Embed Size (px)
Citation preview
http://www.iaeme.com/IJMET/index.asp 46 [email protected]
International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 5, September–October 2016, pp.46–56, Article ID: IJMET_07_05_006
Available online at
http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=7&IType=5
Journal Impact Factor (2016): 9.2286 (Calculated by GISI) www.jifactor.com
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication
DEFECT ANALYSIS OF HAND WHEEL CASTING
USING COMPUTER AIDED CASTING SIMULATION
TECHNIQUE
Bijendra Prajapati
Asst. Professor, Institute of Engineering, Western Regional Campus, Pokhara.
Hari Dhakal
Assistant Professor, Nepal Engineering College, Kathmandu
Mukesh Regmi
Assistant Professor, Nepal College of Information Technology, Kathmandu
ABSTRACT
In the present casting arena, emphasis is laid on the precise and defect free casting, minimum
production cost, develop the components on demand in short period of time accompanied by high
yield of production for casting units & foundries. In order to achieve this level, Fish-bone diagrams
and computer simulation technique are inevitably necessary. The paper studies on the shrinkage
defect prevailing in the Hand wheel casting and its remedy with the help of casting simulation
software ADSTEFAN.
Due to the lack of standard acceptable theoretical procedures, the design processes are
normally carried on a trial-and-error basis. Systematic studies & analyses are carried out to
understand the reasons for occurrence of defects and suitable remedial measures are identified.
Then, computer assisted casting simulation technique is used to analyze the casting defects.
Shrinkage porosity analysis is performed using this technique by introduction of a new gating
system design, followed by various iterations that include changing of the length of runner and
introducing a riser.
The results show a significant reduction in shrinkage porosity and improvement in yield. This
can be of great economic value due to reduction in material consumption and less unit price for
production. The proposed approach reduces the rejection due to casting defects in foundries. This
will especially help SME foundries to significantly improve their quality levels.
Key words: Hand wheel, Casting Simulation, Fish Bone Diagram, ADSTEFAN, Shrinkage, Yield.
Cite this Article: Bijendra Prajapati, Hari Dhakal and Mukesh Regmi, Defect Analysis of Hand
Wheel Casting using Computer Aided Casting Simulation Technique. International Journal of
Mechanical Engineering and Technology, 7(5), 2016, pp. 46–56.
http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=7&IType=5
Defect Analysis of Hand Wheel Casting using Computer Aided Casting Simulation Technique
http://www.iaeme.com/IJMET/index.asp 47 [email protected]
1. INTRODUCTION
One of the oldest manufacturing processes, Casting, is still extensively used to produce complicated metal
shapes with little or no further machining in a very economical way. Casting is a manufacturing process by
which a liquid material is usually poured into a mold, which contains a hollow cavity of the desired shape,
and then allowed to solidify [1]. There are two main consecutive stages, filling process and solidification
process in casting production.
Casting process design is important for production quality and efficiency. Casting quality is heavily
dependent on the success of gating/riser system design, which currently is conducted mainly relied on
technicians’ experience. Therefore there is a need for the development of a computer-aided casting process
design tool with CAD, simulation, and optimization functions to ensure the quality of casting [2].
With regards to the project work, defect analysis of Hand wheel casting has been selected. Hand wheel
can be defined as a wheel worked by hand. Hand wheels are used to adjust a variety of machine functions
and are great for any application where adjustments need to be made via a turning mechanism. Out of
different casting processes, shell molding process is best suited casting process to manufacture Hand
wheels since shell molding offers better surface finish, high productivity and precision of the process.
No process is full-proof or perfect. Casting process also has some shortcomings namely casting defects.
That’s why Casting process is also known as process of uncertainty. An undesired irregularity in the metal
casting process is termed as casting defect. Even in a completely controlled process, defects are found in
casting. Such defects challenge explanation about the cause of casting defects. The complexity of the
process is credited to the involvement of the various disciplines of science and engineering with casting. It
is found that the cause of defects is often a combination of several factors rather than a single one. To
tackle them, the methods like fish bone diagram, casting simulation technique & Campbell’s 10 rules for
making reliable castings have been proposed to ensure defect free castings with maximum yield. The main
concern is shrinkage defect. Shrinkage is reducing the volume of the casting material when metal is
cooling and solidifying that produces the line, holes in the casting, it’s called the shrinkage defect.
For the casting simulation of Hand wheel, ADSTEFAN software has been employed. ADSTEFAN
stands for Advanced Solidification Technology for Foundry aided by numerical Simulation. ADSTEFAN
is casting simulation software that accurately simulates the entire casting process providing a quick and
reliable solution for real casting problems. Casting simulation should be used when it can be economically
justified for at least one of the following three reasons:
• Quality enhancement by predicting and eliminating internal defects like porosity
• Yield improvement by reducing the volume of feeders and gating channels per casting
• Rapid development of a new casting by reducing the number of foundry trials [3].
2. OBJECTIVES
The main objective is to minimize the rejections of the Hand wheel casts through defect analysis by using
casting simulation software namely “ADSTEFAN”.
Apart from this, the secondary objectives of the study are
• Selection of appropriate process variables such as Pouring temperature, Filling time, Shell mold, Chemical
property of the molten metal for simulation and others.
• Develop a 3D model of Hand wheel pattern for simulation by “ADSTEFAN software” along with mold
filling & solidification analysis.
• Investigate Effect of gating system to overcome shrinkage defect.
• Find out the reduction in shrinkage defects & improvement in Yield after applying modifications in design
& use of casting simulation software.
