Embed Size (px)
Citation preview

Deflection Methods to EstimateResidual StressH.W. Walton, Consultant
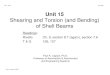
Fig. 1 Schematic representation of fishtailing in platesteels. �tv, tensile stress; �tv, compressive
stress
NOT EVERYONE has sophisticated instru-mentation such as x-ray or neutron diffractionreadily available for the determination of resid-ual stresses. Nor do they have the time or incli-nation to use these procedures for checking pro-duction parts. Mathematical derivations such asthe one for plate by the Treuting and Readmethod are also very time consuming (themethod is described at the end of this article).
To determine if residual stresses from priorprocessing are the cause of uncontrollable dis-tortions during processing of thin section parts,it is a simple matter to slit an as-received pieceand note the amount of deflection resulting fromrelaxation of residual stresses, for example, thenet opening of the saw cut. If no deflection oc-curs, then it can be safely assumed that the prob-lem lies with the processing parameters and notwith the material (e.g., high feeds and speeds orhigh chucking pressures during machining, orsurface overheating during grinding resultingfrom insufficient wheel dressing).
These simple techniques, sometimes knownas dissection, are old but still very useful. How-ever, because slitting a component is a destruc-tive method, there are limitations, particularly ifthe component in question is large.
This article provides a low-cost, easy methodof determining if residual stresses are the causeof component distortion during manufacture.
Residual Stress
To understand the type of stress that is beingmeasured, a distinction first needs to be madebetween microstresses and macrostresses ex-tending over large volumes. Microstresses re-sulting from changes occurring at the atomiclevel are equilibrated over very small volumesand cannot be measured by use of deflectionmethods. Macrostresses, on the other hand, areprimarily the result of forming operations orthermal imbalances during casting, welding, heattreating, and so on.
If the stress induced by nonuniform coolingexceeds the yield strength of the material, plasticdeformation occurs. On cooling to a uniform am-
bient temperature, the deformed volume beingrestrained by the surrounding material is nowplaced under significant elastic stress. Thiswould be considered macrostress and is thestress most likely to cause deformation duringsubsequent processing.
Consider the simple example of bending a barto form a permanent set. The surface material atthe elbow or concave surface undergoes perma-nent plastic deformation while the inside diam-eter is undergoing compressive plastic defor-mation. When the applied force is removed, theunderlying elastically stretched material (at theelbow) is now prevented from relaxing com-pletely. The result is that the plastically de-formed surface layers of the elbow are placedunder elastic compression by the underlyingelastically stretched material. The opposite istrue for the inside diameter. It follows that if thebar is placed in service in this condition, corro-sion and development of cracks are more likelyto occur at the surface of the inside diameter.
In general terms, if a surface undergoes per-manent plastic deformation by cold rolling, shotpeening, machining, thermal processing, and soon, which in turn results in the underlying ma-terial being elastically stretched or compressed,the material plastically deformed by tensileforces is left in elastic compression. Materialplastically deformed by compressive forces is inelastic tension.
The influence of nonuniform residual stress issometimes dramatically illustrated by “fishtail-ing” of large hot-rolled steel plate. As the platecools after rolling, transformational stresses aredeveloped and, if an extensive central laminationis present due to inadequate discard or castingproblems, these stresses can cause the plate toseparate into two halves (Fig. 1).
The stress distributions present before and af-ter the occurrence of a fishtail are shown in thesketch. In the as-rolled plate, tensile stresses(�tv stress) on the surface are trying to contractthe surface while compressive stresses (–tvstress) are trying to expand the plate core. Howthis stress distribution develops is illustrated inFig. 2. After fishtailing, the two halves of theplate attain a new equilibrium stress distribution.
While air cooling after hot rolling, the platesurface will be cooling faster than the core ma-terial, and thermal stresses developed at thisstage will be relaxed by the plastic deformationof the low strength austenite. At lower tempera-tures, transformation to ferrite and pearlite be-gins at the surface (Fig. 3), causing complex in-teractions and a variety of stress conditions.Because of the relatively low yield strength ofthe various phases and the role of transformationinduced plasticity, the final stresses are low.However, over a large surface area even low re-sidual stresses can have a profound effect, par-ticularly in the presence of large defects such asa lamination.
If not fixtured in a vertical position, severedistortion of quenched flat steel sections may oc-cur. This is due to differences in the cooling rateand transformation behavior between the top andbottom surface.
In a carburized product, because of the com-positional changes causing transformation toprogress from the inside out and the considerablyhigher-strength case, the final residual stress pro-file is reversed and a beneficial high-compressivesurface stress is developed (Ref 1). Figure 4shows the development of these residual stressesduring the heat treatment of a carburized com-ponent.
It is very important to avoid heating small,isolated areas on the surface of hardened steel.

