strengthening work have experience from similar work. In many cases, a finishing system is applied to increase the aesthetic appearance and/or to protect against wear or fire. Finally, yet importantly it is also important to have a quality control system through the whole chain from investigation to the finished works. In this section a discussion about how to handling epoxies and how to perform the strengthening work is presented. In addition suggestions for control points are given.
9.2.2 The bonding agent Thermosetting adhesives are plastics that are created by a chemical reaction, called hardening. As opposed to thermo plastics, thermosets cannot be reformed by heating, as the internal bindings will break apart. They are normally used to a great extent within industry as well as in every day life and are normally not a health risk in their final hardened condition. However, some of the chemical substances that are included in the hardening process can in different ways be harmful to people. Epoxy plastics are used within a wide variety of areas as a result of the high chemical consistency, excellent mechanical and electrical properties, for example isolating, as well as very good adhesion to many materials.

Workmanship and quality control Chapter 9
119
Table 9.1 Characteristics and aspects of externally bonded FRP reinforcement
Laminates Sheets NSMR Shape Rectangular strips Thin unidirectional or
bi-directional fabrics Rectangular strips or
laminates Dimension: thickness
width
Ca: 1.0 - 2.0 mm Ca: 50 - 150 mm
Ca: 0.1 - 0.5 mm Ca: 200 - 600 mm
Ca: 1.0 - 10.0 mm Ca: 10 - 30 mm
Use Simple bonding of factory-made profiles
with adhesives
Bonding and impregnation of the dry
fibre with resin and curing at site
Simple bonding of factory made profiles
with adhesive or cement mortar in pre-
sawed slots in the concrete cover
Application aspects
For flat surfaces
Thixotopic adhesive for bonding
Not more than one layer recommended
Stiffness of laminate and use of thixotropic
adhesive allow for certain surface
unevenness
Simple in use
Quality guaranteed from factory
Suitable for
strengthening in bending
Needs to be protected
against fire
Easy to apply on curved surfaces
Low viscosity resin form bonding and
impregnation
Multiple layers can be used, more than 10
possible.
Unevenness needs to be levelled out
Need well documented
quality systems
Can easily be combined with finishing systems,
such as plaster and paint
Suitable for bending, shear and torsional
strengthening
Needs to be protected against fire
For flat surfaces
Depends on the distance to steel reinforcement
A slot needs to be
sawn up in the concrete cover
The slot needs careful
cleaning before bonding
Bonded with a
thixotropic adhesive
Possible to use cement mortar for
bonding
Protected against impact and vandalism
Suitable for
strengthening in bending
Minor protection
against fire

Chapter 9 Workmanship and quality control
120
The epoxy resins and their hardeners are complicated chemical compounds that in certain cases can cause injury if they are handled incorrectly. One can primarily be vulnerable to exposure in three ways:
1. Inhalation of fumes and dust 2. Consumption of thermosetting components 3. Skin effects
The pure epoxy resins are considered non-toxic while most hardeners have a certain degree of toxicity. The problems that are caused by epoxy resins and hardeners most often arise through skin contact. On the skin, thermosetting components can cause irritations and eczema. Inhalation of epoxy resins should be avoided. The hardeners have as a rule, a pungent smell that can cause temporary irritation of the breathing passages. Inhalation of amines does not normally cause any poisoning. The risk of swallowing thermosetting components can be deemed minor. In order to avoid problems in connection with epoxy work, the work should be well planned in advance and personal protective equipment should be used. Personal protective equipment consists of for example eye protection, goggles, splash guard (visor), ear protection, protective clothing, head protection (helmet), arm protection, apron, knee protection, shoe protection, gloves, shoes, breathing protection, filter masks, if necessary breathing apparatus etc. With epoxy work, disposable protective clothing must always be used. This also includes gloves. When working with skin-damaging substances personal hygiene is important. Handling and protection regulations, which must be available at the work site, must be read. It is very important that mixing of thermosetting components is done accurately and in correct proportions. With incorrect mixing, the technical quality of the final product deteriorates, and there is risk for unreacted, dangerous components in the final epoxy plastic. It is important to use unopened component packages from the manufacturer of the strengthening system. When conducting work with epoxies, it is recommended that contractors undergo a full physical examination every two years. If a person suffers from eczema, asthma or lung problems, they should not work with thermosets. The supplier of the epoxy product is obligated to send product information with detailed information on the product’s health and environmental risks. These must be available for the worker; figure 9.1 shows an example of a product information sheet for an epoxy in a composite strengthening systems.

Workmanship and quality control Chapter 9
Figure 9.1 Example of product information sheet and data sheet
9.2.3 Transportation and storage Epoxy resins and hardeners must be transported and stored in sealed original packaging in order to avoid contamination of the transport vehicle and the storage area. Hardener marked with the corrosion symbol must be packaged such that they fulfil the requirement for transport of dangerous goods (ADR). With storage, thermosetting products should be put on plastic sheeting, preferably on the location where the mixing will be done. The plastic sheeting prevents eventual spilling to be absorbed by the ground. If the material should be spilled, it is recommended to use sawdust, shavings, paper, cleaning rags and other disposable products for cleaning. Throw these away in the refuse container for epoxy waste. Clean shovels and such immediately with a solvent such as acetone.
9.2.4 Preparations Plan the work site by dividing it into zones. The purpose with this is to find suitable locations for among other things mixing of epoxy adhesive, waste handling, and cleaning in order to limit the disturbance of ongoing work and the surrounding environment to the smallest possible degree. Check that the products that are to be used are marked and sealed in a correct manner; different types of marking and their meanings are shown in figure 9.2.
121

Chapter 9 Workmanship and quality control
Poisonous Caustic Flammable Health Risk
Figure 9.2 Marking of dangerous goods. In addition, the Data Sheets and the Safety Data Sheet from the manufacturer must always be present.
9.2.5 At the work site The work site must be provided with warning signs with information about which epoxy components are being used and possible ban on admittance for unauthorised persons. For a good performance result, as well as for environmental and work safety, excellent cleanliness is required at the work site. Protective clothing as well as personal protective equipment suitable for epoxy work must always be used when handling thermosets products. It is important that work sites without naturally good ventilation have devices for exhaust so that any air pollution from thermosets components is handled effectively. This is also valid for storage places of thermosets components. Batch packages of epoxy components may not be divided. Personal hygiene is very important regarding continual handling of chemicals. Wash hands carefully before meal times, toilet visits and smoking. Use soap and water as well as hand cleansing cream. Solvent may absolutely not be used for cleansing of skin. Solvent loosens fat, opens the pores, and can therefore cause the epoxy molecules and other contaminations to more easily enter into the skin. Do not use rings or watches during work. Take off work clothing before leaving the workplace. Hands and other vulnerable skin parts should be smeared with a softening perfume-free cream before work begins or after washing in order to prevent drying and cracking.
9.2.6 Waste Always contact the municipal waste disposal regarding dumping of thermosets components. Other waste must be sorted for possible reuse or recycling and placed in suitable containers. Waste or spillage, which contains epoxy components or partially hardened epoxy, must be taken care of and placed in separate waste containers with lids. The waste container must be permanently marked with “Hazardous Waste” as well as warning text that states the contents and protection measures. The amount of waste must also be documented. Only transportation with a permit to transport these types of materials may be used.
122

Workmanship and quality control Chapter 9
123
9.3. Accident measures
9.3.1 Inhalation If inhalation of fumes has caused nausea, go out into fresh air. If the symptoms do not disappear, contact a doctor.
9.3.2 Consumption If someone for some reason has happened to swallow some epoxy component, they should drink a litre of milk or water, not induce vomiting and seek medical attention.
9.3.3 Skin contact If, despite protective clothing, epoxy components are exposed to the skin, they must be removed immediately. Dry first with a cloth and then wash with soap and water; a cleansing cream can possibly be used first. If the skin has been damaged, contact a doctor. The same applies if eczema develops later.
9.3.4 Eyes If, despite protective goggles, the eyes are splashed, they must be rinsed immediately – preferably with temperate water – for at least 15 minutes. At a work site that does not have running water, an eyewash must always be on hand. Contact a doctor as soon as possible and mention that the material can be strongly alkaline from the included hardener. Take the product information.
9.4. Strengthening work
9.4.1 General The final strengthening result is largely dependent on the execution of the strengthening work. Poor workmanship or mistakes during the construction process can result in inferior strengthening. In addition, insufficient examination of the structure before strengthening can result in incorrect strengthening design. However, to avoid such mistakes it is recommended that the strengthening procedure be divided in three steps: before strengthening, during strengthening and after strengthening. As a final step the quality control is added to each of these steps. A general scheme for this is summarised in figure 9.3 and will be explained more in detail in the next section

Chapter 9 Workmanship and quality control
Final Result
AFTER STRENGTHENING Finishing layer Paint, shotcrete, resistant to wear etc. Fire Protection Due to regulations and demand from client
BEFORE STRENGTHENING Examination of existing documentation, structure, loads and material data etc.
Quality Plan
Other Methods
FRP Strengthening NO
QU
ALI
TY C
ON
TRO
L (B
efor
e, d
urin
g an
d af
ter S
treng
then
ing)
DURING STRENGTHENING Surface Preparation Remove weak concrete and contaminations, round corners when needed - make the surface dust and grease free. Concrete surface treated depending on strengthening material used: Laminates: Sandblasting Sheets: Sandblasting and grinding NSMR: Saw cuts in the concrete cover Externally bonded reinforcement All materials must be dust and solvent free and when applicable cleaned with a solvent before mounting Bonding procedure Laminates: Apply primer when recommended. Apply adhesive on laminate or on both laminate and the concrete surface. Mount to concrete surface. Sheets: Apply primer. Level out the surface with putty when needed. Apply adhesive and mount the sheet in the wet adhesive - apply a new layer of adhesive, repeat the procedure for numbers of layers needed. NSMR: Apply adhesive or cement mortar in the cleaned and dry slot. Mount the NSMR laminate in the slot.
Figure 9.3 A general scheme for the strengthening work
124

Workmanship and quality control Chapter 9
125
9.4.2 Before strengthening Here information for the structure must be collected, this can mean that you will need existing documentation, present and future demands on the structure and present conditions on the structure. Here, it can be difficult to determine the present conditions. However, an investigation shall, if possible, contain the following data as a base for the strengthening works:
1. Existing documentation, when the structure was built, drawings, load history, previous repairs etc.
2. Which requirements were placed on the original structure 3. Which requirements will be placed on the strengthened structure 4. Condition of the existing structure
To map out an existing structures condition, especially for a concrete structure, is extremely complicated and time consuming. When it comes to FRP strengthening of concrete structures in most cases just a part of the structure, needs to be investigated. Most important is to understand in what way the strengthening affects the structure so that problems is not transferred to other parts of the structure. It is suggested under point 4, that the following be mapped:
• Amount and placement of existing steel reinforcement • Corrosion in the existing steel reinforcement • Chloride and carbonation depths of concrete • Compressive and tensile strength of concrete • Surface strength where strengthen will be carried out • Moisture content in the concrete • Existing cracks
Here also the choice of FRP material for strengthening can be made. When strengthening a structure it is important to know the type of construction element that is going to be strengthened. Is it a beam, slab or a column or do we want to make a hole in the existing element. Is the structure placed on free support, continuous or connected to other building parts or structures? Is the existing static system changed or will the performed strengthening change the type of failure from ductile to brittle or will the failure arise in another part of the structure? It shall always be aimed to strengthen a structure in such a way that the surrounded buildings are minorly affected by the strengthening. It is hence important to investigate:
• Change of failure mode • The effect on the surrounded structures, for example by changes in stiffness
relationships • Risk for increased deformations

Chapter 9 Workmanship and quality control
126
It is also important to have a clear view about how the nearby environment affects the strengthening system and how the strengthening system affects the surrounding environment. The effect on the surrounded environment shall be kept to a minimum. This can mean that special considerations regarding the appropriateness of the strengthening systems may be taken.
9.4.3 During strengthening When this stage is reached the decision regarding strengthening with FRPs has already been taken. The most important part during strengthening is to follow up the strengthening work. This means that it must be ensured that the temperature, humidity and concrete unevenness are kept within approved limits. Mixing of epoxy or cement mortar components shall be performed in a controlled and repeatable way. Different FRP systems can also mean different ways to strengthen. The contractor shall also have a control plan for documentation. To ensure satisfactory hardening of the epoxy adhesive it is important that the manufacturer’s regulations are followed. In general, a good hardening is reached if the temperature of the concrete surface does not fall below 10 ºC. Temperatures under 5 ºC shall be avoided since the hardening process is very slow at these temperatures. At 0 ºC the hardening process is more or less stopped. A rule of thumb is that at 20 ºC the adhesive has reached 80 % hardening in 24 hours and full hardening after 7 days. Evidently, the hardening process is strongly dependent on the adhesive system used and whether heat is applied during hardening. At the moment of bonding the concrete surface shall not be damp. It is also important to ensure that moisture does not fall on the surface during the application of the adhesive, if so there is a risk for low or no bond to the surface. This is secured by controlling that the temperature is above the actual dew point. Prescribed protective equipment shall be used and it is of benefit if the work site is divided into stations for different tasks, one station where the adhesive is mixed, one there waste is collected, a third where the adhesive are stored, etc. It is very important that the workers have the possibility to wash themselves and that unclean working clothes or equipment are not stored close to a dining area or clothes change room. In this way, possible skin contact is minimised. Every manufacturer of epoxies has regulations for how their product should be handled. There exists primarily three different strengthening systems with CFRP, which in many cases can be used for the same purpose, but most often complement each other, and some systems are more suitable for bending or pre-stressing, others for shear and some are suitable when there exists risk for impact and so on. The systems can also be divided into systems that use wet lay up, i.e. a dry fibre is impregnated with resin at the work site, or systems that uses prefabricated laminates of different dimensions and shapes. In figure 9.4 this is explained schematically. In figure 9.4 three areas have been shaded.

Workmanship and quality control Chapter 9
The reason for this is that these areas are not discussed in this report and some of the methods still can consider being in the research stage.
Laminates Sheets
Flat profiles
NSMR Unidirectional
NSMR Cement
NSMR Epoxy
Bi-directional
Wet lay-ups
Special prefabricated
systems Pre-pregs
Pre-stressing
CFRP Strengthening
Figure 9.4 Different strengthening systems with CFRP Here it has been anticipated that we have a sound concrete structure and that only treatment directly regarding FRP strengthening has to be done, i.e. the concrete is free from serious imperfections such as grind nests, steel corrosion, wide cracks etc. If we focus on sheets, laminates and NSMR the following procedures are recommended for the different systems. Strengthening with sheets: When a composite is made on the work site by wetting dry fibres with resin it is relatively important that the surface is even and that the fibres are not bent or curved since the strengthening effect is directly proportional to the straightness of the fibres. The sheets can come in many different widths or thickness and different manufacturers offer several types of stiffness, weights, widths etc. It is easy to do the design and often the number of layers will be the governing factor since too thick sheets can be difficult to wet. The adhesive used is a low viscosity resin that often comes in a more or less liquid state. When the fibres are bent round corners the radius of the corner must be adjusted to exceed 30 mm. However for practical execution the following steps must in general be performed:
127

Chapter 9 Workmanship and quality control
128
• Uncovering the aggregates of the concrete structure. Sandblasting is often easiest, however, when using sheets it is not uncommon that grinding of the surface needs to be added. In that case water jetting is used and the surface must be completely dry before the bonding process is started.
• The dust on the surface must then be removed; here a vacuum cleaner or pressurised air can be used.
• A primer for the system chosen is applied and allowed to harden. • Medium irregularities are levelled out (see the section of control points). • The first layer of adhesive is applied. • The first layer of the fibre system is mounted and a second layer of adhesive
is applied. If several layers are needed this process is repeated to the last layer. Number of layers depends on the system used. It is important that the adhesive allows for enough time to wet the fibre before the next layer is applied.
Strengthening with flat profiles: Flat profiles can come in many different dimensions. Normally two or three stiffness of profiles are offered, low, medium and high. Some profiles are grinded before they arrive at the work site and need to be cleaned off before mounting; others need to be grinded or sandpapered and subsequently cleaned at the work site. Some manufacturers offer laminates with peel-ply, which is a plastic sheet that is removed just before mounting. Laminates can come in rolls with a diameter up to approximately two meters or pre-cut in predetermined lengths. The adhesive used is thixotropic and shall be tacky but not able to float out of the joint. In practical execution the following steps must in general be performed during strengthening:
• Uncovering the aggregates of the concrete structure. Sandblasting is recommended for laminate bonding. Water jetting can be used, however the concrete surface must be dry when bonding.
• The dust on the surface must then be removed; here a vacuum cleaner or pressurised air can be used.
• A primer for the system chosen is applied and allowed to harden. Some laminate systems do not use a primer.
• Medium irregularities are levelled out (see the section of control points) • The adhesive is applied on the laminate with a convex form. If a thickness of
1.5 mm is desired it is recommended that for a plate of width 80 mm the thickness in the centre is 3 mm and approximately 1 mm at the ends at application. A pressure is then applied with a rubber roller. It is normally accepted to just apply the adhesive on the laminate however; some manufacturers recommend that the adhesive be applied on both the concrete and laminate surface. Normally the laminates are applied in one layer. The excess adhesive is removed with a spatula.

Workmanship and quality control Chapter 9
129
Strengthening with NSMR: Strengthening with Near Surface Mounted Reinforcement (NSMR) is developed from laminate bonding. The purpose of using NSMR can be several, such as on bridges where risk for impact exists or for structures where fire protection is needed etc. However, it is important that the concrete cover exceeds 20 mm when this method is used. Depending on desires from the client or environmental issues the epoxy adhesive as a bonding agent can be replaced with high quality cement mortar. NSMR is not dependent on the unevenness of the surface. Nevertheless, in practical execution the following steps must in general be performed during strengthening
• Sawing up slots in the concrete cover, depth depending on product used and depth of concrete cover.
• Careful cleaning of the slots after sawing, high-pressurised water, approximately 100 - 150 bar, is recommended. No saw mud allowed in the slot
• If an epoxy system is used, the slot must be dry before bonding. If a cement system is used it is mostly recommended that the existing surfaces are wet at the time of concrete mortar casting.
• Adhesive is applied in the slot or with a cement system; cement mortar is applied in the slot.
• The NSMR laminates are mounted in the slot and the excess adhesive or cement mortar is removed with a spatula or similar.
For all different FRP strengthening systems it is important that the recommendations from the manufacturer be followed. These recommendations steer the open time, thickness of adhesives, temperature and humidity demands etc. For all strengthening systems using epoxy, it is also permitted to have moving loads on the structure during strengthening. However, larger static loads that can affect the strengthening effect are not allowed. 9.4.4 After strengthening After the strengthening work, the bond joint must be examined due to possible voids, blisters or discoloration. Blisters and discolorations are not so common with laminate systems but can occur for sheet systems. Voids must be injected with an epoxy system recommended by the manufacturer. Blisters are to be punctured and sealed with the adhesive of the system used. It is important to examine critical zones, such as anchorage zones. The final surface can then be protected with a finishing layer and/or fire protection. It is important that all waste material is collected and that the work site is cleaned of epoxy products. Uncured epoxy shall be sent for destruction.

Chapter 9 Workmanship and quality control
9.5. Quality control
9.5.1 Background Before a strengthening is performed, it is important that the original structure be so well surveyed that the collected information is sufficient to achieve a satisfactory strengthening effect. After this investigation is finished, the strengthening phase can begin. During this phase, the prescribed climate must exist and the included products must be used in the correct manner. After a completed strengthening, this will be checked with consideration to desired function. The control section for the total strengthening work can thus be divided into two subsections: materials and strengthening phase.
9.5.2 Before strengthening In most strengthening cases the weak link is the concrete, if the concrete is not sound enough, there can be difficulties to transfer the loads from the structure to the composite. The following material demands shall then be fulfilled for the concrete: Adhesion to concrete surface by “pull-off” test > 1.5 MPaCompressive strength on concrete, cylinder or cube test > 20 MPaNo need for injection if the crack size is below 0.2 mm The permissible unevenness on the concrete surface on a 2.0 m and a 0.3 m base are recorded in table 9.2. The supplier of the strengthening material shall guarantee the material properties of the system used as the mean value minus two standard deviations. Table 9.2 Permissible unevenness on the concrete surface deepening on system and product used.
130
Type of FRPs*
2.0 m base 0.3 m base Laminate >1.0 mm 10 mm 4 mm Laminate < 1.0 mm 6 mm 2 mm Sheets, wet-lay up 4 mm 2 mm NSMR Not applicable Not applicable Sheets, radius of corners
> 30 mm
* see also FIB Bulletin 14

Workmanship and quality control Chapter 9
131
The adhesive used shall be correctly marked due to regulations of the country where it is used; adhesive requirements for structural bonding are also specified in prEN 1504-4 (CEN 2001a). It is also important that strengthening systems approved by the manufacturers are used as a system and that the different parts are not divided. Before application to the prepared surfaces the following properties shall be guaranteed by the manufacturer for the mixed adhesive: Uncured adhesivePot life according to prEN 14022 (CEN 2001c) > 40 min at 20 °COpen time > 20 min at 20 °CShelf life, stored in original containers 6 months at 5 - 25°C Glass transition temperature, Tg > 45°C and at least + 20 °C in
service Moisture absorption < 3 % Mechanical short term propertiesModulus of elasticity in bending, ISO 178 2 - 12 GPaShear strength, EN 12188(CEN 1999b) > 12 MPa at 20 °C Adhesion strength, EN 12188 (CEN 1999b) > 15 MPa at 20 °CCompressive strength, EN 12190 (CEN 1998b) > 50 MPa at 20 °C When long-term properties are considered it is recommended that adhesives with a long-term experience be used (at least 15 years) in conditions to the proposed use.
9.5.3 During strengthening Qualified, experienced and correctly educated workers shall perform the strengthening work. The site engineer shall also be trained and qualified to handle these types of strengthening work. Before strengthening is carried through, it is important that all surfaces to be bonded are cleaned and free from dust and grease etc. However most important is to fulfil the requirements for bonding, here the demands on the concrete surface is of utmost importance: Temperature on the concrete surface > +10 °CTemperature above the actual dew point > + 3 °CAtmospheric humidity at time of application < 80 % RH Free moisture may not be present on the concrete surface. The surrounding temperature and RH must be registered continually during the strengthening phase. Data concerning testing of the final strengthening and hardening material on site can be required. This is especially true when non pre-manufactured elements are used. Here at least 3 tensile tests of the FRPs (according to ASTM D 3039-76) and 6 tests from the mixed and hardened adhesive, according to EN 1465 (CEN 1995) should be performed, unless independent certification bodies have certified the product.

