Embed Size (px)
Citation preview

Nuclear Engineering and Design 194 (1999) 7–18
Department of energy’s annealing prototype demonstrationprojects�
J.W. Warren a, D.L. Harrison a, D.C. Agarwal a, G.E. Rochau b,*,J.T. Nakos b, J.E. Kelly b
a US Department of Energy, Washington, DC, USAb Sandia National Laboratories, Albuquerque, NM 87185 0742, USA
Received 27 January 1998; received in revised form 10 August 1998; accepted 10 June 1999
Abstract
One of the challenges utilities face in addressing technical issues associated with the aging of nuclear power plantsis the long-term effect of plant operation on reactor pressure vessels. These vessels are exposed to neutrons during theoperation of a reactor. For certain plants, this exposure can cause embrittlement of some of the vessel welds, whichcan shorten the useful life of the vessel. This reactor pressure vessel embrittlement issue has the potential to affect thecontinued operation of a number of US pressurized water reactor plants. However, the properties that are degradedby long-term irradiation can be recovered through a thermal annealing treatment of the vessel steel. Although a dozenRussian-designed and several US military vessels have been successfully annealed, US utilities concluded that anannealing demonstration using a US reactor pressure vessel was a prerequisite before annealing a licensed US nuclearpower plant. In May 1995, the Department of Energy and Sandia National Laboratories initiated a program toevaluate the feasibility of annealing US licensed plants using two different heating technologies. One team completedits annealing prototype demonstration in July 1996, using an indirect gas-fired furnace at the uncompleted PublicService of Indiana’s Marble Hill nuclear power plant in southern Indiana. The second team’s annealing prototypedemonstration using a direct heat electrical furnace at the uncompleted Consumers Power Company’s nuclear powerplant at Midland, Michigan, was scheduled to be completed in early 1997, but has now been delayed indefinitely. Thispaper describes the Department of Energy’s annealing prototype demonstration program and the results to date foreach project. © 1999 Elsevier Science S.A. All rights reserved.
www.elsevier.com/locate/nucengdes
1. Introduction
Owing to neutron exposure during the lifetimeof a nuclear reactor pressure vessel (RPV), thematerial in the beltline region can become lessductile (more brittle). The key safety issue of
� Sandia is a multiprogram laboratory operated by SandiaCorporation, a Lockheed Martin Company, for the UnitedStates Department of Energy under Contract DE-AC04-94AL85000.
* Corresponding author. Tel.: +1-505-844-5379; fax: +1-505-844-8734.
0029-5493/99/$ - see front matter © 1999 Elsevier Science S.A. All rights reserved.
PII: S0029 -5493 (99 )00166 -1

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–188
concern for embrittled RPVs involves the rapidrepressurization of the RPV at low temperatureand is called pressurized thermal shock (PTS).Should PTS occur, a brittle RPV could crack andrupture, resulting in a loss-of-coolant accident.
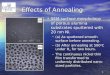
The primary cause of RPV embrittlement isneutron exposure. Fig. 1 shows schematically howthe neutrons from nuclear fuel bombard the belt-line region of the RPV, which becomes the mostembrittled. Annealing is the only known treat-ment for metals that reverses the deleterious ef-fects of embrittlement. Most of the negativeeffects of embrittlement can be reversed by heat-ing the metal to a known temperature and hold-ing it at that temperature for a specific time. Anevaluation of reactor vessel materials has shownthat annealing material at 427°C (800°F) for 7days will restore the mechanical properties of theembrittled material (EPRI, 1995). Figs. 2 and 3show how typical nozzle and skirt-supportedRPVs can be annealed to reverse the effects ofneutron embrittlement.
A number of successful anneals have been car-ried out on pressurized water reactor (PWR)RPVs both in the United States and internation-ally. Russia has annealed over a dozen VVERRPVs, and the US military has annealed a num-ber of military reactor vessels. Prior to thedemonstration described here, however, there hadnever been an anneal of a commercial US RPV.
In February 1994, the Department of Energy
(DOE) and the Electric Power Research Institute(EPRI) sponsored a reactor pressure vessel ther-mal annealing workshop to assemble internationalexperts and discuss the viability of annealing inthe United States. Although there was little toindicate that there were any significant technicalroadblocks to annealing United States RPVs, util-ity representatives attending the workshop clearlystated that an actual anneal of a commercialvessel in the United States was unlikely unless itwas demonstrated that major components [forexample, the RPV, reactor coolant system (RCS)piping, and concrete biological shield (bioshield)wall] would not be damaged during the annealingprocess.
Therefore, with backing from technical expertsin the field and a desire to provide utilities withthe only method of RPV embrittlement manage-ment that would actually restore the material’sproperties, the DOE initiated the AnnealingDemonstration Project (ADP).
2. DOE’s annealing demonstration project
The overall goal of the project was to demon-strate that annealing of US RPVs was a viableoption for managing embrittlement. To accom-plish this goal, the following activities werenecessary:
Fig. 1. Schematic of neutron exposure ,of a PWR reactor pressure vessel.