90 / Measurement and Prediction of Residual Stress and Distortion
Consider a slice through half the thickness of a plate.At the onset of the cooling, both the surface andthe core are austenitic and stress free.
The surface will transform first, acccompanied byan expansion. Restraint by the underlying materialwill place the transformed element in compression "C".Although the adjoining austenitic element "stretches" and plastically yields, it will be in tension "T".
Transformation
Transformed
Schematic representation of transformationalexpansion in the absence of any restraining effect
by the surrounding material
Not transformed
Cooler outside surface
Hotter core
C
C
C
T T T C C C
T
T T T T
T
T
The already extended underlying element then undergoes transformation and expands further. This induces tensile stresses in the material on either side, but due to the restraining influence of surrounding material, compressive stresses are induced in the newly transformed steel.
The transformation front proceeds deeper into the section, leaving behind a surface that is in tensile. The magnitude of stress is determined by the relative yield strength of the phases. Because of the TRIP effect (transformation induced plasticity), the plasticity of the transforming steel is considerably higher.
Fig. 2 The development of residual stresses during cooling of steels
Examples of where this may occur are:
● Components ground with inadequate coolingfluid or faulty equipment (vibrating wheelheads)
● Using a gas flame to enlarge a hardened com-ponent for assembly on a shaft
● Electrical arcing from inadequately eartheddrive motors
● Accidental arcing during magnetization formagnetic particle inspection
The thermally damaged area is restrained fromexpanding by the surrounding material and be-comes plastically deformed under compression.Consequently, on cooling to ambient tempera-ture, the surface is left in a tensile condition, andcracking ensues either immediately or after thecomponent is placed in service (more worrying).Heating at temperature above the original tem-pering temperature may also lead to a contrac-tion.
Shot peening appears to be an anomaly. Atfirst sight, the impact of the shot particles seemsto cause plastic deformation in compression. Itshould follow that the surface is in tension fol-lowing the peening treatment. However, the ad-
ditive influence of the multiple small areas ofplastic extension of the surface must be consid-ered. The overall surface undergoes a plastic ex-tension, thus putting the underlying layers in ten-sion. Consequently, on completion of theshot-peening operation, the surface is restrainedin a beneficial compressive state.
The maximum level of residual stress that canbe generated is approximately equal to the elasticlimit or yield strength of the material measuredunder the same stress condition and for the samecross section. The existence of triaxial stressesin heavy section components has a major influ-ence on the ease of plastic flow (plane-strain con-ditions). If surrounding material inhibits plasticflow by significantly limiting shear stresses, thelevels of residual tensile stress may becomehigh. Catastrophic fracture occurs when the ten-sile stress level exceeds the cohesive strength ofthe steel.
Manufacturing Implications ofResidual Stresses
There are many examples that show how re-laxation or redistribution of residual stresses
contributes to high processing costs. One ex-ample is the need to use multiple grinding passesto avoid distortion in thin section components.A frequent problem often wrongly attributed tothe heat treatment department is heat treatmentdistortion from prior residual stresses in the rawmaterial.
Premature failure due to harmful residual sur-face tensile stress in the manufactured product isto be avoided at all costs.
On the other hand, the presence of residualstresses may be advantageous, as in the exampleof compressive stresses from case hardening andshot peening.
Using residual stresses to intentionally deforma component can be illustrated by the use of shotpeening to shape the aircraft fuselage, by usinga peen hammer to straighten a long shaft, or bysimply hot spotting to bend a simple bar of steel.
For example, a small area on one side of asteel bar is heated rapidly to a temperature, T, ofapproximately 600 �C (1100 �F) (Ref 2). If freeto expand, the heated disc-shaped region in-creases in length, l, by:
l � � � T
� 14 � 600�3� 8.4 � 10 lm/mm
where � is the coefficient of thermal expansionin lm/mm • K. However, the surrounding coolermaterial restrains expansion. Because of the rela-tively low yield strength at 600 �C (YS600) ofapproximately 30 MPa (4.5 ksi), the heated steeldeforms plastically under compression, increas-ing the thickness of the heated disc. On cooling,the disc contracts the same amount and, assum-ing no stress relaxation occurred, a tensile stress,r, is now developed in the disc:
r � (E � l) � YS600
3 �3� (200 � 10 � 8.4 � 10 ) � 30
� 1650 MPa (240 ksi)
where E is the modulus of elasticity (MPa). Thestress in the disc cannot be greater than the yieldstrength of about 500 MPa (73 ksi). Therefore,either the disc stretches plastically, or the barbends elastically to balance the stresses (orboth).