Chapter 9 Workmanship and quality control
132
It is also recommended for larger strengthening projects to perform a “testing surface” at which pull-off tests can be performed on the strengthening material over time. The value obtained from these tests shall be in accordance to the manufacturer’s data.
9.5.4 After strengthening To verify that no large voids in the adhesive are present the following tests may apply. Normally voids can be detected by means of “tapping” the bonded surface with a hammer or even with a coin. More advanced methods such as ultrasonic pulsed echo techniques or ultrasonic transparency techniques can also be used. Thermography in direct dynamic conditions has been successfully applied to bonding evaluation. Defects are located as hot or cool spots due to different thermal properties of degraded bonding. After strengthening, the section must be examined with consideration to possible mistakes made during the strengthening process, and eventual cavities injected with the same epoxy as was used during the strengthening phase. The composite is also checked with consideration to blistering or discolouration. When laminate is used, the strengthening is checked with consideration to voids and anchorage, see also preceding section. Continual follow-up must be possible if required.
9.6. Demolition of strengthened structures When demolishing strengthened structures, it is not always necessary for the hardened composite to be removed. Instead, it can be allowed to follow the crushed concrete, for example for casting of new concrete. In the cases where it is wished to separate the included material parts, the composite must be removed first. This product can then be used as an energy source.
9.7. Comments to implementation requirements The stated and presented requirements in this section build on the knowledge and experience that exist in the area today. It is also difficult to specify requirements exactly as these can vary depending on the function and condition of the original structure. It has, however, been shown that the implementation phase is essential for the final result, both regarding function and durability over a long time. It is therefore of great importance that these types of strengthening are performed by knowledgeable and educated personnel in the area. The contractor must be able to show experience from corresponding strengthening work.

Chapter 10 Safety factors
10.1. General The design equations already presented in the report form the basis of the design guidelines regarding strengthening with external composites in the form of bonded CFRP laminates, sheets or NSMR in bending, shear, torsion, confinement or fatigue. However, the design equations must also take into consideration the current environmental class, choice of fibre material and partial coefficients for type of application. The environmental classes are in this case advisory, and it is suggested to contact a specialist where uncertainties exist. Partial coefficients are applied in a corresponding manner as for traditional materials within the construction sector. The presented safety factors must not be seen as final and can be changed as more knowledge and experience is gathered. In addition, as for traditional concrete design, design for bending is better founded than for shear. This is also the case when practical applications are considered since strengthening for bending has been most common. In the same manner, the shear strengthening design is better understood than those for torsion. In regards to fatigue, the same rules are applied as those used for steel reinforced concrete, with the condition that consideration must be taken to partial coefficients for the used fibre material and selected environmental class.
10.2. Partial coefficients When designing a structure, there are uncertainties of different characters. Normally these uncertainties are divided into the following groups: • Uncertainties concerning the size of load • Uncertainties in the material properties • Uncertainties concerning deviations in the design and form of the building part
in relation to the nominal values and tolerances that are given on drawings • Uncertainties concerning calculation and design methods
133

Chapter 10 Safety factors
In order to compensate these existing uncertainties, safety margins are added. It is important that these give as correct a picture of reality as possible in order to get as certain and cost effective solution as possible. Different construction types and materials must be able to be compared on the same basis so that the material’s benefits can be drawn from, and a competitive comparison can be made on the same conditions. The section below that describes partial coefficients is primarily from Nilsson, 1998. The reason that the significance of partial coefficients are described relatively extensively is to be able to introduce partial coefficients for composite materials for external strenghening that are in line with traditional materials used within the construction industry. Designed material values are generally determined according to the partial coefficient:
nm
kd
ff
γηγ= (10:1)
where fk characteristic material strength, lower 5 % fractile
partial factor for material properties. Takes into consideration random strength for materials
γm
η factor that takes into consideration systematic differences between a test body’s properties and a construction’s. A concrete cube for example does not respond entirely against the conditions inside a concrete structure. It is suggested that η is set to 1.1.
γn factor that takes into consideration the safety class: Class 1: γn = 1.0 (less serious) Class 2: γn = 1.1 (serious) Class 3: γn = 1.2 (very serious) This section concentrates on the partial coefficient γm. This partial coefficient can then be divided according to the following:
(10:2) 4m3m2m1mm γγγγγ =
where
134
γm1 takes into consideration the uncertainties in the characteristic value for the strength f which at control is determined by particular test bodies, as well as insecurities in the relationship between the strength in the structure and the strength value f. takes into consideration uncertainties in the calculation model and γm2
existing dimensions. γm3 takes into consideration the type of the failure. γm4 takes into consideration the influence of control.

Safety factors Chapter 10
With investigations in ultimate tensile stress, according to NKB, 1987, the following values for partial coefficients of the resistance parameters are used: Table 10.1 The partial coefficient γm1
Vf
V
135
ρ 0.05 0.10 0.15 0.20 0 1.31 1.33 1.40 1.52
0.05 1.35 1.37 1.44 1.56 0.10 1.49 1.49 1.54 1.67
Vf is the variation coefficient for the strength f determined with consideration to
standardised test bodies. Vρ is the variation coefficient for the factor ρ that transforms the test bodies’
strength to the constructions. The given values are valid in connection with the 5 %-fractile value of the strength parameter. If other fractile values are used, the given values of γm1 must be multiplied with the factor:
( Vk65.1e − ) (10:3a)
where V is the variation coefficient and k corresponds to the used fractile. The value of k, which is determined by normal distribution, is given for several fractiles in the table below:
Fractile 20% 10% 5% 2% 1% 0.1% k 0.84 1.28 1.65 2.05 2.33 3.09
The variation coefficient can be determined according to:
valuemeandeviationdardtans
msV == (10:3b)
Table 10.2 Insecurities in the calculation model and measurement, γm2
Accuracy of the calculation model High Normal Low
0.95 1.00 1.10 γm2
Normal accuracy in the calculation model corresponds to ordinary calculations of normal structures and construction elements. High accuracy occurs partly when for example special consideration has been taken to eccentricities, second order moment and similar situations in the calculations, and partly when the calculation models are particularly verified, for example by trial.

Chapter 10 Safety factors
Failure type 1 consists of cases with ductile failure where there is bearing capacity remaining in addition to the determined resistance, for example in the form of strain hardening. Failure type 2 consists of cases with ductile failure without any extra remaining bearing capacity. Failure type 3 consists of cases of brittle failure, as stability failure and related failures. Table 10.3 The character of the failure, γm3
Failure type Brittle failure Ductile failure
without load carrying capacity reserve
Ductile failure with load carrying
bearing reserve 0.90 1.00 1.10 γm3
Table 10.4 Influence of control, γm4
Influence of control regarding to material and implementation Special Normal Small
0.95 1.00 1.10 γm4
The connection for γ can now according to the above description be written: m
( )4m3m2m
Vk65.11mm e γγγγγ −= (10:4)
For composite material that is used in the building industry, there are no common safety factors decided. Below are presented the safety factors suggested by Karbhari, 1997. It can generally be said that the safety factors are very dependent on the composite material that is chosen. Apart from choice of fibre material, the matrix material also has importance. Thermosetting adhesives or matrices from the epoxy group offer the ultimate mechanical properties and shrink the least during hardening. There are however many different types of epoxy and it is difficult to say which deviation the composite will get if it is varied. It is clear that the fibre material has the greatest influence. The breakdown of the composite usually affects the strength more than the stiffness. Table 10.5 proposes safety factors for the strength of glass and carbon fibre composites. Table 10.5 Safety factors for strength in fibre composites
S2-glass Carbon fibre composite composite
Short-time 1.30-1.40 1.05 Long-time 2.00-3.30 1.10
136

Safety factors Chapter 10
137
Short-time can be assumed to be valid for dynamic loads and long-time for static loads; for example, if a bridge is strengthened in order to take greater traffic loads, the short-time parameter is used. It must however be pointed out that this is only an approximate measure and the objective is not direct application. To get the real values, these should be compared with the exact material that was used and the requirements for the specific case. Unlike conventional materials, the final product cannot only be characterised by the included materials. The manufacturing process has a strong effect on the strength and quality of the final product. Generally it can be said that the pre-fabrication manufacturing method gives the best quality, while composite materials that are manufactured by so-called hand lay-up methods have the greatest variation in form and mechanical properties. Pre-fabricated products often show good quality since they are manufactured in controlled environment. However, all methods can be used to reach the same end product, but it can be more difficult to achieve this when more hands-on work is done in the field. In order to limit the effect of variation in the end product as a result of different manufacturing methods, the following safety factors are suggested, see table 10.6. Table 10.6 Safety factors depending on the manufacturing method of the composite
Manufacturing process Safety factor
Controlled Prepreg methods 1.00 Hand Lay-up methods 1.20 - 1.50 NSMR 1.10 - 1.30 Laminates 1.10 – 1.30
The large variation for hand lay-up is strongly dependant on the experience of the personnel that perform the work, but variations in the surrounding climate can also affect the result. With application of fabric where the fibres are placed so that they receive the greatest load in one direction, it is important that the fibres are placed in a correct direction to take up the intended load. This can many times be difficult to attain, and a change in fibre angle in relation to the intended load direction has direct consequence on the strengthening effect. This is handled in the design guidelines with a safety factor. It is suggested that the partial coefficient γm takes into consideration these factors with furthermore additional partial coefficient factors, γm5 and γm6, see table 10.7 and 10.8. It is further suggested that γm1 is set to 1.0 when a large safety concerning the strength measured from test bodies can be expected. Otherwise, the uncertainty in the implementation, γm6, takes into consideration the possible impaired construction results. The following expression is suggested regarding insecurity in a composite’s distributed properties:

Chapter 10 Safety factors
(10:5) 6m5m4m3m2m1mm γγγγγγγ =
it is further suggested that the following yields for γ
138
m5 and γm6: Table 10.7 Influence of long-time or short-time load, γm5
S2-glass composite
Carbon fibre composite
Short-time 1.30-1.40 1.05 γm5Long-time 2.00-3.30 1.10 γm5
Table 10.8 Influence of strengthening method used, γm6
Influence of manufacturing process Pre-preg Hand lay-up NSMR Laminates
1.00 1.20 - 1.50 1.10 – 1.30 1.10 - 1.30 γm6
Which effect the suggested partial coefficients can have in a typical strengthening application is illustrated below with an example:
Example: Calculate the resistance parameter γm for a composite strengthening with carbon fibre sheets in a hand lay-up application, in order to carry an increased traffic load. Strengthening is performed for increased bending moment capacity. Good control during strengthening work is expected. Solution: high conformity between strength in γm1 = 1.00 test bodies and structure normal accuracy in calculation model γm2 = 1.00 ductile failure without bearing capacity reserve γm3 = 1.00 high control over materials and implementation γm4 = 0.95 carbon fibre as well as dynamic load γm5 = 1.05 hand lay-up, normal accuracy γm6 = 1.30 Together this gives the safety factor:
30.130.105.195.000.100.100.1m =⋅⋅⋅⋅⋅=γ
If further cases were studied, the resistance parameter for the strength could vary between γ = 1.02 and 2.40, where it is suggested under normal conditions that ηγm m = 1.50. With determination of the modulus of elasticity, it is suggested that the resistance parameter ηγ = 1.20. m

Safety factors Chapter 10
139
10.3. Environmental Classes 10.3.1 Moisture Experiments have shown that the mechanical properties in fibre composites can be affected negatively by moisture, especially at higher temperatures. The composites absorb moisture from the surrounding environment and this can affect the composite in several ways: • Swelling of epoxy adhesive, which can result in inner stresses in the material,
which in turn can cause micro-cracks. • Epoxy can plasticise and cause an extension of the adhesive failure. • The composite action between adhesive and fibre is affected, which can have
effects on strength as well as stiffness. 10.3.2 Temperature Temperature changes in the material can have an affect in three different ways: • Different expansions in fibre, adhesive and between different laminates can
cause inner stresses which can lead to cracks in the composite. • Changes in temperature affect the material’s mechanical properties. • The material’s resistance to stresses under load is strongly dependant on the
temperature as a result of the viscose-elastic property in the matrix. Yield and micro-cracks can lead to the separation of the matrix and fibre.
Fibre reinforced thermosets without flame-resistance, can only withstand temperatures up to about 200°C, which explains why they are sensitive to fire. In cases where cold-cured products are used, this sinks an additional level. If the material is to be used indoors or where there is a fire risk and the composite’s bearing capacity is decisive for safety, fire protection must be used. 10.3.3 Frost cycles The individual composite is not normally affected by frost cycles. However, in the context of strengthening, the concrete can be affected negatively. This can for example be feared if concrete with a moisture content exceeding the critical for the special concrete is completely covered by composite and moisture still has access to the structure. 10.3.4 Chemical attack Composites with epoxy matrices are generally durable against the chemicals they are exposed to within the construction industry. 10.3.5 Division in environmental classes The concept of environmental class is defined to describe the environmental load to which structures and construction parts are exposed. The different environmental classes have above all importance regarding the implementation and choice of strengthening system.

Chapter 10 Safety factors
When in certain cases it is not recommended to use a strengthening system, for example in a case where environmental class 3 is anticipated. The moisture must not be enclosed in the concrete behind the composite and total wrapping should be avoided especially if there is no good knowledge about the structure and which effect the high humidity has for the special strengthening case. An expert must decide this from case to case. It is important for every individual case to establish the suitability for the composite material’s use.
Environmental classes for composites used in external strengthening Class 0 Characterises an environment where construction components
are in dry surroundings with relatively low humidity. Example:
140
10.4. Comments to safety factors It is important that a safety concept is applied to external strengthening with composite materials in the ultimate limit state. However, the safety factors and environmental classes presented in this section shall not bee seen as final. As the use of composites in civil engineering becomes more frequent, long time values will be generated and future design based on more accurate safety factors. Nevertheless, it is the author belief that safety factors and environmental classes given in this section are on the safe side and are recommended to be used in design.
Indoor constructions Class 1 Characterises an environment that can be exposed to freeze-
thaw and moderate humidity. Example: Protected outdoor constructions Class 2 Characterises construction components in a damp environment.
Example: Outdoor structures that are not in direct contact with water or are exposed to considerable wetness, for example facades.
Class 3 Characterises constructions in very humid environments or
that are in direct contact with water and/or a warm environment with high dampness.
Example: Portions of dock, bridge or dam structures that are
in direct contact with water.

Chapter 11 Durability
11.1. Introduction Beyond cost issues, the most significant technical obstacle preventing the extensive use of fibre reinforced polymer composites is a lack of long term durability data and performance data comparable to the data available for more traditional construction materials like steel and concrete. Although there have been numerous studies in the areas of creep, stress corrosion, fatigue and environmental fatigue, chemical and physical ageing, and natural weathering of fibre-reinforced polymer-matrix materials in the past four decades, most of these are not aimed at applications for the construction industry. The expected service life of a structure is much longer in infrastructure applications. For instance, bridges are designed to last over 50 years, sometimes more than 100 years. Additionally, at this time, the construction industry has focused predominantly on lower-cost glass reinforcement rather than the high durability carbon fibre reinforcement used in aerospace applications. Most data for glass reinforcement is with short fibre materials and not associated with structural applications. Hence, the infrastructure community must be concerned with longer-term behaviour as well as different materials and service environments than the aerospace industry. As a result, although data and experience gained from the past may serve as a general guideline, new studies and data pertaining to infrastructure applications are in great demand, especially for composites produced by low cost, large-volume processing methods such as pultrusion, (Liao et al., 1998). A short comparison between steel and laminates manufactured with the same matrix but different fibre reinforcement is made in table 11.1. It is obvious from this table that carbon fibre laminate is preferable in comparison to glass and aramid, but also if steel is considered, (Karbhari, 1996).
141

Chapter 11 Durability
142
Table 11.1 Fibre reinforced polymer composite laminates and steel influenced by different environmental factors, + indicates a good, = indicates average, - indicates a bad behaviour, (Karbhari, 1996). Criteria Steel Laminate
with aramid Laminate
with carbon Laminate with glass
Relaxation and creep + - + = Moisture resistance = = + - Alkali resistance + = + - Thermal stability = = + - Resistant against chlorides
- = + =
Fatigue = = + - Long-time + - + = It is quite obvious that the laminate manufactured with carbon fibre exhibits the best behaviour with regard to studied parameters. In the following section a more thorough study of the environmental effect on composites will be presented.
11.2. Effect of moisture absorption on FRPs Diffusion of aqueous fluid into a composite material may result in reversible and irreversible changes in its constituents (fibre, matrix, and the fibre-matrix region). Many of these changes can produce degradation in the materials’ performance. There is strong evidence that the rate of degradation of polymer composites exposed to fluid environment is related to rate of sorption of the fluid, (Bott and Barker, 1969). The sorption behaviour of fluid into polymer or polymer composite depends on types of fluid (for example water, acid or base), fluid concentration, temperature, externally applied stress, hydrostatic pressure, the state of the material (for instance, the extent of damage), and chemical structure of the polymer and fibre/matrix interface, (Liao et al., 1998). In general, the moisture absorption behaviour depends on temperature, applied load, type of media, time, and material system, and is inseparable from other performance aspects concerning durability. The rate of fluid sorption and the quantity absorbed are governed in the most part by the chemical structure of the resin, the degree of cross-linking, and presence of voids. Consequently, the diffusion process can be actively controlled by using a matrix with lower uptake or lower permeability, a hybrid matrix composite or by modifying the interface region. Changes in mechanical properties of the composite material because of fluid ingress may be reversible, partially reversible, irreversible or a combination of these types depending on the exposure time and conditions.

Durability Chapter 11
143
Compared to glass fibres, carbon fibres are less susceptible to fluid attack. As a result, CFRP is more durable than GFRP in resisting fluid damage. The detrimental effects of fluid absorption on the matrix of the composite seem to be only secondary compared to the damage in the fibres and the fibre/matrix inter phase region. In some cases the matrix effect may even be positive in enhancing the properties. (Ishai et al. 1986), reported that moisture absorption delays the onset of transverse micro cracking under load. In general, the higher the temperature on the fluid and the longer the exposure time, the larger decrease in strength and modulus of FRP. For GFRP, significant degradation occurs at temperatures above 70 °C, because of fibre/matrix debonding leading to delamination and cracking combined with plasticising of the matrix. It has been shown that for glass- and carbon fibre reinforced composites, tensile strength and modulus, compressive strength and modulus, flexural strength and modulus, transverse tensile strength and modulus, short beam shear strength and modulus, impact strength and interlaminar strength can all degrade upon exposure to various moist and aqueous environments, (Rege and Lakkad, 1983, Garg and Paliwal, 1982).
11.3. Creep and stress relaxation of FRP composites When a material deforms under a continuous, externally applied load over a prolonged period of time, the phenomenon is known as creep. A related phenomenon is the reduction in stress in a material subjected to a constant applied strain, which is called stress relaxation. Polymers behave viscoelastically, and exhibit creep and stress relaxation to a great extent. As a result, FRPs are more susceptible than are conventional materials such as steel and concrete, especially under the influence of moisture and temperature. However, the load in FRP composite materials is carried primarily by the fibres, which behave elastically. Thus, creep and stress relaxation are not as significant in composites as in the bulk matrix itself, particularly along the direction of the fibres, which is typically designed to be the primary load path. In any event, civil engineers must recognise the creep and stress relaxation behaviour of FRPs, and need to consider those effects in design, (Liao et al, 1998). Creep of polymers involves deformation of the molecules with molecular segments changing conformation and sliding past one another. If deformations are large enough, chain rupture may be produced, particularly in the thermosets where the chains are cross-linked into a network. As a result, the mechanical properties change a function of time under load. Environmental agents such as temperature, moisture, and irradiation can all exercise their effects on the molecular activity in the polymer, thus altering the macroscopic (creep) behaviour. At high stress levels, creep mechanisms in FRP may also involve damage of the fibre/matrix interfacial region, which leads to relative slip between fibre and matrix. Rupture of fibres may also occur, resulting in higher fibre stresses in surrounding intact fibres, thus increasing elongation and rate of creep over time. The creep behaviour of advanced fibre-reinforced composites is well documented, especially for graphite fibre reinforced polymers.