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–18 9
Fig. 2. Schematic of PWR reactor pressure vessel annealing (nozzle-supported RPV).
1. Assemble a team of representatives from do-mestic and international corporations and util-ities to assist in demonstrating annealing in theUnited States;
2. develop and validate thermal/stress models topredict the behavior of the RPV, RCS piping,bioshield, and other components;
3. instrument RPV, RCS piping, bioshield, etc.,and acquire data during the anneal;
4. compare predictions with experimental results;and
5. analyze results and disseminate information tointerested parties.
Primary funding of the Marble Hill ADP wassupplied by the US Department of Energy, West-inghouse/Cooperheat, the Westinghouse OwnersGroup, and the Electric Power Research Institute.Primary funding of the Midland ADP project wassupplied by the DOE, MPR/MOHT (Russian an-nealing consortium), Empire State Electric EnergyResearch Corp. (ESEERCO), Consumers Energy,and Framatome Technologies. The projects useda steering committee approach with all the con-tributors to the funding serving as committeemembers (see Fig. 4).
3. ADP teams, sites, and heating technology
In 1994, proposals for the ADP were solicited,and two viable proposals were received: one fromAmerican Society of Mechanical Engineers/Cen-ter for Research and Technology Developmentand one from MPR Associates, Inc. The DOEdecided to support both proposals because theyoffered an opportunity to evaluate annealing ontwo different PWR RPV designs (Westinghouse4-loop nozzle supported and Babcock & Wilcox2-loop skirt supported) and using two differentheater technologies (indirect gas fired and electricresistance). They also offered an opportunity towork with domestic and international partnersand to reduce overall project risk, and the con-tracts were awarded in May 1995. Table 1 listscontractors and subcontractors, financial spon-sors, the plant owners, plant locations, the RPVtypes, NSSS vendors, an estimate of the percent-age of completion of the units, the annealingdates, and project duration and heating technolo-gies. Table 2 provides information specific to eachplant site.
Unirradiated reactor vessels were chosen for thedemonstration projects. Imbrittled vessel material

