Embed Size (px)
Citation preview
รายงานปฎบตงานสหกจศกษา
ออกแบบและสรางเครองมอตดแมพมพออฟเซต
Design and Create the Tools for Cutting Offset Printing Plates
โดย
นายสรธญ ขานพคณโชค รหสนกศกษา 5505800005
นายอรณรชช ทองอดม รหสนกศกษา 5505800006
นางสาวดวงหทยลกษณ เอกภาณศร รหสนกศกษา 5605800010
รายงานนเปนสวนหนงของวชาสหกจศกษาสาหรบวศวกรรมการพมพ
ภาควชาวศวกรรมการพมพ มหาวทยาลยสยาม
ภาคปการศกษาท 3 ปการศกษา 2559

ค
บทคดยอ
โครงการสหกจศกษานนาเสนอโครงงานการออกแบบและประดษฐเครองตดเพลท โดยม
วตถประสงค เพอออกแบบและสรางเครองมอสาหรบตดแมพมพทใชกบเครองพมพระบบออฟเซต
ซงมความหนาไมเกน 4 มลลเมตร ทใชภายในบรษท รอยลเปเปอร ฟอรม จากด แทนการตด
แบบเดมทใชมดคดเตอรตดแมพมพดวยมอ ซงเปนอนตรายตอผปฏบตงาน เกดของเสยมากมายและ
เสยเวลาในการปฏบตงาน การออกแบบและประดษฐเครองตดเพลททาใหไดเพลททตดดวยเครองน
ไดมาตรฐาน เทยงตรงกวาการใชการตดแบบเดมมาก จงทาใหไดงานทมคณภาพ สถตของเสยทเกด
จากการตดเพลท 3 เดอน กอนมการใชเครองตดเพลทมของเสยมากถง 32 % เมอใชเครองตดเพลท
ใน 3 เดอน มของเสยลดเหลอ 15% ลดคาใชจายใหกบบรษทลงได 31 ,416 บาท ซงของเสยทเกดขน
นน เกดจากการสอสารผดพลาดทาใหตดผด ไมไดเกดความเสยหายจากเครองตดเพลท และเกดจาก
การขาดความชานาญในการใชเครองมอ การใชเครองตดเพลทนทาใหไมเกดอบตเหตในการตด
เพลทและลดเวลาในการปฏบตงานลงดวย
คาสาคญ :แมพมพออฟเซต/เครองตดเพลท/เครองพมพออฟเซต
ข
กตตกรรมประกาศ
รายงานสหกจเรองการท าเครองตดเพลทและตดกระดาษ ส าเรจลงได คณะผจ ดท า
ขอขอบพระคณอาจารย อาจารยทปรกษาทกรณาเปนทปรกษารายงานสหกจฉบบนตลอดจนชวย
ดแลใหค าแนะน าและตรวจสอบรายงานใหมความสมบรณมากยงขน ท าใหรายงานฉบบนสามารถ
ส าเรจลงไดดวยดขอกราบขอบพระคณ ฝายโครงการ คณปรชา ค าสย ทชวยใหค าแนะน าเกยวกบ
การออกแบบเครองมอตดเพลท ในบรษท รอยล เปเปอร ฟอรม จ ากด พนกงานพเลยง และรวมไป
ถงพนกงานทกทานในบรษท ทไดชวยใหความร ชแนะ และเปนก าลงใจใหผจดท าเสมอมาสดทาย
นคณะผจดท าหวงเปนอยางยงวา รายงานสหกจฉบบนจะเปนประโยชนตอนสตนกศกษาและผท
สนใจทจะศกษาและพฒนาใหมประสทธภาพตอไป
ผจดท า
นายสรธญ ข านพคณโชค
นายอรณรชช ทองอดม
นางสาวดวงหทยลกษณ เอกภาณศร
สารบญ
เรอง หนา
จดหมายนาสงรายงาน ก
กตตกรรมประกาศ ข
บทคดยอ ค
Abstract ง
บทท 1 บทนา 1
1.1 ความเปนมาและความสาคญของปญหา 1
1.2 วตถประสงค 2
1.3 ขอบเขตของโครงงาน 2
1.4 ประโยชนทคาดวาจะไดรบจากโครงงาน 2
บทท 2 ทฤษฎ 3
2.1 กระบวนการกอนพมพ 3
2.2 กระบวนการพมพ 5
2.3 กระบวนการหลงการพมพ 9
2.4 ความรเรองเพลท 11
2.5 ทฤษฎการทาชนงาน 13
2.6 แมพมพ 13
บทท 3 รายละเอยดการปฏบตงาน 19
3.1 ขนตอนการออกแบบเครองตดเพลท 19
3.2 ตวอยางแบบชนงาน 20
3.3 ขนตอนการปฏบตงาน 23
บทท 4 ผลการปฏบตงานตามโครงการ 28
4.1 ขนตอนการทดสอบ 28
บทท 5 สรปผล 29
5.1 สรปผลการปฏบตงาน 29
สารบญ (ตอ)
หนา
บรรณานกรม
ภาคผนวก
ประวตผจดทา
สารบญรป
หนา
ภาพท 2.1 ภาพประกอบการแสดงการพมพ OFFSET 7
ภาพท 2.2 ตวอยางเครองกลง 10
ภาพท 2.3 เครองกด 11
ภาพท 2.4 แผนวงจรภาพของการทางาน CNC 12
ภาพท 2.5 ตวอยางรปเครองจกร CNC 13
ภาพท 3.1 ใบมด 20
ภาพท 3.2 แบบโตะเครองตดเพลท 20
ภาพท 3.3 แบบโตะรองเครองตดเพลท 21
ภาพท 3.4 แบบขาโตะทลองเครองตดเพลท 21
ภาพท 3.5 แบบรปโดยรวม 22
ภาพท 3.6 ลกษณะใบมดตดเพลท 23
ภาพท 3.7 การเตรยมวสด 23
ภาพท 3.8 การทาโครงเหลก 24
ภาพท 3.9 หลงจากเชอมเสรจ 24
ภาพท 3.10 ตดไมอด 25
ภาพท 3.11 การเจาะยดไมอด 25
ภาพท 3.12 หลกจากยดฐานกบไมอดเสรจ 26
ภาพท 3.13 ขาโตะ 26
ภาพท 3.14 เครองตดเพลท 27
ภาพท 3.15โตะเครองตดเพลท 27
ภาพท 3.16 การตดเพลท 28
ภาพท 3.17 เพลททตดเสรจเรยบรอยแลว 28
สารบญตาราง
หนา
ตารางท 1.1 แสดงระยะเวลาในการดาเนนงานของโครงการ 2
ตารางท 2.1 ความไวแสงของแมพมพชนดตางๆ 18
บทท 1
บทนา
1.1 ความเปนมาของโครงงาน
1.2 วตถประสงคของโครงงาน
1.3 ขอบเขตของโครงงาน
1.4 ประโยชนทคาดวาจะไดรบจากโครงงาน
1.5 แผนการดาเนนงาน
1.1 ความเปนมาของโครงงาน
ในการศกษาโครงงานวศวกรรม เปนสงจาเปนอยางของนกศกษาวศวกรรมศาสตรเพราะตองการ
ใหนกศกษา นาทฤษฏความรความสามารถมาประยกตใชอยางเปนรปแบบ ฝกฝนทางานกลม ฝกฝนทา
วางแผน การทางานอยางเปนระบบ และฝกการนาเสนอโครงงานทงในรปเอกสารและในทประชมอก
ซงเมอจบการศกษาไปนนแลวไดเขาทางานหนวยงานใดหนวยงานหนง นกศกษาจะไดปรบตวเขากบ
สถานททางาน เพอนรวมงานไดอยางเหมาะสม ทงในเรองความรความสามารถ คณธรรมและจรยธรรม
สามารถวางแผนการทางานและลาดบของการทางานตางๆทเกยวของกบโครงการทไดรบมอบหมายและ
ในสวนทตองรบผดชอบและทางานเสรจสมบรณบรรลตามวตถประสงคของงานในระยะเวลากาหนด
หรอเรวกวากาหนด
และสามารถจดทาเอกสารเสนอโครงการไดถกตองและนาเสนอโครงการในทประชมตางๆในท
ประชมไดถกตองเมอนกศกษาไดทาโครงการวศวกรรมแลวนกศกษาตองศกษาเรยนรทฤษฏและหา
ขอมลทเกยวของแลวเนองจากนกศกษาฝกงานไดอยในแผนกพมพแลวนนทาใหนกศกษาไดเลงเหน
ปญหากอนทจะไดพมพคอการตดเพลท เนองจากการตดเพลทนนนอกจากเสยเวลาแลวยงอาจจะเกดการ
ตดเพลทแลวเบยวไดจงคดวาการแกปญหาของตรงนสามารถทาอะไรเพอลดการเกดตดเพลทไมตรง
(เพลทเสย)หรอเขาโมไมไดเปนตน จงคดรเรมทาเครองตดเพลทโดย ความหนาไมเกน 4 mm โดยทงน
นกศกษาจงทาเครองนขนเพอลดปรมานการเสยเพลท แลวยงสามารถลดการเสยเวลาทจะตองใชคตเตอร
ตดเพลทไดอก โดยเพลทแมพมพทเสยคดเปนอตราการเสยภายใน 3 เดอนคดเปนจานวน 34% จาก
เครองพมพทงหมดนอกจากนนยงเสยเวลามากอกดวย
2
1.2 วตถประสงคของโครงงาน
1.2.1 เพอลดการสญเสยของเพลท
1.2.2 เพอใหทราบการออกแบบของเครองมอทชวยในการพมพ