Chapter 11 Durability
144
However, only limited data exist for pultruded composites and their structures, (Levy and Murray, 1993, Mosallam and Bank, 1991, Bank and Mosallam, 1990). Only few long-term creep data (with creep time greater than 10,000 hours) are available, (Bhatnagar et al., 1981). Most of the available data are on tensile creep, data on compressive creep behaviour are in dearth, (Iron and Adams, 1981). Despite the scarcity of available data, however, there are some predictive methods that are proven to be successful in predicting long-term creep behaviour of polymers up to 26 years. These models have been applied to fibrous composites with success. However, some investigators have indicated that they are only good for tensile creep, while more accurate models for compressive creep still need to be developed. Moisture and time, like temperature and time, often have an interchangeable effect on the creep behaviour of polymers. Moisture absorption in polymer-matrix composites will result in development of residual stress and platsicising of the resin. Both these effects can accelerate the time-dependent behaviour of the material, (Weitsman, 1995, Dillard, 1991). Data on viscoelastic behaviour for pultruded GFRP under the influence of fluid absorption are rare, although there are data on creep-rupture of the material in fluids (i.e., stress corrosion). Some investigators have pointed out that moisture absorption level is history-dependent, and therefore sorption behaviour under temperature cycles is not the same as under constant humidity and temperature level, (Dillard, 1991). However, for pultruded GFRP, this kind of data does not exist. When a material is loaded in a corrosive environment, the process in known as stress corrosion (or in case of constant strain, strain corrosion). Although creep-rupture occurs in all structural material, it is insignificant in conventional construction materials such as steel, at least when loaded below 75% of their strength, (Bundelmann and Rostasy, 1994). However, the phenomenon of creep-rupture and stress-corrosion cannot be overlooked in designing load bearing structures using fibre-reinforced composites. Catastrophic failures of composite structures under stress-corrosion environment have been reported by (Hogg and Hull, 1983). Studies by (Metcalfe and Schmitz, 1966, 1972) suggested that the underlying stress corrosion is driven by exchange of alkali metal ions (Na+ and K+) in the glass and hydrogen ions (H-) of the attacking fluid. In the case of acid, exchange of ions over time left the glass fibre a depleted outer sheath and inner core, producing spontaneous cracking on the fibre surface in a spiral pattern as a result of unbalanced surface stress, even in the absence of externally applied load. These cracks continue to growth under stress until failure. The ion exchange mechanism implies that stress corrosion of glass fibres is pH dependent. It has been shown that in strong acids and alkaline solutions, glass fibres are subjected to significant change in morphology, (White and Philips, 1985), and the degradation effect of mineral acids is greater than that of organic acids. Stress corrosion of glass fibres also depends on the concentration of the attacking fluid. In general, the more concentrated the corrosive fluid, the more detrimental the effect it has on the glass fibres in stress corrosion.

Durability Chapter 11
145
Compared to glass fibres, carbon fibres exhibit excellent stress-rupture resistance based on the fact that the drop in static fatigue strength is insignificant over long loading time, which makes carbon-glass fibre hybrid composite very attractive in a balance of cost and performance, (Agarwal and Broutman, 1980). One role of the matrix in stress-corrosion resistance of GFRP is delaying fluid ingress, thus protecting the fibres from immediate chemical attack. A tougher matrix with low permeability is more desirable in stress-corrosion resistance because it allows less micro cracking to occur under applied stress and a slower moisture ingress rate. (Fujii et al., 1993), confirm that a glass-reinforced composite with a tougher vinylester matrix performs better than one with a less thoroughly unsaturated polyester in 5% HNO3 in terms of resisting crack generation, therefore preventing rapid penetration of fluids into the composite. The effect of corrosive environment on materials subjected to externally applied stress is often examined in a stress rupture test. There is data available for GFRP under various corrosive environments, such as water, NaOH, HCl, and H2SO4. In general, corrosive environment degrades properties of all the constituents of the composite, namely, fibre, matrix, and the interphase region, (Roberts, 1982, Franke and Meyer, 1992, Hogg and Hull, 1980). The fibre/matrix interface region plays a critical role in the durability of composites. It controls the rate of moisture ingress, and therefore the rate of stress corrosion of the fibres, (Friedrich, 1981). The bonding between glass fibres and the resin is greatly improved by using coupling agents and this significantly reduces the moisture attack at the interface. Most existing data on stress corrosion for GFRP systems are within 1000 hours of rupture time. Data on pultruded GFRP is rare. Also, most "predictive" theories are phenomenological rather than mechanistic. Other useful data related to stress corrosion, for instance, its temperature dependence and effect on fracture toughness, are still unexplored for pultruded GFRP. For infrastructure applications, the effect of salt spray may be a concern, however, stress corrosion data in salt solution is not available for pultruded GFRP at the present. The stress corrosion process of fibre-reinforced composites may involve several stages (Hogg and Hull, 1983). (Hogg et al., 1981), have divided the strain-corrosion behaviour of GFRP in acid into four stages. The first stage is debonding of the fibre/matrix interface and transverse cracking of the matrix under the action of stress, resin swelling and corrosion. The second stage involves isolated fractures and slow growth of micro cracks. The third stage is characterised by the formation of large strain-corrosion cracks and development of delamination. Fracture of fibre bundles and accumulation of damage occurs in the final stage (forth stage), which leads to the failure of the composite.

Chapter 11 Durability
146
11.4. Physical ageing of FRPs Polymeric materials, when quenched from above the glass transition temperature, Tg, to a temperature below Tg are not in a thermodynamic equilibrium state. A gradual and slow process toward equilibrium then follows quenching, generally, leading to an internal rearrangement of macro-molecules, a process known as physical ageing. Effects of physical ageing on long-term performance of FRP could be substantial, especially when the material is subjected to an ageing time as long as 50 years or more, which is typical for infrastructure. In general, physical aged polymeric materials become more glassy, more brittle, and stiffer, with decreased stress relaxation, or delayed increase in creep compliance with an increase of ageing time. The process of physical ageing is both temperature and load dependent. Although short-term data (up to 1000 days) on the effect of physical ageing on creep behaviour of polymers and polymer composites is available, (Sullivan et al., 1993, Pasrich et al., 1995), there is a lack of long-term data. Similar data for pultruded GFRP simply does not exist. There are theories that are able to extrapolate the effect of physical ageing on the viscoelastic behaviour of polymer systems with relative accuracy, however, the validity of these theories for pultruded GFRP are yet to be verified with the development of data.
11.5. Fatigue and environmental fatigue effect of FRPs The term fatigue usually implies cyclic fatigue, where a periodic mechanical load is imposed on a material, as opposed to static fatigue, where a constant load is applied. When a material is cyclically loaded in an environment affected by moisture and/or temperature, environmental fatigue occurs. It has to be kept in mind that the fatigue behaviour of composite material is a complex phenomenon and it is impossible to embrace every aspect of it in a brief literature review, but some important aspects on the fatigue behaviour of composites will be discussed in the upcoming section. In general, fatigue damage in fibre-reinforced composites is progressive and accumulative in nature. The development of damage and subsequent failure are determined by properties of the fibre, the matrix, the fibre/matrix interphase region, laminate construction (ply orientation and stacking sequence, the complex fibre geometry in braided, woven and stitched reinforcement) and loading history. Data on environmental fatigue immersion is very limited. Some data is available for E-glass fibre continuous strand mats. Even less data exists for pultruded composites. In general, different failure modes were seen for fatigue in air and in fluid. Some investigators attribute this to osmotic pressure, which propagates cracks along the fiber/matrix interphase, and the corrosive effect. It is a consensus though that the resin cracking strain is the critical rate determining factor in environmental fatigue: once cracks in resin are developed, ingress of corrosive fluid into the material occurs at a much faster rate, and accelerates the irreversible chemical reaction that breaks down the material.

Durability Chapter 11
147
The effect of elevated temperatures, humidity, and other corrosive fluids on FRPs is to shorten their fatigue life compared to those fatigued without imposed environment. The constituents of the composite, particularly the fibre/matrix interphase region influence environmental fatigue performance on FRP (Vauthier et al., 1995, Kosuri and Weitsman, 1995). It is also found that the fatigue performance of CFRP is much better than GFRP and AFRP, even at elevated temperatures and high humidity.
11.6. Natural weathering effects on FRPs FRP under natural weathering may be affected by moisture, temperature, solar radiation (UV), chemical agents, and micro-organisms (bacteria, fungus and mould), or a combination of these natural agents. In general, weathering resistance of polymers and polymer composites depends on their constituents, (Davis and Sims, 1983, Blaga and Yamasaki, 1973). Observable effects of weathering on FRP involve exposure of fibres and surface micro cracking, accompanied by reduction in mechanical properties and weight loss. Break down is believed to be caused by fatigue induced by cyclic humidity and temperature, associated with radiation and chemical agents (water and oxygen). Carbon/epoxy has been found to be more weather resistant than glass/epoxy. The effect of UV on strength loss of GFRP may not be significant. (Chester and Baker, 1995), reported a weight loss due to degradation of the surface layer of epoxy in unprotected specimens under UV exposure, but this did not cause a decrease in interlaminar shear strength. No weight loss was recorded in paint-protected specimens. Agents for natural weathering include moisture, temperature, radiation (UV), and other forms of chemicals. Prolonged exposure of GFRP under these conditions will result in degradation of material properties such as flexural modulus and strength, tensile modulus and strength, (White and Turnbull, 1994). A variety of mechanisms contribute to the degradation process: mismatch in the coefficients of thermal expansion between the fibre and the matrix, swelling and shrinkage during moisture absorption, effect of osmotic pressure to propagate cracks along the fibre/matrix interface, hydrolysis, photo-oxidation, thermal decomposition, and surface erosion. There is data on natural weathering for a period up to 8 years. However, a detailed account for the observed material degradation is absent. Some short-term data (less than two years) on natural weathering under externally applied load is available, though very limited in quantity.

Chapter 11 Durability
148
11.7. Freeze and thaw effects on FRPs In many countries concrete structures are exposed to freeze-thaw cycles, over 100 cycles a year are not unusual. It is therefore important that the FRP material itself is frost resistant but also in the case of wrapping that the contact surface is taken into consideration. Some freeze/thaw data is being developed for pultruded GFRP. In general, a decrease in mechanical properties (e.g. flexural modulus, flexural strength) is seen with an increase of the freeze/thaw cycles. There are some indications that these degradations are caused by development of small cracks in the resin-rich region, but the mechanism for such crack development is still unclear at present. No long-term data is available for pultruded GFRP under this category. Other related information, such as freeze/thaw under externally applied load is also absent.
11.8. Thermal actions Influence of thermal action may be expected in composite materials where the constituents have different coefficients of thermal expansion. FRP reinforced concrete displays thermal incompatibility between fibres and resin but also between the FRP composite and the concrete, (Deijke, 1999). The transverse thermal expansion of rods embedded in concrete can lead to cracks along the rods in the concrete cover and as a result bond failure. The thermal expansion for concrete is between 6 up to 11·10-6/ºC, the thermal expansion for steel and some chosen FRP materials can be found in table 11.2. Table 11.2 Thermal expansion of steel and FRP (ACI 440, 1996)
Steel bar
Steel tendon
GFRP bar
GFRP tendon
CFRP tendon
AFRP tendon
Coefficient of thermal expansion,
10-6/°C 11.7 11.7 9.9 9.9 0.0 -1.0
This is taken from tests conducted by (Sen et al., 1997), where a combined effect of wet-dry and thermal cycling had been investigated. AFRP and CFRP reinforced concrete beams were subjected to one artificial tide a week for up to three years with water temperature at 60 ºC at “high tide”. The results after 33 months indicated that the CFRP beams were almost unaffected by the test but significant loss in strength due to bond failure was found for the AFRP beams. However, a FE analysis indicated that the moisture uptake, not mismatch in thermal expansion, was the dominant factor in degradation of bond. For GFRP bars or tendons the effect of thermal mismatch to concrete is limited.

Durability Chapter 11
149
11.9. Alkali effect on FRPs For fully composite structures, the influence of alkali must be considered negligible. However, the degradation of FRP due to alkali is very likely the most widely studied issue in the field of FRP durability for reinforcing bars. For steel reinforcement the natural concrete environment offers very good protection against corrosion due to its high alkalinity. However this high alkalinity level forms a source for degradation of FRP, in particular GFRP materials. A typical mode of corrosion is the alkali induced hydrolysis reaction of ester, (Machida, 1993). As regards fibres, the susceptibility of glass fibres to alkali is well documented (Machida, 1993, Steckel et al., 1998). It is therefore an important role of the matrix material to protect the glass fibres against alkali and other harmful agents. Aramid fibres are generally considered to be more resistant than glass to alkali attacks. Carbon fibres are noted to have high resistance to alkali, (Machida, 1993, Deijke, 1998). A literature review performed by (Deijke, 1999), reports that the FRP specimens directly exposed to an alkaline environment without any mechanical stress showed some degradation after exposure to accelerated ageing (FRP materials in a concrete pore solution, often above room temperature). Generally CFRP showed only a marginal reduction in mechanical performance. AFRP had a slightly higher reduction and GFRP was found to have poor durability properties compared to the other composite types. Furthermore, vinylester type resins appear to offer better resistance to alkali attack than epoxy and especially polyester. The resistance to alkali attack seems to be badly affected by the combination of alkaline environment and applied load compared to a state without stress. GFRP has been especially proven to be very susceptible to stress corrosion. However, GFRP, embedded in concrete does not seem to undergo severe attack due to the alkaline environment. It appears therefore that alkaline solution is much harsher than a natural concrete environment.
11.10. Durability in relation to FRP strengthened concrete structures
When a structures life is extended due to repair or strengthening by FRP bonding the expected remaining life of the structure must be placed in focus. In most cases it is not expected that the life of a strengthen structure shall exceed 50 years. Early applications with steel plate bonding from the 70-ties are still in use, this mean that at least 30 years of experience exists when it comes to strengthen structures by external bonding. Furthermore, it has also been noticed than if the strengthening work is done under bad workmanship the strengthening effect and the life of the strengthening system can be considerably decreased. This can also be the case if strengthening systems that are not tested thoroughly with regard to compatibility between the different constituent parts are used.

Chapter 11 Durability
150
Carbon fibre composites in the form of sheets or laminates are the most used external strengthening material for plate bonding. Even though carbon fibre composites are very durable against most environmental factors in the building industry problems related to strengthening can still occur. In most cases a concrete structures are strengthened. However, strengthening concrete structures can create problems if special attention is not given to the object to be strengthened. Here first of all the surface of the concrete structure must have enough strength to transfer shear and normal stresses, second if the structure is sealed by wrapping FRP around it, caution must be given to inbuilt moisture in combination with freeze-thaw. The same yields for a concrete structure where water can penetrate behind the sealed layer. Nevertheless, if attention is given to these factors and if well proven carbon fibre systems are used a life of at least 30 years of a strengthening system shall be expected.

Chapter 12 Full-scale tests
1.0. Introduction Over the past decade a large amount of building and civil engineering structures have been repaired, strengthened and upgraded with FRP materials. Most common has been the use of CFRP laminates but also CFRP fabrics and in some extent GFRP and AFRP fabrics have been used for external strengthening. In most cases, extensive laboratory research and theoretical studies lie behind the method or system for strengthening. Most of this research and studies have been performed on laboratory scale specimens, which in many cases can give a good description of the reality. Nevertheless, this is not always the case and full-scale field tests are needed. However, full-scale field tests are in most cases more complicated and considerably more expensive than laboratory tests and this is one of the reasons why these types of tests are seldom reported in the literature. It is, though, essential to verify external FRP strengthening in full-scale field applications. This will not only give information of how the strengthening method works in full scale, but will also be more effective convincing the owner of the structure, or the society, about the possibilities with external FRP strengthening. This is of utmost importance when new methods or techniques are introduced on the market. In Sweden during the last five years four full-scale tests have been performed. Two of them will be described here in more detail, one of which is particularly interesting since it explores the extreme loads a railroad bridge is exposed to. The author is aware that a large amount of applications have been carried out around the world at the date of this book. However, it has been difficult to assemble data from international projects, and even from national projects. Therefore, the full-scale tests presented here are projects that the author has taken a large part in. The projects have specifically been chosen with regard to complexity and the CFRP strengthening solution chosen.
151

Chapter 12 Full-scale tests
2.0. Strengthening of a railway bridge 1.0.0 Background In the northern part of Sweden there is a railway named Malmbanan on which a large amount of iron ore is transported. Malmbanan includes a number of bridges and stretches between Narvik in Norway and Luleå in Sweden. Most of the bridges are built of reinforced concrete. To make the transportations more efficient it is of current interest to increase the axle loads for the train cars from today’s 25 tons up to 30 tons. Refined calculation models in combination with actual material properties for the concrete and steel reinforcement were used in order to save some bridges from replacement or strengthening. However, a number of bridges will need to be strengthened. In order to study the FRP strengthening method more closely, the Swedish Rail Administration decided to strengthen the motor car traffic underpass at Kallkällan near Luleå City. A drawing of the strengthened bridge is shown in figure 12.1. Calculations with the higher axle load had shown that the bridge mainly needed strengthening of the slab in the cross direction. Material samples of the concrete have been taken out from the bridge and tested at laboratory. The surface strength has been tested with a pull-off test. A simplification that has been made is that it was assumed that the material data obtained from the concrete core test is significant for the whole bridge. The steel reinforcement for this bridge has not been tested and characteristic values are used in the calculations. The carbon fibre composite system used is BPE® Composite. In the strengthening system, fibre ratio per weight is 35 % from tests. All known material data for the bridge is presented in table 12.1. In table 12.1 fcck and fctk is the characteristic compressive and tensile strength respectively, fcc is the compressive strength from fctp is the pull-off strength Ec is the Young’s modulus all measured from tests. Furthermore, fyk and Esk is the characteristic values for the steel tensile strength and Young’s modulus respectively. The Young’s modulus of the fibre and composite is denoted Efk and Ecfk. The ultimate strain for the fibre is denoted εfuk and for the composite εcfk. Table 12.1 Material data
Concrete, K45 fcck [MPa] fcc [MPa] fctk [MPa] fctp [MPa] Ec [GPa] 49.5 61.3 2.50 3.00 31.2
Steel, Ks 400 fyk [MPa] Esk [GPa] 400.0 200.0
Carbon fibre Efk [GPa] εfuk [%] 235.0 1.9
Composite Ecfk [GPa] εcfk [%] 80.0 1.7
152

Full-scale tests Chapter 12
Figure 12.1 Drawing of the Railroad Bridge at Kallkällan in Luleå, before strengthening
12.1.1 Purpose of the full-scale test The main purpose of the full-scale tests was to investigate the effect of strengthening on a railway concrete bridge. Since this was the first project with CFRP for the Swedish Rail Administration, it was found important to document all work related to strengthening with CFRPs, including the method of design and working environment. To evaluate the strengthening effect, tests before and after strengthening were performed. The total strengthening procedure includes preparation, strengthening work and finishing. To be added is also the design procedure and for this particular case, the testing.
12.1.2 Preparation work Before the strengthening work begun, extensive preparation of the work site and the bridge had to be carried out. First, the equipment needed was brought to the work site, and water and electricity had to be installed. Sand and soil had to be removed in front of the wing walls at each side of the bridge, which were restored to their original locations after the work was finished. Scaffolding had to be built and traffic control devices had to be put in place. After this had been carried out the preparation work for strengthening procedure started. The formwork used for concrete casting had been lined boards. This created small unevenness between each of the boards, which had to bee removed before strengthening. As a primary surface treatment sandblasting was used to uncover the aggregates of the concrete. However, after the surface had been sandblasted it was noticed that the unevenness was still present and it was therefore necessary to grind the surface with grinders to smooth it out. This was both time consuming and hard work. The next step was to remove all dust and impurities on the surface, this was done with a vacuum cleaner and pressurised air.
153