Bijendra Prajapati, Hari Dhakal and Mukesh Regmi
http://www.iaeme.com/IJMET/index.asp 48 [email protected]
3. LITERATURE REVIEW
An extensive literature review has been done with few of the selected papers related to Casting defects &
Casting simulation technique. The main focus areas of these papers are the occurrence of shrinkage defects
in the casting piece and the application of the casting simulation technique to optimize the defects
effectively. These papers discuss on the various types of defects that are studied for different casting
processes, the materials used, methodologies involved, different types of casting simulation software’s
used, different parameters considered for the defect analysis and so on.
Swapnil A. Ambekar and Dr. S. B. Jaju [2] have studied about the need of foundry to manufacture
defect free castings with minimum production cost. Due to the lack of existing theoretical procedures the
designing processes are normally carried on a trial-and-error basis. Different optimisation approaches like
Multi-Objective Evolutionary Algorithm (MOEA), Theory of Inventive Problem Solving (TRIZ), and
Design of Experiments (DOE) have been discussed. It is concluded that with a more reasonable gating
system obtained by analysis of casting simulation results, the need can be achieved with other added
benefits.
Dr. B. Ravi [3] has studied the benefits of casting simulation (both tangible and intangible), bottlenecks
(technical and resource related) and some best practices to overcome the bottlenecks. It has explained all
five stages of simulation projects in detail. Major concerns relating to simulation have been properly
addressed & illustrated with industrial examples. Bhupendra [4] studied & found that about 90% of the
defects in castings are due to wrong design of gating & risering system and only 10% due to manufacturing
problems. Casting simulation process can be used to solve those problems. He studied detection of hot
spots in casting of Release Bearing Housing with the help of casting simulation software called ProCast.
The simulated results are also compared with the experimental works.
Vipul Vasava and Dhaval Joshi [5] have studied about the Shrinkage cavity that is detrimental to
mechanical performances of casting parts. They have found that Design engineers often use large safety
factors in many designs due to insufficient understanding of quantitative effects of shrinkage cavity
defects.
Harshwardhan et al. [6] have studied that the methods layout of a casting is an important activity in
tooling development. It involves critical decisions regarding part orientation in mold, parting line, cores,
cavity layout, feeders, feed aids and gating system. Optimization of methoding parameters with the help of
simulation is discussed and it is tried to minimize efforts and avoid conventional trial and error practice.
The simulation model is built to assess the methoding parameters using Auto Cast simulation software.
Yeh-Liang Hsu and Chia-Chieh Yu [7], In this research, a casting simulation software is used to
simulate the casting process of aluminium wheels. The casting simulation is done iteratively until the mold
temperature converges to a stable temperature with the help of ProCast. Shrinkage Index (SI) is defined to
describe quantitatively the level of casting shrinkage from casting simulation. This paper also discusses the
influence of cooling process parameters on SI, including initial mold temperature, and geometry of the
wheel, which verifies engineers’ empirical data. They concluded that this iterative simulation process and
SI can be used to predict the casting quality of aluminium wheels and to find the optimal parameters of the
casting process.
The review of literature has provided lots of information & insights about the defect analysis, various
methodologies related to defect analysis, different causes and remedies of the casting defects and various
types & working of the casting simulation softwares.
4. PROBLEM STATEMENT
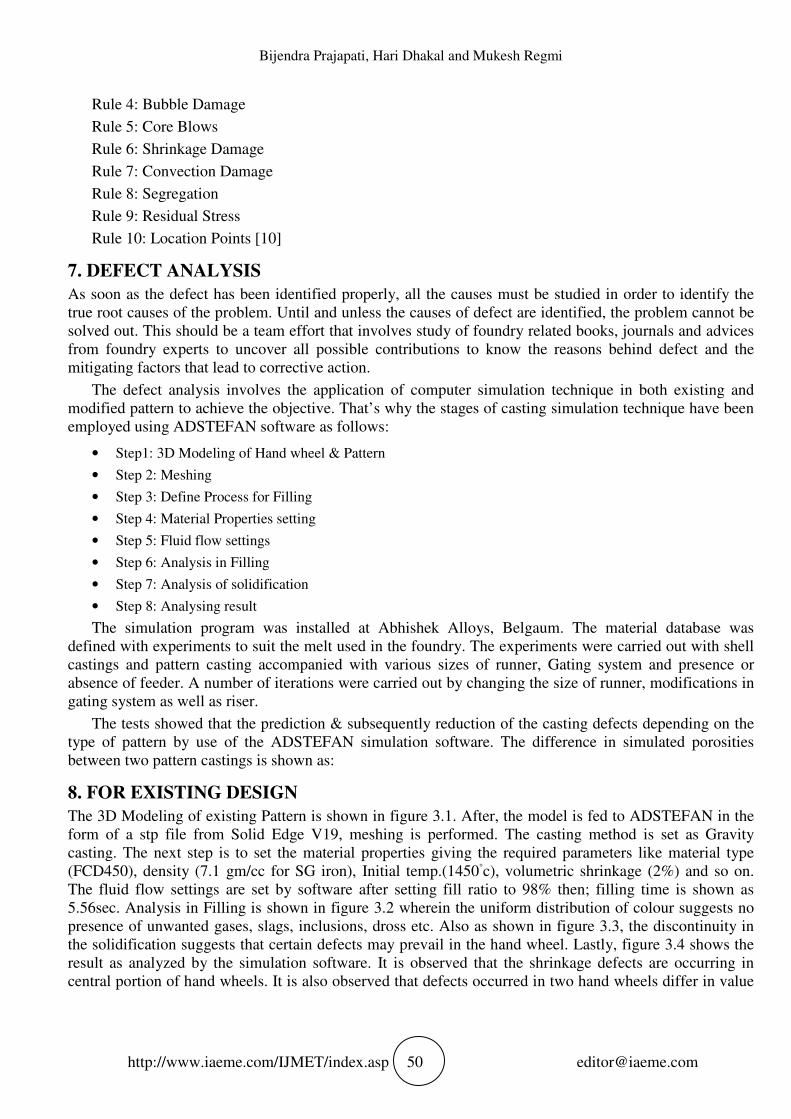
The casting defect in Hand wheel has been considered for the study. The problem belongs to SME,
Matruchaya Engineering that manages to get the order of hand wheels as per the drawing specifications.