1.2.3 เพอลดการเสยงเกดอบตเหตทเกดจากคตเตอรทจะกรดเขามอ
1.2.4 เพอลดเวลาในการตดเพลท
1.2.5 เพอจะไดดาเนนการแก ไขตรงจด
1.3 ขอบเขตของโครงงาน
1.3.1 ศกษาและปรบปรงประสทธภาพของเครองตดเพทล
1.3.2 ออกแบบเครองตดเพทล
1.3.3 ออกแบบโดยใชอปกรณทมอยในบรษท
1.4 ประโยชนทคาดวาจะไดรบ
1.4.1 เพมความรความสามารถในศกยภาพในบรษท
1.4.2 เพมความมนใจแกผใชทาใหผปฏบตงานไดอยางคลองแคลวและถกตอง
1.4.3 สามารถเพมความสามารถในการออกแบบเครองมอทางการพมพได
1.4.4 สามารถทาการวเคราะหปญหาหลกทเกดขนและแกไขตรงจด
1.4.5 ลดการเกดอบตเหตทเกดจากการกรดเพลทเขาเนองานได
1.4.6 เปนการเพมมาตรฐานดานการบรหารใหเปนสากล
1.5 แผนการดาเนนงาน
ท
หวขอการดาเนนงาน ชวงเวลาการทางาน (พ.ศ.2559)
พฤษภาคม มถนายน กรกฎาคม สงหาคม
สปดาห 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1 ศกษาขอมล
2 กาหนดวตถประสงค
3 การดาเนนงาน
4 การทดสอบการทางาน
และปรบปรง แกไข
5 จดทาปรญญานพนธ
ตารางท 1.1 แสดงระยะเวลาในการดาเนนงานของโครงงาน
บทท 2
ทบทวนเอกสาร/วรรณกรรมทเกยวของ
ทฤษฎการพมพ
กระบวนการผลตสงพมพคอ การผลตสงพมพตางๆ เชน แผนพบ หนงสอ ฉลาก กลอง ฯลฯ โดย
ผลตใหไดตามรปแบบและจานวนทตองการ กระบวนการผลตสงพมพเรมตนจากการรบตนฉบบทเปน
อารตเวรค และสนสดเปนชนงานพรอมสงมอบใหลกคา โดยมขนตอนดงน
2.1 กระบวนการกอนการพมพ (Pre-Press Process)
2.2 กระบวนการพมพ (Press Printing Process)
2.3 กระบวนการหลงการพมพ (After Press Process)
2.4 ทฤษฎการทาชนงาน (Constructionism)
2.5 แมพมพ (Printing plate)
2.1 กระบวนการกอนพมพ
กระบวนการ กอนการพมพไดถกพฒนามาอยางตอเนองตงแตมการนาเครองคอมพวเตอร มาใชใน
การออกแบบและควบคมกระบวนการทาแมพมพ ในปจจบนตนฉบบ/อารตเวรคทถกสงเขามามกเปน
รปแบบของไฟลดจตอล กระบวนการกอนการพมพทกลาวถงในทนจะองระบบดจตอลในการทางานเปน
หลก
2.1.1 การแปลงขอมลดจตอล (Digitization)
ในกรณอารตเวรคเปนภาพลายเสน ภาพถาย ภาพวาด ฟลมสไลด ฟลมเนกาทฟ จาเปนตองแปลง
ภาพเหลานใหเปนขอมลดจตอลซงทาไดโดยใชเครองสแกนเนอร (Computer Scanner) และเพอคณภาพทด
ยงขนควรใชเครองสแกนเนอรทมคณภาพสง(High-end Scanner) เมอไดเปนภาพดจตอล จงจดหนาใน
คอมพวเตอรโดยใชซอฟตแวร เชน Adobe Indesign, Illustrator, Pagemaker
2.1.2 การตรวจสอบไฟลขอมล (Preflight)
เพอปองกนความผดพลาดทจะเกดขนในงานพมพอนจะกอใหเกดความเสยหาย และสนเปลอง
คาใชจาย จาเปนตองมการตรวจสอบรายละเอยดของไฟลงาน หรอไฟลอารตเวรคกอน ซงซอฟตแวรทใชใน
การตรวจสอบดงกลาว ไดแก Flight Check, Preflight Pro เปนตน รายการตรวจสอบของซอฟตแวรเหลาน
จะชวยตรวจสอบวาไฟลภาพมครบหรอไม แบบตวอกษรถกตองหรอไม ขนาดหนาของชนงานถกตอง
หรอไม มการเผอตดตกเพยงพอหรอไม การกาหนดสถกตองหรอไม ฯลฯสกรน ความหยนตวของผายางทา
ใหการพมพภาพสกรนดวยวธการพมพออฟเซตมคณภาพด ใกลเคยงกบตนฉบบมากเกดความผดเพยนนอย
การพมพออฟเซตยงยงใหคณภาพการพมพทสวยงามเพราะไมกอใหเกดรอยเวาทดานหนาหรอรอยนนท
ดานหลงของแผนพมพ ดงเชนในการพมพเลตเตอรเพรส อยางไรกตามการพมพออฟเซตใหมคณภาพทด
นนตองอาศยผปฏบตงานพมพทมความสามารถและชานาญงานสามารถปรบความสมดลระหวางหมกและ
4
น าไดตลอดระยะการพมพและพมพงานใหมชนหมกทบางทสดและใชน านอยทสดทจะเกดความอมตวของ
สหมกพมพไดมากทสด
แมพมพออฟเซต เปนแมพมพพนราบ สวนใหญทาจากอลมเนยมทมการเคลอบสารไวแสง การ
ถายทอดภาพและขอความทาไดโดยอาศยหลกการทางเคมทไขมนและนาจะไมรวมตวกนหรอรวมตวได
2.1.3 การจดวางหนาสาหรบทาแมพมพ (Imposition)
เนองจากแมพมพทใชพมพมกมขนาดใหญกวาชนงาน แมพมพหนงชดสามารถวางชนงานไดหลาย
ชน เชน วางหนาหนงสอได 8 หนา วางฉลากได 40 ชน เปนตน ขนตอนนจะเปนการจดวางหนาสาหรบทา
แมพมพแตละชด ในการวางหนาหนงสอตองจดวางหนาใหถกตอง เมอนาไปพบแลวหนาตางๆ จะไดเรยง
อยางถกตอง ซอฟตแวรทใชในการจดวางหนาหนงสอ ไดแก Prep, InPosition, Impostripเปนตน
2.1.4 การทาปรฟดจตอล (Digital Proofing)
กอนทจะทาเปนแมพมพจรง มกมการทาตวอยางงานพมพขนเพอตรวจดรายละเอยดตางๆ ตลอดจน
สสนวาถกตองหรอไม การทาตวอยางหรอปรฟในขนนจะเปนการพมพจากเครองพมพคอมพวเตอร หรอพ
รนเตอร โดยทวไปจะใชพรนเตอรระบบองคเจท (Inkjet Printer) ขนาดใหญ และสามารถพมพตวอยางงาน
ใหมขนาดกบการจดวางหนาไดใกลเคยงกบแม พมพจรง การทาปรฟนจงเรยกการทาปรฟดจตอล (Digital
Proofing) การทาปรฟดจตอลจะประหยดกวาการทาแมพมพจรงแลวทาปรฟจากแมพมพ หากมการแกไขก
ไมตองเสยคาใชจายมาก
2.1.5 การทาฟลมแยกส (Process Film Making)
เปนการทาฟลมทแยกเปนสๆ สาหรบทาแมพมพชดหนงๆ หลกการทาฟลมแยกส คอ การแยกภาพ
ในไฟลงานออกมาเปนภาพสโดดๆ โดยมาตรฐานจะไดภาพแมสสภาพ ซงเปนภาพสของ CMYK (Cyan,
Magenta, Yellow, Black) ไฟลงานจะถกสงเปนไฟลในรปแบบโพสตสครปต (PostScript File) แลวแปลง
เปนไฟลรปแบบราสเตอร (Raster File) สงไปเครองยง/พมพฟลมทมชอเรยกวา เครองอมเมจเซทเตอร
(Imagesetter) ซงเปนเครองพรนเตอรทใชลาแสงสรางภาพแบบฮาลฟโทน (Halftone) บนแผนฟลมไวแสง
ไดฟลมทมภาพขาวดาตามภาพของสแตละสทแยกไว
2.1.6 ความรเบองตนเกยวกบแมพมพออฟเซต (แมพมพพนราบ)
แมพมพสาหรบการพมพระบบออฟเซตลโธกราฟ (Offset Lithography) หรอแมพมพออฟเซต เปน
แมพมพในระบบการพมพพนราบ ดวยบรเวณภาพกบบรเวณไรภาพอยในระนาบเดยวกน แตมสมบตทาง
เคมและทางกายภาพตางกน คอ บรเวณภาพมสมบตชอบน ามนจงรบหมกพมพและแยกจากบรเวณไรภาพท
มสมบตชอบน าแมพมพออฟเซตชนดโลหะ ( Metal Plate ) เปนแมพมพทมการใชโลหะ 2 หรอ 3 ชนด
เคลอบชนกนเปนชนๆ โดยวธการเคลอบโลหะ โดยโลหะทใชมคณสมบตแตกตางกนดานการรบหมกและ
การรบน าเพอมาแบงบรเวณภาพและบรเวณไรภาพออกจากกนตวอยางโลหะทรบหมกพมพไดดทาหนาท