J.W.
Warren
etal./
Nuclear
Engineering
andD
esign194
(1999)7
–18
10
Table 1Annealing demonstration projects—overall team and site information
Marble Hill Midland
MPR Associates, MOHT Russian Annealing Consortium,ASME CRTD, Westinghouse, Cooperheat, Parsons Power (formerlyContractors and sub-Framatome Technologies (formerly BW Nuclear Technolo-Gilbert/Commonwealth), Power Generation Technologiescontractorsgies), Consumers Power
Sponsors DOE, Framatome, Consumers power Co., Empire StateDOE, Westinghouse/Cooperheat, Westinghouse Owner’s Group, ElectricPower Research Institute (EPRI), Consumers Power Company, Duquesne Electric Energy Research Company, EPRI and Utilities
through EPRI: GPU Nuclear and Tennessee Valley Author-Light Company, Central research Institute of the Electric Power Industry(Japan), Electricite de France ity, Central Research Institute of the Electric Power Indus-
try (CRIEPI from Japan)Midland Cogeneration Venture (initially, Consumers PowerPSI (Public Service of Indiana) Supply CompanyPlant ownerCompany)Central MichiganLocation Southern Indiana
Nozzle-supported, fabricated by Combustion EngineeringRPV Skirt-supported, fabricated by Babcock & WilcoxNSSS Babcock & Wilcox, 2-loop, once-through steam generatorsWestinghouse, 4-loop, U-tube steam generatorsHeating technology Indirect gas-fired Electric resistance

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–18 11
response to annealing was not an objective for theproject. To minimize expense, unirradiated vesselsprovided the necessary mechanical system todemonstrate the effects on the balance of theplant.
The Marble Hill ADP was conducted duringJune and July 1996. The final report has beencompleted and issued in March 1998 (EPRI,1998). Analysis of the data shows that the projectwas successful in that the predicted and measuredresults agree, and there was no damage to theRPV, RCS piping, bioshield, or other importantcomponents indicating that annealing is a viableoption for nozzle-supported RPVs.
The ADP at the Midland site has been delayedindefinitely because of congressional funding re-strictions. Prior to stopping work, a significantamount of progress had been made from August1995 through September 1996: the team was as-sembled, funding was secured, and a project planwas developed; a preliminary thermal/stressmodel was completed; instrumentation was final-ized and draft procedures developed; the anneal-ing furnace (Fig. 5) was completely assembled andsuccessfully tested; and the Midland site under-went significant cleanup in preparation for theADP. The progress made on the Midland ADP
was documented in a status report issued in Sep-tember 1997 (MPR/ESEERCO, 1997)
4. ADP project organization
The ADP projects were divided into six tasks:task 1, assemble team and manage project; task 2,select and characterize site where the ADP willtake place; task 3, provide a thermal/stress modelto predict the response of the RPV, RCS piping,and concrete reactor cavity wall; task 4, defineand install instrumentation and assemble dataacquisition system to obtain experimental data;task 5, perform ADP; and task 6, reduce andanalyze test data and report all results.
In the first task the project structure and therequired routine reporting were defined. The pri-mary contractor was specifically required to man-age the project. Possible sites were screened in thesecond task and the site configuration was clearlydocumented for future reference. These two tasksprovided the baseline structure and facility defini-tion for detailed project planning andimplementation.
In task 3, modeling thermal/stress and definingthe instrumentation were essential to a clear strat-
Fig. 3. Schematic of PWR reactor pressure vessel annealing (skirt-supported RPV).