Following the shell casting process, the hand wheels have been manufactured but the main concern is the
occurrence of shrinkage defect as shown in the figure. 1.1
Defect Analysis of Hand Wheel Casting using Computer Aided Casting Simulation Technique
http://www.iaeme.com/IJMET/index.asp 49 [email protected]
It was noticed that these defects are frequently occurring at particular locations and are of the irregular
shape & size. The defects are found inside the drilled portion of hand wheel which are otherwise invisible
before drilling. Its occurrence is found to be about 35-40 in every 100 casts. Since, the rejection is so high,
it is to be solved to attain 3-5 defects.
5. PROPOSED STUDY
In order to obtain remedy, the project work has been destined to study the following perspectives:
• Finding the root cause of occurrence of defects in the rejection of casting
• Taking necessary steps to reduce the defects and to improve the casting yield
• Techniques like cause-effect diagrams and casting simulation technique to be used
6. MATERIALS & METHODOLOGIES
Though various types of metals like cast iron, grey cast iron, S G iron and others can be used, based on the
requirement to the respective requirement, S G iron 400/12 has been selected. Essentially ductile cast iron
consists of graphite spheroids dispersed in a matrix similar to that of steel.
For the defect analysis of the hand wheel, two methods have been employed namely Fish bone diagram
and casting simulation technique. Third method has been proposed to ensure proper foundry practices for
reliable castings.
6.1. Fishbone Diagram/ Cause-Effect Diagrams
Ishikawa diagrams (also called fishbone diagrams, herringbone diagrams, cause-and-effect diagrams, or
Fishikawa) are causal diagrams created by Kaoru Ishikawa (1968) that show the causes of a specific event.
Common uses of the Ishikawa diagram are product design and quality defect prevention, to identify
potential factors causing an overall effect. Each cause or reason for imperfection is a source of variation
The possible causes are:
• Volume contraction of the metal, either from liquid contraction of the melt or from contraction during phase
change from liquid to solid
• Insufficient feed metal in defect areas.
• Improper Gating, feeding system and part design
• Aggressive mixing, Improper pouring, Moisture contamination, Improper ramming of mold box [8].
6.2. Casting Simulation
Not all defects can be accurately simulated. Solidification shrinkage defects (macro, micro and centerline
shrinkage) can be predicted fairly accurately. Flow-related defects (cold shuts and blow holes) can be
simulated but may not always match actual observations. Cooling stress related defects (cracks), micro-
structure and mechanical properties are difficult to simulate, and extensive calibration experiments may be
needed for practical use [3].
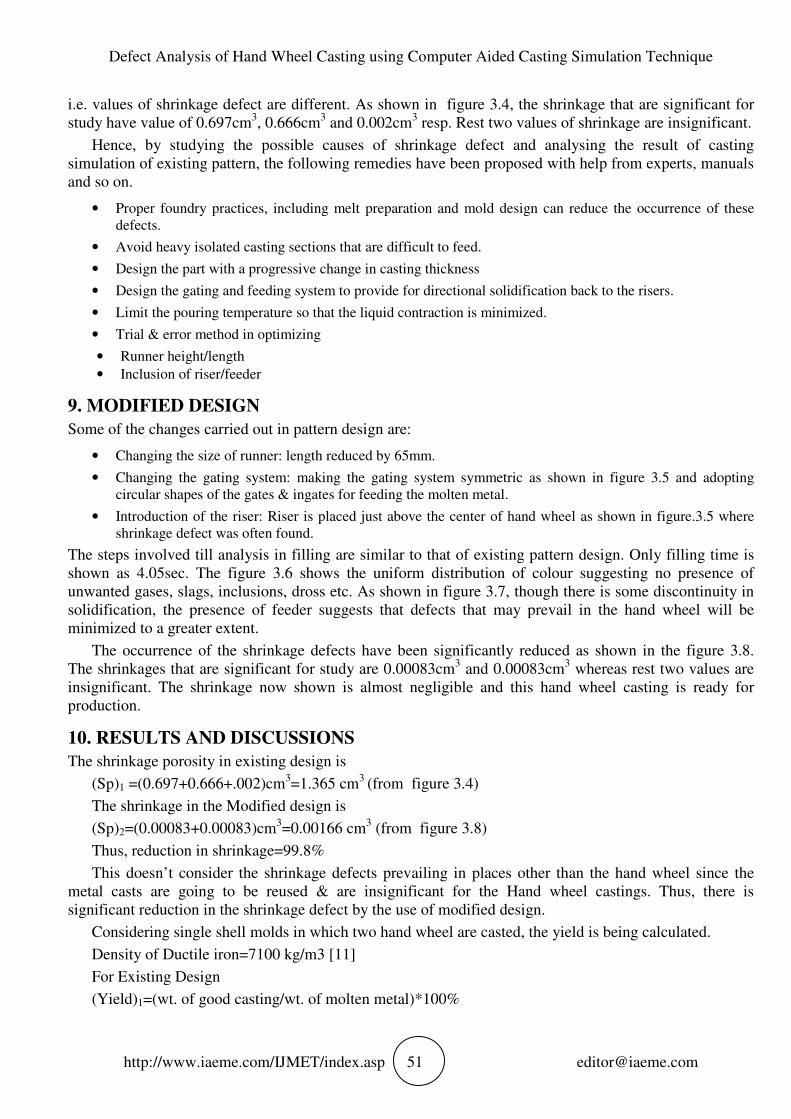
The figure 2.1 shows the systematic procedures that leads to casting simulation and ultimately to
optimization of the process.