Chapter 12 Full-scale tests
12.1.3 Strengthening work Since a sheet system, BPE® Composite 300S, was chosen for the strengthening work the smoothness of the surface was important to keep the fibres as straight as possible. The reason for choosing a sheet system was primarily due to the need for several layers of strengthening in different directions close to the columns. Before the CFRP sheets were applied, a primer for the system used was rolled onto the cleaned surface. Unevenness, holes and larger pores were then levelled out with epoxy putty. The primer was allowed to harden for 24 hours before the strengthening work started. A first layer of adhesive was applied to the concrete surface and the sheets were then mounted to the adhesive. A mohair roller was used to press out conceivable air under the sheets. The bridge was mainly strengthened in the cross direction. Close to the columns 6 layers were applied in a ± 45° angle to the cross direction. The reason for this type of strengthening was flange shear. Parallel to the cross direction, 2 layers fibre sheets, or 0.8 mm composite, were applied to give extra bending capacity. A total of 3 000 m of carbon fibre sheets, width 300 mm, was applied. It should also be mentioned that a minor amount of fibre was also mounted on the top flanges of the bridge. The reason for this was mainly to investigate the wearing of the carbon fibre system during snow clearance. In figure 12.2 mounting of the fibre under the bridge is shown and in figure 12.3 a sketch of the bridge after strengthening is depicted.
Figure 12.2 Mounting of the fibre sheets to the bridge From the sketch in figure 12.3 it can be seen that a part of the road underpass was not strengthened. The reason for this was that the Railway Administration wanted to investigate what would happen to the strengthening system in the case of vehicle impact and then to compare this with the traditional impact of concrete. It was feared that the composite would be ripped off the structure in the case of an impact. However, the result after 3 years in use, and some impacts, is that the damage is minor and very much like that on traditional concrete structures.
154

Full-scale tests Chapter 12
12.1.4 Finishing work The bridge was painted with a two-component polyurethane paint after strengthening. The painting has mainly the purpose to increase the aesthetic appearance. However, it will also protect the system to UV-radiation and help to reflect heat from direct solar incident radiation.
Figure 12.3 A sketch of the bridge after strengthening
12.1.5 Theoretical calculations of stresses and deformations Only design for strengthening is recounted and the design procedure follows chapter 4. Nevertheless, the principles for strengthening in bending are shown in figure 12.4. It is important to notice that if a strain field exists on the structure due to for example the dead load this must be considered in design for strengthening. In figure 12.4b this is shown schematically, where εu0 is the initial strain in the bottom face of the cross-section. The influence of the creep in the concrete is taken care of with a reduced modulus of elasticity as in normal concrete design. A calculation is then made to control whether the concrete is uncracked or not due to the dead load.
155

Chapter 12 Full-scale tests
The studied section can be considered uncracked if the tensile capacity of the concrete is not exceeded. A horizontal equilibrium equation for the section in figure 12.4d gives:
( ) fffsss's0uf
's
cc AEfAEAxh
dxbxf8.0 μεεε +=+−−
+ (12:1)
where x can be solved with an equation of the second degree:
0CxCxC 322
1 =++ (12:2)
Figure 12.4 Principles for strengthening in bending The next step is to calculate the stresses over the cross-section. First, the stresses at the top and bottom of the studied cross-section are calculated, and then in the steel reinforcement. The strains can easily be calculated from the stresses by Hooke´s law. However, if the calculations show that the cross-section is cracked, new calculations are needed. A first estimation for the necessary area of the fibre composite material to increase the bending moment can be made with:
( ) ( ) ( )x4.0hAEx4.0dfAdx4.0fAM fffssts's
'st
's −+−+−= με (12:3)
The type of failure that occurs is assumed to be failure in the composite material without yielding in the compressive reinforcement, the bending capacity (see also chapter 4) can then be expressed as:
( ) ( )( ) ( x4.0hAEx4.0dfA
dx4.0EAxh
dxM
fffsss
'ss
'suof
's
−+−+
+−+−−
=
με
εε
) (12:4)
where
156

Full-scale tests Chapter 12
( )
( )( ) ⎪
⎪⎪
⎭
⎪⎪⎪
⎬
⎫
++
++=
−−
−+−−=
=
hAEfA
dEAC
AEfA
EAbhf8.0C
bf8.0C
fffss
'ss
's0uf3
fffss
s's0ufcc2
cc1
με
εε
με
εε
(12:5)
In these calculations, the material values from tests have been used when available. The model for calculation of the bending moment is shown in figure 12.5. The calculation is made for the own weight of the concrete and ballast in the bridge.
Figure 12.5 Model for calculation of bending moment for the dead load Then the stresses over the cross section can be calculated. Here the model in figure 12.5 is used for the ballast but for the concrete, it is assumed that the concrete slab is slightly clamped in the beams. A cross-section of a strip from the strengthened slab is shown in figure 12.6 after strengthening.
Figure 12.6 Cross-section of slab The dead loads of the slab are for the concrete: 9.6 kN/m and for the ballast: 19.8 kN/m. The calculated moments due to the dead load are then: Mcon = 9.1 kNm/m and Mbal = 35.6 kNm/m. Calculations showed further that the slab is uncracked for the dead load.
157

Chapter 12 Full-scale tests
The theoretical study is only performed across and in the bottom face of the trough bridge. The bending moment due to the live load of the iron ore trains is then calculated. However, it can be difficult to precisely determine whether the load is taken in the slab only or in the beams and slab together. It is also very likely that the slab is clamped into the beams to a certain degree, the level of which is difficult to foresee. Nevertheless, the calculations have been made for full clamping of the slab in the longitudinal beams as well as the slab placed on free support. For the load calculations two connected wagons with iron ore will be dimensioned for the design; this is shown in figure 12.7.
510015005100 1700 1700
Figure 12.7 Iron ore train, principle for load calculation The models for calculation of the bending moment over the studied cross-section are shown in Figure 12.8a) slab on free support and 12.8b) slab clamped in the longitudinal beams.
Figure 12.8 Models for calculation of bending moment. a) Slab on free support b) Slab clamped in the longitudinal beams
158

Full-scale tests Chapter 12
Since the ballast depth is more than 0.6 m the axial load can be recalculated into a transverse distributed load in the studied cross-section as follows, see also (Täljsten and Carolin, 1999):
( ) ( )2
3
21
a m/kN86.650.35.17.12
10968cll2
F4q =
⋅+⋅⋅
=+
= (12:6)
The bending moment for a slab on free support is calculated to 74.1 kNm/m and when the ends are clamped to 24.7 kNm/m. Compared to the amount of CFRP sheet applied this level is well below the load carrying capacity needed after strengthening in the ultimate limit state. However, for this particular case the theoretical strengthening capacity could not be fully utilised. And since first of all the relative effect before and after strengthening was of primary interest it was decided to strengthen the bridge to a level that a difference could be measured before and after strengthening. The level of clamping is difficult to foresee but is between 0 and 1. Eight special cases can then be discerned. First, the slab can be assumed placed on free supports or clamped in the longitudinal beams. Furthermore the cross-section can be; A) Uncracked without composite, B) Cracked without composite, C) Uncracked with composite or D) Cracked with composite. All the stresses and strains calculated for the studied cross-section for the different cases can be found in Täljsten and Carolin, (1999). However, depending on the level of clamping the stresses and strains will vary a great deal. If the load distribution from the iron ore train is also considered the spread of the stresses and strains will become even bigger. The results from the calculations would demand too much space, therefore they are summarised in table format, see table 12.2. Table 12.2 Stresses and strains for the studied cross section, the contribution from the dead load are not added
Free supports
cbσ [MPa]
cσ [MPa]
'sσ
[MPa]sσ
[MPa]fσ
[MPa]cε
[‰]
'sε
[‰] sε
[‰] cbε
[‰] fε
[‰] A 2.6 2.6 11.4 11.8 --- 0.08 0.06 0.06 0.08 --- B --- 5.1 14.1 109.8 --- 0.16 0.08 0.55 --- --- C --- 2.6 11.5 10.6 6.4 0.08 0.06 0.05 --- 0.08 D --- 4.7 14.1 90.2 42.5 0.15 0.07 0.45 --- 0.51
Clamped cbσ [MPa]
cσ [MPa]
'sσ
[MPa]sσ
[MPa]fσ
[MPa]cε
[‰]
'sε
[‰] sε
[‰] cbε
[‰] fε
[‰] A 0.9 0.9 3.8 3.7 --- 0.03 0.02 0.02 0.03 --- B --- 1.7 4.7 36.6 --- 0.05 0.02 0.18 --- --- C --- 0.9 3.8 3.2 2.1 0.03 0.02 0.02 --- 0.03 D --- 1.6 4.7 30.0 14.2 0.05 0.02 0.15 --- 0.17
159

Chapter 12 Full-scale tests
In table 12.2 σcb in the normal stress of the bottom face of the concrete, σc, normal stress in the concrete, top face, σs’ stress in the compressive steel reinforcement, σs, stress in the tensile reinforcement and σf the tensile stress in the composite. Furthermore, εi, are the corresponding strains. The deformations of the bridge have been measured in two areas, in the mid span of the bridge and in the span in the Luleå town direction. Here only the span closest to Luleå town is considered. Theoretical calculations without and with clamping for the deformations are made. The deformations for the bridge in the studied spans have also been calculated in the areas where the deformation gauges were placed, see figure 12.13. In figure 12.9 the theoretical deformations are plotted as a function of the distance from the side of the bridge The beam at the side of the bridge acts as a reference point for deformation measurements. It can be seen in figure 12.9 that the deflections will have a large variation depending on what kind of boundary conditions are chosen.
0.00 0.50 1.00 1.50 2.00
-2.0
-1.5
-1.0
-0.5
0.0
Def
lect
ion,
[mm
]
Distance from support, [m]
Deflection in slab
Free, Uncracked
Free, Cracked
Clamped, Uncracked
Clamped, Cracked
Before strengthening
0.00 0.50 1.00 1.50 2.00
-2.0
-1.5
-1.0
-0.5
0.0
Def
lect
ion,
[mm
]
Distance from support, [m]
Deflection in slab
Free, Uncracked
Free, Cracked
Clamped, Uncracked
Clamped, Cracked
After strengthening
Figure 12.9 Theoretical calculations of deflections before and after strengthening (m)
12.1.6 Measurements An extensive program of measurement has been performed on the bridge. Not only deformations but also strains have been measured in predetermined sections of the bridge. A rather large system of steel beams was mounted on the top of the columns under the bridge. This was done to support the deformation gauges and minimise the interference from ground movement and column deformations. Due to resonance, the beams needed to be considerably large. To be sure, the measurements are carried out for different train speeds. This is done to avoid resonance in the measurement equipment and in the bridge itself. Measurements have been undertaken before and after strengthening. The registered values of strains should not be taken as absolute values. They should instead be used in a comparison between values before and after strengthening respectively.
160

Full-scale tests Chapter 12
Since the bridge is mainly strengthened in the cross direction most of the measurements were undertaken in this direction. It is therefore most interesting to study the changes before and after strengthening in the cross direction. All measurements are presented in thoroughly in (Täljsten and Carolin, 1999). It is possible to compare different trains because the weight of each train is known. The measured strain levels have been adjusted for the different weights by normalisation. The strains have been recorded in the points indicated with an arrow in figure 12.10. The direction of the arrow indicates in what direction the measurements have been performed.
Figure 12.10 Locations of strain gauges The strains have been measured with strain gauges welded to the steel reinforcement except for point 4 where the strain gauges were adhesively bonded to the concrete surface. At evaluation of the strains, averages for each train passing were formed. They were calculated as arithmetic mean values over the intervals shown in figure 12.11 which show a typical example of measured strains for a train with speed 30 km/h.
0 20 40 60 80Time, [s]
100
0
20
40
60
80
100
120
Stra
in [μ
s]
Points showing thelimits for average
intervals
Figure 12.11 Method for calculating average strains
161

Chapter 12 Full-scale tests
The switchback that is shown in the figures comes from the fact that each wagon is represented as a pair of a dip and a top. The small registering at the beginning of each train set is the locomotive that runs over the bridge. The discontinuous parts of the graphs are due to the equipment used. On Malmbanan the wagons’ chassis are almost identical. The divergences between single wagon baskets are insignificant and will not affect the average because of the large amount of measured wagons in each train. The sections for deflection surveyed are shown by dotted lines in figure 12.12 and figure 12.13. Only the vertical deflections are studied.
Figure 12.12 Locations of deflection measurements on the bridge
Figure 12.13 Locations of deflection measurements in the cross-sections studied By reducing measured values with the deflections of the beams it is possible to isolate the deflection of the trough, which is most interesting since it is only the trough that has been strengthened. All measurements were taken just before the bridge was strengthened. Three ore trains were measured with the speeds 50 km/h, 30 km/h and 10 km/h. Figure 12.14 shows an example of measured strains in the cross directional steel reinforcement together with corresponding deformations for train speed of 30 km/h. The effect of different train speed is limited but a tendency that lower speed gives higher precision due to smaller vibrations has been found. After the strengthening system was applied, it was time for the second phase in the test. This time five trains were measured. The speeds of the trains, for the measurements, were 10, 30, 30, 50, 50 km/h. In order to investigate whether the strengthening system were taking any load or not, the measurement program was extended with three strain gauges.
162

Full-scale tests Chapter 12
A rosette gauge was bonded to the carbon fibre composite in the middle of the end span. In figure 12.15 examples of measured strains in the steel reinforcement and in the composite are plotted during loading.
Strain in steel reinforcement before strengthening Deflection before strengthening
0
20
40
60
80
100
120
Stra
in, [
E -6
str]
0 20 40 60 80 10Time, [s]
0
0 20 40 60 80
-0.2
0
0.2
0.4
0.6
De
]10
Time, [s]0
flect
ion,
[mm
Figure 12.14 Left) Measured strain in the steel reinforcement in the transverse direction before strengthening. Right) Vertical deflections before strengthening at the middle of end-span. The train speed is 30 km/h
0
20
40
60
80
100
120
Stra
in, [
E -6 s
tr]
0
20
40
60
80
100
120
Stra
in, [
E -6
str]
0 20 40 60 80 10Time, [s]
0
0 20 40 60 80 100
Time, [s] Figure 12.15 Left) Measured strains in the steel reinforcement in the transverse direction after strengthening; Right) Strains in the composite. The train speed is 30 km/h The measured values should not be considered to precise. The measured strains are local and are affected by roughness at the surfaces and possible cracks in the concrete in the nearness of the gauges. The measured strains before and after strengthening in the cross directional steel reinforcement and after strengthening in the carbon fibre composite are shown in table 12.3. The effect on strain levels in the existing steel reinforcement due to strengthening was considerable. At a mean level, a decrease in strain level of 16 % could be noticed in the internal steel reinforcement.
163

Chapter 12 Full-scale tests
This is illustrated in figure 12.16 the strain levels before and after strengthening are illustrated graphically for the train speed 30 km/h. From this figure it is obvious that a strengthening effect from the carbon fibre composite has been achieved. The deflections before and after strengthening are presented in table 12.4. The deflection values presented are for the train speed 10 km/h, adjusted for different weights. These deflections are also plotted in figure 10.17, before and after strengthening. It is quite clear that the thin layer of carbon fibre decreased the deflections in the cross direction of the bridge.
0.00
20.00
40.00
60.00
80.00
100.00
120.00
Stra
in, [μs
]
TimeBefore strengthening After strengthening 3-years Figure 12.16 Effect of strengthening on strain. Train speed 30km/h. The different masses of the two trains are normalised to give comparable results. A decrease of 16 % could be observed for the deflections, see figure 12.17.
Table 12.3 Measured strains in the steel reinforcement and in the composite Train number Velocity
[km/h] Steel before
strengthening [μs]
Steel after strengthening
[μs]
Composite after
strengthening [μs]
A1 50 58.7 A2 30 67.7 A3 10 68.6 B1 50 56.1 101.3 B2 30 56.2 99.0 B3 10 59.3 106.7 B4 30 59.0 104.9 B5 50 59.0 102.9 Average 68.2 57.9 103.0 Percentage 100% 85%
164

Full-scale tests Chapter 12
Table 12.4 Measured and normalised values of deflection
Measuring
point Deflection before
[mm] Deflection after
[mm] Decrease in deflection
[%] 0 0 0 --- 1 0.15 0.12 18 2 0.27 0.23 13 3 0.34 0.28 17
Average --- --- 16
Distance from support, [m]0.00 0.50 1.00 1.50 2.00
-0.4
-0.3
-0.2
-0.1
0.0
Def
lect
ion,
[mm
]
Deflection in slabBefore strengtheningAfter strengthening
Figure 12.17 Measured deflections before and after strengthening
12.1.7 Comparison between theory and test In the test the bridge has been loaded with iron ore trains passing the bridge at different speeds, 10, 30 and 50 km/h. The approximate load of the whole train set was 5 000 tons, or 100 tons per wagon. At lower speeds, the gathering measuring values from the strains- and deformation gauges were most stable. However, it is not easy to compare the theoretical calculations of the strain levels and the deflections with the ones measured from the test. The reasons for this are many. One such reason is the degree of clamping in the primary load bearing beams. Another reason is the difficulties to distribute the axial load from the iron ore train correctly.
165

Chapter 12 Full-scale tests
A third reason is the difficulty to calculate the moment of inertia, here the contribution from concrete that is not fully cracked will have a big influence on the result. The theoretically calculated deflections are compared with the ones from the field test and shown in figure 12.18. From the diagrams in figure 12.18 and the plotted deflections from tests, two possible cases can be discerned.
0.00 0.50 1.00 1.50 2.00
-2.0
-1.5
-1.0
-0.5
0.0
Def
lect
ion,
[mm
]
Distance from support, [m]
Deflection in slab
Free, Uncracked
Free, Cracked
Clamped, Uncracked
Clamped, Cracked
From field test
Before strengthening
0.00 0.50 1.00 1.50 2.00
-2.0
-1.5
-1.0
-0.5
0.0
Def
lect
ion,
[mm
]
Distance from support, [m]
Deflection in slab
Free, Uncracked
Free, Cracked
Clamped, Uncracked
Clamped, Cracked
From field test
After strengthening
Figure 12.18 Comparison between tests and theory for the deflections in the cross direction The slab seems either to be clamped in the longitudinal beams or cracked or close to the boundary condition; free supports and uncracked. However, it seems unlikely that the cross-section is fully clamped in the beams and the cross-section should not be fully cracked for the service load. Nevertheless, there is a possibility that the studied mid cross-section is cracked to some degree, especially with thought to the longitudinal cracks that were noticed in the pre-investigation when the crack mapping moment was undertaken. In this investigation it is assumed that the slab is close to be placed on free supports in the longitudinal beams and uncracked. From the tests it was found that the strain level in the internal reinforcement before strengthening was approximately 68 μs. This can be compared with the cases when the slab is placed on free supports in the theoretical calculation, where a strain level of 60 μs was obtained. After strengthening, the theoretical calculations gave 50 μs in the steel, and approximately 80 μs in the composite. The measuring gave 58 μs in the steel and 103 μs in the composite. Even if the correspondence between test and theory is quite good, there exists an uncertainty in calculation models, i.e. distribution of loads, level of clamping, level of the neutral axis due to cracking etc.
166

Full-scale tests Chapter 12
Furthermore, if the measured values are compared before and after strengthening, a decrease of approximately 16 % on both the strain and deflection levels could be noticed. The strains that were measured on the concrete over the column show no difference between before and after strengthening. This was also the case for the measurements of the longitudinal steel reinforcement in the beams and in the slab. This is apparent since no part, or only a small part, of the strengthening system was bonded in a place or direction that would have decreased these strains. The fact that no difference was found validates the accuracy of the measurements.
12.1.8 Conclusions From the performed field test it is confirmed that it is fully possible to strengthen concrete railroad trough bridges with carbon fibre composites. From the tests no differences before and after strengthening in the longitudinal direction could be found. Nevertheless, in the crosswise direction considerable differences both in deflection and strain could be observed. An average level of 16 % reduction in deflection and 15 % reduction on the strain level at the internal reinforcement in the studied cross-section could be noticed and this only with 0.8 mm thickness of carbon fibre composite, or 0.34 mm pure carbon fibre. Finally, it was not necessary to close the bridge either for car or train traffic during the strengthening.
12.2. Strengthening of concrete beans for an overhead crane
12.2.1 Background During autumn 1998 Stabilator AB, a Swedish contractor, carried out a CFRP strengthening work on two overhead crane concrete beams. The beams were built in 1942 and located at Hojums water power station in Trollhättan on the west coast of Sweden. The reason that the beams needed strengthening was twofold, firstly that the beams had to carry higher loads then they were designed for due to a newly installed generator and secondly that the mid supporting columns had to be removed on both of the beams, see figure 12.19. This resulted in another static system with not enough steel reinforcement for the bending moment and the shear force. Consequently, the beams needed strengthening. Several different strengthening systems where discussed, for example ordinary concrete works and post-tensioned cables, but it was decided to use the CFRP wrap system, BPE® Composite. However, since the method was new to the Swedish Hydro Power Board a full-scale test was demanded to verify the strengthening effect. In this test 90 % of the service limit load was to be applied on the beams and the theoretical calculation was to be in accordance with the test results. Before the full-scale test is presented a short description of the strengthening work will be given.
167