เปนบรเวณภาพไดแกสงกะสทองแดงทองเหลองและเงน ตวอยางโลหะทรบน าไดดทาหนาทเปนบรเวณไร
ภาพไดแก อลมเนยม โครเมยม และนกเกล จากโครงสรางของแมพมพออฟเซตทใชโลหะ3ชนดในการผลต
5
แมพมพโลหะแตละชนดมหนาทแตกตางกนโดยโครเมยมทาหนาเปนสวนรบนาหรอเปนบรเวณไรภาพสวน
ทองแดงทาหนาทเปนสวนทรบหมกหรอบรเวณภาพและอลมเนยมทา
หนาทเปนฐานรองรบเพอชวยเสรมความแขงแรงใหแกแมพมพ
เนองจากบรเวณภาพเปนโลหะ ทาใหแมพมพชนดนใชงานไดนาน แมพมพชนดนมการผลตคลาย
แมพมพพนลก
2.1.7 การทาแมพมพ (Plate Making)
เมอไดฟลมแยกส นาฟลมของแตละสมาทาบกบแมพมพทเคลอบดวยสารไวแสง ทาการฉายแสง
สวนทโดนแสงจะทาปฏกรยากบสารไวแสง เมอนาไปลางน ายากจะเกดภาพบนแมพมพสาหรบใชในการ
พมพตอไป ปจจบนมการสรางเครองทาแมพมพโดยตรงจากคอมพวเตอรโดยไมตองทาฟลม แยกสกอน
เครองดงกลาวมลกษณะการทางานคลายเครองอมเมจเซทเตอร แตเปลยนวสดทจะรบลาแสงเพอสรางภาพ
จากฟลมไวแสงเปนแมพมพไวแสง เครองทใชทาแมพมพจากคอมพวเตอรในระบบออฟเซตเรยกวา เครอง
เพลทเซทเตอร (Platesetter) ประโยชนทไดคอทาใหลดขนตอนและคาใชจาย ตลอดจนไดแมพมพทม
คณภาพคมชด แมนยาขน สวนขอเสยคอเพลทชนดนยงมราคาสงอย หากมการแกไขหรอแมพมพชารด
คาใชจายในการทาแมพมพใหมจะสงกวา
2.1.8 การทาปรฟแทน/ปรฟแมพมพ (Plate Proofing)
ในกรณทตองการตวอยางงานพมพทมรายละเอยดและสสนทถกตองไวใช เปรยบเทยบกบงานใน
กระบวนการพมพ จาเปนตองทาตวอยางหรอปรฟจากแมพมพจรงซงอาจทาโดยใชเครองปรฟ ทจาลองการ
พมพจากเครองพมพจรงหรอใชเครองพมพจรงเลยกได ประเภทงานทมกตองทาปรฟแทน คอ งานโบรชวร
แคตตาลอก นตยสาร แผนพบบางรายการ บรรจภณฑ และงานพมพทตองการคณภาพสง
2.2 กระบวนการพมพ (Press/Printing Process)
เมอไดแมพมพทสมบรณ กเรมเขาสกระบวนการพมพกระบวนการพมพมความสาคญมากชนงาน
จะออกมาดหรอไมขนอยกบการพมพเปนหลกและพบวาปญหาสวนใหญทเกดระหวางลกคากบโรงพมพมก
มาจากการพมพ เชน สไมเหมอน พมพเหลอม ขอความไมชด ฯลฯ ดงนนการควบคมการพมพจงเปนเรอง
สาคญ
6
2.2.1 การเตรยมพมพ (Print Preparation)
กอนเขาสกระบวนการพมพตองเตรยมวสดใชพมพใหพรอมโดยคานวณจากจานวน ทตองการพมพ
ทาการตดเจยนขนาดวสดใชพมพสาหรบเขาเครองพมพใหถกตอง เตรยมหมกทใชพมพ ขณะเดยวกนกตอง
ตรวจดแมพมพวาสมบรณหรอไมและตรวจสอบปรฟเพอ ปองกนปญหาทอาจเกดขน
2.2.2 การพมพ (Printing)หลกการพมพในระบบตางๆ มกเปนการพมพทละสลงบนวสดใชพมพ
แมพมพททาขนกใชสาหรบสแตละส หลกการคราวๆ ของการพมพ โดยทวไปจะมระบบปอนวสดใชพมพ
เขาไปในเครองพมพผานการพมพทละส โดยการรบโอนภาพหมกจากแมพมพซงรบหมกมาจากระบบจาย
หมกกอน เมอพมพเสรจกสงวสดใชพมพไปเกบพกไว เครองพมพแตละเครองอาจมหนวยพมพ 1 ส 2 ส 4 ส
หรอมากกวานน การพมพหลากสจงอาจถกนาเขาเครองพมพหลายเทยว เชน งานพมพ 4 สหนาเดยว เมอ
พมพบนเครองทมหนวยพมพสเดยวตองพมพทงหมด 4 เทยวพมพ นอกจากน เครองพมพบางประเภทอาจม
สวนตอทายหลงจากผานหนวยพมพแลว เชน มหนวยเคลอบผวดวยนายาเคลอบ มหนวยอบแหงเพอใหหมก
แหงเรวขน มหนวยพบ หนวยตด หนวยไดคท ฯลฯ เพอลดขนตอนการทางานหลงการพมพ เมอผานการ
พมพครบถวนแลวตองรอใหหมกแหงสนทกอนนาไปดาเนนการขนตอนตอไป สาหรบการพมพระบบ
ดจตอลจะไมมกระบวนการทาฟลมแยกสหรอแมพมพ สามารถสงคาสงพมพโดยตรงจากเครองคอมพวเตอร
ไดเลย ทาใหประหยดคาใชจายและเวลาทใชไปกบการทาแมพมพ แตมขอเสยคอคาพมพตอแผนเทยบกบ
การพมพแบบปกตยงสงอย หากพมพจานวนมากจะทาใหตนทนสงกวาแบบปกต
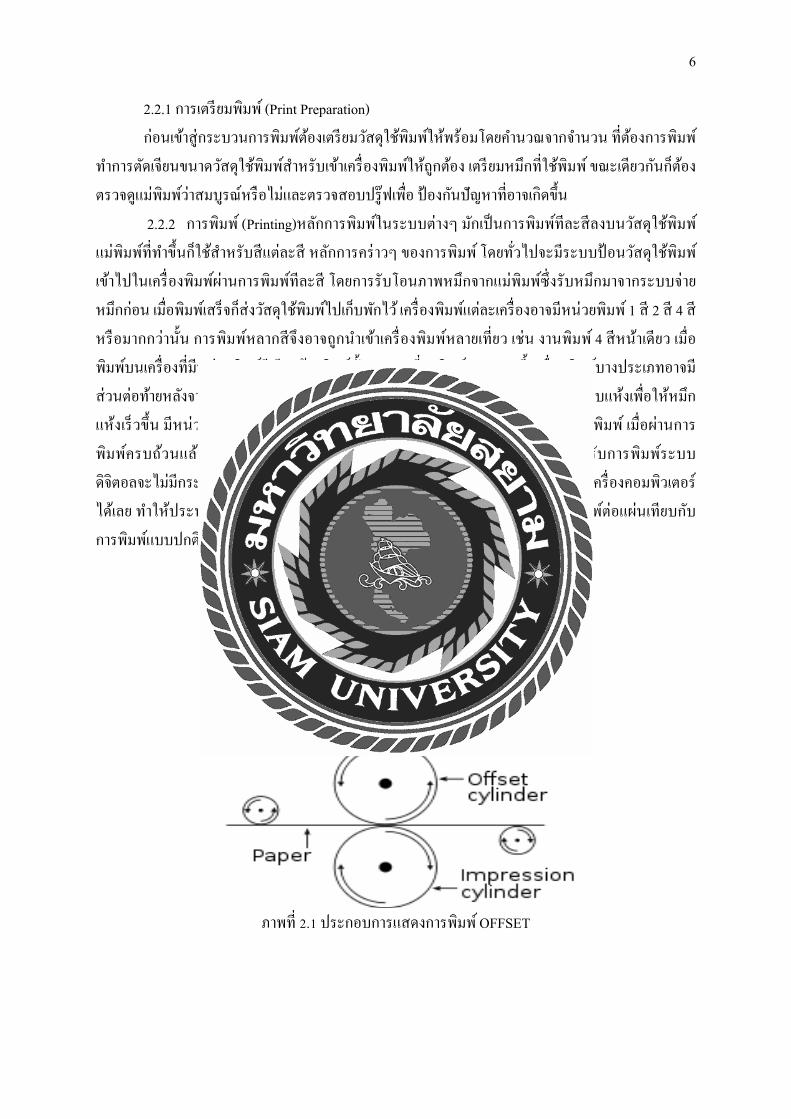
ภาพท 2.1 ประกอบการแสดงการพมพ OFFSET
7
2.3 กระบวนการหลงการพมพ (After Press Process)
งานพมพทพมพเสรจสนแลว โดยทวไปยงไมสมบรณเปนชนงานตามทตองการจงตองผาน
กระบวนการตอไปนเสยกอน
2.3.1 การตกแตงผวชนงาน (Surface Decoration)
งานพมพบางประเภทตองการการเคลอบผวเพอจดประสงคตางๆ กน เชน ปองกนการขดขวน
ปองกนความชน ตองการความสวยงาม เปนตน การตกแตงผวมดงน
2.3.2 การเคลอบผว (Coating)
เชน การเคลอบวารนชวารนชดานวารนชแบบใชน าเปนตวทาละลาย (Water Based Varnish) การ
เคลอบยว ยวดาน การเคลอบพวซเงา พวซดาน การเคลอบเงาเฉพาะจด (Spot UV) การเคลอบวารนชจะให
ความเงานอยทสดในขณะทการเคลอบพวซเงาจะให ความเงามากทสด
2.3.3 การรด/ปมแผนฟอยล (Hot Stamping)
คอ การปมดวยความรอนใหแผนฟอยลไปตดบนชนงานเปนรปตามแบบปม มทงการปมฟอยลเงน/
ทอง ฟอยลสตางๆฟอยลลวดลายตางๆฟอยลฮาโลแกรม เปนตน
2.3.4 การปมนน/ปมลก (Embossing/Debossing)
คอการปมชนงานใหนนขนหรอลกลงจากผวเปนรปรางตามแบบปม เชน การปมนนตวอกษร
สญลกษณ
2.3.5 การขนรป (Forming)
ไดแกการตดเจยนเชนงานทาฉลาก การขนเสนสาหรบพบ การปมเปนรปทรง การไดคท เชน งาน
ทากลอง งานเจาะหนาตางเปนรปตางๆการพบ การมวนเชนงานทากระปอง การทากาวหรอทาใหตดกนเชน
งานทากลอง งานทาซอง การหมกระดาษแขง เชน งานทาปกแขง งานทาฐานปฏทน
2.3.6 การทารปเลม (Book Making)
เปนขนตอนสาหรบทางานประเภทสมด หนงสอ ปฏทน ฯลฯ มขนตอนคอ
2.3.6.1 การตดแบง เพอแบงงานพมพทซ ากนในแผนเดยวกน
2.3.6.3 การเกบเลม เพอเกบรวมแผนพมพทพบแลว/หนายกมาเรยงใหครบเลมหนงสอ
2.3.6.4 การเขาเลม เพอทาใหหนงสอยดตดกนเปนเลม มวธตางๆ คอ การเยบดวยลวด เยบมง
หลงคา การไสสนทากาว
2.3.6.5 การเยบกทากาว การเยบกหมปกแขง/การเจาะรรอยหวง เมอผานการยดเลมตดกนกนา
ชนงานมาตดเจยนขอบสามดานใหเรยบเสมอกนและไดขนาดทตองการ(ยกเวนงานทเยบกหมปกแขงและ
งานทเจาะรรอยหวงจะผานการตดเจยน กอนเขาเลม)
2.3.6.6 การบรรจหบหอ (Packing) และจดสง (Delivery) เมอไดชนงานสาเรจตามทตองการทาการ
ตรวจสอบชนงานแลวบรรจหบหอพรอมสงไปยงจดหมายปลายทางตอไป
8
2.4 ทฤษฎการทาชนงาน (Constructionism)
2.5.1 เครองกลง (Lathe) ใชสาหรบขนรปชนงานใหมรปรางลกษณะเปนทรงกระบอกโดยชนงาน