6.3. Campbell’s 10 Rules for Making Reliable Castings
The guidelines for effective production of reliable castings continue to evolve. A significant increase and
improvement in the understanding of the casting process has led to new insights and criteria. Now ten rules
have been identified that incorporate the latest technology for the production of reliable castings.
Rule 1: Good-Quality Melt
Rule 2: Liquid Front Damage
Rule 3: Liquid Front Stop
Bijendra Prajapati, Hari Dhakal and Mukesh Regmi
http://www.iaeme.com/IJMET/index.asp 50 [email protected]
Rule 4: Bubble Damage
Rule 5: Core Blows
Rule 6: Shrinkage Damage
Rule 7: Convection Damage
Rule 8: Segregation
Rule 9: Residual Stress
Rule 10: Location Points [10]
7. DEFECT ANALYSIS
As soon as the defect has been identified properly, all the causes must be studied in order to identify the
true root causes of the problem. Until and unless the causes of defect are identified, the problem cannot be
solved out. This should be a team effort that involves study of foundry related books, journals and advices
from foundry experts to uncover all possible contributions to know the reasons behind defect and the
mitigating factors that lead to corrective action.
The defect analysis involves the application of computer simulation technique in both existing and
modified pattern to achieve the objective. That’s why the stages of casting simulation technique have been
employed using ADSTEFAN software as follows:
• Step1: 3D Modeling of Hand wheel & Pattern
• Step 2: Meshing
• Step 3: Define Process for Filling
• Step 4: Material Properties setting
• Step 5: Fluid flow settings
• Step 6: Analysis in Filling
• Step 7: Analysis of solidification
• Step 8: Analysing result
The simulation program was installed at Abhishek Alloys, Belgaum. The material database was
defined with experiments to suit the melt used in the foundry. The experiments were carried out with shell
castings and pattern casting accompanied with various sizes of runner, Gating system and presence or
absence of feeder. A number of iterations were carried out by changing the size of runner, modifications in
gating system as well as riser.
The tests showed that the prediction & subsequently reduction of the casting defects depending on the
type of pattern by use of the ADSTEFAN simulation software. The difference in simulated porosities
between two pattern castings is shown as:
8. FOR EXISTING DESIGN
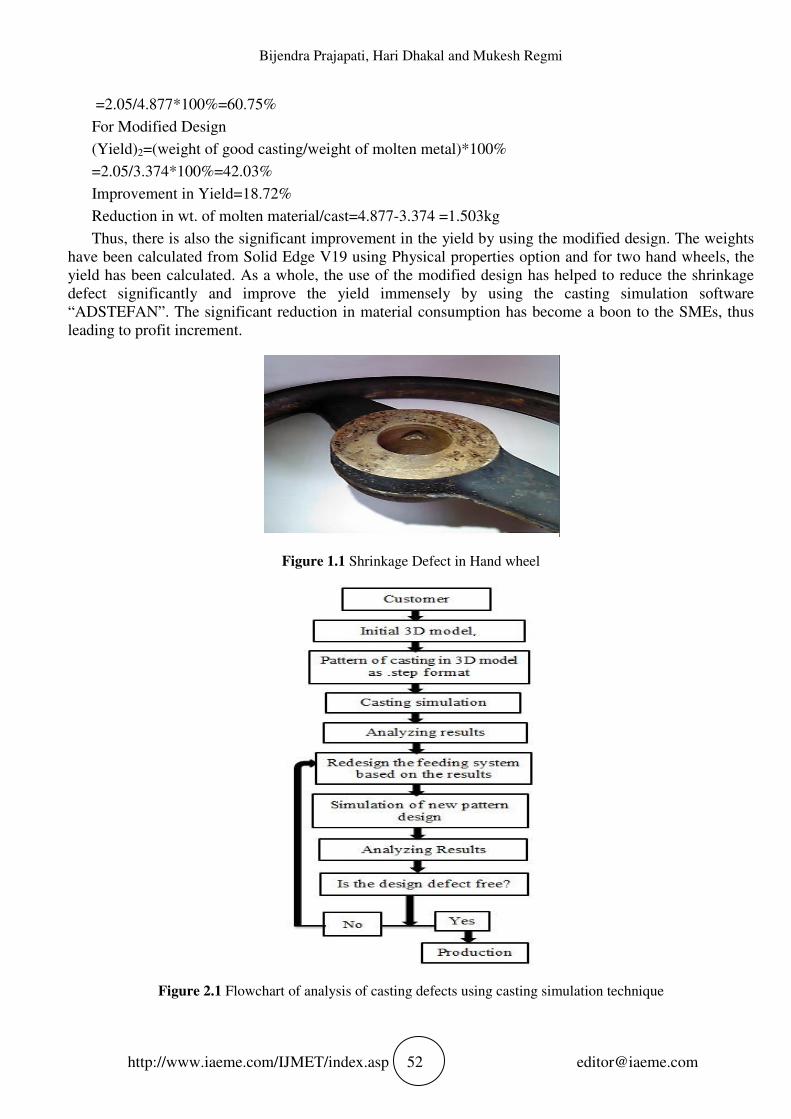
The 3D Modeling of existing Pattern is shown in figure 3.1. After, the model is fed to ADSTEFAN in the
form of a stp file from Solid Edge V19, meshing is performed. The casting method is set as Gravity
casting. The next step is to set the material properties giving the required parameters like material type
(FCD450), density (7.1 gm/cc for SG iron), Initial temp.(1450◦c), volumetric shrinkage (2%) and so on.