Chapter 12 Full-scale tests
Figure 12.19 Dimensions on the overhead crane beams and loading path for the traverse during test
12.2.2 Strengthening works Before the strengthening work started an extensive investigation of both of the concrete beams was carried out. First of all a survey of the placement of the existing steel reinforcement compared with the original drawings was done. A mapping of all concrete cracks and a material test of the concrete were then undertaken. The rock support and remaining columns were also investigated due to the new load case. The strengthening work began with sandblasting, followed by grinding of the beams. Contamination, grease and dust were removed with pressurised air and vacuum cleaners. Bigger convex irregularities were smoothed out with epoxy putty. Before the epoxy adhesive was applied a primer was rolled on to the concrete surface. The primer was allowed to harden at least twenty-four hours before application of the adhesive. All the strengthening works were carried out at room temperature. The CFRP sheets were applied wet in wet, i.e. the following layer was placed before the earlier layers had hardened. However, this was not always possible, and in those cases, the surface was ground and cleaned with a solvent before the adhesive and CFRP sheets were applied again. After all the sheets had been applied a finishing layer was painted to the beams. A total of 24 layers for bending and 3 layers for shear, or 5 300 m of carbon fibre, were applied on the beams.
12.2.3 Result from theoretical calculations To explain all the underlying theory for design will be too extensive for this section. How to design for bending and shear can be found in chapters 4 and 5. For bending special attention must be taken to the original deformations of the structure, anchor-lengths and the peeling stresses at the end of the sheet.
168

Full-scale tests Chapter 12
In the theoretical design, the material values stated in table 12.4 are used, but for the evaluation, material properties from tests, except for the steel reinforcement, were used.
Table 12.4 Material properties Characteristic Design Test Concrete Compressive strength Tensile strength Young´s modulus “Pull-Off”
21.5 [MPa] 1.6 [MPa] 30.0 [GPa]
11.9 [MPa] 0.89 [MPa] 20.8 [GPa]
35.5 [MPa] 2.5 [MPa] 34.0 [GPa] 3.2 [MPa]
Steel Tensile strength Young’s modulus
260 [MPa] 200 [GPa]
197 [MPa] 159 [GPa]
260 [MPa] 200 [GPa]
Carbon Fibre Tensile strength Young´s modulus Failure strain Fibre content, μ*
4600 [MPa] 234 [GPa]
1.8 [%] 0.40
3100 [MPa] 195 [GPa]
1.5 % 0.40
4 260 [MPa] 228 [GPa]
1.7 % 0.35
* Fibre content per volume
Before the beams were strengthened, theoretical calculations of the original load bearing capacity of the beams were performed. The beams were then strengthened for the additional load due to removal of the column and higher load from the new generator. The theoretical capacities before and after strengthening are summarised in table 12.5.
Table 12.5 Theoretical calculations of load capacity Up Stream Down Stream Dimensioning Loads
Bending Moment Shear Force
12.1 [MNm]
2.6 [MN]
10.2 [MNm]
2.5 [MN] Dead Load
Bending Moment Shear Force
2.2 [MNm] 0.5 [MN]
1.7 [MNm] 0.5 [MN]
Original Capacity Bending Moment Shear Force
3.0 [MNm] 1.5 [MN]
3.0 [MNm] 1.5 [MN]
Strengthening Needs* Bending Moment Shear Force
9.1 [MNm] 1.1 [MN]
7.2 [MNm] 1.0 [MN]
* Subtraction between dimensioning loads and original capacity
169

Chapter 12 Full-scale tests
12.2.4 Tests program To verify the strengthening effect it was decided to perform full-scale tests. Three different load levels were investigated, P1 = 274 tons, P2 = 394 tons and P3 = 494 tons, where P is the total load on the overhead crane to be distributed between the two beams. Ten different placements of the overhead crane were investigated. In this paper mainly the results from load case no. 3 are presented. Before the test could be carried out two large water tanks had to be transported in to the generator hall. The water tanks were approximately 11×4.5×4.5 metres in dimension. To reach the maximum load of 494 ton, concrete blocks and steel goods were also placed on top of the tanks. During the test, strains and deformations were measured on fixed points, these test points can be found in figure 12.20 where T denotes strain gauges, R rosette strain gauges and L, LVDT deformation gauges. Only beam A is equipped with strain and LVDT gauges. The deformations on beam B were measured with mechanical clocks but are not recorded here. During the tests, the traverse was moved on a predefined path, which can be seen on the right hand side in figure 12.19. The traverse crane was first moved along the midsection along the co-ordinate y and data was measured in points 1, 2, 3, 4 and 5. From point 4 the traverse crane was moved 2.1 metres in the x direction, to the left and new readings were taken at point 6, 7, 8, and 9. Finally, the traverse crane was moved to point 10. Data in point no. 5 and 10 belongs to beam B and are not reported here. In figure 12.21 the strains in T5 and the deflection in L9 is shown as a function of time. The traverse was moved twice along the path. In figure 12.21 the different stops along the path are marked and can clearly be noticed. We can notice that the curve for the deformations follows the curve for the measured strain in point 3.
Figure 12.20 Deformation and strain gauges placed on the up stream beam
170

Full-scale tests Chapter 12
Strain Gauge T5
0 1000 2000 3000Time, [sek]
0
100
200
300
400
500S
train
, [m
s]
3
2
1
4
6
78
9
6
78
9
LVDT Gauge L9
0 1000 2000 3000Time, [sek]
0
2
4
6
8
Def
lect
ion,
[mm
]
1
2
3
4
67
8
9
67
8
9
Figure 12.21 Recorded strain (left) and deflection (right) as a function of time in point T5 respectively L9 during loading. Case C
12.2.5 Result from test A comparison between test and theory is presented here in a simplified form where only a comparison between theoretical and measured strain in the composite in point T5 and deflection under point L9 is performed. The comparison is made for load case C. The comparison is also made with regard to whether the concrete is cracked or not. The result from the test is presented in table 12.7. It can be noticed in table 12.7 that the measured values are best in accordance with an uncracked beam. However, the reason for this is not that the beam is uncracked but more likely that the composite material holds the structure together and in that way increases the stiffness. Table 12.7 Comparison between calculated and measured strains, T5, and deformations L9.
Load Uncracked Cracked Measured Case C1 P = 247 tonnes
Strain Composite, [μs] Deformation, [mm]
167 4.1
1062 16.9
310 6.2
Case C2 P = 311 tonnes
Strain Composite, [μs] Deformation, [mm]
207 5.2
1343 21.3
420 7.7
171

Chapter 12 Full-scale tests
12.2.6 Conclusions In this section, a full-scale test on two CFRP strengthened overhead crane concrete beams is presented. The beams have a cross-section of 1.0×2.3 metres and a length of 17.3 and 14.9 metres respectively. Both strengthening for bending, up to 24 layers, and shear, up to 3 layers, has been performed. A total amount of 5 300 metres of the BPE® Composite CFRP wrap system was applied on the beams. The total execution time was approximately 6 weeks. After the strengthening works, a comprehensive test program was undertaken. Here the largest of the beams was equipped with several strain and deformation gauges. The beams were loaded up to 90 % of the service limit state with a predestined load path. A comparison between tests and theory showed good agreement. The conclusion from the test indicated that a very good strengthening effect in both bending and shear with CFRP-sheets bonded to the face of concrete beams could be achieved. A strengthening effect of almost 400 % was reached in bending compared to the original beam. Furthermore, it is very important to note that the condition of the existing structure must be thoroughly investigated, otherwise there is a risk that the failure mode for the structure can be changed, for example from a ductile bending failure to a brittle compressive or shear failure. Finally, the performed tests show that it is fully possible to strengthen large concrete structures in both bending and shear for very high loads.
12.3. Comments to full-scale tests The presented full-scale tests in this chapter shows that considerably increase in the load carrying capacity can be achieved by external strengthening with CFRP materials. Nevertheless, it is difficult to calculate the load carrying capacity of existing concrete structures. Furthermore, many of the existing models used for design do not consider redistribution of cracked sections and composite action between a structures different building parts. This makes strengthening often difficult, challenging and interesting. However, the performed test showed that it is possible to find suitable strengthening levels with existing design equations.
172

References ACI 440R-96, 1996, State-of the-art report on fibre reinforced plastics (FRP)
reinforcement for concrete structures, American Concrete Institute (ACI) Committee 440, Farmington Hills, Michigan, USA, 1996.
Agarwal B.D. and Broutman L.J., 1990, Analysis and Performance of Fiber Composites, Published by John Wiley & Sons, Inc., ISBN 0-471-51152-8, 1990, p 449.
Ahmad S.H. and Sha S.P., 1982, Stress-strain curves of concrete confined by spiral reinforcement, ACI Journal, Vol. 79, No. 6, 1982, pp 484-490.
Andersen, S.I., Lilholt, H. Lystrup, AA. 1996. Properties of composites with long fibers. In Design of Composite Structures Against Fatigue. (ed. R. M. Meyer), pp. 15-31. Bury St. Edmunds: Mechanical Engineering Publications.
Arntsen B. and Pedersen V., 1999, Freeze-thaw durability of concrete beams strengthened with CFRP, Proceedings of the 8th International conference on Structural Faults and Repair, London, 1999
Awerbuch, J. & Hahn, H.T. 1981. Off-axis fatigue of grafite/epoxy composite. In Fatigue of Fibrous Composite Materials. STP 723, pp. 243-273. Philadelphia: American Society for Testing and Materials.
BBK 94, 1994, Boverkets handbok om betongkonstruktioner, Band 1, Konstruktion, Utgiven av Boverket, Byggavdelningen, ISBN 91-7332-686-0, 1994, p 185.
Beaudoin Y., Labossièrre P. and Neale W., 1998, Wet-dry action on the bond between composite materials and reinforced concrete beams, Durability of fibre reinforced polymer (FRP) composites for construction, Int. Conference, CDCC, 98, pp 537-560.
Betonghandboken, 1990, Konstruktion, AB Svensk Byggtjänst och Cementa AB, ISBN 91-7332-533-3, 1990, p 791.
Botsis, J. & Beldica, C. 1994/95. Strength characteristics and fatigue crack growth in a composite with long aligned fibers. International Journal of Fracture 69,27-50.
Chai Y.H., Priestly M.J.N. and Seible F., 1991, Seismic retrofit of circular bridge columns for enhanced flexural performance, ACI Journal, Vol. 88, No. 5, 1991, pp 572-584.
Chiu A. and Franco R.J., 1990, “FRP Line Pipe for Oil and Gas Production”, Modern Plastics, June 1990, pp 54-60.
173

References
174
Claeson C., 1998, Structural behaviour of reinforced high-strength concrete columns, Chalmers University of Technology, Division of Concrete Structures, ISBN 91-7197-694-9, 1988, p 175.
Curtis, P.T., 1989, The fatigue of organic matrix composite materials, Advanced Composites Ed. I.K. Partridge, London, Elsevier, pp 331-367
Demers M. and Neale K.W., 1994, Strengthening of concrete columns with unidirectional composite sheets, Development in Short and Medium Span Bridge Engineering, Canadian Society for Civil Engineering, Montreal Canada, 1994, pp. 895-905.
Deuring M., 1993, Strengthening of RC with prestressed fibre reinforced plastics sheets, EMPA Research Report 224, Dübendorf, Switzerland, 1993, In German.
Dickson, R. F., Fernando, G., Adam, T., Reiter, H. & Harris, B. 1989. Fatigue behavior of hybrid composites, Part 2 Carbon-glass hybrids. Journal of Materials Science 24, 227-233.
Dussek I.J., 1974, Strengthening of bridge beams and similar structures by means of epoxy resin bonded external reinforcement, Transport research record, National Research Council, No. 785, 1974, pp 21-24.
Elfgren L. Och Gylltoft K., 1977, Utmattningshållfasthet för anläggningskonstruktioner. Statens råd för byggforskning, Rapport R 68:1977, Stockholm, ISBN 91-540-2750-0.
Ferrier E. And Hamelin P., 2001, Evolution of bending stiffness of RC beam strengthened by FRP under fatigue loading, Int. Conference, Proceedings on the 3rd Advanced Composite Materials in Bridges and Structures, Ottowa, Canada, August 15-18, 2000, pp703-706
FIB, 2001, Bulletin 14, Externally bonded FRP reinforcement for RC structures, Technical Report, Task Group 9.3 FRP (Fibre Reinforced Polymer) reinforcement for concrete structures, ISBN 2-+88394-054-1, July 2001, p 130
Green M. F. and Bisby L.A., 1998, Effects of freeze-thaw action on the bond of FRP sheets to concrete, Durability of fibre reinforced polymer (FRP) composites for construction, Int. Conference, CDCC, 98, pp 179-190.
Hjort N., 1998, Utmattningsförsök av kolfiberförstärkta betongbalkar, Luleå tekniska universitet, Avdelningen för konstruktionsteknik, under tryckning, 1998
Hollaway L.C. and Head P.R., 2001, Advanced polymer composites and polymers in the civil infrastructure, Elsevier Science Ltd, ISBN 0 08 043661 7, 2001, p 316.
Hsu T. C. T., 1984, Torsion of Reinforced Concrete, Published by Van Nostrand Reinhold Company Inc. 135 West 50th Street, New York, New York 10020, ISBN 0-442-26401-1, 1894, p 515.
Jamison, R. D. 1986. On the interrelationship between fiber fracture and ply cracking in graphite/epoxy laminates. In Composite Materials: Fatigue and

References
175
Fracture. STP 907 (ed. H.T. Hahn), pp. 252-273. Philadelphia: American Society for Testing and Materials.
Judd N.C.W., 1971, The chemical resistance of carbon fibres and a carbon fibre/polyester composite, First International Conference of Carbon Fibres, Plastic Institute, pp 32/1 - 32-8
Karbhari, V. M, 1996. Civil infrastructure and composite materials: issues in material and manufacturing 41 st International SAMPE Symposium and Exhibition, March 24-28, 1996. V 41, pp 656-666.
Karbhari V.M. and Gao Y., 1997, Composite jacketed concrete under uniaxial compression-verification of simple design equations, Journal of Materials in Civil Engineering, ASCE, Vol. 9, No. 4, 1997, pp. 185-193.
Lam L. and Teng J.G., 2001a, Strength models for FRP-confined concrete, Journal of Structural Engineering, ASCE, submitted 2001
Lam L. and Teng J.G., 2001b, Stress-strain models for FRP-confined concrete, to be published
Lam L. and Teng J.G., 2001c, FRP-confined rectangular concrete columns, to be published
Liu, B. & Lessard, L. B. 1994. Fatigue damage-tolerance analysis of composite laminates: Stiffness loss, damage-modelling, and life prediction. Composites Science and Technology 51, 43-51.
Mander J.B., Priestley M.J.N. and Park R., 1988, Theoretical stress-strain model for confined concrete, Journal of Structural Engineering, ASCE, Vol. 114, No. 8, 1988, pp 1804-1826.
Mattsson P., 1999, Betongbalkar förstärkta med kolfiberkomposit - Tvärkraftskapaciteten vid utmattningslast, Examensarbete (Master Thesis) Institutionen för Väg- och Vatten, Avdelningen för Konstruktionsteknik, 1999:165, ISSN: 1402, p 89 (In Swedish).
Meier U., Deuring M., Meier H. and Schwegler G. (1992). Strengthening of Structures with CFRP laminates, Research and Applications in Switzerland, Advanced Composite Materials in Bridges and Structures, Proceedings ACMBS 1, des K. Neal and P. Labossière, Canadian Society for Civil Engineering, 1992, pp 243-251.
Miyauchi K., Inoue S., Kuroda T. And Kobayashi A, 1999, Strengthening effects of concrete columns with carbon fibre sheets, Transaction of The Japan Concrete Institute, Vol. 21, pp. 143-150.
Mufty, A. S. R., Gupta, U. C. & Radha Krishna, A. 1995. A new approach to fatigue strength distribution for realibility evaluation. International Journal of Fatigue 17, 85-89.
Nanni A. and Bradford N.M., 1995, FRP jacketed concrete under axial compression, Construction and Building Materials, Vol. 9, No. 22, 1995, pp. 115-124.
Nanni A. and Norris M.S., 1995, “FRP jacketed concrete under flexure and combined flexure-compression, Construction and Building Materials, Vol. 9, No. 5, 1995, pp 273 - 281

References
176
Nilsson M., 1998, 30 ton på Malmbanan, Luleå tekniska universitet, Avdelningen för konstruktionsteknik, under tryckning, 1998, p 27.
NKB, 1987, Retningslinier for last- og sikkerhetsbestemmelser for baerende konstruktioner, NKB-rapport nr. 35, ISBN 87-503-2951-0, 1987, p 146.
Piggott, M. R. & Lam, W. K. 1991. Fatigue failur processes in aligned carbon-epoxy laminates. In Composites Materials: Fatigue and Fracture, Third Volume. STP 1110 (ed. T. K. O’Brien), pp. 686-695. Philadelphia: American Society for Testing and Materials.
Richart F.E., Brandtzaeg A. and Brown R.L.,1928, A study of the failure of concrete under combined compressive stresses, University of Illinois, Engineering Experimental Station, Illinois, 1928.
Richart F.E., Brandtzaeg A. and Brown R.L.,1929, The failure of plain and spirally reinforced concrete in compression, University of Illinois, Engineering Experimental Station, Illinois, 1929.
Saafi M., Toutanji H.A. and Li Z., 1999, Behaviour of concrete columns confined with fibre reinforced polymer tubes, ACI Materials Journal, Vol. 96, No. 4, 1999, pp. 500-509.
Shahawy M. and Beitelman T.E., 1998, Fatiuge performance of RC beams strengthned with CFRP laminates, Durability of fibre reinforced polymer (FRP) composites for construction, Int. Conference, CDCC, 98, pp 169-178.
Soudiki K. A., Zeng J.S., Meise B. and Sherwood E.G., 1998, Durability of repaired concrete beams with carbon fibre reinforced polymer laminates subjected to wet/dry cycles, Durability of fibre reinforced polymer (FRP) composites for construction, Int. Conference, CDCC, 98, pp 499-512.
Talreja, R. 1993. Fatigue of fiber composites. In Structure and Properties of Composites. (ed. T. W. Chou), pp. 583-606. Weinheim: VCH.
Teng J.G., Chen J.F., Smith S.T. and Lam L., 2001, FRP strengthened RC structures, John Wiley & Sons, LTD, ISBN 0-471-48706-6, 2001, p 245.
Timoshenko S.P. and Goodier J.N., 1970, Theory of Elasticity, Published by McGraw-Hill Book Company, ISBN 0.07-085805-5, 1970, p 567.
Toutanji H.A. and Rey F., 1998, Performance of concrete columns strengthened with advanced composites subjected to freeze-thaw conditions, Durability of fibre reinforced polymer (FRP) composites for construction, Int. Conference, CDCC, 98, pp 351-359.
Toutanji H.A., 1999, Stress-strain characteristics of concrete columns externally confined with advanced fibre composite sheets, ACI Materials Journal, Vol. 96., No. 3, 1999, pp. 397-404.
Triantafillou T.C., Deskovic N. and Deuring M., 1992, Strengthening of concrete structures with prestressed fibre reinforced plastic sheets, ACI Structural Journal, 89(3), 1992, pp 235-244.
Triantafillou T. C., 1998, Shear Strengthening of Reinforced Concrete Beams Using Epoxy-Bonded FRP Composites, ACI Structural Journal, Vol. 95, No. 2, March-April 1998, pp 107-115.