จะหมน มดกลงจะยดอยกบทแลวเคลอนทเขาหาชนงาน การกลงใชผลตชนสวนแมพมพทมลกษณะเปนทรง
กลมเปนสวนมาก เชนปลอกนา เพลานา ปลอกรองรบเพลาดนขบ สลกดนกลบ ปลอกเพลาดนปลด และยง
สามารถผลตชนสวนของเบาและคอรได ในกรณทเปนรปรางทรงกระบอก ชนงานทมรปรางเปนเกลยวนอก
และเกลยวในเชนเกลยวทปลายของเพลากระทง สวนเบาหรอสวนคอรทเปนเกลยวการกลงมหลายวธเพอให
ไดชนงานทมรปรางตามตองการคอ กลงปาดหนา (Facing) เพอลดขนาดความยาวของชนงานพรอมกนนนก
ปาดผวหนาใหเรยบ กลงปอก (Turning) เพอลดขนาดเสนผานศนยกลางของชนงาน กลงเรยว (Tapering)
เพอใหชนงานมรปทรงเรยวตามตองการ กลงโคงรศม (Curved Cutting) เพอใหชนงานมรศมโคง กลงเซาะ
รอง (Grooving) เพอกอใหเกดรองขนบนชนงาน กลงตด (Parting Off) เพอตดแยกชนงานใหขาดออกจาก
กน กลงควานรใน (Boring)ใชกบงานทารในขนาดใหญ ปกตมกเรมตนดวยการเจาะรดวยดอกสวานกอนท
จะทาการควานใหไดขนาดตามตองการ กลงเกลยวนอก (External Threading) เพอทาเกลยวนอกกลงเกลยว
ใน (Internal Threading) เพอทาเกลยวในกลงขนรป (Forming) ใชขนรปชนงานใหมรปรางและขนาดตาม
ตองการ โดยการลบมดใหไดกบรปรางทจะใชทาการกลงกลงขนลาย (Knurling) ใชขนลายบนเนอวสด สวน
ใหญใชกบชนงานทเปนสวนมอจบเพอกนลน
ภาพท 2.2 ตวอยางเครองกลง
2.5.2 เครองกด (Milling) เปนเครองจกรกลทใชผลตชนสวนของแมพมพไดมากมายโดยตดเฉอน
แผนแมพมพในลกษณะของการปาดผวดวยมดกดทมรปทรงตางๆกนใหเปนแองหรอเบาทตองการได
นอกจากนการใชมดกดทมรปฟอรมหนาตดแบบตางๆจะทาใหสามารถกดชนงานใหมรปรางตามตองการได
แตหากตองใชในงานกดทมรปทรงสามมตจะกระทาไดยากและมกจะพบอยเสมอในการทาเบาและคอรของ
แมพมพ ดงนนจงจาเปนตองใชเครองจกรทมการลอกแบบ เชน เครองกดลอกแบบและเครองกด CNC เปน
9
ตนกดผวเรยบ (Plain Milling) เพอทาใหการลดขนาดของชนงานและไดผวราบเรยบกดรอง (Slot Cutting)
เพอใหเกดรองสเหลยมขนบนชนงาน กดขาง (Side Cutting) เพอตบแตงของขางของชนงานใหเรยบ กดเบา
(Pocketing) เพอกดชนงานใหเปนหลมลกลงไป กดรปราง (Contouring) เพอกดใหไดรปรางโคงเวาตามท
ตองการ
ภาพท 2.3 เครอง กลด
2.5.3 เครอง NC และ CNC (Numerical Control and Computerized Numerical Control) เปน
เครองจกรทถกควบคมการทางานดวยอนกรมของรหสควบคมเครองรหสประกอบไปดวยตวเลขตวอกษร
และสญลกษณอนๆรหสเหลานจะถกแปลงใหเปนสญญาณไฟฟาแลวสงไปกระตนใหมอเตอรและอปกรณ
ตางๆของเครองจกรทางานในลกษณะของการเคลอนทและการปรบเปลยนอตราเรวในการเคลอนทรวมถง
การทางานอนๆ ดวย อนกรมรหสปอนเขาเครองจกรเพอควบคมเครองจกรใหผลตชนงานตามทตองการ
เรยกวาโปรแกรมชนงาน (Part Program of Work Piece Program) ความยาวของโปรแกรมจะมากหรอนอย
ขนอยกบลกษณะของชนงานวามความซบซอนของรปรางมากนอยเพยงใดอปกรณทเปนตวเชอมระหวาง
โปรแกรมชนงานกบเครองจกรเรยกวา NC Unit ทาหนาทควบคมการทางานของเครองจกรนนๆและถา
เครองจกรNC มคอมพวเตอรประกอบเขาไปเพอเพมสมรรถนะของเครองจกรขนอกไมวาจะเปนดานการ
เขยนและตรวจสอบโปรแกรมใหงายขนเรวขนการปอนโปรแกรมและการตดตอกบเครองทสะดวกขนและ
การควบคมเครองโดยผปฏบตงานกบเครองทงายขนเหลานเครองจกรนนๆจะเรยกวาเครองจกร CNC
10
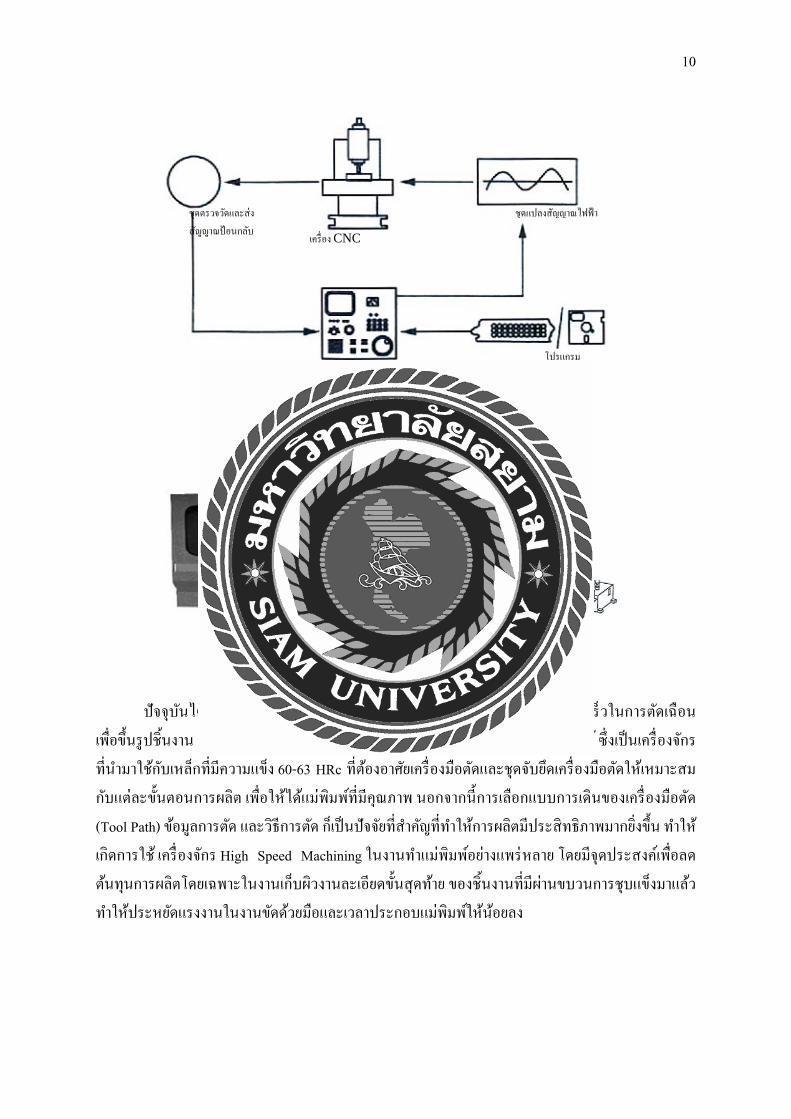
ภาพท2.4 แผนวงจรภาพของการทางาน CNC
ภาพท2.5 ตวอยางรปเครองจกร CNC
ปจจบนไดมการพฒนา เครองจกร CNC ใหมสมรรถนะในการทางานทมความเรวในการตดเฉอน
เพอขนรปชนงาน ทเรยกวา เครองจกร High Speed Machining มาใชในการสรางแมพมพ ซงเปนเครองจกร
ทนามาใชกบเหลกทมความแขง 60-63 HRc ทตองอาศยเครองมอตดและชดจบยดเครองมอตดใหเหมาะสม
กบแตละขนตอนการผลต เพอใหไดแมพมพทมคณภาพ นอกจากนการเลอกแบบการเดนของเครองมอตด
(Tool Path) ขอมลการตด และวธการตด กเปนปจจยทสาคญททาใหการผลตมประสทธภาพมากยงขน ทาให
เกดการใช เครองจกร High Speed Machining ในงานทาแมพมพอยางแพรหลาย โดยมจดประสงคเพอลด
ตนทนการผลตโดยเฉพาะในงานเกบผวงานละเอยดขนสดทาย ของชนงานทมผานขบวนการชบแขงมาแลว
ทาใหประหยดแรงงานในงานขดดวยมอและเวลาประกอบแมพมพใหนอยลง
ชดตรวจวดและสง
สญญาณปอนกลบ เครอง CNC
ชดแปลงสญญาณไฟฟา
แผงควบคม โปรแกรม
11
2.5 แมพมพ (Printing plate)
แมพมพออฟเซตแบงออกเปน 2 ประเภทคอ แมพมพทาเอง หรอ Wipe-On-Plate กบแมพมพ
สาเรจรปหรอทเรารจกกนในชอ “พรเซนซไทซ” (Presensitized Plate) แบบแรกเปนแมพมพทตองใชงาน
ทนท หลกการทางานเคลอบผวและทาใหแหงแลว สารไวแสงทใชสวนใหญจาผสมทาเอง สารเคมหลก
ไดแกโปแตสเซยมไบโครเมต และอลบมน (ไขขาว) สาหรบแมพมพพระเซนซไทซ เปนแมพมพททาการ
เคลอบสารไวแสงสาเรจรปมากอนจากโรงงานผลต สะดวกในการใชงานและสามารคเกบไวใชไดนาน
สารไวแสงเปนสารประกอบประเภทไดอะโซหรอพอลเมอร ผสมรวมกบสยอม (Dyes) และแลคเกอร
แมพมพสาเรจรปน กอนนาออกสตลาด จะถกทาการฉายแสงบางสวนกอน (Pre-exposure) เพอความ
แขงแรงของสารเคลอบเอง นบวาเปนขอดประการหนง และ เมอนาไปใชงานจรง จะทาใหใชเวลาฉายแสง
นอยลงอกดวย
แมพมพทดจะตองสามารถแยกบรเวณสวนทเปนภาพและไมใชภาพออกจากกนไดอยางม
ประสทธภาพ ดวยการใหบรเวณภาพหรอสวนทเปนสารเคลอบ ซงมวามหนาประมาณ 2 ไมครอน มสมบต
เขากนไดกบหมกเทานนในขณะทบรเวณไมใชภาพ หรอสวนทเปนผวโลหะของแมพมพจะตองมสมบตเขา
กนไดดกบนายาเฟาวเทนอยางเดยวเชนกน
ผวแมพมพตองเรยบพอทจาทาใหบรเวณภาพพมพมความคมและเกบรายละเอยดไดด ขนอยกบ
วธการขดผว ความหยาบของผวไมควรเกน 0.6 ไมครอน และมสมบตตานทานตอแรงกดพมพไดด รวมทง
ตานการสกกรอนจากการสมผสกบหมก นายาเคมตาง ๆ และผวกระดาษ เปนตน
2.5.1 แมพมพเนกาทฟ / พอสทฟ (Negative & Positive Plates)
ขอแตกตางของแมพมพทง 2 ชนดอยทสารเคลอบไวแสงทมสมบตไมเหมอนกน กลาวคอ สาร