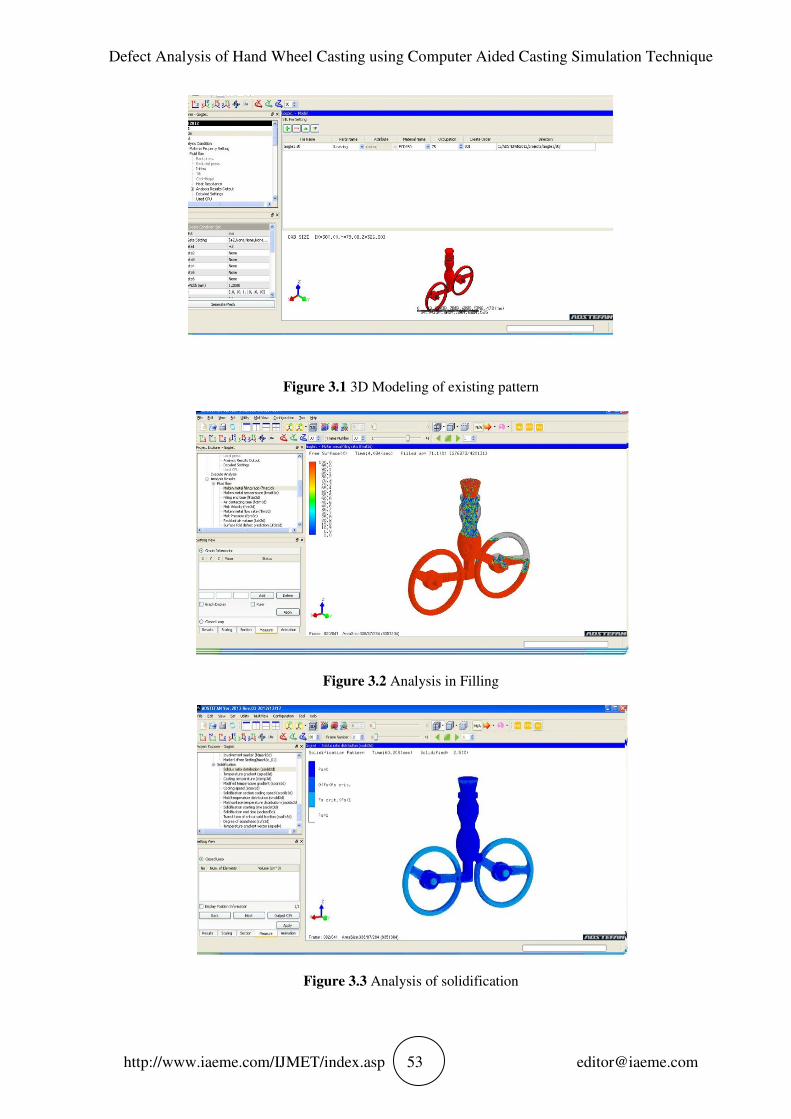
The fluid flow settings are set by software after setting fill ratio to 98% then; filling time is shown as
5.56sec. Analysis in Filling is shown in figure 3.2 wherein the uniform distribution of colour suggests no
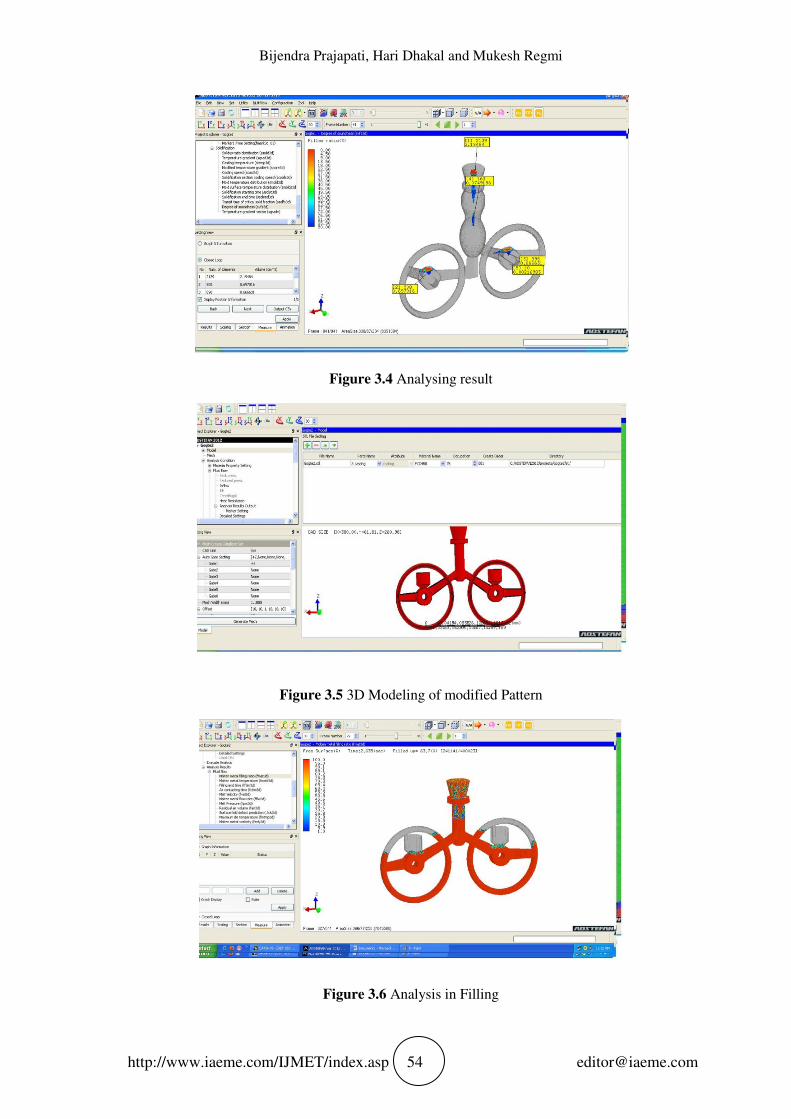
presence of unwanted gases, slags, inclusions, dross etc. Also as shown in figure 3.3, the discontinuity in
the solidification suggests that certain defects may prevail in the hand wheel. Lastly, figure 3.4 shows the
result as analyzed by the simulation software. It is observed that the shrinkage defects are occurring in
central portion of hand wheels. It is also observed that defects occurred in two hand wheels differ in value
Defect Analysis of Hand Wheel Casting using Computer Aided Casting Simulation Technique
http://www.iaeme.com/IJMET/index.asp 51 [email protected]
i.e. values of shrinkage defect are different. As shown in figure 3.4, the shrinkage that are significant for