References
177
Täljsten B., 1994, Plate Bonding, Strengthening of Existing Concrete Structures with Epoxy Bonded Plates of Steel or Fibre Reinforced Plastics, Doctoral Thesis 1994:152D, ISSN 0348-8373, Luleå University of Technology, 1994, p 308.
Täljsten B., 1996, Strengthening of concrete prisms using the plate-bonding technique, International Journal of Fracture 82: 253-266, 1996, Kluwer Academic Publishers, Printed in the Netherlands.
Täljsten B., 1997, Strengthening of Beams by Plate Bonding, Journal of Materials in Civil Engineering, November 1997, pp. 206-212.
Täljsten B., 1997, Defining anchor lengths of steel and CFRP plates bonded to concrete, Int. J. Adhesion and AdhesivesVolume 17, Number 4, 1997, pp 319-327.
Täljsten B., 1998, Förstärkning av betongkonstruktioner med stålplåt och avancerade kompositmaterial utsatta för vridning, Forskningsrapport, Luleå tekniska universitet, Avdelningen för konstruktionsteknik,Institutionen för Väg- och vattenbyggnad, 1998:01, ISSN 1402-1528

References
178

Appendix A Calculation example - design for strengthening in
bending
A.1 Background The cross-section below is subjected to a 500 kNm load in the service limit state and is designed for an 800 kNm in the ultimate limit state. Design for a increased bending moment in the ultimate limit state corresponding to 30 %, caused by a point load, P, at the centre of the beam. It is assumed that the stress in the service limit state will also increase to a similar degree. Carbon fibre laminates type Sika M is used, material data is gvien below. The beam can be un-loaded during strengthening. Concrete K50, steel reinforcement Ks 600, non-aggressive environment, and an effective creep number of ϕe = 2.0. It is assumed that the beam is newly cast. The cross-section is considered to have identical bending reinforcement across the entire length. In the calculation example safety class 2 is assumed. The structure is only loaded with 100 kNm during the strengthening situation due to propping. Limit the strain in the laminate to 5.0 ‰.
Figure A.1 Concrete cross-section and typical loading configuration for a reinforced beam.
179

Appendix A Calculation example - Bending
A.2 Material data The safety factors are considered in the material data given below.
Concrete: Ec 25.8 GPa fcc 21.5 MPa fct 1.36 MPa fctk 2.25 MPa εcu 3.5 ‰ Steel Es 173 GPa fst 496 MPa '
sA 1257 mm2 As 2513 mm2 Fibre Ef 159 GPa ffu 2 000 MPa ff 1 212 MPa εfk 11.0 ‰ εf 5.0 ‰ Loads: P 120.0 kN q 40.0 kN/m Dimensions: h 750 mm b 300 mm L 10 m
Proportion factor: ( ) ( ) 208.25
21173E1E
EE
c
es
ce
ss ≈
+=
+==
ϕα
( ) ( ) 18
8.2521159
E1E
EE
c
ef
ce
ff ≈
+=
+==
ϕα
A.3 Calculation in the service limit state Check first if the cross-section is cracked due to original load. The position of the centre of gravity is decided from:
( ) ( )( ) ( )
=−+−+
−+−+= '
ssssc
's
'sssssc,tpc
0 A1A1A
dA1dA1yAy
αα
αα
( )m4.0397.0
10251312571975.03.0048.010125719677.010251319375.075.03.0
6
66≈=
⋅+⋅+⋅⋅⋅⋅+⋅⋅⋅+⋅⋅
=−
−−
The ideal moment of inertia, I1 , can then be calculated:
( ) ( ) ( ) ( ) ( ) =−−+−−+⎟⎠⎞
⎜⎝⎛ −+=−+=
20
's
'ss
20sss
2
0
3
ssc1 ydA1ydA12hybh
12bhI1II ααα
( ) (
( )
32 26
26 2 4
0.3 0.75 0.3 0.75 0.4 0.375 19 2513 10 0.677 0.412
19 1257 10 0.048 0.4 1.73 10 m
−
− −
⋅= + ⋅ ⋅ − + ⋅ ⋅ ⋅ −
+ ⋅ ⋅ ⋅ − = ⋅
) +
180

Calculation example - Bending Appendix A
The maximum stress in the beam’s over and underside can respectively be calculated:
MPa6.114.01073.110500y
IMy
IIM
2
3
01
00
ssc
00 =⋅
⋅⋅
==+
=−α
σ
( ) ( ) ( )3
0 0cu 0 0 2
c s s 1
M M 500 10h y h y 0.75 0.4 10.1MPaI I I 1.73 10
σα −
⋅= − = − = ⋅ − =
+ ⋅
which clearly exceeds the concrete’s tensile capacity:
MPa3.21025.275.04.06.0f
h4.06.0 6
4ctk4m =⋅⋅⎟⎟⎠
⎞⎜⎜⎝
⎛+=⎟⎟
⎠
⎞⎜⎜⎝
⎛+=σ
The cross-section therefore falls into stadium II. Compression reinforcement that replaces the concrete area is enlarged by αs - 1 and the tensile reinforcement by αs. First the distance to the neutral layer is calculated though, see figure A.2:
Figure A.2 Calculation of the distance to the neutral layer for a cracked rectangular cross-section
( ) ( ) ( xdAdxA12
bxsss
's
'ss
2−=−−+ αα ) or with inserted values
( ) ( ) (2
6 60.3x 20 1 1257 10 x 0.048 20 2513 10 0.677 x2
− −+ − ⋅ ⋅ ⋅ − = ⋅ ⋅ ⋅ − ) from which x can be derived according to:
m296.0x0234.0x494.0x2 =⇒=−+
The cross-section’s moment of inertia in stadium II then becomes:
181

Appendix A Calculation example - Bending
( ) ( ) ( )
( ) ( )
( )
23 2 2' '2 c s s s s s s s s
2326
26 2 4
bx xI I I bx 1 A x d A d x12 2
0.3 0.296 0.2960.3 0.296 20 1 1257 10 0.296 0.04812 2
20 2513 10 0.677 0.296 1.14 10 m
α α α
−
− −
⎛ ⎞= + = + + − − + − =⎜ ⎟⎝ ⎠
⋅ ⎛ ⎞= + ⋅ ⋅ + − ⋅ ⋅ ⋅ −⎜ ⎟⎝ ⎠
+ ⋅ ⋅ ⋅ − = ⋅
+
With M01 = 500 kNm the stresses are obtained:
MPa0.13296.01014.110500x
IM
2
3
2
01co =⋅
⋅⋅
== −σ
( ) ( )3
01s s s 2
2
M 500 10d x 20 0.702 0.296 356.1MPaI 1.14 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
With the bending moment, M02 = 100 kNm during actual strengthening, the stresses can be calculated to:
MPa6.2296.01014.110100x
IM
2
3
2
02co =⋅
⋅⋅
== −σ
( ) ( )3
0s s s 2
2
M 100 10d x 20 0.702 0.296 71.2MPaI 1.14 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
The corresponding initial strains during strengthening therefore become:
3.0106.8106.2
E 9
6
ef
co0cco =
⋅⋅
===σ
εε ‰
4.0100.173
102.71E 9
6
s
s0ss =
⋅⋅
===σ
εε ‰
( ) ( ) 45.0296.0048.075.0
296.075.0104.0xdxh 3
s
s0uu =
−−−⋅⋅
=−−
==−ε
εε ‰
A.4 Design for strengthening The section is to be strengthened to be able to carry approximately 1040 kNm in the ultimate limit state. First, to be investigated is the type of failure, which is most likely to occur. We assume that tensile reinforcement reach yielding in the ultimate limit state and the concrete its crushing limit, and furthermore that the compression reinforcement has almost reached the yield region.
182

Calculation example - Bending Appendix A
This give the assumption of failure type III, see also chapter 4, i.e. crushing of concrete and yielding of compression reinforcement. To verify this, a test calculation is conducted. The conditions that should be fulfilled are:
0ffn1f ,ρρρ ≥
where
' '1 cc s s s s
f 1
cu u0 f1 s
6 66 6 6
2
3 3 9
f f fh 1 Ed
2513 10 1257 100.8 0.550 21.5 10 496 10 496 100.3 0.75 0.3 0.75 1.4 100.753.5 10 1 0.45 10 159 10
0.550 0.677
αν ρ ρρε ε
ν− −
−
− −
− += =⎡ ⎤⎛ ⎞
− −⎢ ⎥⎜ ⎟⎝ ⎠⎣ ⎦
⋅ ⋅⋅ ⋅ ⋅ − ⋅ ⋅ + ⋅ ⋅⋅ ⋅= =
⎡ ⎤⎛ ⎞⋅ ⋅ − − ⋅ ⋅ ⋅⎜ ⎟⎢ ⎥⋅⎝ ⎠⎣ ⎦
⋅
where ρs is the reinforcement ratio for tensile reinforcement and ρ’s is the reinforcement ration for compressive reinforcement and:
550.0
1017310496105.3
105.3dx
9
63
3
scu
cu
s1 =
⋅⋅
+⋅
⋅=
+==
−
−
εεε
ν
Thereafter it is calculated:
493
936
93
666
ffu
s2
's
cu'sss
s
2cc
fn
109.710159100.11
1017375.0227.0
048.01105.375.03.0
10125710159100.11
75.03.010496102513
677.0227.075.0105.218.0
E
Eh
d1f
dh
f
−−
−−
−
−
⋅=⋅⋅⋅
⋅⋅⎟⎠⎞
⎜⎝⎛
⋅−⋅⋅⋅
⋅⋅
+
+⋅⋅⋅
⋅⋅⋅⋅
−⋅
⋅⋅⋅=
=⎟⎟⎠
⎞⎜⎜⎝
⎛−+−
=ε
νερρ
να
ρ
where
230.0105.31045.0100.11
105.3hx
333
3
cu0ufu
cu2 =
⋅+⋅+⋅
⋅=
++==
−−−
−
εεεε
ν
183

Appendix A Calculation example - Bending
and
5.5
1017310496105.3
105.3
Efd
x
9
63
3
s
's
cu
cu'scu
cu's
3 =
⋅⋅
−⋅
⋅=
−
=−
==−
−
ε
εεε
εν
as well as
''s 3
cc s s s cu ss 3
fo
cu u0 f's 3
66 6
3 3
6
d 1f f 1 Ed
h 1 Ed
0.048 5.5 2513 100.8 21.5 10 496 100.677 0.3 0.75
0.753.5 10 1 0.45 10 159 100.048 5.5
1257 10 30.3 0.75
να ρ ρ εν
ρε ε
ν−
− −
−
⎛ ⎞− + −⎜ ⎟
⎝ ⎠= =⎡ ⎤⎛ ⎞
− −⎢ ⎥⎜ ⎟⎝ ⎠⎣ ⎦
⋅ ⋅⋅ ⋅ ⋅ − ⋅ ⋅⋅= +
⎡ ⎤⎛ ⎞⋅ ⋅ − − ⋅ ⋅ ⋅⎜ ⎟⎢ ⎥⋅⎝ ⎠⎣ ⎦⋅+ ⋅⋅+
9
3 9
3
3 3
1.5 10 1 173 105.5 4.1 10
0.753.5 10 1 0.45 10 159 100.048 5.5
−
9
−
− −
⎛ ⎞⋅ ⋅ − ⋅ ⋅⎜ ⎟⎝ ⎠ = ⋅
⎡ ⎤⎛ ⎞⋅ ⋅ − − ⋅ ⋅ ⋅⎜ ⎟⎢ ⎥⋅⎝ ⎠⎣ ⎦
First, the failure mode is decided. The conditions that the failure type is crushing of concrete and yielding in the compression reinforcement are subsequently fulfilled since:
30f
4fn
21f 101.4,109.7104.1 −−− ⋅=⋅=≥⋅= ρρρ
After this, a rough design can be executed to estimate the amount of strengthening. The carbon fibre should be able to take up the following bending moment:
fss hF9.0Fd9.0MM =−=Δ
limit the strain in the laminate here to εf = 5.0 ‰. We then obtain the following estimated carbon fibre reinforcement area:
293
33
fff mm447
10159100.575.09.010800101040
Eh9.0MA =
⋅⋅⋅⋅⋅⋅−⋅
==−ε
Δ
184

Calculation example - Bending Appendix A
In this case choose Af = 500 mm2. The next stage is to calculate the moment capacity more thoroughly. Here again is the equation (4:19) including (4:22) once more:
( ) ( ) ( )xhAEx
xhxdfAdxfAM ff0ucusss's
's
's βεεββ −⎟
⎠⎞
⎜⎝⎛ −
−+−+−=
and a horizontal equilibrium equation
ff0ucuss's
'scc AE
xxhfAfAbxf ⎟
⎠⎞
⎜⎝⎛ −
−+=+ εεα
from which x can be solved with the help of a second degree equation:
0CxCxC 542
1 =++
where
( )⎪⎭
⎪⎬
⎫
−=
++−=
=
hAEC
AEfAfAC
bfC
ffcu5
ff0ucuys'y
's4
cc1
ε
εε
α
Before the constants C1, C4 and C5 are calculated, a cross-section for the laminate must be selected. In the first step, a laminate area of 500 mm2 is chosen. The calculation of the constants gives:
( )( )
Nm1009.275.01050010159105.3hAEC
N1009.310500101591045.0105.3
1049610251310496101257AEfAfAC
m/N1016.53.0105.218.0bfC
5693ffcu5
56933
6666ff0ucuss
's
's4
66cc1
⋅−=⋅⋅⋅⋅⋅⋅−=−=
⋅−=⋅⋅⋅⋅⋅+⋅+
+⋅⋅⋅−⋅⋅⋅=++−=
⋅=⋅⋅⋅==
−−
−−−
−−
ε
εε
α
the second degree equation can then be written as:
01005.4x1099.5x 222 =⋅−⋅− −− which gives x = 233 mm.
The moment equation below gives:
185

Appendix A Calculation example - Bending
( ) ( ) ( )
( ) ( )
( )
' ' 's s s s s s cu u0 f f
6 6 6 6
3 3 9 6
h xM A f x d A f d x E A h xx
1257 10 496 10 0.4 0.233 0.048 2513 10 496 10 0.677 0.4 0.233
0.75 0.233 3.5 10 0.45 10 159 10 500 10 0.75 0.4 0.233 1138kNm0.233
β β ε ε β
− −
− − −
−⎛ ⎞= − + − + − − =⎜ ⎟⎝ ⎠
= ⋅ ⋅ ⋅ ⋅ ⋅ − + ⋅ ⋅ ⋅ ⋅ − ⋅
−⎛ ⎞+ ⋅ − ⋅ ⋅ ⋅ ⋅ ⋅ ⋅ − ⋅ =⎜ ⎟⎝ ⎠
+
which exceeds the capacity required in the ultimate limit state. The strain in the laminate for the capacity then becomes approximately 5.4 10-3 which is acceptable for the actual 1040 kNm loading case. The stress in the steel reinforcement in stadium II must also be checked here so that permitted levels are not exceeded:
( ) ( ) ( ) ( xhAxdAdxA12
bxffsss
's
'ss
2
−+−=−−+ ααα ) or with inserted values
( ) ( ) ( )
( )
26 6
6
0.3x 20 1 1257 10 x 0.048 20 2513 10 0.677 x2
18 500 10 0.75 x
− −
−
+ − ⋅ ⋅ ⋅ − = ⋅ ⋅ ⋅ −
+ ⋅ ⋅ ⋅ −
+
which can be written in the form:
0264.0x554.0x2 =−− which gives x = 307 mm.
( ) ( ) ( )
( ) ( )
( ) ( )
23 2 2' '2 c s s f f s s s s s s
2326
26 6
bx xI I I I bx 1 A x d A d x12 2
0.3 0.307 0.3070.3 0.307 20 1 1257 10 0.307 0.04812 2
20 2513 10 0.677 0.307 18 500 10 0.75 0.307 1.31 10 m
α α α α
−
− −
⎛ ⎞= + + = + + − − + − =⎜ ⎟⎝ ⎠
⋅ ⎛ ⎞= + ⋅ ⋅ + − ⋅ ⋅ ⋅ −⎜ ⎟⎝ ⎠
+ ⋅ ⋅ ⋅ − + ⋅ ⋅ ⋅ − = ⋅ 2 4−
+
MPa9.12307.01031.110550x
IM
2
3
2
02co −=⋅
⋅⋅
== −σ
( ) ( )3
02s s s 2
2
M 550 10d x 20 0.702 0.307 331.7MPaI 1.31 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
( ) ( )3
02f f 2
2
M 550 10h x 18 0.750 0.307 334.8MPaI 1.31 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
the contribution of the remaining load must also be added, i.e. the total stress in the reinforcement in the service limit state becomes:
186

Calculation example - Bending Appendix A
MPa5.159.126.2co =+=σ MPa9.4027.3312.71s =+=σ
MPa8.3348.3340f =+=σ The strain in the laminate in the service limit state can be calculate according to:
3 3f c u0
h 0.751 1.8 10 1 0.45 10 2.1 10x 0.307
ε ε ε − −⎛ ⎞ ⎛ ⎞= − − = ⋅ ⋅ − − ⋅ = ⋅⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠
3−
If the strain the service limit state becomes greater than that which is allowed due to for example yielding in the steel reinforcement, then a larger laminate area must be chosen, which means that both stress as well as strain in the laminate are lowered, which also implies that a greater moment capacity in the ultimate limit state is obtained if the laminate is allowed to fail.
A.5 Calculation of required anchorage length Before anchorage of the composite can be executed, the intersection of the original moment capacity and the displaced moment curve must be determined, see figure A.4. The design is conducted in the ultimate limit state and can with help of a moment equation of the studied beam, be written as:
( ) 0.800x20x5.307xM 2 =−= ⇒ 25.3x = m
However, consideration must also be given to the displacement of the tensile force curve. Here Vs is chosen to be 150 kN. The displacement of the tensile force curve is in agreement with the displacement of the moment curve since a constant cross-section is being used and can therefore be calculated according to:
150x405.307677.045.0
VV
d45.0as
d −⋅⋅==
In the actual case this then gives, (see also figure A.4):
36.0a = m och x = 2.89 m
The anchorage length should subsequently be calculated from the level x = 2.89 and also x = 7.11 m. Due to the possibility of the stress in the laminate being too high, the anchorage length may need to be increased or anchorage needs to be made mechanically, see calculations below. Before the anchorage length is calculated, the strain in the laminate is checked in the cross-section x = 3.25 m. First the strain across the section must be calculated for the so-called zero moment, i.e. before the increased load is put on.
187

Appendix A Calculation example - Bending
Thereafter the additional strain for the future moment is checked, which in this case is made in the intersection between the original moment capacity subtracted by the original load. First the distance to the neutral layer with the triangular stress block is calculated, since the situation exists in stadium II, as determined earlier. The beam is loaded with 100 kNm of the distributed load during strengthening, i.e. q = 8.0 kN/m. The moment’s variation along the beam can then be calculated according to:
( ) 2202 x4x40x
2qx
2qLxM −=−=
gives the moment M02 = 87.8 kNm in the section x = 3.25 m.
M, [kNm]
Original loading
New loading
Original moment-capacityDisplacement of moment-curve
New moment-capacity
-1 0 1 2 3 4 5 6 7 8 9 10
1200
1000
800
600
400
200
0
x
ΔM
Load during strengthening
Figure A.4 Moment stress before and after increased loading. The loading on the beam is before new and increased loading. From the calculated moment the stresses and strains across the cross-section can be derived:
MPa3.2296.01014.1108.87x
IM
2
3
2
02co −=⋅
⋅⋅
== −σ
( ) ( )3
02s s s 2
2
M 87.8 10d x 20 0.702 0.296 62.5MPaI 1.14 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
188

Calculation example - Bending Appendix A
The corresponding strains become:
27.0106.8103.2
E 9
6
ef
cö0cco =
⋅⋅
===σ
εε ‰
36.0100.173
105.62E 9
6
s
s0ss =
⋅⋅
===σ
εε ‰
( ) ( ) 40.0296.0048.075.0
296.075.01036.0xdxh 3
s
s0uu =
−−−⋅⋅
=−−
==−ε
εε ‰
The future moment in the studied section is 800 – 87.8 = 712.2 kNm, a calculation of the additional stresses and strains gives:
MPa7.16307.01031.1102.712x
IM
2
3
2co −=⋅
⋅⋅
== −
Δσ
( ) ( )3
s s s 22
M 712.7 10d x 20 0.702 0.307 429.8MPaI 1.31 10
σ α −
Δ ⋅= − = ⋅ ⋅ − =
⋅
The corresponding strains become:
9.1109.8107.16
E 9
6
ef
cö0cco =
⋅⋅
===σ
εε ‰
48.2100.173108.429
E 9
6
s
s0ss =
⋅⋅
===σ
εε ‰
( ) ( ) 78.2307.0048.075.0
307.075.01048.2xdxh 3
s
sfu =
−−−⋅⋅
=−−
==−ε
εε ‰
which thereby corresponds to a tensile stress, σf, in the laminate of:
MPa442101591078.2E 93fff =⋅⋅⋅== −εσ
Since σf > 0.2εfEf the anchorage length must begin being calculated from the level where σf = 0.2εfEf,= 242 MPa. Find out this level:
52.11015910242
9
6
f =⋅⋅
=ε ‰
which thereby corresponds to a moment of ΔM = 389 kNm, thus appearing on the level: x = 1.39 m and x = 8.61 m respectively. Thereafter, the required anchorage length can be calculated according to:
189

Appendix A Calculation example - Bending
m240.0107.1105.0101591036.1
1024225.0twEf
E2.03396
6
ffct
ffcra =
⋅⋅⋅⋅⋅⋅
⋅⋅=⋅=
−−
ε
however never less than 500 mm. The principle for anchorage is shown in figure A.5. If the theoretical calculation gives a larger anchorage length than 250 mm (since this is the critical anchorage length) as required, it must be accounted for by mechanical anchorage or the cross-section area of the laminate must be increased:
Figure A.5 Anchorage of laminate
A6 Calculation of shear and peeling stresses Control of the shear and peeling forces is conducted to investigate the risk of the laminate coming loose during loading at the short end. The theoretical exprerssions for this control is the following:
( )( )2
cce
amax
1aa
ba2WsE2PG
λλτ +
+−+
=
where
⎥⎥⎦
⎤
⎢⎢⎣
⎡++=
cce
0
cceff
fa2
WEz
AE1
AE1
sbG
λ
Firstly the bending resistance for the concrete, Wc, in the studied section is calculated (see previous calculations):
22
axc 1085.3
296.01014.1
xI
W −−
= ⋅=⋅
== m3
with
190