The manufacture of seamless high-carbon-bearing steel tube involves hot rolling, sizing,straightening, and spheroidize annealing. Eachstage of manufacture introduces various degreesof residual stress. If residual stress levels arehigher than normal, difficulties may be experi-enced during subsequent machining and heattreatment of the rings. As seen from the previouscalculation, the higher the yield strength of thematerial, the greater the potential for high levelsof residual stress. As thermal and mechanicaltreatment of steel increases the strength of a ma-terial, potential problems with residual stressalso increase. For example, a small area of ther-mal damage on the surface of a hardened high-

Deflection Methods to Estimate Residual Stress / 91
Tem
pera
ture
Surface
Ar3
Ar1
Core
Ferrite
Pearlite
Bainite
Martensite
Austenite
Time, T
Fig. 3 Schematic representation of the relative transformation at the surface and in the core of the mild steel plate. Attime, T, the core is still austenitic while the surface has already transformed to a ferrite-pearlite structure. Ar3
and Ar1, upper and lower transformation temperatures, respectively, on heating (refroidissant) a hypoeutectoid steel
carbon steel (e.g., electric arc discharge) may re-sult in a level of triaxial residual stress close tothe cohesive strength of the material, possiblyleading to immediate or delayed cracking.
Although the stress may be multidirectional,hoop stress that arises at several stages of man-ufacture is the primary cause of many of theproblems. When a length of tube is parted offand slit in a longitudinal direction, any hoopstress present tends to open the slit (Fig. 5).Opening of the slit indicates compressive stressin the inside diameter (ID) of the tube and tensilestress on the outside diameter (OD). On rare oc-casions, the slit may close, indicating the reversecondition. The stress is not always uniform alongthe length of the tube. Stress measurements have,on occasions, indicated a cyclic variation corre-sponding to differences in cooling of areas incontact with the cooling bed cross ties.
Shot peening intensity is monitored by usinga method developed by J.O. Almen of GeneralMotors Company. In this method, 75 mm longby 18.75 mm wide (3.00 by 0.75 in.) strips of1070 spring steel are quenched and tempered toa deep-blue oxide finish (“blue tempered”) for ahardness of 45 to 50 Rc and exposed on one sideto the same shot intensity as the component un-dergoing treatment (Ref 3). Three differentthicknesses are used: “N,” 0.79 mm (0.031 in.);“A,” 1.30 mm (0.051in.); and “C,” 2.38 mm(0.0938 in.) to allow for differences in degreeand shot peening required and materials beingtreated. For example, peen forming of an alu-minum alloy requires considerably less peen in-tensity than a carburized gear tooth. During treat-ment, the Almen strip assumes a concave shape.The lift height is proportional to the level ofcompressive stress developed in the upper sur-
face during peening. Peening is continued untilthe material has reached saturation; that is, whenthe lift height increases by no significant amountand the compressive stress in the surface layerscorresponds closely to the elastic limit of thesteel strip (Fig. 6).
Consider the residual stress distributionthrough the Almen strip. Deflection of the stripoccurs in order to relieve some of the high sur-face compressive stress. The peened surface areaendeavors to expand by bowing in order to nul-lify the compressive stress. The magnitude ofbowing is limited by the restraint of the remain-der of the material, and equilibrium is reachedwhen the remaining compressive stress is in bal-ance with the elastic compressive stress devel-oped in the lower surface. The depth and inten-sity of the compressive layer is proportional tothe lift height at saturation. The Almen strips areprimarily used to ensure that the process is incontrol (shot condition, uniformity in applica-tion, impeller operation, etc.). A photograph ofthree typical strips is shown in Fig. 7.
Metal Improvement Company, Inc., in col-laboration with ENSAM, a French advanced en-gineering school, has developed a software pro-gram called PeenStress (Metal ImprovementCo., Inc., Paramus, NJ) that is used to assist inshot peening callouts (Ref 4). The user selects amaterial from a library of about 80 materials,then selects a shot size and shot intensity andinputs some basic geometry considerations. Fig-ure 8 is a curve generated on a chromium-siliconspring wire shot peened with a hardened, 0.023in. � shot to a 10 A intensity. A 10 A intensityequates to a 0.25 mm (0.010 in.) arc height onthe A-strip.
One of the older standard tests for evaluating
quench distortion is the Navy C-ring test (Ref 5–7). The amount of distortion (deflection) of aquenched test piece is measured by the changein the gap width (Fig. 9).
Methods for Measuring ResidualStresses from Deflection Data
Sectioning to allow relaxation of residualstress in actual components where stresses arethought to be present can be performed by sev-eral methods, from simple saw cutting to themore sophisticated compliance method (Ref 8–10). In the latter method, the residual stress pro-file is calculated from the strains caused by in-troducing a cut of progressively increasing depthinto the component. The strains are measured byusing suitably positioned strain gages cementedto the surface adjacent to the cut. The cutting isperformed by using various techniques, how-ever, electrical discharge machining is the pre-ferred method. Usually, two computer-based ap-proaches are used to analyze the data. These arethe forward and inverse solution. The forwardsolution derives the measurable strains (compli-ance functions) that develop from introducing asuccessively deeper slot into a part containing anarbitrary known stress distribution. The inversesolution develops the original residual stress dis-tribution that best matches the actually measuredstrains.