study have value of 0.697cm3, 0.666cm
3 and 0.002cm
3 resp. Rest two values of shrinkage are insignificant.
Hence, by studying the possible causes of shrinkage defect and analysing the result of casting
simulation of existing pattern, the following remedies have been proposed with help from experts, manuals
and so on.
• Proper foundry practices, including melt preparation and mold design can reduce the occurrence of these
defects.
• Avoid heavy isolated casting sections that are difficult to feed.
• Design the part with a progressive change in casting thickness
• Design the gating and feeding system to provide for directional solidification back to the risers.
• Limit the pouring temperature so that the liquid contraction is minimized.
• Trial & error method in optimizing
• Runner height/length
• Inclusion of riser/feeder
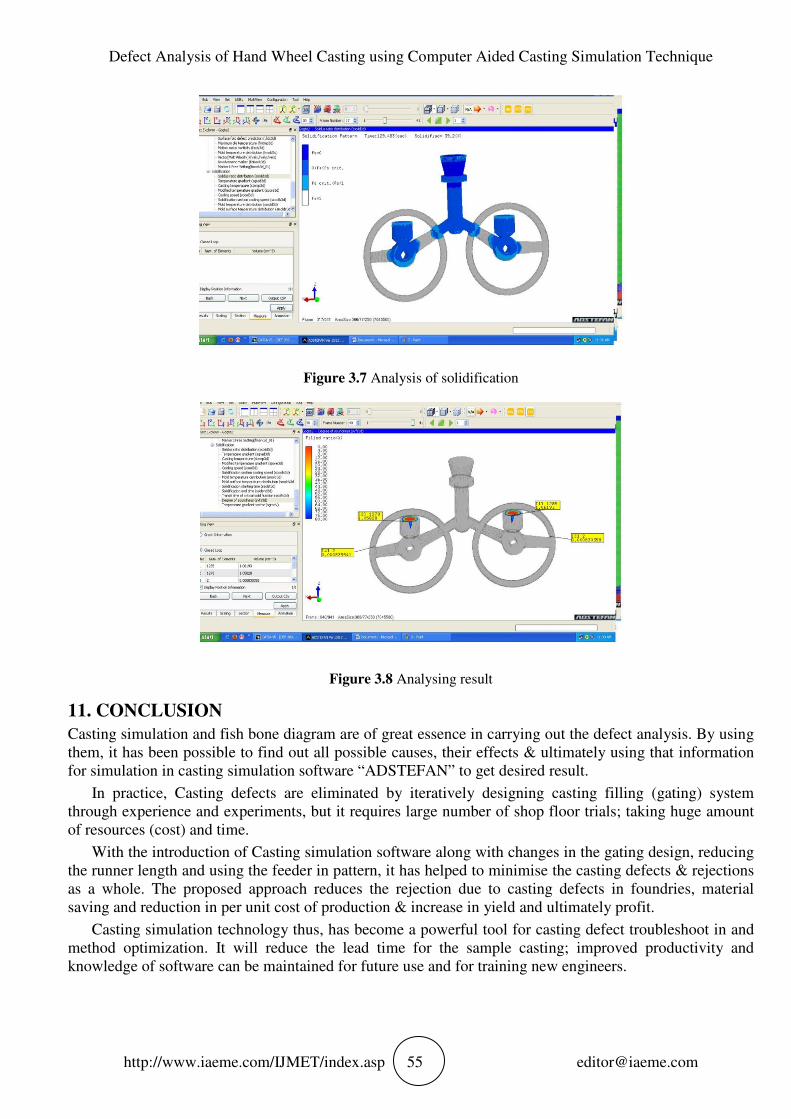
9. MODIFIED DESIGN
Some of the changes carried out in pattern design are:
• Changing the size of runner: length reduced by 65mm.