เคลอบไวแสงเนกาทฟเมอไดรบพลงงานแสง จะทาใหโครงสรางโมเลกลเกดปฎกรยาเชอมขวาง สมบต
แขงแรงและไมสามารถละลายไดดวยน ายาสรางภาพ เหมาะกบการใชงานกบฟลมตนฉบบเนกาทฟ ในขณะ
ทสารเคลอบไวแสงพอสทฟ จะใหผลตรงกนขาม ดงนนเราจงเรยกชอแมพมพทง 2 ชนดน ใหสอดคลองกบ
ฟลมตนฉบบทใชตามลาดบ ซงผลของภาพทปรากฎบนแมพมพทงสองหลงจากผานขนตอนการสรางภาพ
แลวจะไดเหมอนกนคอภาพดเหมอนจรงอานออก
การใชแมพมพเนกาทฟมขอพงระวงเปนพเศษคอตองพยายามไมใหฝ นเกาะทฟลมตอนฉบบเน
กาทฟ (สวนใส) หรอทแมพมพเปนอนขาด เพราะจะมสวนทาใหบรเวณภาพเกดรายจดขาวไดอยางหลกเลยง
ไมได สาหรบแมพมพพอสทฟนนมความไดเปรยบกวาตรงทบรเวณภาพ (สวนทบของฟลม) จะไมเหนรอย
จดขาวจากฝ นเหลาน หรอถามฝ นเกาะทบรเวณไมใชภาพ (สวนใสของฟลม) กสามารถลบรอยเหลานไดจาก
การฉายแสงผานแผนกระเจงแสง (Diffuser) โดยขนตอนนจะกระทาฉายแสงครงท 2 หลกจากททาการฉาย
แสงหลกแลว
12
การเปลยนแปลงเวลาฉายแสง โดยเฉพาะการฉายแสงนาน ๆ ในการณแมพมพเนกาทฟ จะทาให
ขนาดภาพและขนาดเมดสกรยนขนายใหญได (เมดสกรนบวม) ตรงกนขามกบแมพมพพอสทฟทการฉาย
แสงนาน ๆ มแนวโนมทาใหเกดเมดสกรนกรอน (Dot Loss) หรอขนาดภาพเลกลง
ทนาสนใจสาหรบแมพมพเนกาทฟ พบวาการเปลยนแปลงเวลาฉายแสงจะมผลตอความแขง
(Hardness) ของสารเคลอบสวนทเปนภาพ ยงฉายแสงนานกยงทาใหสารเคลอบมความแขงมากขน ซงชาง
พมพจะตองพจารณาใหด ไมใหเวลาฉายแสงนอยเกนไป ปละในทางปฏบตยงพบอกวา แมพมพตางชนดกน
หรอแมกระทง “ลอด” “Lot” ตางกนกตาม ตองการเวลาฉายแสงตางกนไปดวย ดงนนชางทาแมพมพควรทา
การทดสอบทกครงทเปลยนแมพมพซงเมอเปรยบเทยบกบแมพมพพอสทฟเวลาฉายแสงจะไมมผลตอความ
แขงของสารเคลอบเลยและการเปลยนชดแมพมพใหม เวลาฉายแสงกจะไมตางกนเทาใดมากนก ดวยเหตผล
ดงกลาวการทามาตรฐานการทาแมพมพจงนยมใชแมพมพพอสทฟเปนสวนใหญ
นอกจากนแมพมพพอสทฟยงมขอไดเปรยบกวาแมพมพเนกาทฟอก 2 ประเดน ไดแก
ก) การฉายแสงนานกวาปกตของแมพมพพอสทฟ จาทาใหลกษณะเมดสกรนมความคมชดเพมขน
พรอมกบขนาดลดลงซงการเกดเมดสกรนกรอนนนบวาเปนประโยชนตอการชดเชยภาวะการเกดเมดสกรน
บวมในขนตอนการพมพได
ข) สวนทเปนภาพ (สารเคลอบ) บนแมพมพพอสทฟสามารถเพมความแขงแรงและทนตอการสก
กรอนยดอายการใชงานไดดวยการนาไปอบดวยความรอนทอณหภมมากกวา 200 °C หลงจากผานการสราง
ภาพแลว
2.5.2 แมพมพสาเรจรปปจจบนแมพมพสาเรจรปไดใชกนอยางแพรหลาย และเปนทรจกกนด
มากกวาแมพมพทาเอง แมพมพสาเรจรปนมโครงสรางแบงออกเปน 4 ขน ไดแก ฐานโลหะ ชนแอโนไดซ
(Anodized Layer) ชนสารเคลอบไวแสง และขน Passivating ทาหนาทเชอมยดตดระหวางสารเคลอบไวแสง
กบชนแอโนไดซฐานโลหะ มความหนาใหเลอกใชระหวาง 0.006 – 0.020 นว วสดทใชเปนอะลอยโลหะ
ผสม (Alloy) ระหวางอะลมเนยม ทองแดง และแมงกานส โดยอะลมเนยมจะเปนองคประกอบหลก ทนยม
ใชกนในปจจบนคอ อะลอย 1050 ซงมปรมาณอะลมเนยมสงถงรอยละ 99.5 กบทองแดงอกรอยละ 0.5 ทา
ใหการปรบผวโดยเฉพาะวธทางไฟฟาเคมมประสทธภาพและปองกนการเกดสนมไดเปนอยาง ในขณะทอะ
ลอย 3003 เปนโลหะผสมระหวางอะลมเนยม (98.5%) กบแมงกานส (1.5%) ออกแบบมาสาหรบงานท
ตองการแมพมพทมความแขงแรงมากขน ทนตอการโคงงอ และแรงกดพมพไดเปนอยางด พบวาความหยาบ
ของผวฐานโลหะแมพมพ จะมผลโดยตรงตอความละเอยดของภาพพมพทได แมพมพมาตรฐานทวไปจะม
ความหยาบของผวท 0.8-1.2 ไมครอนถาความหยาบนอยกวานอาจมผลทาใหการยดตดกบสารเคลอบไมด
เกดปญหาแมพมพหลดลอกได
13
ชนแอโนไดซ เปนชนบาง ๆ ของอะลมเนยมออกไซดหนาประมาณ 1 ไมครอน มความแขง
ประมาณ 7 Mohs ชวยปองกนการสกกรอนหรอรอยขดขวนทอาจเกดบนผวแมพมพ
ชน Passivating เปนสารประกอบซลเคท (Silicate Compound) ทาหนาทกนสารเคลอบไวแสงไมให
สมผสทาปฏกรยากบฐานโลหะโดยตรง เพอใหงายตอการลางสารเคลอบทไมตองการใหออกไปในขนตอน
การสรางภาพ มฉะนนตองใชเวลาลางนานขนหรออาจเกดคราบรอยดางบนแมพมพ ณ บรเวณทลางสาร
เคลอบออกไมหมดชนนยงมขอดชวยเพมประสทธภาพความสามารถใสการเปยกผว (Wettability) กบน ายา
ฟาวรเทน ณ บรเวณดงกลาวไดอกดวย
ชนสารเคลอบไวแสง เปนสารผสมระหวางการประกอบโตแอโชหรอพอลเมอรไวแสงรวมกบส
ยอมและแลคเกอร ดงทกลาวไดตอนตน โดยสยอมจะมสตาง ๆ กนเพอใชเปนสญลกษณระบชนดแมพมพ
และเพมคอนทราสของภาพ ทาใหชางทาแมพมพสามารถตรวจสอบความถกตองของภาพบนแมพมพไดงาย
ขน สวนแลคเกอรจะชวยใหทาสารเคลอบมความแขงแรงทนตอแรงกดพมพไดด จงเปนอกปจจยหนงทใช
พจารณาอายการใชงานของแมพมพได
2.5.3 แมพมพคอนพวเตอร-ท-เพลต (CTP-Plate)
เทคโนโลยคอมพวเตอร-ท-เพลต หรอ CTP ตองการแมพมพทออกแบบมาโดยเฉพาะเพอใหเหมาะสม
กบชนดของเลเซอรทใชในเครองสรางภาพนน ๆ และมความไวสงขนกวาแมพมพสาเรจรปทใช
กนทวไป ปจจบนเลเซอรทใชในการภาพนหรอเพลตเชตเตอร แบงออกเปน 2 ประเภทไดแก
2.5.3.1 เลเซอรชวงความยาวคลนมองเหนได (Visible Lasers) เชนเลเซอรอารกอนสเขยว
(~490nm) เลเซอรไตโอดสแดง (~625nm) เลเซอร FD-YAG สเหลอง (~540nm) และเลเซอรไดโอด UV
(~410nm) สน าเงน เปนตน แมพมพทออกแบบมาใช ม 3 ประเภท ไดแก แมพมพซลเวอร-แฮไลด โฟโตพอ
ลเมอรและยว (UV) ตามลาดบแมพมพซลเวอรแฮไลด (Agx) เปนแมพมพความไวสงใชพลงงานในการทา
ปฏกรยาไมมากเทาใดนก จงสามารถใชเลเซอรกาลงตา ๆ ได แตมขอจากดตรงทแมพมพชนดนถกแสงสวาง
ไมได ถาจะใชไฟนรภยตองกาหนดสแดงเขมทประมาณ 700nm และระบบน ายาสรางภาพจะทาใหสญเสย
ปรมาณของธาตเงนได (ควรหาวธนาธาตเงนกลบมาใชใหม เพอประหยดและรกษาสงแวดลอม) การ
นาไปใชงานใชไดทงพมพงานคอมเมอรเชยลสงพมพทวไปและหนงสอพมพ จานวนพมพทาไดสงถง
200,000 กดพมพ ใหความละเอยดสงมากกวา 200 lpi และขวงน าหนกสระหวาง 1%-98% หลกการสราง
ภาพใชวธทเรยกวา Diffusion Transger Development แมพมพม 2 ชน ชนบนเปนสารเคลอบไวแสง เมอถก