Similar methods based on drilling small holesin the stressed material have been around forsome years. Strain relaxation is measured usingstrain gages or photoelastic coatings. Straingages have been used to measure strain relaxa-tion in bevel gears following successive removalof layers by electrochemical machining (Ref 11).
Saw cutting or slitting is an easy quality con-trol test that gives a global overview of the stateof residual bulk hoop stress in rings. Interest-ingly, such a technique was used recently to val-idate the measurements of residual stress levelsin railway wheels using electromagnetic-acoustic transducers (Ref 12).
Mathematical Derivations forSimple Cases Based on the Saw-CutMethods
Definitions of the symbols used in the follow-ing derivations are given in Table 1.
To develop the mathematical algorithms forinterpreting deflection measurements after slit-ting a simple shape (plate, round bar, or tube),simple beam theory is used (Fig. 10).
The basic formula for the state of affairs atany point (x) along a beam is (Ref 13):
M r E� � (Eq 1)
I c R
where M is the bending moment to which thebeam is subjected at x. Bending moment M is

92 / Measurement and Prediction of Residual Stress and Distortion
%C
Start of transformation
C
C
C C C TTT
Carbon profile through case. As the carbon level decreases, the transformation temperature during quenching increases (Ms). Although the cooling rate is less below the surface, transformation occurs from the inside out.
Consider a section through the carburized case. At the onset of quench, both the surface and the core are austenitic and stress free.
Even though the cooling rate is lower than at the surface, the low carbon core will begin to transform, starting first below the case and progressing inward. The adjoining austenitic case element will plastically expand outward to accommodate the resulting tensile stress.
Following the progressive transformation of the core, the innermost element of the case transforms. The resulting expansion of the already extended case element creates tensile stresses in both remaining austenitic case and adjoining core.
The continued transformation of the progressively higher carbon case and the resulting expansion of the already plastically stretched elements result in high compressive stresses. Consequently, the underlying transformed core is pulled into tension.
Stress profile through case. Compressive stress near the surface of the case can reach levels of 300/500 N/mm2 and is one of the primary reasons for carburizing.
Schematic representation of transformationalexpansion in the absence of any restraining effect
by the surrounding material
+tv
−tv
Fig. 4 The development of compressive stress in the case of a quenched carburized steel. Source: Ref 1
Fig. 5 Schematic of the residual stress distribution in rings manufactured from tube before and after slitting. ID, insidediam; OD, outside diam
equal to load multiplied by distance (lbf • in., orkgf • m). If M is not obvious from the first prin-ciples for a given case, it may be obtained fromthe data given subsequently. I is the moment ofinertia of the section of the beam at x, usually ininches. Moments of inertia are treated in text-books of elementary mechanics. The moment ofinertia in question is that about the neutral axiswhich, in most beam problems, will be a linethrough the center of gravity of the section. Ifthe I of the section is not already known, it isusually easily calculated by applying one of thefollowing formulae.
For a rectangle:
3bt
12(Eq 2)
Sections made of rectangles, such as rectangulartubes, H-beams, and channels, can be calculatedby subtracting the I of the empty areas.
For a circular cross section:
4prI �
4(Eq 3)
The moment of inertia for hollow tubes canbe calculated by subtraction, where: r is stressin the material. c is distance from the neutralaxis. In symmetrical sections this is the distancefrom the midpoint or center of gravity of the sec-tion. E is Young’s modulus. (In thick cross sec-tions and/or high-strength steels, this should becorrected for Poisson contraction where m isPoisson’s ratio [0.3 for steel].)
EE � (Eq 4)21 � m
R is the radius of curvature of the beam when itbends under load.
To calculate the stress in a simple beam:
Mcr � (Eq 5)
I
For a rectangular beam at the surface where thestress is greatest:
3btI � (Eq 6)
12
tc � (Eq 7)
2
so

Deflection Methods to Estimate Residual Stress / 93
Fig. 7 Almen strips used to monitor different levels of shot peening intensity
Hardenedball supports
Almen test strips
Shot stream
Almen strips
0.031-0.001 in.
0.051-0.001 in.
C strip
A strip
N strip
0.0938-0.001 in.
0.745-0.750 in.
Measuring dial
Arc height
Arc height
30 ± 0.015 in.
Peening nozzle
4-6 in.
10/32screws
3.0 in.
Holdingfixture
0.75 in.3.0 in.