• Changing the gating system: making the gating system symmetric as shown in figure 3.5 and adopting
circular shapes of the gates & ingates for feeding the molten metal.
• Introduction of the riser: Riser is placed just above the center of hand wheel as shown in figure.3.5 where
shrinkage defect was often found.
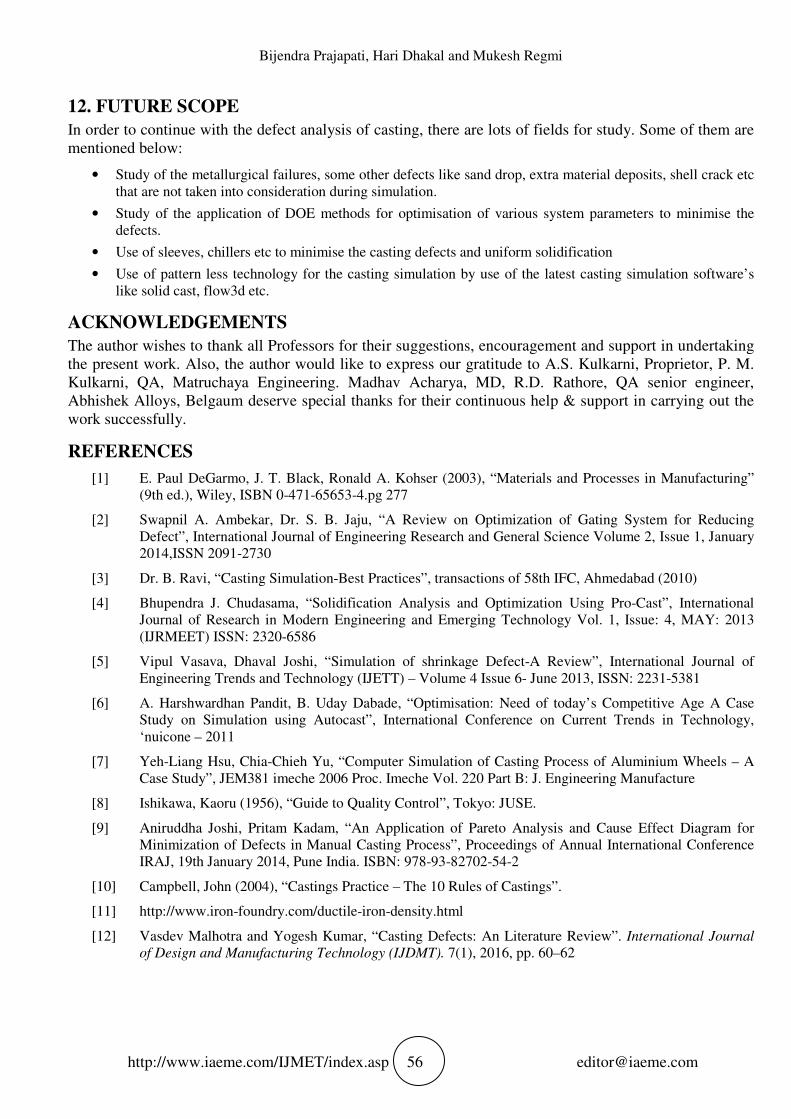
The steps involved till analysis in filling are similar to that of existing pattern design. Only filling time is
shown as 4.05sec. The figure 3.6 shows the uniform distribution of colour suggesting no presence of
unwanted gases, slags, inclusions, dross etc. As shown in figure 3.7, though there is some discontinuity in
solidification, the presence of feeder suggests that defects that may prevail in the hand wheel will be
minimized to a greater extent.
The occurrence of the shrinkage defects have been significantly reduced as shown in the figure 3.8.
The shrinkages that are significant for study are 0.00083cm3 and 0.00083cm
3 whereas rest two values are
insignificant. The shrinkage now shown is almost negligible and this hand wheel casting is ready for
production.
10. RESULTS AND DISCUSSIONS
The shrinkage porosity in existing design is
(Sp)1 =(0.697+0.666+.002)cm3=1.365 cm
3 (from figure 3.4)
The shrinkage in the Modified design is
(Sp)2=(0.00083+0.00083)cm3=0.00166 cm
3 (from figure 3.8)
Thus, reduction in shrinkage=99.8%
This doesn’t consider the shrinkage defects prevailing in places other than the hand wheel since the
metal casts are going to be reused & are insignificant for the Hand wheel castings. Thus, there is
significant reduction in the shrinkage defect by the use of modified design.
Considering single shell molds in which two hand wheel are casted, the yield is being calculated.
Density of Ductile iron=7100 kg/m3 [11]
For Existing Design
(Yield)1=(wt. of good casting/wt. of molten metal)*100%
Bijendra Prajapati, Hari Dhakal and Mukesh Regmi
http://www.iaeme.com/IJMET/index.asp 52 [email protected]
=2.05/4.877*100%=60.75%
For Modified Design
(Yield)2=(weight of good casting/weight of molten metal)*100%
=2.05/3.374*100%=42.03%
Improvement in Yield=18.72%
Reduction in wt. of molten material/cast=4.877-3.374 =1.503kg
Thus, there is also the significant improvement in the yield by using the modified design. The weights
have been calculated from Solid Edge V19 using Physical properties option and for two hand wheels, the
yield has been calculated. As a whole, the use of the modified design has helped to reduce the shrinkage
defect significantly and improve the yield immensely by using the casting simulation software
“ADSTEFAN”. The significant reduction in material consumption has become a boon to the SMEs, thus
leading to profit increment.