แสงแลว Agx เกดปฏกรยาทชนบนในขณะท Agx ทยงไมถกแสง (บรเวณภาพ) จะเคลอนไหวทไปยงชน
กลางทเรยกวา อมลชน (Emulsion) หรอ Physical Developer Layer เกดปฏกรยา กน ทาใหชนกลางมความ
แขงแรงตดกบฐานแมพมพสวนบรเวณไมใชภาพทไมมการเคลอนทของ Agx จะถกชะลางออกไปใน
โพรเซสเอซอรหรอเครองลาง
14
แมพมพโฟโตพอลเมอร เปนแมพมพความไวแสงปานกลาง ทตองใชเลเซอรกาลงสงพอสมควร
ออกแบบมาสาหรบงานพมพจานวนมาก (Long Run) พบวาการทางานของระบบ CTP กบแมพมพชนดนจะ
เรวและคลองตวกวาใชแมพมพซลเวอรเฮไลค หลกการสรางภาพจะตรงขามกบแบบซลเวอรเฮไลดตรรงท
บรเวณภาพจะถกทาการฉายแสงลงบนแมพมพ ซงม 3 ชน ชนบนเปนชน Overcoat Layer ปองกนไมให
อากาศทาปฏกรยาพอลเมรอไรเซชนกบสารเคลอบพอลเมอร วงอาจเกดการแขงตวของสารเคลอบเสยกอนท
นาสนใจคอ หลกงจากฉายแสงแลว จะตองผานขนตอนพรฮท (Preheat) ใหความรอนทประมาณ 100 °C
กอนทาการสรางภาพ เพอชวยใหสวนบรเวณภาพทเกดปฏกรยาพอลเมอรไรเซชนมความแขงตวและ
แขงแรงมาขนโดยปรกตเครองลางหรอโพรเชสเซอรจะรวมฟงกชนพรฮทนรวมอยดวย แมพมพชนดนจะม
ความทนทานพมพไดจานวน 200,000 กดพมพ พอๆ กบแมพมพซลเวอรร-เฮไลท แตถานาไปอบทอณหภม
200 – 250 °C หลงจากการสรางภาพแลวจะชวยใหแมพมพแขงแรงขน เพมจานวนพมพไดสงถง 1,000,000
กดพมพ สาหรบคณภาพงานพมพสามารถเกบรายละเอยดเมดสกรนได ตงแต 2 ถง 98% ทความละเอยด 175
lpi
แมพมพ UV มหลกการเหมอนแมพมพโฟโตพอลเมอร แตจะตางกนตรงทแมพมพ UV นออกแบบ
มาใหไวแสงในชวงคลอนประมาณ 400-410 nm ทนาสนใจคอเทคโนโลยแมพมพ UV มแนวโนมไดรบ
ความนยมเพมขนในอนาคต มเหตผลสนบสนน 4-5 ประมาณดงน
-เทคโนโลยเลเซอร UV ไดรบการพฒนามาอยางตอเนอง โดยเฉพาะทใชกบเครองเลน
DVD
-มการผลตออกนามาใชจานวนมากในทองตลาดในอตสาหกรรมตาง ๆ ทาใหมราคาถก
-อายการใชงานนานกวาเซอรระบบอนๆ
-หองทางานสามารถใชไฟนรภยสเหลองไดเชนเดยวกบแมพมพสาเรจรปซงเปนสภาพ
ปกตของโรงพมพทวไป
-คณภาพงานพมพทได ไมแตกตางไปจากการใชแมพมพโฟโตพอลเมอรแมพมพ UV น
ออกแบบมาใหใชกบงานพมพทวไป เชนเดยวกบแมพมพโฟโตพอลเมอร โดยปกตจะพมพไดจานวน
200,000 กดพมพ แตถาผานการอบจะเพมจานวนพมพไดถงหนงลานกดพมพ เปนตน
ขอสงเกต บรษท Basis Print ประเทศเยอรมน ไดพฒนาเครองสรางภาพประเภท UV น มลกษณะเฉพาะคอ
ใชหลอด UV ธรรมดา (ไมใชเลเซอร) จงไมเหมาะกบแมพมพ UV ดงกลาว สามารถใชแมพมพสาเรจรป
ธรรมดาได แตมขอจากดตรงทไมสามารถผลตงานความละเอยดสง ๆ ได และขนตอนการทางานชา
15
2.5.3.2 เลเซอรชวงคลนความรอน (Themal Lasers) ไดแก เลเซอรไดโอด IR (~830nm) และเลเซอร
YAG (~1050nm) แมพมพจะออกแบบมาใหสารเคลอบมสมบตความไวตอชวงคลนดงกลาวเพอให
เกดปฏกรยาได เรยกแมพมพประเภทนวา แมพมพเทอรมล หรอไมพมพความรอน กได มใหเลอก 2 แบบ
คอ แบบเนกาทฟ และพสทฟ ตามลาดบ การใชงานของแมพมพประเภทนจสามารถทาไดในหองสวาง และ
เนองจารสารเคลอบมความไวคลนความรอนตา จงตองการเลเซอรกาลงสง ๆ ในขณะทคณภาพงานพมพท
ไดจะอยในเกณฑเชนเดยวกบแมพมพโฟโตพลเมอร
- แมพมพความรอนแบบเนกาทฟ มหลกการคลายระบบแมพมพโฟโตพลเมอรทตองการพรฮทหรอ
ใหความรอนกอนทอณหภม 150-180°C กอนทาการสรางภาพใสเครองโพรเซสเซอร คลนความรอนจะทา
ใหแมพมพปลอยสารกรดอสระ (Free Acid) ออกมา และเมอนาไปพรฮทจะกระตนใหกรดทาปฏกรยากบ
สารเคลอบเปลยนโครงสรางโมเลกลใหแขงตวไมละลายในน ายาสรางภาพ แมพมพชนดนใชงานไดถง
1,000,000 กดพมพ
แมพมพความรอนแบบพสทฟ แมพมพประเภทนหลงจากขนตอนฉายแสง (ใหคลนความรอน)
สามารถนาไปผานโพรเซสเซอรไดทนท ไมตองผานขนตอนพรฮท เพราะสวนสารเคลอบททาปฏกรยากบ
คลนความรอนน (สวนไมใชภาพ) จะถกชะลางออกไปในระหวางขนตอนสรางภาพ แมพมพใชงานได
ประมาณ 200,000 กดพมพ เทานน ไมสามารถนาไปอบเพมความแขงแรงได
ของสงเกต ปจจบนแมพมพความรอนแบบพสทฟไดรบการพฒนาใหไมจาเปนตองผานน ายาสรางภาพหรอ
ผานโพรเซสเซอร เรยกวาแมพมพพความรอนโพรเซส (Thermal Proceessless Plate) สารเคลอบจะถก
ออกแบบมาเปนพเศษใหคลนความรอนสามารถทาปฏกรยากาจดขนสารเคลอบบรเวณนนออกไดทนท ดวย
วธการเผาไหม (Ablation) หลกจากนน จะมลมดด (Sunder) ชวยดดฝ นออกทหลงกอนนาไปใชงอน หรออก
ระบบหนงเรยกวา การเปลยนสภาวะเฟส (Phase change) โดยคลนความรอนจาทาปฏกรยากบสารเคลอบ
บรเวณดงกลาวใหออนตว เพอใหสามารถกาจดออกไดดวยน ายาเฟาวเทนหรอหมกพมพบนเครองพมพให
เศษสารเคลอบทไมตองการถายโอนไปตดทกระดาษพมพออกไป แมพมพชนดนเหมาะสาหรบพมพงาน
จานวนนอยๆ ไมเกน 30,000 กดพมพ
2.5.4 การพจารณาแมพมพ
ผปฏบตงานทดควรมความเขาใจเกยวกบคณภาพของแมพมพดงน
ก. คณภาพของภาพทปรากฏ จะพจารณาจากผลของภาพทปรากฏบนแมพมพ ดวยพารามเตอร
ตอไปน
- ลกษณะเมดสกรน
- เมดสกรนบวม/กรอน
- ความสมาเสมอของสพมพพนตาย
- การผลตนาหนกส (Tone reproduction)
- การลดหลงน าหนกส (Gradation) เปนตน
16
ข. อายการใชงาน แมพมพมหลายชนดใหเลอกใชงานขนอยกบอายการใชงานตงแต 5,000 ถง
1,000,000 กดพมพแตอยางไรกตาม อายการใชงานอาจสนหรอนานกวาทกาหนดกไดตามสภาพสภาวะการ
พมพขณะนน เชน แมพมพทพมพบนกระดาษเคลอบผวมกจะใหอายการใชงานนานกวาหรอใหจานวนรอบ
ของแรงกดพมพมากกวาเมอพมพบนกระดาษไมเคลอบผว และแรงกดพมพทมากเกนไประหวางโมแมพมพ
กบโมผายาง กอาจจะมผลตอการสกกรอนของแมพมพกอนกาหนดกได เปนตน
ค. มลภาวะตอสภาพแวดลอม สมยกอนน ายาเคมตาง ๆ ทใชในการสรางภาพและลางแมพมพ
คอนขางเปนพษ เพราะเปนน ายาเขมขน แตปจจบนผผลตแมพมพบางรายไดปรบปรงแมพมพใหดขนดวย
การสรางภาพกบน ายาเจอจางทสามารถผสมกบน าดวยปรมาณมาก ๆ ตวอยางเชน บางระบบมน าประกอบ
เปนอตราสวนมากถงรอยละ 95
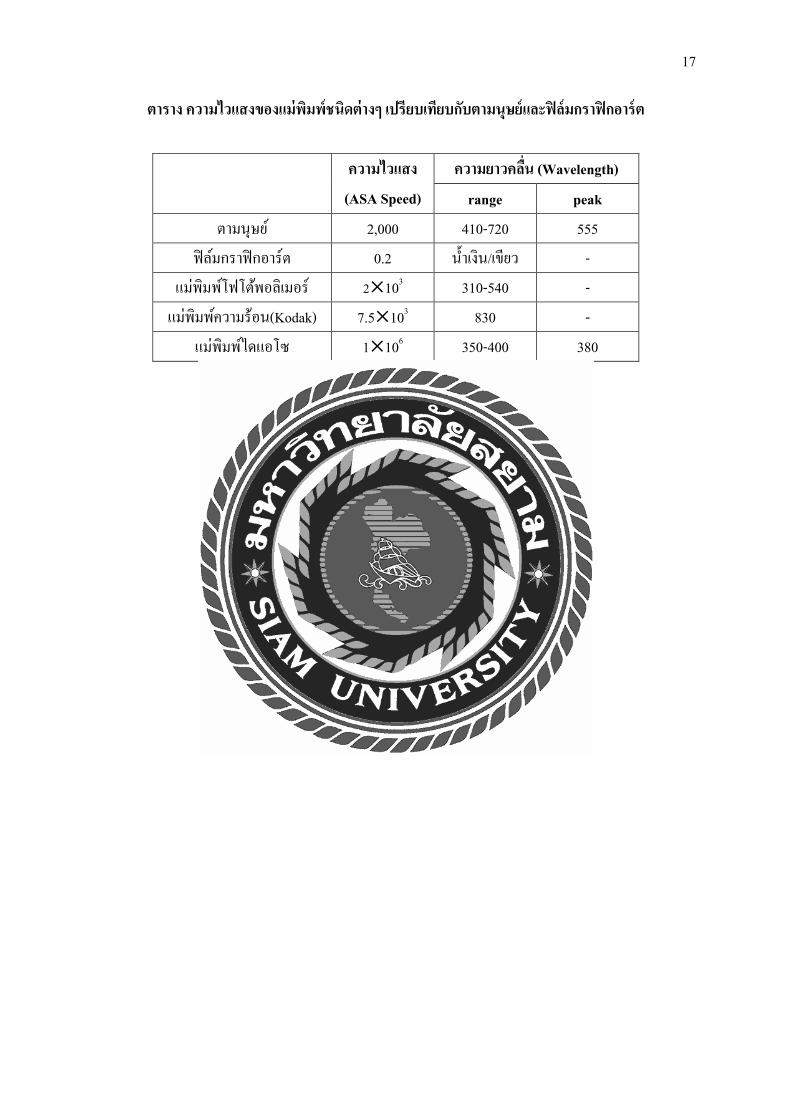
ง. ความไวแสง แมพมพแตละชนด มความไวแสงตอพลงงานไมเทากน ไมวาจะเปนชวงความยาว