Strip removed. Residualstresses induced arching
Strip mounted forheight measurement
Fig. 6 Use of Almen strips to monitor the degree of shot peening. Source: Ref 3
Table 1 Symbols used in the derivations and formulas
Units
Symbol Description SI English Notes
M Bending moment N • M lbf • in. . . .I Moment of inertia m4 in.4 I � bt3/12 for rectangle (where b and
t are the dimensions of thecross section) I � pr4/4for circle
r Stress in material Pa psi . . .c Distance from neutral axis m in. In a symmetrical section this
is the distance from the mid-point or center of gravity
E Young’s modulus Pa psi . . .R Radius of curvature of beam or displaced section m in. . . .L Length of curved beam m in. . . .r Radius of round bar cross section m in. . . .t Thickness of beam/plate/tube wall m in. . . .d Measured deflection m in. . . .c Poisson’s ratio Dimensionless . . . 0.3 for steel
Mr � 6 (Eq 8)max 2bt
This explains why a beam that is twice as thickis four times as strong.
The distribution of residual stress in actualcomponents is unlikely to be linear. However,for the subsequent approximate analysis, thebeam stress is assumed to vary linearly throughthe section.
In sheet and bar, as the sheet fishtails or is cutin a central planar direction, the bending momentcreated by the residual stress is released (Fig.11). The bending moment may be expressed as:
EIM � (Eq 9)
R
given that:
tc � (Eq 10)
4
where t is plate thickness, and assuming the dis-tribution of the residual stress that resulted in thefishtail varies linearly over the half-thickness ofthe sheet, the maximum longitudinal stress at thesurface is given by:
Mcr � (Eq 11)
I
Substituting Eq 9 and 10 in Eq 11 gives:
Etr � (Eq 12)
4R
If the deflection, d, is small compared to the ra-dius of curvature, R, R may be expressed in termsof the deflection, d, and the length of the curvedsurface, L, by:
2LR � (Eq 13)
2d
This is derived as in Fig. 12.Referring to Fig. 12, the two radii O1 and O2
are drawn as shown, and the tangents 1,3 and 2,4are drawn to these radii. A chord is drawn be-tween the points of tangency 1 and 2 and the line2,3 is drawn perpendicular to the chord at 2. Thetwo isosceles triangles RLk and mdn are similarand therefore:
R m� (Eq 14)
L d
or
LmR � (Eq 15)
d
For small angles, L is the arc 1,2 and m is 1⁄2 thearc 1, 2, or

94 / Measurement and Prediction of Residual Stress and Distortion
−100
−200
4
Residual stress distributionResidual stress , ksi
8
Depth, mils
2000:5:9Peen stress
ENSAM−MIC
10 AS 230 shotV = 124 ft/s
HS/4320 • CB/SP
Dir. Z
−102∑s (ksi)
−203∑m (ksi)
0.001
0.008P∑0 (in.)
P∑m (in.)
d = 5.198 mils
h = 0.294 mils
Fig. 8 Calculated residual stress distribution in a shot peened chromium-silicon spring wire. d, depth; h, height. Source:Peen Stress, Metal Improvement Company, Inc.
(a)
(b)
(c)
2.900
0.6000
1.000
0.50 in.0.25 in.
2 in.
5/8 in.
3/4 in.1 1/4 in.
2.50 in.
0.5 in.1.45 in.
1.900
5.000
A
A
B
C
E
1/4 in.
Fig. 9 Examples of C-ring test specimens used forquench distortion studies. (a) Source: Ref 5. (b)
Source: Ref 6. (c) Source: Ref 7
x
B
l
A
WM = Wx
Max. M = Wl at B
d
Fig. 10 Simple beam theory—definition of bendingmoment. W, weight in lbs or kg
1m � L (Eq 16)
2
therefore (as in Eq 13):
2LR � (Eq 17)
2d
where d is the deflection of the strip (Fig. 11a).According to Eq 12:
Etr � (Eq 18)
4R
it follows:
Etdr � (Eq 19)22L
A similar derivation can be obtained for roundbar (Fig. 11b):
1.65 Erdr � (Eq 20)2L
For thin-walled tubing (Fig. 13), the longitudinalstress is given by:
Etdr � (Eq 21)2L
Equation 21 is the same as Eq 19 except thatt/2 is used in the former case because only halfthe sheet thickness deflects.
The method of sectioning a tube to obtain thepreviously mentioned approximate measurementis shown in Fig. 13(a).
A simpler technique to measure the circum-ferential hoop stress in a thin-walled tube is toslit the tube longitudinally with a carborundumcutoff wheel (using plenty of coolant to avoidheating of the surfaces) and measuring thechange in diameter of the tube (Fig. 13b):
1 1r � Et � (Eq 22)� �D D0 1
where D0 is initial diameter and D1 is diameterafter slitting.