Figure 1.1 Shrinkage Defect in Hand wheel
Figure 2.1 Flowchart of analysis of casting defects using casting simulation technique
Defect Analysis of Hand Wheel Casting using Computer Aided Casting Simulation Technique
http://www.iaeme.com/IJMET/index.asp 53 [email protected]
Figure 3.1 3D Modeling of existing pattern
Figure 3.2 Analysis in Filling
Figure 3.3 Analysis of solidification
Bijendra Prajapati, Hari Dhakal and Mukesh Regmi
http://www.iaeme.com/IJMET/index.asp 54 [email protected]
Figure 3.4 Analysing result
Figure 3.5 3D Modeling of modified Pattern
Figure 3.6 Analysis in Filling
Defect Analysis of Hand Wheel Casting using Computer Aided Casting Simulation Technique
http://www.iaeme.com/IJMET/index.asp 55 [email protected]
Figure 3.7 Analysis of solidification
Figure 3.8 Analysing result
11. CONCLUSION
Casting simulation and fish bone diagram are of great essence in carrying out the defect analysis. By using
them, it has been possible to find out all possible causes, their effects & ultimately using that information
for simulation in casting simulation software “ADSTEFAN” to get desired result.
In practice, Casting defects are eliminated by iteratively designing casting filling (gating) system
through experience and experiments, but it requires large number of shop floor trials; taking huge amount
of resources (cost) and time.
With the introduction of Casting simulation software along with changes in the gating design, reducing
the runner length and using the feeder in pattern, it has helped to minimise the casting defects & rejections
as a whole. The proposed approach reduces the rejection due to casting defects in foundries, material
saving and reduction in per unit cost of production & increase in yield and ultimately profit.
Casting simulation technology thus, has become a powerful tool for casting defect troubleshoot in and
method optimization. It will reduce the lead time for the sample casting; improved productivity and
knowledge of software can be maintained for future use and for training new engineers.
Bijendra Prajapati, Hari Dhakal and Mukesh Regmi
http://www.iaeme.com/IJMET/index.asp 56 [email protected]
12. FUTURE SCOPE
In order to continue with the defect analysis of casting, there are lots of fields for study. Some of them are
mentioned below:
• Study of the metallurgical failures, some other defects like sand drop, extra material deposits, shell crack etc
that are not taken into consideration during simulation.
• Study of the application of DOE methods for optimisation of various system parameters to minimise the
defects.
• Use of sleeves, chillers etc to minimise the casting defects and uniform solidification
• Use of pattern less technology for the casting simulation by use of the latest casting simulation software’s
like solid cast, flow3d etc.
ACKNOWLEDGEMENTS
The author wishes to thank all Professors for their suggestions, encouragement and support in undertaking
the present work. Also, the author would like to express our gratitude to A.S. Kulkarni, Proprietor, P. M.
Kulkarni, QA, Matruchaya Engineering. Madhav Acharya, MD, R.D. Rathore, QA senior engineer,
Abhishek Alloys, Belgaum deserve special thanks for their continuous help & support in carrying out the
work successfully.
REFERENCES
[1] E. Paul DeGarmo, J. T. Black, Ronald A. Kohser (2003), “Materials and Processes in Manufacturing”
(9th ed.), Wiley, ISBN 0-471-65653-4.pg 277
[2] Swapnil A. Ambekar, Dr. S. B. Jaju, “A Review on Optimization of Gating System for Reducing
Defect”, International Journal of Engineering Research and General Science Volume 2, Issue 1, January
2014,ISSN 2091-2730
[3] Dr. B. Ravi, “Casting Simulation-Best Practices”, transactions of 58th IFC, Ahmedabad (2010)
[4] Bhupendra J. Chudasama, “Solidification Analysis and Optimization Using Pro-Cast”, International
Journal of Research in Modern Engineering and Emerging Technology Vol. 1, Issue: 4, MAY: 2013
(IJRMEET) ISSN: 2320-6586
[5] Vipul Vasava, Dhaval Joshi, “Simulation of shrinkage Defect-A Review”, International Journal of
Engineering Trends and Technology (IJETT) – Volume 4 Issue 6- June 2013, ISSN: 2231-5381
[6] A. Harshwardhan Pandit, B. Uday Dabade, “Optimisation: Need of today’s Competitive Age A Case
Study on Simulation using Autocast”, International Conference on Current Trends in Technology,
‘nuicone – 2011
[7] Yeh-Liang Hsu, Chia-Chieh Yu, “Computer Simulation of Casting Process of Aluminium Wheels – A
Case Study”, JEM381 imeche 2006 Proc. Imeche Vol. 220 Part B: J. Engineering Manufacture
[8] Ishikawa, Kaoru (1956), “Guide to Quality Control”, Tokyo: JUSE.
[9] Aniruddha Joshi, Pritam Kadam, “An Application of Pareto Analysis and Cause Effect Diagram for
Minimization of Defects in Manual Casting Process”, Proceedings of Annual International Conference
IRAJ, 19th January 2014, Pune India. ISBN: 978-93-82702-54-2
[10] Campbell, John (2004), “Castings Practice – The 10 Rules of Castings”.
[11] http://www.iron-foundry.com/ductile-iron-density.html
[12] Vasdev Malhotra and Yogesh Kumar, “Casting Defects: An Literature Review”. International Journal
of Design and Manufacturing Technology (IJDMT). 7(1), 2016, pp. 60–62





