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–1812
Fig. 4. Annealing demonstration project steering committees.
personnel. Examples of systems that were maderedundant included the reactor cavity coolingsystems.
5. Selected results from the Marble Hillannealing demonstration project
The key technical objectives of the Marble Hillannealing demonstration project were to:1. Predict the areas of greatest strain in a com-
mercial-scale reactor vessel during an in-situanneal using an analytical model;
2. heat the annealing zone of a nozzle-supportedpressure vessel to a minimum temperature of427°C (800°F) for a minimum of 168 h; and
3. measure temperatures, displacements, andstrains during the annealing cycle to demon-strate the validity of the model.
One result of the modeling effort specificallyindicated the vessel should be heated and cooledat a rate of not greater than 14°C (25°F)/h toavoid strains that may damage the reactor vesselor the associated loop piping. The vessel was to beheated to a nominal temperature of 454914°C(850925°F) on the inside. This temperaturerange would yield a minimum temperature in theanneal zone of 427°C (800°F) to provide themaximum material recovery allowed by the an-nealing rule (CFR, 1996). The maximum tempera-ture on the vessel was to be held below 482°C(900°F) to prevent the vessel material from reach-ing any temperature that could cause creep of thematerial and possibly thinning of the vessel wall.
The Marble Hill annealing demonstration pro-ject was located in New Washington, Indiana, atthe Marble Hill Unit 1 owned by PSI SupplyCompany. Construction of Unit 1 was stopped atapproximately 65 percent of completion. The re-actor system is a Westinghouse 4-loop PWR witha reactor vessel manufactured by CombustionEngineering.
The unique approach to annealing employedduring the Marble Hill ADP was the use of anindirect gas-fired heater inserted into the reactorvessel. In this technique, air is heated outside ofthe containment and piped through containment
egy for fielding instrumentation and for obtainingdata of sufficiently high integrity. The thermal/stress model coupled the heating system to thereactor vessel and identified key areas for detailedexamination and instrumentation. This modelalso provided ‘bracketing’ information on stressesand strains so that refinements to the heatingsystem design and critical areas for instrumenta-tion could be determined.
A risk assessment of the annealing system wascarried out to determine failure modes andprovide a basis for contingency planning. Specificareas of concern were the redundancy of criticalsystems so that annealing would not beinterrupted, the impact of component failure onthe results of the anneal, and the safety of test

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–18 13
penetrations to a sealed heat exchanger, which isplaced inside the vessel and supported from thereactor vessel top flange. A schematic of the Mar-ble Hill heat exchanger is shown in Fig. 6. Theadvantage of this technique is that no active com-ponents are located inside the vessel so that criti-cal components can be serviced during theannealing process. Another advantage is that thesealed can of the heat exchanger allows for easierdecontamination of the heat exchanger after it hasbeen used in a commercial PWR. This particularheat exchanger design has the capacity to removeenergy with some zones while adding it in others.This feature was used to control the gradient bycooling the central portion of the anneal zonewhile heating the top and bottom zones.
Propane-fueled burners were used to heat air to871°C (1600°F). The 1.8 megawatt burners (Fig.
7) were located outside of the containment on theend of stainless steel ducts. Blowers (Fig. 8) thatprovided an air flow of up to 4,600,000 l/s to eachof the burners pushed the heated air through theductwork to the sealed heat exchanger inside thevessel. The air was exhausted back through thecontainment on the same route to the outside air.The ducts (Fig. 9) were insulated to minimize theheat load on the containment building.
The heat exchanger (Fig. 10) was installed inthe reactor vessel with an approximately 16 inchwide gap between the heat exchanger and thereactor vessel wall. The heat exchanger was di-vided into five independent zones, with the threecentral zones spanning the anneal zone of thereactor vessel, which was defined as extending 3inches above and below the active fuel height of12 feet (see Fig. 5 for relative locations). The top
Table 2Annealing demonstration projects—site details
Marble Hill MidlandComponent
4.3 m Ø fabricated by Babcock & WilcoxReactor pressure vessel 4.4 m Ø fabricated by Combustion(RPV)
Nozzle-supported Skirt-supportedRPV supportsOriginal design: air cooled, backup: water cooledRPV support cooling Air cooled(not installed)
NoneMirror insulationRPV insulationInstrumentation lines severedRPV bottom head Thimble tubes (not installed)
connectionsSteam generators (SGs) Once-through steam generators (OTSGs)Westinghouse U-tube design
hot leg severedInstalled (not connected to loop piping) InstalledPressurizer (PZR)
InstalledInstalled, except motor. Not all concrete grouting isReactor coolant pumps(RCPs) in place.
Reactor coolant system 2-loop, stainless steel clad carbon steel (44-loop, stainless and cast austenitic stainless steelpiping (4 hot and 4 cold legs) cold legs, 2 hot legs) All piping(RCS) piping
installed—hot legs cut about 2/3 up thevertical run prior to the 180° return at theOTSG inlet, ‘windows’ cut in all 4 coldlegs near the bottom of the steamgenerators–RCS piping (permanent) All installed
supportsBranch piping Stainless steel piping. All piping greater than 30 cm Stainless steel piping. Essentially all
installedØ installed, many branch lines removed includingSG bypass
Forced-air cooled. Installed for ADPReactor cavity cooling Forced-air cooled. Installed for ADPsystem