Calculation example - Bending Appendix A
z0 = h – x = 0.454 m s = 2.5 mm bf = 300 mm a = 50 mm l = 4.90 m Ga = ( ) ( ) 3.23.021100.621E 9
a =⋅+⋅=+ ν GPa obtains the constant λ:
9a f2 0
3 9f f ce c ce c
9 9 2
G b z1 1 2.3 10 0.30 1s E A E A E W 2.5 10 159 10 500 10
1 0.454 3975 638.9 10 0.75 0.3 8.9 10 3.85 10
λ
λ
− −
−
⎡ ⎤ ⋅ ⋅ ⎡= + + = ⋅⎢ ⎥ ⎢⋅ ⋅ ⋅ ⋅⎣⎢ ⎥⎣ ⎦⎤+ + = ⇒ =⎥⋅ ⋅ ⋅ ⋅ ⋅ ⋅ ⎦
6 +
and the maximum shear stress at the laminate’s end can be calculated to:
( )( )
( ) ( ) MPa58.063
16305.005.095.4
95.405.095.421085.3109.8105.22
10416103.21aa
ba2WsE2
PG
2
293
39
2cce
effamax
=⎥⎦⎤
⎢⎣⎡ +⋅
⋅+
−+⋅⋅
⋅⋅⋅⋅⋅⋅⋅
⋅⋅⋅=
++−+
=−−λ
λτ
Note. Peff is a fictitious point load that gives the same dimensioned moment as the distributed load and the actual point load in the beams centre. The following failure criteria are used:
ctk1 f<σ
where σ1 is the tensile principal stress, which can be expressed as:
21
2xy
2yxyx
1 22 ⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛ −+
+= τ
σσσσσ
Here to be on the safe side, it is taken that σy = τxy = τmax = 0.58 MPa. In figure A.6 the failure criterion is shown schematically. σx is calculated from the bending moment in the cut-off point:
( ) ( )3
xx 0 2
1
M 15.3 10h y 0.75 0.40 0.30MPaI 1.73 10
σ −
⋅= − = ⋅ − =
⋅
191

Appendix A Calculation example - Bending
where I1, is the moment of inertia in stadium I since the section is uncracked in this case. However if vertical cracks are present at the laminate’s end, the moment of inertia in stadium 2 should be calculated. The next step is to investigate if the failure criterion is met:
MPa04.158.02
58.030.0
258.030.0
22
21
22
21
2xy
2yxyx
1
=⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛ −
+
++
=⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛ −+
+= τ
σσσσσ
where the failure conditions ctk1 f<σ , are fulfilled. In this case we have fctk = 2.25 MPa, therefore the conditions are satisfied.
192
Figure A.6 Failure criterion for peeling failure at the laminate’s end

Appendix B Calculation example - design for strengthening in
shear
B.1 Background The concrete beam in figure B.1 needs to be strengthened due to a mistake in the construction phase. Instead of a prescribed distance between the stirrups of 200 mm, the stirrups were unfortunately placed at a distance of 300 mm relatively to each other. Calculate the necessary amount of carbon fibre sheets to replace the missing amount of shear reinforcement in the ultimate limit state. The loads are as depicted in figure B.1. Unidirectional carbon fibre of type Sto FRP Sheet S200C is used, and placed vertically. Concrete K30, longitudinal bending and compressive reinforcement Ks 500, φ 16, shear reinforcement Ks 400, stirrups φ 8 s 300. Design in safety class 3. Limit the strain in the fibre for design in the ultimate limit stage to 5.0 ‰.
Figure B.1 Concrete cross-section with loading on a concrete beam
193

Appendix B Calculation example - Shear
B.2 Material data The safety factors are considered in the material data given below.
Concrete: Ec 25.0 GPa fcc 14.3 MPa fct 0.89 MPa εcu 3.5 ‰ Steel Es 159 GPa fst 379 MPa '
sA 1610 mm2 As 2814 mm2 Asv φ8 s 300 fsv 295 MPa Fibre Ef 162 GPa ffuk 4 200 MPa ff 2 900 MPa εfu 18.0 ‰ εf 5.0 ‰ Loads: P 60.0 kN q 55.0 kN/m Dimensions: h 900 mm b 300 mm L 10 m
B.3 Calculation of shear force capacity From equilibrium equations the reaction forces at the supports are obtained: RV = 311 kN RH = 299 kN Equilibrium equations for shear force can be written as: ( ) x55311qxRxT V −=−= 0.4x0 <≤ ( ) 299y55R)y(qyT H −=−= 0.6y0 <≤
The calculations below apply to the highly loaded support, i.e. the left one. Firstly, the relationships for shear force designing according to BBK 94 and chapter 5 are presented:
scd VVV +≤
where
vc bdfV =
( ) ctv f30.0501f ρξ +=
where
194

Calculation example - Shear Appendix B
ξ = 0.5 for 2.0d ≤ m ξ = 1.6-d for 5.0d2.0 ≤< m ξ = 1.3-0.4d for 0.1d5.0 ≤< m ξ = 0.9 for 1.0 m < d
bdAs=ρ , although allow highest ratio of ρ = 0.02
The contribution of the steel stirrups can be written as:
( )ββ cossins
d9.0fAV svsvs +=
If the contribution from the carbon fibre reinforcement is considered then Vd can be written as
fscd VVVV ++≤
where ( ) θββε 2
ffffff cossin
scot1d9.0Ebt2.1V +
=
βsinb
s ff =
θ = α + β - 90° In the case where we have both vertical steel stirrups as well as carbon fibre reinforcement with the crack inclination, α = 45°, it applies that:
sd9.0fAV svsvs =
d9.0Et6.0V ffff ε=
The bottom steel reinforcement layer is drawn out to the support (7 φ 16), and it can be obtained that the reinforcement ratio is:
0055.085.03.0
101407bdA 6
s =⋅⋅
==−
ρ
For d = 0.85 m it is obtained that ξ = 1.0. The formal shear strength, fv, then becomes:
( ) ( ) MPa340.01089.030.00055.05010.1f30.0501f 6ctv =⋅⋅⋅⋅+⋅=+= ρξ
195

Appendix B Calculation example - Shear
and therewith the normal value of the concrete shear force capacity:
kN8710340.085.030.0bdfV 6vc =⋅⋅⋅==
The shear force may be reduced at supports; at a simple supported beam it gives:
kN2052
85.0310552
1010552
d3q2
qLV33
red =⋅⋅⋅
−⋅⋅
=⋅
−=
which then gives:
ctvR fMPa52.0340.0205311f <=⋅=
and the shear force capacity of the left support can be expressed as:
kN1321052.085.030.0bdfV 6vRcR =⋅⋅⋅==
Necessary steel reinforcement (stirrups) at x = d gives:
kN1471174731185.055.2
8713213285.055311V d,s =−−=⎟⎠⎞
⎜⎝⎛ ⋅
−−−⋅−=
the existing steel stirrups contribution to the shear force capacity is given by:
kN7.7530.0
85.09.010295103.502s
d9.0fAV 66svsvs =
⋅⋅⋅⋅⋅⋅== −
A deficit in shear capacity exists corresponding to: 147.0 – 75.7 = 71.3 kN, which shall then be taken by the unidirectional carbon fibre sheets. With a permitted strain level in the fibre of 5.0 ‰ in the ultimate limit stage, the following thickness occurs on the laminate:
mm2.085.09.0101626.0100.5
103.71d9.0E6.0
Vt 93
3
ff
ff =
⋅⋅⋅⋅⋅⋅⋅
== −ε
Then, the weight of the fibre per m2 is calculated as:
2ff m/g34017002.0tw =⋅== ρ
And since, Sto FRP Sheet S200C has a weight of 200 g/m2 this gives approximately 2.0 (1.7) layers.
196

Calculation example - Shear Appendix B
197
B.4 Anchorage Anchorage of the composite is an essential part when it comes to strengthening for shear. However, for a rectangular beam such as in this example, the anchorage should consist of wrapping the sheet round the section so that the sheet encloses the beam. Nevertheless, for a T-section this is not the case and often mechanical anchorage needs to be used in the compressive zone. It is possible to use the anchorage equation in chapter 4, however that equation does not consider bending in the plane as done for shear strengthening. Until more knowledge is built up it is advisable to use the equation with a high safety factor.
B.5 Comments In this design example it has been chosen to strengthen for the ultimate limit state and no considerations haven been taken to deformations or cracks. In addition, the steel might yield at failure. Nevertheless, if design is made in the service limit state, a limitation on the fibre strain must be placed. Hence, it is normally not allowed to let the steel reinforcement yield.

Appendix B Calculation example - Shear
198

Appendix C Calculation example - design for strengthening in
torsion
C.1 Background Due to increasing loads, the cross-section in figure C1 needs to be strengthened for a further 7 kNm in torsional loading. Apply 2 layers of unidirectional carbon Sto FRP Sheet S200C with a weight of 200 g/m2 on either side of the beam in a ± 45° direction as shown in the figure below. Determine the strain of the carbon fibre laminate in the fibre direction. Concrete K25, steel reinforcement, Ks 400, Safety class 2. (A risk of compression failure in the concrete struts can also exist, however this is not checked here).
Figure C.1 Concrete cross-section subjected to torsion with suggestions for
strengthening
199

Appendix C Calculation example - Torsion
C.2 Material data The safety factors are considered in the material data given below.
Concrete: Ec 21.6 GPa fcc 10.9 MPa fct 0.85 MPa εcu 3.5 ‰ Steel Es 173 GPa fst 331 MPa '
sA 201 mm2 As 452 mm2 Fibre Ef 177 GPa ffu 4 200 MPa ffu 3 100 MPa tf 0.11 mm εfu 18.0 ‰ εf 5.0 ‰ Loads: T 14 kNm ΔT 7 kNm Dimensions: h 650 mm b 300 mm L: L m
C.3 Calculation of the strains in the CFRP Strengthening of concrete structures with CFRP sheets or laminates can be calculated with:
( ) θββα
ε2f
ffff
cossincotcot1
bh2T
sEbt2.1
+=
where
βsinb
s ff = if the entire side is covered with FRP sheets
and also
θ = α + β - 90°
When the woven carbon fibre is placed at ± 45° and it is assumed that the torsion crack opens at α = 45° then the above equations can be combined as:
( ) θββε 22ff
1f
cossincot11
Et2.11
bh2T
+⋅⋅=
which with the inserted values then gives:
200

Calculation example - Torsion Appendix C
( ) ‰9.045cos45sin45cot1
1101771011.02.1
16.030.02
103.7
22
93
3f
=⋅⋅+
⋅
⋅⋅⋅⋅⋅
⋅⋅⋅
⋅=
−ε
The strain subsequently totals only 0.9 ‰, which is clearly below the allowable strain level. It may be debatable whether not too much fibre has been used for strengthening in this case and that one layer would have been sufficient.
C.4 Comments When designing for strengthening in torsion are two factors in particular important. The first factor is the direction of the fibres and the second factor that closed shear loops are created. The last factor is very important if larger structures with almost equal dimensions in width and height. The direction of the fibre is important due to the physical behaviour of the torsional crack development. However, the presented calculation example is very simplified, and for real structures other possible failures modes also needs to be investigated. Despite of this, it is shown that it is possible to use CFRP for torsional strengthening and that the calculation are not very complicated, at least not for small rectangular or circular elements. The calculation will become considerably more complicated when also bending and shear forces act in combination with torsion and when structures such as box bridges are considered. However, of obvious reason this is not covered in this example.
201

Appendix C Calculation example - Torsion
202

Appendix D Calculation example - design for strengthening in
fatigue
D.1 Background A beam on free supports as in figure D.1 is loaded with two concentrated loads F, that each vary between 20 kN and 95 kN. The loads vary so that both are 20 kN simultaneously and both have a maximum value simultaneously. The total number of cycles is n=106. The concrete’s strength class is K40. Safety class 2 has to be considered in the design. Steel reinforcement is of the quality Ks 400 φ 25 for tensile reinforcement and Ks 400 φ 8 for shear reinforcement (stirrups). The beam is tested for fatigue according to existing loading levels. The intention is to now strengthen the beam for bending to be able to take up a further 15 % per point load as maximum value and minimum value. Check if the beam now fulfils the fatigue conditions according to bending moment before and after strengthening with externally bonded carbon fibre laminates. Choose laminate type Sika and S quality, Af = 1683 ⋅ mm2 with material data as listed below. No test needs to be conducted for possible static failure modes. It is assumed that the beam also has sufficient fatigue strength in shear.
Figure D.1 Concrete cross-section and loading of a concrete beam.
203

Appendix D Calculation example - Fatigue
D.2 Material data The safety factors are considered in the material data given below. Concrete: Ec 24.2 GPa fcc 17.3 MPa fct 1.18 MPa εcu 3.5 ‰ Steel Es 173 GPa fst 314 MPa '
sA 982 mm2 As 1963 mm2 Fibre Ef 117 GPa ffu 2 400 MPa ff 1 818 MPa εfu 18.0 ‰ εf 10.2 ‰ Af 1683 ⋅ mm2 Loads: Fmin 20.0 kN Fmax 95.0 kN Dimensions: h 800 mm b 500 mm L 8.0 m
Proportion factor: ( ) ( ) 0.72.24
01173E1E
EE
c
es
ce
ss ≈
+=
+==
ϕα
( ) ( ) 0.5
2.2401117
E1E
EE
c
ef
ce
ff ≈
+=
+==
ϕα
D.3 Calculation of bending moment Beam’s dead weight is: Qe = 9.625 kN/m Loads before increasing: Fmin = 20 kN Fmax = 95 kN Loads after increasing: Fmin = 23 kN Fmax = 109 kN Maximum moment before load increase becomes:
kNm137310208
810625.9F8
QM 3
23
1
2e
min =⋅⋅+⋅⋅
=+=
kNm362310958
810625.9F8
QM 3
23
1
2e
max =⋅⋅+⋅⋅
=+=
Maximum moment after load increase becomes:
204

Calculation example - Fatigue Appendix D
kNm146310238
810625.9F8
QM 3
23
1
2e
min =⋅⋅+⋅⋅
=+=
kNm4043101098
810625.9F8
QM 3
23
1
2e
max =⋅⋅+⋅⋅
=+=
D.4 Control of strains and stresses The cross-section is assumed to be cracked. The moment of inertia in phase II calculated before and after strengthening gives: Before strengthening:
( ) ( ) ( xdAdxA12
bxsss
's
'ss
2−=−−+ αα ) or with inserted values
( ) ( ) ( )x740.01019637060.0x10982172x5.0 66
2−⋅⋅=−⋅⋅⋅−+ −−
from which x can be calculated as follows:
m170.0x01022.4x1080.7x 222 =⇒=⋅−⋅+ −−
The cross-section’s moment of inertia in phase II then becomes:
( ) ( ) ( )
( ) ( )
( )
23 2 2' '2 c s s s s s s s s
2326
26 3 4
bx xI I I bx 1 A x d A d x12 2
0.5 0.170 0.1700.5 0.170 7 1 982 10 0.170 0.06012 2
7 1963 10 0.750 0.170 5.51 10 m
α α α
−
− −
⎛ ⎞= + = + + − − + − =⎜ ⎟⎝ ⎠
⋅ ⎛ ⎞= + ⋅ ⋅ + − ⋅ ⋅ ⋅ −⎜ ⎟⎝ ⎠
+ ⋅ ⋅ ⋅ − = ⋅
+
After strengthening:
( ) ( ) ( ) ( xdAxdAdxA12
bxfffsss
's
'ss
2−+−=−−+ ααα ) or with inserted values
( ) ( )
( ) ( )
26
6 6
0.5x 7 1 982 10 x 0.06027 1963 10 0.740 x 5 504 10 0.800 x
−
− −
+ − ⋅ ⋅ ⋅ − =
= ⋅ ⋅ ⋅ − + ⋅ ⋅ ⋅ −
from which x can be calculated as:
m180.0x01083.4x1060.8x 222 =⇒=⋅−⋅+ −−
205

Appendix D Calculation example - Fatigue
The cross-section’s moment of inertia in phase II then becomes:
( ) ( )
( ) ( )
( ) ( ) ( )( )
23 2' '2 c s s s s s
2322s s s f f f
2 26 6
26 3 4
bx xI I I bx 1 A x d12 2
0.5 0.180 0.180A d x A d x 0.5 0.18012 2
7 1 982 10 0.180 0.060 7 1963 10 0.750 0.180
5 504 10 0.800 0.180 6.49 10 m
α α
α α
− −
− −
⎛ ⎞= + = + + − − +⎜ ⎟⎝ ⎠
⋅ ⎛ ⎞+ − + − = + ⋅ ⋅ ⎜ ⎟⎝ ⎠
+ − ⋅ ⋅ ⋅ − + ⋅ ⋅ ⋅ − +
+ ⋅ ⋅ ⋅ − = ⋅
+
The next step is to calculate the strains. First the strains are calculated before the increased loading, with Mmax = 362 kNm and Mmin = 137 kNm it remains that: Compression strains in the concrete:
MPa2.11170.01051.510362x
IM
3
3
2
maxmax,co −=⋅
⋅⋅
== −σ
MPa2.4170.01051.510137x
IM
3
3
2
minmin,co −=⋅
⋅⋅
== −σ
65.03.172.11
fcc
max,co ==σ
, and 24.03.172.4
fcc
min,co ==σ
respectively
These initially calculated levels are then plotted in a diagram of fatigue in accordance with BBK 94, see figure D.2, point B. The next step is to calculate the strains in the tensile reinforcement. Tensile strains in the reinforcement:
( ) ( ) MPa267170.0750.01051.5103627xd
IM
3
3
s2
maxsmax,s =−
⋅⋅
⋅=−=−
ασ
( ) ( ) MPa101170.0750.01051.5101377xd
IM
3
3
s2
minsmin,s =−
⋅⋅
⋅=−=−
ασ
according to BBK 94, the following conditions should be fulfilled:
n
stmin,smax,s
fγΔ
σσ ≤− , thus obtaining that:
1821.1
200166101267f
n
stmin,smax,s =≤=−=≤−
γΔ
σσ
206

Calculation example - Fatigue Appendix D
the condition is consequently satisfied. Now examine an unstrengthened beam after increased loading. Calculations are performed corresponding to those done before increased loading and using the values Mmax = 404 kNm and Mmin = 146 kNm obtain the following strains in concrete and steel reinforcement:
Figure D.2 Diagram for fatigue according to BBK 94. Point A indicates after
increased loading but before strengthening, point B indicates before increased loading and before strengthening while point C indicates after strengthening and increased loading.
Compression strains in the concrete:
MPa4.12170.01051.510404x
IM
3
3
2
maxmax,co −=⋅
⋅⋅
== −σ
MPa5.4170.01051.510146x
IM
3
3
2
minmin,co −=⋅
⋅⋅
== −σ
73.03.172.12
fcc
max,co ==σ
, and 26.03.175.4
fcc
min,cö ==σ
respectively.
These values are also plotted onto the diagram in figure D.2, with the notation A. The next step is to calculate the strains in the tensile reinforcement.
207

Appendix D Calculation example - Fatigue
Tensile strains in the steel reinforcement:
( ) ( )3
maxs ,max s s 3
2
M 404 10d x 7 0.750 0.170 298MPaI 5.51 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
( ) ( )3
mins ,min s s 3
2
M 146 10d x 7 0.750 0.170 108MPaI 5.51 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
according to BBK 94, the following conditions should be fulfilled:
n
stmin,smax,s
fγΔ
σσ ≤−
thus obtaining that:
1821.1
200190108298f
n
stmin,smax,s =≥=−=≤−
γΔ
σσ
the condition is therefore not satisfied. It is evident therefore which affect the increased loading has on the fatigue strength in bending for the beam in this study. The fatigue life has been dropped from n = 106 cycles to n = 104 cycles at the same time as the strain in the reinforcement exceeds the permitted level. Now corresponding calculations can be performed for the strengthened beam with increased loading. This is obtained using Mmax = 404 kNm and Mmin = 146 kNm: Compression stresses in concrete:
MPa2.11180.01049.610404x
IM
3
3
2
maxmax,co −=⋅
⋅⋅
== −σ
MPa1.4180.01049.610146x
IM
3
3
2
minmin,co −=⋅
⋅⋅
== −σ
64.03.172.11
fcc
max,co ==σ
, and 24.03.171.4
fcc
min,cö ==σ
respectively
These values are then plotted onto the fatigue diagram according to BBK 94, see figure D.2, point C. The next step is to calculate the strains in the tensile steel reinforcement.
208