คลน (Wavelength Range) ตาแหนงความยาวคลนทมความสงสด (Wavelength Peak) และความไวจอง
แมพมพเองตอความยาวชวงคลนนน ๆ ดงขอมลแสงในตาราง การเลอกใชแมพมพทเหมาะสมกบกาเนดแสง
ชวงคลนนน ๆ จงมความสาคญทจะชวยลดเวลาฉายแสงลงได นบวาประหยดเวลาและพลงงาน
นอกจากนการทราบขอมลดงกลาวยงชวยใหผปฏบตงานสามารถเลอกใชไฟนรภย (Safelight ใน
การปฏบตงานในหองทาแมพมพไดอกดวย ตวอยางเชน แมพมพทใชสารเคลอบประเภทไดแอโช มความไว
แสงในชวงความยาวคลน 350-400 นาโนเมตร (nm) ทาใหสามารถเลอกใชไฟนรภยสเหลองทมความยาว
คลน 570-590 nm ไดเปนอยางด เมอเปรยบเทยบกบแมพมพชนดอน ๆ ทนาสนใจคอแมพมพทใชสาร
เคลอบโฟโตพอลเมอรจะมความไวแสงสง และไวในชวงความยาวคลน 310-540 nm. ไมควรใชไฟนรภยส
เหลอง ทาใหตองปฏบตงานในไฟนรภยสแดงหรอหองมดแทน เปนตน
จ. ขนาดของแมพมพ ขนาดของแมพมพจะเรยกตามขนาดของเครองพมพ เชน เครองตด 2 , ตด3 ,
ตด 4 , ตด 5 เปนตน เพลทตด 2 จะมขนาดอยท 700 × 1030 mm ตดส 550 × 650 mm เปนตน แตทงนทงนน
ขนาดอาจจะเปลยนแปลงไดขนอยกบโรงพมพแตละแหง
17
ตาราง ความไวแสงของแมพมพชนดตางๆ เปรยบเทยบกบตามนษยและฟลมกราฟกอารต
ความไวแสง
(ASA Speed)
ความยาวคลน (Wavelength)
range peak
ตามนษย 2,000 410-720 555
ฟลมกราฟกอารต 0.2 น าเงน/เขยว -
แมพมพโฟโตพอลเมอร 2×103 310-540 -
แมพมพความรอน(Kodak) 7.5×103 830 -
แมพมพไดแอโซ 1×106 350-400 380
ตารางท 2.1 ความไวแสของแมพมพชนดตางๆ
19
บทท 3
ขนตอนการออกแบบเครองตดเพลท
3.1 ประกอบดวยขนตอนดงน
3.1.1 วดขนาดเพลททใหญทสด เพอจะไดกาหนด ขนาดของเครองตดเพลทได กาหนดความสงของโตะ
ตดเพลทใหเหมาะสม
3.1.2 เลอกขนาดและตาแหนงของวสดทจะใชในงานตางๆ เพอในการใชงานงายมากทสด
3.1.3 เขยนแบบในอปกรณแตละชนเพอใชในกาหนดในการทาเครอง
3.1.4 เลอกวสดแตละชนใหเหมาะสมกบงาน โดยคานงถงความเปนไปไดมากทสด ทจะใชเพอลดการ
เสยของอปกรณ
3.1.5 ไปสงแบบทเขยนแบบไวแตละรานทจะทาชนงาน
3.1.6 นาสวนประกอบแตละชนดมาประกอบใหครบ
3.1.7 ครบแลวใหตรวจสอบโดยรวมวามอะไรบกพรองหรอไมหรอเตมสวนใดเขาไปใหเครองครบ
3.1.8 นาเครองมาทดลองโดยการใชเพลททไมใชแลวมาทดลองตดและลองใชงาน
3.1.9 นาเครองมาใชงานจรง และสงเกตการณ
20
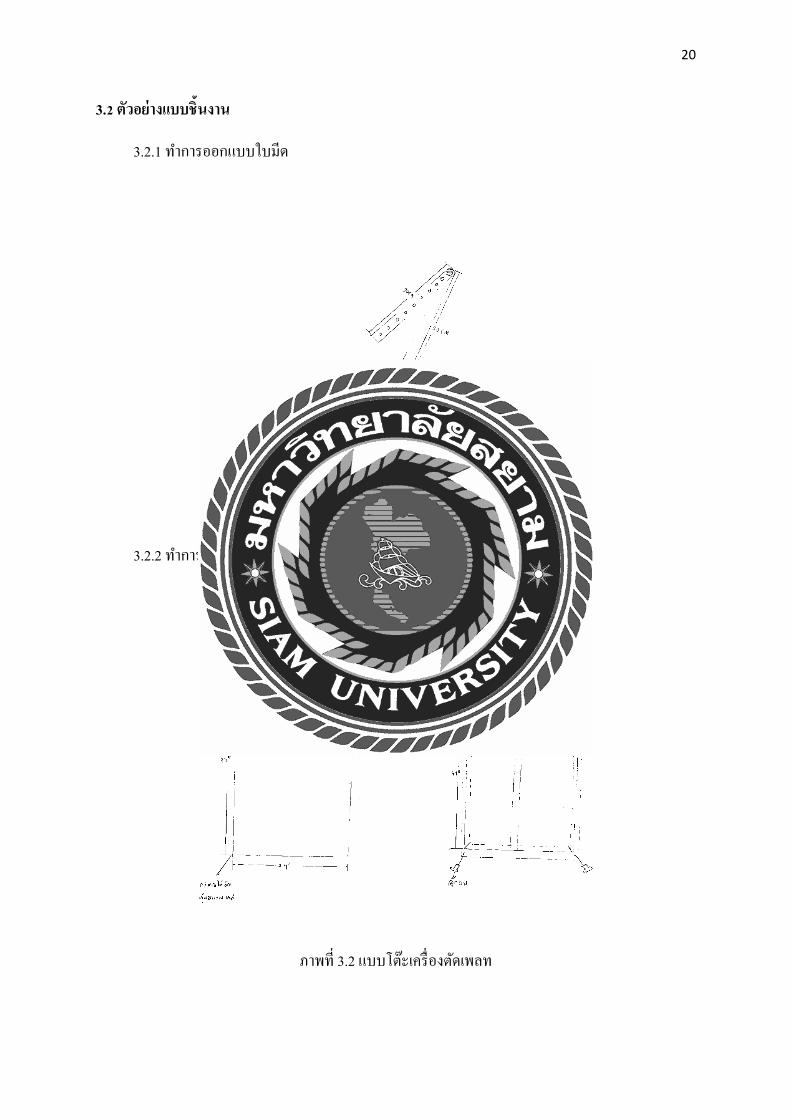
3.2 ตวอยางแบบชนงาน
3.2.1 ทาการออกแบบใบมด
ภาพท 3.1 ใบมด
3.2.2 ทาการออกแบบโตะเครองตดเพลท
ภาพท 3.2 แบบโตะเครองตดเพลท

21
3.2.3 ออกแบบโตะรองเครองตดเพลท
ภาพท 3.3 แบบโตะรองเครองตดเพลท
3.2.4 ออกแบบขาโตะทรองเครองตดเพลท
ภาพท 3.4 แบบขาโตะทรองเครองตดเพลท
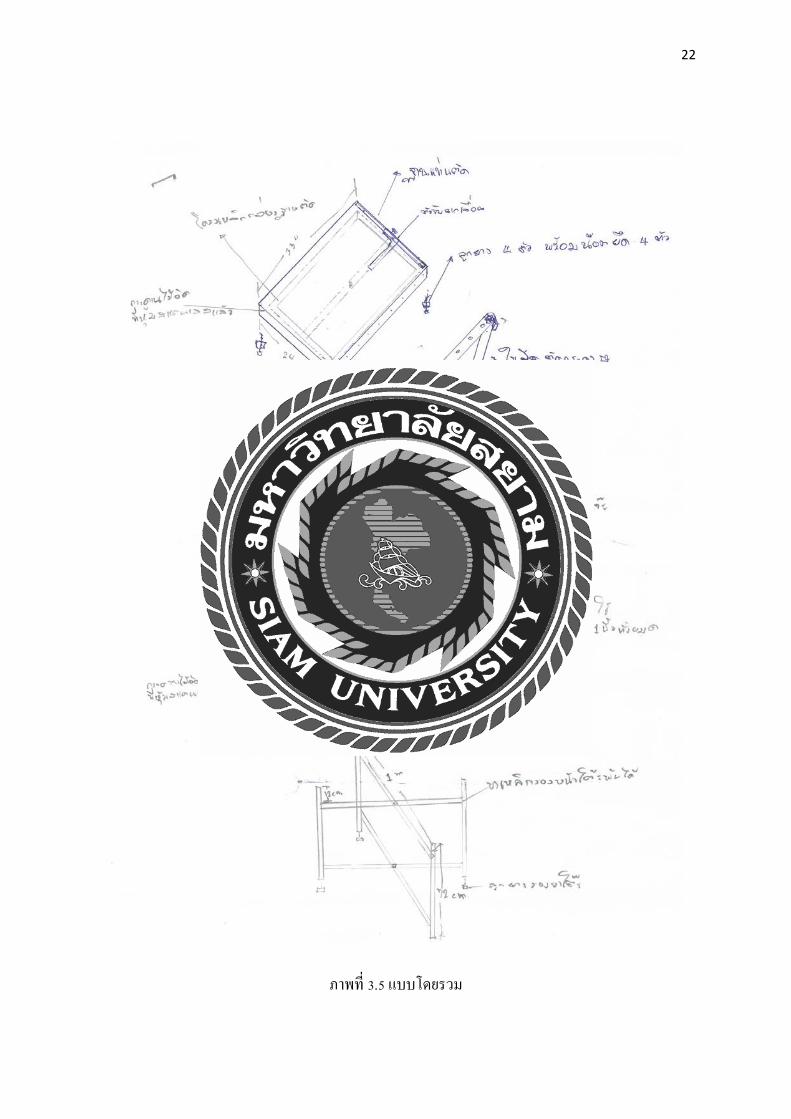
22
ภาพท 3.5 แบบโดยรวม

23
3.3 ขนตอนการปฏบตงาน
3.3.1 นาใบมดตดมาเตรยมไว
ภาพท 3.6 ใบมดตดเพลท
3.3.2 นาเหลกกลองมาเตรยมไว ทาการวดขนาดตามทกาหนดไวแลวขดทาเครองหมายและนาไป
เขาเครองเจยเพอตดตามขนาดทเราวดไว
ภาพท 3.7 การเตรยมวสด
24
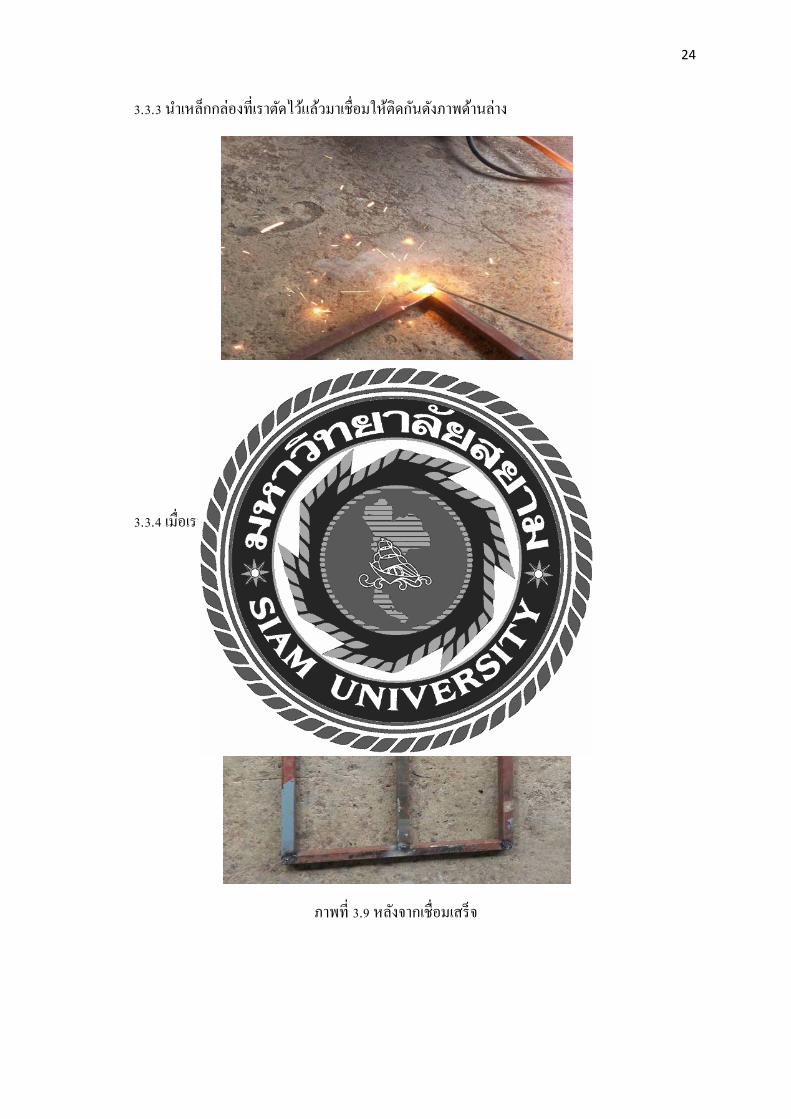
3.3.3 นาเหลกกลองทเราตดไวแลวมาเชอมใหตดกนดงภาพดานลาง
ภาพท 3.8 การทาโครงเหลก
3.3.4 เมอเราเชอมเสรจแลวกจะออกมาดงภาพดานลางน
ภาพท 3.9 หลงจากเชอมเสรจ
25
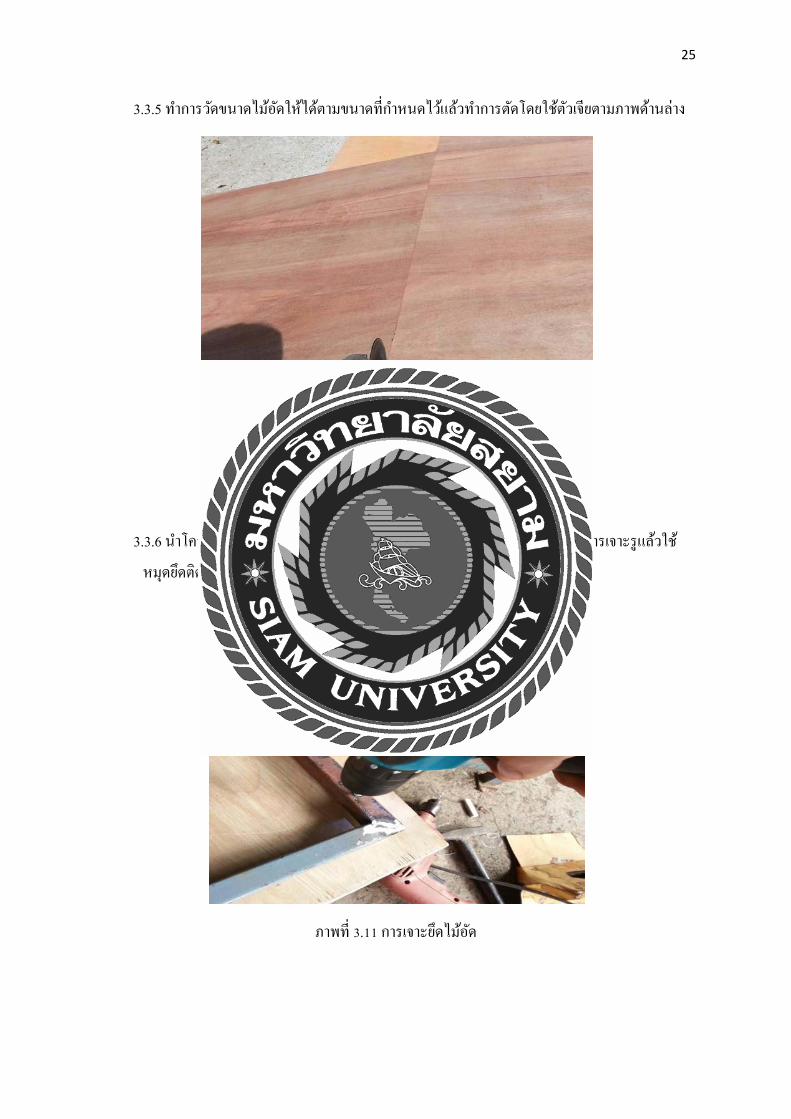
3.3.5 ทาการวดขนาดไมอดใหไดตามขนาดทกาหนดไวแลวทาการตดโดยใชตวเจยตามภาพดานลาง
ภาพท 3.10 ตดไมอด
3.3.6 นาโครงเหลกทเราเตรยมไวและไมอดทตดไดตามขนาดทตองการแลวมาทาการเจาะรแลวใช
หมดยดตด
ภาพท 3.11 การเจาะยดไมอด
26
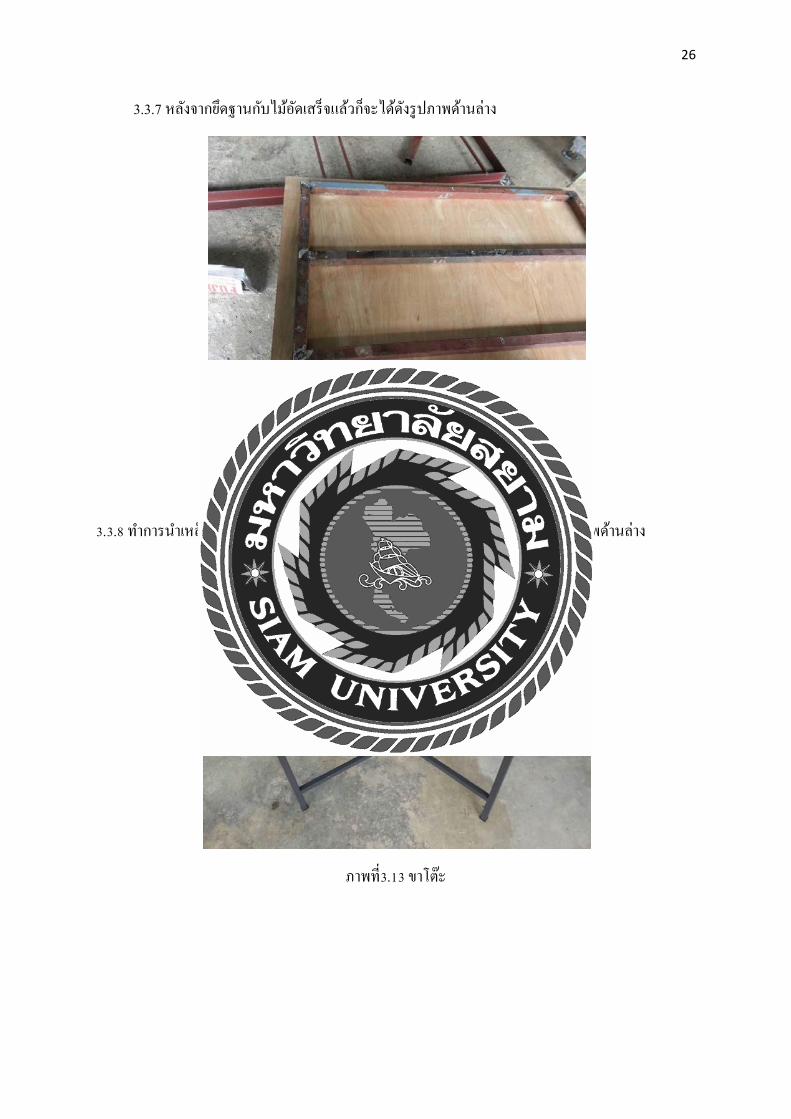
3.3.7 หลงจากยดฐานกบไมอดเสรจแลวกจะไดดงรปภาพดานลาง
ภาพท 3.12 ยดฐานกบไมอด
3.3.8 ทาการนาเหลกกลองทเราตดไวเพอทาขาโตะมาเจาะรแลวใชสกรยดตดกจะไดดงภาพดานลาง
ภาพท3.13 ขาโตะ
27
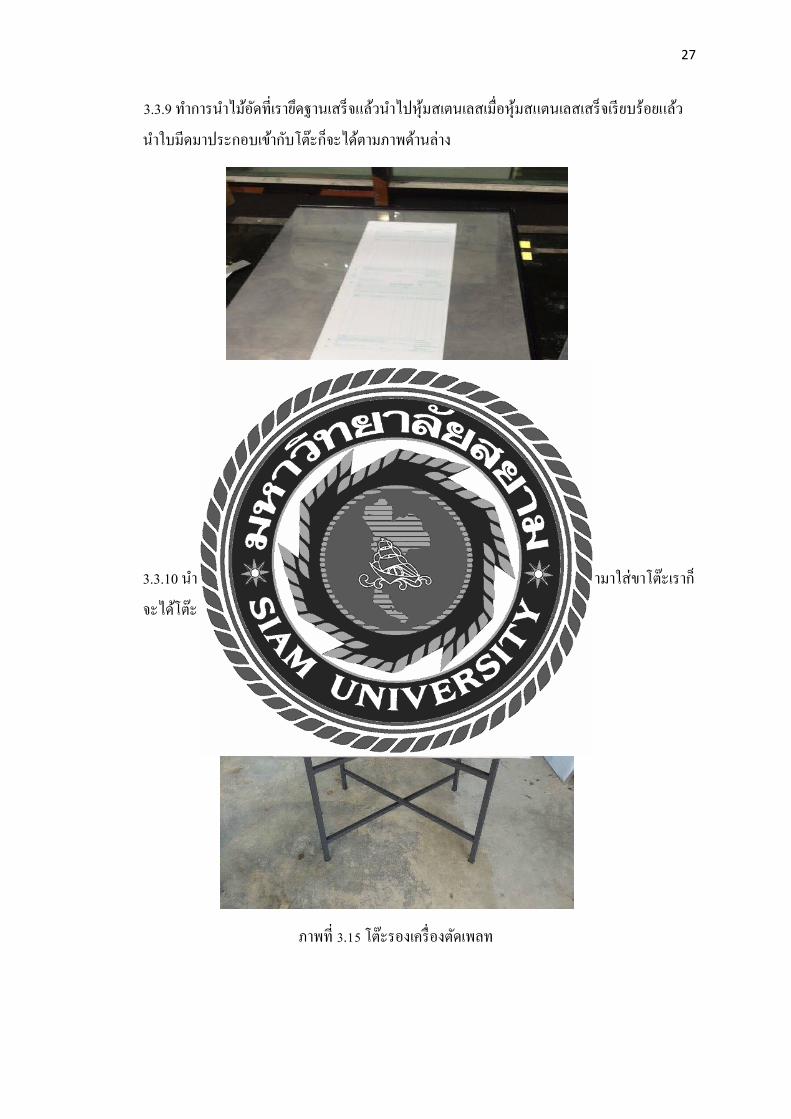
3.3.9 ทาการนาไมอดทเรายดฐานเสรจแลวนาไปหมสเตนเลสเมอหมสแตนเลสเสรจเรยบรอยแลว
นาใบมดมาประกอบเขากบโตะกจะไดตามภาพดานลาง
ภาพท 3.14 เครองตดเพลท
3.3.10 นาไมอดอดทยดกบฐานอกชดหนงทเราทาเตรยมไวไปหมสแตนเลสแลวนามาใสขาโตะเราก
จะไดโตะรองเครองตดเพลท
ภาพท 3.15 โตะรองเครองตดเพลท
บทท 4
ขนตอนการทดสอบ
4.1 ขนตอนการทดสอบ
1. นาเครองตดเพลทขนมาเตรยมความพรอม
2. นาเพลททเราตองการตดมาเตรยมไว
3. ทาการตดตามมารคทกาหนดไว ดงภาพท 4.1
4. เมอตดเสรจแลวจะไดเพลทตามขนาดทเราตองการ
ภาพท 4.1 การตดเพลท
ภาพท 4.2 เพลททตดเสรจเรยบรอยแลว
บทท 5
สรปผลและขอเสนอแนะ
การออกแบบเครองมอทางการพมพตองคานงถงความยากงายมปจจยหลายอยางทเกยวของ
มากมายทตองคานงถงเปนอยางมาก ถาหากออกแบบไมไดมาตรฐานการใชงานกเปนไปไดยากแลวยง
เสยเวลาในการ แกปญหาของการออกแบบเครองตดเพลทหรอตดกระดาษ ไมไดมเฉพาะในตอนการตด
เพลทเทานน ตองคานงถงการเกบรกษาเครองและการดแลรกษาอก เพราะถาเกดปญหาแลวนน เครองตด
เพลทกไมสามารถใชงานไดอยด ทาใหตองพจารณาในหลายๆอยาง รวมถงทกษะคนใชงานทถายากมาก
เกนไปกไมสามารถใชงานไดจรง ผลของการออกแบบเครองตดเพลทนน ถกตองตามมาตรฐานตาม
ตองการ เนองจากการออกแบบระบบไดดมมาตรฐานและสามารถนาไปตดตงใชงานไดจรง ซงภายใน 1
เดอนไดรวบรวมขอมลการสญเสยลดลงจาก 32% เหลอเพยง 15% ซงกอนจะมเครองมอชวยตดเพลท
นน 1 เครองพมพใชเพลทจานวน 8 แผน/วน มทงหมด 7 เครอง (ไมรวมเพลทใชแลวเกดชารดระหวาง
พมพ) (8*7=56) ในหนงวนใชเพลท 56 แผนเพลท 1 แผน ราคา 110 บาทคาใชจายคาเพลทกอนม
เครองมอตดเพลทในเดอน (110*56*30+32%=243,936 บาท) คาใชจายหลงมเครองตดเพลท
(110*56*30+15%=212,520 บาท) คาใชจายลดลง 31,416 บาท ราคาเครองมอตดเพลท 4,000 บาท
บรรณานกรม
รองศาสตราจารย ดร. อรญ หาญสบสาย. (2557). เทคโนโลยการพมพ. กรงเทพฯ: โรงพมพแหง
จฬาลงกรณมหาวทยาลย.