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–1814
Fig. 5. Electrical heater for Midland ADP.
physically damage the reactor vessel, physicalmeasurements were made before and after theannealing cycle. These consisted of the dimensionsrequired to replace the reactor internals, and non-destructive techniques to examine the welds onthe vessel. Special tools were designed to measurethe vessel diameters and verify the alignment be-tween the top and bottom keyways of the reactorvessel. No significant changes in dimension orweld flaws were found after the annealing cycle.
Thermocouples (TCs) and resistance/tempera-ture devices (RTDs) were used to measure tem-peratures during the anneal cycle throughout theMarble Hill facility. Fifty redundant pairs (Fig.12) of TCs were spotwelded directly to the insidesurface of the reactor vessel making the thermo-couple junction directly on the surface of thevessel. Twenty-four retractable TCs were mountedon the heat exchanger and remotely extended tothe vessel wall to demonstrate the process to beused in a commercial application. Sixty-eightRTDs were mounted on the outside of the vesselto measure the minimum temperature in the an-neal zone and the loop temperatures. Sixteen TCswere placed directly in the concrete of thebioshield wall to measure the concrete tempera-ture, particularly in the region of the nozzle sup-ports. All temperatures measured were within thepredictions of the model and no TCs or RTDsfailed during the anneal cycle. The concrete tem-perature in the bioshield wall never exceeded 66°C(150°F).
Strain and displacement gauges were placed atcritical locations outside the reactor vessel. Thecritical locations were defined by the model. Allstrains measured (Fig. 13) were below the modelpredictions, with no critical limits approached.The displacement measurements were all withinthe expected values, with the reactor vessel re-sponding symmetrically during the anneal cycle.
The heatup of the Marble Hill Reactor vesselwas started on June 24, 1996, and achieved thenominal annealing temperature of 454°C (850°F)in 85 h on June 28, 1996. The soak temperaturewas maintained for 173 h until July 5, 1996. Thevessel was cooled down to less than 93°C (200°F)in 67 h, and the anneal cycle was complete on July8, 1996. Although the average heatup rate was
and bottom zones of the heat exchanger wereused to control the thermal gradient from theheated anneal zone to the unheated portions ofthe vessel. The heat exchanger has no provisionsfor azimuthal control of heating of the reactorvessel.
Thermal barriers were used to help contain heatinside the reactor vessel. Panels of insulation wereplaced at each of the eight reactor coolant loopopenings in the vessel and at the top of the heatexchanger between the exchanger and the vesselwall. These panels prevented convective heat flowinto the reactor coolant loops and into the tophalf of the reactor vessel. A special barrier (Fig.11) was designed and constructed to demonstratethe ability to remotely install these barriers in theloops of a commercial reactor. The panels on topof the heat exchanger were remotely actuatedfrom the top of the heat exchanger lid.
To verify that the annealing process did not