Calculation example - Fatigue Appendix D
Tensile strains in the steel reinforcement:
( ) ( )3
maxs ,max s s 3
2
M 404 10d x 7 0.750 0.180 248MPaI 6.49 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
( ) ( )3
mins ,min s s 3
2
M 146 10d x 7 0.750 0.180 90MPaI 6.49 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
according to BBK 94 the following conditions should be fulfilled:
n
stmin,smax,s
fγΔ
σσ ≤−
thus obtaining that:
1821.1
20015890248f
n
stmin,smax,s =≤=−=≤−
γΔ
σσ ,
and confirming that the condition is satisfied. In a corresponding way the strain in the carbon fibre laminate is tested:
( ) ( )maxf ,max f s 3
2
M 404 10d x 5 0.800 0.180 193MPaI 6.49 10
σ α −
⋅= − = ⋅ ⋅ − =
⋅
3
strain in the laminate may then not exceed 0.6εfu, i.e.
39
6
f
max,f33fu 105.1
1012810193
E102.1010176.06.0 −−− ⋅=
⋅⋅
=<<⋅=⋅⋅=σ
ε
the condition is satisfied. If we study the diagram in figure D.2 we will see that strengthening was successful with respect to fatigue.
209

Appendix D Calculation example - Fatigue
210

Appendix E Calculation example - FRP Strengthening of
columns
E.1 Background The owners of a parking garage built in two floors plan too add two more floors on top of the existing ones. This floor will contain a department store. The additional axial load wanted is additional 10 % of the load carrying capacity of today. It is assumed that the load is taken only in the axial direction. The column can consider being short and stiff. A section of the column is shown in figure E1, where also the placement of the steel reinforcement is shown. Concrete K30, Steel reinforcement, Ks 400, Safety Class 2. Use Sto FRP Sheet S300C, 300 g/m2 for strengthening, spacing 230 mm between the wraps. Limit the strain in the fibres to 3 ‰ in the hoop direction. Calculate the FRP layers needed for taking the extra load wanted.
Figure E.1 Type of column that needs to be strengthened
211

Appendix E Calculation example - Confinement
E.2 Material data The safety factors are considered in the material data given below.
Concrete K30: Ec 20.8 GPa fcc 11.9 MPa fct 0.89 MPa εcu 3.5 ‰ Reinforcement Es 159 GPa Hoop, Ks400 fst 280 MPa As F8 cc 240 mm Longitudinal, Ks400 fst 280 MPa As 2011 mm2
Fibre, fabric Ef 177* GPa ffuk 4 200 MPa ff 2 900 MPa εfu 18.0 ‰ εf 3.0 ‰ tf 0.17 mm Creep number φ 2.0 Loads P Asked for ΔP 15% of P Dimensions: h 2 420 mm d 300 mm
*ηγm = 1.2 and γn = 1.1
E.3 Calculation of the existing load capacity First, the existing load carrying capacity needs to be calculated. The columns ca assumed to be fixed in both end, i.e, we have a buckling case regarding to figure E.2. The radius of inertia can be calculated as:
2rAIi == for circular columns
212
Figure E.2 Boundary condition for concrete columns

Calculation example - Confinement Appendix E
And with:
m52.01223.012
2r12ih ≈===
and hence
33.252.021.1
hlc ==
since lc/h < 6.3 the condition for short and stiff columns is fulfilled. The ratio lc/h give the following values on the constants, kc, kφ and ks (from chapter 8): kc: 0.83 kφ: 0.01 ks: 0.96 and with Ac: m21007.7 −⋅ 2 As: m6102011 −⋅ 2
eϕ : 2.0 The existing load carrying capacity can be calculated with help of the following equation:
kN12251028010201196.00.201.01
109.111007.783.0
fAkk1
fAkN
6662
scssef
ccccu
=⋅⋅⋅⋅+⋅+
⋅⋅⋅⋅
=++
=
−−
ϕϕ
The extra load is consequently 0.1 ·1225 = 122.5 kN. The task is then to calculate the number of fibre wraps to take this extra load. First, assume that the wrap is applied with a open space of 230 mm between each wrap, or with a cc of 530 mm. The stress model from chapter 8 is used:
0c0c
'cc
f0.21
ff σ
+=
However, consideration has to be taken to the open areas between the wraps, this is done with the gap factor:
213

Appendix E Calculation example - Confinement
sc
2
sg
eg 1
d2's1
AAA
kρ−
⎟⎠⎞
⎜⎝⎛ −
=−
=
where s´ is the clear spacing between the FRP wraps. Consequently:
38.0
1030010101
3.0223.01
1d2's1
k 2
3
3
2
sc
2
g =
⎟⎟⎠
⎞⎜⎜⎝
⎛
⋅⋅
−
⎟⎠⎞
⎜⎝⎛
⋅−
=−
⎟⎠⎞
⎜⎝⎛ −
=
−
−ρ
and with
dt4
2d
2dt
2d
f2
22
f
f ≈
⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛ +
=
π
ππρ
The confinement pressure is given by:
dEtk
2Ek21 fffg
fffgε
ερσ ==
and the increased concrete compressive strength can be expressed as:
( )efcc
scssu'cc k1
AkfAkNf ϕϕ+
−=
Equation confinement pressure can be rewritten as:
( ) ⎥⎦
⎤⎢⎣
⎡−+
−= 0cef
cc
scssu fk1Ak
fAkN21 ϕσ ϕ
which gives the following value of the confinement pressure:
( ) MPa06.1109.110.201.011007.783.0
1028010201196.0105.134721 6
2
663=
⎥⎥⎦
⎤
⎢⎢⎣
⎡⋅−⋅+⋅
⋅⋅
⋅⋅⋅⋅−⋅=
−
−σ
214

Calculation example - Confinement Appendix E
E.4 Calculation of fibre thickness The thickness of the fibre can the consequently be calculated as:
mm79.01017710338.02
3.01006.1Ek2
dt
93
6
ffgf =
⋅⋅⋅⋅⋅
⋅⋅==
−εσ
The thickness of the FRP Sheet without resin is 0.17 mm, that means that approximately 5 (4.6) layers are needed for strengthening with a spacing of 230 mm* between each wrap. Three layers of dry sheets give with a fibre ratio of 35 % a thickness of approximately 3.0 mm in the composite. A total of 20 meter Sto FRP Sheet S300C is used. The column after strengthening is shown in figure E.3.
Figure E.3 Column after strengthening
* If no spacing has been used, approximately only 1 layer of Sto FRP Sheet S300C would have been used which would have given a thickness of 0.5 mm in the composite. A total of 10 meters of carbon fibre sheet would then have been needed.
215

Appendix E Calculation example - Confinement
216

Appendix F Properties of CFRP Systems
F.1 Background When designing for strengthening with FRP’s it is important to choose the most suitable strengthening system for the problem studied. As a rule of thumb wrap systems are most suitable for curved surfaces, for example columns and laminates for flat surfaces such as slabs and underneath beams. However, laminates have been used for curved surfaces and wraps for flat, so in many cases also the experience from the contractor affect the choice of system used. The properties of FRP´s may differ from one manufacturer to another. The FRP material properties reported by the manufacturer should reflect guaranteed values. These shall be given as the mean value of the particular property (ultimate strength, ultimate strain etc.) minus three standard deviations. Furthermore to ensure the material properties given by the manufacturer it is strongly recommended that that the integral system from a supplier be used and that combining fibres and resins from different sources be avoided. A composite is manufactured of resin (matrix) and fibre (reinforcement). The designer can choose between wrap or laminate systems. When laminate systems are used the material properties of the laminate, or composite, is given. In cases when wrap systems are used the property of the fibre is given. However, with appropriate equations, such as the rule of mixtures, see chapter 3, it is possible to estimate the properties of any FRP system based on the properties of the individual constituents. In tables F1 to F3 below, material properties for some commercial systems are given.
217

Appendix F Properties of CFRP systems
218
F.2 Wrap systems There are several different wrap systems on the market. In table F.1 some typical properties of commercial CFRP systems are presented. The material supplier might also have products with other properties than what is given in table F.1. Table F.1 Commercial CFRP wrap systems
System Area weight
Density Thickness Tensile strength
Modulus in tension
Elongation at failure
[g/m2] [g/cm3] [mm] [MPa] [GPa] [%] SIKA SikaWrap Hex 100G 1.0 600 26.1 2.2
SIKA Wrap Hex 103C 1.0 960 73.1 1.3
SIKA Wrap Hex 230 C 225 0.13 3500 230 1.5
MITSUBISHI Type 20 200 1.8 0.111 3400 230 1.5 Type 30 300 1.8 0.167 3400 230 1.5 Type MM 0.165 2900 390 0.7 Type HM 200 2.1 0.143 1900 640 0.3 MBrace CF 530 300 1.8 0.165 2940 372 0.8 CF 130 300 1.8 0.165 3480 227 1.5 EG 900 0.353 1730 88 2.0 Sto Sto FRP Sheet S 200-300 1.8 0.11-0.17 4200 234 1.8 Sto FRP Sheet M 200-300 1.8 0.11-0.17 4200 384 1.1
F.3 NSMR systems The use of NSMR is not very widespread and only one manufacturer is presented. However, there is also a possibility to use laminates as NSMR. Here consideration must be taken to the concrete cover and the distance to the steel reinforcement. Table F.2 Commercial NSMR laminate systems
System Width Thickness Tensile strength
Modulus in tension
Elongation at failure
[mm] [mm] [MPa] [GPa] [%] Sto Sto FRP Bar S10C 10 10 2 700 150 1.8 Sto FRP Bar M10C 10 10 2 500 250 1.1

Properties of CFRP systems Appendix F
219
F.4 Laminate systems There exists several laminate systems on the market, however, there is also a possibility to buy tailor-made laminates for a special purpose at some manufacturers. In table F.3 some typical properties of commercial CFRP laminates are presented. The material supplier might also have products with other properties than what is given in table F.3. Table F.3 Commercial CFRP laminate systems
System Width Thickness Tensile strength
Modulus in tension
Elongation at failure
[mm] [mm] [MPa] [GPa] [%] SIKA Carbodur S 50 - 120 1.2 - 1.4 2 800 165 1.7 Carbodur M 60 - 120 1.4 2 400 210 1.2 Carbodur H 50 1.4 1 300 300 0.5 ISPO ISPO 150 50 - 100 1.4 2 400 160 1.5 ISPO 200 50 - 100 1.4 2 200 200 1.1 BPE Systems Sto FRP Plate E 50 - 120 1.2 - 1.8 2 000 140 1.2 Sto FRP Plate S 50 - 120 1.2 - 1.8 2 700 170 1.5 Sto FRP Plate M 50 - 120 1.2 - 1.8 2 500 250 0.8

Appendix F Properties of CFRP systems
220

Appendix G Glossary
Accelerator - Chemical additive that accelerates cure and chemical reaction.
Additive - Added ingredient mixed into resin to improve properties. Examples include plasticisers, initiators, light stabilisers and flame retardants.
Adherent - A body that is bonded to another body with an adhesive.
Adhesive - Substance applied to mating surfaces to bond them together by surface attachment. An adhesive can be in liquid, film or paste form.
AR-glass - Stands for alkali-resistant glass and refers to zirconia glass
AFRP - Aramid Fibre Reinforced Polymers
Anisotropic - Fibre directionality where different properties are exhibited when tested along axes in different directions.
Aramid - High-strength, high-stiffness aromatic polyamide fibres.
Areal weight - Weight of a fibre reinforcement per unit area or sheet or fabric
Aspect ratio - The ratio of length to diameter of a fibre
Balanced laminate - A laminate in which all laminae except those at 0°/90° are placed in plus/minus pairs (not necessarily adjacent) symmetrically around the lay-up centreline.
Bi-directional - A strip or fabric with fibres oriented in two directions in the same plane.
Binder - A component of an adhesive that is primarily responsible for the adhesive forces that hold the two bodies, adherents, together.
Buckling - A failure mode usually characterised by fibre deflection out of the plane rather than breaking because of composite action.
221

Appendix G Glossary
222
Cable - A rope-like, multi strand assembly of composite rods or steel wire or fibre.
CFRP - Carbon Fibre Reinforced Polymer
Carbon Fibre - Fibre produced by high temperature treatment of an organic precursor fibre based on PAN (polyacrylonitrile) rayon or pitch in an inert atmosphere at temperatures about 980 °C. Fibres can be graphitised by removing still more of the non-carbon atoms by heat treating above 1650 °C.
Catalyst - A substance that promotes or controls curing of a compound without being consumed in the reaction.
Chopped strand - Continuous roving that is chopped into short lengths and then used in mats, spray-up or moulding compounds.
Coefficient of thermal expansion - A material’s fractional change in length corresponding to a given unit change of temperature.
Composite - A material that combines fibre and a binding matrix to maximise specific performance properties. Neither element merges completely with the other. Advanced polymer composites use only continuous oriented fibres in a polymer matrix.
Corrosion resistance - The ability of a material to withstand contact with ambient natural factors or those of a particular artificially created atmosphere, without degradation or change in properties. For composites corrosion can cause crazing.
Critical length - The minimum length of a fibre, fabric or laminate before failure occur.
Cross-linking - The chemical bonding of molecules during polymerisation that occurs during curing as the resin transitions from a liquid to a solid.
Cure - To change the molecular structure and physical properties of a thermosetting resin by chemical reaction via heat and catalyst in combination with or without pressure.
Cure temperature - The temperature at which a material attains final cure.
Curing agent - A catalytic or reactive agent that brings about polymerisation when added to a resin. Also called a hardener.
Debonding - Local failure in the bond zone between concrete and the externally bonded reinforcement.

Glossary Appendix G
223
Delamination - Separation of layers in a laminate because of the failure of the adhesive, either in the adhesive itself or at the interface between the adhesive and the adherent. For pultruded composites, the separation of two or more layers or plies of reinforcing material within pultrusion.
Dry fibre - A condition in which the fibres are not fully encapsulated by resin during pultrusion.
Dry winding - A filament winding process with pre-impregnated fibres
Durability - The ability of a material to resist weathering action, chemical attack, abrasion and other conditions of service.
E-Glass - Stands for “electrical glass” and refers to alumino-borsilicate glass most often used in conventional polymer matrix composites.
Epoxide - Compound containing a three-member ring consisting of two carbon atoms and one oxygen atom.
Epoxy resin - A polymer resin characterised by epoxied molecule groups.
Exothermic - Term that is used for a chemical reaction that releases heat.
Fabric, non-woven - A material formed from fibres or yarns without interlacing.
Fabric, woven - A material constructed of interlaced yarns, fibres or filaments.
Fibre - A general term used to refer to filamentary materials. Fibre is often used synonymously with filament.
Fibre architecture - The design of a fibrous part in which the fibres are arranged in a particular orientation to achieve the desired result. This may include braided, stitched or woven fabrics, mats roving or carbon tows.
Fibre content - Amount of fibre in a composite expressed as a ratio to the matrix. Strength generally increases as the fibre content ratio increases.
Filaments - Individual fibres or indefinite length used in tows, yarns or rovings.
Filler - A relatively non-adhesive substance added to an adhesive to improve its working properties, performance, strength or other qualities.
FRP - Fibre Reinforced Polymer.
GFRP - Glass Fibre Reinforced Polymer
Glass Fibre - Reinforcing fibre made by drawing molten glass through brushings. The predominant reinforcement for polymer matrix composites. Known for its good strength, processability and low cost.

Appendix G Glossary
224
Glass Transition Temperature (Tg) - Approximate temperature over which an amorphous material changes from (or to) a brittle, vitreous state to (or from) a plastic state.
Hand Lay-up - A fabrication method in which reinforcement layers are placed in a mould or on a structure by hand, then cured in the formed shape.
Hardener - Substance that reacts with the resin to promote or control curing action by taking part in it. Also a substance added to control the degree of hardness in the adhesive.
Hybrid composite - A composite made with two or more types of reinforcing fibres.
Impregnate - To saturate the voids of a reinforcement with a resin manually or with a machine.
Inhibitor - Chemical additive that slows or delays cure cycle.
Interlaminar shear - shear force acting at the interface between adjacent layers (laminae) of a laminate.
Isophthalic resin - A polyester resin based on isophalic aid, generally higher in properties that a general purpose or orthophtalic polyester resin.
Lamina - A ply or layer of unidirectional composite or fabric.
Laminate - To unite layers of material with an adhesive. Also, a structure resulting from bonding multiple plies of reinforcing fibre or fabric.
Lay-up - Placement of layers of reinforcement in a mould.
Matrix - Binder material in which reinforcing fibres are embedded. Usually a polymer but may also be metal or ceramic.
Moisture absorption - Assimilation of water vapour from air by a material. Refers to vapour drawn from the air only, as distinguished from water absorption, which is gained due to absorption of water by immersion.
Monomer - A single molecule that can react with like or unlike molecules to form a polymer.
Open time - The time interval between the spreading of the adhesive on the adherent and completion of the assembly of the parts for bonding.
PAN (polyacrylonitrile) - Used as a base material or precursor in the manufacture of certain carbon fibres.

Glossary Appendix G
225
Peel-ply - Layer of material applied to a pre-preg lay-up surface that is removed from the cured laminate prior to bonding operations leaving a clean, resin rich surface ready for bonding.
Pitch - A high molecule weight material that is a residue from the destructive distillation of coal and petroleum products. Pitches are used as base materials for the manufacture of certain high-modulus carbon fibres.
Polyester - Unsaturated polyesters are manufactured by reacting glycols with either dibasic acids or anhydrides. Polyesters are normally cured at room temperature with a monomer such as styrene.
Polymer - Large molecule formed by combining many smaller molecules or monomers in a regular pattern.
Polymerisation - Chemical reaction that links monomers together to form polymers.
Post-cure - An additional elevated temperature exposure to improve mechanical properties.
Pot life - Length of time in which a catalysed thermosetting resin retains sufficiently low viscosity for processing.
Precursor - The rayon, PAN or pitch fibres from which carbon fibres are made.
Pre-preg (a pre-impregnated fibre) - Resin impregnated cloth, mat or filaments in flat form that can be stored at very low temperatures for larger use in moulds or wet lay-up. The resin is often partially cured to a tack-free state called B-staging. Additives such as catalysts, inhibitors, flame-retardants and others can be added to obtain specific end-use properties and improve processing, storage and handling characteristics.
Primer - A coating applied to a surface prior to the application of an adhesive to improve the performance of the bond. The coating can be a low viscosity fluid that is typically a 10 % solution of the adhesive in an organic solvent, which can wet out the adherent surface to leave a coating over which the adhesive can readily flow.
Pultrusion - An automated, continuous process for manufacturing composite rods and structural shapes having a constant cross-section. Roving and/or tows are saturated with resin and continuously pulled through a heated die, where the part is formed and cured. The cured part is then cut to length. For some applications, fabrics can be included into the profiles.
Putty - Repair mortar.

Appendix G Glossary
226
Reinforcement - Key element added to matrix to provide the required properties. Ranges from short to continuous fibres through complex textile forms.
Resin - Polymer with indefinite and often high molecular weight and a softening or melting range that exhibits a tendency to flow when subjected to stress. As composite matrices, resin binds together reinforcement fibres.
Roving - A collection of bundles of continuous filaments either as untwisted strands or as twisted yarns.
Sheet - A material formed from fibres or yarns without interlacing.
Shelf life - Length of time in which a material can be stored and continue to meet the specifications requirements, remaining suitable for its intended use.
Sizing - A solution of chemical additives used to coat filaments. The additives protect the filaments from water absorption and abrasion. They also lubricate the filaments and reduce static electricity.
Storage life - see shelf life.
Stress Corrosion - Preferential attack of areas under stress in a corrosive environment, where such an environment alone would not have caused corrosion.
Stress Rupture - The reduction of tensile strength due to sustained loading.
Strip - Pre-manufactured forms made of fibres and resin. Strips are normally pultruded.
Substrate - A material on which an adhesive-containing substance is spread for any purpose, such as bonding or coating.
Thermoplastic - A composite matrix capable of being repeatedly softened by an increase of temperature and hardened by cooling.
Thermosets - Composite matrix cured by heat and pressure or with a catalyst into an infusible and insoluble material. Once cured a thermosets cannot be returned to the uncured state.
Thixotropic - Materials that are gel-like at rest but fluid when agitated. Having high static shear strength and low dynamic shear strength at the same time. Losing viscosity under stress.

Glossary Appendix G
227
Tow - An untwisted bundle of continuous filaments usually designated by a number followed by K, indicating multiplications by 1,000. For example, 12K has 12,000 filaments.
Unidirectional - A strip or fabric with all fibres oriented in the same direction.
Vinyl ester - A class of thermosetting resins containing esters of acrylic and/or methacrylic acids, many of which have been made from epoxy resins. Cure is accomplished, as with unsaturated polyesters, by co-polymerisation with other vinyl monomers, such as styrene.
Viscosity - Tendency of a material to resist flow. As temperature increases, the viscosity of most materials decreases.
Warp - Yarns running lengthwise and perpendicular to the narrow edge of woven fabric.
Weft - Yarns running perpendicular to the warp in a woven fabric.
Wet Lay-up - Fabrication step involving application of a resin to dry reinforcement.
Wetting agent - A surface-active agent that promotes wetting by decreasing the cohesion within a liquid.
Yarn - Continuously twisted fibres or strands that are suitable for weaving into fabrics.

Appendix G Glossary
228