Embed Size (px)
DESCRIPTION
Present study covers different types of expansion joints used in industry. The expansion joints are used to dissipate the energy during contraction or expansion in pipes. Different types of expansion joints are widely used in piping industries. This covers detailed calculation from EJMA (Expansion Joint Manufacturers association), Design, Modelling, and Thermal and Structural analysis of axial type expansion joint. All design process will be performed with aid of FE analysis using ANSYS software.
Citation preview

IJIRST –International Journal for Innovative Research in Science & Technology| Volume 2 | Issue 1 | June 2015 ISSN (online): 2349-6010
All rights reserved by www.ijirst.org 39
Design And Thermal Analysis of Thermal
Expansion Joint in Industrial Application
Rakesh. P. Prajapati Prof. Jayesh. B. Khunt
M.E Student Assistant Professor
Department of Thermal Engineering Department of Mechanical Engineering
Nar Narayan Sastri Institute of Technology, Jetalpur Nar Narayan Sastri Institute of Technology, Jetalpur
Abstract
Present study covers different types of expansion joints used in industry. The expansion joints are used to dissipate the energy
during contraction or expansion in pipes. Different types of expansion joints are widely used in piping industries. This covers
detailed calculation from EJMA (Expansion Joint Manufacturers association), Design, Modelling, and Thermal and Structural
analysis of axial type expansion joint. All design process will be performed with aid of FE analysis using ANSYS software.
Keywords: ANSYS, FE
_______________________________________________________________________________________________________
I. INTRODUCTION
An Externally Pressurized Expansion Joint takes pressure from the outside of the bellows element relatively than on the inside as
in a conventional expansion joint. In conventional type of expansion joints with internally pressurized bellows it is not possible
to contain large axial movements due to the squirm connected with the higher bellows length.
Fig. 1: Thermal Expansion Bellows
The stabilizing effect of the external pressure increases the bellows capacity to absorb high axial movements without twist
making the externally pressurized expansion joints the best explanation for applications involving very high axial movements.
The construction of an externally pressurized expansion joint consists of a heavy outer pipe which contains the pressure and
serves as a covering to protect the bellows and also functions as pipe-guide. The outer pipe in externally pressurized expansion
joints contain the full pressure of the system and if bellows disappointment occurs the medium does not run away radially
outwards, thus protecting the personnel working in the surrounding area.
The internal pipe of the externally pressurized expansion joint act as liner and maintains fluid flow external to the bellows so
that the flowing medium does not collect inside the bellows convolutions and hence do not show aggression the bellows element
if the flowing medium is corrosive. Drain and vent links can be easily provided to remove any deposit or remains that collects
inside the outer cover.
The externally pressurized expansion joint is really easy to insulate and steam tracing can be used to sustain the temperature of
the medium flowing through it. Another important advantage of this type of expansion joint is that in the occasion of anchor
failure the bellows get compressed and act as a shock absorber to keep up the overall system constancy.

Design And Thermal Analysis of Thermal Expansion Joint in Industrial Application (IJIRST/ Volume 2 / Issue 1 / 006)
All rights reserved by www.ijirst.org 40
II. GEOMETRY
LOAD CASE-1: A.
The Geometry for the FEA consists of Assembly of all the main components of the Expansion Joint i.e. Bellows, Collars, Tee
Pipe, End Pipes, Centre Pipe, Blind Flange, Tie Rods, Tie Rod Gussets, Back-up Bars and Stiffeners. The 3D model used for
FEA is as shown in image be
Fig. 2: 3D Model used for FEA
Fig. 3: Geometry for FEA for Load Case-1
ss6.4.2 LOAD CASE-2: B.
The Geometry for the FEA consists of Assembly of all the main Structural Components of the Expansion Joint i.e. Tee Pipe, End
Pipes, Blind Flange, Tie Rods, Tie Rod Gussets, Back-up Bars and Stiffeners. The 3D model used for FEA is as shown in image
below:

Design And Thermal Analysis of Thermal Expansion Joint in Industrial Application (IJIRST/ Volume 2 / Issue 1 / 006)
All rights reserved by www.ijirst.org 41
Fig. 4: Geometry
Load Case: 3 – Pressure Thrust due to bellow applied on pipe piece – Nominal Case: C.
Boundary Condition: 1)
Fig.2.4. Load Case: 3 – Pressure Thrust due to bellow applied on pipe piece – Nominal Case
Fig. 5: Load Case -3
Table – 1
Location of Loads
SR. NO PROB POINT LOCATION LOAD (N)
1 A Left Side Sleeve 42880
2 B Towards T joint 42880
3 C Towards T joint 42880
4 D Right Side Sleeve 42880