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–18 15
9°C/h (16°F/h), it approached 14°C/h (25°F/h) inportions of the vessel, particularly at the ends ofthe anneal zones since the heat exchanger did notcouple heat energy to the top and bottom ends ofthe vessel as effectively as it did to the annealzone. Several perturbations occurred during theanneal cycle (i.e., loss of power, component fail-ure, loss of propane, Fig. 14), but effective contin-gency planning prevented the cycle from beinginterrupted. Cleanup began on May 10, 1996, andthe site was vacated on July 24, 1996.
A new issue was raised regarding the annealingof the reactor vessel during the Marble Hill ADP.It was discovered during the heatup of the vesselthat air leaking through the insulation on thereactor vessel was cooling one azimuthal locationof the vessel through the entire length of the
vessel. After extensive examination of the insula-tion, it was concluded that the leakage was inher-ent to the design and installation of the Transcometal insulation. This preferential cooling intro-duced azimuthal temperature gradients that werenot expected. The heat exchanger had sufficientcapacity to accommodate the heat loss and thetemperature remained within the limits establishedfor the anneal.
The Marble Hill annealing demonstration pro-ject was successfully completed without damageto the vessel or the associated loop piping. Effec-tive contingency planning allowed the anneal cy-cle to be completed without interruption. Theindirect gas-fired process is capable of heating thevessel, and there were no indications that anazimuthal heating control is needed.
Fig. 6. Schematic of Marble Hill ADP.

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–1816
Fig. 7. Cooperheat 1.8 megawatt environmental propane burn-ers.
Fig. 9. Inlet and outlet ductwork on containment floor leadingdown into the reactor cavity.
6. Lessons learned
Several lessons were learned from the MarbleHill ADP that would allow the optimization offuture annealing activities. Most of these lessonsfocus on modifications to processes and tooling.The most important lesson relates to externaltemperature measurements on the reactor vessel
surface. The complications introduced by theleakage of air into the space between the reactorvessel and the metal insulation caused cooling ofthe thermal probes in contact with the vesselsurface. This made the temperature measurementsread lower than the actual surface temperature. Anew probe design is needed to improve theaccuracy of measuring the external temperaturesin the confined space of the vessel.
7. Conclusion
Reactor pressure vessel embrittlement causedby neutron irradiation can be a significant prob-lem for some commercial nuclear power plants.The only known way to reverse neutron embrittle-ment damage in a reactor pressure vessel afteryears of operation is to heat the vessel material toa temperature of about 454°C (850°F) for 4–7days.
Annealing is a common method for tougheningsteel but has never been used in the United Statesto repair an installed reactor pressure vessel at alicensed commercial nuclear power plant. A com-Fig. 8. Cooperheat 4,600,000 l/s blower.

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–18 17
Fig. 10. The Marble Hill heat exchanger—reactor assembly inroute to the reactor vessel.
Fig. 12. A pair of thermocouple junctions spot welded on theinside surface of the reactor vessel.
pressure vessels at licensed plants.As with all new techniques and processes, some
refinements, optimizations, and other consider-ations such as ALARA will undoubtedly need tobe undertaken prior to the first commercial RPVanneal. It is envisioned that many pressurizedwater reactors will make use of this technology toextend their useful lives far into the future.
bined Department of Energy and industry efforthas demonstrated the economic and technical vi-ability of thermally annealing US-type reactorpressure vessels. The Marble Hill annealingdemonstration proved that thermal annealing isnow a feasible option for US commercial reactor
Fig. 13. A high-temperature strain gauge rosette directlymounted to the loop piping.
.
Fig. 11. Field thermal barrier which was remotely installedinto one of the reactor noxxles.

J.W. Warren et al. / Nuclear Engineering and Design 194 (1999) 7–1818
Fig. 14. Refueling of propane storage tanks.
References
EPRI, 1995, Reactor Pressure Vessel Thermal Annealing As-sessment for Two PWR Plant Designs, EPRI TR-104934,Electric Power Research Institute, Palo Alto, CA.
CFR, 1996, Code of Federal Regulations, 10 CFR 50.66, pp.701–705, January 1, 1996.
EPRI, 1998, Marble Hill Thermal annealing demonstrationproject, EPRI TR-108316, Electric Power Research Insti-tute, Palo Alto, CA.
MPR/ESEERCO, 1997, Midland Reactor Vessel annealingdemonstration project status report, MPR-1701 and ES-EERCO 95-10, MPR Associates, Alexandria, VA, andEmpire State Electric Energy Research Corporation, NewYork, NY, September 1997.
.