Alternatively, the net opening displacement atthe saw cut is measured by subtracting the widthof the saw blade, and the residual hoop stress ismeasured using the formula:
1 1r � Et � (Eq 23)
xD� �0 � D0� �p
where x is the net opening displacement.A summary of the derivations is given in Ta-
ble 2.A Practical Example. The formulas in Table
2 are used extensively for measuring residualhoop stresses in seamless tube and machinedbearing rings. These stresses may arise from tubestraightening without a stress-relief anneal ornonuniform rapid cooling following the spher-oidized anneal. In the past, contact with the sup-port bars on cooling beds has been recognizedas being a potential cause of cyclic nonuniformstress along the length of a tube.
Where 52100 bearing steel rings are being ma-chined on multispindle machines and the oper-ator is having difficulty in maintaining size, the
following method is often used to identify thepossible cause:
● Using a carborundum wheel, a ring, eitherparted from the tube or machined, is cut ax-ially through the section.
● If unknown, the saw curf width (width of saw

Deflection Methods to Estimate Residual Stress / 95
(a)
(b)
Residual stressdistribution
L
L
t
r
2d
2d + 2r
Fig. 11 Determination of longitudinal residual stress by the deflection method. (a) Rolled sheet. (b) Drawn bar. Source:Ref 14
Fig. 12 Diagrammatic representation of the deflectionformula derivation. Source: Ref 15
(a)
(b)
t
x
D0 D1
d
L
Fig. 13 Determination of residual stresses in thin-walled tube by deflection methods. (a) Longi-
tudinal stress. (b) Circumferential stress. t, thickness; d, de-flection; D0, initial diam; D1, diam after slitting; x, netopening displacement. Source: Ref 14
cut) is determined by measuring a shallow cutadjacent to the final cut.
● The gap width is measured using internal cal-ipers. The net opening (x) equals the gapwidth minus the saw curf (width).
On occasions the gap may decrease, indicating acompressive hoop stress. In extreme situations,the blade may become nipped and may even dis-integrate. Ensure proper protection when usingthis method.
For greater accuracy in large cross sections,the value for E can be corrected for Poisson’sratio by:
E 6E � � 28.57 � 10 psi21 � m
Elastic constants for several materials aregiven in Table 3 (Ref 16). (These must only beused as a guide. For more rigorous treatment ofelastic and plastic distortion, actual valuesshould be obtained for each material and con-dition under consideration.)
From experience in dealing with distortionproblems in manufacturing that are attributableto residual stress in tube stock, it was determinedthat the following criteria could be used as aguide to the acceptability of the calculated stresslevels.
Residual stress Acceptability
�5000 psi Acceptable5000–10,000 psi Borderline�10,000 psi Unacceptable
The criteria used to determine what residualstress is acceptable must also be based on thecross section of the ring: the more rigid the de-sign, the higher the stress level tolerated. How-ever, this only applies to holding tolerance dur-ing machining. During subsequent heattreatment, the magnitude of residual stress maystill be sufficient to cause distortion during heat-ing. As the temperature increases, the yieldstrength of the steel decreases, allowing relaxa-tion by plastic deformation. This is manifestedin the parts being out-of-round exiting the fur-nace.
In very thin sections, some of the stress maybe from the machining operation (e.g., feeds andspeeds too high).
In order to lessen the effects of residualstresses during heat treatment, pre-heating at asubcritical temperature has been found to be use-ful. A portion of the stress is allowed to relaxwithout causing a gross shape change.
Examples of extreme levels of residual stressin tube material are usually seen when it wasimpossible to machine an acceptable part. Stressrelieving one particular batch of tubes (new sup-plier) resulted in them moving so far out-of-round that they no longer fit in the multispindlemachine collets.
In an attempt to avoid out-of-round rings, diequenching techniques are often used. However,
these may lead to quenched-in nonuniformstress. During subsequent grinding operations,the stress distribution undergoes a redistributionand may, in extreme cases, lead to the rings dis-torting. Although heat treating receives theblame, many similar problems may, in fact, beattributed to the incoming raw material.