ความรเทคโนโลยงานพมพ. (2556). แมพมพออฟเซตชนดโลหะเขาถงไดจาก
https://xn--12cf0dj0aaufkr9l0ai2m6ab4p.blogspot.com/2013/01/blog-post_21.html

ภาคผนวก ก.
ภาพท 1 การกระเดงตวกลบและการเชอมแบบเยนตว
ภาพท 2 การเปรยบเทยบการตดโลหะ
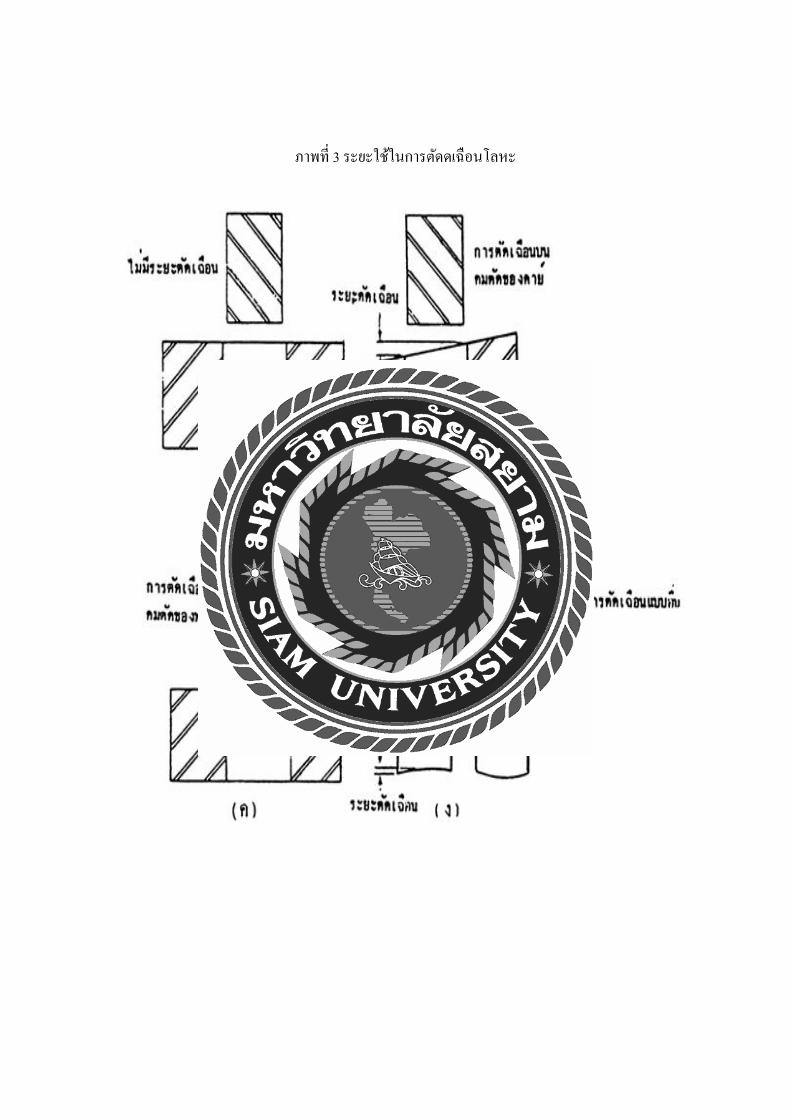
ภาพท 3 ระยะใชในการตดดเฉอนโลหะ
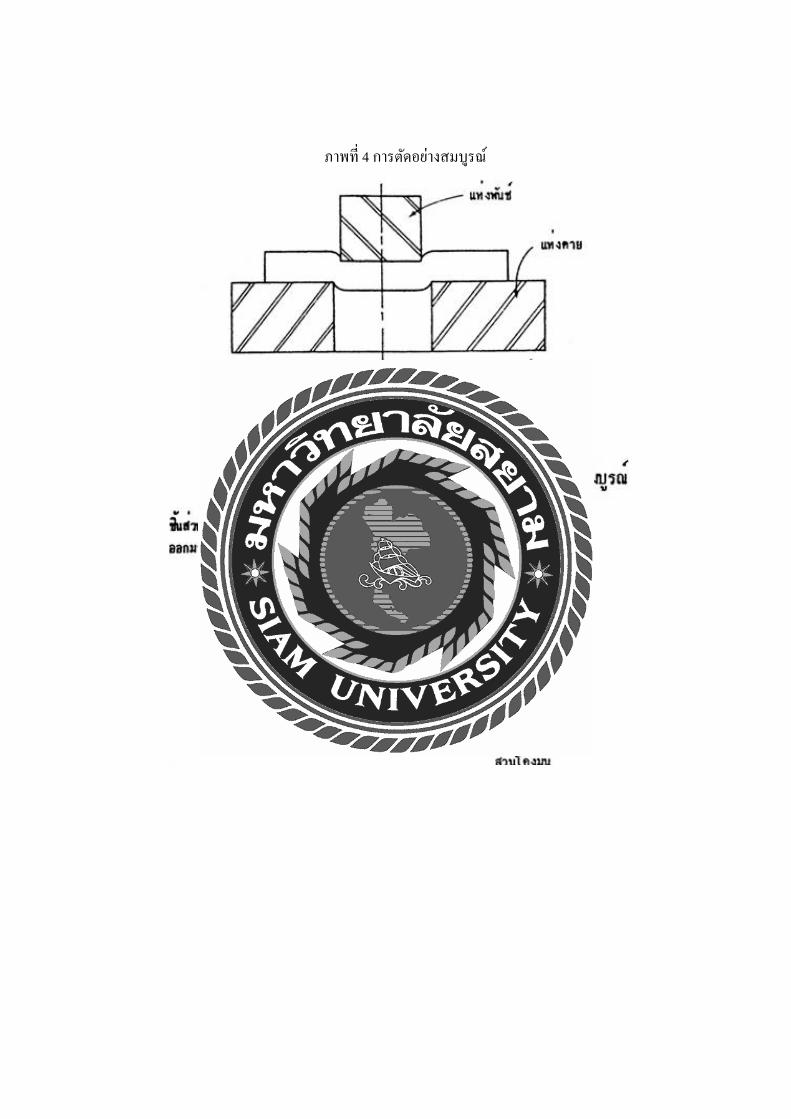
ภาพท 4 การตดอยางสมบรณ
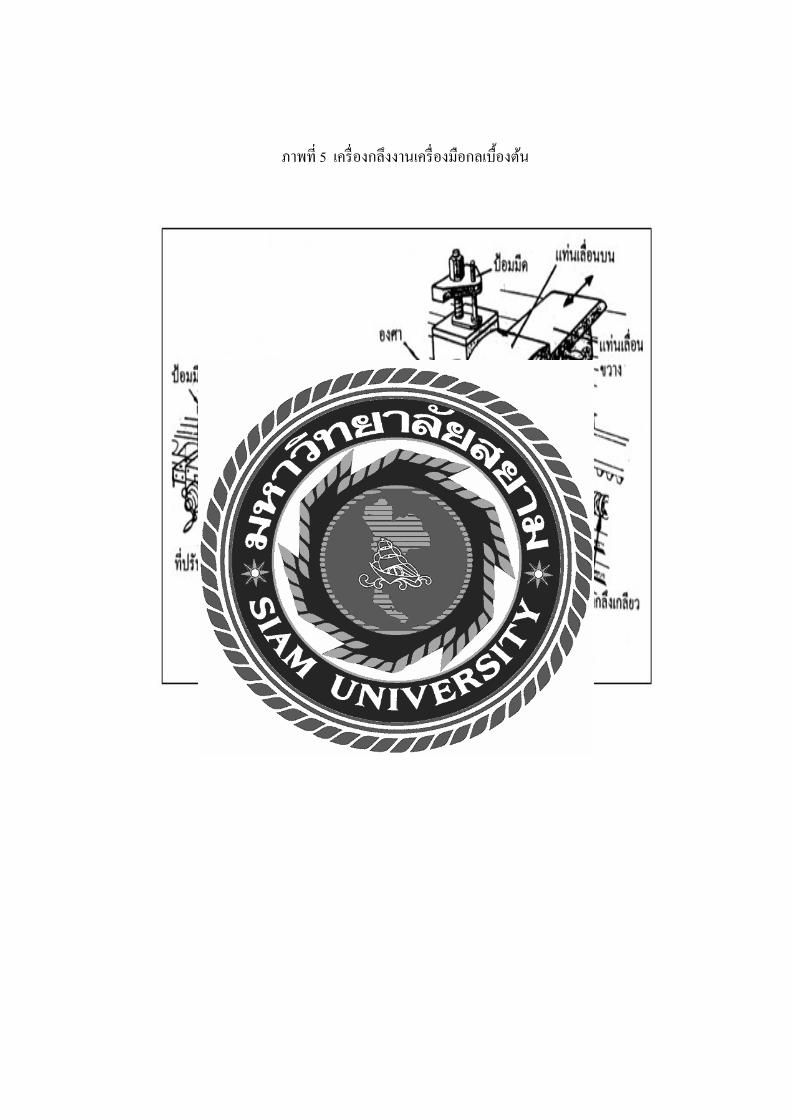
ภาพท 5 เครองกลงงานเครองมอกลเบองตน
ประวตผจดทา
ชอ-นามสกล นายสรธญ ขานพคณโชค
วนเดอนปเกด 23 กนยายน พ.ศ. 2535
ภมลาเนา 39/3 หม 2 ตาบลนครปฐม อาเภอเมอง จงหวดนครปฐม
ประวตการศกษา มธยมศกษา โรงเรยนวดหวยจระเขวทยาคม อาเภอเมอง
จงหวดนครปฐม ( พ.ศ. 2550 – 2552 )
ประกาศนยบตรวชาชพ วทยาลยเทคโนโลยดอนบอสโก กรงเทพฯ
( พ.ศ. 2552 – 2555 )
ปรญญาตร สาขาวศวกรรมการพมพ
คณะวศวกรรมศาสตร
มหาวทยาลยสยาม
( พ.ศ. 2555 – ปจจบน )
ประวตผจดทา
ชอ-นามสกล นายอรณรชช ทองอดม
วนเดอนปเกด 26 กนยายน พ.ศ. 2536
ภมลาเนา 126/251 การเคหะนนทบร ตาบลปากเกรด อาเภอปากเกรด
จงหวดนนทบร 11120
ประวตการศกษา มธยมศกษา พระหฤทยนนทบร อาเภอปากเกรด
จงหวดนนทบร ( พ.ศ. 2550 – 2552 )
ประกาศนยบตรวชาชพ วทยาลยเทคโนโลยดอนบอสโก กรงเทพฯ
( พ.ศ. 2552 – 2555 )
ปรญญาตร วศวกรรมศาสตร
สถาบนวศวกรรมการพมพ
คณะวศวกรรมศาสตร
มหาวทยาลยสยาม
( พ.ศ. 2555 – ปจจบน )
ประวตผจดทา
ชอ-นามสกล นางสาว ดวงหทยลกษณ เอกภาณศร
วนเดอนปเกด 04 ตลาคม พ.ศ. 2536
ภมลาเนา 111/322 ซอยบานกลวยไทรนอย ตาบลพมลราช อาเภอบางบวทอง
จงหวดนนทบร
ประวตการศกษา มธยมศกษา โรงเรยนพระแมสกลสงเคราะห อาเภอบางบวทอง
จงหวดนนทบร ( พ.ศ. 2550 – 2552 )
ปรญญาตร สาขา วศวกรรมการพมพ
คณะ วศวกรรมศาสตร
มหาวทยาลยสยาม
( พ.ศ. 2555 – ปจจบน )





