Design And Thermal Analysis of Thermal Expansion Joint in Industrial Application (IJIRST/ Volume 2 / Issue 1 / 006)
All rights reserved by www.ijirst.org 42
Load Case: 4 – Pressure Thrust due to bellow applied on pipe piece TestPressure Case: D.
Boundary Condition 1)
Fig. 6: Load Case: 4 – Pressure Thrust Due To Bellow Applied On Pipe Piece –Test Pressure
Table – 2:
Location of Load
SR. NO PROB POINT LOCATION LOAD (N)
1 A Left Side Sleeve 64320
2 B Towards T joint 64320
3 C Towards T joint 64320
4 D Right Side Sleeve 64320
Optimization of Ply Thickness of Corrugated Bellow Assembly at Different No. Of Plies: E.
As shown in below figure here we are taking 0.2 mm ply thickness at 5 number of plies.
1) ply thickness = 0.2 mm
2) No. of plies = 5
Total Deformation: 1)
Fig7.:- Analysis for evaluating the Total deformation at 0.2 mm ply thickness
Fig. 7: Optimization of Bellows
Here we are reduce the ply thickness from 0.5 to 0.2 mm at 5 no. of plies and the generated result data shows that the total
deformation is 3.5 mm and generated equivalent stress is 315.64 Mpa as in the figure

Design And Thermal Analysis of Thermal Expansion Joint in Industrial Application (IJIRST/ Volume 2 / Issue 1 / 006)
All rights reserved by www.ijirst.org 43
Fig. 8: Optimization Of 0.2 Mm Thickness
Equivalent Stress F.
Fig. 9: Analysis For Evaluating The Total Deformation At 0.4 Mm Ply Thickness
Analysis for evaluating the Equivalent stress at 0.2 mm ply thickness
As shown in below figure here we are taking 0.4 mm ply thickness at 4 number of plies. 2)
1) Ply Thickness = 0.4mm
2) No. Of Plies = 4
Total Deformation: 3)
Here we are reduce the ply thickness from 0.5 to 0.4 mm at 4 no. of plies and the generated result data shows that the total
deformation is 2.606 mm and generated equivalent stress is 197 Mpa as shown in the above figure.
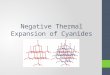
Optimization Result: G.Table - 3
Optimization Result Table
VARIABLE PARAMETERS CASE-1 CASE-2 CASE-3
PLY THICKNESS 0.5 0.4 0.2
DEFLECTION 1.3 mm 2.6 mm 3.5 mm
STRESS 118Mpa 197Mpa 315.6Mpa

Design And Thermal Analysis of Thermal Expansion Joint in Industrial Application (IJIRST/ Volume 2 / Issue 1 / 006)
All rights reserved by www.ijirst.org 44
Fig. 10: Optimization Result Graph
III. CONCLUSION
Case - 1: A.
The Load Case simulates only the effect of External Pressure on Bellow. The Results obtained are satisfactory and the allowable
stresses are less than those considered in Design calculations.
Case -2: B.
The Load Case simulates only the effect of Direct External Pressure on Blind Flange and Pipe Sections. As can be seen
considering the Allowable stresses of 140 MPa, the maximum stresses coming on the Structure are around 126 MPa, However,
taking into considering the Direction of the Loading i.e. the External Pressure coming on the Blind Flange, the stresses are
Compressive in nature and occurring on the Pipe End.
Case -3: C.
The Load Case simulates the effect of thrust forces produced due to bellow contraction at nominal pressure. The stresses are well
below the allowable limit.
Case -4: D.
The Load Case simulates the effect of thrust forces produced due to bellow contraction at Test pressure. The stresses are well
below the allowable limit.
REFERENCES
[1] Bijayani Panda, M. Sujata, M. Madan, S.K. Bhaumik; “Stress corrosion cracking in 316L stainless steel bellows of a pressure safety valve”.Volume: 36
ELSEVIER(2014)379-389.
[2] Brijesh M. Patel1, B.D.Patel2, V.M.Prajapati3“A Critical Review on Metal Expansion Bellows”. (IJESIT) Volume 2, Issue 2, March 2013, ISSN: 2319-5967.Pgs:346-351
[3] H. T. Akshatha, A. Rinku, M. L. Shankar and PrashanthBanakara, “Design, Development, Simulation And Realization of Expansion Joints In Ecs Engine
Bleed System ForA Typical Light Transport Aircraft. ISSN 1819-6608Vol. 9, No. 5, May 2014.Pgs.: 682-686. [4] D. E. Newland, “Buckling Of Double Bellows Expansion Joints Under Internal Pressure”. Issue 3, Vol.6. 2013, ISSN 2249-6149.Pgs:270-277.
[5] Brijeshkumar. M. Patel, Design, Manufacturing and Analysis of Metal Expansion Bellows(IJESIT) Volume 2, ISSN: 2319-507XIssue 3, May 2013
.Pgs.266-273 [6] Gaurav R. Mohite1, A. P. Edlabadkar2,Analysis Of Expansion Joint In Heat Exchanger Using Finite Element IJPRET 2014; Volume 2 (9): 436-449.
[7] Gh. Faraji∗, M. MosaviMashhadi, V. Norouzifard,Evaluation of effective parameters in metal bellowsforming process journal of materials processing technology 209 (2009) 3431-3437