Validation of Net OpeningCalculation
Considerable work has been accomplished inrecent years in the area of heat treatment mod-eling and, in particular, of software capable of
predicting distortion in heat-treated products. Anexample is DANTE (Deformation Control Tech-nology, Inc., Cleveland, OH), developed by acollaborative team comprising Ford Motor Com-pany, General Motors Company, The TorringtonCompany, Eaton Corporation, IITRI, ColoradoSchool of Mines, The Department of Energy Na-tional Labs, Deformation Control Technology,Inc., and under the auspices of the National Cen-ter for Manufacturing Science. In order to ac-curately predict the thermal and allotropic stress-induced size changes and distortion inheat-treated products (including carburized), it isnecessary to incorporate many factors into thefinite element-based model, including the trans-formational characteristics of the steel, the ele-

96 / Measurement and Prediction of Residual Stress and Distortion
Table 2 List of formulas used for calculating approximate levels of residual stress in simplegeometries by deflection methods
Method Formulas
Longitudinal stress in plate (Fig. 11a)Etd
r � 22L
Longitudinal stress in solid bar (Fig. 11b) where r is the radius of the bar1.65Erd
r � 2L
Longitudinal stress in thin-walled tube (Fig. 13a)Etd
r � 2L
Circumferential (hoop) stress in tube from change in diameter where D0 and D1
are the initial and final diameters, respectively (Fig. 13b)1 1
r � Et �� �D D0 1
Circumferential stress in tube from net opening displacement x1 1
r � Et �xD� �0 � D0� �p
Table 3 Elastic constants for some of the common metals
Modulus elasticity Shear modulus
Materials GPa 106 psi GPa 106 psi Poisson’s ratio
Aluminum alloys 72 10.5 28 4.0 0.31Copper 110 16.0 41 6.0 0.33Steel (plain carbon and low alloy) 200 29.0 76 11.0 0.33Stainless steel 193 28.0 66 9.5 0.28Titanium 117 17.0 45 6.5 0.31Tungsten 400 58.0 157 22.8 0.27
Source: Ref 16
vated temperature properties and behavior of theindividual and mixed phases, geometry of thepart, quenching factors, heat-transfer coeffi-cients, and so on. Several papers have been pub-lished on the development and application of themodel (Ref 17–21). Commercialization of thesoftware package is being handled by Defor-mation Control Technology, Inc., Cleveland,Ohio.
Using DANTE, it has been possible to subjectthe net opening deflection method to a more rig-orous analysis.
An example of the simulation of the openingof a slit ring in the presence of an imposed hoopstress is shown in Fig. 14 and 15.
Two-dimensional modeling was used, andplane-strain conditions were assumed. The ringswere assumed to be 152 mm (6 in.) OD and man-
ufactured from annealed 52100 bearing steelwith two different cross sections. A residualstress profile was superimposed on the rings bycreating a 93 �C (200 �F) linear temperature gra-dient across the cross section from ID to OD.For the ring in Fig. 14, simulating axial slittingof the ring resulted in a net opening of 2.9 mm(0.114 in.) with an accompanying redistributionof the residual stress.
Using Eq 23, the average hoop stress in thering prior to slitting was calculated to be 172MPa (25 ksi). In thinner cross section rings, thenet opening will be larger for the same level ofresidual stress, as shown in Fig. 15. For a crosssection of 9.5 mm (0.375 in.) and a similar re-sidual stress condition, the net opening is cal-culated to be 6.3 mm (0.247 in.). Equation 23gives a calculated hoop stress of 179 MPa (26ksi). These calculations used a Young’s modulusvalue of 29 � 106 psi and Poisson’s ratio of0.33.
It is interesting to note that one of the manytechniques used to exercise DANTE was basedon the carburizing of a modified Almen strip(Ref 22, 23). Excellent agreement between thepredicted and measured transverse deflectionswere obtained.
Example: Determining BiaxialResidual-Stress State
Treuting and Read developed a method for de-termining the biaxial residual-stress state on thesurface of a thin sheet (Ref 24). The method as-sumes the metal behaves in an elastically ho-mogeneous manner and that the stress varies, notin the plane of the sheet, but only through thethickness. To apply the method, the sheet spec-imen is cemented into a flat parallel surface, and
Fig. 14 Simulation of the effects of residual stress on the net opening displacement of a cut 0.75 in. thick ring

Deflection Methods to Estimate Residual Stress / 97
(b)(a)
σx
σy
t0t
z
z
Ry
Rx
y
y
x
x
Fig. 16 (a) Coordinate system for measuring biaxial stress in thin sheet. (b) Curvature produced by removing materialfrom top surface
the thickness is reduced a certain amount bycareful polishing and etching. The sheet speci-men is then released from the surface and mea-surements are made of the longitudinal radius ofcurvature Rx., the transverse radius of curvatureRy, and the thickness, t. Figure 16 illustrates theorientation of the principle stresses and the cur-vature of the sheet. The measure values of radiusof curvature are expressed in terms of two pa-rameters, Px and Py.
1 mP � �x R Rx y
1 mP � �y R Ry x
Measurements of Rx and Ry are made for differ-ent amounts of metal removal, and Px and Py areplotted against the sheet thickness, t. The resid-ual stresses in the x and y directions of the sheetare determined for any value of t by the follow-ing equations.
Er � �x 26(1 � m )
tdPx2(t � t) � 4(t � t)P � 2 P dt0 0 x x� � �tdt 0
Er � �y 26(1 � m )
tdPy2(t � t) � 4(t � t)P � 2 P dt0 0 y y� � �tdt 0
Values of dP/dt are obtained from the slope ofthe curves of P versus t, and the integrals areevaluated by determining the area under the Pversus t curve over the appropriate limits.
REFERENCES
1. G. Parrish and G.S. Harper, Production GasCarburizing, Pergamon Press, 1985
2. F.W. Jones, JISI, May 1969, p 556–5623. “Shot Peening Applications,” 7th Ed., Metal
Improvement Company, Inc., 1995
4. D. Breuer, Metal Improvement Company,private communication, 1999
5. Heat Treating, Cleaning and Finishing, Vol2, Metals Handbook, 8th ed., ASM Inter-national, 1964, p 41
6. “Tenaxal, Ucon Quench A—The Fast SafeWay to Quench Steel Alloys,” Product In-formation Bulletin, Tenaxal, Inc., Milwau-kee, WI, revised 1972
7. H.J. French, The Quenching of Steels,American Society for Steel Treating, 1930,p 133
8. B. Prime, “Residual Stress Measurement bySuccessive Extension of a Slot: The CrackCompliance Method,” Los Alamos NationalLaboratory, Publication LA-UR- 98–3857,1998
9. W. Gremaud, I. Cheng, M. Finnie, and B.Prime, The Compliance Method for Mea-surement of Near Surface ResidualStresses—Analytical Background, J. Eng.Mater. Technol., Vol 116, p 550–555
10. I. Cheng, M. Finnie, M. Gremaud, and B.Prime, Measurement of Near Surface Resid-ual Stresses Using Electric Wire Machining,J. Eng. Mater. Technol., Vol 116, p 1–7
11. Kovac, Residual Stress Measurements inBevel Gear after Different ProductionPhases, J. Mater. Eng. Perform., Vol 3 (No.1), Feb 1994, p 61–64
12. E. Shramm, J. Szelazek, and A.V. Clark,“Dynamometer—Induced Residual Stressin Railroad Wheels: Ultrasonic and Saw CutMeasurements,” National Institute of Stan-dards and Technology Publication NISTIR5043, Report Number 30, March 1995
13. J.E. Gordon, The New Science of StrongMaterials, Penguin Books, 1968, p 258–261
14. G.E. Dieter, Mechanical Metallurgy, 1sted., McGraw-Hill Book Company, NewYork, 1961
15. R.L. Anderson and E.G. Fahlman, A
Fig. 15 Simulation of the effects of residual stress on the net opening displacement of a cut 0.75 in. thick ring

98 / Measurement and Prediction of Residual Stress and Distortion
Method for Measuring Internal Stress inBrass Tubes, J. Inst. Met., Vol 32, 1924, p367–383
16. G.E. Totten and M.H. Howes, Steel HeatTreatment Handbook, Marcel Dekker Inc.,New York, 1997, p 256–261
17. D. Shick et al., Development of a Carburiz-ing and Quenching Simulation Tool: Deter-mination of Heat Transfer Boundary Con-ditions in Salt, Second International Conf.on Quenching and Control of DistortionProc., ASM International, 1996
18. D. Brammann et al., Development of a Car-burizing and Quenching Simulation Tool: AMaterial Model for Low Carbon Steels Un-dergoing Phase Transformations, Second
International Conference on Quenching andControl of Distortion Proceedings, ASMInternational, 1996
19. C. Anderson et al., Development of a Car-burizing and Quenching Simulation Tool:Numerical Simulation of Rings and Gears,Second International Conference onQuenching and Control of Distortion Pro-ceedings, ASM International, 1996
20. B.L. Ferguson, A.M. Freborg, and G.J. Pe-trus, A Software Tool to Simulate Quench-ing of Alloy Steels, Heat Treating Progress,to be published
21. M.T. Lusk, Y.K. Lee, H.J. Jou, W.E. Elliott,and G.M. Ludtka, An Internal State VariableModel for the Low Temperature Tempering
of Low Alloy Steels, First InternationalConference on Thermal Process Modelingand Computer Simulation, Jiatong Univer-sity, Shanghai, March 2000
22. V.C. Prantil, M.L. Callabresi, G.S. Ramas-wamy, and J.F. Lathrop, Simulating Distor-tion and Residual Stresses in CarburizedThin Strips, ASME J. Eng. Mater. Technol.,to be published
23. M. Henriksen, D.B. Larson, and C.J. VanTyne, On the Analysis of Distortion and Re-sidual Stress in Carburized Steels, ASME J.Eng. Mater. Technol., Vol 114, 1992, p362–367
24. R.G. Treuting and W.T. Read, J. Appl.Phys., Vol 22, 1951, p 130–134